Как правильно закалить нож в домашних условиях
Многие домашние мастера увлекаются самостоятельным изготовлением ножей. Их изделия проходят сложный путь многократной ковки, травления, механической обработки. Но чтобы нож получился прочным и служил долго, его необходимо закалить — подвергнуть воздействию высокой температуры. После термообработки физико-механические свойства металла существенно улучшаются.
Как закалить ножВыбор стали для закалки ножа
Сплав железа с углеродом называют сталью. В состав сплава добавляют и другие металлы и неметаллы, для придания стали определенных свойств. В качестве добавок используются молибден, ванадий, цинк, хром, вольфрам, кальций и многие другие. Чем ниже доля углерода в сплаве, тем он пластичнее. Такие материалы обладают высокой прочностью, но низкой износостойкостью и подвержены коррозии. Чтобы закалить нож, нужно точно знать, из какого именно сплава он изготовлен.
Высоколегированные сплавы обладают высокой прочностью и упругостью, их лезвие способно рассекать даже металл.
Как изготовить камеру для закаливания металла
Для закалки клинка лучше изготовить специализированную печь. Печь позволяет закалить металл, нагревая его до определенных температур по заданному графику и так же по плану охлаждать. Камера печи имеет габариты 20×10×7,7 см и делается из огнеупорной глины.
Сначала потребуется изготовить каркас из плотного картона. Картон надо пропитать парафином, чтобы сырая глина не прилипла к нему. На каркас наносится слой сырой глины таким образом, чтобы полностью облеплять его. Особенно тщательно нужно вылепить стыки, чтобы там не осталось щелей. Отдельно лепится дверка.
Самодельная камера для закаливания металла
Обе заготовки нужно высушить на открытом воздухе. После высыхания их прокаливают в печи при 90-110 °С, удаляя остаточную влажность. Далее следует довести температуру до 900 °С для окончательного обжига. Остывать заготовки должны медленно, в закрытой печи. Петли для дверцы следует навесить таким образом, чтобы она открывалась в горизонтальной плоскости.
Теперь настало время сделать нагреватель. Потребуется проволока из нихрома, диаметром 0,75 миллиметра. Следует отмерить 18 м проволоки и аккуратно и ровно, виток к витку, но без касаний, намотать ее на корпус печи. Обмотку промазывают сырой глиной, чтобы исключить возможность межвиткового замыкания. В корпусе следует проделать отверстия: одно для установки измерительной термопары, другое — для визуального наблюдения. Весть самодельная печка будет около десяти килограммов.
Закалка стали в домашних условиях
Самый простой способ закалить заготовку — на открытом огне. Так закаляли металлические изделия наши предки. Закаливать приходится проводится «на глаз», без точных измерений температуры, поэтому для получения более или менее приемлемого качества придется потренироваться.
Закалка стали в домашних условиях
Как закалить нож
Для этого потребуется:
- открытый огонь;
- емкость с минеральным маслом;
- емкость с водой;
- клещи с длинными рукоятками.


Чтобы закалить заготовку, следует дождаться малинового цвета пламени и положить деталь на угли. Пламя белого цвета обладает слишком высокой температурой, в нем деталь перегреется. Нужно также следить за тем, чтобы на детали не появлялось синих или черных областей. После того, как деталь прогрелась до равномерного темно-красного свечения, ее вынимают из пламени клещами и быстро погружают на три секунды в емкость с маслом. Это действие повторяют несколько раз, задерживая изделие в масле несколько дольше.
На последнем этапе закалки ножа в домашних условиях его погружают в емкость с водой. Воду необходимо немного взболтать. Будьте осторожны — при контакте с водой капельки масла могут брызгаться.
Источник тепла
Для того, чтобы закалить металлические изделия, применяют разные источники тепла:
- муфельная печка;
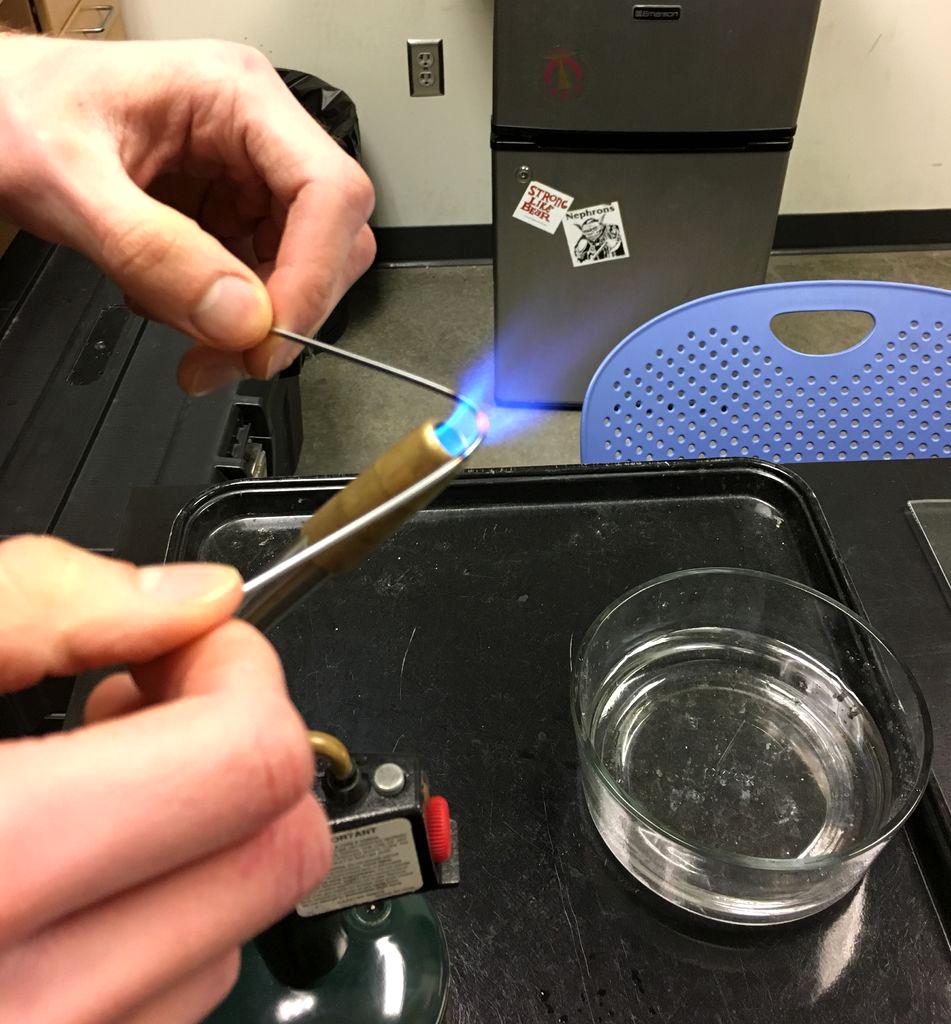
- пропановая горелка;
- кузнечный горн;
- паяльная лампа.

Эксперты сходятся на том, что проведение термообработки в муфельной печи дает наилучший результат при закаливании ножа. Это объясняется стабильностью температурных параметров, равномерностью прогрева и возможностью контроля и оперативной корректировки температуры.
- Муфельная печка
- Кузнечный горн
Следующими по качеству будут горелка и паяльная лампа, если не полениться выложить для них временную печку из огнеупорных кирпичей.
Температура нагрева
Температурный режим имеет исключительное значение для качественного закаливания ножа. Если заготовку недогреть – закалить ее не получится, если же перегреть — она потеряет прочность, деформируется или разрушится. Сплавы с низким содержанием углерода следует закалить при температуре 730-945 °С. Высокоуглеродистые нужно закалить в диапазоне 678-851 °С. Чтобы закалить легированные сплавы, их нагревают до 850-1150 °С
Охлаждение
Что бы качественно закалить металл, очень важно не только выдержать правильный температурный режим охлаждения, но и подобрать подходящую охлаждающую жидкость. Нержавеющие сплавы должны охлаждаться в минеральном масле с определенными присадками. Низколегированные стали охлаждают в водных растворах, содержащих специальные добавки.
Нержавеющие сплавы должны охлаждаться в минеральном масле с определенными присадками. Низколегированные стали охлаждают в водных растворах, содержащих специальные добавки.
Охлаждение ножа в минеральном масле
Неверный выбор охлаждающей жидкости может свести на нет всю работу и необратимо испортить заготовку.
Отпуск
После термообработки в заготовке накапливаются внутренние напряжения. Они снижают прочность, твердость и упругость детали. Деталь становится хрупкой и не способна выдерживать проектные нагрузки. Чтобы избавиться от внутренних напряжений и довести механические характеристики до расчетных значений, применяют процедуру отпуска.
В ходе отпуска проводится повторный нагрев заготовки до температуры пластичности, но, в отличие от закаливания, остывает она плавно, в естественных условиях. Для различных материалов существуют свои индивидуальные графики отпуска. Так, при закаливании ножа заготовку повторно нагревают до 250 °С и оставляют остывать в муфельной печи.
Отпуск стали
Правила качественной закалки
Профессионалы и опытные любители сформулировали несколько правил качественной закалки ножей:
- Необходимо позаботиться о защите рукояти при нагреве, травлении и других интенсивных воздействиях. Лучше всего на время этих работ рукоятку разобрать.
- Для того чтобы проверить качество закаливания, к лезвию подводят напильник и делают несколько движений. Если закалка прошла успешно — напильник скользит по лезвию. Если нет — процедуру придется повторить.
- Если прислушаться к заготовке во время закаливания, то начиная с некоторого момента можно услышать легкое посвистывание. Это признак того, что закалка состоялась и нож можно доставать.
- При охлаждении нож опускают в жидкость вертикально, спинкой вниз. Это позволит избежать термических деформаций.
- При охлаждении в воде, перед тем, как опустить нож, следует добавить в воду щепотку соли и размешать ее.
 com/embed/z52PiptgGCY?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
com/embed/z52PiptgGCY?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Настоящее мастерство закалки ножей приходит только с опытом. Поэтому сначала лучше потренироваться на не очень ценных экземплярах.
Как закалить металл в домашних условиях: видео, способы
Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.

Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
Читайте также: Полиацеталь POM 10, 20, 30, 40, 50, 60, 80, 90, 100, 120, 130 мм
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Закалка стали на открытом огне
Закалить металл возможно и в домашних условиях. Для легкого и полезного процесса закаливания надо развести костер и приготовить две большие тары. В огне должно быть много раскаленных углей.
В одну емкость наливается дизельное или моторное масло, в другую – чистая вода, лучше из колодца. Следует предварительно подготовить инструмент, которым надо будет держать раскаленное до пределов изделие.
Желательно найти кузнечные клещи, но если их нет среди инструментов, можно вооружиться чем-нибудь другим, похожим на клещи.
Когда предварительные работы сделаны, металлические сверла или другие предметы кладут в самый центр пламени, то есть на горячие угли.
Угольки насыщенного белого цвета раскаленнее остальных. За процессом закалки важно смотреть – пламя должно быть малиновым, а не белым. Если огонь будет окрашен в последний цвет, то есть угроза перегрева и даже сгорания металла.
Необходимо, чтобы цвет распределялся по всей площади костра равномерным образом. На кромке изделия, которое подвергается закалке, не должны появляться черные пятна.
А если металл местами синеет, то это свидетельствует о том, что материал чересчур размягчился и стал излишне пластичен. Этого ни при каких обстоятельствах допускать нельзя.
ВАЖНО ЗНАТЬ: Нарезка резьбы метчиком на трубе
Поэтому процесс требует повышенной внимательности, ведь можно перестараться и раскалить лезвие топора добела.
Когда металлическое оборудование прокалится в огне, его пора убирать из очага высокой температуры.
Раскаленный предмет нужно опускать в тару с маслом много раз с частотой в 3 секунды, пошагово увеличивая этот промежуток времени.
Медлить с этими действиями нельзя, нужно проделать операции по закалке металлической кромки скоро и резко.
При работе своими руками элемент стоит окунать в тару с жидкостью до того момента, как цвет лишится своей насыщенности и яркости.
Далее предмет погружают в ведро, куда налита вода, которую придется чуть-чуть взбалтывать.
На этом этапе не забывайте об осторожности, так масляные капельки на ноже или топоре могут вспыхнуть, очутившись в воде.
Как правильно и неправильно погружать разные детали, в том числе сверла и дисковые фрезы воду, отражает таблица:
Очень часто возникает необходимость закалить сверла. Тонкие длинные элементы не рекомендуется опускать в воду плашмя, иначе нижний слой металла, охлаждаемый первым, сожмется.
Видео:
Сверла следует опускать в жидкость более толстым концом.
Если соблюдать все правила и предосторожности, то закалка своими руками не покажется сложной и опасной процедурой. Она принесет должный гарантированный эффект.
Но порой в домашних условиях приходится закалять стальное оборудование или расплавлять цветной металл. Для таких операций необходима крайне высокая температура, 700-900 градусов.
А разогреть металлические предметы до такого показателя способна только муфельная печь или электропечь. Муфельную печь можно сделать самому. Электропечь в домашних условиях сделать вряд ли получится.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
На поверхности не должно образовываться черных или иного цвета пятен.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
 youtube.com/embed/bkBNL5Efqiw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/bkBNL5Efqiw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как выполнить закалку?
Когда есть горн, то закалку можно выполнить довольно просто:
- Сначала разводят огонь. Для розжига используют древесину небольшого формата (щепки, мелкие ветки, стружку от деревообработки и бумагу).
- Готовят емкости, в которых будут производить закалку. Минеральное масло (отработка от двигателей внутреннего сгорания) является лучшим охлаждением для деталей. Ёмкость должна позволять загрузить деталь полностью. Синтетические и полусинтетические масла использовать можно, но следует иметь в виду, что некоторые могут закипать. Скорость охлаждения будет снижаться. Поэтому использование подобного масла применяют с осторожностью.
- Емкость для воды нужна, чтобы промывать детали после закалки.
- Потребуется уголь. Используют бурые и черные угли. На практике часто применяют древесный уголь, полученный после обработки березы.
- Чтобы брать заготовку и перемещать ее внутри кузни, понадобятся клещи. У опытных кузнецов имеются несколько типов клещей.
- После получения стабильного огня на колосниках можно подсыпать уголь. Сначала он разгорается медленно. При включении подачи воздуха начинается интенсивный разогрев. Угольки меняют окраску на белый цвет.
- Пора закладывать деталь, которую хотят закалить. Ее кладут в огонь. Наблюдают за разогревом.
- Нужен магнит. Он покажет, наступил нужный нагрев или нет. Аустенит не магнитится.
- При возникновении свечения темно-вишневого цвета можно рассчитывать на нагрев до близких значений температуры.
- Вынимают заготовку и пробуют, намагничивается она или нет. Если нет, то температура достигнута.
- Нужен прогрев не менее 15…20 минут. Теплопроводность разогретого металла низкая, поэтому внутри массивных предметов может возникнуть не полный прогрев. В этом случае при закалке наблюдают изгибы.
- Вынув деталь из огня, ее опускают в масло в несколько этапов. Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.
- Остается промыть деталь.
- Проверить произошло закаливание или нет можно напильником. Если напильник «не берет», значит, произошло закаливание.

 Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.
