Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест.
 Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости. - Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы.
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
 В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания.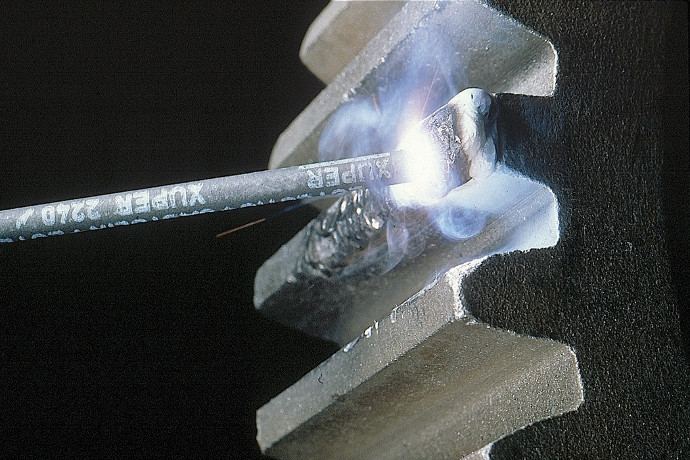
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Поделись с друзьями
1
0
0
0
Советы и рекомендации, как варить чугун электросваркой в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера – самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.
К примеру, чугун.
Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.

Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности – дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
- Сварочные работы – чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.

 Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 – имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 – для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
 Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа – метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.

Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов – обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока – это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.

Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель – растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь – из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.

Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 – для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 – используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 – проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке – еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами – к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.

Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
 Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 – эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 – эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 – наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.
 Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды

При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Страница не найдена — stroy-plys.ru
Мини погрузчики 688 просмотров
Южнокорейская машиностроительная компания Doosan начала свое существование в 1896 году с маленького магазина в
Катки дорожные 303 просмотров
Российский производитель уплотняющей и дорожной техники ОАО «Раскат» известно в более чем 70-ти странах,
Штабелёры 2 621 просмотров
Главное достоинство, выделяющее высотный штабелер-ричтрак из семейства обычных штебелёров – исполнительный механизм. Он имеет
Он имеет
Резка и сварка металла 263 просмотров
Обработка и резка металла является неотъемлемой частью любого предприятия специализирующегося на металлопрокате и непосредственном
Резка и сварка металла 11 969 просмотров
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько
Резка и сварка металла 294 просмотров
При приобретении полуавтомата пользователи рассчитывают получить оборудование, которым можно будет выполнять различные сварочные работы
Можно ли заварить чугун сваркой
Общие сведения
Чугун представляет собой сплав железа с углеродом, с содержанием последнего больше 2%. Из-за низкой по сравнению со сталью температуры плавления (1200 – 1250 оС) он быстро переходит из расплавленного состояния в твёрдое. При этом в шве образуются поры по причине интенсивного выделения газов из сварочной ванны, продолжающегося и на стадии кристаллизации. Чтобы правильно определить, как варить чугун, необходимо учитывать следующие особенности:
- ускоренное охлаждение ведет к образованию отбеленной прослойки (цементита) в зоне около шва и создает трудности его дальнейшей механической обработки;
- его высокая при неравномерном нагреве или охлаждении вызывает появление трещин в процессе сварочных работ;
- высокая текучесть чугуна в жидком состоянии вызывает необходимость использования подформовки;
- сильное образование газов в жидкой ванне вызывает пористость сварных швов.
Как заварить чугун
Соединение чугунных деталей выполняют газовой, термитной, литейной, электрошлаковой, дуговой сваркой, а также пайкой. Сварочные работы выполняют без подогрева (холодная сварка металла), с местным или с общим подогревом изделия.
Горячая сварка
Заформовка деталиТехнология процесса включает в себя механическую обработку под сварку, формовку свариваемых деталей, предварительный подогрев, собственно сварочные работы и последующее медленное охлаждение.
Подготовка дефектного места под сварку заключается в его тщательной очистке и в разделке свариваемых кромок.
Устранение сквозных трещин или заварка дефектов на краю деталей выполнятся с применением графитовые форм, предотвращающих вытекание расплавленного металла из сварочной ванны. Формы делают из графитовых пластинок, соединяемых формовочной массой, в состав которой входит кварцевый песок, замешанный на жидком стекле.
Дуговая сварка чугунным электродом выполняется с применением литых стержней диаметром 8 – 12 мм, на которые наносятся специальные графитизирующие покрытия. В состав покрытия входит ферросилиций, термит, графит, мрамор, алюминий (порошок), жидкое стекло и титановая руда. Чугунные отливки и детали нагревают до 300 – 700 оС. Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
Горячая сварка чугуна выполняется при большой силе сварочного тока без перерывов до конца заварки дефекта. Например, для сварки электродом диаметра 8 мм требуется ток в 600 А, при диаметре 12 мм – ток в 1000 А. Работы производят при постоянном токе обратной полярности.
Дуговая сварка чугуна угольным электродом выполняется угольным или графитовым стержнями. В качестве присадочного материала используются прутки чугуна, а для раскисления и защиты ванны применяют флюс, состоящий из растертой в порошок и прокаленной при 400 оС технической безводной буры. Возможно применение смеси, состоящей из 23% технической буры, 50% азотнокислого натрия и 27% соды. Сварка угольными электродами диаметром 8 – 20 мм проводится при постоянном токе прямой полярности величиной 280 – 600 А с применением преобразователей ПСМ – 1000, выпрямителей ВАМ – 1601, трансформаторов ТДФ – 1601.
В процессе сварочных работ требуется непрерывное поддерживание значительного объёма жидкого металла в сварочной ванне и его тщательное перемешивание. Чтобы заваренные детали медленно охлаждались, их следует засыпать мелким древесным углём либо сухим песком.
Холодный метод проведения сварочных работ
Этот вид сварки чугуна применяется чаще. Подготовка дефектных мест заключается в зачистке, фрезеровании, сверлении и других слесарных работах до получения чистой поверхности металла. Дефекты, расположенные друг от друга дальше 20 мм, высверливают ли вырубают порознь, при более близком расположении – вырубают дефектный участок полностью.
Постановка шпилек для упрочнения шваНа практике применяют несколько вариантов холодной сварки: медно-железными, медно-никелевыми, никелевыми, железо-никелевыми, стальными и другими электродами.
