Учимся варить сваркой — flagman-ug.ru
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.


Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.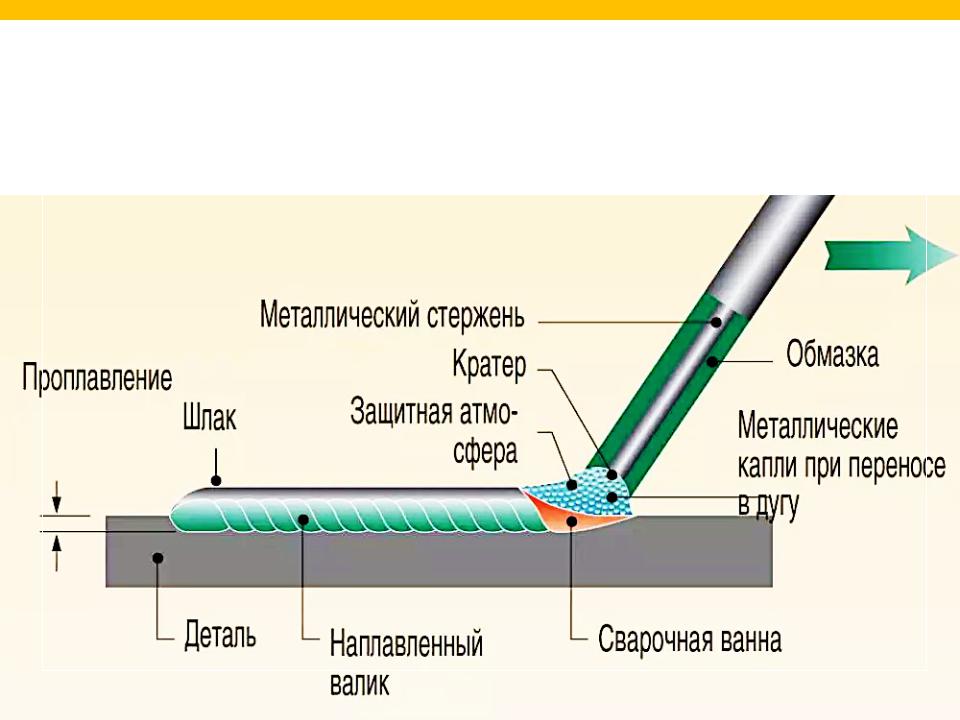
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Как научиться варить инвертором с нуля?
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Сварка инвертором для начинающих и азы электросварки
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru .
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой , треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Как правильно варить электродной сваркой
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это необязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный инвертор. Советы профессионала». Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм 2 . Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Как правильно варить электросваркой — видео и фото руководства
Человеку, проживающему в частном доме или имеющему частный гараж, в определенный момент придется столкнуться с необходимостью выполнения сварочных работ. Здесь можно пойти двумя путями: пригласить профессионального сварщика или выполнять эту работу самостоятельно. Если вы привыкли все выполнять своими руками, но никогда не варили – не пасуйте перед новой задачей. В конце концов, начинать когда-то же надо. Как и во многих сферах, в этом деле главное практика. Вы и сами не заметите, как с каждым разом сварочный шов будет получаться все лучше и лучше. Но для начала давайте в теории рассмотрим, как правильно варить электросваркой?
Для начала необходимо разобраться в видах сварочных аппаратов
Для того чтобы приступить к овладению такими необходимыми в реальной жизни навыками сварщика необходимо как минимум понимать на каком оборудовании придется работать. Поэтому давайте рассмотрим виды сварочных аппаратом, посредством которых выполняется электросварка.
Обратите внимание! В домашнем хозяйстве позволит удовлетворить все потребности любой «сварочник», будь то трансформатор, выпрямитель или инвертор. Главное чтобы максимальный ток был не меньше 160А.
Сварочный трансформатор ↑
В основе его работы положен принцип преобразования переменного тока сети в переменный ток сварки. Это вид электросварки является самым дешевым, среди преимуществ стоит отметить: небольшую цену при довольно высоком КПД. Сварочный трансформатор прост в обслуживании. Недостатками являются большой вес оборудования, низкая стабильность дуги, способность в большой степени просаживать напряжение.
[include title=»РСЯ — в записи»]
Сварочный выпрямитель ↑
Обучение лучше выполнять на плоских поверхностях
Предназначен для преобразования переменного тока сети в постоянный сварочный ток. Такой аппарат стоит дороже, чем простой трансформатор. Ему характерны все недостатки и преимущества сварочного трансформатора. Хотя, полученный в ходе работы постоянный ток дает более стабильную дугу и как следствие получается более качественный шов.
Сварочный инвертор ↑
Наделен возможностью преобразования переменного тока в постоянное напряжение, а также ток для выполнения сварки. Достоинства: легко зажигается дуга, малый вес, плавно регулируется ток, высокое быстродействие и КПД. И самое главное, что выполнить красивый ровный шов без особых затруднений сможет даже человек, не имеющий квалификации сварщика.
Важно! Если вам позволяют финансовые возможности, для домашнего хозяйства приобретайте сварочный инвертор. Тем боле, что современный рынок сварочного оборудования предлагает огромный ассортимент инверторов.
Предметы, необходимые для сварки электрической дугой
- Маска сварщика.
- Замшевые защитные перчатки.
- Щетку по металлу.
- Молоток для сбивания шлака.
- Специальная одежда из плотной ткани с длинными рукавами.
- Электроды.
Внимание! Электроды подбираются в соответствии с толщиной металла, а ток уже выставляется по электродам.
Метод расчета предельно прост, например:
- сварочный трансформатор – 1 мм электрода соответствует 30-40 А;
- сварочный инвертор – 3 мм электрода соответствует 80 А, при 100 А уже можно выполнять резку металла.
Выполнять работу необходимо в специальной одежде и рукавицах
Не имеет значения, в каком помещении вы будете выполнять сварочные работы, на всякий случай припасите там ведро воды. Прежде, чем приступить непосредственно к сварке подготовьте рабочее место и все рабочие заготовки – все должно быть под рукой. Места выполнения сварочных швов нужно тщательно зачистить щеткой по металлу. Чтобы правильно выставить свариваемые заготовки рекомендуется использовать струбцины или тиски.
[include title=»РСЯ — в записи»]
Чтобы понять, как правильно сваривать электросваркой, нужно сначала потренироваться на сваривании валиков на плоской поверхности. А для выполнения этих операций лучше использовать 3 мм электроды – они являются самыми ходовыми.
Внимание! Для сварки лучше использовать недавно купленные электроды. Залежавшиеся могут оказаться сырыми, что сделает практически невозможным процесс сварки.
Далее последовательно поступаем так:
- Зажим массы прикрепляем к рабочей детали.
- Электрод вставляем в держатель.
- Зажигаем дугу. Возможно два способа решения этой задачи: чирканием (как спичкой)или постукиванием по заготовке.
- Выполняем сварку, постепенно ведя электродом, который держим в процессе работы под углом 75 градусов. При этом совершаем колебательные движения. Со стороны будет выглядеть так, как будто расплавленный металл подгребается под кратер дуги.
- В итоге получаем красивый ровный шов.
Как видим, ничего сложного и невыполнимого в производстве сварки нет. Главное обладать минимальными знаниями физики и иметь нужное оборудование. Причем первое дело наживное – благо есть интернет, а второе – всегда пригодится в хозяйстве. Наиболее принципиальные моменты выполнения электросварки предлагаем посмотреть в ознакомительном видео ролике.
Как правильно варить электросваркой? — masterseptika.ru
В сварочном деле главное — практика. Не пытайтесь сразу варить ответственные соединения. Как варить с электросваркой качественные соединения, становится яснее с опытом. Начинать нужно с нанесения нижнего шва на поверхности листа толщиной 5-6 мм. Зажигание искры производится легким ударом торца сварочного электрода о сталь или чирканьем.
Как только возникнет дуга, чтобы избежать прихватывания, нужно сразу отвести торец электрода на несколько мм вверх. От расстояния зависит прогрев материала: чем оно больше, тем сильнее выделение тепла, но хуже точность и провар основания шва. Если дуга не зажигается, нужно отбить обмазку с кончика электрода и попробовать снова.
Электрод нужно держать под углом к заготовке от 45 до 60 градусов. Дуга при этом направляется на сварочную ванну, то есть расплавленный металл шва. Шов кладется ровно, примерно одинаковой ширины с плавным переходом в металл сварочного шва. Расплав не должен растекаться по поверхности или лежать на ней валиком. Первое порождает коробление, а второе — возникновение «подрезов» и плохой провар.
Залог успеха — это правильный выбор сварочного тока. Общее правило для стальных заготовок такое. Умножаете толщину более тонкой детали в миллиметрах на 33. Так получается значение тока в амперах. Пробуете варить этим током, по результатам производите регулировку с шагом в 5 А в нужную сторону. Конкретное значение зависит от предпочтений сварщика, длины дуги, массивности свариваемых деталей, диаметра электродов.
Диаметр электродов и сварочный ток взаимосвязаны. Рекомендованное значение силы тока можно найти на упаковке с присадочным материалом. Для самых ходовых диаметров 3 и 4 мм сварочный ток лежит в диапазонах 90-160 А и 120-200 А соответственно.
Для стыковой сварки на кромках выполняют фаску глубиной 75% от толщины заготовок и устанавливают гарантированный зазор порядка 1-2 мм. Зазор обеспечивается шаблоном и прихватыванием. При любом виде сварки, будь то стыковая, угловая или торцевая, предпочтение нужно отдавать двустороннему провару. Это помогает бороться с короблением.
Направление вертикального шва зависит от толщины деталей. При сварке снизу вверх выше вероятность прожечь металл, поэтому тонкие кромки варятся сверху вниз. Для горизонтальных и потолочных швов нужны остывающие быстро электроды и короткая подпирающая дуга.
Как варить электросваркой
Автор Юлия На чтение 4 мин. Просмотров 5 Опубликовано Обновлено
Самое надежное соединение неразъемных элементов и деталей – это сварка. В нашей повседневной жизни мы часто прибегаем к ее использованию: сварку применяют при строительстве заборов, монтаже различных деталей, элементов конструкций, тепличных каркасов и так далее. И поэтому человек, который владеет навыками сварочных работ, может не только сделать массу полезных дел по строительству и ремонту, но еще и значительно облагородить свой приусадебный участок. Но если вы, например, никогда ранее не использовали сварку, можно ли этому научиться? Конечно, можно! А как варить электросваркой, и какие существуют способы исполнения подобных работ, расскажет эта статья.
Чем обосновывается надежность сварки?
Если вам нужно создать неразъемное соединение, и сделать это срочно, то сварка в этом деле будет лучшим вариантом. Сам процесс сварки можно описать следующим образом: с помощью электрической дуги при прикосновении к сплавам металлов происходит процесс их нагревания, в результате чего начинается пластическая деформация материалов. При этом возникают молекулярные связи, которые характеризуются сверхвысокой прочностью.
Прогресс не стоит на месте, и поэтому сегодня есть возможность использовать для сварки ультразвук, электронные и лазерные лучи, пламя горелки. Однако для бытовых целей оптимальным вариантом остается электрическая дуга.
Какие существуют способы сварки?
Сварка может быть:
1. Контактная.
Осуществляется при помощи электрического тока. Причем сила тока здесь достаточно высокая, а его напряжение — относительно низкое.
Соединение элементов при контактной сварке может производиться точечно, встык и шовно.
2. Газопрессовая.
Основывается на использовании пламени ацетилкислорода. Данная сварка также характеризуется весьма высокой производительностью, поэтому она применяется широко и повсеместно.
Существуют и иные разновидности сварки, но они, как правило, более технически сложные.