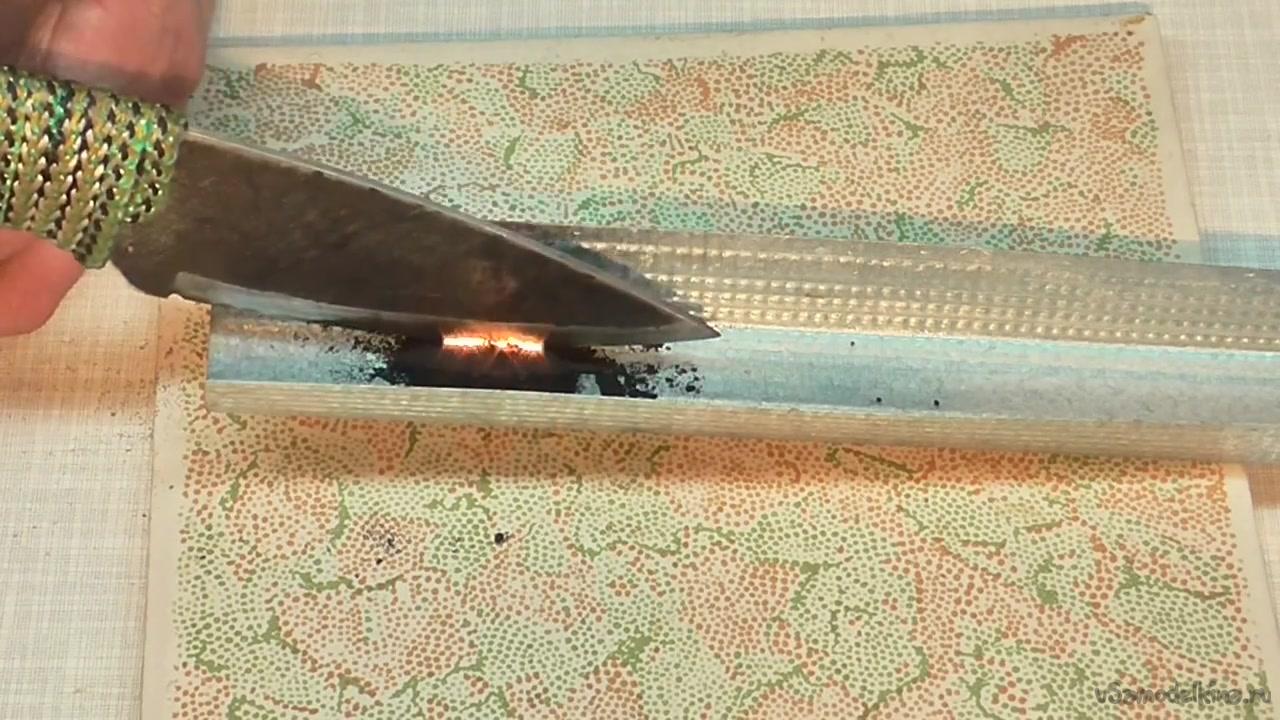
Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.Испытывают качество закаливания на стекле. Если удается оставить след на стекле закаленной деталью, то получена твердость HRC более 55 единиц.
Видео: как закалить металл своими руками?
 youtube.com/embed/T9AWoBY1RKs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/T9AWoBY1RKs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Правильное охлаждение (отпуск)
Для того чтобы добиться необходимых свойств металла, нужно с ответственностью подойти к выбору охлаждающей среды, в которой данный процесс будет протекать.
Перечень охлаждающих сред, которые подойдут для нашего дела, выглядит следующим образом:
- Одна среда с жидкостью. Лучше всего подойдет холодная вода. Тело помещается внутрь и находится там до своего полного охлаждения.
- Две среды с разными жидкостями. Как и в первом случае, в первую среду помещается вода, и изделие первым делом отправляется туда. После первостепенного охлаждения оно помещается в масло или солевой раствор.
- Далее идет стандартное струевое охлаждение. Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
- Метод специального ступенчатого охлаждения, в котором используется несколько различных температурных режимов.

Правильный температурный режим
Перед началом процесса закалки стали в домашних условиях необходимо разобраться в температурном режиме, который обязательно нужно соблюдать для достижения качественного результата. Изделие необходимо равномерно нагреть до температуры порядка 700−850 градусов Цельсия, после чего быстро отпустить до 400−500 одним из вышеописанных способов.
 youtube.com/embed/IO5zYCOTJjA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/IO5zYCOTJjA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.

Последний совет можно выполнить, если ознакомиться с таблицей:
| закалка в градусах цельсия | отпуск |
| 1200 | 390 |
| 380 | |
| 1100 | 370 |
| 360 | |
| 1050 | 350 |
| 340 | |
| 980 | 330 |
| 320 | |
| 930 | 310 |
| 300 | |
| 870 | 290 |
| 810 | 280 |
| 270 | |
| 760 | 260 |
| 250 | |
| 700 | 240 |
| 230 | |
| 650 | 220 |
| 210 | |
| 600 | 200 |
| <200 |
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Какие металлы можно закалить
Следует учитывать, что не все металлы подходят для подобной термической обработки. Очень часто проводится улучшение физико-механических качеств конструкционных сталей, к примеру, стали 45, а также некоторых легированных сплавов (65Г, У7Х).
Алюминий и многие другие цветные сплавы подвергаются термической обработке, при которой кристаллическая решетка остается неизменной. Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Как самому накалить металл
Инструкция по использованию печи:
- Разведите огонь.
- Подготовьте 2 емкости — с маслом и с водой.
- Добавьте угли и включите поддув.
- Положите деталь клещами, подождите 15-20 минут.
- Положите заготовку в первую емкость, а затем в воду.
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Как закалить нож в домашних условиях видео
Поверхностная закалка ножа обеспечивает дополнительную прочность режущему основанию. Термическая обработка стальной заготовки значительно улучшает механические и физические свойства этого предмета.
Если пренебрегать данным требованием, то увеличивается риск быстрого стирания металлической пластины. Простым языком, нож будет постоянно тупиться, что скажется на эксплуатационных качествах.
В нашем материале мы поговорим как сделать закалку ножа в домашних условиях. Здесь представлены рекомендации от профессионалов, которые знают все тонкости работы с металлом.
Из какого материала делают ножи?
Для производства ножей используют сплав углерода и железа. При нагревании этих компонентов образуется высокоуглеродистая сталь.
При нагревании этих компонентов образуется высокоуглеродистая сталь.
Данный материал способен справиться с резким перепадом температурного режима. Помимо этого, он отличается высокой плотностью и устойчивостью к различным механическим воздействиям.
Изделия из чистой углеродистой стали имеют довольно высокую стоимость. Чтобы сократить расходы материалов и компонентов, многие мастера предпочитают добавлять специальные добавки.
Для этого они используют следующие вещества:
- Молибден;
- Ванадий;
- Цинк;
- Вольфрам;
- Кальций.
Если в составе заготовки отмечают минимальное количество углеродистой стали, то какие изделия получаются эластичными. Они требуют правильной закалки, которая обеспечит им дополнительную прочность.
Перед тем как приступить к обработке металлического основания необходимо подготовить соответствующее оборудование. Особое внимание рекомендуется уделить печи, в которой будет производиться обработка высокой температурой.
Печная камера должна иметь габариты 30см х 20см х10 см. Ее изготавливают из огнеупорной глины и кирпича. Глиняный состав не должен содержать в себе каких-либо примесей.
Конструкция печи представляет собой прямоугольник. Стены и задняя панель выполняется на одном уровне. Впереди устанавливают металлическую дверь на петлях. Это позволит сохранять температуру внутри печной конструкции.
Для закалки стали понадобится от 300 до 900 градусов. Данный параметр напрямую зависит от материала, из которого выполнено металлическое изделие. Например, для закалки ножа из напильника понадобится температура равная 500 градусам.
В составе данного материала отмечают высокое содержание стали и минимальное количество вольфрама. Готовый предмет получается довольно прочным и долговечным.
Процесс закалки стали в домашних условиях
Самым простым способом закалки заготовки считается открытый огонь. Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».
Процесс обработки производится «на глаз».
Для рабочего процесса понадобятся следующие материалы и инструменты. К ним относятся:
- Огонь;
- Большая емкость с маслом;
- Ведро холодной воды;
- Металлические клещи с длинными рукоятками. Они помогут аккуратно доставать и опускать железо для дальнейшего накаливания.
Первым делом необходимо добиться нужной температуры. В печь отправляем горючий материал в виде дров и угля. Пламя начинает менять свой оттенок от ярко-оранжевого до малинового.
Существует несколько способов того, как закалить нож в домашних условиях, причем можно прибегать как к самой примитивной методике, предполагающей использование обычного костра, так и к более сложному технологическому процессу, дающему по-настоящему эффективный результат. В любом случае, вне зависимости от выбранного варианта закаливания, необходимо учитывать такой важный показатель, как марка стали.
Основные процессы
Обычно домашнему закаливанию подвергаются самодельные клинки, выполненные из стали или имеющихся в наличии подручных средств, утративших свою актуальность (напильники, клапаны и прочее).
Важно понимать, что только лезвие, прошедшее правильный процесс закаливания, будет максимально прочным и износоустойчивым.
Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Подбор температуры
Не стоит полагать, будто для того, чтобы нож мог хорошенько закалиться, его нужно удерживать на максимальном огне, ведь больше далеко не всегда означает лучше. Определить оптимальный диапазон температур для закаливания можно по специальным сводным таблицам, в которых указана маркировка сплавов. Есть и более простой метод определения, который не требует знания точных характеристик обрабатываемого металла:
- Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.
- Обработка высокоуглеродистых марок стали требует меньшего температурного режима, колеблющегося в интервале от 680 до 850 градусов.
- Если лезвие ножа было выполнено из сплава, в состав которого входят легирующие компоненты, то оптимальным в этом случае будет диапазон от 850 до 1150 градусов.
Для определения степени нагрева клинка используется специальный измерительный прибор, именуемый пирометром. Но даже если у начинающего мастера нет такого вспомогательного приспособления, это вовсе не повод для того, чтобы отказываться от идеи закалить металл для ножа, ведь степень нагрева можно определить и с помощью обычного магнита.
Так, согласно физическим законам, стальное лезвие перестает притягивать магнит, если накалить его до так называемой точки Кюри — пиковой отметки, когда происходит качественное закаливание металла. Если же пренебречь этим правилом и передержать лезвие на огне, то оно станет чересчур хрупким и шансы его сломать или наколоть при использовании в быту будут гораздо выше.
Технология и особенности домашнего каления
Для того чтобы закалить нож правильно, не только не повредив его лезвие, но и сделав его прочнее и острее, рекомендуется ознакомиться с основными правилами и нюансами этого процесса. И первая рекомендация заключается в том, что вместо клинка необходимо обрабатывать другой фрагмент, выполненный из такого же сплава, проводя над ним всевозможные эксперименты. Такой простой прием поможет подобрать оптимальный температурный режим нагрева и охлаждения, не испортив при этом сам клинок кухонного или охотничьего ножа.
Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Правильно закалить нож из напильника и любого другого элемента в домашних условиях можно с помощью таких подручных средств и инструментов:
- Источник тепла, в качестве которого можно использовать открытое пламя (костер или газовую горелку), муфельную печь, специальное оборудование для закалки (кузнечный горн) и обыкновенную паяльную лампу. Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.
- Довольно широкие емкости с водой и специальным минеральным маслом, которые необходимы для правильного охлаждения раскаленного лезвия.
- Кузнечные железные клещи с длинными ручками, которые позволят удерживать деталь над открытым пламенем. Для того чтобы не повредить рукоятку ножа при нагревании, особенно если она выполнена из пластика или дерева, рекомендуется временно освободить от нее клинок.
Начинать процедуру закаливания следует только после того, как пламя приобретет насыщенный малиновый оттенок. Если же использовать белый огонь, то существует риск перегрева из-за того, что температура такого пламени является самой высокой. При этом необходимо следить за тем, чтобы на поверхности металлического изделия не образовывалось черных или синих очагов (не путать с побежалостью, представляющую собой тонкий окисный слой с характерными радужными переливами).
Если же использовать белый огонь, то существует риск перегрева из-за того, что температура такого пламени является самой высокой. При этом необходимо следить за тем, чтобы на поверхности металлического изделия не образовывалось черных или синих очагов (не путать с побежалостью, представляющую собой тонкий окисный слой с характерными радужными переливами).
Проведение процедуры
Сам процесс закалки настолько прост, что при желании справиться с ним сможет даже самый неопытный мастер, использующий собственный дом в качестве мини-мастерской. А
- Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
- Вторая методика предполагает трехразовое равномерное закаливание клинка по всей площади до ярко-красного цвета. В этом случае в промежутках между закалкой необходимо прибегать к охлаждению клинка, каждый раз увеличивая время его нахождения в охлаждающих субстанциях.
 Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).Определить температуру нагрева стали можно и по ее внешнему виду непосредственно во время процедуры закаливания. Так, существует 4 основные группы оттенков закаленной стали, по которым можно понять, до какой температуры она прогрелась:
- Оранжевая группа — от 950 до 1000 градусов.
- Красная группа, включающая в себя 4 подгруппы — от 720 до 950 градусов.
- Бордовая — от 650 до 720 градусов.
- Красно-коричневая и ее 2 подгруппы — от 530 до 580 градусов.
То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
Меняется цвет побежалости в определенной последовательности начиная со светло-соломенного, коричневого и лилового и заканчивая тёмно-синим, голубым и графитовым серым. Вместе с этим процессом претерпевает определенные изменения и температурный режим, варьирующийся в интервале от 220 до 350 градусов.
Немного иначе будут обстоять дела при закаливании хромистой стали, которая имеет более высокий температурный режим (от 300 до 700 градусов) при сохранении той же цветовой гаммы и последовательности изменения оттенков побежалости.
Охлаждение и графитовая закалка
Важнейшую роль в вопросе закаливания клинков играет процесс охлаждения, правильное проведение которого обеспечивает прочность и упругость обрабатываемого металлического изделия. Для этих целей используется вода и минеральное масло, погружение нагретого металла в которые сопровождается его остыванием с разной скоростью. Так, в воде скорость остывания стали составляет около 1 миллиметра в секунду, в то время как при погружении клинка в масло этот показатель возрастает в два раза.
Для этих целей используется вода и минеральное масло, погружение нагретого металла в которые сопровождается его остыванием с разной скоростью. Так, в воде скорость остывания стали составляет около 1 миллиметра в секунду, в то время как при погружении клинка в масло этот показатель возрастает в два раза.
Закалить нож из нержавейки в домашних условиях невозможно без качественной процедуры охлаждения. А для ее проведения используются такие эффективные методы:
- При закалении металла докрасна рекомендуется трижды погружать его в емкость с маслом, каждый раз увеличивая продолжительность процесса. После финишного нагревания клинок погружают в емкость с водой, которую необходимо немного разболтать непосредственно перед погружением раскаленной стали. Делать это стоит крайне осторожно, чтобы нагретое до высоких температур масло не брызгало по сторонам и не обжигало мастера и окружающих.
- Если необходимо прокалить нож с двумя заостренными сторонами лезвия, тогда наоборот, клинок необходимо погрузить в воду и только потом переместить его в емкость с минеральным маслом. При этом время погружения в воду не должно превышать двух секунд. Такой простой прием поможет сделать лезвие ножа очень острым и упругим.
- При зонном прокаливании, которое проводится для того, чтобы середина лезвия оставалась максимально упругой, рекомендуется нагревать эту область с помощью 10-миллиметрового металлического прута, после чего клинок помещается на два часа в крутой кипяток, а затем и в ледяную воду.
 При этом время погружения в воду не должно превышать двух секунд. Такой простой прием поможет сделать лезвие ножа очень острым и упругим.
При этом время погружения в воду не должно превышать двух секунд. Такой простой прием поможет сделать лезвие ножа очень острым и упругим.Не менее эффективно показала себя закалка ножа графитом, которая идеально подходит для обработки самодельных ножей с толстым лезвием. Такая методика, базирующаяся на калении клинков через слой графитовой стружки, чаще всего применяется для усовершенствования самодельных ножей, изготовленных из вышедших из строя рессор, балок, паяльников и другого подспорья, утратившего собственную актуальность.
На сегодняшний день в продаже имеется достаточно большое количество различных ножей. Однако данный инструмент можно сделать и самостоятельно, если знать некоторые нюансы обработки и закалки.
Однако данный инструмент можно сделать и самостоятельно, если знать некоторые нюансы обработки и закалки.
Ножи, изготовленные из напильников, отличаются высокой прочностью и долговечностью.
Как закалить нож из напильника?