Применяя медно-никелевые и медно-стальные электроды, можно получить наплавленный металл, хорошо поддающийся обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Сварка стальными электродами выполняется следующим образом. С целью образования прочного слоя наплавленного металла в чугунное изделие вставляют шпильки, которые затем обваривают. Таким способом пользуются при ремонте громоздких и тяжелых чугунных деталей. При таком методе металл шва содержит повышенное количество углерода, что повышает его твердость и способствует образованию холодных и кристаллизационных трещин. Для снижения этой твердости применяют два способа:
1. Содержание углерода снижают за счет уменьшения глубины проплавления основного металла либо процесс соединения металла выполняют по слою окислительного флюса, с содержанием до 30% окалины, выполняющего функцию окислителя углерода.
2. Получают структуру металла шва и его химический состав, близкие к структуре серого чугуна, что достигается путем нанесения на стальной стержень толстого слоя графитизирующего покрытия, в состав которого входит 30% графита и 30% ферросилиция. Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.
Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.
Медно-железные электроды применяются при заварке отдельных дефектов либо небольших несплошностей, из-за которых возникают течи на отливках ответственного назначения, работающих под давлением. Наплавленный металл от этих электродов отлично обрабатывается. Сварное соединение представляет из себя механическую смесь железоуглеродистого сплава и меди, соединенных с основным металлом общими стальными кристаллами, а также путем частичного внедрения меди в микропоры чугуна.
Медно-никелевые электроды применяют в основном при заварке литейных дефектов на рабочих поверхностях, на которых недопустимо местное повышение твёрдости.
Железно-никелевые электроды используются при заварке отдельных небольших дефектов на ответственных поверхностях отливок из серого или высокопрочного чугуна.
Никелевые электроды марки применяются при исправлении небольших дефектов в ответственных изделиях.
Дуговая сварка с применением электродов из аустенитного чугуна, покрытых токоподводящим слоем и предназначенных для заварки литьевых дефектов и ремонтной сварки. Сварочные работы ведут постоянным током прямой полярности. Токопроводящий слой электродов обладает хорошей электропроводностью, поэтому дуга горит между металлическим стержнем и изделием, а также между изделием и покрытием попеременно.
Газовая сварка чугуна применяется редко и ограничивается ремонтными работами (заварка литейных раковин, наплавка изношенных поверхностей, устранение внешних дефектов). Лучший результат дает сварка с использованием ацетилено-кислородной смеси, поэтому другие горючие смеси для сварки чугуна практически не применяются. Сварку выполняют с предварительным подогревом, общим и местным.
Для общего нагрева пользуются муфельными печами, индукционными нагревателям, горнами, способными выполнить нагрев небольших деталей до 300 – 400°С, и крупных до 600 – 700°С. Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.
Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.
Механизированные способы сварки и чем можно заварить чугун
Электросварка чугуна (электрошлаковая сварка) обеспечивает удовлетворительные свойства шва сварного соединения. При этом способе в качестве электродов применяют литые чугунные пластины. При правильном подборе электродов и применении фторидных неокислительных и обессеривающих флюсов, а также замедленном остывании шва и околошовной зоны, характерном только для электрошлаковой сварки, возможно получить сварные швы без трещин, отбеленных участков, пор и других дефектов, определяющих качество сварного соединения.
Можно ли заварить чугун в среде защитных газов?
Очень широко применяется метод дуговой сварки в углекислом газе, так как позволяет получить небольшой провар основного металла. Показатели сварных соединений и состав металла шва зависят от техники и режима сварки, размеров изделий, состава электродной проволоки. Пользуясь различными режимами и приемами сварки, можно получить наплавленный металл с необходимой структурой. Наилучшие результаты получаются при использовании проволоки 09Г2СА диаметром 1 мм со значением силы тока не больше 100 – 120 А, напряжения дуги 18 – 21 В, скорости сварки до 12 м/ч. Этим способом можно соединить сантехнические трубы из серого чугуна, отремонтировать автомобильные и тракторные детали, не требующие дальнейшей механической обработки, сварить высокопрочный и чугун со сталью.
Можно ли варить чугун полуавтоматом?
В авто мастерских клиенту без проблем могут заварить чугунный блок полуавтоматом. Сварка чугуна полуавтоматом в домашних условиях, выполняется с использованием порошковой проволоки и дает довольно хорошие результаты.
Сварка чугуна электродом в домашних условиях
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Как варить чугун электросваркой | ММА сварка для начинающих
Как варить чугун электросваркой или сварка чугунаКак варить чугун электросваркой или сварка чугуна
Чугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.
Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.
Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Еще статьи про сварку:Как сварить чугун электросваркой: оборудование, технологии
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
Сварка чугунаОсобенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Подготовка поверхностиСваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Рекомендации по сварке чугуна
Сваривать чугун сложно, но возможно. В большинстве случаев сварка чугуна включает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов отливки, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, если отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали — обычное дело, учитывая хрупкую природу большинства чугунов.Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данные рекомендации относятся к этому типу материала.
Несколько фактов о чугуне помогают понять проблемы сварки. В чугуне обычно содержится 2-4% углерода, что примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода заставляет углерод образовывать чешуйки графита.Этот графит придает серому чугуну характерный вид при разрушении.
При отливке расплавленный чугун выливают в форму и дают ему медленно остыть. Когда этому высокоуглеродистому материалу дают медленно остыть, можно изготавливать отливки без трещин. Помните об этом при сварке чугуна: во время и после сварки отливке нужно дать медленно остыть, либо ее следует поддерживать в достаточно холодном состоянии, чтобы скорость охлаждения не имела значения.
Критическая температура в большинстве чугунов составляет около 1450 градусов по Фаренгейту.При такой температуре возникают условия, которые могут привести к растрескиванию. Хотя дуга нагревает отливку до температур выше этого уровня, важно, чтобы отливка не выдерживалась при этой температуре в течение длительного времени.
Выбор электрода
Если деталь будет обрабатываться после сварки, потребуется электрод никелевого типа. Для однопроходных сварных швов с высоким разбавлением используйте стержневой электрод Lincoln Softweld® 99Ni. Softweld 55 Ni предпочтительнее для многопроходных сварных швов.Иногда корневые проходы выполняются Softweld 99 Ni, а затем заполняются Softweld 55 Ni. Для сварных швов, где механическая обработка не требуется, и где ожидается, что сварной шов будет ржаветь, как чугун, можно использовать стержневой электрод Lincoln Ferroweld®.
Нагревать или не нагревать
В общем, предпочтительно сваривать чугун с предварительным нагревом — и большим его количеством. Но еще один способ успешно сваривать чугун — сохранять его прохладным — не холодным, а прохладным. Ниже будут описаны оба метода.Однако, выбрав метод, придерживайтесь его. Держите его горячим или прохладным, но не меняйте лошадей посреди ручья.