Выбираем оборудование для электросварки.
Для того чтобы освоить технику проведения сварочных работ, нужно в первую очередь приобрести необходимо оборудование, которое можно купить либо просто взять в аренду. Это может быть простейший агрегат, а может быть и инструмент посложнее – оснащенный устройством уменьшения или увеличения силы тока.
Некоторые умельцы умудряются даже собрать настоящий рабочий сварочный аппарат своими руками. Однако лучше все же не рисковать и приобрести данный агрегат в надежном магазине. Так или иначе, вам потребуется один из нескольких преобразователей переменного тока в постоянный:
- инвертор – отличается своей компактностью, небольшим весом и удобством эксплуатации;
- трансформатор – также неплохой преобразователь, однако необходимую стабильную работу электрической дуги недорогие модели данного устройства обеспечивают не всегда;
- выпрямитель – характеризуется стабильной работой сварочной дуги и качественным сварочным швом.
Безопасность в проведении сварочных работ – самое основное правило!
Сварка всегда сопровождается брызгами раскаленного металла и яркими световыми излучениями. Поэтому сварщик всегда должен заботиться о защите своих глаз, кожи и лица от ожогов. Делать это нужно с помощью следующих средств безопасности:
- рукавиц из замши или брезента;
- халата или комбинезона из брезента или прорезиненной ткани;
- специальной маски или щитка.
Кроме того, прежде чем начать выполнять сварочные работы, обязательным моментом является ознакомление с техникой безопасности их проведения.
Как варить электросваркой, инструкция?
Процесс выполнения сварочных работс помощью электросварки выглядит следующим образом.
- Поверхности зачищают от ржавчины и повреждений.
- В держатель аппарата вставляется электрод и создается электрическая дуга (движение тока в зоне сварки): по металлу чиркают стержнем электрода и далее касаются им поверхности заготовки.
- Как только электрическая дуга возникает, между ней и поверхностью создают 3-5-миллиметровый зазор
- Далее приступают к соединению деталей. Для этого осуществляют колебательные движения от элемента к элементу. Сам сварной шов при этом можно выполнять в виде петли, елочки, зигзага и др.
- По окончанию сварочных работ, шов должен быть зачищен от шлаков.
Послесловие.
Не старайтесь сразу же осуществлять сложные сварочные работы, ведь без необходимого опыта у вас, скорее всего, не получиться желаемый результат. Для начала необходимо потренироваться на более простых задачах, а уже после того, как вы набьете руку и достаточно хорошо овладеете всеми премудростями сварочного дела, — можете смело начинать работать над более сложными объектами.
Как варить электросваркой видео
Рекомендую прочитать:
Рецепт успеха — производительность сварки
Слишком часто стандартные сварочные процедуры используются для обеспечения соответствия нормам и видны только во время аудита качества. Альтернатива? Изготовители могут оптимизировать качество и производительность для каждого приложения, документируя желаемую процедуру в формате, понятном сварщикам в цехе.
С целью управления и руководства сварочными работами первым шагом должно быть устранение всей нерелевантной технической болтовни и бесконечного множества кодовых переменных жаргона, не используемых в приложении, и замена его подходящими табличными данными, изображениями. и понятные заметки.Конечный результат будет меньше беспорядка и, следовательно, больше шансов использовать желаемую процедуру.
Независимо от формата, процедура сварки должна быть документом, который предоставляет руководство по сварочной деятельности в масштабах компании. Определяя переменные, которые будут использоваться для изготовления производственных сварных швов, монтажники могут лучше определять предварительную подготовку и подгонку к сварке, сварщики могут выполнять заданную сварку согласованно и точно, а инспекторам легче проверять соответствие требованиям процедуры.
Подходящей аналогией является рассмотрение процедуры как рецепта сварки с переменными и данными, служащими ингредиентами и количествами, которые будут использоваться. Подобно хорошему рецепту, который должен включать больше, чем перечисление ингредиентов, хорошая процедура сварки должна включать примечания и инструкции, сопровождающие подробный список и данные.
Рис. 1. Пример процедуры сварки может включать примечания, эскизы и табличные данные, а также такие элементы, как классификация электродов и желаемая сила тока.Порядок действий, термины и функции
Сварочные процедуры часто используются, поскольку они являются требованием применимого кодекса или стандарта, регулирующего производство производимого продукта.У них есть множество названий и сокращений, в том числе Спецификации процедур сварки (WPS) в соответствии с Кодексом Американского общества инженеров-механиков (ASME) по котлам и сосудам под давлением и Таблицы данных по процедурам сварки (WPDS), которые требуются Канадской ассоциацией стандартов (CSA). ) W59 Стандарт сварки конструкционной стали.
Помимо WPS и WPDS, для документирования общего процесса сварки используются другие документы. Они используются для перечисления данных, используемых при сварке квалификационной сборки, и перечисления результатов необходимых испытаний, таких как испытание на растяжение или химический анализ.
Примером этого типа документа является квалификационная запись процедуры (PQR), необходимая для поддержки любого WPS для приложений ASME. Хотя PQR действительно играет важную роль, этот тип документа не предназначен для использования персоналом цеха и не считается процедурой сварки.
Качество и производительность
Важной функцией сварочных процедур является обеспечение качества сварных изделий. Процедуры часто проверяются сварочными узлами, а затем проверяются методами, чтобы убедиться, что их свойства соответствуют требованиям приложения.Изменение переменной, определенной как «существенная», потребует повторной квалификации, так как это может привести к изменению свойств сварного шва. Изменение переменной, определенной как «несущественное», не требует повторной квалификации, но потребует новой процедуры сварки, так как это может повлиять на прочность сварного шва.
Примером такого изменения является изменение конструкции канавки. Если производственные сварные швы выполняются в рамках проверенных и определенных процедур сварки, результатом должна быть качественная сварка.
Хотя процедуры часто использовались для контроля качества сварки, еще одно преимущество использования документированных процедур сварки можно увидеть в повышении производительности.Некоторые сварочные процессы можно использовать в широком диапазоне рабочих переменных. Без указаний или процедур сварщик, получивший указание использовать только процесс GMAW, может выполнять сварку со скоростью 200, 600 дюймов в минуту или любой промежуточной скорости подачи проволоки.
Рисунок 2. Инвестиции в квалификацию процедуры могут привести к значительной экономии. Как показано здесь, в ходе внутренних испытаний была обнаружена альтернативная процедура сварки под флюсом.Этот пример является экстремальным, но трехкратное увеличение производительности иллюстрирует возможный результат, когда параметры сварки остаются на усмотрение отдельного сварщика.Другие элементы, которые могут существенно повлиять на производительность сварки, включают используемый процесс, диаметр используемого электрода и используемую конструкцию соединения. С точки зрения долларов и центов, все переменные, влияющие на производительность сварочного процесса, следует внимательно рассматривать с оптимальными параметрами, определенными в процедуре.
Разработка регламентов
Слишком часто процедуры документировались только для соответствия кодексу с использованием стандартных данных из справочного источника. Надлежащая разработка процедуры сварки должна включать эксперименты для определения оптимальных параметров, включая конструкцию сварного соединения и подгонку, а также переменные процесса с указанием конкретных значений или диапазонов, где это необходимо.
Несмотря на то, что существует множество хороших справочных ресурсов, которые можно использовать в качестве отправной точки для определения процедур, вложения в эксперименты во время разработки процедуры могут дать большой выигрыш в качестве и производительности сварки.
Рисунок 3. Как видно здесь, инвестиции в размере 1500 долларов США в аттестацию процедуры окупились после всего лишь 24 футов сварки. Дополнительные расходы на сварку также снизились на 59 процентов.Но как только эти оптимальные переменные процедуры определены, как они должны быть представлены в документе процедуры?
Процедуры были задокументированы во многих форматах, включая письменные абзацы, таблицы, эскизы и комбинации этих элементов.В некоторых случаях применимый кодекс, стандарт или юрисдикция, отвечающая за мониторинг соответствия, имеют образцы форм процедуры сварки, которые можно использовать.
При рассмотрении того, какой формат или форму использовать, следует иметь в виду основную функцию процедуры: предоставление руководящих указаний и инструкций для персонала при выполнении сварочных работ. Добавление данных в готовую форму иногда приводит к появлению сбивающего с толку массива данных и переменных, которые могут включать информацию, не относящуюся к используемой процедуре.
Следовательно, изготовителям важно понимать, что процедуры сварки могут быть записаны практически в любом формате при условии, что включена информация, необходимая для соответствия нормам. Если документы могут быть представлены в простом и удобном для чтения формате, их шансы на фактическое использование увеличиваются.
На рисунке 1 показан образец процедуры сварки, который включает инструкции с примечаниями, эскизами и табличными данными. Такие параметры, как классификация и диаметр электродов, следует указывать с отдельными значениями, в то время как другие значения, такие как сила тока или вылет электрода, следует указывать с соответствующими диапазонами или допусками плюс / минус.
В среде с гарантированным качеством при указании отдельных значений предлагаются только отчеты о несоответствии. Процедуры сварки могут разрабатываться в любом формате с учетом особенностей процесса сварки, уровня автоматизации, требований к применению, а также навыков и грамотности персонала.
К счастью, современные программные средства повысили эффективность документирования сварочных процессов. Использование шаблонов в программах обработки текстов или форм устраняет необходимость дублирования общих элементов процедуры.
Например, первый WPS, созданный из одного PQR, может быть дублирован для других WPS, изменяя только несущественные переменные элементы, такие как положение сварки или дизайн соединения. В специализированных производственных цехах, которые используют различные материалы и процедуры сварки, программное обеспечение базы данных может упростить процесс поиска подходящих процедур для использования в новых контрактах. Некоторые поставщики поставляют специальное программное обеспечение для управления сваркой, которое можно использовать для документирования процедур и предоставления других преимуществ, таких как ведение журнала и отметка требований к квалификационным испытаниям сварщика.
Если 50 сварщикам будут даны инструкции только для выполнения сварного шва с полным проплавлением для соединения стального листа толщиной 1/2 дюйма, вероятно, будет использоваться много различных методов. Выбор способа подготовки соединения, процесса, электрода, скорости подачи проволоки или расхода защитного газа — это лишь некоторые из возможных вариантов. Если все методы будут оценены, возможно, удастся выбрать процедуру, которая обеспечит оптимальные результаты, и все 50 сварщиков будут ее использовать.
Предполагая, что хорошо разработанная процедура сварки с краткими инструкциями в легком для понимания формате была разработана, следующее соображение заключается в том, как обеспечить фактическое соблюдение этих процедур в цехе.Принятие и применение процедур можно улучшить, вовлекая производственный персонал в разработку процедур, обеспечивая обучение там, где это необходимо, и выполняя текущий контроль.
Квалификационная и предквалификационная
Еще одно соображение, касающееся документации процедуры сварки, касается варианта «предварительной квалификации», предусмотренного некоторыми нормами и стандартами. CSA W59-03, например, перечисляет критерии и эскизы для сварных швов с частичным и полным проплавлением для процессов SMAW, FCAW, MCAW, GMAW-Sp и SAW.
Идея здесь заключается в том, что если изготовители документируют процедуры в соответствии со спецификациями и минимальными размерами подготовки сварных швов, указанными в разделе 10, WPDS не должны быть аттестованы с помощью процедурных испытаний, засвидетельствованных сертифицирующей юрисдикцией, Канадским бюро сварки (CWB). ). Это гарантирует использование проверенных процедур сварки и экономит время и средства на аттестацию процедуры.