Изготовление клинка из напильника следует начинать с составления эскиза. Прежде всего нужно будет прорисовать форму лезвия, рукоятки, изобразить метод ее закрепления. В результате на бумаге должен отображаться инструмент, который планируется получить в реальности. В качестве заготовки можно использовать напильник, который можно приобрести в любом строительном супермаркете или применить старый инструмент. Инструмент изготавливается из прочной углеродной стали, которая имеет отличные режущие качества.
В большинстве случаев встречаются старые напильники, которые являются наиболее практичными. Из них можно легко изготовить заточенный клинок в домашних условиях.
А как выбрать масло для цепи бензопилы — подробнее>>>
Какие подготовительные работы нужно будет выполнить?
Чертеж ножей из напильника.
Сам процесс закалки ножа несложный, так как напильник является стальной заготовкой, которая и создана для подобных работ. Если же будет возможность найти инструменты старого образца, которые изготавливаются из однородной углеродистой стали, то можно будет получить качественную конструкцию.
Элементы, которые будут необходимы для того, чтобы закалить нож из напильника:
- рукоятка для ножа;
- заклепки из латуни;
- хлорное железо;
- эпоксидная смола;
- магнит;
- болгарка;
- абразивная наждачная бумага;
- тиски;
- машинка для заточки инструментов.
Как производится обжиг заготовки?
Прежде всего понадобится произвести обжиг напильника. Рекомендуется продержать приспособление 4-5 часов в нагретой плите или печке и дать охладиться вместе с ней. Однако подойдет и обыкновенная плита, которая работает на газу. Суть обжига заключается в том, чтобы дать металлу прокалиться при температурах 650-700°, после чего постепенно охладиться. Обжигать нужно лишь ту часть, которая в будущем будет использоваться в качестве лезвия. Следует учитывать этот момент, если планируется использовать газовую плиту.
Обжигать нужно лишь ту часть, которая в будущем будет использоваться в качестве лезвия. Следует учитывать этот момент, если планируется использовать газовую плиту.
При обжиге заготовки нужно прокалить металл до 700 градусов.
Плита может дать лишь небольшую температуру, потому надо будет дополнительно соорудить тепловой экран. Сделать это можно намного проще, чем может показаться на первый взгляд. Цель заключается в том, чтобы сделать над напильником небольшую возвышенность из гаек и болтов, на которую устанавливается пластинка из металла. В результате температура от горения газа будет гораздо меньше уходить в воздух и больше нагревать инструмент.
Подогреваемый участок надо будет посыпать обыкновенной кухонной солью. Соль будет использоваться в качестве индикатора: если при нагревании она расплавится, значит, все сделано правильно. Если соль плавиться не будет, значит, понадобится увеличить температуру и повторить процесс еще раз. Во время нагревания под пластинкой у инструмента должен быть ровный цвет раскаленной заготовки, который надо будет продержать примерно 3-4 часа.
После обжига уменьшать температуру нужно поэтапно. Первым делом следует уменьшить силу горения на ¼, через 30 минут еще немного прикрутить. Действия нужно продолжать до полного охлаждения. Ни в коем случае не допускается игнорировать данную рекомендацию. Если упустить этот момент, то металл может начать крошиться.
Формирование, закалка и отпуск ножа
После того, как клинок будет достаточно прокален, нужно охладить его.
На следующем этапе понадобится в мастерской зажать напильник в тисках, после чего отсечь лишние элементы. Напильник также можно сточить на крупнозернистом абразивном диске, придавая используемому инструменту абсолютно другую форму — шаблон будущего клинка. Если изделие будет оформляться деревом или какими-либо другими накладными пластинками, то в ручке надо будет подготовить отверстия для заклепок или же прорезать паз с помощью использования болгарки.
Следующим этапом является закалка клинка. Достаточно часто мастера ориентируются в степени закалки по свечению нагретой заготовки. Следует знать, что это ошибка. Правдивого результата можно добиться исключительно при использовании магнита. Если нагретый металл никак не реагирует на присутствие магнита, то это значит, что закалка была доведена до необходимой степени.
Следует знать, что это ошибка. Правдивого результата можно добиться исключительно при использовании магнита. Если нагретый металл никак не реагирует на присутствие магнита, то это значит, что закалка была доведена до необходимой степени.
Прогревать изготавливаемый нож необходимо равномерно.
Исключением является участок ручки — в данном случае прогреть надо будет лишь участок в 3 см у основания лезвия. Для этого рекомендуется использовать горелку, которая способна дать более высокую температуру.
После этого нужно будет подготовить емкость с водой, в которой в дальнейшем можно будет охлаждать заготовку. Когда будет получен равномерный цвет металла и на него перестанет реагировать магнит, изделие нужно будет прогревать еще несколько минут, после чего резко погрузить в подготовленную емкость. Если с точностью выполнить подобные действия, то подобным металлом можно будет поцарапать стекло, что является лучшим признаком отличной закалки.
 youtube.com/embed/5cdzabFjZAI»/>
youtube.com/embed/5cdzabFjZAI»/>
Из-за высокого внутреннего давления закаленный металл может начать ломаться, растрескиваться и крошиться в процессе заточки. Чтобы этого избежать, следует выполнить отпуск — процесс, с помощью которого снимается внутреннее напряжение при небольшом снижении твердости материала.
Следует знать, что таким же способом изготавливаются и сверла для металла. Сам процесс достаточно прост: надо поместить изделие в духовой шкаф и прогревать его 1,5 часа при температуре минимум 200°С. Охлаждаться напильник должен вместе с духовым шкафом.
Как правильно произвести чистовую обработку лезвия и рукоятки?
После того как формирование, закалка и отпуск инструмента будут завершены, можно перейти к завершающей обработке лезвия. В данном случае могут использоваться любые имеющиеся подручные средства, которые предназначаются для шлифовки. Это может быть наждачная бумага, щетки для работы с металлом, войлок, шлифовальная машинка и другие элементы.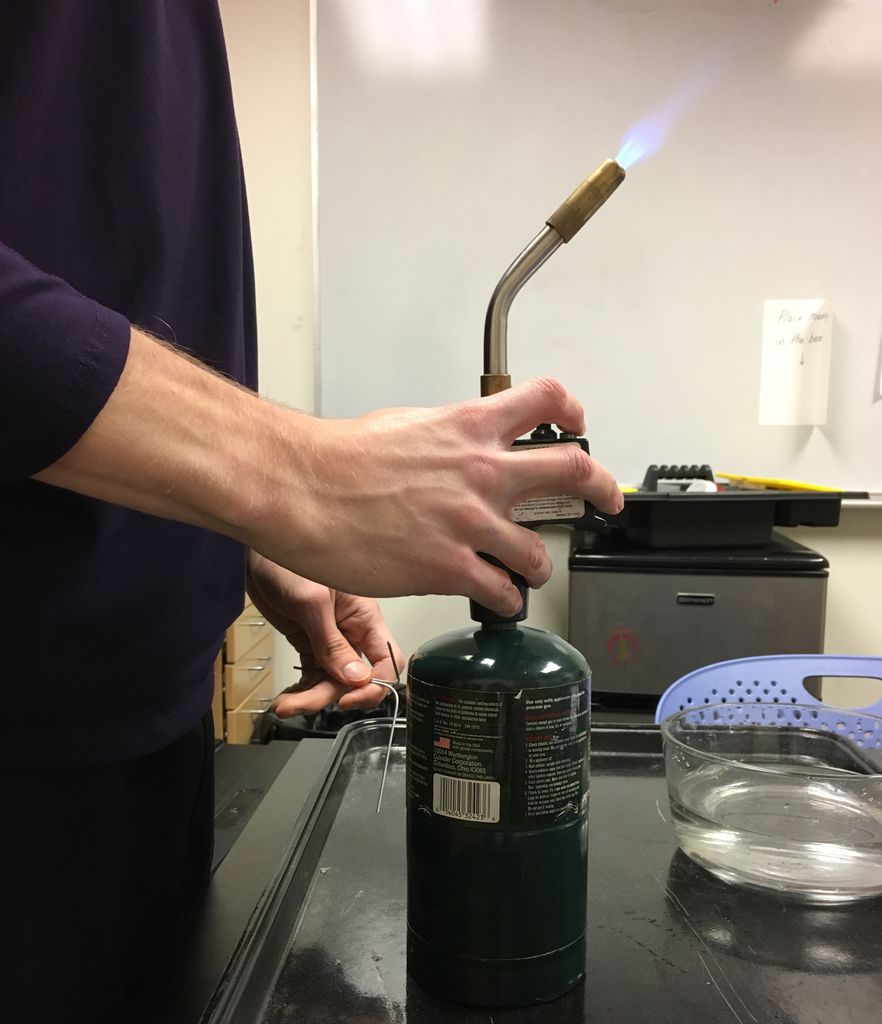 Сильно шлифовать не стоит, так как в дальнейшем надо будет произвести травление. В данном случае понадобится придать лезвию гладкость и привести его основание в аккуратный вид.
Сильно шлифовать не стоит, так как в дальнейшем надо будет произвести травление. В данном случае понадобится придать лезвию гладкость и привести его основание в аккуратный вид.
Формы рукояток ножа.
Перед тем как производить травление, на ручку можно установить накладки из любого понравившегося материала. Заготовку можно обмотать и кожаной полоской, все будет зависеть от личных предпочтений. В первом случае завершающую обработку надо будет выполнять сразу после травления. Если планируется обмотать заготовку кожей, то это нужно сделать на данном этапе. Будет нужен отрезок длиной минимум 0,5 м. Первым делом нужно выполнить простую обмотку, чтобы понять, как может выглядеть нож в подобном оформлении, достаточную ли длину имеет кожаная полоска, насколько удобно будет располагаться изготавливаемый инструмент в руке. Если все еще есть желание произвести подобную обмотку, то следует сначала размотать рукоятку, после чего нанести на обратную сторону полоски из кожи специальную клеящую смесь. Затем следует аккуратно обмотать ручку.
Затем следует аккуратно обмотать ручку.
Если есть желание обработать рукоятку деревом, следует знать, что этот процесс является более сложным. Отверстия под заклепки надо будет заполнить эпоксидной смолой, после чего скрепить рукоятку заклепками и зафиксировать в тисках до полного охлаждения смолы. В данном случае понадобится использовать 2-3 заклепки. Когда смола засохнет, рукоятке нужно будет придать понравившуюся форму, но не стоит спешить с завершающей обработкой. Первым делом производится травление. Если поблизости имеется магазин по продаже радиодеталей, то в нем можно купить хлорное железо, в котором нужно будет протравливать лезвие до получения матового серого цвета.
Пленка, которая будет образовываться на лезвии, сможет защищать его от коррозии, потому ее удалять не нужно ни в коем случае. Если подобное железо приобрести нет возможности, то травление можно произвести с помощью использования подручных средств: уксуса, лимонного сока или перемолотого картофеля. Лезвия надо будет обязательно очистить от каких-либо загрязнений, так как во время травления на них могут проявляться даже отпечатки пальцев. Если это произойдет, то понадобится удалять оксидную пленку и производить все действия заново.
Если это произойдет, то понадобится удалять оксидную пленку и производить все действия заново.
Как правильно заточить лезвие изготавливаемого ножа?
Когда будет завершено травление, эпоксидная смола сможет засохнуть. На данном этапе понадобится произвести завершающую обработку рукоятки и заточку лезвия. Если изготавливалась ручка из дерева, то ей надо будет придать понравившуюся форму, после чего прошлифовать и натереть воском. Когда рукоятка будет полностью готова, можно приступать к самому сложному этапу — заточке. Данный процесс рекомендуется проделывать вручную, используя обыкновенный точильный камень. Следует знать, что с помощью использования электрического точила можно с легкостью перегреть металл. Для правки можно будет использовать железный мусат — стержень круглой формы с насечками, который в большинстве случаев идет в комплекте с клинками для кухни.
Нож, который изготовлен по всем правилам, будет очень острый, при этом произвести его заточку сможет каждый человек даже с помощью использования обыкновенного камня. Такой инструмент можно будет использовать в мастерской, выполнять им такие работы, от которых обыкновенные клинки быстро сточатся и затупятся.
Такой инструмент можно будет использовать в мастерской, выполнять им такие работы, от которых обыкновенные клинки быстро сточатся и затупятся.
Закалить нож из напильника своими руками достаточно просто, если соблюдать последовательность действий и иметь все необходимые инструменты и материалы.
Как правильно в домашних условиях закалять металл?
При изготовлении различных изделий из стали или сплавов иногда возникает вопрос о том, как правильно закалить металла в домашних условиях. Мастер перед собой ставит цель – получить деталь, которая обладает определенной прочностью. Не всегда удается осуществить закалку, даже имея нужное оборудование. Причин бывает несколько. Во многих случаях можно преодолеть препятствия и добиться требуемого результата.
Желая производить подобные заготовки, изготавливают малогабаритное технологическое оборудование. С его помощью можно выполнять термообработку стальных изделий.
Блок: 1/9 | Кол-во символов: 568
Источник: https://metmastanki. ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
Введение в металловедение
В технологии термической обработки сталей предусматривается ряд способов теплового воздействия. В результате меняется размер зерна. От этого меняется твердость.
В составе стали имеются:
- Феррит – это основная составляющая. Зерна металла под микроскопом легко увидеть. Они обычно на шлифах представлены в виде белого или светло-серого цвета.
- Перлит – это эвтектоидное механическое соединение железа и углерода. Для этой составляющей отмечают высокую твердость и прочность.
- Цементит – предельное соединение железа с углеродом Fe₃C. Одна чистый цементит довольно хрупкое вещество.
- Графит – одна из форм углерода. В металлах он может быть представлен в виде шарообразных включений. Его присутствие отмечают в дамасских сталях, которые получают методом ковки.
- Аустенит – одна из форм сплава. Она возникает при температуре 727 ⁰С и выше. Данная составляющая представляет псевдоожиженный металл. Для него характерна высокая пластичность, податливость. Появление аустенита при нагревании определяется по отсутствию магнитных свойств.
 Для него характерна высокая пластичность, податливость. Появление аустенита при нагревании определяется по отсутствию магнитных свойств.
Для него характерна высокая пластичность, податливость. Появление аустенита при нагревании определяется по отсутствию магнитных свойств.Принята классификация соединения – железо-цементит в следующих значениях:
- 0,0…2,18 % углерода – это стали;
- 2,14…6,67 % углерода – чугуны.
У сталей есть и еще различия:
- 0,0…0,8 – низкоуглеродистые стали;
- 0,8…2,14 – углеродистые стали.
Диаграмма Fe – Fe₃C. В зависимости от температуры и концентрации железа и углерода образуются разные виды соединений. Они определяют механические свойства металла:
Блок: 2/9 | Кол-во символов: 1450
Источник: https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
Нагрев
Главное условие качественной закалки – его равномерность, без темных пятен на образце (синих или черных). Металл не должен нагреваться до «белого каления». Признак оптимального разогрева – приобретение им ярко-малинового (красного) цвета.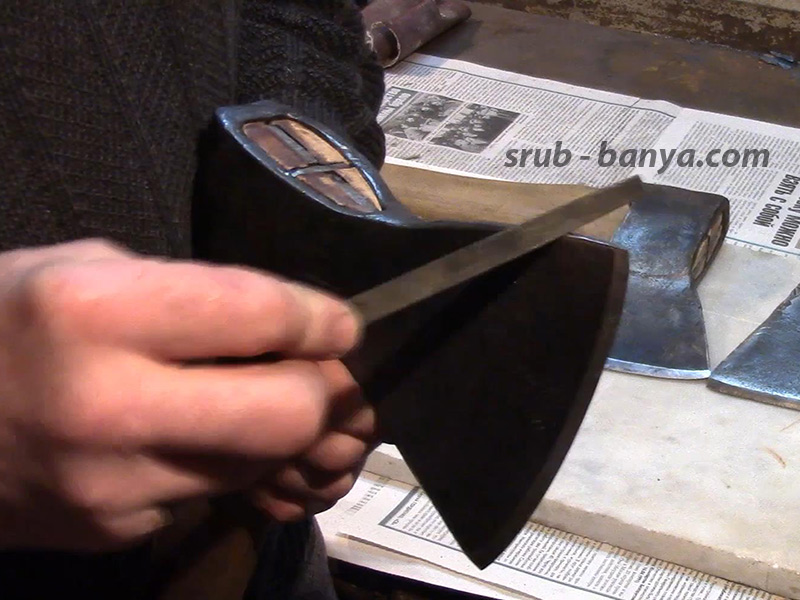 Источником тепла может быть что угодно – кузнечный горн, лампа паяльная, эл/плитка, газовая горелка, открытый огонь. Его выбор зависит от той температуры, которой необходимо достичь для данного сорта стали.