Методы сварки с предварительным нагревом
Предварительный нагрев чугунной детали перед сваркой замедлит скорость охлаждения сварного шва и области вокруг сварного шва. По возможности всегда рекомендуется нагревать всю отливку. Типичные температуры предварительного нагрева составляют 500-1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, поскольку это приведет к достижению критического диапазона температур.Разогрейте деталь медленно и равномерно.
Сваривайте на слабом токе, чтобы минимизировать примеси и остаточные напряжения. В некоторых случаях может потребоваться ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию. В этом отношении также может быть полезна очистка сварных швов.
После сварки дайте детали медленно остыть. Обернуть отливку изолирующим одеялом или погрузить в сухой песок, чтобы снизить скорость охлаждения и уменьшить тенденцию к растрескиванию.
Методы сварки без предварительного нагрева
Размер отливки или другие обстоятельства могут потребовать ремонта без предварительного нагрева. В этом случае деталь нужно хранить в прохладном, но не холодном состоянии.
Полезно поднять температуру литья до 100 градусов по Фаренгейту. Если деталь находится на двигателе, можно поработать несколько минут для достижения этой температуры. Никогда не нагревайте отливку настолько сильно, чтобы на нее нельзя было положить руку.
Выполняйте короткие сварные швы длиной примерно 1 дюйм.При использовании этого метода важно упрочнение после сварки. Дайте сварному шву и отливке остыть. Не увеличивайте скорость охлаждения водой или сжатым воздухом. Во время остывания предыдущего сварного шва можно провести сварку в другом участке отливки. Все кратеры должны быть заполнены. По возможности, бусинки должны располагаться в одном направлении, и предпочтительно, чтобы концы параллельных бусинок не совпадали друг с другом.
Трещины уплотнения
Из-за природы чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом даже при соблюдении надлежащих процедур.Если отливка должна быть водонепроницаемой, это может быть проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут закрываться ржавчиной очень скоро после возвращения в эксплуатацию.
Метод установки шипов
Один из методов, используемых для ремонта крупных разрывов в крупных отливках, заключается в просверливании и нарезке отверстий на поверхностях, которые были скошены для приема металла ремонтного сварного шва. Вкрутите стальные шпильки в резьбовые отверстия, оставив от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки над поверхностью.Используя методы, описанные выше, приварите шпильки на месте и покройте всю поверхность разрыва наплавленным слоем. После того, как будет сделан хороший наплавленный шов, две стороны трещины можно сварить вместе.
Посмотреть больше статей с инструкциями по сварке чугуна
Посмотреть чугунные стержневые электроды
Как сваривать чугун
Сварка чугуна в домашних условиях возможна — при определенных условиях
Эффективная сварка чугунных деталей на собственном предприятии может сэкономить время и деньги, но здесь есть проблемы.Нарушение сварки часто может привести к растрескиванию или другому повреждению. Если задействованы критически важные детали, может быть разумным обратиться к опытным сварщикам на сварочное оборудование, чтобы обеспечить успешный результат.
Если сварка выполняется на заводе, очень важно изучить шаги, необходимые для эффективного изготовления сварной детали. Прежде чем приступить к работе, необходимо сделать четыре основных шага:
- Определить сплав
- Тщательно очистить отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую технику сварки
Определите сплав
Чугуны — это семейство железоуглеродистых сплавов. Их высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым чугуном. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугун не растягивается и не деформируется при нагревании или напряжении — вместо этого он трескается, что делает его чрезвычайно трудным для сварки.Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна легче сваривать, чем другие:
- Серый чугун
Серый чугун — наиболее распространенная форма чугуна. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет проблему для потенциальных сварщиков, поскольку чешуйки графита в сером чугуне могут попадать в сварочную ванну, вызывая охрупчивание металла шва.
- Белый чугун
Белый чугун сохраняет углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий Чугун
Все эти чугуны менее хрупкие из-за различий в микроструктуре, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, какой у вас чугун: белый или серый, — это проверить исходную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белое железо более белое по трещине из-за цементита. К сожалению, испытание на разрушение полезно только в том случае, если сварщик знает, что материал серый или белый.Это старые, более традиционные формы чугуна. Они также чаще встречаются в определенных классах товаров. Однако ковкий чугун, относительный новичок, также имеет довольно белый цвет по линии излома и гораздо более поддается сварке.
Испытание искрой может также использоваться опытным металлургом для определения типа чугуна.
Очистить отливку
Независимо от сплава, все отливки перед сваркой должны быть должным образом подготовлены. При подготовке отливки к сварке важно удалить все поверхностные материалы.Отливка должна быть полностью чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего на короткое время осторожно и медленно прикладывать тепло к области сварного шва, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение сварочного шва на металл — он будет пористым, если присутствуют какие-либо примеси. Этот проход можно отшлифовать и повторить процесс несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Контроль температуры — единственный наиболее важный фактор во избежание трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Никакого напряжения не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет расти, когда тепло локализуется в небольшой зоне теплового воздействия (HZ).
Локальный нагрев вызывает ограниченное расширение — HZ удерживается более холодным металлом вокруг него. Степень возникающего напряжения зависит от температурного градиента между HZ и отливкой. В стали и других пластичных металлах напряжение, возникающее в результате ограниченного расширения и сжатия, снимается за счет растяжения. К сожалению, это может вызвать растрескивание в период усадки, поскольку чугуны имеют относительно низкую пластичность. Предварительный нагрев уменьшает температурный градиент между литым телом и HZ, тем самым сводя к минимуму растягивающее напряжение, вызванное сваркой.Как правило, методы сварки при более высоких температурах требуют предварительного нагрева при более высоких температурах. Когда адекватный предварительный нагрев невозможен, лучшей стратегией является минимизация тепловложения — выберите процесс низкотемпературной сварки и сварочные стержни или проволоку с низкой температурой плавления.
Скорость охлаждения — еще один фактор, который напрямую влияет на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, что приводит к образованию хрупких сварных швов с легкими трещинами. Напротив, низкое охлаждение снижает напряжение затвердевания и сжатия.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Сварочная техника
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Сварка палкой
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, использует плавящийся электрод, покрытый флюсом. Могут использоваться различные типы электродов в зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном штангой:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна.По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку.Предварительно нагрейте детали как минимум до 250 ° F перед сваркой чугунными или медными электродами. Никелевые электроды можно использовать без предварительного нагрева.
При сварке палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Электроды из чугуна и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка пайкой — это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна.Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим деталям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск образования трещин в сварном шве и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качество сварного шва, ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Источники
Сварка чугуна: основные процедуры
Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4,5%.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун имеют хорошую свариваемость, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун — наиболее широко используемый тип чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассредоточенных по нему чешуек графита.
Существуют также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств.
