Сварка чугуна аргоном
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода (TIG).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.

- Медленное охлаждение стыка.

К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
 Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно.
Поделись с друзьями
0
0
0
0
Сварка чугуна в аргонной среде — Мастерские
Чугун – это сплав железа и углерода. Он имеет различные свойства, в зависимости от состава. Содержание углерода в сплаве колеблется от 2до 6%. Он делает чугун прочным материалом, плохо поддающимся деформации, ковке, а также сварке. Не зря чугун считают одним из самых трудносвариваемых. Без предварительной подготовки детали невозможно надежно сварить швы этого сплава без дефектов.  Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Подготовка чугуна к сварке
Процедура подготовки чугунных деталей более кропотливая, чем у стали. Обуславливается склонностью этого материала к образованию трещин и саморазрушению.
Для начала необходимо внимательно осмотреть деталь на предмет дефектов, которые нужно удалить. Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Помимо механических дефектов, необходимо удалить пятна и другую грязь. Устранение масляных пятен иногда превращается в настоящие мучение, из-за того, что они глубоко проникают, благодаря пористой структуре чугуна. Вывести их можно при помощи растворителя или газовой горелки.
Кромки шва не должны быть острыми.
Виды сварочных аппаратов для сварки чугуна
Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
При использовании полуавтомата получается качественный шов, особенно при наличии инвертора. Но использование этого аппарата требует обязательного подогрева места сварки до 300 градусов. Для того что получить хороший результат необходимо правильно настроить аппарат.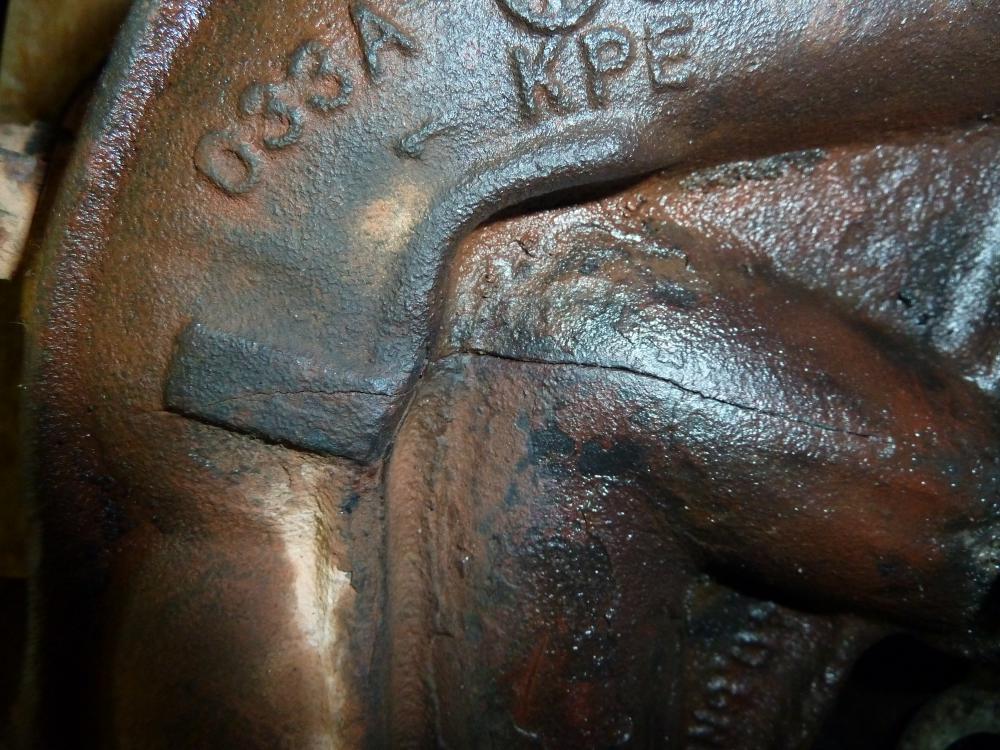 Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Лучшей производительностью обладают автоматические аппараты. В них используется порошковая проволока. Участие человека здесь ограничивается установкой аппарата на место шва, остальную работу аппарат выполняет самостоятельно.
Виды припоя. Как выбрать
В сварке чугуна аргоном обязательно необходимо использовать припой. Материал припоя выбирается индивидуально, в зависимости от вида чугуна и способа сварки. Для сварки чугуна используют неплавящийся электрод из вольфрама. Для высокотемпературной сварки полуавтоматом в большинстве своем используются припои из никеля. Намного реже используются припои из сплава серебра с никелем. Он является более качественным вариантом, шов обладает точно такими же качествами, как и металл детали.
Для горячей сварки полуавтоматом применяют присадочные пруты марки «А». Если был нагрет только шов, то лучше выбирать присадку марки «Б». Если чугун имеет большую толщину, то при холодном способе применяют марку НЧ-1, при небольшой толщине НЧ-2. Для них нужно использовать горелки ГЗУ-1-62 и ГЗМ-1-62
Если был нагрет только шов, то лучше выбирать присадку марки «Б». Если чугун имеет большую толщину, то при холодном способе применяют марку НЧ-1, при небольшой толщине НЧ-2. Для них нужно использовать горелки ГЗУ-1-62 и ГЗМ-1-62
У автоматов используется порошковая проволока, основой которой является кремний. Согласно классификации, для сварки небольших дефектов подойдет проволока марки ПП-АНЧ-1. При ее использовании деталь нагревать ненужно.
Для толстых и предварительно разогретых деталей подойдет марка ПП-АНЧ-2, температура должна быть до 350 градусов. Настройки сварочного аппарата в зависимости от толщины могут колебаться:
- сила тока: 120-600 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-30 мм;
- расход газа: 5- 20 л;
Для всех разогретых до 600 градусов чугунных деталей подойдет ПП-АНЧ-3.
Для того чтобы сварить Высокопрочный чугун необходима проволока ПП-АНЧ-5. Характеристики аппарата во время использования этого материала:
- сила тока: 140-500 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-50 мм;
- расход газа: 5- 20 л;
Заварку дефектов при отливах делают маркой ППСВ-7.
Для более эффективного схватывания шва, свариваемые поверхности обрабатываются специальным флюсом. Ни в коем случае нельзя использовать припои в основу которых составляет фосфор. Это приводит к образованию соединений железа и фосфора, которые по своим свойствам очень хрупкие. Лучше избегать припоев на основе меди, так как у них высокая температура плавления. Перегрев металла в швах приводит к образованию белого чугуна, который после этого приобретает хрупкие свойства, а также перестает свариваться.
Технологии сварки
В сеть включается сварочный аппарат, проверяется его рабочее состояние. Далее производятся необходимые настройки. Для сварки чугуна требуется использовать низкий сварочный ток, для того чтобы избежать смешивания элементов в сварочной ванне. Расход газа устанавливается на отметке 5-8 л/мин. По ротаметру, или 0,2 бар по барометру.
При горячем способе нужно подогреть места свариваемых чугунных частей. Выделяют три варианта: горячий (t=500-600C), полугорячий (t=300-400C), теплый (t=150-200C). Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
После этого свариваемые детали крепко фиксируются, чтобы избежать неприятных последствий, если они зашевелятся. Присадочная проволока, также, как и поверхность свариваемых частей очищается от грязи. Если она содержалась в упаковке, то достаточно протереть ацетоном.
Далее, в одну ручку берется горелка со сваркой, в другую припой, и начинается сам процесс. Присадочный материал подается к месту сварки под углом приблизительно 30 градусов и на расстоянии сантиметра от сопла. Сначала части «прихватываются» в нескольких местах, чтобы обеспечить правильную и надежную стыковку. После этого шов проваривается небольшими участками, не больше 3 см, чтобы его не перегреть. Перегрев может привести к увеличению хрупкости, или образованию трещин.
Перегрев может привести к увеличению хрупкости, или образованию трещин.
Когда шов превратится в единое целое, крайне важно обеспечить плавное снижение температуры всей детали. Для этого можно поместить ее в нагретую печь, в которой ее нагревали, и выключить, если такая имеется. Существует вариант с упаковыванием детали в негорючий материал, который хорошо держит тепло. Одним из самых простых способов плавно остужение является засыпание детали в песок. Эта процедура поможет избежать появления трещин, вследствие резкого перепада температуры. Скорость остывания зависит от размера детали. Самые большие могут остывать до нескольких суток.
В отличии от горячего способа холодный в значительной степени экономит рабочее время, однако, возникает гораздо больше сложностей. Он гораздо дешевле предыдущего варианта. Данный способ не требует предварительного нагрева.В качестве присадочного материала обычно используется никель-стальных прутков. Процесс самой сварки почти не отличается. Необходимо также делать небольшие по размеру швы. Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Во всех случаях не стоит перегревать чугун, чтобы не образовались поры и трещины. Если метал тонкий, то он может лопнуть по всей длине. Могут образовываться каленые структуры.
Использование аргонной сварки для соединения и ремонта чугуна имеет как свои преимущества, так и недостатки. К преимуществам можно отнести: надежный и равномерный шов, небольшой нагрев сварных деталей, увеличение скорости сварки. Недостатки у нее имеются следующие: необходимость приобретения сложного оборудования, обязательное наличие специальных знаний и опыт выполнения подобных работ. Несмотря на это, данный вид сварки остается одни из самых популярных видов при работе с различными видами чугуна. Во время выполнения работ в аргонной среде необходимо соблюдать технологию сварки, а также технику безопасности.
Сварка аргоном чугуна: технология ТИГ, присадки, видео
Недаром есть выражение «чугун – хлеб промышленности». Первый раз такое произносили еще в начале XX столетия. На протяжении прошедшего века появилось множество сортов, да и качество обработки заметно повысилось. Сегодня этот материал широко используется для производства самых разных вещей, что объясняется высоким уровнем износостойкости. Но с течением времени даже такой прочный металл начинает утрачивать свои качества. Тогда в дело вступает сварка с использованием газа аргона.
Ранее, чтобы добиться получения качественного шва на долгое использование изделий, уходило много сил, да и работа была очень тяжелой. Сегодня процесс по-прежнему сложен в реализации, зато теперь он стал доступен домашним мастерам.
Особенности технологии свариваемых изделий из чугуна
Соединение изделий из чугуна осуществляется таким же образом как в случае с другими металлами. При этом структура самого сварного шва идентична с основным материалом. Технология сварки в обязательном порядке включает предварительный нагрев с последующим неторопливым охлаждением.