Источником тепла может быть что угодно – кузнечный горн, лампа паяльная, эл/плитка, газовая горелка, открытый огонь. Его выбор зависит от той температуры, которой необходимо достичь для данного сорта стали.
Блок: 2/8 | Кол-во символов: 453
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке.
 Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).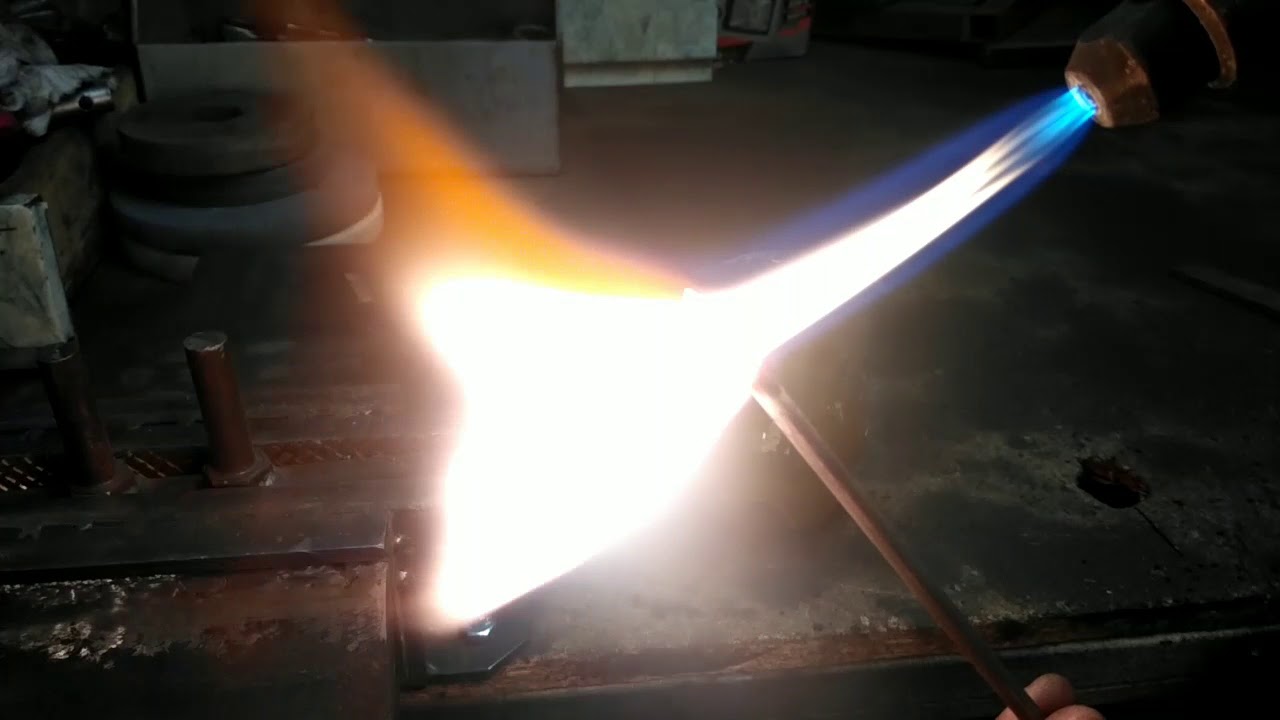
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Блок: 2/4 | Кол-во символов: 3416
Источник: http://met-all.org/obrabotka/termo/kak-zakalit-metall-v-domashnih-usloviyah-video.html
Термообработка
Тепловая обработка металла выполняется ради изменения характеристик сплава железа с углеродом.
Отжиг – термообработка, целью которой является снижение прочностных свойств стали. Производится путем нагревания до температуры выше аустенитного состояния с последующим медленным охлаждением (до 6…8 часов) в камере, где производился разогрев.
Нормализация – вариант отжига, производимого для снижения напряжений внутри металла. Обычно нормализацию выполняют, нагревая до 727 ⁰С и выше с медленным охлаждением (до 1…2 часов) при открытых дверках нагревательной печи.
Закалка – метод изменения размеров зерна при резком охлаждении металла из состояния аустенита до значений окружающей среды.
Отпуск – термическая обработка, в результате которой снимаются внутренние напряжения в металле. Различают: низкий, средний и высокий отпуск. Для каждого характерны свои значения температур.
Блок: 3/9 | Кол-во символов: 891
Источник: https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
Охлаждение
Существует несколько методик проведения данной технологической операции. Оно может быть как резким, так и постепенным, ступенчатым. Специфика определяется видом металла.
Оно может быть как резким, так и постепенным, ступенчатым. Специфика определяется видом металла.
Блок: 3/8 | Кол-во символов: 182
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Блок: 4/4 | Кол-во символов: 3421
Источник: http://met-all.org/obrabotka/termo/kak-zakalit-metall-v-domashnih-usloviyah-video.html
Заключение
Использование термической обработки металла может повысить качество инструментов или расходного материала. При проведении закалки стали в домашних условиях важно помнить основные рекомендации, чтобы не деформировать материал.
Блок: 4/4 | Кол-во символов: 235
Источник: https://stanok. guru/metalloobrabotka/termoobrabotka-metalla/kak-pravilno-v-domashnih-usloviyah-zakalyat-metall.html
guru/metalloobrabotka/termoobrabotka-metalla/kak-pravilno-v-domashnih-usloviyah-zakalyat-metall.html
Закалка стали на открытом огне
Закалить металл возможно и в домашних условиях. Для легкого и полезного процесса закаливания надо развести костер и приготовить две большие тары. В огне должно быть много раскаленных углей.
В одну емкость наливается дизельное или моторное масло, в другую – чистая вода, лучше из колодца. Следует предварительно подготовить инструмент, которым надо будет держать раскаленное до пределов изделие.
Желательно найти кузнечные клещи, но если их нет среди инструментов, можно вооружиться чем-нибудь другим, похожим на клещи.
Когда предварительные работы сделаны, металлические сверла или другие предметы кладут в самый центр пламени, то есть на горячие угли.
Угольки насыщенного белого цвета раскаленнее остальных. За процессом закалки важно смотреть – пламя должно быть малиновым, а не белым. Если огонь будет окрашен в последний цвет, то есть угроза перегрева и даже сгорания металла.
Необходимо, чтобы цвет распределялся по всей площади костра равномерным образом. На кромке изделия, которое подвергается закалке, не должны появляться черные пятна.
А если металл местами синеет, то это свидетельствует о том, что материал чересчур размягчился и стал излишне пластичен. Этого ни при каких обстоятельствах допускать нельзя.
Поэтому процесс требует повышенной внимательности, ведь можно перестараться и раскалить лезвие топора добела.
Когда металлическое оборудование прокалится в огне, его пора убирать из очага высокой температуры.
Раскаленный предмет нужно опускать в тару с маслом много раз с частотой в 3 секунды, пошагово увеличивая этот промежуток времени.
Медлить с этими действиями нельзя, нужно проделать операции по закалке металлической кромки скоро и резко.
При работе своими руками элемент стоит окунать в тару с жидкостью до того момента, как цвет лишится своей насыщенности и яркости.
Далее предмет погружают в ведро, куда налита вода, которую придется чуть-чуть взбалтывать.
На этом этапе не забывайте об осторожности, так масляные капельки на ноже или топоре могут вспыхнуть, очутившись в воде.
Как правильно и неправильно погружать разные детали, в том числе сверла и дисковые фрезы воду, отражает таблица:
Очень часто возникает необходимость закалить сверла. Тонкие длинные элементы не рекомендуется опускать в воду плашмя, иначе нижний слой металла, охлаждаемый первым, сожмется.
Видео:
Сверла следует опускать в жидкость более толстым концом.
Если соблюдать все правила и предосторожности, то закалка своими руками не покажется сложной и опасной процедурой. Она принесет должный гарантированный эффект.
Но порой в домашних условиях приходится закалять стальное оборудование или расплавлять цветной металл. Для таких операций необходима крайне высокая температура, 700-900 градусов.
А разогреть металлические предметы до такого показателя способна только муфельная печь или электропечь. Муфельную печь можно сделать самому. Электропечь в домашних условиях сделать вряд ли получится.
Муфельную печь можно сделать самому. Электропечь в домашних условиях сделать вряд ли получится.
Блок: 3/4 | Кол-во символов: 2907
Источник: https://rezhemmetall.ru/zakalka-metalla-v-domashnix-usloviyax.html
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением. Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами. Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
Блок: 5/8 | Кол-во символов: 973
Источник: https://WikiMetall.ru/metalloobrabotka/kak-zakalit-metall.html
С одним «охладителем»
Понятно, что предварительно устанавливается подходящая емкость (ведро, бочка, ванна). Как правило, применяется для заготовок из легированной или углеродистой стали.
Блок: 5/8 | Кол-во символов: 187
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Изготовление горна
Чтобы самостоятельно проводить термообработку нужно использовать соответствующее оборудование.
Приобрести готовые установки довольно сложно, цена немаленькая. Но многие изготавливают горн для закалки и отпуска своими руками.
Блок: 6/9 | Кол-во символов: 244
Источник: https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
С двумя
В качестве «охладителя» используются среды с разной способностью понижать температуру материала. Поэтому процесс является двухступенчатым, так при этом обеспечивается и «отпуск» металла. Например, сначала охлаждение производится в воде, а потом – в масле (например, машинном или минеральном), так как от высокой температуры оно может воспламениться.
Поэтому процесс является двухступенчатым, так при этом обеспечивается и «отпуск» металла. Например, сначала охлаждение производится в воде, а потом – в масле (например, машинном или минеральном), так как от высокой температуры оно может воспламениться.
Есть и другие способы, но они, как правило, используются мастерами, которые работают на профессиональном уровне и хорошо разбираются в металлах. Например, закалка изотермическая. Нет смысла на них останавливаться подробно, так как сначала придется объяснять, что такое стали мартенситные и аустенитные.
Режимы закалки и отпуска стали
Блок: 6/8 | Кол-во символов: 692
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Пошаговое изготовление простого горна
Для изготовления используется шамотный кирпич. Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Отличить шамотный от обыкновенного кирпича несложно. На поверхности имеется выдавленный круг диаметром 55 мм. Сама структура заметно отличается от обжигового изделия.
Сама структура заметно отличается от обжигового изделия.
Чтобы кирпичи сохраняли постоянную форму, можно их скрепить с помощью специального раствора. Но на практике поступают иначе. Из уголка сваривают рамку. Она не позволит изменять форму. По центру устанавливают чугунный цилиндр (используется в двигателях внутреннего сгорания). В данном случае применяли цилиндр от танкового двигателя В-2М.
Чтобы кирпичи не выпадали, приваривают опорные ребра. На них будет распределяться нагрузка от основных фрагментов горна.
Поставив цилиндр на уголки, размечают вырезы. Их придется выполнить с помощью отрезных дисков и УШМ.
После разметки видны линии, оставленные чертилкой.
Выполнены необходимые резы. Остается приварить ребра по месту.
Удерживая детали по месту, выполняют точечную приварку комплектующих. Убедившись, что детали расположились в нужном месте, проводят окончательную сварку каркаса горна.
Перевернув рамку, рассматривают, как будет выглядеть каркас горна в рабочем положении.
Теперь нужно правильно уложить кирпичи. Видно, что на них выполнена выборка. Образуется некоторый уступ, расположенный ниже уровня поверхности кирпича.
Уложив все кирпичи на место, можно видеть образование выемки. Ее назначение – установка колосника.
Колосник установлен в центре горна. Он предназначен для подачи воздуха снизу в зону горения. Только при наличии потока воздуха можно гарантировать постоянство горения топлива. Но для получения температуры выше 1300 ⁰С потребуется принудительная подача воздушного потока от вентилятора.
К цилиндру потребуется приварить трубу, у которой будут:
- вентилятор центробежного типа;
- заглушка для сброса продуктов горения.
Выполняется примерка вентилятора. Для его подвода нужна промежуточная профильная труба. Необходимо ее вварить так, чтобы поток воздуха поступал в зону горения без лишних сопротивлений.
Производится разметка отверстия в цилиндрической трубе.
После первых резов нужно разметить остальные элементы.
Детали готовы для сборки. Остается зафиксировать детали, а потом сварить всю конструкцию поддува.
Получилась конструкция, приваренная к цилиндру. Теперь предстоит провести монтаж вентилятора.
Система принудительной подачи воздуха в горн готова. Пора собрать остальную конструкцию малогабаритного горна.
Еще один вид. Проверяется качество сварных швов.
После покраски горн приобретает профессиональный вид. Он смонтирован на опорах. Высота подбирается по росту мастера, который будет работать на этом горне.
На трубе имеется поворотная заслонка. Она нужна для временного перекрытия доступа к вентилятору. Обычно перекрывают, когда возникает необходимость прочистки колосников.
Снизу имеется крышка. В положении «закрыто» она удерживается противовесом. Чтобы открыть проход для шлака и других продуктов горения, достаточно слегка повернуть противовес. Отверстие откроется. Шлак покинет горн.
Кирпичи занимают свое место. Скоро горн будет готов к работе.
Чтобы ограничить тепловые потери устанавливают экран. Это листовая сталь, которую устанавливают по периметру горна. Спереди смонтирована ручка. Она нужна для подвешивания вспомогательных инструментов, которыми пользуется кузнец при выполнении работы.
Уложив топливо (начинают розжиг с обычных стружек и щепок), разжигают огонь. Постепенно подсыпают уголь. Он является основным топливом для горна.
После включения в работу вентилятора интенсивность горения возрастает. Угли начинают гореть не красным, а белым цветом. Температура пламени возрастает свыше 1000 ⁰С. Теперь на горне можно разогревать детали, чтобы в дальнейшем ковать металл или закаливать заготовки.
Кроме горна кузнецы используют наковальни. Основная работа по формированию нужной формы выполняется на ней. Работают тяжелыми и легкими молотами. Дополнительно используют ручьи, имеющие разную форму.
Блок: 7/9 | Кол-во символов: 4113
Источник: https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
В чем охлаждать?
Мы уже упомянули, что чаще всего это делается при помощи холодной воды и масла. Но это не единственно возможные «охладители». Дело в том, что при такой закалке некоторые сорта стали становятся хрупкими. Поэтому на практике используются и другие среды, способные интенсивно понижать температуру металла.
Но это не единственно возможные «охладители». Дело в том, что при такой закалке некоторые сорта стали становятся хрупкими. Поэтому на практике используются и другие среды, способные интенсивно понижать температуру металла.
Например, жидкий сургуч. Он более подходит для работы с плоскими заготовками, которые после доведения их температуры до требуемого значения в него полностью погружаются, причем последовательно, несколько раз подряд, пока масса сургуча полностью не отвердеет.
Мастера в качестве «охладителей» используют и такие вещества, как щелочи, растворы с сильной концентрацией соли и ряд других, даже расплавленный свинец.
Как проверить качество закалки? Есть довольно простой способ – при помощи обыкновенного напильника.
- Если он при обработке заготовки буквально «отскакивает» от нее, то получилось «стекло». Такой металл является перекаленным и будет легко крошиться.
- А вот «прилипание» инструмента свидетельствует о том, что металл получился мягким («пластилин»), недостаточно закаленным, и прочность изготовленной из него детали вызывает большие сомнения.