Однако в некоторых случаях инвестиции в квалификацию процедуры могут привести к значительной экономии.Если, например, для дуговой сварки под флюсом стали толщиной 3/4 дюйма на опорный стержень требуется процедура сварки с полным проплавлением с бороздкой, тогда сварка 5/8 дюйма. корневой зазор может потребоваться с использованием прилегающего угла 20 °, как показано на рисунке 2. Если путем экспериментов и квалификации процедуры может быть доказано, что процедура полного проникновения может быть достигнута с меньшим зазором в корне или углом скоса, процедура будет одобрена CWB.
Старшие студенты-технологи в колледже Конестога в Онтарио, Канада, имеют задание в лаборатории на сварке SAW, где, используя S2-1 в качестве эталона, они экспериментируют с процедурами, чтобы минимизировать конструкцию соединения, а затем проводят расчет, чтобы определить, сколько футов будет сварного шва. требуется, чтобы вернуть гипотетические инвестиции в размере 1500 долларов в квалификацию процедуры.
На втором рисунке на Рисунке 2 показана конструкция соединения, обеспечивающая полное проплавление, что подтверждается металлографическими испытаниями и расчетами, показывающими, сколько футов сварного шва потребуется для оплаты инвестиций в квалификацию. Эти расчеты, представленные на Рисунке 3, показывают, что инвестиции в размере 1500 долларов США в аттестацию процедуры окупятся после всего лишь 24 футов сварки и что дополнительные затраты на сварку были снижены на 59 процентов.
Таким образом, хотя использование предварительно аттестованных процедур сварки может принести краткосрочные выгоды, эксперименты по проверке альтернативных процедур и инвестиции в аттестацию процедур могут дать рецепт снижения затрат на сварку.
OptiWeld
Сварка
Сварка
Применение сварки широко распространено в современном мире. В
новые газопроводы протяженностью 6000 км, используемые для транспортировки природного газа с другой стороны
Уральских гор в Западную Европу, гигантские военные корабли, великие
мосты и большие алюминиевые резервуары для хранения сжиженного газа — это лишь некоторые из
более впечатляющие примеры.Сварка не менее важна при
изготовление деталей меньшего размера, например гипордемических игл,
электрические выключатели, части компьютеров
Для изготовления этих сварных швов используется широкий спектр материалов. детали и конструкции. Эта шкала охватывает не только металлы из алюминий в цирконий, но также и значительное количество пластика.
По материалам и размерам очень разные сварные заготовки требуют широкого выбора сварочных процессов.В настоящее время больше более ста сварочных процессов или технологических переменных используются в упражняться.
В несмотря на это, сварка — самый эффективный метод соединения материалы. У него есть некоторые ограничения, так как в процессе создания В сварном шве происходят практически все виды металлургических явлений. Обычно сварка связана с плавлением, затвердеванием, газометаллический и реакции шлак-металл, поверхностные явления и другое твердое состояние реакции.Не только большое разнообразие металлургических реакций очень сложно, но эти реакции происходят очень быстро при сварке, в в отличие от других областей металлургии, таких как производство стали, литье или нагрев лечение.
Все на сварку процессы требуют приложения тепла и / или давления для получения подходящая связка. Тепловые, механические и электрические процессы связаны с сварочные процедуры.
Металлический соединительный элемент методы обычно группируются по механизму связывания:
прилипание,
пайка и пайка,
сварка.
В приклеенное соединение, силы притяжения, которые существуют между клеем и основной материал имеют физический характер. Два основных взаимодействия, которые способствуют адгезии, — это связь Ван-дер-Уоллса и постоянные дипольные связи — как они хорошо известны — относительно слабы.
Во время пайки и пайки коалесценция материалов осуществляется с помощью присадочного металла, находящегося в температура ликвидуса ниже солидуса основного материала.Наполнитель металл в жидком состоянии распределяется между плотно подогнанными фаями. поверхности стыка за счет капиллярного действия. Связь между наполнителем металла и основного металла обычно происходит из-за некоторой диффузии присадить металл в горячий основной металл в горячий основной металл и решить поверхностное легирование металлов. В связи с этим пайка и пайка находятся между прилипанием и сваркой. Разница между пайкой а пайка — только при температуре плавления нанесенного присадочного металла.Когда температура плавления присадочного металла выше 450 o C температура процесс называется пайкой.
Прочность сварного шва составляет на основе металлической связки. Напротив ван дер Валлса или постоянного диполя облигации, металлическая связь является первичной связью. Структура кристаллической линии построены хорошо расположенными металлическими положительными ионами. Каждый ион окружен не менее двенадцати соседей.Считается, что валентные электроны обладают полной подвижностью и могут свободно перемещаться между ионами. Каждый атом вносит свой валентный электрон в это «электронное облако» и там Невозможно отнести данный электрон к определенному иону. Держатель облигаций структура вместе вызвана притяжением отрицательно заряженные электроны к положительно заряженным ионам. Эта металлическая связь очень сильный.
Условие союза двух ранее разделенные металлические части таковы, что расстояние между поверхностными ионами двух частей не должно быть больше некоторого таймера их решетки параметры.Это желаемое расстояние составляет не более половины нанометра.
В нормальных условиях Вся поверхность металлических деталей покрыта адсорбированными молекулами газа. Этот молекулярный слой имеет толщину несколько манометров и затрудняет соединения между ионами металлов. Есть возможность уменьшить количество адсорбированных газов уменьшением давления газа или повышением температуры. Так должно быть упомянул, что при более высокой температуре оксидные пленки образование выше.Оксидные пленки или другие подобные загрязнения на поверхности мешают контакту металл-металл и должны быть удалены, чтобы получить металлическую связь.
В полном вакууме, где слой газа не препятствует ионному соединению двух металлических частей, размещаемых на каждой другие сваривать не буду. Шероховатость поверхности объясняет это явление, так как при обычных условиях только каждая стотысячная — миллионная ионная пара пиков и впадин поверхности находятся в подходящей близости.Сжатие металлические детали на относительно небольшой площади соприкосновения, давление достигает предела текучести при сжатии и часть поверхности металла течет пластически. При пластическом течении металла количество адсорбированного газов уменьшается, при этом образуется все больше и больше металлических связей.
Те сварочные процессы, в которых давление используется при комнатной температуре для коалесценции металлов с значительная деформация сварного шва создает первый основной класс сварка, и классифицируются как сварка холодным давлением .
Основное условие для удовлетворительная сварка холодным давлением заключается в том, что хотя бы один из металлов быть соединенным очень пластично и не проявляет чрезмерного деформационного упрочнения сила. Металлы, успешно прошедшие холодную сварку давлением, имеют гранецентрированная кубическая структура решетки, такая как алюминий, медь, свинец, никель, золото, серебро и платина.
Чрезвычайно высокая мощность, которая требуется для пластических течений металла ограничивает применение холода сварка давлением.Необходимая мощность определяется площадью сустава и пределом текучести металла при сжатии.
Есть возможность уменьшить предел текучести при сжатии и, таким образом, требуемая мощность давления сварка повышением температуры. Когда температура сварки выше температура рекристаллизации, падение предела текучести и деформационное охрупчивание не происходит. Коалесценция в зоне сварного шва достигается путем нагревания и приложения давления.Эти сварочные процессы которые объединяют давление и тепло, сгруппированы во второй основной класс по телефону процессы сварки горячим давлением . В большинстве из них процессы сварные швы выполняются без расплавления заготовки, или, по крайней мере, с очень небольшим плавлением. Горячая деформация, результаты ковки в более мелкозернистой структуре сварного шва разрушает и диспергирует поверхность газовая или оксидная пленка. Сварка горячим давлением имеет высокую эффективность. и процесс сварки очень быстрый.В этих процессах особенно Сопротивление и сварка трением, тепло обычно получается в площадь сварного шва от электрического сопротивления заготовки до прохождения электрический ток или от теплового сигнала до трения.
Нагреваемые поверхности — в горячем состоянии. процессы сварки давлением — связаны друг с другом и являются исключены из атмосферы, поэтому они защищены от окисления.
Третий основной класс сварки Процессы сварки плавлением. В сварка плавлением основные металлы плавятся, и во многих случаях добавляется присадочный металл. В расплавленный металл, выходящий из основного и присадочного металлов, образует общий сварной шов бассейн. Сварочная ванна зарождается твердыми основными металлами. Жидкий металл окруженный кристаллами основного металла начинает затвердевать, растущие дендритные зерна в области контакта с более холодным основным металлом.Эти общие зерна обеих частей сварного шва. Общее затвердевание приводит к металлической связи между исходными металлами.
Все сварочные процессы требуют приложение энергии для создания подходящей связи. Сварочные процессы сгруппированы по этим четырем категориям источников энергии: механические, химические, излучающие и электрические источники.
Наиболее распространенные прикладные процессы сгруппированы по источнику энергии.
Энергия сварки | Сварочные процессы |
Механический | Трение Ультразвуковой Взрыв |
Химическая промышленность | Газ Термит |
Сияющий | Лазерный луч Электронный пучок |
Сопротивление | Электрошлак Место сопротивления Сопротивление приклада |
Электрическая дуга | Газовая вольфрамовая дуга Плазменная дуга Газовая металлическая дуга Экранированная металлическая дуга Подводная дуга |
Механическая энергия используется для изготовления металлической связки при трении, ультразвуке и взрыве. сварка.
В сварка трением а связь создается между неподвижным и вращающимся элементом с помощью тепло трения, возникающее между ними, при воздействии высоких нормальных силы на интерфейсе. На рис.2 показаны основные стадии трения. сварка.
Трение сварные швы выполняются удерживанием неподвижной детали в контакте с вращение заготовки под постоянным или постепенно увеличивающимся давлением до тех пор, пока поверхность раздела достигает температуры сварки, а затем вращение останавливается на формирование сварного шва.Теплота трения быстро развивалась на границе раздела. повышает температуру заготовок на очень коротком осевом расстоянии до значений приближающихся, но ниже температуры солидуса. Сварка происходит под воздействием давления, которое прикладывается, пока нагретая зона находится в металлургически достигается за счет диффузии, а не плавления.
Из-за этого процесс превосходно подходит для соединения разнородных металлов, особенно тех, которые претерпевают нежелательные фазы при объединении в процессе плавления.Заявление этого процесса требует, чтобы вращающийся элемент был по существу симметричный относительно оси вращения, а другой может быть любого геометрия.
Ультразвуковая сварка с производятся путем введения высокочастотных (15-75 кГц) вибрационных энергия в зону сварки соединяемых металлов. Заготовки прижаты друг к другу между двумя наконечниками, и энергия вибрации передается через один или оба наконечника, которые колеблются в плоскости, параллельной сварному шву интерфейс.Это колебательное движение нарушает оксидную пленку на поверхностях. металлических поверхностей, очищает слой адсорбированного газа и позволяет контакт металл-металл. Осциллирующее напряжение сдвига, возникающее во время движение приводит к электрическому гистерезису, локальному скольжению и пластичности деформация соприкасающихся поверхностей. Упругие и пластические деформации вызывают очень локализованное и кратковременное повышение температуры в сварном шве интерфейс. При надлежащих условиях зажимного усилия и вибрационной мощности, достигнутая температура обычно составляет половину абсолютной точки плавления металлы соединились.По этой причине ультразвуковая сварка считается как процесс холодной или твердотельной сварки под давлением.
Потому что нет слияния, это Метод дал хорошие результаты с разнородными металлами. Обычно используется для выполнения точечных, прямых и кольцевых швов между деталями толщиной листа или фольги не более 2 мм.