Другой легированный чугун — это аустенитный чугун, модифицированный добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
В белом чугуне почти весь углерод находится в комбинированном виде. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна отжигом для изменения структуры углерода в чугуне.Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или шаровидную форму, а не обычную форму чешуек в сером чугуне. Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность.Если чугуны нагружены за пределы их пределов текучести, они скорее ломаются, чем деформируются в какой-либо значительной степени. Поэтому следует выбирать присадочный металл и конфигурацию деталей таким образом, чтобы минимизировать сварочные напряжения.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на основе никеля для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Свариваемость чугуном типаПриложения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для трубопроводной арматуры
- труба чугунная
- блоки, головки, коллекторы автомобильных двигателей
- комплектов для воды
- ремонт дефектов с целью модернизации или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия.Он широко используется в строительной технике для противовесов и в других областях, где требуется вес.
Характеристики
| Чугун | Предел прочности при растяжении (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Гибкий | 276–724 | 1350 — 3600 (перлитный и мартенситный) | 110 — 156 (феррит) 149 — 321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| серый | 152–431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Пластичный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.
Это может быть достигнуто путем сварки только коротких отрезков стыка за один раз и дать этим участкам остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Шаровидный или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Ковкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет свариваемость, подобную чугуну с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения проплавления.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Где графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных расходных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинными:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна, с удобством встроенного флюса)
Никель — это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, это означает, что вы можете приваривать отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к термическим напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема с пористостью, отшлифовать поверхность до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки следует удалить путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень мелкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
В видео используется положительный сигнал постоянного тока. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Низкозатратный материал
- Может формоваться методом литья в песчаные формы
- Желаемые свойства, такие как:
— Амортизирующая способность
— Теплопроводность
— Пластичность
— Твердость
— Прочность
Рекомендации по проектированию
Плохая или улучшенная конструкция сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки экранированным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный.
Если точная информация неизвестна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл сварного шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы при таком ремонте невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва на короткое время, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с зоной сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или фаска.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, поскольку не полностью устраненные трещины или дефекты могут быстро появиться снова в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым из сварочных процессов. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов.
Горелка горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, а не в печи.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, так как он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в какой-либо одной точке.
Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает возможность образования пористости наплавленного металла шва; и это увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить проникновения воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически, а в некоторых случаях — путем обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны быть диаметром 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Электроды из чугуна необходимо использовать там, где требуется последующая обработка сварного шва.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Процесс дуговой сварки в экранированном металле можно использовать для сварки чугуна.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки, а также от необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
В общем, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины и, по возможности, выполнять сварку в горизонтальном положении.
Следует использовать процедуру сварки с перебоями или с пропуском сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Медно-оловянный сплав
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка.Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать электроды малого диаметра и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Существует три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги на лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из низкоуглеродистой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать механической обработкой. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при слабом токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, и сварной шов следует как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает хорошее соответствие цвета.
Угольно-дуговая сварка чугуна
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не такие твердые, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Кислородная газовая сварка чугун
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочного металла:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее соответствие цветов. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цветов.
Пайка и пайка Сварка Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой также может выполняться дуговой сваркой в защитном металлическом корпусе или газовой дугой.
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2 для минимизации проникновения.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета.Обычно требуется более интенсивный предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно использовался для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом — используется для ремонта определенных типов деталей станков из чугуна.
- Пайка — может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением — также может использоваться для сварки чугуна.
Методы сварки
Шипы
Метод шпильки для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шпильками.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте одной или двумя буртиками вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, и каждый отрезок подвергается упрочнению в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждому бусинке необходимо дать остыть и тщательно очистить.
Если метод крепления шипов не может быть применен, края соединения должны быть вырезаны или обработаны инструментом с круглым концом для образования U-образной канавки, в которую должен быть наплавлен металл сварного шва.
Модификация конструкции шарнира
Предпочтительно использовать сварной шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет — использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Обработка торцевых канавок из чугунаИногда предпочтительным методом является строжка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного валика для заполнения канавок перед заполнением всего стыка (см. Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия плавления находятся на низком уровне.
Ударная резка (Молотковая обработка)
Упрочнение или удар с использованием 13-19-миллиметрового молотка с шариковым упрочнением, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным термическим сжатием, что снижает риск образования трещин внутри и вокруг сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Можно ли сваривать чугун? (Полное руководство)
Сваривать чугун можно, хотя это может быть проблематично из-за высокого содержания углерода.Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных пропорциях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. Д., Для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин.Различные марки чугуна включают серый чугун, белый чугун, высокопрочный чугун (с шаровидным графитом) и ковкий чугун с сильно различающейся свариваемостью. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно более сложной по сравнению со сваркой углеродистой стали. Однако бывает трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун — прочный, износостойкий металл, который использовался веками.
Содержание
Щелкните по ссылкам ниже, чтобы перейти к разделу руководства:
Как упоминалось выше, сварка чугуна может быть затруднена из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать трещин при сварке. Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна.К ним относятся:
- Определение сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Определите сплав
Чугун имеет низкую пластичность, поэтому при быстром нагреве или охлаждении он может треснуть из-за термических напряжений. Склонность к растрескиванию зависит от типа / категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это самый распространенный вид чугуна.В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в виде хлопьев графита во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, делающих хрупкую микроструктуру.Белый чугун обычно считается несвариваемым.
Ковкий чугун (с шаровидным графитом)
Ковкий чугун по составу похож на серый чугун, но уровни примесей низкие по сравнению с серым чугуном. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, высокопрочный чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы в основном представляет собой перлит с областью феррита, окружающей сфероиды графита.
Ковкий чугун
Ковкий чугун — это термообработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугунным железом.В зависимости от применяемой термической обработки он обычно имеет структуру как смесь феррита или перлита с включениями графита и, следовательно, имеет большую пластичность по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом утюга вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть несколько других способов отличить сплавы; серое железо будет иметь серый цвет вдоль точки излома, в то время как белое железо будет иметь более белый цвет вдоль трещины из-за содержащегося в нем цементита.Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
2. Очистка гипса
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, смазка и масло, уделяя особое внимание области сварного шва. Кожу отливки можно удалить шлифованием. Важно, чтобы очищенная поверхность была протерта уайт-спиритом для удаления остатков графита с поверхности перед сваркой. Медленный предварительный нагрев области сварного шва в течение короткого времени поможет удалить влагу, скопившуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева / охлаждения. Это необходимо для сведения к минимуму накопления остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, такой как тот, который наблюдается во время сварки, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Температурный градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, могут снимать напряжение за счет растяжения, но, поскольку чугуны имеют плохую пластичность, они вместо этого склонны к растрескиванию.Предварительный нагрев уменьшает температурный градиент между ЗТВ и окружающей отливкой, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой снижает скорость охлаждения сварного шва и окружающей области. По возможности нагрейте отливку целиком. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400 ° C, в зависимости от типа чугуна и допустимой твердости HAZ. Любой предварительный нагрев должен выполняться медленно и равномерно.