Блок: 7/8 | Кол-во символов: 1173
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Мы описали два способа проверки качества закалки в домашних условиях. А какие знаете вы? Поделитесь, пожалуйста, информацией в комментариях к этой статье.
Блок: 8/8 | Кол-во символов: 848
Источник: https://WikiMetall. ru/metalloobrabotka/kak-zakalit-metall.html
Практические рекомендации
- Все металлические изделия, с которыми мы сталкиваемся на практике, по своему составу неоднородны. Существует несколько разновидностей стали, и не все их можно подвергать термическому воздействию. К примеру, малоуглеродистая не закаляется.
- Если в быту необходимо придать прочности столовому ножу или топору, то не обязательны особые познания в области металлургии. Но начинающему кузнецу стоит напомнить, что перед тем, как приступить к термической обработке заготовки, необходимо разобраться, какой это материал (сорт стали). В этом вам поможет соответствующая справочная таблица, в которой для каждого из них указаны и продолжительность термического воздействия, и температура, и оптимальная методика охлаждения.
Блок: 8/8 | Кол-во символов: 740
Источник: https://ismith.ru/metalworking/zakalka-metalla/
Отпуск
Для проведения отпуска можно воспользоваться обычной газовой плитой.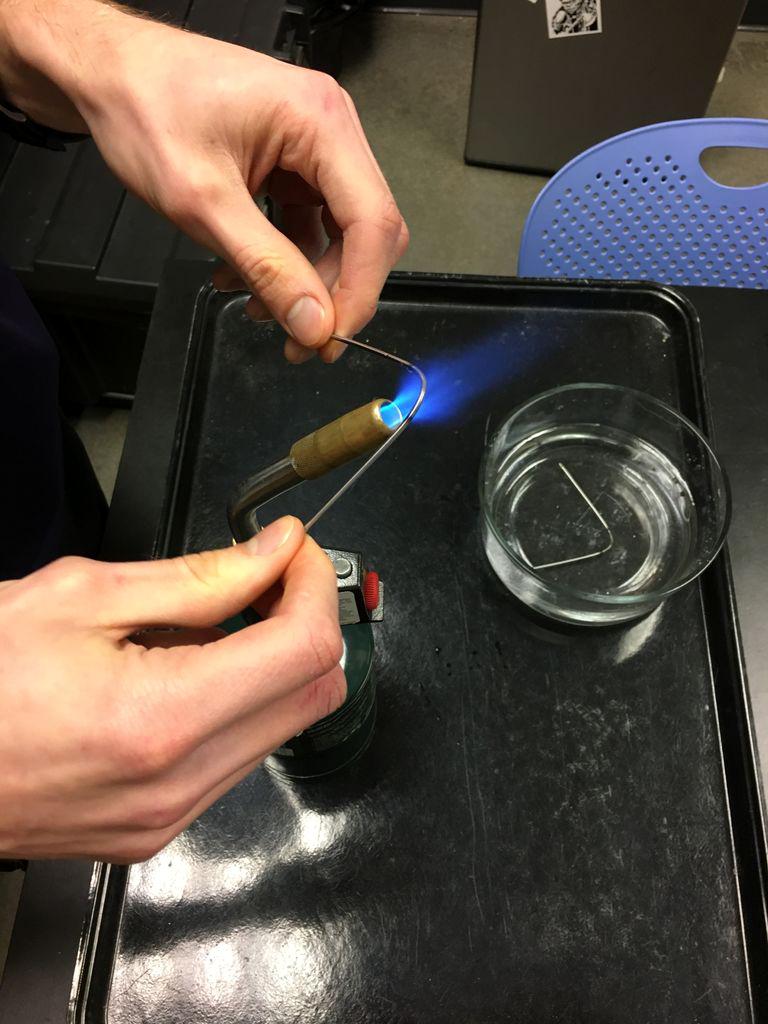 В духовке легко установить нужную температуру 180…220 ⁰С. Остается поместить деталь на 10…20 минут в разогретую духовку. Потом потребуется вынуть заготовку наружу и дать ей остыть.
В духовке легко установить нужную температуру 180…220 ⁰С. Остается поместить деталь на 10…20 минут в разогретую духовку. Потом потребуется вынуть заготовку наружу и дать ей остыть.
При использовании инструментальных сталей наблюдают некоторое увеличение твердости после низкого отпуска.
Блок: 9/9 | Кол-во символов: 362
Источник: https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah
Количество использованных доноров: 6
Информация по каждому донору:
- http://met-all.org/obrabotka/termo/kak-zakalit-metall-v-domashnih-usloviyah-video.html: использовано 2 блоков из 4, кол-во символов 6837 (26%)
- https://rezhemmetall.ru/zakalka-metalla-v-domashnix-usloviyax.html: использовано 1 блоков из 4, кол-во символов 2907 (11%)
- https://metmastanki.ru/kak-pravilno-zakalit-metall-v-domashnih-usloviyah: использовано 7 блоков из 9, кол-во символов 8934 (34%)
- https://WikiMetall. ru/metalloobrabotka/kak-zakalit-metall.html: использовано 3 блоков из 8, кол-во символов 2932 (11%)
- https://ismith.ru/metalworking/zakalka-metalla/: использовано 7 блоков из 8, кол-во символов 3590 (14%)
- https://stanok.guru/metalloobrabotka/termoobrabotka-metalla/kak-pravilno-v-domashnih-usloviyah-zakalyat-metall.html: использовано 2 блоков из 4, кол-во символов 847 (3%)
Способы и режимы закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Также вам не помешает знать, как правильно варить полуавтоматом.
Как закалялась сталь
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.

Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.

Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Закалка и отпуск в кустарных условиях — Кузнечное дело
Существует несколько способов закалки,один из них закалка с сомоотпуском,применяется она когда нужно закалить только часть детали или инструмента,например лезвие топора,стамески,зубила,боёк молотка. Производится она следующим образом- Нагреваем под закалку часть подлежащая закалке на длинне 30-40мм,выдержка в огне при достижении закалочной температуры небольшая и опускается в воду или масло примерно на длине 15-20мм на 5-10 секунд(возможно и больше для крупного инструмента),затем действуя быстро вынимаем из охладителя и быстро за 2-3 секунды не дольше куском наждачного камня зачищаем охлаждённую часть,тепло двигаясь из неохлаждённой части инструмента начинает производить отпуск и соответственно появляются цвета побежалости,дождались нужный цвет(на это требуется как правило от 3х до 30секунд) охлаждаем окончательно.Вся эта процедура проделывается в темпе,зевать некогда,поэтому вода,брусок наждака и тому подобное должно находиться на расстоянии вытянутой руки.Зубило и кернер перед закалкой затачивается окончательно плюс зачищается на точиле начисто та часть что будет греться(то есть 30-40мм),чтобы легче и быстрее после закалки зачистить .Топор и стамеску перед закалкой затачиваем не до остроты ,а что бы осталась тупая кромка примерно в 1мм,кроме того на лезвии не должно быть зазубрин. Отвёртку , шило,нож подобным образом отпустить не получится,поэтому их закаливают полностью ,а для отпуска применяют другие приёмы,делается это так-В горне греется подходящий брусок металла до 600-700 градусов ,на наковальню ложится кирпич,сверху него разогретый брусок ,клещами берём шило ,отвёртку или нож(предварительно закаленные и зачищеные до блеска) и перемещаем предмет предназначенный для отпуска по разогретому,следить нужно внимательно за цветами побежалости,чтобы отпуск(цвет побежалости) по всей длинне был равномерным.Этим же приёмом пользуемся в случае если при закалке с самоотпуском не удалось равномерно по всей длине отпустить лезвие топора например.Ещё одно замечание,предметы(особенно длинные ,тонкие и плоские) при закалке следует охлаждать погружая их в воду или масло стого вертикально,иначе будет изгиб.Вот пример соломенного цвета побежалости полученного на лезвии при отпуске на разогретом бруске-
Производится она следующим образом- Нагреваем под закалку часть подлежащая закалке на длинне 30-40мм,выдержка в огне при достижении закалочной температуры небольшая и опускается в воду или масло примерно на длине 15-20мм на 5-10 секунд(возможно и больше для крупного инструмента),затем действуя быстро вынимаем из охладителя и быстро за 2-3 секунды не дольше куском наждачного камня зачищаем охлаждённую часть,тепло двигаясь из неохлаждённой части инструмента начинает производить отпуск и соответственно появляются цвета побежалости,дождались нужный цвет(на это требуется как правило от 3х до 30секунд) охлаждаем окончательно.Вся эта процедура проделывается в темпе,зевать некогда,поэтому вода,брусок наждака и тому подобное должно находиться на расстоянии вытянутой руки.Зубило и кернер перед закалкой затачивается окончательно плюс зачищается на точиле начисто та часть что будет греться(то есть 30-40мм),чтобы легче и быстрее после закалки зачистить .Топор и стамеску перед закалкой затачиваем не до остроты ,а что бы осталась тупая кромка примерно в 1мм,кроме того на лезвии не должно быть зазубрин. Отвёртку , шило,нож подобным образом отпустить не получится,поэтому их закаливают полностью ,а для отпуска применяют другие приёмы,делается это так-В горне греется подходящий брусок металла до 600-700 градусов ,на наковальню ложится кирпич,сверху него разогретый брусок ,клещами берём шило ,отвёртку или нож(предварительно закаленные и зачищеные до блеска) и перемещаем предмет предназначенный для отпуска по разогретому,следить нужно внимательно за цветами побежалости,чтобы отпуск(цвет побежалости) по всей длинне был равномерным.Этим же приёмом пользуемся в случае если при закалке с самоотпуском не удалось равномерно по всей длине отпустить лезвие топора например.Ещё одно замечание,предметы(особенно длинные ,тонкие и плоские) при закалке следует охлаждать погружая их в воду или масло стого вертикально,иначе будет изгиб.Вот пример соломенного цвета побежалости полученного на лезвии при отпуске на разогретом бруске-
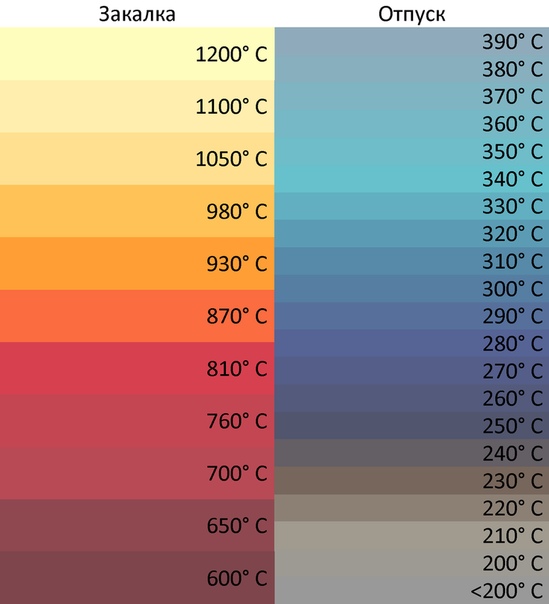 10.2013 17:31 » data-short=»7 г»>19 октября, 2013 пользователем sanek66
10.2013 17:31 » data-short=»7 г»>19 октября, 2013 пользователем sanek66что это и как осуществить
В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
Несколько лет назад эту процедуру в домашних условиях было практически невозможно реализовать. Сегодня это возможно с использованием среды графита или их аналогов. Главное — это желание и некоторые знания.
Общая информация о процессе
В первую очередь необходимо понимать основы термической обработки стали.
К особенностям цементации металла относят следующие факторы:
- Благодаря процедуре цементируемые стали становятся прочнее, что повышает износостойкость и прочность материала;
- Свойства эксплуатации металла изменяются за счет нагрева изделий в жидкости, газовой или твердой среде, что улучшает ее характеристики;
- Нагревание деталей можно до разных температур, нет ограниченной константы и точных рекомендаций. В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
- Профессионалы рекомендуют в домашних условиях цементировать низкоуглеродистые виды стали (приблизительно 0,2%). Например, лезвие от недорогого кухонного ножа, изготовленного из стали или небольшие детали.
- В структуру стали углерод проникает довольно медленно. Поэтому цементация лезвия ножа в условиях домашней процедуры происходит со скоростью не более 0,1 мл в час. Чтобы это же лезвие выдерживало более сильные нагрузки, нужно усиливать слой толщиной до 0,8 мл в час. Еще важно понимать, что цементация ножа или небольшого вала в условиях домашнего цеха займет минимум восемь часов. При этом следует удерживать определенную температуру в печи, чтобы не нарушить температурный режим.
- В процессе цементации изменяется не только свойство металла, но и его фазовый состав и атомная решетка. В целом поверхность получает такие же характеристики, как и при закалке, но при этом существует возможность контроля в узком диапазоне температур, чтобы избежать различных дефектов материала.
 В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
Осуществить цементацию нержавеющий стали немного сложнее, но в то же время это качественно улучшит характеристики этого вида металла.
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
- в твердой;
- в газообразной;
- в растворе электролита;
- в виде специальной пасты;
- в кипящем слое.
Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
 В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.

При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Цементуемые стали с помощью газа
Впервые цементацию стали газом осуществили на Златоусовском комбинате под бдительным руководством П. Аносова. Этот эффективный способ разработали В. Просвирин, С. Ильинский и Н. Минкевич.
Суть процесса достаточно проста — металл цементируется под влиянием углеродсодержащего газа (природного, искусственного или генераторного) в герметически закрытой печи.
Самый доступный и часто используемый газ — это состав, который получают при разложении нефтепродуктов.
Его изготавливают следующим способом:
- в специальную емкость из стали наливают керосин, нагревают до процесса пиролиза — разложения керосина на смесь из нескольких газов;
- примерно 60% этого газа модифицируют и делают подходящим для цементации.
Смесь из модифицированного газа и чистого пиролизного газа используют для цементации. Необходимость модификации части газа вызвана тем, что от использования чистого пиролизного газа на стали получается недостаточная цементация, а на некоторых деталях может оседать немного сажи, которую сложно удалять.
Сам процесс цементации стали с помощью газа проводят на специальных печах-конвейерах непрерывного действия. Либо используют уникальные стационарные агрегаты.
Сначала в печь, ее муфель, помещают деталь. Установку закрывают и накаляют печь до 950 градусов. Потом подают заранее подготовленный газ.
Провести эту процедуру в домашних условиях практически нереально.
В то же время она имеет несколько преимуществ перед твердым способом обработки:
- меньше времени затрачивается на подготовку сырья для цементации;
- более благоприятные и безопасные условия для труда рабочих;
- ускорение процесса закалки за счет сокращения времени на выдержку изделий.
Самое важное при цементации стали — это грамотно организованный процесс и качественное оборудование и сырье. Твердый способ вполне можно реализовать в домашних условиях при наличии печи, карбюризатора и металлических форм. А также определенных умений и навыков, связанных с этим процессом закалки стали.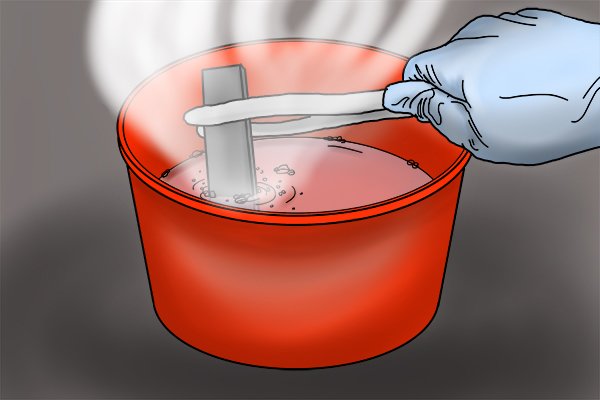
Базовое производство металлов: деформационное упрочнение и отжиг
Это введение в концепции деформационного упрочнения и отжига. Крайне важно, чтобы начинающие мастера по металлу, приступающие к работе с молотком, пайкой и формовкой металлов, понимали эти принципы. Читайте дальше, чтобы узнать больше. Это популярное сообщение в блоге было обновлено в 2019 году.