В сварка взрывом , деформация взрывчатого вещества используется для ускорения одного из детали до высокой скорости, прежде чем они столкнутся с неподвижным составная часть.В момент удара кинетическая энергия летящего составляет высвобождается как волна сжимающего напряжения на поверхности. Уровень давления этих волн напряжения значительно превышает предел текучести пластины материал. Существенной особенностью этого процесса, по-видимому, является то, что два соединяемые поверхности встречаются под небольшим углом, так что «склеиваемый фронт» установлен, который перемещается по интерфейсу. Пленки с поверхности выбрасываются границы раздела за счет деформирующего воздействия фронта склеивания на идеально чистая, без окислов и газов поверхность.Межатомная сила создает металлическая связь.
Результат этого процесса — насморк. прессованный шов без зоны термического влияния. Сварка взрывом обычно используется для изготовления облицовочной плиты, но подходит для сварки стержней. Удовлетворительные сварные швы могут быть выполнены между медью и сталью, а также между различными металлы, такие как золото, серебро, никель и титан.
Химическая энергия хранящиеся в самых разных формах, могут быть преобразованы в полезное тепло.В температура и скорость реакции окисления являются двумя основными характеристики, которые определяют применение различной энергии источники для сварки.
Вовлеченное тепло химического реакция используется для плавления исходных материалов в газе и термите сварка. По этой причине эти процессы считаются термоядерными. сварка.
В газовая сварка , отработанные топливные газы обладают двумя важными характеристиками.Первый важный Характерной чертой пламени является его химическая активность. Вариация пламени характеристики — окислительные, нейтральные или восстанавливающие — достигаются за счет изменение пропорций топливного газа и кислорода или воздуха. Нейтральный пламя — один из наиболее часто используемых, поскольку нейтральная атмосфера, окружающая расплавленный металл предотвращает загрязнение сварного шва до затвердевания.
С точки зрения сварки, второй важной характеристикой пламени является его температура, так как это в значительной степени определяет скорость горения, с которой можно продолжать сварку.Пламя горячее, если топливный газ сжигается в чистом кислороде, чем на воздухе. В наличие в пламени азота, который тоже нагревается, но не принимает участия при горении снижает температуру пламени. Максимум температуры, пламя имеет окислительный характер и обычно не подходит для сварки из-за образования оксидов в металле шва.
Ацетилен и кислород ниже умеренное давление при смешивании и сжигании в ручной сварочной горелке.В пламя направляется на рабочую поверхность и обеспечивает сплавление деталей за счет плавление соприкасающихся металлов.
Газовая сварка может применяться к широкий спектр металлов и используется не только для сварки, но и для пайка тоже.
Сварка термитом использует тепло экзотермической реакции. Ряд оксидов металлов может быть восстанавливается реакцией с мелкодисперсным алюминием с высвобождением значительного тепла, так что продукты реакции расплавляются.В реакция с оксидом железа дает 2450 o C температура. Из загрузки 1000 г оксида и алюминия получается 476 г шлак 524 г железа и 0,76 МДж энергии.
Расплавленное перегретое железо, произведенное в таким образом можно заливать в полость, образованную между двумя частями стыка произвести сварной шов. Шлак всплывает на поверхность, и расплавленный материал нагревается для плавления обеих сторон основного металла.Когда присадочный металл Охлажденный, можно удалить весь нежелательный излишек материала. Термитная сварка — это также используется для сварки меди, никеля и их сплавов.
Наиболее широко используемое использование Термитная сварка предназначена для соединения рельсов, арматурных стержней, для ремонт и сварка тяжелых конструкций с зарядами до 3 тн.
Лазерная и электронно-лучевая сварка использовать энергию в виде лучистой энергии .
Методы сварки лучистым излучением уникальный, потому что энергия для сварки должна быть сосредоточена на объекте, который будет сварены, и тепло выделяется только там, где сфокусированный луч попадает на заготовка. В отличие от других источников энергии, работа не приводится в контакт с любой нагретой средой, газом или парами металла, и процессы обычно могут проводиться в системах низкого давления, где максимальная чистота может быть достигнут.
Лазерный луч фокусируется различные конфигурации линз, а также электронный луч за счет электростатического или магнитным путем. Сфокусированный луч дает высокую плотность мощности до 100 кВт / мм 2 , что в несколько тысяч раз превышает удельную мощность газовой сварки. Сварка лучистой энергией может производиться обычным способом с ограниченной проводимостью и методом замочной скважины. В При сварке с ограниченной проводимостью луч падает и поглощается металлическая поверхность.Внутренняя часть материала полностью нагревается за счет проводимость с поверхности.
В этом режиме сварки интенсивный Концентрация энергии на поверхности детали вызывает локальное испарение. Паровая полость, окруженная расплавленным металлом, образуется, когда луч начинает двигаться. двигаться по суставу. Полость поддерживается против гидродинамики. силы окружающего его жидкого металла давлением испаренного металл.Металл постепенно плавится на передней кромке подвижного расплавленной ванны и обтекает глубокую полость проникновения к задней части бассейн, где он застывает. В режиме замочной скважины проникновение не происходит. ограничивается температуропроводностью материала, поскольку энергия пучка проникает прямо в полость.
Многие металлы могут быть удовлетворительно сварены методами сварки лучистым излучением. Медь, никель, железо, цирконий, алюминий, титан, магний, вольфрам, молибден и их сплавы свариваются с помощью этого процесса.
Поскольку оборудование для лучевой сварки стоит дороже, чем обычные системы эквивалентной мощности, выбор приложения должны основываться на уникальных технологических возможностях. Что-нибудь из этого Возможности, которые можно использовать в качестве ориентира для выбора, следующие:
в удельная энергия, подводимая к заготовке, очень мала
в высокая удельная мощность может использоваться для сварки или разнородных металлов с очень разные физические свойства или большие различия в массе и размеры
точность сварка может выполняться с четко определенной сфокусированной точкой
в окружение сварки очень чистое
Они идеально подходят для автоматизации.
Электронно-лучевая сварка это процесс, который вызывает коалесценцию металлов за счет тепла, полученного от концентрированный пучок высокоскоростных электронов, падающих на поверхности быть присоединенным. Пучок электронов создается и ускоряется электронно-лучевая пушка.
Электроны генерируются при нагревании отрицательно заряженный излучающий материал до температуры его тепловыделения диапазон.Электроны выкипают из этого эмиттера и ускоряются и направляются их притяжением к положительно заряженному аноду. Точно настроенный электрод, окружающий эмиттер, электростатически формирует выбрасываемый электрод в пучок.
Система электронно-лучевой сварки способна получения мощности пучка до 100 кВт и сверхнормативной мощности 100 кВт / мм построено 2 .
В лазерная сварка источник энергии — лазер.С инженерной точки зрения лазер может рассматриваться как устройство преобразования энергии, в котором энергия от первичная форма (электрическая, химическая, тепловая, оптическая, ядерная) — это превращается в пучок когерентного электромагнитного излучения на ультрафиолетовая, видимая или инфракрасная частота. Лазерный «свет» монохроматический (одна длина волны) и когерентный (все волны синфазны). Поскольку лазерные лучи когерентны, они могут сильно концентрироваться с передающая или отражающая оптика для обеспечения высокой плотности энергии требуется для сварки и резки.
Наиболее часто применяемая сварка процессы используют электрическую энергию . Электроэнергия может преобразовываться в тепло при сопротивлении или в электрической дуге. Путь преобразования энергии дают классификацию или электросварку процессов, а именно контактной и дуговой сварки.
Сварка сопротивлением процессы — кроме электрошлаковой сварки — используют комбинацию силы и тепла для создания сварного шва между деталями. Сопротивление Нагревание происходит при прохождении электрического тока через детали.
В электрошлаковой сварке , г. электрод, такой как проволока, пропускается через электропроводящую ванну жидкого шлака.Тепло генерируется сопротивлением, оказываемым на ток при его прохождении из электродной проволоки через шлак в сварочные бассейны. Это тепло плавит не только проволоку, но и основные металлы. Металл сварного шва осаждается через расплавленный шлак, который очищает некоторые загрязнений и защищает сварочную ванну от воздействия атмосферы.
Металл сварного шва затвердевает вверх как тепло отводится окружающим сварным узлом и вмещающей обувью.Электрошлаковая сварка — это, прежде всего, метод сварки больших толщин металла. сталь в вертикальном или почти вертикальном положении.
В точечная контактная сварка две детали для точечной сварки помещаются между медные сварочные электроды с водяным охлаждением. Однако тепло для сварки требуется только на границе раздела основного металла, а тепло, выделяемое при любом другие места должны быть сведены к минимуму.На практике с момента величайшего сопротивление находится на границе раздела, при этом наиболее быстро выделяется тепло место расположения. Тепло на границе раздела основного металла рассеивается намного медленнее. в основной металл. Следовательно, поскольку сварочный ток продолжает течь, скорость повышения температуры будет быстрее, чем в других точках. В хорошо контролируемый сварной шов, температура сварки сначала будет достигнута при многочисленные точки соприкосновения в интерфейсе, которые быстро превратились в самородок со временем.
Во время точечной сварки заготовки сжимаются электродами. На интерфейсе контакт сопротивление между деталями уменьшается, и, таким образом, генерируемые тепло увеличивается при увеличении сжатия. Сварочный ток имеет большее влияние на выделение тепла, чем сопротивление или время.Следовательно, это важная переменная, которую необходимо контролировать. Это типично для точечная сварка с высоким сварочным током до 100 кА и сварка время очень короткое, несколько сотых секунд.
Сварка контактным швом это особый вид точечной контактной сварки. В этом процессе используется вращение колесные электроды, которые зажимают два металлических предмета и управляют Импульсы тока сваривают непрерывную точечную серию, шов внахлест точечная сварка.Точечная сварка сопротивлением и сварка швом используются для сварки тонкие кусочки до 3 мм.
Сварка встык сопротивлением это процесс, который производит коалесценцию одновременно по всей площадь двух стыкуемых поверхностей. Этот процесс сварки в основном выполняется твердое состояние. Металл в месте стыка нагревается до температуры, при которой рекристаллизация может происходить быстро по соприкасающимся поверхностям.А сила приложена к сварке, чтобы привести поверхности в близкое контакта и во время нагрева, чтобы осесть, материал имеет тенденцию очищать соединение окисленного металла.
Этот процесс сварки используется для изготовление довольно широкого ассортимента изделий из прутка, катанки, проволоки, ленты и труба.
Особенно привлекательная особенность точечный шов и процесс стыковой сварки: высокая скорость эксплуатации, высокая производительность, простота механизации, устранение окисление за счет закрытия нагретых поверхностей и отсутствия кромки заготовка или присадочный металл.
Второй основной способ изменить электрическая энергия в тепло является применение электрической дуги . Дуга — это непрерывный электрический разряд между двумя твердыми или жидкими электроды, проходящие через частично или полностью ионизированный газ, который известен как «плазма». Дуга, как источник тепла, используется во многих важные сварочные процессы, потому что он производит высокую интенсивность тепла и его легко контролировать с помощью электрических средств.
В нормальных условиях газы изоляторы. Ионы и свободные электроны, являющиеся носителями тока, являются производится тепловыми средствами и автоэмиссией для газовой среды. В установление состояния плазмы происходит за счет столкновительных процессов высокой энергии частицы. Частицы сварочной плазмы, ионы, электроны, нейтральные или возбужденные газовые атомы и молекулы получают свою высокую энергию при нагревании или электрическое поле.
Когда газ нагревается, индивидуум молекулы или атомы получают больше энергии. При низких температурах эта энергия равна в основном поступательный, связанный со скоростью движения. На более высоком температуры двухатомные молекулы, такие как азот (N 2 ) поглощают энергия, во-первых, вращением, а во-вторых, вибрацией ( движение двух атомов относительно друг друга).
Когда энергия вибрации достигает на достаточно высоком уровне, это может привести к разрыву валентных связей, удерживающих два атомы вместе, заставляя их диссоциировать в одноатомное состояние.