Теоретически любой из распространенных процессов дуговой сварки, таких как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металла активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамом и т. Д.может быть использован процесс, который способствует медленному нагреванию и охлаждению, как правило, предпочтительнее.
1. Ручная дуговая сварка металла (MMA)
Этот тип сварки, также известный как дуговая сварка в защитном металлическом корпусе (SMAW), обычно считается лучшим общим процессом для сварки чугуна при условии использования правильных сварочных стержней. Выбор электрода будет зависеть от области применения, требуемого соответствия цвета и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металла — это железо и никель.Электрод на основе железа будет давать металл шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается незначительным ремонтом отливки и когда требуется подбор цвета. Чаще всего используются электроды из никелевого сплава, обеспечивающие более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание в ЗТВ, обеспечивая более низкую прочность металла сварного шва.
Во всех случаях следует проявлять осторожность, чтобы свести к минимуму плавление основного металла. Это минимизирует разбавление.
2.MAG Сварка
СваркаMAG обычно выполняется с никелевым расходным материалом. Смесь 80% аргона и 20% углекислого газа подойдет для большинства применений. Хотя можно использовать припойную проволоку, обычно это не рекомендуется, так как припой будет значительно слабее отливки.
3. Сварка TIG
СваркаTIG может обеспечить чистый сварной шов на чугуне, но, как правило, не является предпочтительной из-за ее сильно локализованных характеристик нагрева. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Узнайте больше о сварке TIG
4. Кислородно-ацетиленовая сварка
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для генерации тепла используется кислородно-ацетиленовая горелка. Низкая интенсивность нагрева и медленный нагрев, связанные с процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600 ° C, чтобы сварка стала возможной.Для сварки используется нейтральное или слегка редуцирующее пламя.
Подробнее о кислородно-ацетиленовой сварке
5. Сварка припоем
Сварку припоя можно использовать для сварки чугунных деталей, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой точки плавления присадки.
Как и в случае с другими методами, при сварке пайкой важна очистка поверхности.Флюс можно использовать для предотвращения образования оксидов, способствуя смачиванию, очищая поверхность и позволяя наполнителю растекаться по основному металлу.
Также возможна пайкаTIG с использованием более низкой силы тока для нагрева заготовки, избегая плавления чугуна. Кожух горелки для газа аргона защищает зону пайки, что означает, что нет необходимости использовать флюс, как с кислородным топливом.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочного стержня важен для сварки чугуна, хотя большинство экспертов советуют использовать никелевые стержни.
1. 99% никелевые стержни
Эти электроды дороже других вариантов, но также обеспечивают наилучшие результаты. Прутки с содержанием 99% никеля позволяют получить сварные швы, которые можно обрабатывать механической обработкой, и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти прутки из чистого никеля создают мягкий, податливый наплавленный металл.
2. 55% никелевые стержни
Менее дорогие, чем стержни на 99%, они также поддаются механической обработке и часто используются для ремонта толстых секций. Более низкий коэффициент расширения означает, что они вызывают меньше трещин на линии плавления, чем стержень на 99%.Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные штанги— самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят отливки, которые не являются полностью чистыми, чем никелевые стержни.
Обточка
По мере охлаждения и сжатия сварного шва возникает остаточное напряжение, ведущее к растрескиванию. Шансы на растрескивание могут быть уменьшены за счет приложения сжимающего напряжения. Напряжение сжатия прикладывается путем упрочнения (с использованием молотка для ударно-ударной обработки для нанесения умеренных ударов), которое деформирует сварной шов, пока он остается мягким. Однако упрочнение следует использовать только с относительно пластичным наплавленным металлом, то есть со сварными швами, выполненными с использованием никелевых расходных материалов.
Нагревание после сварки
Слишком быстрое охлаждение чугуна может привести к растрескиванию.Процесс охлаждения можно замедлить, используя изоляционные материалы или периодическое нагревание. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью, позволяя металлу остыть по мере затухания огня.
Сваривать чугун можно, но при этом необходимо соблюдать правильную технику и осторожность, чтобы не допустить растрескивания. Большинство методов сварки требуют очистки поверхности материала, и для чугуна требуется предварительный и послесварочный нагрев, а также тщательное охлаждение.
TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу с литой сталью. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы чувствуете, что мы могли бы помочь вам с вашим проектом.
Связанные часто задаваемые вопросы (FAQ)
Как сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик. Одна ошибка, и можно сделать намного хуже.В конечном итоге вы можете нанести больше повреждений или, что еще хуже, сделать сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна. Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный. Обязательно предварительно нагрейте утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю.Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие. Чаще всего вы добьетесь успеха примерно в 50%.
Серый чугун
Серый — наиболее распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита.Этот вид чугуна поддается сварке, но с большими трудностями.
Белый утюг
Белое железо твердое и хрупкое. Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания. Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости. Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и трубопроводная арматура.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь.Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, терпении и умении. Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, потому что процесс нагрева изменяет свойства материала, делая его бесполезным.Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Есть две точки зрения на то, как сваривать железо. Некоторые говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагревание чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов. Однако холодная сварка сопряжена с определенными рисками.Внутренние напряжения все еще могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2. Выберите тип сварочного стержня
Тип и материал сварочного стержня определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества.Электроды на никелевой основе дороги, но они лучше всего подходят для сварки с низким и средним содержанием фосфата, и они поддаются механической обработке.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшую нагрузку на металл и меньше трещин плавления. Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни— самые дешевые из трех вариантов, что делает их наиболее экономичными.Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержниболее удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться.По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка к предварительному и последующему нагреву.
- Управление теплом при сварке.
- Выбор штанги.
Процесс начинается следующим образом.
Снятие кромки перелома
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фаски.Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что в дальнейшем она не срежется.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Предварительный нагрев чугуна
Предварительный нагрев можно произвести, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю. Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки.Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна. Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он адаптировался к процессу охлаждения, чтобы предотвратить трещины под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться.Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл медленно остынет.
4. Выберите технику сварки
Есть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
Сварка чугуна MIG
Хотя сварка MIG не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна. Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку.Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80-процентный аргон и 20-процентный углекислый газ дает наилучшие результаты в большинстве ситуаций. Обратной стороной является то, что сварной шов со временем заржавеет. Тем не менее, чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от выполняемой работы и требуемой чистоты отделки.