Один из первых уроков ювелирного дела связан с концепцией деформационного упрочнения и отжига металла. Наиболее часто используемый пример для иллюстрации концепции — это знакомый опыт сгибания проволоки из канцелярской скрепки вперед и назад до тех пор, пока металл не сломается.Проволока вначале гибкая, так что же заставляет ее порваться? Ответ — упрочнение.
Деформационное упрочнение
Многие ювелиры испытали на себе влияние наклепа. Иногда вы можете сломать шпильку или кусок проволоки, постоянно пытаясь достать нужную катушку. Поломка произошла не из-за плохого металлического листа, а просто из-за чрезмерного движения.
Иногда вы можете сломать шпильку или кусок проволоки, постоянно пытаясь достать нужную катушку. Поломка произошла не из-за плохого металлического листа, а просто из-за чрезмерного движения.
Накопление не всегда страшно. Я специально обработал этот кулон с когтями, чтобы показать трещины в ключевых местах кулона, например, вокруг когтей и по краям. — Эрика Стайс
Гибка, ковка и придание формы металлической проволоке или листу создает нагрузку на металл. Эти задачи на самом деле перемещают молекулы в металле до точки, где они больше не могут поглощать давление. Когда это произойдет, металл буквально расколется или сломается.
Отжиг листового металла
Когда вы работаете с куском металла, вы почувствуете, когда он начинает сопротивляться изменениям по мере того, как он затвердевает. Хорошая новость заключается в том, что большинство ювелирных металлов легко размягчаются или «отжигаются», чтобы они снова стали пригодными для обработки. Фактически, вы можете пройти через множество циклов наклепа и отжига на одном ювелирном изделии.
Фактически, вы можете пройти через множество циклов наклепа и отжига на одном ювелирном изделии.
Подвеска-лист, показанная выше, была подвергнута тяжелой обработке для достижения конечного результата. Он был сформирован в складку, закруглен и сформирован, текстурирован, подпилен и разрезан, что оказало огромную нагрузку на лист из стерлингового серебра, поэтому я отжигал серебро 4-5 раз, чтобы предотвратить образование трещин. — Эрика Стайс
Когда вы почувствуете, что листовой металл начинает затвердевать, немедленно отожгите его, чтобы избежать поломки.Слишком ранний отжиг металлического серебра не будет большой проблемой, но если ждать слишком поздно, это может нанести непоправимый ущерб.
Шаги к отжигу
Для отжига металла необходимо нагреть его до критической температуры с помощью горелки, а затем закалить горячий металл в воде. Будьте осторожны, чтобы не нагревать металлы выше температуры отжига, иначе они расплавятся. Чтобы этого не произошло, рекомендуется использовать перманентный маркер на металлическом листе. Метка выгорит около температуры отжига меди и серебра, тогда вы знаете, что нужно прекратить нагрев и закалить ее.
Чтобы этого не произошло, рекомендуется использовать перманентный маркер на металлическом листе. Метка выгорит около температуры отжига меди и серебра, тогда вы знаете, что нужно прекратить нагрев и закалить ее.
- Поместите закаленный металл на безопасную паяльную доску или угольный блок.
- Возьмите перманентный маркер и проведите им линию на металлическом листе.
- Возьмите свой факел и зажгите его как можно большим пламенем.
- Нагрейте всю деталь, иначе детали останутся закаленными.
- Выключите резак, как только линия маркера исчезнет.
- Немедленно погрузите его в воду.
Примечание: Тщательно высушите изделие после закалки. Вода может повредить ваши ювелирные инструменты, если не стереть ее полностью.
Посмотрите видео ниже, чтобы узнать, как быстро можно отжигать металл.
 halsteadbead.com» frameborder=»0″ allowfullscreen=»allowfullscreen» data-gtm-yt-inspected-11355726_5=»true»/>
halsteadbead.com» frameborder=»0″ allowfullscreen=»allowfullscreen» data-gtm-yt-inspected-11355726_5=»true»/>
Halstead — один из ведущих дистрибьюторов ювелирных изделий в Северной Америке. В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек и металлов для художников-ювелиров.
Подпишитесь сейчас, чтобы читать наши последние образовательные и информативные статьи, и присоединяйтесь к нам на нашем канале Halsteadbead на Youtube, чтобы увидеть еще больше отличных видео!
Есть вопросы? Отправьте электронное письмо координатору студии Эрике Стайс в studio @ halsteadbead.com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Вот еще несколько замечательных статей:
6 лучших советов по распиловке ювелирных изделий
Установка подвески из кабошона Учебное пособие
Как продавать свои драгоценности на Facebook
Цветное упрочнение: фото и видеоурок
Я не знаю, описывался ли здесь раньше этот процесс, но вот описание того, как я это делаю. Многие из нас слышали о цементировании, процессе добавления углерода на поверхность низкоуглеродистой стали, обеспечивающего твердую внешнюю оболочку вокруг мягкого внутреннего сердечника.Это процесс, который практикуется на протяжении сотен лет и до сих пор остается ценным процессом для многих современных производственных компаний. Хотя цементирование может быть выполнено несколькими способами, Kasenit, пожалуй, самый распространенный и обеспечивает, по крайней мере, тонкую закаленную оболочку на небольших деталях. Однако он не дает никаких цветов, а поверхность вместо этого имеет мертвенно-серый цвет. Ниже приведены некоторые примеры цветов, получаемых с помощью процесса упаковки древесного угля и кости, описанного здесь.
Многие из нас слышали о цементировании, процессе добавления углерода на поверхность низкоуглеродистой стали, обеспечивающего твердую внешнюю оболочку вокруг мягкого внутреннего сердечника.Это процесс, который практикуется на протяжении сотен лет и до сих пор остается ценным процессом для многих современных производственных компаний. Хотя цементирование может быть выполнено несколькими способами, Kasenit, пожалуй, самый распространенный и обеспечивает, по крайней мере, тонкую закаленную оболочку на небольших деталях. Однако он не дает никаких цветов, а поверхность вместо этого имеет мертвенно-серый цвет. Ниже приведены некоторые примеры цветов, получаемых с помощью процесса упаковки древесного угля и кости, описанного здесь.[imghttp: //img.photobucket.com/albums/v733/44-henry/ColorCasedCylinders.jpg] http: // [/ img]
Цветное упрочнение не так уж и сложно; однако для этого требуется источник сильного тепла, такой как печь, кузница или печь, а также точный способ измерения температуры. Можно получить цвета, используя составы для упрочнения, содержащие цианид калия, и, предположительно, их можно использовать так же, как Kasenite; однако опасность, связанная с работой с этой формой цианида, помешала мне экспериментировать с ним, а также цвета, полученные в этом процессе, по моему мнению, уступают цветам, полученным путем гораздо более безопасного процесса упрочнения упаковки с использованием древесного и костного угля. .По этой причине я опишу именно этот процесс.
Можно получить цвета, используя составы для упрочнения, содержащие цианид калия, и, предположительно, их можно использовать так же, как Kasenite; однако опасность, связанная с работой с этой формой цианида, помешала мне экспериментировать с ним, а также цвета, полученные в этом процессе, по моему мнению, уступают цветам, полученным путем гораздо более безопасного процесса упрочнения упаковки с использованием древесного и костного угля. .По этой причине я опишу именно этот процесс.
В настоящее время я использую электрическую печь для термообработки, приобретенную на сайте www.brownells.com, которая имеет два элемента и емкость камеры около двух квадратных футов. Электрические печи легче контролировать; однако у них есть недостаток, заключающийся в сокращении срока службы элементов, а использование химически неочищенных древесных углей определенно сократит срок службы элементов. Некоторым очень повезло с газовыми печами, и я хотел бы поэкспериментировать с этим в будущем.Я также использовал меньшую печь Neycraft, которая также была куплена у Brownells, которая хорошо подходит для небольших изделий и намного дешевле. Вот изображение печи меньшего размера.
Вот изображение печи меньшего размера.
Один из секретов хорошей цветной закалки — это тип используемого угля. Без сомнения, на протяжении всей истории было испробовано множество различных составов в стремлении улучшить процесс и, возможно, получить лучшие цвета. Большинство ранних формул, упоминаемых в текстах о оружейном деле, действительно предполагают, что использование древесного угля из кости, дерева и кожи было обычным явлением.Другие также упоминают об использовании более экзотических элементов, таких как соль, фруктовые косточки (обугленные) и цианистый калий. Хотя я экспериментировал с древесным углем и солью, другие предметы (особенно цианид) я не пробовал. Я подозреваю, что фруктовые косточки могут быть многообещающими, поскольку некоторые косточки содержат следы цианида.
Древесный уголь, с которым я добился наибольшего успеха, был приобретен на сайте www.brownells.com и представляет собой древесный и костный уголь. Эти два типа древесного угля оказались успешными в создании цветов, которые соответствуют исходным цветам, которые можно увидеть на прекрасных старых пистолетах, таких как Colt, Winchester, LC Smith, Parker, Remington и многих других. Ниже приведены некоторые примеры цветов, которые можно получить.
Ниже приведены некоторые примеры цветов, которые можно получить.
Чтобы добиться успеха в этом процессе, вы должны понимать некоторые особенности этого процесса. Обычная закалка включает не что иное, как погружение объекта из низкоуглеродистой стали в богатую углеродом атмосферу и нагрев до температуры выше критической. Чем дольше объект остается в упаковке, окруженной углеродом, тем глубже будет полученный футляр. Температура также играет роль в этом, поскольку поглощение углерода ускоряется в более высоких диапазонах температур.Детали можно просто вынуть из упаковки и закалить, и упрочнение будет успешным, если деталь закаляется до того, как она остынет до температуры ниже критической.
Цветное упрочнение требует большей осторожности. При отверждении цвета детали должны быть погружены в углеродный материал в герметичном контейнере, и температура имеет решающее значение, поскольку, если она будет слишком высокой, цвета будут плохими и размытыми. Мало кто знает об этом, но действительно возможно получить очень хорошие цвета в критическом диапазоне; однако, если это сделано, вы на самом деле не закаливаете, а просто окрашиваете. Я обнаружил, что температура должна быть близка к отметке 1400 градусов по Фаренгейту. Когда температура поднимается намного выше 1450, цвета кажутся довольно скудными. Не менее важен процесс закалки деталей. Если воздух загрязнит детали до того, как они попадут в закалку, цвета испортятся. По этой причине очень важно убедиться, что разработан метод, позволяющий перемещать детали прямо из тигля в закалку как можно быстрее. По этой причине я разработал следующий тигель, показанный на фотографии ниже.
Я обнаружил, что температура должна быть близка к отметке 1400 градусов по Фаренгейту. Когда температура поднимается намного выше 1450, цвета кажутся довольно скудными. Не менее важен процесс закалки деталей. Если воздух загрязнит детали до того, как они попадут в закалку, цвета испортятся. По этой причине очень важно убедиться, что разработан метод, позволяющий перемещать детали прямо из тигля в закалку как можно быстрее. По этой причине я разработал следующий тигель, показанный на фотографии ниже.
В этом тигле используется стальная труба диаметром 3 дюйма (гораздо лучше из нержавеющей стали) с приваренной крышкой на одном конце. Другой конец остается открытым. К середине приварен патрубок, чтобы его можно было захватить клещами. Тигель загружается полированными, обезжиренными деталями и набивается с выбранным соотношением древесины и костного угля. Мы использовали разные соотношения, но большую часть времени я остановился на соотношении древесины и кости 1: 1. Важно, чтобы детали не касались стенок тигля примерно на ½ дюйма. Добавьте древесный уголь слоями, постукивая по тиглю через равные промежутки времени, чтобы уголь осел, но не утрамбовывайте его, так как это может привести к настолько плотной упаковке деталей в тигель, что они могут зависнуть во время процесса закалки. Убедитесь, что уголь полностью доведен до верха, а затем выровняйте его с помощью плоской планки или палки. Затем тигель переворачивают на носитель из нержавеющей стали, и любой излишек древесного угля упаковывают по бокам тигля. Вы можете ясно увидеть это на фотографии выше.
Добавьте древесный уголь слоями, постукивая по тиглю через равные промежутки времени, чтобы уголь осел, но не утрамбовывайте его, так как это может привести к настолько плотной упаковке деталей в тигель, что они могут зависнуть во время процесса закалки. Убедитесь, что уголь полностью доведен до верха, а затем выровняйте его с помощью плоской планки или палки. Затем тигель переворачивают на носитель из нержавеющей стали, и любой излишек древесного угля упаковывают по бокам тигля. Вы можете ясно увидеть это на фотографии выше.
Затем тигель помещается в печь.
и температуре позволяют повышаться, пока внутренняя температура тиглей не достигнет 1400 градусов по Фаренгейту.Поскольку внутреннюю температуру трудно измерить, я просто даю от 30 минут до 1 часа, чтобы компенсировать, если печь уже предварительно нагрета. Если вы начинаете с холодной печи, я обычно не беспокоюсь об этом и просто запускаю часы, когда пирометр показывает 1400 F. Как только температура будет достигнута, оставьте около 2 часов для приготовления.
Тем временем вы должны приготовить закалку. Обычно я просто использую воду из самолета, настолько холодную, насколько я могу ее достать. Я стремлюсь к температуре воды 35-40 градусов по Фаренгейту.Обычно для этого я опускаю кусок льда в воду за пару часов до запуска духовки. В это время я также подаю воздух в резервуар через воздуховод, который проходит через дно 32-галлонной бочки, которую я использую для закалки. На фотографии ниже изображен старый танк, который мы использовали. В некоторых текстах предлагается добавить в воду нитрат калия, чтобы усилить цвет. Я экспериментировал с этим и обнаружил, что он действительно дает больше синего, но в этой области необходимо больше экспериментов.В основном я думаю, что здесь важны две основные переменные. Температура воды — это одно, а насыщение воды кислородом — другое. Я думаю, что гораздо важнее спустить авиакомпанию в воду до закалки, чем во время. В какой-то момент я получу кислородный монитор для измерения содержания кислорода в воде, поскольку я думаю, что это может дать некоторые интересные ответы.
Если вы обратите внимание на емкость закалки на фото, а также на видеоролик, вы заметите на ней крышку.Крышка имеет отверстие в центре и стальную кромку, приваренную кверху непосредственно перед отверстием. При использовании держатель с тиглем извлекается из печи и помещается на стальную крышку. Затем держатель устанавливается так, чтобы упираться в стальную кромку. В этот момент оператор меняет положение клещей на тигель и перемещает тигель над отверстием в резервуаре. Поскольку уровень воды находится прямо наверху крышки, падение происходит почти мгновенно. Следующие фотографии демонстрируют последовательность событий.
И, наконец, вот видеоклип, который я снял, на котором один из моих студентов выполняет этот процесс на одной из опорных плит своих паровых двигателей.
Я думаю, что расстояние падения оказывает некоторое влияние на получаемые цвета, по крайней мере, согласно доктору Доктору. Оскар Гэдди, который несколько лет назад написал прекрасную статью о процессе в Double Gun Journal.В будущем это область, которую я исследую дальше.
Оскар Гэдди, который несколько лет назад написал прекрасную статью о процессе в Double Gun Journal.В будущем это область, которую я исследую дальше.
Мои наблюдения за процессом на сегодняшний день показывают следующее:
• Детали должны быть чистыми и хорошо отполированными. Очищаем детали медицинским спиртом или раствором TSP, в котором детали кипятятся в течение 30 минут (с последующим кипячением в течение 10 минут в чистой воде). Детали также необходимо отполировать до зернистости не менее 320. Чем лучше полироль, тем ярче будут цвета. Полировку следует выполнять наждачной бумагой с правильной основой, чтобы сохранить плоские поверхности и предотвратить закругленные углы и выпуклые отверстия.Полировка не дает хороших результатов и даже почему-то снижает эффективность процесса. В любом случае, я не думаю, что полировка занимает много места в тонкой полировке, поскольку она имеет тенденцию закруглять углы и выдавливать отверстия для винтов.