При более высоких температурах часть энергия поглощается внешней электронной связью отдельных атомов, и в конечном итоге вызывает отрыв одного из внешних электронов. Во время этого В процессе атом ионизируется на один электрон и положительно заряженный ион.
Уровни энергии для ионизации: существенно выше, чем для диссоциации. Таким образом, ионизация становится важно, когда газ по существу одноатомный и две реакции могут рассматривать отдельно.
Нагретый газ сварочной дуги достигает максимального интервала температур от 5000 до 30000 К, в зависимости от типа газа и силы проводимого им тока. Газ, который находится между электродами, состоит из защитного газа или воздуха и пары недрагоценных металлов и шлаков.
Только часть самого высокого уровня энергии катода излучает электрон.Эта часть называется катодным пятном.
Самый большой и самый важный область в сварочной дуге — столб дуги. В большинстве дуговых колонн передача энергии в газе происходит в результате взаимодействия частиц из которых он состоит. Эти отдельные частицы находятся в состоянии или непрерывное случайное движение, и энергия передается от одной частицы к другой при столкновениях. Такие столкновения называются упругими, если суммарное кинетическая энергия участвующих частиц остается неизменной, и только движение изменяются параметры столкнувшихся частиц.Если энергия столкновения детали поглощается внутренне — например, возбуждением, диссоциацией или ионизация — тогда столкновение называется неупругим. Увеличивая При температуре газа неупругие столкновения будут преобладать.
При рекомбинации возбужденных диссоциированные или ионизированные частицы, они излучают дискретный квант энергии в природе ультрафиолетовые, видимые и инфракрасные волны. Этот сияющий энергия поддерживает высокую температуру дуги и состояние плазмы.
На практике плазма сварки дуга считается сильно ионизированной. В высокоионизированной плазме далеко встречи между электронами, ионами и атомами — основной способ взаимодействие между частицами.
Хотя анод играет жизненно важную роль в играть в сохранение непрерывности тока, получая поток электронов, он имеет меньшее влияние на дугу во многих отношениях, чем катод.Проникая в анод пучком электронов и отрицательных ионов, они переносят ему их кинетическая энергия и энергия конденсации. Инцидент частицы создают давление на поверхности на анодное пятно, создавая проникновение в сварочную ванну.
С точки зрения приложения, сварочные процессы подразделяются на два основных типа в зависимости от того, электрод расплавляется. Если электрод тугоплавкий — значит, если он сделан из углерода или вольфрама — он не плавится в процессе искрится и не расходуется.Когда электрод — например, присадочный материал расплавы и капли расплава могут отделяться и перемещаться по дуге зазор с заготовками быстро движущейся плазменной струей, электрод расходный материал. Любой процесс дуговой сварки, при котором электрод оплавляется. чтобы стать частью сварного шва, описывается как « металлическая дуга ».
С неплавящимся электродом, тепло попадает в работу электронными или ионными процессами, которые происходят на границе столба дуги с работой — это самый большой источник тепла — а также за счет подключения горячей плазмы струи и рекомбинации любых частиц, диссоциировавших в дуге столбец.
Тепло теряется из-за присутствующих флюсов в дуге, а также в ограниченной степени. Только несколько процентов теряется излучения и газов, покидающих дуговое пространство. Дополнительно тепло генерируется теряется из-за проводимости электрода.
Если электрод расходный и передается в сварочную ванну, это тепло снова доступно в ванне. Поскольку электрод является частью электрического сопротивления, прохождение ток по электроду до дуги может вызвать резистивный нагрев в заметная степень.
Во время дуговой сварки сварной шов бассейн нагревается значительно выше температуры плавления исходных материалов а температура капель близка к температуре кипения. На это температура окисления и другие подобные химические реакции очень быстро. Следовательно, тогда должен быть какой-то способ исключить воздушную атмосферу. пока идет процесс. Шлак или защитный газ используется для защиты горячий металл.Шлак может образоваться при плавлении электродного покрытия или сварочный флюс. Те сварочные процессы, в которых используется защита шлак, обозначаются как « дуговая сварка в защитном флюсе »
Если флюс не используется, экранирование может обеспечиваться за счет газовой подушки или газа, не образующего огнеупор. соединения с основным металлом. Сварка неплавящимся электродом процессы в каждом случае применяют инертный газ для защиты металлической дуги. можно применять как активный газ, так и.
Защитный газ имеет четыре функции:
- ионизирует газ и действует как проводник для электронов.
- газовые щиты сварочная ванна от окружающего воздуха предотвращает окисление
- г. на стабильность дуги влияет защитный газ при низком и высоком токи.
- жара дуга и, следовательно, проплавление также определяются газом.
Аргон, углекислый газ, гелий, кислород и их смесь используются наиболее часто.
Аргон — наиболее часто используемый защитный газ для сварка. Это относительно дешево и дает стабильную дугу, которую можно запустить. без труда. С чистым аргоном можно сваривать все металлы.
Гелий интересен высоким напряжением дуги. что обеспечивает более глубокое проникновение.Это положительно сказывается на скорость сварки. Поскольку газ очень легкий, требуется больше газа для сварка. Дуга менее устойчива, чем с аргоном. Газ относительно дорого. Чистый гелий используется для сварки меди, алюминия и их сплавы.
Сварка вольфрамовым электродом в газовой среде (GTAW) — это процесс, в котором коалесценция металлов производится путем нагревания их с дугой между дугой вольфрамового (неплавящегося) электрода защищен от атмосферы подачей инертного газа (Ar, He) через газовое сопло.Кроме того, имеется смесь Ar / H 2 . также сделано с аргоном и небольшим процентным содержанием водорода, потому что это уменьшение и дает более чистый результат.
Сварной шов выполняется дугой. так, чтобы стыковочные детали были расплавлены и соединены вместе как сварной шов металл затвердевает. Присадочный металл можно добавлять, а можно и не добавлять. Присадочный металл сварочный стержень держится вручную или проволока подается механически.
GTAW можно адаптировать как к ручному и автоматическая работа. Этот процесс используется при сварочных токах от 1 От А до 700 А и является одним из самых универсальных методов сварки в отношении материала. Хотя высокие сварочные токи позволяют сваривать возможны толстые металлы, GTAW — это в первую очередь процесс сварки листа металл или мелкие детали. Поскольку GTAW — это металлургически чистый процесс и обеспечивает высокое качество сварных швов, точность процесса значительно повышается сварка в авиастроении, атомной энергетике и приборостроении.
Плазменная сварка (PAW) — это процесс дуговой сварки, при котором нагрев происходит с сжатая дуга между вольфрамовым электродом и деталью (перенесенная дуга) или между электродом и сужающим соплом (неперенесенная дуга). Сужение дуги обычно достигается прохождение дуги через медное отверстие с водяным охлаждением. Цель сужение предназначено для контроля и увеличения плотности энергии дуги поток.Экранирование обычно обеспечивается выходящим горячим ионизированным газом. от отверстия сужающего сопла. Защитный газ может быть инертным. газ или смесь инертных газов. Газ через отверстие — это газ, который направляется через горелку вокруг электрода. Становится ионизированным в дуге для образования плазмы и выходит из отверстия в горелке сопло в качестве плазменной струи. Аргон, гелий и водород применяются в качестве диафрагменный газ.Присадочный металл можно добавлять, а можно и не добавлять.
Суженная дуга, используемая в плазменно-дуговая сварка имеет ряд преимуществ перед дугой без пережима. используется в GTAW:
- концентрация энергии больше,
- дуги повышена стабильность, особенно на низких уровнях тока,
- твердые подкладка не требуется для получения полного проплавления, потому что Можно использовать технику замочной скважины.
Применяются процессы плазменной дуги. не только при сварке, но и при резке и наплавке металлов. Заявление PAW похож на GTAW.
Газовая дуговая сварка металлическим электродом (GMAW) — это процесс электродуговой сварки, при котором происходит слияние металлов путем нагревания их дугой между непрерывно подаваемыми присадочная металлическая (расходная) проволока и работа.Экранирование дуги и расплавленная сварочная ванна полностью получается из внешнего газа или газовая смесь. Аргон, углекислый газ, гелий, кислород и их смесь являются наиболее часто используется для GMAW. Хотя Ar и He используются для газового металла Дуговая сварка большинства металлов, CO 2 получила широкое распространение (наряду с смесью Ar-CO 2 ) для сварки мягких сталей.
GMAW — это эксплуатируется в полуавтоматическом и автоматическом режимах.Это используется особенно при высокопроизводительных сварочных операциях. Все коммерчески важные металлы, такие как углеродистая сталь, нержавеющая сталь, алюминий и медь можно сваривать этим способом во всех положениях, выбрав соответствующий защитный газ, проволока и условия сварки.
Экранированная металлическая дуга сварка — это процесс ручной сварки, при котором тепло для сварка производится дугой, возникающей между покрытыми флюсом расходный электрод и работа.Наконечник электрода, сварочная ванна, дуга и прилегающие участки заготовки защищены от атмосферных воздействий загрязнение газовой защитой, образовавшейся в результате сгорания и разложение флюсового покрытия. Дополнительное экранирование предусмотрено для расплавленный металл покрытием из расплавленного флюса, шлака.
Присадочный металл подается сердечником. расходуемого электрода и, в некоторых электродах, из металлического порошка смешивается с электродным покрытием.
SMAW — один из наиболее широко используемых сварочный процесс для соединения металлических деталей, в основном из-за универсальность. Кроме того, оборудование менее сложное, более портативное и менее сложное. дороже, чем другие процессы дуговой сварки.
Использование сварки не ограничивается процессом, но типом и размером электрода. Суставы практически в любом положении, доступном электродом, можно сварной.Углеродистые и низколегированные стали, нержавеющие стали, жаропрочные сплавы, медь и никель и их сплавы — металлы, которые легче свариваются. с помощью процесса SMAW. Чугун, высокопрочные и закаливаемые. из стали также можно сваривать с помощью этого процесса, но дополнительные процедуры которые включают предварительный или последующий нагрев, или и то, и другое. Низкий плавящиеся металлы, такие как свинец, олово, цинк и их сплавы, не свариваются с SMAW, потому что интенсивный нагрев дуги для них слишком высок.Также химически активные металлы, такие как титан, цирконий, магний и алюминиевые сплавы не сваривают покрытыми электродами. Эти металлы очень чувствителен к загрязнению кислородом, а экранирование достигается с помощью покрытый электрод для них не подходит.
Сварка под флюсом (SAW) — это процесс дуговой сварки, при котором тепло для сварки подводится дугой (или дугами), возникающей между непрерывно поданным и расходным материалом сварочная проволока (или проволока) и заготовка.Дуга экранирована слоем гранулированного и легкоплавкого флюса, который покрывает расплавленный металл шва и неблагородный металл от атмосферного загрязнения. Пока процесс выполняет присадочный материал, проволока продвигается в направлении сварки и механически подается в дугу при постоянном добавлении флюса.
Плавленая основа и присадочный металл. сливаются вместе, образуя поверхность сварочной ванны и защитную крышку плиты.Нерасплавленный флюс утилизируется для повторного использования. Флюсы для SAW легированных сталей могут содержат легирующие ингредиенты, которые изменяют состав сварного шва металл.
Есть три общих метода какой процесс может быть применен: полуавтоматический, автоматический и машинный. сварка.
Пила может использоваться в широком диапазоне или промышленное применение. Высокое качество сварных швов, высокая наплавка скорость, глубокое проникновение и приспособляемость к автоматическому режиму работы делают процесс особенно подходящим для изготовления больших и тяжелых сварные детали.Широко применяется в судостроении, вагоностроении. изготовление, изготовление труб и изготовление конструктивных элементов где требуются длинные сварные швы.