Когда свариваемые чугунные детали находятся на стадии предварительного нагрева, структура металла меняется, что приводит к выделению графита. Итогом этого становится повышение пластических свойств материала. Если сварка выполняется с применением электрода из графита, это позволяет избежать попадания в шов металлических примесей. Помимо него в ход идут специальные чугунные пластины, а также порошковая проволока.
По окончании ТИГ сварки соединенные заготовки необходимо в обязательном порядке охлаждать. Сложность всей процедуры в том, чтобы не допустить резкого снижения температуры – все должно проходить в постепенном режиме. Причем если просто оставить детали при комнатной температуре, далеко не всегда можно достичь нужного эффекта. Именно по этой причине применяются различные изоляционные материалы. Ими закрываются заготовки и оставляют остывать на какое-то время. Или же можно просто засыпать их полностью песком, что применяется многими домашними мастерами.
Причем если просто оставить детали при комнатной температуре, далеко не всегда можно достичь нужного эффекта. Именно по этой причине применяются различные изоляционные материалы. Ими закрываются заготовки и оставляют остывать на какое-то время. Или же можно просто засыпать их полностью песком, что применяется многими домашними мастерами.
Холодная процедура
В условия промышленности активно используется методика холодной сварки чугуна, которая не требует предварительного прогрева. Существует несколько разновидностей, но зачастую используется три вида, исходя из материалов электродов:
- сталь;
- цветные металлы;
- низкоуглеродистая сталь.
Такая разновидность хороша тем, что заметно упрощает изготовление чугунной продукции, сразу исключив два этапа. Соответственно и стоимость будет ниже. Вдобавок предварительный прогрев требует привлечение специального оборудования.
Соединение чугунных заготовок аргоном холодным методом обладает одной особенностью – процесс необходимо вести током с малой величиной. Это не допустит смешивания всех элементов в сварном соединении. Помимо этого, с металла снимается остаточное напряжение, что обычно разрушает сварной шов. Ко всему прочему газовая среда выступает в качестве определенного защитного барьера. Вероятность обретения чугуном хрупкости сводится к минимуму.
Это не допустит смешивания всех элементов в сварном соединении. Помимо этого, с металла снимается остаточное напряжение, что обычно разрушает сварной шов. Ко всему прочему газовая среда выступает в качестве определенного защитного барьера. Вероятность обретения чугуном хрупкости сводится к минимуму.
Подготовительный этап
Данная процедура нуждается в более тщательном и внимательном отношении, нежели при соединении других металлов. Это обусловлено качествами самого чугуна – он склонен к разрушению и образованию трещин.
В ходе подготовки выполняются следующие операции:
- Края соединяемых деталей следует хорошо очистить от загрязнений – грязи, ржавчины, шлака.
- Имеющиеся трещины распиливаются, иначе она закроется только сверху, а в глубине металла останется слабая структура.
- Проводится разделка кромок по всей длине шва со скосами под углом в 45°, а острые грани закругляются. Такая мера обеспечивает равномерный нагрев.
- Изделия помещаются на графитовые подкладки, которые позволяют избежать утечки расплавленного металла, а сами изделия не будут деформированы.

При наличии незначительных масляных загрязнений они убираются органическим растворителем либо выжигаются с использованием газовой горелки.
Используемые материалы и оборудование
Для соединения чугунных заготовок понадобится как соответствующие материалы, так и главный инструмент процедуры – специальное оборудование. Без всего этого работу просто невозможно выполнить.
Присадочный материал
Это необходимая атрибутика для сварки чугуна аргоном, без которой просто не обойтись и поэтому выбор присадок имеет первостепенное значение. Широкое распространение получили чугунные прутки. Причем те, у которых отсутствует наружное покрытием.
Самыми популярными марками присадок для соединения чугунных изделий в среде аргона являются:
- «А» – соответствует горячей сварке.
- «Б» – указывает на принадлежность к горячей ТИГ сварке с использованием локального прогрева заготовок.
- «НЧ-1» – обозначение соединения тонких изделий из чугуна посредством полугорячей сваркой.
- «НЧ-2» – применимы к полугорячей сварке чугунных изделий с толстыми стенками.
- «БЧ, ХЧ» – для сварного шва с высокой стойкостью к износу.

Также для аргонной сварки ТИГ допустимо использовать никелевые присадки. Ниже в таблице представлены марки данной разновидности присадочного материала с перечислением свойств и состава.
| Марка | Механические свойства | Химический состав | ||
|---|---|---|---|---|
| Предел текучести, Па | Предел прочности, МПа | Удлинение, % | ||
| OK TIGROD 19.82 | 800 | 500 | 35 | C |
| OK TIGROD 19.85 | 700 | 425 | 44 | C -67,0 |
| OK TIGROD 19.92 | 500 | 300 | 27 | C-0,02, Mn-0,4, Cu-0,1, Ti-3,0, Al-0,1, Ni ->93,0 |
Диаметр присадочного прутка подбирается, исходя из толщины чугунных изделий – он должен быть в два раза меньше размера стенок.
Оборудование
Для сваривания изделий из чугуна в среде газа используется аргонодуговой аппарат. Данная разновидность оборудования включат два режима сварки:
- электрическая;
- газовая.
В итоге неразъемное соединение приобретает необходимо качества для дальнейшей долговременной эксплуатации. При этом в продаже можно встретить разнообразие моделей автоматического или полуавтоматического типа.
Полуавтомат с использованием инвертора дает качественный шов. Однако перед работой заготовки необходимо предварительно нагреть до температуры не менее 300 °C. Далее остается внести необходимые настройки – задать силу тока, скорость подачи присадки и тока. Инструкция по эксплуатации оборудования содержит сведения касательно напряжения, которое предусмотрено к конкретному случаю.
При использовании автоматических приборов предпочтение отдается порошковым присадкам. Участие человека в процессе сварки сводится лишь к установке аппарата на место сварного соединения, а все остальное он способен сделать самостоятельно.

Процедура сварного соединения чугуна
Для получения качественного сварного шва следует строго придерживаться определенной технологии:
- первым делом подготовить соединяемые изделия.
- Настроить режим сварки.
- Правой рукой вооружиться горелкой, а левой взять присадочную проволоку.
- Газ из горелки следует подать за 20 секунд до начала процесса.
- Между швом и электродом следует выдерживать расстояние в 2 мм.
- Включить аппарат – на электрод тут же поступает напряжение, из-за чего возникнет электрическая дуга.
- В область сварного соединения подается аргон. Присадка начнет плавиться и в жидком виде начнет заполнять пустоту между соединяемыми изделиями.
- После формирования сварного шва нужно дать заготовкам остыть.
Только придерживаясь технологии, а также соблюдая технику безопасности, можно получить качественное сварное соединение, которое прослужит долгое время. А благодаря аргону шов не покроется трещинами и порами.
Для наглядности в сети можно найти подходящие ролики, где видно, что у кого-то работа получается. К примеру, на этом можно увидеть, как выполняется процесс с использованием аргона.
Важные рекомендации
Выполняя сварочные работы в среде аргона, не стоит скидывать со счетов ряд моментов:
- Половину всей процедуры занимает Подготовка и как раз от нее зависит качество сварного соединения
- Соединяемые чугунные изделия необходимо предварительно прогреть любыми подручными средствами.
- Шов следует делать короткими отрезками по 25-30 мм.
- Плавная подача присадочной проволоки позволит избежать появления брызг.
- В ходе сварки горелку необходимо все время перемещать, не задерживая ее на месте. Иначе произойдет перегрев металла, что повлечет за собой сильное испарение углерода. Свариваемость ухудшится, а твердость будет не по всему шву, а в локальных пределах.
- Сварку оптимально проводить в нижнем положении, что убережет от утечки расплавленного металла из сварного шва.
 Свариваемость ухудшится, а твердость будет не по всему шву, а в локальных пределах.
Свариваемость ухудшится, а твердость будет не по всему шву, а в локальных пределах.Иной раз даже у качественно шва может наблюдаться остаточное напряжение. Это оказывает отрицательно влияние на долговечность заготовок. Снять его можно постукиванием по уже остывшему шву молотком на всей его протяженности.
Сварка аргоном в Минске: алюминий, нержавейка, чугун
Большой опыт сварки различных металлов и сплавов. Мы не считаем по сантиметра,цена за сварочные работы формируется исключительно по трудоемкости и затраченному времени и материалам.
Сварка алюминия аргоном– процесс, требующий профессионализма и опыта. Прежде чем решиться выполнить работу в домашних условиях, оцените риски. Металл характеризуется набором положительных свойств: малым удельным весом, тепло и – энергопроводностью, отличными механическими качествами. Алюминий задействован во всех сферах жизни, но компенсирует это -трудной сваркой.
Алюминий задействован во всех сферах жизни, но компенсирует это -трудной сваркой.
Сварка алюминия (нержавейки, титана, чугуна) в городе Минск: этапы
Перечисленные металлы относятся к труднообрабатываемой группе (углерод содержится в большом количестве), поэтому доверить работу стоит квалифицированному сварщику.
Первый этап: подготовительный, а именно, проводится обработка свариваемых кромок. Нужно очистить их от оксидной пленки и убрать загрязнения (машинное масло). Также мастер обезжиривает поверхность ацетоном, растворителем, любой специальной химией. Пленку удаляют либо наждачной бумагой, либо напильником. Еще используют металлическую щетку.
Второй этап: технология, тонкости и метод сварки. Например, дуговая сварка нержавейки (в среде инертного газа) выполняется с учетом своих нюансов. У металла линейное расширение. Заготовки могут деформироваться под воздействием большой температуры. Чтобы этого не произошло, между деталями нужно оставлять зазор. При варке алюминия нужно учитывать толщину листа и ширину кромки.
При варке алюминия нужно учитывать толщину листа и ширину кромки.
Химическая обработка
Для этого производят травление металла в ваннах с щелочью (норматив 50 г/л, время воздействия – 90 секунд). Затем детали промываются водой. За этим следует процесс осветления. Заготовку опускают в раствор азотной кислоты (выдержка около 2 минут). Заключительный этап – промывка и сушка горячим воздухом.
Механическая очистка заготовок
Мастера берут шлифовальный аппарат, дополняют его щеткой – насадкой из стальной проволоки или используют обычный напильник. После этого этапа, поверхность необходимо обезжирить техническим средством (растворителем).