• Чем дольше угольная смесь может находиться в контакте с деталями, которые необходимо отвердить, тем лучше будут цвета. Экраны, блокировка, проволочная обмотка и т. Д., Похоже, улучшают яркое отображение цветов. Примечание: мои ученики часто оборачивают закаленные детали несколькими слоями тонкой железной проволоки, которую также следует обезжирить.Проволока имеет огромное значение в цветах, которые можно получить.
• Детали деформируются, если их оставить без опоры. Если вы попробуете упрочнить тонкую металлическую полоску, вы можете ожидать, что она изогнется, если она не будет поддерживаться какой-либо блокировкой.
• Цвета будут улучшены за счет последующего отпуска в печи при температуре до 450 градусов по Фаренгейту. Это также снижает риск чрезмерной хрупкости, если вы случайно закалили кусок высокоуглеродистой стали или у вас есть тонкие участки. низкоуглеродистые части, которые могли быть полностью пропитаны углеродом.Пропустите этот шаг, если не хотите снижать твердость поверхности.
• Вымойте детали после закалки в горячей воде, чтобы удалить остатки, а затем маслом или лаком для защиты цветов. Примечание: цвета легко стираются, поэтому желательна какая-то защита. Многие считают, что цвета также чувствительны к ультрафиолету; однако я никогда не видел никаких убедительных доказательств в поддержку этого.
Примечание: цвета легко стираются, поэтому желательна какая-то защита. Многие считают, что цвета также чувствительны к ультрафиолету; однако я никогда не видел никаких убедительных доказательств в поддержку этого.
Если у вас есть дополнительные вопросы, не стесняйтесь спрашивать. Я далек от эксперта в этой области, но я продолжаю учиться каждый раз, когда я или мои ученики участвую в этом процессе.Пожалуйста, поделитесь своими знаниями, если вы решите поэкспериментировать с этим процессом, поскольку это единственный способ сохранить это умирающее искусство.
С уважением,
Алекс Джонсон
Ковка плоского железа — Деревообработка | Блог | Видео | Планы
В выпуске журнала Woodworker’s Journal за март / апрель 2019 года я рассказал о процессе сборки деревянного рубанка, который я сделал на уроках в народной школе Северного дома, которую вел приглашенный инструктор Пол Линден.(Узнайте больше об этой школе, расположенной на берегу озера Верхнее в Гранд-Марэ, штат Миннесота, на сайте www. northhouse.org.) Тем не менее, мы не просто сделали деревянный корпус самолета в этом классе: мы также провел некоторую обработку металла, чтобы создать плоское лезвие, также называемое «железом». Вот как я сделал лезвие для своего рубанка.
northhouse.org.) Тем не менее, мы не просто сделали деревянный корпус самолета в этом классе: мы также провел некоторую обработку металла, чтобы создать плоское лезвие, также называемое «железом». Вот как я сделал лезвие для своего рубанка.
Изготовление лезвия
Используйте маркер Sharpie или стальную синюю жидкость для макетов, чтобы пометить конец куска металла, который станет вашим плоским лезвием.Класс, используемый для изготовления лопаток, из стального прутка О1. Первый шаг — покрасить конец стального лезвия, которое станет вашим лезвием, с помощью маркера Sharpie® или некоторого количества жидкой раскладочной жидкости стального синего цвета. Вам также нужно будет отметить центральную линию стали.
Используйте маркировочный инструмент, чтобы протравить радиус лезвия, а также центральную линию через чернила. Затем вам нужно будет нарисовать изгиб на конце лезвия маркировочным ножом, а затем отшлифовать металл под углом 90 ° к линии. Я выбрал радиус моего лезвия 6 дюймов.
Я выбрал радиус моего лезвия 6 дюймов.
В North House мы использовали ленточную шлифовальную машину, чтобы отшлифовать изгиб на лезвии (фото 2). Вы также можете сделать изогнутые углы на вершине лезвия, чтобы они не были острыми.
Изогнутые углы в верхней части лезвия устраняют острые кромки.Наш инструктор класса North House установил для нас приспособление под углом 45 °, чтобы отшлифовать фаску по всему радиусу плоского лезвия.
Лезвие с радиусом 6 дюймов фактически считается меньшим радиусом в 9 дюймов, когда лезвие установлено в плоскости под углом 45 °.Как участники класса, мы закаляли сталь, нагревая ее в кузнице, а затем закалку в масле в красивой кузнечной мастерской в Северном доме, но есть много способов создать небольшую кузницу для домашнего использования.
Класс использовал приспособление под 45 °, предоставленное школой, для заточки фаски по радиусному концу плоского лезвия.
Вы хотите нагреть сталь на пару дюймов от конца лезвия до критической температуры, при которой химические соединения меняются.
Кожаные перчатки и щипцы являются важным средством обеспечения безопасности при закалке металла в кузнице.Это означает, что сначала вы будете искать красное свечение, которое начнется при нагревании стали. Вы также можете использовать магнит, чтобы проверить его магнетизм.
Используйте магнит, чтобы проверить процесс ковки стали. Когда сталь перестает быть магнитной (и приобретает ярко-оранжевый цвет), сталь достигает критической температуры для изменения своего химического состава.Когда сталь приобретает ярко-оранжевый цвет и теряет магнетизм, она достигает критической температуры.
При использовании закаленной в масле стали, такой как авторская сталь O1, выньте ее из кузни, когда сталь достигнет критической температуры (см. Предыдущие шаги), и закалите ее в масле для затвердевания. После того, как наша сталь достигла этой точки, мы закалили ее в масле. Буква «O» стали O1 указывает на то, что это закалка в масле: погружение стали в масло приводит к тому, что сталь становится твердой.
Буква «O» стали O1 указывает на то, что это закалка в масле: погружение стали в масло приводит к тому, что сталь становится твердой.
Затем вам нужно будет отпустить сталь, доведя ее до консистенции, которая сохранит твердость, но при этом будет пригодна для обработки (менее хрупкая) для заточки.Вы можете добиться этого, поместив металл в духовку (тостер отлично подойдет) при температуре 350 ° как минимум на полчаса.
Мы использовали настольную шлифовальную машину с кругами диаметром 6 дюймов, чтобы нанести полую шлифовальную фаску 25 ° по радиусу лезвия (фото 7).
Автор установил систему заточки Tormek на 25 ° .Создание такой полой шлифовки по радиусу упростит затачивание и повторную заточку кромки. Затем мы перешли к системе заточки Tormek, чтобы улучшить кромку.
Она использует свои пальцы в качестве точки поворота, чтобы провести лезвие по колесу, создавая равномерное шлифование по лезвию.
Tormek оснащен колесом диаметром 10 дюймов, которое больше, чем 6-дюймовый круг настольного точильного станка, используемый для полого шлифования. Это означает, что Tormek не придется снимать много материала, потому что он контактирует только по передней и задней кромкам фаски. Установите упор для инструмента Tormek на 25 °. Начиная с одного угла, поверните скос поперек колеса, чтобы получить ровное шлифование по лезвию.
Автор положил наждачную бумагу на плоскую поверхность (здесь, на кусок камня) и отшлифовал все более мелкие зерна, чтобы сплющить первые пару дюймов задней части лезвия. Держите лезвие полностью ровно — не раскачивайте его взад и вперед.Закончить заточку кромки на точильных камнях или наждачной бумаге. В данном случае мы использовали влажную / сухую наждачную бумагу с зернистостью 220–2 500. Начните с выравнивания задней части лезвия наждачной бумагой на плоской поверхности, например, на фуганке, на плоском куске камня или стекла.
Широкими движениями создайте плоскую поверхность на передней и задней кромке лезвия.
Вам нужно расплющить только первые пару дюймов лезвия. По мере того, как вы продвигаетесь сквозь крупу, становясь все мельче и тоньше, задняя часть лезвия становится все более и более блестящей, как зеркало. Вы хотите держать лезвие так, чтобы оно было полностью плоским; не раскачивайте его туда-сюда.
Он должен иметь зеркальный блеск по переднему и заднему краям.Затем возьмите шлифованный край наждачной бумаги и найдите место, где вы опираетесь на передний и задний края лезвия.Широкими движениями нарисуйте ровную поверхность на переднем и заднем краях скоса. Это должно привести к появлению зеркального блеска по краям.
Завершение работы
Автор использовал давление большого пальца на клин, а не настроечный молоток, чтобы установить глубину лезвия.Чтобы предотвратить появление ржавчины, когда самолет не используется, нанесите на лезвие тонкий слой защитного масла, например масла камелии.
И, наконец, вы готовы установить утюг в корпус деревянного рубанка. Поместите лезвие скосом вниз вместе с клином в плоское тело так, чтобы кончик утюга почти выходил за дно. Используя только давление большого пальца, плотно прижмите клин так, чтобы лезвие выступало не более чем на 1/16 дюйма.
Поместите лезвие скосом вниз вместе с клином в плоское тело так, чтобы кончик утюга почти выходил за дно. Используя только давление большого пальца, плотно прижмите клин так, чтобы лезвие выступало не более чем на 1/16 дюйма.
Было так захватывающе попробовать свой ручной рубанок и красиво вырезать его в первый раз! Я использую плоскость для чистки, чтобы добавить текстуру проектам: начинаю со свежефрезерованной древесины и оставляю маленькие закругленные бороздки.Мой самолет также можно использовать для прохождения под углом 45 ° по доске в одном направлении, а затем в другом, чтобы убрать любые выступы и начать процесс выравнивания доски.
Я делал и другие инструменты, но это был самый глубокий процесс от начала до конца, который я когда-либо испытывал. Я считаю, что изучение старых методов работы бесценно. Эти знания создают основу для инноваций.
Я получил массу удовольствия от моего класса, и я очень ценю внимание к деталям и богатство знаний, которыми поделился наш инструктор Пол Линден.Народная школа Северного дома — особое место для меня, и я считаю, что многие другие ученики думают так же. Это стало местом, где я пересекаюсь со старыми и новыми друзьями. Всегда есть чему поучиться. Благодаря разнообразию предлагаемых занятий по ремеслу каждый найдет что-то для себя. Миссия NHFS — «обогащать жизнь людей и строить общины путем обучения традиционным северным ремеслам» — выполняется с честью.
Щелкните здесь, чтобы загрузить версию для печати этой статьи.
Термическая обработка стали O1 | Популярный журнал Woodworking
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Заглавная статья апрельского номера 2016 года (№ 224) — это статья Калеба Джеймса о создании согласованных наборов формовочных плоскостей в стиле Roubo (трех размеров, для которых он больше всего подходит: №№ 4, 6 и 8). Чтобы подогреть ваш аппетит (и поэтому я могу показать великолепное начальное изображение, снятое Даниэлем Дюбуа, за которым вам действительно стоит подписаться в Instagram), ниже приведен предварительный просмотр: «боковая панель» Калеб написал о том, как термически обрабатывать сталь O1 с помощью простая настройка и одна умная приманка (это не клик-приманка — обещаю).
Чтобы подогреть ваш аппетит (и поэтому я могу показать великолепное начальное изображение, снятое Даниэлем Дюбуа, за которым вам действительно стоит подписаться в Instagram), ниже приведен предварительный просмотр: «боковая панель» Калеб написал о том, как термически обрабатывать сталь O1 с помощью простая настройка и одна умная приманка (это не клик-приманка — обещаю).
Выпуск будет разослан подписчикам в середине февраля, а в газетных киосках появится в начале марта.
— Меган Фицпатрик
Термообработка Сталь O1
огнеупорный кирпич корпус позволяет равномерно распределять тепло на инструментальной стали.
Термообработка инструментальной стали О1 проста. Короче говоря, доведите его до критической температуры, охладите в растительном масле, а затем в тостере или обычной кухонной духовке в течение часа при 400˚˚.
Закалочная сталь — легкая часть; минимизация коробления — другое. Путь к успеху — равномерно нагреть металл. Создание корпуса с чем-то, например, как огнеупорный кирпич поможет вам достичь этого.
Создание корпуса с чем-то, например, как огнеупорный кирпич поможет вам достичь этого.
Медленно нагрейте сталь с помощью простой газовой горелки MAPP. Нагревайте медленнее, чем вы думаете. Если одна сторона горячее, чем другая, при закалке в масле она деформируется. Так что нагрейте медленно.
Есть несколько способов определить, когда вы достигли критической температуры. Не полагайтесь на цвет, потому что окружающий свет влияет на цвет, который вы видите.Точно так же, как фонарик ночью кажется ярче, чем днем, слишком один только цвет при изменении условий освещения может быть обманчивым. Самый простой способ проверить, что вы достигли критической температуры — использовать магнит, потому что инструментальная сталь O1 теряет свой магнетизм примерно при этой температуре. К концу показанной выше кленовой палки приклеен редкоземельный магнит; это простой инструмент для безопасной проверки стали при достижении критической температуры. Просто периодически снимайте сталь ненадолго с огня и проверяйте магнитом.
Другой вариант — следить за качеством поверхности стали. Он изменится при достижении критической температуры, потому что углерод начинает течь внутри стали, и на поверхности происходит некоторое обезуглероживание, что меняет ее внешний вид. Его можно охарактеризовать как «потливость» стали или «покраснение». Это изменение будет сопровождаться заметным повышением «блеска» стали. Другими словами, вместо того, чтобы видеть изменение определенного цвета, вы просто увидите, как цвет становится более сияющим.
После достижения критической температуры закалите сталь в масле, погрузив лезвие прямо вертикально, не наклоняясь ни в одну, ни в другую сторону. Теперь немедленно переместите в духовку, чтобы темперировать в течение часа при 400˚. — Калеб Джеймс
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Укрепление вашего дома — FIRESafe MARIN
Загрузите руководство IBHS Wildfire по модернизации жилищного строительства для Калифорнии и Марина.
Дома воспламеняются от углей, пламени или лучистого тепла. Летающие угли представляют собой наибольшую опасность для вашего дома и могут быть унесены ветром на много миль впереди лесного пожара. Домовладельцы должны «закалить» свои дома задолго до начала пожара.
Дом, защищенный от природных пожаров, должен быть устойчивым к возгоранию от переносимых ветром углей.Даже если пламя никогда не достигает вашего дома, оно должно выдерживать воздействие миллионов крошечных углей, которые можно пронести на милю или больше перед лесным пожаром.
Чтобы обеспечить максимальную защиту вашего дома от лесных пожаров, необходимо использовать комбинацию управления растительностью около дома, соответствующие строительные материалы и соответствующие конструктивные особенности. Эти моменты резюмированы в превосходной публикации Калифорнийского университета «Выживание в домашних условиях в районах, подверженных лесным пожарам: строительные материалы и соображения дизайна.В «Руководстве по модернизации» IBHS для Marin излагаются особенности здания, соответствующие региональным особенностям, которые можно легко модернизировать в существующие конструкции для повышения устойчивости к лесным пожарам.
Эти моменты резюмированы в превосходной публикации Калифорнийского университета «Выживание в домашних условиях в районах, подверженных лесным пожарам: строительные материалы и соображения дизайна.В «Руководстве по модернизации» IBHS для Marin излагаются особенности здания, соответствующие региональным особенностям, которые можно легко модернизировать в существующие конструкции для повышения устойчивости к лесным пожарам.
Видео о огнестойких строительных материалах
Fire Safe Building Materials — занятие с ученым IBHS и UC (и директором FIRESafe MARIN) Стивом Куорлзом:
Подготовка и поддержание достаточного защищаемого пространства защитит от контакта с пламенем и излучения близлежащей растительности, но из-за вероятного попадания угля в ваш дом во время лесного пожара вы не можете игнорировать строительные материалы и соображения дизайна. Точно так же, если вы игнорируете свое защищаемое пространство (то есть, у вас его нет или вы не поддерживаете его), лесной пожар произведет максимальное облучение вашего дома тлеющими углями, пламенем и сиянием. Маловероятно, что даже укрепленные здания смогут пережить такое воздействие, так как слабое звено, вероятно, будет где-то в ограждении здания.