Процесс можно использовать для сварки материалы от листов толщиной 3 мм до очень толстых и тяжелых сварных деталей. SAW подходит не для всех металлов и сплавов. Он широко используется для сварка углеродистых сталей, низколегированных конструкционных сталей и нержавеющих сталей.Сварку под флюсом можно использовать только в горизонтальном положении.
При электродуговой сварке подаётся электричество. от сети. В сварочном аппарате электричество преобразуется в напряжение. и ток, пригодный для сварки. Машина подключена к электросети. питание, обычно 415 В и три фазы. С этой машиной возможно для сварки двумя видами тока: постоянным и переменным током.При сварке постоянным током сначала подается напряжение 415 В от сети. преобразуется в более низкое напряжение, а затем выпрямляется. Выпрямитель преобразует переменный ток в постоянный с помощью диодов. Диоды — это полупроводники, пропускающие только положительный или отрицательный часть переменного тока. В результате получается постоянный ток с высокой силу тока и низкое напряжение менее 120 В. При сварке с переменный ток (AC), напряжение преобразуется в безопасное низкое значение менее 50 В.Напряжение сети преобразуется в безопасный низкий уровень. сварочное напряжение для сварки.
Наибольшее тепловыделение приходится на положительный полюс. Тепло дуги в первую очередь приводит к плавлению металла. В то же время тепло улучшает ионизацию газа; проводимость улучшен.
При дуговой сварке металлическим газом и под флюсом Сварка дуги начинается с простого короткого замыкания.Некоторые кратковременные короткое замыкание приводит к искрообразованию. Это приводит к ионизации газа. который становится проводящим, и может образовываться сварочная дуга.
При дуговой сварке в защитном металле прикосновение зажигание дуги используется, когда кончик электрода опирается на заготовку. После этого электрод поднимается медленно (метод подъема) или быстро (метод царапины) из заготовки; при малейшем зазоре между электродом и заготовкой a передается искра и зажигается дуга.
Такое касание зажигания дуги — не лучший способ для газа. вольфрамовая дуговая сварка. Это может привести к загрязнению сварочной ванны или вольфрамовый электрод. Поэтому источники питания для газовой вольфрамовой дуговой сварки есть электронное устройство для зажигания дуги.
При зажигании используется высокочастотный генератор.Это выдает высокочастотные импульсы тока от 2000 до 10000 В при частота 150 кГц .. Результатом этого является избыток электронов на минусовой полюс и недостаток электронов на плюсовом полюсе, что приводит к искрение. Когда зажигается сварочная дуга, напряжение холостого хода меняется на более низкое напряжение, необходимое для поддержания сварочной дуги: это так называется сварочным напряжением, которое необходимо для преодоления сопротивления в полный сварочный контур, включая сварочную дугу.
Электродуговая сварка обычно выполняется прямым Текущий. Это хорошо подходит для сварки стали и ее сплавов. В течение сварка легких металлов, таких как алюминий или магний, явление происходит, что приводит к нарушению этого процесса. Оксидный слой формируется на поверхности заготовки и в сварочной ванне. Этот керамический слой препятствие для металлического соединения. Решение — профилактика или устранение оксидного слоя на легком сплаве.Алюминий может быть правильно сварены при использовании переменного тока.
При сварке переменным током (AC) дуга должна воспламеняться снова и снова. Дополнительной проблемой является так называемый выпрямитель. эффект. Когда поток электронов поворачивается, и они бегут от заготовки к электрод, оксидный слой разрушается под воздействием ионов, и условия сварного шва улучшают.
Сварщик GMAW не всегда использует присадочный металл, но дуговая сварка металла возможна без использования присадочного материала.это материал, который по каплям подается в сварочную ванну и заполняется сустав. Выбор присадочного металла должен быть таким, чтобы создается прочное плавление с основным материалом. Обычно наполнитель металл имеет тот же состав, что и основной материал. Неудивительно, что есть много видов. В спецификации процедуры сварки вы найдете указание правильного состава присадочного металла.
Есть несколько вещей, которые могут пойти не так во время сварка. Дефекты сварного шва классифицируются в стандарт EN 26520 в шести основных группах:
- трещин,
- пористость,
- твердые включения,
- отсутствие сварка / недостаточное проникновение,
- геометрический отклонения,
- другое отклонения.
Трещины может возникнуть из-за остывания или напряжения. Их можно рассматривать как продольные или поперечные трещины внутри сварного шва или внутри нагрева пораженная зона.
В сварном шве может возникнуть пористость например, из-за отсутствия или прерывания экранирования. Иногда это может видел это на поверхности.Пористость на рентгеновском снимке видна как темная, круглая пятна. Они газовые дыры. Пористость также существует в виде газовых каналов.
Цельный включения встречаются во многих вариациях. На На рентгеновских лучах можно увидеть частицы вольфрама в виде белых пятен неправильной формы. Они возникают при соприкосновении электрода со сварочной ванной.
Отсутствие сварка / недостаточное проникновение есть в основном вызвано недостаточной квалификацией сварщика.На рентгеновском снимке мы распознать местное недостаточное проникновение. Острые края V-образного шва не плавятся и хорошо видны в виде серой линии.
Известное геометрическое отклонение — это нестандартное позиционирование деталей. Обычно это называется high-low. В отклонение обычно вызвано навыками сварщика. На рентгеновском снимке мы увидеть черно-белые различия между одной и другой стороной сварка.
Отклонения, которые не могли быть помещены в другой группы указаны в « прочие отклонения ». В нашем примере мы показываем брызги.
При визуальном осмотре сварной шов проверены на отклонения, такие как правильное значение a, поднутрение, выпуклость, избыточный металл шва и т. д.Приведены допустимые отклонения для сталей. в стандарте EN 25817.
При исследовании дефектов поверхностного растрескивания a Различают магнитное исследование и исследование с применением красителя . При магнитном исследовании на поверхность распыляется жидкость, содержащая порошок железа. сварка. При приложении сильного магнитного поля становятся видны трещины. потому что магнитные силовые линии нарушаются трещиной и заставляют виден железным порошком.Таким образом, трещины под поверхностью также могут быть видимым. При исследовании пенетранта красителя применяется красная жидкость, проникает в трещину. Это становится видно разработчику.
Основной материал и сварной шов исследуются с помощью Рентгеновские лучи. Результат записывается на материале, чувствительном к этому радиация. Другими словами, это рентгенография : a фотографическое изображение выполнено на основе рентгеновских лучей.С некоторой практикой вы может распознать всевозможные дефекты, такие как пористость, включения, неровности. Это один из самых известных и полезных способов изучения сварка во всех аспектах качества (EN 1435).
В УЗИ сварной шов исследованы с помощью высокочастотных направленных звуковых волн. Работает с излучатель-приемник, в котором приемник регистрирует эхо, с которым он можно четко распознать шлаковые включения, неплавление.С этим технику можно очень точно определить дефект в сварном шве и определить его габариты. (EN 1714)
Для разрушающего контроля деталей заготовки и сварной шов необходимо подготовить. Образцы снимаются со сварного шва и обработано. В некоторых случаях эти образцы дополнительно готовятся путем изготовления местное уменьшенное сечение, насечка или полировка поверхности. Специальный Методика разрушающего контроля предполагает разрушение сварной детали на очень низкая температура.
Испытание на излом в основном применяется для угловые швы. Это быстрая проверка, которая показывает, имеет ли угловой сварной шов хорошее проникновение и нет ли проплавления. Приговор требует некоторого опыта. (EN 1320)
Для производства необходима тщательная подготовка. макрос поперечного сечения шва .После необходимой распиловки и на шов наносится полировка, травитель. Через некоторое время вы увидите что сварной шов становится видимым относительно основного материала. Со временем становятся видны неровности, такие как пористость, недостаточная проплавление, отсутствие проплавления углового шва и отсутствие плавления.
Это измерение должно дать некоторую информацию о пластичность сустава.На эту пластичность отрицательно влияет когда твердость сварного шва слишком высока. Максимум твердость сварного шва для определенного материала предписана и приведена в «HV», твердость по Виккерсу. Процедура измерения также указывается в точный способ измерения твердости в месте сварного шва. (EN 1043-1)
Для стыкового шва соединение сварного шва с основанием. материал может быть испытан и измерен с помощью поперечного испытания на растяжение .Размеры образца для испытаний точно снимаются перед испытанием. Наконец, нагрузка на разрушение и местоположение разрушения зарегистрирован. Это также критерий принятия или отклонения сварка. (EN 895)
испытание на изгиб выполняется на правильно подготовленном образце, взятом из стыкового шва. Это дает в основном информацию об удлинении сварного шва и наличие неплавких дефектов сварного шва.
Испытание на удар дает информацию о пластичности сварного соединение. Образец для испытаний может быть взят из разных частей образец; его можно снимать со сварного шва и зоны термического влияния. В на этом образце фрезеруется выемка, которая будет или не будет инициированием перелома. Этот тест можно проводить при разных температурах, потому что температура также влияет на пластичность.
Сварочные позиции шт. указано на основе розетки, в которой положение горелки, в отношение к заготовке. Прямо вниз, сбоку или восходящие называются соответственно PA, PC и PF.
Как приготовить электросваркой? Как проварить вертикальный шов электросваркой.Как варить металл электросваркой
Часто бывает необходимо соединить металлические детали или фрагменты деталей. Есть несколько способов получить желаемый результат. Самым распространенным методом соединения деталей из железа и стали является электросварка.
На чем он основан?
Как приготовить электросваркой? Чтобы понять принцип, нам нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяется к заготовке.Когда электрод соприкасается с этой поверхностью, возникает электрическая дуга. В месте контакта образуется углубление, которое заполняется расплавленным металлом по мере движения электрода. Края металлических деталей плавятся под воздействием огромной температуры и превращаются в единое целое.Способы зажигания дуги
Изучая, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой.Создать такие условия можно двумя способами:
- В первом случае электрод (быстро касающийся) «чиркнул» по утюгу, как спичкой. Дугу нужно держать, ведя добавку на несколько мм от рабочей поверхности металла.
- Во втором случае кончик электрода должен быть остро приклеен лентой вдоль заготовки.
Образовавшаяся дуга не должна погаснуть. Если это все же произойдет, перед продолжением сварки необходимо очистить швы от накипи.Пренебрежение этим правилом приводит к образованию ямки.
Значение тока для сварки
Расчет силы тока, соответствующей толщине электрода, на практике покажет, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При большом токе металл брызнет и загорится. Если использовать сварочный трансформатор, то электрод в 1 мм соответствует току 30-35 А. При использовании сварочного инверторного электрода 3 мм соответствует току 80 А.Если увеличить ток, то железо можно разрезать.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
- ;
- биметаллический;
- чугун;
- медь;
- латунные.
Все они отмечены индексом и цифрами, указывающими на то, для какого металла какой твердости и толщины предназначен каждый вид.
При обучении правильно сваривать электросваркой нужно помнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, добиваясь хорошего совмещения совмещенных кромок.
Для лучшего прилегания стыков толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставьте зазор 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Чтобы соединить более толстые плоскости, края обрезаются скосом.
Как начать учиться варить утюг
Обучение правильной сварке электросваркой начинается с самых простых процессов.- Подготовленные детали закрепляют на горизонтальной поверхности (на столе для сварки).
- Закрепите их прихватками по краям и по центру.
- Необходимо вставить новую добавку в держатель и прикрепить зажим к детали к детали.
- Сначала определите правильный наклон электрода (около 75 градусов) в направлении дуги. В этом случае необходимо производить движения, которые как бы зачерпывают расплавленный металл к месту стыка.