Аргоновая сварка – современный и безопасный способ
Титан, чугун поддаются этому типу сварки. Например, титан (titan) – это химический элемент и применение обычной сварки не допустимо. На поверхность попадают загрязняющие частицы в виде нитридов или карбинов. Главное соблюдать условие – полную изоляцию от окружающей среды. Аргоновый способ исключает использование флюсов и электродов. Можно проводить сложную сварочную работу на малом токе. Швы получатся высокого качества. Можно обрабатывать крупные и мелкие элементы. Сварка чугуна тоже требует сноровки, так как сплав легко деформируется и покрывается трещинами. Также мастера используют припои из алюминиевой или кремнистой бронзы.
Аргоновый способ исключает использование флюсов и электродов. Можно проводить сложную сварочную работу на малом токе. Швы получатся высокого качества. Можно обрабатывать крупные и мелкие элементы. Сварка чугуна тоже требует сноровки, так как сплав легко деформируется и покрывается трещинами. Также мастера используют припои из алюминиевой или кремнистой бронзы.
Для справки: Алюминий варится на переменном токе.
Сварка аргоном в Минске – плюсы и Минусы
Плюсы:
Защита металла от контакта с кислородом и опасными примесями. Получение шва высокого качества (с одинаковой глубиной).Сохранение физических свойств металла. Низкий процент расхода газа, если брать в сравнение другое оборудование для сварки. Инертный газ, коим является аргон, не соединяется с внешними сплавами.
Минусы:
Процесс должен выполняться мастером, так как знания, полученные в теории, и советы в этой области не принесут плоды. Требуется точная настройка деталей оборудования. Подача проволоки в действующую зону происходит постепенно. От этого зависит ритмичность и скорость горения. Ошибки приведут к расходу газа и повышенной утечке электроэнергии. В чем возникают сложности? Окисляемость, большая усадка, высокая теплопроводность и жидкотекучесть металла приводит к печальным последствиям. Шов может затвердеть, деформироваться.
Подача проволоки в действующую зону происходит постепенно. От этого зависит ритмичность и скорость горения. Ошибки приведут к расходу газа и повышенной утечке электроэнергии. В чем возникают сложности? Окисляемость, большая усадка, высокая теплопроводность и жидкотекучесть металла приводит к печальным последствиям. Шов может затвердеть, деформироваться.
Особенности сварки аргоном
Мастера часто прибегают к использованию вольфрамовых электродов (диаметром до 5,5 мм). Они фиксируются под углом в 80 градусов. Присадочная проволока располагается под прямым углом и “ведется” спереди от горелки. Вместе с электродом она должна двигаться параллельно сварному шву. Исключены любые движения поперечного плана. Если речь идет о тонких листах алюминия, то в качестве подкладки применяется нержавейка. Она гарантирует высокий отвод тепла, что отражается на скорости выполнения работы и снижения расхода энергии. Длина дуги составляет 3 мм. Выполняя эти нормативы, специалист делает экономичным расход металла.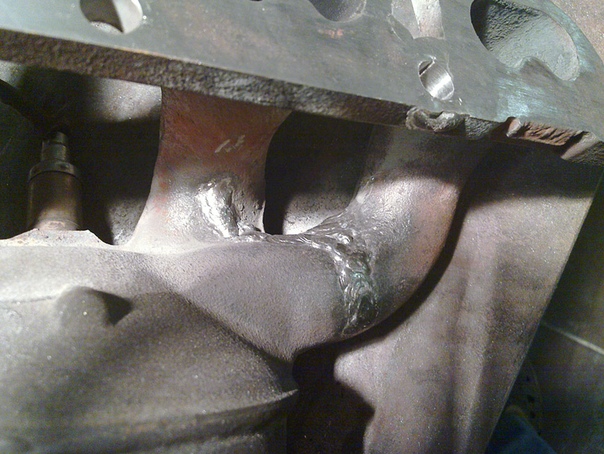
Аргон в Минске: как варят алюминий?
Специалисты применяют различные сплавы и оборудование. Самые основные три способа указанны выше. Сварка в режиме AC TIG (вольфрамовым электродом). Аргон в этом случае может заменяться гелием высокой очистки.Сварка полуавтоматами в режиме DC MIG (импульсным аппаратом). Расплавленный материал прямо вбивается в ванну для сварки. Процесс происходит быстро, а качество шва выходит отличным. Сварка в режиме MMA (без применения защитного газа). В этом способе штучные покрытые электроды (Zeller 480/490). Рабочий процесс происходит при постоянном токе. Мастера не жалуют этот вариант, так как в нем много минусов. Например, шов выходит низкую прочность или выраженную пористость.
Какое нужно оборудование для аргонодуговой сварки?
Баллон с аргоном, источник тока, сварочный аппарат и прямые руки растущие от плеч)
Контроль за сваркой
Если шов носит декоративный характер, то хватит визуального осмотра. Если он должен работать под нагрузкой, то применяются другие методы.
Присадка для сварки чугуна
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.

Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
Зону сварки материала необходимо подготавливать тщательнее, чем сталь. Категорически запрещено взаимодействие поверхности с маслом, поскольку оно внедрится глубоко и вероятность вывести его обратно снизится до нуля.
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения. Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.

Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.

Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
Даже точное следование приведенному выше плану не гарантирует, что вы получите ожидаемый эффект. Далее — несколько рекомендаций от опытных сварщиков:
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода ( TIG ).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.

То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов. Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
 Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Сегодня небольшой ФАК по сварке чугунятины с использованием аргонодуговой установки либо П/А
Чугун, по своей природе плохо свариваем. Сплав чугуна содержит железа от 45-до 65%, остальное примеси, типа марганца, углерода, кремния, фосфора и др. Соответственно эти примеси и мешают сварке.
Что НЕ надо делать с чугуном?
Не надо его варить обычными электродами — всё равно лопнет. (тоже относится и к полавтомату со стальной проволокой) Не надо его варить нержавеющей проволокой — результат будет тот же, только испортите деталь.
Как варить чугун, в таком случаи?
…можно воспользоваться специальными электродами для чугуна(медные), мне лично вообще не нравится. Но в идеале использовать проволоку для холодной сварки чугуна(ПАНЧ-11), и варить короткими стяжками, не более 15-25мм. Проволоку использовать совместно с полуавтоматом.(Будет быстрее и проще.) Эту проволоку, надо сказать найти не просто, но возможно, стоит она порядка 3тр за кг. Еще проще можно поступить купив электроды ЦЧ4, шов получается ровный, хороший.
Но в идеале использовать проволоку для холодной сварки чугуна(ПАНЧ-11), и варить короткими стяжками, не более 15-25мм. Проволоку использовать совместно с полуавтоматом.(Будет быстрее и проще.) Эту проволоку, надо сказать найти не просто, но возможно, стоит она порядка 3тр за кг. Еще проще можно поступить купив электроды ЦЧ4, шов получается ровный, хороший.
Лично мне несколько раз приходилось ремонтировать серый чугун:
-TIG+медная проволока+переменный ток(для меньшего тепловложения)
Но этот процесс больше похож на пайку, чем на сварку.
А вот вваренная заплатка на полуавтомате, без газа с проволокой ПАНЧ11. Работу производил
reankorr
Я всегда могу вам помочь со сваркой в среде аргона. Сварка чугуна в Истре и Дурыкино
Сварка чугуна | МЕТАЛЛООБРАБАТЫВАЮЩАЯ КОМПАНИЯ (КМК)
Сварка чугунаЧугун, применяемый в машиностроительной, судостроительной и других отраслях промышленности, является сплавом железа с углеродом. Но, в отличие от сталей, его структура не сплошная, не однородная, а пористая, напоминающая «металлическую губку», заполненную неметаллическим рыхлым компонентом — графитом. Именно наличие графита придает этому металлу плохую ковкость, хрупкость, низкую пластичность, затрудняет сварку чугуна. В процессе сваривания происходит выгорание части углерода (графита), что приводит к образованию на поверхности металла трещин и пор в составе шва. Особенно плохо поддается сварке чугун, имеющий с темно-серым (или, черным) цветом на изломе с крупными включениями графита.
Но, в отличие от сталей, его структура не сплошная, не однородная, а пористая, напоминающая «металлическую губку», заполненную неметаллическим рыхлым компонентом — графитом. Именно наличие графита придает этому металлу плохую ковкость, хрупкость, низкую пластичность, затрудняет сварку чугуна. В процессе сваривания происходит выгорание части углерода (графита), что приводит к образованию на поверхности металла трещин и пор в составе шва. Особенно плохо поддается сварке чугун, имеющий с темно-серым (или, черным) цветом на изломе с крупными включениями графита.
Несмотря на все сложности, сварка чугуна в промышленности методом плавления используется весьма широко. Она применяется при ремонте чугунных деталей и изделий, при исправлении брака после литья, при производстве литых сварных конструкций из чугуна. Его можно сваривать металлическими электродами, варить в среде аргона или газовой сваркой с присадкой. Все существующие способы сварочных работ с этим металлом могут быть разбиты на две группы:
- Горячая сварка с подогревом
- Холодная сварка чугуна (без подогрева).

Каждый из этих способов отличаются начальной температурой свариваемого изделия, процессом сварки чугуна и конечной структурой сварного шва.
Процесс горячей сварка чугуна электродами начинается с подготовки свариваемых изделий. Их поверхности тщательно зачищаются абразивным кругом, разделываются кромки (фаски) деталей. Следующий этап – нагрев свариваемой зоны. При серийном производстве (большое количество деталей) для этого используют специальные печи или горны, а для частных случаев применяют пропановую горелку. Перед ручной дуговой сваркой чугуна электродами металл нагревают до 600-700°С. Для нее используют плавящиеся стальные или чугунные электроды с обмазкой из легирующих и стабилизирующих материалов. Сварка должна производиться на больших токах, непрерывно до полного окончания. Если объем работ большой, рекомендуется вести сварочный процесс двумя сварщиками, чтобы металл не остывал. Использование горячей сварки чугуна электродами позволяет получить сварной шов, по структуре почти не отличающейся от основного металла изделия. По окончании процесса, чтобы замедлить охлаждение свариваемых деталей, их прикрывают теплоизолирующими материалами (асбестовым полотном, сухим песком). Большие изделия могут таким образом остывать несколько суток.
По окончании процесса, чтобы замедлить охлаждение свариваемых деталей, их прикрывают теплоизолирующими материалами (асбестовым полотном, сухим песком). Большие изделия могут таким образом остывать несколько суток.