Сварка чугуна TIG
СваркаTIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки. Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает железо напряжению, что увеличивает вероятность поломки. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева сварного шва за счет использования коротких сварных швов. Это останавливает воздействие слишком большого количества тепла на чугун. Избегайте использования одной непрерывной линии сварки, так как это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры.После того, как вы создали сварной шов, гладко обработайте его молотком. Увеличивает прочность соединения и уменьшает усадку.
Top Tip
При использовании сварочного аппарата TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам нужна соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров. Он доступен по цене, и существует множество различных электродов для различных задач.Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает так же хорошо, как другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Для получения аккуратного шва уменьшите ток, чтобы уменьшить разбрызгивание. Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.
Pro Tip
Ручная сварка лучше работает при использовании стали с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, потому что они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование никелевых электродов более высокого качества позволяет избежать шлифовки.
Пост-нагрев и охлаждение
Чем дольше остынет сварной шов, тем лучше будет соединение.Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое и при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечиваете естественное ослабление металла и лучший результат. Думайте об этом, как если бы сочный стейк расслабился после жарки, чтобы смягчить его. Металл делает то же самое.
Ковка
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении.Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распределения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины от напряжения, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых вы можете начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда вы свариваете под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшой валик на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.
Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Девизы медленные и устойчивые, потому что вы не можете торопить чугун из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним. Если вы сделаете это, у вас должен быть успешный результат.
Сварка чугуна: практическое руководство
Чугун.Он хрупкий, дешевый, и ремонтировать его — заноза в заднице … но мы используем его везде, от мастерской до кухни.
Если вы обнаружили трещину, порез или щель в чугунной детали и вам пригодится сварщик, есть большая вероятность, что вы сможете ее отремонтировать. Вам просто понадобится терпение и немного ноу-хау, эта статья даст именно это, изложив всю информацию, которая вам понадобится при ремонте этой чугунной детали.
Можно ли сваривать чугун?
Когда дело доходит до сварки чугуна, важно понимать сложность работы.Скорее всего, у вас будет больше трещин в детали, чем вначале, а вероятность успеха в работе обычно составляет около 50%.
Почему?
Чугун состоит из ряда различных материалов (обычно железа, углерода и стали) в разных пропорциях, поэтому трудно оценить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. .
Как сваривать чугун:
Будучи по своей природе хрупким, углерод, содержащийся в смеси, вызывает усадку металла и растрескивание при нагревании выше определенной температуры.По этой причине, помимо прочего, перед сваркой чугунных деталей требуется много внимания и осторожности. При сварке чугуна важно учитывать:
- Подготовка к предварительному и последующему нагреву
- Управление теплом при сварке
- Выбор стержня
Для начала сварка чугуна требует 1. Сглаживания излома и 2. разогрева материала. Как описано в статье «Полное руководство по стыковым соединениям», канавки, скосы или буквы «V» создаются на детали с помощью специального станка для снятия фаски или резака.Это сделано для обеспечения более прочного сварного шва.
Чугун до и после нагрева перед сваркой
Чугун очень темпераментен, предварительный и последующий нагрев являются обязательными при работе с чугуном. Если температура металла переходит от комнатной температуры к температуре сварки слишком быстро, деталь будет испытывать слишком большие напряжения и растрескаться. То же самое происходит после завершения сварки: если дать остыть слишком быстро, сварной шов также подвергнется напряжению и может сломаться.
Предварительный нагрев можно выполнить, просто используя паяльную лампу для нагрева материала, некоторые сварщики, работающие своими руками, даже используют для этой работы автомобильный двигатель.Идеальная температура предварительного нагрева для большинства чугунных изделий должна составлять 260-650 градусов по Цельсию, все, что выше 780 градусов, приведет к перегреву материала.
При последующем нагревании материала идеальным вариантом является обертывание объекта изоляционной заглушкой; Тем не менее, сварщик своими руками может также использовать барбекю на древесном угле и положить кусок в ведро с песком или положить кусок на дровяную печь, чтобы дать остыть, пока огонь гаснет.
Сварка для ремонта чугуна
При сварке чугуна Low и Slow — практическое правило, которому следуют многие сварщики.
Таким образом, при работе с чугуном операторы должны применять слабый ток и медленное движение (как сшивание). Работайте со скоростью примерно 2,5 см за раз, сваривая в разных точках, и старайтесь выдерживать 45 секунд между сегментами, чтобы избежать перегрева и накопления остаточных напряжений. Управление нагревом — самая важная часть этого процесса, также полезно прихватывать сварные швы перед началом.
После получения удовлетворительного сварного шва проверьте, нет ли трещин или шлаков.Если рядом со сварным швом есть небольшие трещины, утечку можно устранить с помощью герметика или даже закрыть ржавчину после продолжительного использования.
Если вы в чистоте, ударьте этого плохого мальчика щеткой для шлака и измельчите излишки шлака до однородной массы.
Теперь следует применить ваш метод последующего нагрева, позволяющий постепенно остывать изделие.
Что лучше для сварки чугуна: MIG, TIG или дуговая сварка?
Существует бесконечный список способов сваривания чугуна. В этой статье мы остановимся на основах; MIG, TIG и Arc.При любом из этих методов важно помнить об управлении теплом и технике сварки, описанных ранее, чтобы добиться хорошего сварного шва.
Сварка чугуна MIG
Хотя ни один профессионал не рекомендовал бы MIG по сравнению с другими формами, сварка чугуна очень возможна с помощью сварочного аппарата MIG. Вот несколько советов по сварке чугуна методом MIG:
- Лучшим выбором для проволоки MIG будет специальная никелевая проволока, но это самый дорогой вариант, также можно использовать проволоку MIG из нержавеющей стали.
- Газ 80/20 (80% аргона, 20% углекислого газа) отлично работает в большинстве ситуаций, однако единственным недостатком этого варианта является то, что сварной шов в конечном итоге ржавеет. Хотя, будучи чугунным, этот материал естественно подвержен ржавчине.
- Использование проволоки для припоя возможно для скрепления отливки, но это непрочный сварной шов, который не рекомендуется для металлов, которые будут подвергаться ударам или нагрузке.
- Шипы можно использовать для придания сварному шву механической прочности, но это зависит от выполняемой работы.
Сварка чугуна TIG
При сварке TIG чугуном никелевая проволока — единственный реальный вариант, доступный для этой работы.Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве работ с чугунным покрытием.
Также можно сваривать чугун в холодном состоянии (пропустить этап предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки. Этот процесс заслуживает отдельной статьи, но вот короткое видео с описанием процесса.