- Конец электрода должен попадать в центр шва. За счет соблюдения угла наклона капли равномерно стекают с горячего электрода и образуют сварочный шов с ровным качественным валиком.
- После остывания заготовку нужно отбить шлак с поверхности.
Время от времени, по мере того, как вы набираетесь опыта, швы будут становиться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как приготовить вертикальный шов электросваркой? Главное начать, соблюдая все рекомендации.Сварка вертикальных швов аналогична работе в горизонтальном положении, только немного сложнее. Заготовки хватают в двух-трех местах. Затем сварка ведется только снизу вверх, наклеивая по каплям. Постепенно весь зазор заполняется раскаленным металлом. Как научиться готовить электросварку? Задача — осушить оба края, расплавив их сварочной дугой, при этом отправив капли металла с раскаленного конца электрода в жидкое состояние.Сварить шов можно не каплями, а так называемой G8, однако с этим справится только опытный специалист.Итак, если интересно узнать, как сварить вертикальный шов электросваркой, рекомендуется сначала посмотреть на работу опытного сварщика, прислушаться к советам мастеров. И только потом приступайте к процессу самостоятельно.
Как сделать красивый и прочный угловой шов
Правильно сделать так называемый «Т-образный» шов не так просто, как научиться готовить с помощью электросварки. Этот шов используют, если вы хотите скрепить детали под разными углами. Металлические детали устанавливаются так, чтобы сварка стекала в самый угол.Сварные детали, закрепленные «лодкой», заедают с противоположных сторон. Кроме того, немного выше приподнимается одна кромка заготовки. Сварку нужно начинать с нижнего края. В этом случае, внимательно следуя инструкции, как правильно приготовить электросваркой, можно значительно улучшить качество сварного шва.Какой сварочный аппарат лучше всего использовать?
- Старинные сварочные аппараты с регулируемым магнитным зазором, позволяющим регулировать силу тока — трансформатора.Существует множество вариантов и моделей с реостатами и дополнительными дросселями на первичной или вторичной стороне трансформаторов.
- Инверторные аппараты — более современные сварочные аппараты. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и малый вес. В таких аппаратах можно плавно регулировать режимы сварки. Регулировку последних нужно проводить осторожно, иначе прибор может быстро выйти из строя.
Способы сварки труб
Без опыта научитесь готовить трубы с помощью электросварки, лучше на толстом металле.В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства сварного шва, соединение становится прочнее.Сначала сварите полукольцо в одном направлении, затем во втором. При способе проведения шва «сверху вниз» используются электроды диаметром 4 мм с органическим напылением. При короткой дуге, опираясь на получившийся «козырек», консоли совершают небольшие поперечные колебания.
При работе «снизу вверх» скорость резко снижается.Проводящие поперечные колебания электрода составляют 3-5 мм.
При сварке конструкций из труб предварительно необходимо подготовить и разложить весь материал на сварочном столе или стойке. Затем их центрируют и затягивают, чтобы получить зазор, необходимый для сварки. Собранные стыки прихватываются между собой.
Трубы с малым диаметром соединяют сплошной сваркой, с большим диаметром — прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака.Осмотр выполняется для проверки на наличие трещин или прожогов, кратеров или пор. При наличии плохо свариваемых мест производится восстановление шва.
Для вашей безопасности во время сварки вам необходимо работать в замшевых перчатках и рукавицах, в маске сварщика, в керсовых или толстых кожаных туфлях и в хлопковом халате. Обязательно находиться рядом с огнетушителем или емкостью с водой.
3 P по безопасности при сварке: планирование, подготовка и защита | 2019-04-08
Сварка — одно из видов «горячих» работ, определенных OSHA, — это основная задача во многих отраслях промышленности.Вы обнаружите, что это выполняется при производстве, изготовлении и ремонте. Фактически, везде, где необходимо соединить два или более материала, вероятно, будет присутствовать сварка.
Три наиболее распространенных типа сварочных процедур, выполняемых людьми, включают дуговую сварку защищенного металла (SMAW), сварку металла в среде инертного газа (MIG) и сварку вольфрамовым электродом в среде инертного газа (TIG).
Хотя у каждого типа есть свои преимущества, преимущества и применение, все они имеют одну общую черту: они очень горячие!
Эти процедуры могут нанести вред людям, имуществу и окружающей среде, поэтому разработка безопасной программы сварки имеет важное значение.В этой статье мы рассмотрим несколько советов и рекомендаций по повышению безопасности при сварке.
Список ни в коем случае не является исчерпывающим. Он также не предназначен для предоставления юридических или нормативных рекомендаций. Но это должно дать вам и вашей команде отличные темы для разговора при разработке собственной программы.
Советы разделены на три категории, которые мы будем называть 3 Ps — планирование, подготовка и защита.
Планирование: анализ рисков снизу вверх
Сварку можно выполнять где угодно, поэтому начните планирование с анализа опасностей на площадке.Как и в случае с другими потенциальными опасностями, включите риски сварки во время пошаговых руководств.
Лучше всего работает тщательный и внимательный подход. Определите легковоспламеняющиеся и другие материалы, на которые может воздействовать высокая температура. Сюда входят газы, пары, туман и дым. И не забывайте о горючих твердых частицах, таких как зерновая пыль. Определите потенциально взрывоопасные атмосферы.
Как только вы обнаружите опасности, определите, необходимы ли какие-либо специальные средства защиты или процедуры.Например, вам может потребоваться сварочное одеяло, подкладки или занавески для защиты окружающего оборудования или людей.
Определите классификацию вашей рабочей области. Имеется три обозначения:
- Обозначенные участки: Постоянные участки, специально предназначенные для проведения огневых работ.
- Зоны, требующие разрешения: Горячие работы разрешены при соблюдении требуемых условий и выдаче разрешения.
- Запрещенные участки: Участки, в которых запрещены огневые работы.Взрывоопасная среда, нарушение противопожарной защиты и другие причины оправдывают эту классификацию.
Определите, какие СИЗ потребуются вашим рабочим для сварочных работ. Верхняя одежда должна быть спроектирована таким образом, чтобы свести к минимуму вероятность ожогов, воспламенения и улавливания горячих искр. Кожаные перчатки помогают предотвратить поражение электродами и ожоги. Синтетика не подходит для сварки.
После завершения планирования (хотя анализ опасностей должен продолжаться по мере изменения или развития процессов и свойств), вы готовы к сварке.
Подготовка: создание условий для безопасности
Очевидно, что для обозначенных участков требуется меньше подготовки, чем для мест, требующих разрешения. Они уже изначально огнестойкие. В зоне, требующей разрешения, обезопасьте, удалите или защитите любые источники возгорания в пределах 35 футов от места работы в соответствии с правилами OSHA и стандартами ANSI.
В любом допустимом пространстве убедитесь, что сварочное оборудование, включая кабели и держатели электродов, находится в хорошем рабочем состоянии.
Член бригады, выполняющий горячие работы, должен быть одет надлежащим образом.Им следует надеть соответствующую защитную одежду. Это могут быть кожаные костюмы, куртки, рукава или фартуки; а также перчатки и ботинки со стальным носком.
Защита глаз и лица — главный приоритет. Сварочный шлем или щиток следует проверить на предмет повреждений. Устраните повреждения или замените шлем на неповрежденный.
В безопасном, специально отведенном месте для сварки защита головы может не потребоваться (хотя кожаный или огнестойкий тюбетейка защищает волосы от искр).Однако в местах сварки, требующих разрешения, возможна травма головы в результате падения или выступающих предметов.
Существуют специальные адаптеры, которые прикрепляют сварочные щитки или каски к каскам, а некоторые фиксируются непосредственно в пазах для каски. У других есть полоса, которая подходит по периметру каски. Он закреплен зажимами, которые крепятся к нижнему краю корпуса. Если на каске нет слотов для аксессуаров, вам подойдут адаптеры.
Предостережения
Напоминание: если аксессуар подходит — например, адаптер сварочного кожуха, — это не обязательно означает, что он приемлем для использования.Согласно ANSI Z89.1-2104, часть 5:
«Принадлежности или заменяемые компоненты, если они установлены, не должны приводить к нарушению каски требований этого стандарта.
Субъект, утверждающий, что дополнительный или заменяющий компонент при установке не приводит к тому, что шлем не соответствует требованиям настоящего стандарта, несет ответственность за предоставление обоснования по запросу ».
Не используйте его, если он не был протестирован и сертифицирован.
Говоря о сварочных шлемах, не забываем про линзы фильтра.Убедитесь, что у вас подходящий оттенок для работы. Использование дополнительных средств защиты глаз «под капотом» — всегда отличная идея.
Линзы ADF (автозатемняющие фильтры) остаются прозрачными, когда вы не выполняете сварку, и темнеют, как только вы зажигаете дугу. Это может привести к появлению «неприятных отключений» в очень ярких местах. Если датчик заблокируется, объектив может перестать фильтровать.
Конечно, подготовка к работе означает охрану территории. И это приводит к последней P — защите.
Защита: Обеспечьте безопасность своего PEP во время сварочных работ
PEP — это аббревиатура от «Люди, окружающая среда и собственность». Это три основные проблемы, которые возникают у вас при любой горячей работе.
Разрешение на огневые работы — это больше, чем просто добро на выполнение работ. Это контрольный список, чтобы убедиться, что все подготовительные шаги выполнены.
Правила OSHA для требований к огневым работам содержат исчерпывающий список того, что необходимо сделать. Например: состояние горячего оборудования; требуются специальные разрешения; требования к участкам в пределах 35 футов от места проведения горячих работ; и требования к работам на стенах, потолках, крышах и закрытом оборудовании или вблизи них.
Вы можете использовать его как есть или как шаблон для создания собственного разрешения для конкретного сайта.
Помните, OSHA любит просматривать документацию, когда приходят инспекторы. Если начнется пожар или произойдет авария с травмами персонала, они захотят это увидеть.
Ваше разрешение на проведение огневых работ может помочь вам не попасть в горячую воду с властями. Но что еще более важно, разрешение на проведение огневых работ является основополагающим для безопасной и эффективной программы горячих работ.
Сравнение традиционной сварки и лазерной сварки
Сварка — это процесс изготовления, в котором используется тепло для соединения двух или более отдельных деталей.В настоящее время профессионалы отрасли используют в своей работе как традиционные методы дуговой сварки, точечной сварки, так и лазерной сварки. Оба варианта процесса обладают уникальными характеристиками, которые делают их пригодными для различных случаев. Например, традиционная сварка обеспечивает менее точную подгонку детали, в то время как лазерная сварка обеспечивает более высокую скорость обработки и меньший риск термической деформации.
В следующей статье резюмируются различия между традиционными сварочными услугами и услугами лазерной сварки, в том числе описывается их процесс, основные преимущества и типичные области применения.
Традиционные процессы сварки
Сегодня существует несколько традиционных методов сварки, в том числе:
- Сварка вольфрамовым электродом в среде инертного газа (TIG) . В этом методе дуговой сварки используется неплавящийся вольфрамовый электрод для нагрева заготовки и плавления присадки (при ее наличии) для получения сварного шва.
- Сварка металла в среде инертного газа (MIG). В этом методе дуговой сварки для создания сварного шва используется элемент расходуемой проволоки, служащий как электродом, так и присадочным материалом.
- Точечная сварка. Этот метод сварки использует пару электродов для зажима деталей вместе и пропускания электрического тока между ними для создания сварного шва.