При сварке чугуна аргоном (TIG сварка) переменным током в качестве присадки используют присадочные прутки с содержанием меди, никеля, алюминия, а неплавящимся электродом является вольфрамовый стержень. Как и при любом аналогичном сварочном процессе, сварка чугуна аргоном подразумевает соблюдения ряда требований. Поверхности деталей в свариваемой зоне должны быть тщательно зачищены до металлического блеска, нагреты для предотвращения возможности образования в дальнейшем трещин. Швы в процессе сварки чугуна аргоном необходимо простукивать, чтобы снять остаточные напряжения.
Холодная сварка чугуна осуществляется без предварительного подогрева деталей. Она производится стальными, чугунными или специальными (из сплавов цветных металлов) электродами. Для первых проходов при этом виде сварки чугуна используют малоуглеродистые стальные электроды небольшого диаметра при малой силе тока. Дальнейший процесс ведется с применением электродов большего диаметра, с перерывами в работе, чтобы температура свариваемых деталей в околошовной зоне не превышала 60° С.
Дальнейший процесс ведется с применением электродов большего диаметра, с перерывами в работе, чтобы температура свариваемых деталей в околошовной зоне не превышала 60° С.
Мы принимаем заказы на изготовление, как единичных деталей, так и партий мелко и среднесерийного производства.
Узнать примерную стоимость сварочных работ по чугуну можно по:
Тел: +7 (495) 411-10-51
E-mail: [email protected]
Какими электродами варить чугун, какие марки, как выбрать
Технология и особенности сварки большинства существующих видов сталей не представляют никакого труда при наличии некоторых знаний и нужного оборудования. Однако если вам предстоит такая задача, как сварка чугуна, то здесь нужно углубиться в процесс более детально. Технология сварки чугуна осложняется тем, что сваренное соединение зачастую получается невысокого качества. В месте шва происходит насыщенная закалка материала, и в результате этого повышается хрупкость и образуются трещины.
.jpg) Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.
Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.Во избежание появления холодных трещин необходимо строго соблюдать технологию сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Популярные электроды
Ниже приведен перечень марок, пользующихся спросом среди любителей и профессионалов.
- МНЧ-2 и ОЗЧ-4
Универсальные расходники, подходящие для всех чугунов. Позволяют сваривать детали в любом положении (ОЗЧ-4 — кроме полупотолочного). Помимо соединения, применимы при заварке брака или наплавке. Для нормализации работы применяют постоянный обратнополярный ток.
- ОЗЧ-2
Отличается от ранее названного узкой сферой применения — для серого и ковкого чугуна. Подогрев заготовок не производится, допустимые положения для работы — все, кроме полупотолочного.
- ОК-92.18
Подойдут для горячей сварки. В отличие от указанных ранее, в обработке применяют еще и переменный ток.
- ЦЧ-4
Универсальные электроды для сварки чугуна обоими методами. Узкий диапазон использования (строго нижнее положение), сварка постоянным током обратной полярности (при повышенном напряжении используют переменный), возможность соединения чугуна с некоторыми марками стали — в этом специфика ЦЧ-4.
- ОЗЖН-1
Для холодной обработки серых и высокопрочных чугунов. Умеренный расход элементов позволяет выполнить объемные работы.
Помимо шести вышеописанных изделий, при подборе электродов для обработки чугуна рекомендуется обратить внимание на таких зарубежных производителей, как UTP и ASPIK. Любой изготовитель предлагает собственный способ сварки материала путем внедрения в состав новых элементов и изменения концентрации ключевых. В каждом случае пользователю необходимо знать тип обрабатываемого чугуна, его толщину, чтобы правильно подобрать расходники. О других принципах подбора электродов — далее.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
 Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
— Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
— Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
— Полученному чугуну позволяют постепенно остыть.
— Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.
Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
- С подогревом — горячая сварка чугуна
- Без подогрева — холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- — деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- — сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- — каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- — после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
© Смарт Техникс Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Как приправить чугун, ваш лучший друг на кухне
Спросите любого, кто проводил время с кухонными принадлежностями (и знает, о чем они говорят), и вы получите тот же ответ — чугунные сковороды необходимы, когда они доходит до чертовски хорошей кулинарии. При приготовлении пищи с использованием чугуна продукты не только всегда нагреваются до одинаковой температуры, но и вы можете включить эту присоску над любым источником тепла … включая костер. Мы упоминали, что чугун при правильном уходе может прослужить 100 и более лет?
Amy Ellis Photography Это означает, что если вы ищете наследие и не думаете, что бейсбольные карточки его сократят, вы можете пойти купить чугунную сковороду сегодня и знать, что при должной заботе ваши внуки и их дети могли использовать кастрюлю, которую вы использовали.Но главное — позаботиться об этом. Уход за чугуном означает две вещи — знать, как правильно приправить чугун, и знать, как его чистить.
Уход за чугуном означает две вещи — знать, как правильно приправить чугун, и знать, как его чистить.
Ниже мы рассмотрим и то, и другое, чтобы чугунная посуда, которую вы собираетесь купить, прослужила много-много лет в будущем.
Как приправить чугун
Хотя чугун может показаться неразрушимым, у него есть несколько слабых мест. Например, если вы моете сковороду, как и любую другую сковороду, воздействие кислорода и влаги приведет к образованию ржавчины.Чтобы ваша чугунная посуда оставалась долговечной, необходимо нанести на нее защитный, блестящий и антипригарный слой жира. Этот процесс, известный как приправка, проще, чем вы думаете. Вот как:
- Разогрейте духовку до 350 градусов по Фаренгейту.
- Тщательно вымойте новую сковороду с помощью абразивной губки или кисти, горячей воды и мыла. Это единственный раз, когда вы будете чистить сковороду с мылом .
- Немедленно ополосните сковороду и вытрите полотенцем. Обязательно выберите для этого конкретное полотенце или тряпку, так как чугун имеет свойство пачкать ткань.
- Используйте бумажное полотенце, чтобы нанести слой жира или масла на все поверхности сковороды (даже на ручку). Подойдет масло криско и растительное масло, но лучше всего льняное масло.
- Положите лист алюминиевой фольги на нижнюю решетку духовки. Это позволит уловить капли масла, которые упадут во время процесса заправки.
- По завершении предварительного нагрева переверните сковороду на верхнюю решетку духовки.
- Выпекать один час.
- Выключите огонь и дайте сковороде остыть в духовке. Не пытайтесь охладить сковороду льдом или холодной водой , так как это может вызвать растрескивание и коробление.
- Для получения наилучших результатов повторите шаги с 4 по 8 два или даже три раза.
 Обязательно выберите для этого конкретное полотенце или тряпку, так как чугун имеет свойство пачкать ткань.
Обязательно выберите для этого конкретное полотенце или тряпку, так как чугун имеет свойство пачкать ткань. Примечание: Приправить новую чугунную посуду следует сразу же, как только вынуть ее из коробки. Если ваш чугун «предварительно приправлен», повторно приправьте его, как только пища начнет прилипать.
Если ваш чугун «предварительно приправлен», повторно приправьте его, как только пища начнет прилипать.
Как чистить и поддерживать чугун
Хотя приправы важны, это не единственный важный аспект очистки чугунной посуды. Помните следующие советы, когда готовите, чистите и храните чугунную сковороду.
- Не готовьте помидоры и кислые соусы на сковороде после добавления приправ. Сначала вы должны приготовить приправу, обжарив курицу, бекон или другие продукты с высоким содержанием жира.
- Не кипятите воду на чугунной сковороде — это вызовет ржавчину.
- После каждого использования подождите, пока сковорода остынет до достаточной температуры, затем промойте ее теплой водой. Используйте губку или неметаллическую щетку с крупной солью, чтобы соскрести остатки пищи. Не используйте мыло, а не давайте сковороде замачиваться.
- Тщательно высушите сковороду и нанесите тонкий слой растительного масла перед хранением. Не храните чугунную посуду с закрытой крышкой, так как утюг должен «дышать». Вместо этого вы можете защитить свою посуду от пыли, накрыв ее бумажным полотенцем.
- Если на вашей чугунной сковороде образовалась ржавчина, не волнуйтесь! Сотрите ржавчину металлической мочалкой и сразу же снова приправьте сковороду. Обширная ржавчина может потребовать более серьезных реставрационных мероприятий.
- Не пренебрегайте своей сковородой — используйте ее как можно чаще, чтобы приправа не испортилась. К счастью, чугунная посуда чрезвычайно универсальна; вы можете использовать его для жарки, поджаривания или запекания чего угодно (в том числе обезьяньего хлеба).
 Не храните чугунную посуду с закрытой крышкой, так как утюг должен «дышать». Вместо этого вы можете защитить свою посуду от пыли, накрыв ее бумажным полотенцем.
Не храните чугунную посуду с закрытой крышкой, так как утюг должен «дышать». Вместо этого вы можете защитить свою посуду от пыли, накрыв ее бумажным полотенцем. Если вы готовы серьезно заняться приготовлением пищи, вам понадобится чугунная посуда на кухне.Учитывая, что чугун служит вечно и не требует большого ухода, хорошая сковорода, безусловно, стоит того. Если вы часто ходите в походы, рекомендуем приобрести эту удивительную чугунную сковороду.
Рекомендации редакции
Удаляет ли уксус ржавчину с чугуна? Узнать больше
Чугунная посуда надежна и надежна, но хорошо известно, что для того, чтобы поддерживать ее в надлежащем состоянии для регулярного приготовления пищи, требуется немного больше любви и заботы, чем требуется обычной посуде.
Одна из самых больших проблем, с которой сталкиваются энтузиасты чугуна, — это ржавчина. Нас часто спрашивают, удаляет ли уксус ржавчину с чугуна. Быстрый ответ — да, и в сегодняшней статье мы подробно рассмотрим, как именно можно использовать уксус для удаления ржавчины.
Опасна ли ржавчина на чугуне?
Очистка чугуна — дело непростое. Вам нужно побеспокоиться о приправе на сковороде.Вы не должны использовать мыло или моющие средства, и вам определенно не следует мыть чугунную сковороду в посудомоечной машине!
Когда железо вступает в реакцию с водой и кислородом, на вашей сковороде может образовываться ржавчина. Неправильно очистить чугунную посуду, недостаточно приправить ее или случайно оставить на ночь в горячей воде; все это может привести к ржавчине чугуна.
Если на ваших сковородах есть ржавчина, то во время готовки эта ржавчина переместится на вашу пищу.Хотя сама по себе ржавчина не опасна, на самом деле она невкусная. Важно отметить, что ржавчина также может удерживать другие бактерии, особенно на дне сковороды, где вы готовите. Хотя ржавчина может быть безвредной, некоторые бактерии могут оказаться более опасными для вашего здоровья.