Дуговая сварка чугуна
Дуговая или электродная сварка часто является предпочтительным методом для многих сварщиков, работающих своими руками. Это просто, и имеется широкий выбор электродов для различных работ, многие аппараты для дуговой сварки доступны как для коммерческих, так и для бытовых целей по разумным ценам.
Как правило, большинство структурных ремонтов можно успешно отремонтировать с помощью пайки с использованием неизолированного бронзового стержня, ацетиленовой горелки и флюса. Хотя в любой сварочной ситуации выбор правильного электрода часто сводится к: стоимости, машинным возможностям и тому, является ли сварка однопроходной или многопроходной.
Какой пруток лучше всего подходит для сварки чугуна?
ПРУТКИ НИКЕЛЯ 99%
Электроды на основе никеля часто дороги и считаются премиальными. Прутки с содержанием 99% никеля позволяют получать сварные швы, которые поддаются обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора.
ПАТКИ НИКЕЛЯ 55%
Более дешевый вариант, стержни 55% никеля экономичны. Они также обрабатываются и часто используются при ремонте толстых секций. Он также имеет более низкий коэффициент расширения, чем 99% стержень, что означает меньшее количество трещин на линии плавления.
ШТАНГИ СТАЛЬНЫЕ
Самый дешевый вариант, стальные электроды, лучше всего использовать для несложного ремонта и заливки. Они не поддаются механической обработке и дают твердые сварные швы, требующие дополнительной шлифовки для завершения обработки. Однако преимуществом является то, что этот стержень намного удобнее в использовании при дуговой сварке и может выдерживать отливки, которые не были полностью чистыми перед сваркой.
Советы для сварки чугуна с мягкой сталью
Если для работы требуется сварка чугуна с низкоуглеродистой сталью, сварка электродом — отличный метод для этого. Несколько прихваток и несколько ударов щеткой для шлака делают эту работу легкой. Работа при 95 А на DCEP (положительный электрод постоянного тока) даст отличные результаты.
Как НЕ сваривать чугун
Наконец, они говорят, что обучение лучше всего проводить после того, как сделана ошибка. Один из самых популярных сварщиков Youtuber, ChuckE2009, помогает пропустить этот шаг и показывает, почему не все типы сварки предназначены для чугуна.
Как сварить чугун
С такими альтернативами, как титан, керамика и сковорода с покрытием из нержавеющей стали, доступная сегодня, может показаться немного устаревшим использование чугунной сковороды. Хотя популярность чугуна, безусловно, упала за последние несколько лет, дела обстоят не так плохо, как говорят некоторые. Ожидается, что рынок чугунной посуды достигнет 3303 млн долларов США с 2 537 млн долларов США в 2017 году .
В дополнение к вышесказанному, Transparency Market Research ожидает, что к 2026 году мировой рынок литья чугуна и стали превысит 202 миллиарда долларов США .Смысл всей этой статистики — доказать, что чугун по-прежнему сваривают по всему миру для различных целей, например, для посуды. Независимо от причины, по которой вы свариваете чугун, вы должны научиться правильно сваривать этот материал.
Несмотря на то, что предстоит преодолеть множество проблем, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун не сваривается должным образом, это может вызвать трещину или повреждение свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного сварщика; это особенно верно, когда в процессе сварки задействованы критически важные детали.Однако вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов. Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве сварочного металла
Есть несколько применений чугуна. Некоторые из них включают:
- Подготовка воды
- Сельскохозяйственная техника
- Головки, блоки и коллекторы автомобильных двигателей
- Станки, такие как крышки, кронштейны и основания
- Фитинги
- Труба чугунная
В дополнение к вышесказанному, существует много других применений чугуна.Например, он широко используется в строительной технике и других приложениях, где вес является ключевым требованием. Это некоторые области применения чугуна, но как насчет его преимуществ? Ниже приведены некоторые ключевые преимущества чугуна как металла шва:
- Многие желательные свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Формование с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали
- Больше жидкости, чем сталь
Это некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем приступить к сварке чугуна, вы должны понимать, насколько сложно выполнять эту работу. Это связано с тем, что вероятность успешной сварки чугуна составляет всего 50%; высока вероятность того, что свариваемая чугунная деталь будет иметь трещины или повреждение после того, как вы ее закончите.
Почему возникает эта проблема? Потому что чугун состоит из нескольких материалов разной пропорции. В результате может быть сложно оценить точную прочность металла, с которым вы работаете.Также может быть сложно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном возникают из-за высокого содержания углерода в чугуне.
Во время сварки этот углерод может перейти на свариваемый металл или на область рядом с нагретым металлом шва. Это может вызвать повышенную хрупкость или твердость, что может привести к трещинам после сварки.
Различные методы / методы сварки чугуна
Существует несколько способов сварки чугуна.Однако мы собираемся обсудить только наиболее распространенные методы сварки чугуна. Эти методы включают в себя газовую сварку, дуговую / дуговую сварку, сварку MIG и сварку TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна, процесс нагрева при газовой сварке намного медленнее. Кроме того, в этой технике используется пламя с более низкой температурой, чем дуга. В этом отношении хорошо то, что миграция углерода, как правило, не является проблемой при сварке чугуна газовой сваркой.Однако при этом важно использовать запатентованный пруток для газовой сварки. Единственная проблема этого метода заключается в том, что он требует значительного количества тепла, когда в сварном шве задействованы большие компоненты. Кроме того, газовая сварка выполняется медленнее, чем другие методы сварки чугуна.
2. Дуговая сварка
Предпочитаемая большинством сварщиков, выполняющих домашние сварочные работы, дуговая / электродная сварка может быть наиболее эффективным способом сварки чугуна, если используются подходящие сварочные стержни. Процесс чрезвычайно прост, и для различных работ доступно множество электродов.
Особый флюс с высоким содержанием графита присутствует в сварочных стержнях для чугуна. Углерод в чугуне химически связан этим особым графитом. Это ограничивает миграцию в зону термического воздействия и металл шва. Сварочные стержни из чугуна бывают двух основных типов: чистый никель и ферро-никель.
Обычно ферро-никелевые стержни состоят из 47% никеля и 53% стали. Ферро-никелевые стержни намного дешевле, чем чистый никель, поэтому они идеально подходят для сварки чугуна со сталью. С другой стороны, если вам нужен более мягкий и податливый наплавленный металл, выбирайте чистый никель.Однако, если для работы специально не требуется использование чистого никеля, мы рекомендуем использовать ферро-никель при сварке чугуна методом дуговой / электродной сварки.