Процесс сварки в режиме лазерной проводимости
Сварка в режиме лазерной проводимости — это передовая технология соединения металлов, в которой используется сфокусированный лазерный луч с заданным размером пятна. Во время сварочных операций лазерный расплав локализует участки детали и, если присутствует, присадочный материал, чтобы сформировать точные сварные швы.Titanova предлагает как самогенные (без присадочного материала), так и неавтогенные варианты с использованием лазерной сварки горячей проволокой или лазерной сварки холодной проволокой. В зависимости от геометрии детали, соединения и общих требований к конструкции, лазеры могут использоваться вместо традиционного процесса сварки.
<Подробнее о лазерной сварке с подачей горячей и холодной проволоки.>
Преимущества традиционной сварки
Лазерная сварка имеет ряд преимуществ по сравнению с традиционными методами сварки.Однако традиционные сварочные процессы остаются надежным производственным решением для многих отраслей по следующим причинам:
- Они понятны производственному сообществу благодаря унаследованным операциям.
- Они обеспечивают менее точную сборку деталей.
- Их проще автоматизировать.
- Они имеют более низкие начальные инвестиционные затраты.
- Их можно реализовать вручную.
Преимущества лазерной сварки
По сравнению с традиционными методами сварки, лазерная сварка имеет следующие преимущества:
- Меньше тепла. При лазерной сварке зона термического влияния (HAZ) намного меньше, а общее тепловложение намного ниже, чем при традиционных сварочных операциях.
- Сниженный риск макро-прогибов и перекосов. Вышеупомянутые качества также способствуют меньшему искажению, вызванному тепловым воздействием. Меньше тепла означает меньшее тепловое напряжение, что приводит к меньшему повреждению заготовки.
- Более быстрое время обработки. Несмотря на более высокие первоначальные вложения в инструмент, лазерная сварка часто оказывается более рентабельной, чем традиционная сварка, благодаря более высокой скорости обработки.Более высокие скорости производства также означают более высокие производственные мощности, что приводит к более быстрому выполнению заказов.
- Лучше подходит для тонких металлов. Благодаря регулируемому размеру пятна лазерная сварка является отличным методом соединения тонких или хрупких металлических деталей. Размер пятна может быть специально разработан таким образом, чтобы расплавить только необходимое количество металла для получения сварного шва, тем самым сводя к минимуму возникновение тепловых внутренних напряжений, деформаций и дефектов.
Применение лазерной сварки
Повышенная точность, управляемость и эффективность, обеспечиваемые процессом лазерной сварки, делают его подходящим для изготовления следующего:
- Детали гидравлики и управления жидкостью
- Узлы с тонкой оболочкой, критичные к деформации
- Фольга
- Топливная рейка
- Инструменты медицинские
- Теплообменники из нержавеющей стали
- Ящики металлические тонкие
- Тонкие детали для манометра
- Тонкая трубка
Свяжитесь со специалистами по лазерной сварке в Titanova Today
Хотя традиционные методы сварки имеют свои преимущества, лазерная сварка стала популярным вариантом соединения металлов из-за ее точности, контроля и способности сваривать деликатные или тонкие металлические детали.Если вам нужна лазерная сварка или другие услуги по лазерной обработке материалов, рассмотрите вариант Titanova. У нас более 30 лет опыта в этой области. Чтобы получить информацию о наших возможностях лазерной сварки, посетите нашу страницу возможностей лазерной сварки или свяжитесь с нами сегодня.
Сложно ли сваривать? — MakeMoneyWelding
Я беру полного новичка, обучаю его основам сварки, и если они достаточно серьезны, чтобы изучать сварку своими руками, я обучаю их более продвинутым компонентам сварки.
Если вы никогда раньше не занимались сваркой, ОТЛИЧНО!
Я хочу поделиться с вами, насколько легко вы можете начать работу, но есть некоторые непонятные моменты в обучении сварке-хобби.
Большинство новичков хотят знать…
- С какого процесса сварки мне начать?
- Нужен ли мне сварочный аппарат на 100 или 220 вольт?
- В чем разница между Stick, MIG и TIG?
Я отвечу на все эти и многие другие вопросы. Итак, если я вас еще не потерял, продолжайте читать, чтобы узнать ответы на эти вопросы и найти лучший способ сварки для начинающих.
Поскольку все эти вопросы затуманивают ваш разум, позвольте мне свести их к минимуму из того, что вам нужно здесь знать.
Сварка своими руками — в чем разница между Stick, MIG и TIG?Прежде всего, избегайте сварки TIG, если вы новичок.
TIG — хороший сварочный процесс, но он слишком сложен для начинающих. Позвольте мне объяснить почему.
TIG включает в себя удерживание присадочного стержня одной рукой, удерживание пистолета TIG другой рукой и управление напряжением с помощью ножной педали.Похоже, много? Это для новичка.
TIG используется в производственных процессах, где сварные швы должны быть очень точными, и вы даже можете сваривать тонкие куски металла, например, две пивные банки.
Как насчет самостоятельной сварки с помощью сварочного аппарата?Сварка палкой — это хороший сварочный процесс, применяемый уже много лет. Она по-прежнему используется в большинстве сварочных цехов и в полевых условиях, но сварка штучной сваркой имеет 3 основных недостатка для самостоятельной сварки.
- Во-первых, большинство сварочных аппаратов работают только от розетки на 220 вольт, что затрудняет начало сварки для многих людей, у которых есть только розетки на 110 вольт.
- Во-вторых, при сварке штучной сваркой образуется шлак и много дыма, что усложняет новичкам изучение сварочной ванны и контроль нагрева. Кроме того, вам нужно отколоть шлак от валиков сварного шва.
- И в-третьих, новичкам может быть сложно запустить и поддерживать дугу. Когда все, что вам нужно сделать, это уложить сварной шов, но вы не можете даже завести дугу, это может расстроить новичков.
Это подводит меня к завершающему процессу сварки — самому простому и быстрому способу для начинающих начать работу.
Речь, конечно же, идет о сварке MIG.
Почему MIG-сварка лучше всего подходит для любительской сваркиПричина, по которой сварка своими руками с помощью сварочного аппарата mig и научиться тому, как выполнять сварку с помощью миграции, так хороша для начинающих, заключается в том, что прямо из коробки вы можете подключить сварочную машину mig и уложить довольно приличный шов.
Я имею в виду, что это будет не лучший сварной шов в мире, так как это ваш первый сварочный шов, но тем не менее вы не потратили часы, пытаясь сварить.
То, что делает любительскую сварку с помощью сварочного аппарата MIG таким замечательным, — это то, что у вас есть 2 варианта.
- Вы можете использовать рулон проволоки с флюсовым сердечником со своим сварочным аппаратом mig, поэтому вам не придется покупать газовый баллон.
- Или вы можете купить газовый баллон и сразу приступить к выполнению чистых сварных швов, без сколов шлака.
У сварочного аппарата MIG нет длинного сварочного стержня, как у аппарата для ручной сварки, и нет длинного присадочного прутка, как у сварочного аппарата TIG.
При сварке своими руками с помощью сварочного аппарата MIG электрод превращается в моток проволоки.
Когда вы нажимаете курок на горелке MIG, она начинает подавать проволоку из сопла, зажигается дуга и начинает течь защитный газ (если вы используете газ).
Плюс, как только вы нажмете на курок пистолета МиГ, дуга сразу же загорится. Как и в любом сварочном процессе, вам придется попрактиковаться в сварке, чтобы добиться нужного результата.
Но для того, чтобы сделать хорошие, гладкие сварные швы с помощью сварочного аппарата MIG, не требуется много практики.
Я мог бы продолжать и говорить о том, как настроить сварочную машину mig, настроить сварочную машину mig, укладку сварного шва, угол наклона пистолета, подгонку стыка и многое другое.
Как подготовить металл к сварке
Сварка — один из важных производственных процессов, используемых на различных производственных предприятиях.Для сварки рассматриваются разные типы металлов. Как и любой другой производственный процесс, он также проводится с использованием различных инструментов для обеспечения точности. Однако перед фактическим процессом сварки необходимо предпринять несколько шагов, чтобы убедиться в его правильности. Подготовка металла — один из важных этапов сварки металлов, поскольку лучшие сварные швы получаются из более чистых металлов. На протяжении многих лет обсуждается несколько советов по сварке металлов; однако советы по очистке металла обсуждаются редко.Этот пост дает несколько простых советов по очистке металла.
Советы по очистке металлов перед сваркой металлов
Подготовка металла зависит от типа сварки, которую вы планируете делать. Существует два типа сварочных процессов: сварка в среде инертного газа (MIG) и сварка в среде вольфрама в среде инертного газа (TIG). В обоих этих методах используется электрическая дуга; однако они отличаются своим подходом. При сварке MIG металлические листы очищаются не полностью. С другой стороны, при сварке TIG металлические детали тщательно очищаются перед сваркой.Следующие простые советы помогут подготовить металл к любому типу сварки:
- Используйте проволочную щетку для удаления толстых загрязнений: Это один из самых простых методов подготовки металла. Проволочная щетка — это основной инструмент, используемый для удаления толстых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны в большинстве сварочных предприятий, поскольку они используются для удаления флюса с готовой детали. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать щетку из стальной проволоки, чтобы удалить загрязнения с куска алюминия.
- Используйте угловую шлифовальную машину и лепестковый диск: Лист можно подготовить для сварки TIG или MIG с использованием угловой шлифовальной машины и лепесткового диска. Любое покрытие, имеющееся на толстом листе, можно легко удалить с помощью лепесткового диска. Однако этот инструмент не рекомендуется для тонких металлических листов, поскольку он может удалить много других материалов. После удаления покрытия следует очистка ацетоном. Этот метод отлично подходит для деталей шасси, требующих тяжелой сварки.
- Используйте плазменный резак для частых резов толстого металла: Многие сварочные работы требуют резки толстых металлов под нужными углами перед сваркой.Это легко сделать с помощью плазменного резака. Эти резаки могут потребовать больших первоначальных вложений; однако они полезны по нескольким причинам. Плазменные резаки помогут вам сэкономить на топливе, времени предварительного нагрева, а также быстро резать толстые металлы с небольшими пропилами. Эти резаки — идеальный выбор для сварочного оборудования, которое хочет сэкономить на материальных затратах и времени сотрудников.
- Используйте абразивоструйную очистку для ржавых материалов: Если металлический лист заржавел и не может быть очищен ни одним из вышеупомянутых методов, то он идеально подходит для проведения абразивоструйной очистки.Этот метод помогает удалить загрязнения с металла, после чего его необходимо очистить ацетоном, чтобы удалить оставшиеся химические загрязнения. Одна из основных проблем, с которыми сталкивается этот тип подготовки металла, заключается в том, что абразивная поверхность может захватывать кусочки металла, что впоследствии может вызвать коррозию металлической части. Таким образом, всегда рекомендуется избегать этого метода очистки алюминия, поскольку он чувствителен к загрязнениям, которые могут оставаться на металлическом листе даже после очистки его ацетоном.
В дополнение к этим инструментам для очистки вам также могут потребоваться другие инструменты и оборудование для процессов сварки металлов. В их число входят сварочные столы, сварочная тележка, сварочные зажимы, сварочные маски и т. Д. Важно, чтобы вы получали эти предметы первой необходимости от надежного производителя, такого как Woodward Fab. Компания также предлагает широкий ассортимент аппаратов плазменной резки, сварочных бритв, аппаратов для сварки MIG и т. Д.
Сообщения блога о связанных сварочных инструментах и оборудовании:
- Знать о 5 основных типах сварочных процессов
- 8 важных советов по повышению безопасности при сварке
- Сварочное оборудование 6 обязательных для начинающих сварщиков
- Сварочные инструменты для начинающих
- 5 основных сварочных инструментов, необходимых для точной и безопасной сварки
- Разница между сваркой и производством листового металла
- Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
- Различия между сваркой листового металла и пайкой листового металла?