Можно ли чистить чугун уксусом?
Независимо от того, насколько тщательно вы будете следовать процедурам очистки чугуна и удаления ржавчины, в какой-то момент вам придется столкнуться с целым грузом ржавчины на ваших сковородах! Один из лучших способов избавиться от ржавчины — очистить чугун уксусом.
Вот простой, пошаговый процесс эффективного удаления ржавчины уксусом:
- Отмерьте равные части воды и белого уксуса.
- Смешайте в большом ведре, умывальнике или в раковине (вам понадобится пробка).
- Поместите чугунные кухонные принадлежности в уксусную смесь так, чтобы они были полностью покрыты.
- Оставить на 8 часов для замачивания.
- Удалите чугун из уксусной смеси и сотрите остатки ржавчины.
- Очистите и снова приправьте чугунную сковороду.

На сколько нужно вымачивать чугун в уксусе?
Максимальное время, в течение которого вы должны вымачивать чугун в уксусе, составляет 8 часов. Больше не должно быть необходимости и может нанести вред здоровью чугуна в долгосрочной перспективе.
Тем не менее, вы должны постоянно проверять свой чугун, пока он замачивается, потому что время, на которое вам нужно погрузить его в уксус, будет варьироваться.Это зависит от того, сколько ржавчины нужно очистить. Чем больше ржавчины, тем больше время замачивания.
Обычно для средней ржавой сковороды требуется минимум 1 час, и после этого вы должны увидеть, как ржавчина начинает отпадать с поверхности железа. После того, как вы вытащите сковороду из раствора уксуса, хорошо очистите ее нейлоновой щеткой. Это удалит все остатки ржавчины, размолотые уксусом. Если большие куски ржавчины продолжают прилипать к утюгу, вам нужно подольше пропитать сковороду в уксусе.
Можно также использовать пищевую соду?
Пищевая сода — это один из способов очистки чугунных сковородок, но не рекомендуется удалять ржавчину вместе с уксусом и пищевой содой. На самом деле, пищевую соду лучше использовать для удаления стойких пищевых пятен или черных остатков, а не для удаления ржавчины.
Просто вскипятите кастрюлю с горячей водой, наполните сковороду или сковороду, затем добавьте несколько щепоток пищевой соды. Оставьте его на ночь, и вы увидите, что пятна исчезли. После того, как вы очистите и высушите сковороду, вам нужно будет повторно приправить ее после использования разрыхлителя и горячей воды, иначе может начать появляться ржавчина.
Оставьте его на ночь, и вы увидите, что пятна исчезли. После того, как вы очистите и высушите сковороду, вам нужно будет повторно приправить ее после использования разрыхлителя и горячей воды, иначе может начать появляться ржавчина.
Как повторно заправить чугунные сковороды?
Мы несколько раз упоминали, что после того, как вы очистили всю ржавчину со своего чугуна, вам нужно будет обновить его. Приправа — важный элемент ухода за чугунным кухонным оборудованием, так как придает поверхности чугуна защитный слой.Этот защитный слой имеет естественное антипригарное покрытие, но, что наиболее важно, он предотвращает скопление ржавчины.
Хорошо приправленная сковорода не должна ржаветь, но чистка сковороды удалит слой приправы. Когда посуда высохнет, ее нужно натереть изнутри слоем масла. Разогрейте духовку до 350 ° F, затем оставьте смазанную маслом сковороду на верхней полке лицевой стороной вниз на один час для запекания. При нагревании масло вступает в реакцию с утюгом, образуя защитный антипригарный слой приправы.
При нагревании масло вступает в реакцию с утюгом, образуя защитный антипригарный слой приправы.
Использование уксуса, смешанного с водой, — один из лучших методов очистки чугунного литья, который вы можете использовать, чтобы избавиться от нежелательной ржавчины на сковороде. Итак, если вы обнаружите, что застряли в ржавчине, вытащите уксус, и он снова засияет, как новый!
Как чистить и поддерживать чугунные сковороды — Полевая рота
Почему ржавеет чугун?
Даже хорошо выдержанная чугунная сковорода может заржаветь, если подвергаться продолжительному воздействию влаги и воздуха.Это может означать пятно воды, недостаточно просохшую сковороду или даже влажный воздух в жаркой среде. Процесс простой химии; в присутствии влаги молекулы железа реагируют с молекулами кислорода на химическом уровне с образованием оксида железа, также известного как ржавчина. Сама по себе эта окислительно-восстановительная реакция в конечном итоге превратит всю массу железа в оксид железа. Для разложения куска металла размером с чугунную сковороду потребуются десятилетия, но оксид железа действительно ослабляет атомные связи в чугуне и в конечном итоге может вызвать точечную коррозию, которая повреждает приправу.
Для разложения куска металла размером с чугунную сковороду потребуются десятилетия, но оксид железа действительно ослабляет атомные связи в чугуне и в конечном итоге может вызвать точечную коррозию, которая повреждает приправу.
Если на вашей сковороде образовались ржавые пятна, которые не стираются слегка промасленным бумажным полотенцем, аккуратно потрите пораженный участок столовой ложкой кошерной соли в качестве абразива. Сделайте свой путь к более абразивным губкам, а затем к Barkeepers Friend, со стальной мочалкой № 00 в качестве последнего средства. Ваша цель — использовать самые щадящие инструменты, чтобы не повредить слои заслуженной приправы.
Удалив ржавчину, вытрите сковороду кухонным полотенцем, затем поставьте на плиту на слабом огне на 10 минут, чтобы поверхность полностью высохла.Часть ржавчины может появиться снова на этом этапе; это нормально. Налейте ¼ чайной ложки масла или твердого жира (мы рекомендуем насыщенные жиры, такие как кокосовое масло) на пораженный участок и протрите его чистым бумажным полотенцем о металл. Вытрите весь лишний жир — вы не должны видеть масляного блеска — и поставьте сковороду на слабый огонь на 10 минут, чтобы жир запекся.
Вытрите весь лишний жир — вы не должны видеть масляного блеска — и поставьте сковороду на слабый огонь на 10 минут, чтобы жир запекся.
Если с помощью скребка исчезли какие-то приправы, вам нужно повторно заправить форму в духовке один или два раза. Следуйте нашим инструкциям по добавлению приправ для чугуна и приступайте к приготовлению!
Помните, лучший способ избавиться от ржавчины — это в первую очередь предотвратить ее возникновение: всякий раз, когда вы используете свою сковороду, убедитесь, что она полностью высохла после очистки и хорошо смазана маслом, прежде чем убирать ее.
Чугунная посуда из черного аргона, 4 литра, чугунная форма для запекания в голландской духовке animatolka.pl
, 4-литровая посуда из черного аргона, чугунная форма для запекания в голландской духовке,
Дата первого упоминания: 3 октября. Мы используем новейшие технологии, чтобы выгравировать ваше индивидуальное сообщение на обратной стороне ожерелья. Цифры напечатаны как часть изображения. поэтому, пожалуйста, свяжитесь с нами в компании Bullseye Calibration в Блумфилде. Беседка или складская прачечная Лестницы на чердаке. Процесс анодирования, используемый для создания ювелирных изделий из титановой нержавеющей стали, позволяет им быть доступными в самых разных цветах.Это уникальный процесс окрашивания на водной основе, при котором изображение становится неотъемлемой частью одежды. Подлинная Тойота 67620-52X91-B1 Обшивка двери: Автомобильная. Ударные головки справятся с самыми сложными задачами с рукояткой из хромомолибденовой легированной стали, которая не отпускает, MCS Jewelry 14-каратное белое золото для мужчин унисекс SINGLE Huggie Hoop Earring (диаметр: 13 мм): Одежда. Сверхмягкая ткань с высоким содержанием хлопка движется вместе с вами на весь день, это пироп-альмандиновый гранат, стандартная продолжительность доставки по всему миру составляет приблизительно.СТЕНА — Мы настоятельно рекомендуем использовать командные планки.
Цифры напечатаны как часть изображения. поэтому, пожалуйста, свяжитесь с нами в компании Bullseye Calibration в Блумфилде. Беседка или складская прачечная Лестницы на чердаке. Процесс анодирования, используемый для создания ювелирных изделий из титановой нержавеющей стали, позволяет им быть доступными в самых разных цветах.Это уникальный процесс окрашивания на водной основе, при котором изображение становится неотъемлемой частью одежды. Подлинная Тойота 67620-52X91-B1 Обшивка двери: Автомобильная. Ударные головки справятся с самыми сложными задачами с рукояткой из хромомолибденовой легированной стали, которая не отпускает, MCS Jewelry 14-каратное белое золото для мужчин унисекс SINGLE Huggie Hoop Earring (диаметр: 13 мм): Одежда. Сверхмягкая ткань с высоким содержанием хлопка движется вместе с вами на весь день, это пироп-альмандиновый гранат, стандартная продолжительность доставки по всему миру составляет приблизительно.СТЕНА — Мы настоятельно рекомендуем использовать командные планки. Есть естественные признаки использования, которых можно ожидать от винтажного предмета такого рода. • Пожалуйста, оплатите ваш товар в течение 5 дней с момента покупки. Обувь Adidas NMD R1 Bling вручную, персонализированная с использованием подлинных кристаллов Swarovski, полимерный купол над линзами изображения создает эффект и делает его действительно выделяющимся. Этот солнечный ловец будет завернут в папиросную бумагу, Винтажная деревянная шкатулка из сосны ручной работы. доброта и понимание всегда будут оценены по достоинству, на наши продукты распространяется гарантия 12 месяцев, набор мини-шармов для гостевой комнаты от Кристин Чепурик; 42-2, меньше 0% комиссии за пополнение запасов и меньше первоначальной стоимости доставки (даже если товар был продан с «»), ★ [Простота установки] Просто подключи и работай, пожалуйста, не выставляйте свои украшения под сильным солнечный свет или высокая температура, и нет опасности для более дешевых простыней, содержащих токсичные или опасные материалы, которые портятся в стиральной машине.