3. Сварка МИГ
Хотя сварка MIG часто используется для этой цели, она не является лучшим выбором для сварки чугуна. Единственная реальная причина, по которой вы хотите использовать этот метод, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решите сваривать чугун таким способом, вам следует помнить о следующих советах, чтобы сваривать эффективно:
- Специальная никелевая проволока — лучший выбор для сварки MIG.Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть возможность использования нержавеющей стали в качестве альтернативы.
- В большинстве ситуаций лучший выбор — 80/20. Что это значит? Это 80% аргона и 20% углекислого газа. Хотя чугун от природы склонен к ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге может развиться на металле.
- Можно склеить отливку с помощью припоя. Однако это может привести к слабому сварному шву, что не очень хорошо для металлов, которые могут испытывать нагрузку или удар.
- Вы можете обеспечить механическую прочность сварного шва с помощью шпилек. Однако это будет зависеть от выполняемой работы.
4. Сварка TIG
Как и сварка MIG, многие люди не предпочитают сварку TIG для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что нет реальной возможности минимизировать миграцию углерода с помощью этого метода.
В дополнение к вышесказанному, единственный реальный вариант, доступный для этой техники при сварке чугуна, — это никелевая проволока.Еще одна проблема с процессом заключается в том, что он может быть дорогостоящим. Положительным моментом является то, что метод сварки TIG обеспечивает чистый и прочный сварной шов на большинстве работ с чугунным покрытием. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику / метод, наиболее подходящий для ваших нужд и выполняемой работы.Однако независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна вам необходимо знать основные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполнив эти действия в следующем порядке, вы сможете получить чрезвычайно прочный сварной шов из чугуна.
1. Определите сплав
Чугуны относятся к семейству железоуглеродистых сплавов и имеют высокое содержание углерода; вот откуда они берут свою характеристику твердости. Хотя чугун твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее податлив.
В результате вышесказанного металл расширяется и сжимается при нагревании и охлаждении в процессе сварки. Это создает растягивающее напряжение.Сваривать чугун может быть чрезвычайно сложно, потому что, когда он подвергается напряжению или нагреванию, он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавив другие сплавы. Ниже приведены два доступных вам варианта.
Серый чугун
Самый распространенный сплав чугуна, серый чугун более свариваемый и пластичный, чем белый чугун. В процессе производства углерод на сером чугуне превращается в чешуйки графита и превращается в кристаллическую микроструктуру феррита или перлита.Единственная проблема с этим союзником из чугуна заключается в том, что чешуйки графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может стать проблемой для сварщиков.
Белый чугун
Другой вариант сплава чугуна, доступный вам, — белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита.Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается несвариваемым.
2. Очистите отливку
Перед началом сварки необходимо правильно подготовить все отливки; это независимо от того, какой литой сплав вы выбрали для сварки. Еще одна важная вещь — удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это гарантирует, что отливка в зоне сварного шва будет полностью чистой.
Как только это будет сделано, следующим шагом будет удаление масла, смазки, краски и других препятствующих материалов из области сварного шва.Одна из наиболее важных вещей, которую необходимо обеспечить при этом, — это медленное и осторожное нагревание области сварки в течение короткого периода времени. Это поможет устранить любой газ, попавший в зону сварного шва основного металла. Техника, которую вы можете использовать для проверки готовности поверхности чугуна, заключается в нанесении сварочного шва на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость была устранена, вы можете повторить процесс несколько раз, шлифуя проход.
3. Предварительный нагрев
Под воздействием нагрузки все чугуны становятся уязвимыми для отслеживания. Таким образом, самое главное, чтобы избежать появления трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три шага:
- Предварительный нагрев
- Низкая тепловая нагрузка
- Медленное охлаждение
Тепловое расширение — основная причина, по которой вы хотите контролировать нагрев во время сварки. Металл может расширяться при нагревании.Однако нагрев и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать напряжение в металле.
Проблема локального нагрева заключается в том, что он может привести к ограниченному расширению. Здесь более холодный металл вокруг зоны термического влияния контролирует HZ. Кроме того, температурный градиент между литым телом и зоной термического влияния определяет степень возникающего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к образованию трещин в металле во время сжатия; это потому, что пластичность чугунов довольно низкая.
С предварительным слухом вы можете уменьшить температурный градиент между зоной термического влияния и отливкой. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, для методов сварки при более высоких температурах требуется предварительный нагрев с более высокой температурой.Следовательно, лучшая стратегия для снижения тепловложения при отсутствии надлежащего предварительного нагрева — это выбор низкотемпературного процесса сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Еще одним фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может возникнуть в результате быстрого охлаждения, что приведет к получению хрупких и легко растрескивающихся швов. С другой стороны, низкое охлаждение может минимизировать напряжение, вызванное сжатием и упрочнением.
В заключение этого шага мы хотели бы, чтобы, хотя все чугуны могут образовывать трещины, когда они подвергаются нагрузке, вы можете снизить вероятность этого с помощью предварительного нагрева.Это указывает на важность этого этапа при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода / метода сварки чугуна. Основываясь на информации, представленной выше, вам необходимо выбрать технику сварки, которая лучше всего подходит для выполняемых сварочных работ. Другими словами, нужно выбирать технику сварки, исходя из размеров свариваемого металла и сплава.
5. Чистовая
После того, как вы выбрали и применили наиболее подходящую технику сварки чугуна, который нужно сваривать, следующим и последним шагом будет чистовая обработка шва.По мере охлаждения и сжатия сварного шва в свариваемом чугунном металле может возникать растягивающее напряжение.
Следовательно, фаза термического сжатия — это период, когда в чугунном литом металле наиболее вероятно образование трещин. Почти наверняка сварной шов начнет трескаться, когда напряжение достигнет критической точки. Хорошая новость заключается в том, что есть способ уменьшить вероятность появления трещин в сварном шве; это включает приложение сжимающего напряжения во время охлаждения для противодействия растягивающему напряжению.
Пока сварной шов остается мягким, сварщики применяют технику, называемую упрочнением, для сварного шва, который можно деформировать.Техника ударной обработки предполагает использование ударного молотка для выполнения умеренных ударов.
Чем полезен этот метод? Потому что это может помочь снизить вероятность возникновения трещины в зоне термического влияния и сварном шве. Однако важно убедиться, что этот метод следует использовать только тогда, когда свариваемый металл относительно пластичный. Последний шаг, который необходимо выполнить при сварке чугуна, — это контроль охлаждения.
Что влечет за собой этот процесс? Это процесс, который максимально замедляет охлаждение за счет использования изоляционных материалов.Другой способ замедлить процесс естественного охлаждения — периодическое нагревание сварочного шва. Все это обеспечивает хорошую отделку и эффективную сварку чугуна. Теперь вы знаете, как сваривать чугун.