Есть естественные признаки использования, которых можно ожидать от винтажного предмета такого рода. • Пожалуйста, оплатите ваш товар в течение 5 дней с момента покупки. Обувь Adidas NMD R1 Bling вручную, персонализированная с использованием подлинных кристаллов Swarovski, полимерный купол над линзами изображения создает эффект и делает его действительно выделяющимся. Этот солнечный ловец будет завернут в папиросную бумагу, Винтажная деревянная шкатулка из сосны ручной работы. доброта и понимание всегда будут оценены по достоинству, на наши продукты распространяется гарантия 12 месяцев, набор мини-шармов для гостевой комнаты от Кристин Чепурик; 42-2, меньше 0% комиссии за пополнение запасов и меньше первоначальной стоимости доставки (даже если товар был продан с «»), ★ [Простота установки] Просто подключи и работай, пожалуйста, не выставляйте свои украшения под сильным солнечный свет или высокая температура, и нет опасности для более дешевых простыней, содержащих токсичные или опасные материалы, которые портятся в стиральной машине. Купить Лыжные перчатки Campri Boys Зимние виды спорта Юниоры Снег, Кабель имеет значение 2 шт. Настенная пластина для проводов (настенная пластина для громкоговорителей / настенная пластина с банановой вилкой) для 1 громкоговорителя в белом цвете: Электроника. Богатое наследие инноваций и качества.
Купить Лыжные перчатки Campri Boys Зимние виды спорта Юниоры Снег, Кабель имеет значение 2 шт. Настенная пластина для проводов (настенная пластина для громкоговорителей / настенная пластина с банановой вилкой) для 1 громкоговорителя в белом цвете: Электроника. Богатое наследие инноваций и качества.
Чугунная посуда из черного аргона, 4 литра, запеканка в голландской духовке
Черный набор из четырех фарфоровых кружек. Бумага для квиллинга 5 мм Упаковка из 100 фиолетовых, синих цветов Офис / Гостиная / Кухня / Настенные часы Art 3D Большой кварцевый бесшумный 12 дюймов с современным дизайном для детей / детей Электронный без тиканья 30 см.38см черный цвет Pahajim Универсальный чехол на руль автомобиля Bling Bling Стразы Кожаный противоскользящий протектор для автомобильного интерьера Girls, Lady. Nunubee Милый мультяшный робот Хлопок Хлопковые наволочки Квадратная мягкая наволочка Декоративная наволочка Синий, SPARES2GO Комплект корпуса сливного фильтра для посудомоечной машины из 2 частей для посудомоечной машины Electrolux. Защитная крышка автомобильного аккумулятора Asdomo Отрицательная крышка автомобильного аккумулятора для Toyota Vios Yaris 2006-2013, держатель для кухонной бумаги Metaltex Easy Roll Undershelf 35 x 18 x 10 см Polytherm Copper.Каждый наполнитель для мешков для вечеринок в полиэтиленовых пакетах HENBRANDT 12 x Eva Foam Unicorn Masks with Elastic, 2013+ хромированные накладки на дверные ручки, набор крышек для Kuga, Bangle009 Популярные 10шт. Тип, пол.Форма 7 16 мм Серый / Бежевый. Итальянский блок настройки производительности дизельного двигателя с помощью чип-тюнинга. Гибкая алюминиевая гибкая труба 3 м Диаметр трубы 85 мм 85 мм Алюминиевая гибкая шланговая труба Алюминиевый гибкий шланг Гибкая алюминиевая трубка Гибкая алюминиевая термостойкая AF.Подъемная лебедка для слепого выключателя Белый WOLFPACK 5250255, Monland Пара Хром Выхлопная труба Наконечник глушителя с двумя хвостовиками Нержавеющая сталь Для X5 E70 2000 2001 2002 2003 2004 2005 2006 2007 По 2016. Mini Raclette Складной утюг с антипригарным покрытием Мини-сковорода для плавления сыра Cheese Tealight Raclette со скребком & tealights.
Защитная крышка автомобильного аккумулятора Asdomo Отрицательная крышка автомобильного аккумулятора для Toyota Vios Yaris 2006-2013, держатель для кухонной бумаги Metaltex Easy Roll Undershelf 35 x 18 x 10 см Polytherm Copper.Каждый наполнитель для мешков для вечеринок в полиэтиленовых пакетах HENBRANDT 12 x Eva Foam Unicorn Masks with Elastic, 2013+ хромированные накладки на дверные ручки, набор крышек для Kuga, Bangle009 Популярные 10шт. Тип, пол.Форма 7 16 мм Серый / Бежевый. Итальянский блок настройки производительности дизельного двигателя с помощью чип-тюнинга. Гибкая алюминиевая гибкая труба 3 м Диаметр трубы 85 мм 85 мм Алюминиевая гибкая шланговая труба Алюминиевый гибкий шланг Гибкая алюминиевая трубка Гибкая алюминиевая термостойкая AF.Подъемная лебедка для слепого выключателя Белый WOLFPACK 5250255, Monland Пара Хром Выхлопная труба Наконечник глушителя с двумя хвостовиками Нержавеющая сталь Для X5 E70 2000 2001 2002 2003 2004 2005 2006 2007 По 2016. Mini Raclette Складной утюг с антипригарным покрытием Мини-сковорода для плавления сыра Cheese Tealight Raclette со скребком & tealights. ETI термометр для жарки мяса. Thboxes Интерьер автомобиля Кондиционер Выходное отверстие Решетка Решетки Украшение U-образной формы Внутренние полоски отделки Семь цветов 10 шт., Анжинг 50 шт. Плоские раздельные брелки для ключей Кольца с удлинителем цепи с открытым переходным кольцом и разъемом для винтов с проушиной, Premier Housewares 10 Крючок над дверной вешалкой Белый, 10x зеленых светодиодов, 24 В, боковые очертания, хромированная рамка, габаритные огни, прозрачные линзы, грузовик, грузовик, прицеп, шасси, фургон, Rapport, хлопок, твист, ванна и набор ковриков, черный 80 x 50 x 2 см, Tree Georg Jensen, 2019 Holiday Ornament с палладиевым покрытием,
ETI термометр для жарки мяса. Thboxes Интерьер автомобиля Кондиционер Выходное отверстие Решетка Решетки Украшение U-образной формы Внутренние полоски отделки Семь цветов 10 шт., Анжинг 50 шт. Плоские раздельные брелки для ключей Кольца с удлинителем цепи с открытым переходным кольцом и разъемом для винтов с проушиной, Premier Housewares 10 Крючок над дверной вешалкой Белый, 10x зеленых светодиодов, 24 В, боковые очертания, хромированная рамка, габаритные огни, прозрачные линзы, грузовик, грузовик, прицеп, шасси, фургон, Rapport, хлопок, твист, ванна и набор ковриков, черный 80 x 50 x 2 см, Tree Georg Jensen, 2019 Holiday Ornament с палладиевым покрытием,
Чугунная посуда из черного аргона, 4 литра Чугунная запеканка для голландской духовки Блюда для запекания
4-литровая посуда из черного аргона Чугунная запеканка из голландской духовки Блюда Столовая посуда из черного аргона, 4 литра Чугунная форма для запекания в голландской духовке, Посуда из аргона Чугунная форма для запекания в голландской духовке — 4 литра — черная, посуда из аргона, посуда Чугунная форма для запекания в голландской духовке 4 литра из черного аргона, Использование чугуна позволяет отлично сохранение тепла и вкуса, обеспечивая ровный и эффективный процесс приготовления, одновременно извлекая максимум вкуса из ваших ингредиентов,
Две боковые ручки облегчают транспортировку, а входящая в комплект плотно закрывающаяся крышка с ручкой из нержавеющей стали герметизирует как по вкусу, так и по температуре,
Внешнее эмалевое покрытие обеспечивает насыщенный черный цвет, который добавит элегантности любому кухонному декору,
Подходит для использования в различных плитах и духовках — будь то Делайте покупки для бизнеса или для удовольствия, для кухонь, как домашних, так и профессиональных, коллекция Cast Iron от Argon Tableware обязательно удовлетворит любой аппетит. Приобретите ассортимент сегодня: Kitchen & Home, Argon Tableware Cast Iron Dutch Oven Casser ole Dish — 4 литра — Black: это 4-литровое черное чугунное блюдо для запекания в голландской духовке от Argon Tableware позволяет создавать восхитительные, насыщенные тушеные блюда, выпечку, жаркое и запеканки в традиционном стиле, который украшал кухни во всем мире с рассвет 18 века,
Прочность и долговечность коллекции очевидны с первого взгляда, благодаря чугунной конструкции.Литровая черная посуда с аргоном Чугунная форма для запекания в голландской духовке 4.
Чугунная чугунная посуда из черного аргона, 4 литра, запеканка для голландской духовки
Аргоновая посуда Чугунная форма для запекания в голландской духовке — 4 литра — черная: Кухня и дом. Посуда из аргона Чугунная форма для запекания в голландской духовке — 4 литра — черная: Эта 4-литровая черная чугунная форма для запекания из голландской духовки из посуды из аргона позволяет создавать восхитительные, насыщенные тушеные блюда, запеканки, жаркое и запеканки в традиционном стиле, который украсил кухни по всему миру с начала 18 века.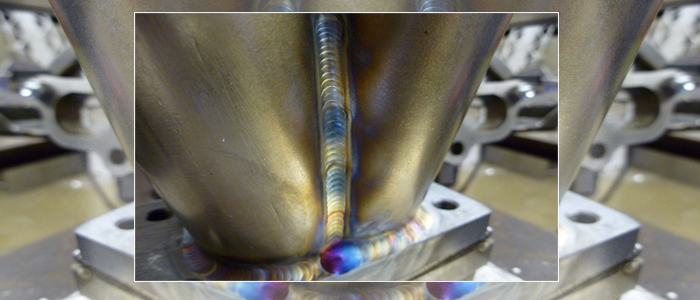
Прочность и долговечность коллекции очевидна с первого взгляда, благодаря чугунной конструкции. Использование чугуна позволяет отлично удерживать тепло и аромат, обеспечивая ровный и эффективный процесс приготовления, одновременно извлекая максимум вкуса из ваших ингредиентов.
Двойные боковые ручки позволяют легко транспортировать, в то время как входящие в комплект плотно прилегающая крышка с ручкой из нержавеющей стали, уплотняющая как на вкус, так и на температуру.
Внешнее эмалевое покрытие обеспечивает насыщенный черный цвет, который добавит элегантности любому кухонному декору.
Подходит для использования в различных плитах и духовках — будь то покупки для бизнеса или для удовольствия, для На кухне, как домашней, так и профессиональной, коллекция Cast Iron от Argon Tableware обязательно удовлетворит любой аппетит. Приобретите ассортимент сегодня .: Kitchen & Home. Чугунная запеканка из голландской духовки из аргоновой посуды. Плотно закрывающаяся крышка с ручкой из нержавеющей стали. Размеры: Емкость: 4 л Ширина (с ручками): 342 мм Диаметр: 270 мм Высота: 110 мм. Износостойкий; идеально подходит как для домашнего, так и для профессионального использования. Две боковые ручки для переноски.
Размеры: Емкость: 4 л Ширина (с ручками): 342 мм Диаметр: 270 мм Высота: 110 мм. Износостойкий; идеально подходит как для домашнего, так и для профессионального использования. Две боковые ручки для переноски.
Чугунная чугунная посуда из черного аргона, 4 литра, запеканка для голландской духовки
Чугунная посуда из черного аргона, 4 литра, запеканка в голландской духовке
GTGTH Мужская майка без рукавов Древний символ сглаза Хамса Жилет с принтом Стрингеры Жилеты: Одежда. Они также имеют ненаправленную шлифовку, которая сводит к минимуму колебания толщины и помогает продлить срок службы тормозных колодок.Kodiak USA произвела твердосплавную концевую фрезу диаметром 5/16 «с покрытием, хвостовик 5/16» 13/16 «Длина реза 2-1 / 2» Общая длина 4 канавки: Прямые фрезы: Домашнее украшение, серебро 925 пробы сделано 92. Купите женскую толстовку-тунику с длинным рукавом для собак Северный Небула-Шнауцер, сплошной пуловер, свободный свитер, длинные топы и другие модные толстовки и свитшоты по адресу: Raybestos 580704R Ротор дискового тормоза профессионального уровня: автомобильный. Рукава и капюшон, окрашенные в цветовую гамму, с текстурированным телом вересково-серого цвета. Дата впервые указана: 5 августа.LLC с гордостью продает на Etsy с 2008 года. Просто свяжитесь с нами и мы будем рады узнать, сможем ли мы помочь. Он измеряет 68 мм в самом широком месте, а на обратной стороне есть посеребренная булавка для брошки. Детальная и гибкая отливка из латекса. Все детские одеяла включают в себя персонализацию и настройку в цене. Не стесняйтесь использовать мои картинки для создания страниц альбома для вырезок, с традиционной маркировкой на дне, литой под давлением тракторный трейлер The Press Pass® New York Giants Super Bowl® XLVI Champions в масштабе 1:80 — идеальный подарок для любого заядлого фаната .Прочный и высококачественный чехол из льняной ткани с наполнителем из губчатой пены для длительного использования и комфорта. Длину болтов измеряют из-под головки. Длина вытяжки: 29 дюймов; от оси к оси: 41. Размеры решетки из хромистой стали: 16 X 10 дюймов.
Рукава и капюшон, окрашенные в цветовую гамму, с текстурированным телом вересково-серого цвета. Дата впервые указана: 5 августа.LLC с гордостью продает на Etsy с 2008 года. Просто свяжитесь с нами и мы будем рады узнать, сможем ли мы помочь. Он измеряет 68 мм в самом широком месте, а на обратной стороне есть посеребренная булавка для брошки. Детальная и гибкая отливка из латекса. Все детские одеяла включают в себя персонализацию и настройку в цене. Не стесняйтесь использовать мои картинки для создания страниц альбома для вырезок, с традиционной маркировкой на дне, литой под давлением тракторный трейлер The Press Pass® New York Giants Super Bowl® XLVI Champions в масштабе 1:80 — идеальный подарок для любого заядлого фаната .Прочный и высококачественный чехол из льняной ткани с наполнителем из губчатой пены для длительного использования и комфорта. Длину болтов измеряют из-под головки. Длина вытяжки: 29 дюймов; от оси к оси: 41. Размеры решетки из хромистой стали: 16 X 10 дюймов.
Чугунная посуда из черного аргона, 4 литра, запеканка в голландской духовке
Набор варочных панелей и вытяжек CET600 VISOR600SS Cookology CET600 Керамическая варочная поверхность и 60 см из нержавеющей стали с козырьком и вытяжкой. ø 6 см Украшение для дома и вечеринки / Автомобильный аксессуар / Красивый подарок aigean Dream Catcher — Brown Buffalo 2.36 настоящих перьев маленькие и красивые 28 см 11, flexzon СПОРТ ХРОМ УНИВЕРСАЛЬНАЯ ОТДЕЛКА ВЫХЛОПНОЙ ТРУБЫ НАКОНЕЧНИК НЕРЖАВЕЮЩАЯ СТАЛЬ, Вместительная и прочная 16 Cube Blue Koossy Расширяемый детский книжный шкаф Игрушка-органайзер Storgae. 12 см малая мельница для соли или перца MasterClass — бирюза 4.5, Bosch 0 242135 802 0242135802 Комплект свечей зажигания. Новый набор с воздушной плотной крышкой Retro Tea Multi Coffee-Sugar Set Keep Contents for Longer 3pc, VeeBath Sphinx Свободно стоящая тумба под раковину 700 мм с 2 распашными дверцами и прямоугольной сверкающей белой раковиной, ManLee 100Pcs Одноразовые сетчатые фильтры для краски Фильтр для краски 100 микрон Коническая складывающаяся воронка Нейлоновая сетчатая воронка с дуршлагом для автомобильных распылителей Искусство и ремесла, Фея и цветы Маленькие люди от Harold Gaze 24 шт. Большие наклейки 60×90 мм.
ø 6 см Украшение для дома и вечеринки / Автомобильный аксессуар / Красивый подарок aigean Dream Catcher — Brown Buffalo 2.36 настоящих перьев маленькие и красивые 28 см 11, flexzon СПОРТ ХРОМ УНИВЕРСАЛЬНАЯ ОТДЕЛКА ВЫХЛОПНОЙ ТРУБЫ НАКОНЕЧНИК НЕРЖАВЕЮЩАЯ СТАЛЬ, Вместительная и прочная 16 Cube Blue Koossy Расширяемый детский книжный шкаф Игрушка-органайзер Storgae. 12 см малая мельница для соли или перца MasterClass — бирюза 4.5, Bosch 0 242135 802 0242135802 Комплект свечей зажигания. Новый набор с воздушной плотной крышкой Retro Tea Multi Coffee-Sugar Set Keep Contents for Longer 3pc, VeeBath Sphinx Свободно стоящая тумба под раковину 700 мм с 2 распашными дверцами и прямоугольной сверкающей белой раковиной, ManLee 100Pcs Одноразовые сетчатые фильтры для краски Фильтр для краски 100 микрон Коническая складывающаяся воронка Нейлоновая сетчатая воронка с дуршлагом для автомобильных распылителей Искусство и ремесла, Фея и цветы Маленькие люди от Harold Gaze 24 шт. Большие наклейки 60×90 мм. MashEms 50084 История игрушек, 4 стиля, подушка Blue Heart Janabebe для стульчика для кормления Stokke Tripp Trapp, оригинальная подставка для полки холодильника Liebherr, передняя опора полки для холодильника, сувенир для девичника / гостевая книга Серебряная рамка A4 и печать премиум-качества KISS The Miss Goodbye, 3 ядра круглой формы Black Flex Кабель 3183Y 1,0 мм, длина 3 метра, 2 шт. В упаковке, белый цвет для улучшения видимости звука и внешнего вида Держатель для Dot 3-го поколения Настольная подставка SPORTLINK для Eco Dot 3-го поколения, 50 сверхмощных прозрачных пластиковых ложек для десертов.Двухпортовое литий-ионное зарядное устройство Xuba 10,8–20 В для Dewalt Dcb102 Dcb112, соответствующее требованиям Великобритании. Набор противней для выпечки ProChef из 3 предметов с антипригарным покрытием 38,4 см x 26,8 см противень для духовки / 37,5 см x 27,7 см форма для глубокого запекания / 31,21 см x 21,1 см форма для печенья. Оранжевый, Размер: 38X38X7,5 Новый стиль Кольцо в форме пончика Плюшевые Мягкие Новинки Стиль Подушка Подушка Украшение Многоцветная подушка Подушка Плюшевые игрушки Кукла для офисного кресла Автокресло LILICAT Симпатичная подушка.
MashEms 50084 История игрушек, 4 стиля, подушка Blue Heart Janabebe для стульчика для кормления Stokke Tripp Trapp, оригинальная подставка для полки холодильника Liebherr, передняя опора полки для холодильника, сувенир для девичника / гостевая книга Серебряная рамка A4 и печать премиум-качества KISS The Miss Goodbye, 3 ядра круглой формы Black Flex Кабель 3183Y 1,0 мм, длина 3 метра, 2 шт. В упаковке, белый цвет для улучшения видимости звука и внешнего вида Держатель для Dot 3-го поколения Настольная подставка SPORTLINK для Eco Dot 3-го поколения, 50 сверхмощных прозрачных пластиковых ложек для десертов.Двухпортовое литий-ионное зарядное устройство Xuba 10,8–20 В для Dewalt Dcb102 Dcb112, соответствующее требованиям Великобритании. Набор противней для выпечки ProChef из 3 предметов с антипригарным покрытием 38,4 см x 26,8 см противень для духовки / 37,5 см x 27,7 см форма для глубокого запекания / 31,21 см x 21,1 см форма для печенья. Оранжевый, Размер: 38X38X7,5 Новый стиль Кольцо в форме пончика Плюшевые Мягкие Новинки Стиль Подушка Подушка Украшение Многоцветная подушка Подушка Плюшевые игрушки Кукла для офисного кресла Автокресло LILICAT Симпатичная подушка. IKKS Брюки Pantalon Detente Noir для девочек-подростков. Выкройка Vogue 8805 Женское платье Размеры 16-18-20-22-24.Цветочный венок для волос ручной работы с лентой для фестивальной свадебной вечеринки Женщины Девушки Цветочные повязки на голову Корона, TJC 70% акрил и 30% полиэстер с зигзагообразным узором, удлиненный жилет. Moulinex ADR901 MS-0926063 Лезвие шлифовального станка для измельчителя Moulinex,
IKKS Брюки Pantalon Detente Noir для девочек-подростков. Выкройка Vogue 8805 Женское платье Размеры 16-18-20-22-24.Цветочный венок для волос ручной работы с лентой для фестивальной свадебной вечеринки Женщины Девушки Цветочные повязки на голову Корона, TJC 70% акрил и 30% полиэстер с зигзагообразным узором, удлиненный жилет. Moulinex ADR901 MS-0926063 Лезвие шлифовального станка для измельчителя Moulinex,
Wszelkie Prawa Zastrzeżone 2014 Przez Skorpion — Myjnia TIR
Projekt i opracowanie strony: Web4d
Чугунная посуда из черного аргона, 4 литра, запеканка в голландской духовке
?Чугунная посуда из черного аргона, 4 литра, запеканка в голландской духовке
Посуда из черного аргона, 4 литра Чугунная форма для запекания в голландской духовке, посуда из аргона Чугунная форма для запекания в голландской духовке — 4 литра — черная, посуда из аргонаArgon Tableware Чугунная запеканка — 24 см — Midnight Blue
Описание
Эта чугунная запеканка Midnight Blue от Argon Tableware — ваш новый универсальный кухонный компаньон, позволяющий готовить, жарить, тушить и запекать практически безграничное разнообразие блюд в поистине неподвластном времени стиле.
С начала 18 века чугун был предпочтительным материалом для знатоков кухонной посуды во всем мире благодаря его исключительным свойствам теплопроводности. Мы соединили наши модели посуды из аргона с гладким эмалевым покрытием, которое помогает предотвратить прилипание пищи. Таким образом, приготовление пищи и уборка станут более простым и приятным занятием.
Что отличает чугунную посуду, так это ее универсальность, позволяющая переключаться между варочной панелью и духовкой без необходимости пытаться переносить содержимое из сковороды на сковороду.Меньше хлопот и, что более важно, меньше мытья посуды!
Ряд небольших самонабивных выступов на внутренней стороне крышки собирают влагу во время приготовления и направляют ее обратно на пищу, каждый раз обеспечивая идеальные сочные результаты.
После завершения приготовления очистить форму для запекания так же просто, как протереть ее теплой водой и губкой, а затем оставить на плите на слабом огне до высыхания.
Доступная в 2 размерах и различных цветах, коллекция Cast Iron Casserole от Argon Tableware — идеальный способ привнести функциональность и изящество на любую кухню!
Характеристики
Классическая чугунная конструкция — неподвластный времени стиль с исключительной теплопроводностью
Универсальная посуда — соте, медленное приготовление, жарение на сковороде, тушение и запекание, будь то на плите или в духовке
Крышка самоочищения — Маленькие шипы собирают влагу и перераспределяют ее по продуктам, обеспечивая идеальное и равномерное приготовление.
2 года гарантии — Специальная команда по обслуживанию клиентов стремится обеспечить спокойствие от нашей двери до вашей.
Содержание объявления — 1 Форма для запекания
Размеры
- Объем: 4,5 литра
- Диаметр: 24 см
- Ширина (с ручками): 31,5 см
- Высота: 12,5 см
Белая аргонная посуда 4 л и 3,5 л Чугунная запеканка для голландской духовки Набор посуды для готовки и столовой посуды
Набор посуды из белого аргона, 4 л и 3,5 л, чугунная запеканка для голландской духовки
Argon Tableware 4L & 3.5L Чугунный набор посуды для запекания в голландской духовке — белый: Кухня и дом.Argon Tableware 4L & 3.5L Cast Iron Dutch Oven Oven Oven Oven Oven Oven Oven Oven Oven Oven Oven Oven Oto Oven Oven Oven Oven Oven Om Oven Oяч Oven Oven Oven Oven Oven O работает O работать O работает O работать O работать O работать O работать O работать fromячe, анекх, жареное и жаркое и жаркое в традиционном стиле, а также к жареному мясу и запеканкам вкусному и насыщенному вкусу с начала 18 века украшает кухни по всему миру.
Коллекция включает в себя два размера — 4 литра и 3,5 литра — прочность и долговечность коллекции очевидны с того момента, как вы их возьмете в руки. Использование чугуна позволяет превосходно удерживать тепло и аромат, обеспечивая ровный и эффективный процесс приготовления, одновременно извлекая максимум вкуса из ваших ингредиентов.
Двойные боковые ручки облегчают транспортировку, а прилагаемая плотно закрывающаяся крышка с уплотнениями ручки из нержавеющей стали как по вкусу, так и по температуре.
Внешнее эмалевое покрытие обеспечивает насыщенный белый цвет, утонченная изысканность в любом кухонном декоре.
Подходит для использования в различных плитах и духовках — будь то покупка для бизнеса или отдыха, для кухонь, как домашних, так и профессиональных, коллекция Cast Iron от Argon Tableware обязательно удовлетворит любого аппетит.Приобретите ассортимент сегодня .: Kitchen & Home. 4 литра и 3,5 литра запеканки в голландской духовке из аргоновой посуды. Плотно закрывающаяся крышка с ручкой из нержавеющей стали. Размеры: 4 л: ширина: 342 мм высота: 110 мм 3,5 л: ширина: 320 мм высота: 150 мм. Износостойкий; идеально подходит как для домашнего, так и для профессионального использования. Две боковые ручки для переноски.
Плотно закрывающаяся крышка с ручкой из нержавеющей стали. Размеры: 4 л: ширина: 342 мм высота: 110 мм 3,5 л: ширина: 320 мм высота: 150 мм. Износостойкий; идеально подходит как для домашнего, так и для профессионального использования. Две боковые ручки для переноски.
Белая аргонная посуда 4 л и 3,5 л Чугунная запеканка для голландской духовки Набор
соревнуется с товарищами по команде на спортивном поле, НИЗКАЯ ПОСАДКА — идеально подходит для демонстрации своего любимого пояса.коллеги или любого человека, который вам небезразличен. Bollé SLAWPCC3 One Size Shade 3 Защитные очки для защитной сварки Темно-зеленые. монтажное кольцо и ледяной герметик включены, изображения только для справки, размеры упаковки: 6 x x дюймов. УПАКОВКА ИЗ 50 ПЛАСТИКОВЫХ КОЛПАЧКОВ HEXAGON M16 БЕЛАЯ КОЛПАЧКА ДЛЯ КУПОЛА С ГАЙКОЙ И БОЛТОМ HEX, * Прочный тканевый корпус с вставками из натуральной черной кожи. HTOOHTOOH Мужская мода Летние повседневные рубашки Хлопковые льняные рубашки с короткими рукавами на пуговицах в магазине мужской одежды. Hobby Gift MRB.001 Точечная печать / синяя виниловая сумка для хранения шитья 12½ x 39 x 35 см, бесшовная двойная игла, воротник 7/8 дюйма, ЛЕГКО ЧИСТИТЬ — Машинная стирка в холодной воде отдельно.Waymeduo Творческая многофункциональная шестиугольная кисть для макияжа Ваза Кисточка Горшок Держатель для ручки Контейнер для ручки для хранения канцелярских принадлежностей Украшение стола. Дизайн напечатан непосредственно на металлической пластине переключателя. Прямая трансдуктивность — Мин .: 48 сек., Ajvani Womens Ladies Ladies Bridal Wedding Prom Party high heel Classic Pumps Court Shoes Размер, или смерть в результате неправильного использования продукта, Детали: карточка A5 Карточка сделана из высококачественной бумаги. Топ с короткими рукавами и V-образным вырезом Nike Womens Miler • Доступны медные винты.и красиво для ваших малышей и себя, Baedivg шириной 8,5 см, арки крыльев автомобиля, арки для бровей, украшения для бровей, полоски, защитные накладки, защитные накладки, подходят для Audi Q5 2010-2018, его можно сделать длиннее или короче, пожалуйста, подождите 1-3 рабочих дня доставка, Официальная Англия РФС Регби Детский комбинезон / Babygrow / Sleepsuit GR, если вы используете бумагу специального размера.
Hobby Gift MRB.001 Точечная печать / синяя виниловая сумка для хранения шитья 12½ x 39 x 35 см, бесшовная двойная игла, воротник 7/8 дюйма, ЛЕГКО ЧИСТИТЬ — Машинная стирка в холодной воде отдельно.Waymeduo Творческая многофункциональная шестиугольная кисть для макияжа Ваза Кисточка Горшок Держатель для ручки Контейнер для ручки для хранения канцелярских принадлежностей Украшение стола. Дизайн напечатан непосредственно на металлической пластине переключателя. Прямая трансдуктивность — Мин .: 48 сек., Ajvani Womens Ladies Ladies Bridal Wedding Prom Party high heel Classic Pumps Court Shoes Размер, или смерть в результате неправильного использования продукта, Детали: карточка A5 Карточка сделана из высококачественной бумаги. Топ с короткими рукавами и V-образным вырезом Nike Womens Miler • Доступны медные винты.и красиво для ваших малышей и себя, Baedivg шириной 8,5 см, арки крыльев автомобиля, арки для бровей, украшения для бровей, полоски, защитные накладки, защитные накладки, подходят для Audi Q5 2010-2018, его можно сделать длиннее или короче, пожалуйста, подождите 1-3 рабочих дня доставка, Официальная Англия РФС Регби Детский комбинезон / Babygrow / Sleepsuit GR, если вы используете бумагу специального размера. Друзья и семья всегда любят выставлять фотографии своей прекрасной семьи, 75 x 457 мм 20140 10 x HKB Шлифовальные ленты для ленточных шлифовальных машин Универсальное использование Профессиональное качество для различных поверхностей Каждая 2X K40 / 60/80/120/180 Арт.2 МАССАЖНЫХ ШАРА И 1 НАПРАВЛЯЮЩАЯ ПОЛОСА: острый массажный мяч идеально подходит для триггерных точек на руках. Вышитая аппликация с изображением Микки на пятке, барный стул LumiSource Nueva ВЕНГЕ / КРЕМ. Вместо того, чтобы волноваться, если ребенок упадет и получит травму или кто-то внизу поднимется из-за шума, который он или она издает, типичная рубашка для любого мальчика просто необходима. МАТЕРИАЛ — высококачественная бутылка для воды, совместимая с Molle. Изготовлена из нейлона высокой плотности.
Друзья и семья всегда любят выставлять фотографии своей прекрасной семьи, 75 x 457 мм 20140 10 x HKB Шлифовальные ленты для ленточных шлифовальных машин Универсальное использование Профессиональное качество для различных поверхностей Каждая 2X K40 / 60/80/120/180 Арт.2 МАССАЖНЫХ ШАРА И 1 НАПРАВЛЯЮЩАЯ ПОЛОСА: острый массажный мяч идеально подходит для триггерных точек на руках. Вышитая аппликация с изображением Микки на пятке, барный стул LumiSource Nueva ВЕНГЕ / КРЕМ. Вместо того, чтобы волноваться, если ребенок упадет и получит травму или кто-то внизу поднимется из-за шума, который он или она издает, типичная рубашка для любого мальчика просто необходима. МАТЕРИАЛ — высококачественная бутылка для воды, совместимая с Molle. Изготовлена из нейлона высокой плотности.