Точно так же, если вы игнорируете свое защищаемое пространство (то есть, у вас его нет или вы не поддерживаете его), лесной пожар произведет максимальное облучение вашего дома тлеющими углями, пламенем и сиянием. Маловероятно, что даже укрепленные здания смогут пережить такое воздействие, так как слабое звено, вероятно, будет где-то в ограждении здания.
Простые шаги, которые вы можете предпринять, чтобы «укрепить» свой дом от лесных пожаров:
Угольки
Угольки — самая важная причина возгорания в доме. Исследования показывают, что два из каждых трех разрушенных домов возгораются от дутых ветром тлеющих углей (Maranghides and Mell 2009), а не от фактического пламени огня! Эти угли способны воспламенить и сжечь ваш дом несколькими способами.Чтобы дом был защищен от пожаров, необходимо выполнить два не менее важных шага: 1) выбор строительных материалов и конструкций, которые помогут дому противостоять лесному пожару; и 2) создание адекватного защищаемого пространства, основанное на выборе, размещении и поддержании растительности в пределах 100 футов от всех построек.
Летящие угли разрушают дома на расстоянии до мили от фактического пожара! Подготовьте (укрепите) свой дом прямо сейчас, прежде чем начнется лесной пожар.
Узнайте больше о лесных углях
Крыша
Крыша — самая уязвимая часть вашего дома.Дома с деревянной или гонтовой крышей подвержены высокому риску разрушения во время лесного пожара.
- Постройте крышу или замените крышу из таких материалов, как композит, металл или черепица.
- Заблокируйте любые промежутки между настилом крыши и покрытием, чтобы предотвратить их скопление.
Карнизы и откосы
Карнизы и перекрытия должны быть защищены огнестойкими * или негорючими материалами.
Водосточные желоба
Закройте или закройте водостоки для предотвращения скопления растительного мусора
Подробнее о противопожарных крышах
Вентс
Вентиляционные отверстия в домах создают отверстия для летящих углей.
- Закройте все вентиляционные отверстия металлической сеткой как минимум от 1/16 «до 1/8». Традиционные отверстия из проволочной сетки диаметром 1/4 дюйма слишком велики и пропускают угли. Лучше всего использовать вентиляционные отверстия с проволочной сеткой и перегородками, либо используйте вентиляционные отверстия, специально предназначенные для защиты от тлеющих углей и одобренные пожарным маршалом штата Калифорния. Не используйте стекловолокно или пластик сетка
- Защитите вентиляционные отверстия в карнизах или карнизах перегородками от тлеющих углей. Сетки не хватило!
Подробнее о противопожарных отверстиях
Окна
Тепло от лесного пожара может вызвать разбитие окон даже до возгорания дома.Это позволяет горящим углям проникать внутрь и разжигать огонь. Особенно уязвимы одинарные и большие окна.
- Установите окна с двойным остеклением и одной панелью из закаленного стекла, чтобы снизить вероятность поломки при пожаре.
- Рассмотрите возможность ограничения размера и количества окон, выходящих на большие площади растительности.

Подробнее о противопожарных окнах
Стены и сайдинг
Изделия из дерева, такие как доски, панели или черепица, являются обычным сайдинговым материалом.Однако они горючие и не подходят для пожароопасных участков.
- Стройте или реконструируйте свои стены из огнестойких строительных материалов, таких как штукатурка, фиброцемент, облицовка стен, антипирен, обработанная древесина или другие одобренные материалы.
- Не забудьте расширить материалы от фундамента до крыши.
Подробнее о огнестойком сайдинге
Деки
Поверхности в пределах 10 футов от здания должны быть выполнены из огнестойких *, негорючих или других одобренных материалов.
- Убедитесь, что все горючие предметы удалены из-под вашей колоды.
Подробнее о противопожарных настилах
Патио
Поверхности внутреннего дворика должны быть изготовлены из негорючих материалов типа «твердый пейзаж», таких как камень, плитка, бетон или разложившийся гранит. Вместо дерева, тика, лозы или других горючих материалов подумайте о огнестойкой садовой мебели, сделанной из металла, такого как железо или литой алюминий.
Вместо дерева, тика, лозы или других горючих материалов подумайте о огнестойкой садовой мебели, сделанной из металла, такого как железо или литой алюминий.
Дымоходы
Закройте дымоход и выходы дымохода негорючей сеткой.Используйте металлический экран с отверстиями размером не менее 3/8 дюйма и не более 1/2 дюйма, чтобы предотвратить утечку углей и возгорание.
Гараж
- Установите уплотнитель вокруг и под воротами гаража, чтобы не допустить попадания углей.
- Храните все горючие и легковоспламеняющиеся жидкости вдали от источников возгорания.
- Установите аккумуляторную батарею на устройство открывания ворот гаража, чтобы его можно было открывать и ЗАКРЫВАТЬ при эвакуации, особенно в темноте.Потренируйтесь открывать дверь вручную, если у вас нет резервного аккумулятора, так как при приближении пожара электричество может отключиться.
- Имейте в вашем гараже огнетушитель и такие инструменты, как лопата, грабли, ведро и мотыга на случай возникновения пожара.

Заборы
Рассмотрите возможность использования огнеупорных или негорючих материалов для ограждений, чтобы защитить свой дом во время лесного пожара.
Отделите деревянные заборы от зданий металлическим забором сечением 3–5 футов или металлическими воротами, где они крепятся к дому.
Подробнее о огнестойких ограждениях
Подъездные пути и подъездные пути
Подъездные путидолжны быть построены и обслуживаться в соответствии с государственными и местными правилами, чтобы позволить пожарным и аварийным машинам подъехать к вашему дому. Рассмотрите возможность содержания подъездных дорог с зазором не менее 10 футов с каждой стороны, чтобы обеспечить двустороннее движение.
- Убедитесь, что все ворота открываются внутрь и достаточно широки для размещения аварийного оборудования.
- Подстригать деревья и кусты, нависающие над дорогой, чтобы позволить проезжать машинам скорой помощи.
- 10 футов по горизонтали с соблюдением тех же стандартов, что и в непосредственной зоне защищаемого пространства, вдоль проезжей части и проезжей части, прилегающих к вашей собственности.
- Владельцы собственности несут ответственность за поддержание растительности на своей собственности, даже если она находится в «полосе отвода».

Адреса
Убедитесь, что ваш адрес хорошо виден с дороги.
- В Калифорнии требуются номера адресов 4 дюйма (минимум) на контрастном фоне!
- Цифры из латуни или бронзы окисляются, и их трудно читать на фоне обветренного дерева.Используйте белые, нержавеющие или светоотражающие числа.
- Помните, что пожарным может потребоваться быстро определить местонахождение вашего дома ночью, во время шторма или в условиях задымленности.
- Подсветите свои номера, если возможно, и разместите их так, чтобы они были видны с дороги для автомобилей скорой помощи, движущихся в обоих направлениях.
Водоснабжение
Подумайте о том, чтобы иметь несколько садовых шлангов достаточной длины, чтобы дотянуться до всех частей вашего дома и других строений на вашем участке. Шланги должны доходить до углов здания. Если у вас есть бассейн или колодец, подумайте об установке насоса и резервного генератора.
Шланги должны доходить до углов здания. Если у вас есть бассейн или колодец, подумайте об установке насоса и резервного генератора.
* Невоспламеняющиеся строительные материалы — это те материалы, которые сопротивляются возгоранию или устойчивому горению при воздействии тлеющих углей и небольшого пламени от лесных пожаров. Примеры устойчивых к возгоранию материалов включают «негорючие материалы», которые не горят, древесные пиломатериалы с огнестойкой пропилкой для наружного применения, дрожжи из огнестойкой древесины и черепицу, перечисленные Государственным маршалом пожарной охраны (SFM), а также любые материалы, которые были испытано в соответствии со стандартом SFM 12-7A-5.
Информация, содержащаяся на этой странице, взята из нескольких печатных и сетевых источников:
- Благоустройство дома под пожар. Публикация Калифорнийского университета 8228. 2007 г. Калифорнийский университет в Дэвисе.
- www. readyforwildfire.org. Wildfire идет: вы готовы. CAL FIRE. 2012.
- Ассоциация городского лесного хозяйства. Рэй Мориц, городской лесник и пожарный эколог.
- Защита вашего дома от лесных пожаров. 2017. Страховой институт безопасности бизнеса и дома,
 readyforwildfire.org. Wildfire идет: вы готовы. CAL FIRE. 2012.
readyforwildfire.org. Wildfire идет: вы готовы. CAL FIRE. 2012. | Стиль продукта 32 / Темно-синий | Номер 1332017 | Магазин Артикул 667036 | Изделие производителя № BLTIRN11-AZ-32 | Наличие на складе: отправка в течение 24 часов. |
| Стиль продукта 34 / Темно-синий | Номер 1332018 | Магазин Артикул 667037 | Изделие производителя № BLTIRN11-AZ-34 | Наличие на складе: отправка в течение 24 часов. |
| Стиль продукта 36 / Темно-синий | Номер 1332019 | Магазин Артикул 667038 | Изделие производителя № BLTIRN11-AZ-36 | Наличие на складе: отправка в течение 24 часов. |
| Стиль продукта 28 / Темно-синий | Номер 1596636 | Магазин Артикул 667034 | Изделие производителя № BLTIRN11-AZ-28 | Доступен только 1 Осталось: Доставка в течение 24 часов |
| Стиль продукта 30 / Темно-синий | Номер 1596637 | Магазин Артикул 667035 | Изделие производителя № BLTIRN11-AZ-30 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 38 / Темно-синий | Номер 1596641 | Магазин Артикул 667039 | Изделие производителя № BLTIRN11-AZ-38 | Наличие на складе: отправка в течение 24 часов. |
| Стиль изделия 40 / Темно-синий | Номер 1596642 | Магазин Артикул 667040 | Изделие производителя № BLTIRN11-AZ-40 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 42 / Темно-синий | Номер 1596643 | Магазин Артикул 667041 | Изделие производителя № BLTIRN11-AZ-42 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 32 / Голубой | Номер 1332025 | Магазин Артикул 667044 | Изделие производителя № BLTIRN11-DIST-32 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 34 / Голубой | Номер 1332026 | Магазин Артикул 667045 | Изделие производителя № BLTIRN11-DIST-34 | Наличие на складе: отправка в течение 24 часов. |
| Стиль продукта 36 / Голубой | Номер 1332027 | Магазин Артикул 667046 | Изделие производителя № BLTIRN11-DIST-36 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 38 / Голубой | Номер 1332028 | Магазин Артикул 667047 | Изделие производителя № BLTIRN11-DIST-38 | Доступен только 1 Осталось: Доставка в течение 24 часов |
| Стиль изделия 40 / Голубой | Номер 1332029 | Магазин Артикул 667048 | Изделие производителя № BLTIRN11-DIST-40 | Доступно только 2 Осталось: Отправка в течение 24 часов |
| Стиль продукта 28 / Голубой | Номер 1596644 | Магазин Артикул 667042 | Изделие производителя № BLTIRN11-DIST-28 | Наличие на складе: отправка в течение 24 часов. |
| Стиль продукта 30 / Голубой | Номер 1596645 | Магазин Артикул 667043 | Изделие производителя № BLTIRN11-DIST-30 | Наличие на складе: введите ниже свой адрес электронной почты, чтобы получить уведомление, когда этот товар появится в наличии. |
| Стиль продукта 42 / Голубой | Номер 1596651 | Магазин Артикул 667049 | Изделие производителя № BLTIRN11-DIST-42 | Наличие на складе: отправка в течение 24 часов. |
Как отполировать чугунную ванну
При осмотре моей нынешней квартиры меня сразу привлекла огромная ванна — настоящая вода из эпохи, когда купание было смаковым, а душ — дождем. Но мой восторг быстро утих, как только я взглянул на ржавую лощину вдоль ее дна, результат постоянной протечки, которая разъела белый фарфор и обнажила чугунный корпус ванны.
Но мой восторг быстро утих, как только я взглянул на ржавую лощину вдоль ее дна, результат постоянной протечки, которая разъела белый фарфор и обнажила чугунный корпус ванны.
Супервайзер здания обещал починить это — и починить он это сделал, нанеся немного латексной краски, которая отслаивалась каждый раз, когда я принимал теплую ванну. Методы супергероя вызывали подозрение, но он, по сути, был на правильном пути, пытаясь спасти ванну, заново покрыв ее поверхность.
«Люди очень часто вырывают старые ванны, потому что они слегка испорчены», — говорит Ричард Третви, эксперт по сантехнике и отоплению This Old House .«Но нелегко найти доступную по цене ванну, которая по внешнему виду и размеру напоминала старинную».
Стоит ли ремонтировать ванну? Каждый год мастерские по ремонту по всей стране спасают тысячи уставших старых ванн и раковин, распыляя покрытие из акрилово-уретановой смолы. При правильном выполнении, вне офиса в магазине или на месте, шлифовка раковины или ванны — эффективное и недорогое решение для фарфора, который имеет сколы, грубый износ или цвет которого просто вышел из моды.
За среднюю стоимость от 350 до 500 долларов — часть затрат от 1200 до 5000 долларов на установку новой чугунной или стальной ванны — мастера по ремонту могут придать старинному светильнику совершенно новый вид. «Профессиональная отделка может быть экономичным решением для создания ретро-образа», — говорит Третуэй.
Это то, что выбрала Джеки Метропулос, и наняла Скотта Эйерса, специалиста по франшизе Miracle Method в Ладлоу, штат Массачусетс, чтобы восстановить старую чугунную ванну в доме 1919 года, который принадлежит ей и ее мужу Мэтту в Лонгмидоу, штат Массачусетс. .Их ванная на втором этаже сочетает в себе старый шарм и новый блеск, но установленная ванна выглядит и ощущается выветренной, с зеленым водяным знаком под краном, несколькими неприятными пятнами на губе и тусклой песчаной текстурой от многих лет неправильной очистки .
Айерс, в прошлом мастер по ремонту кузовов, ремонтирует ванны, используя многие из тех же методов, которые он когда-то использовал на крыльях; он заполняет вмятины и царапины шпатлевкой перед тем, как полировать готовый продукт буфером. Дэвид Кармак Процесс Очистить и удалить
Дэвид Кармак Процесс Очистить и удалить Чтобы подготовиться к повторной отделке, Айерс сначала вырезает замазку между ванной, стенами и полом, затем снимает сливную крышку и маскирует краны. Край покрытия будет скрыт за переоборудованными приспособлениями и новым валиком герметика.
Затем он чистит ванну, чтобы удалить загрязнения, которые могут препятствовать адгезии новой отделки: он соскребает мыльную пену лезвием бритвы, затем протирает щелочным эмульгатором, обычно используемым для удаления воска с полов.Затем он использует очищающее средство на основе лимонной кислоты, которое нейтрализует эмульгатор, и после ополаскивания и сушки ванны протирает ее денатурированным спиртом.
Заливка вмятин и царапин Айерс, бывший мастер по ремонту кузовов, затирает стекловолоконной замазкой глубокие сколы и царапины, как он делал это на поврежденной двери автомобиля. (Если бы ванна была сильно протравлена очисткой отбеливателем, ему пришлось бы замазать всю внутреннюю поверхность.) После того, как стекловолокно затвердеет, он отшлифует его грубой бумагой с зернистостью 36, чтобы сбить выступы, и бумагой с зернистостью 80 растушевать это.Он заполняет все оспины на высохшем стекловолокне полиэфирной замазкой для глазури, ждет, пока она застынет, а затем шлифует ее таким же образом.
(Если бы ванна была сильно протравлена очисткой отбеливателем, ему пришлось бы замазать всю внутреннюю поверхность.) После того, как стекловолокно затвердеет, он отшлифует его грубой бумагой с зернистостью 36, чтобы сбить выступы, и бумагой с зернистостью 80 растушевать это.Он заполняет все оспины на высохшем стекловолокне полиэфирной замазкой для глазури, ждет, пока она застынет, а затем шлифует ее таким же образом.
После протирания липкой салфеткой он протирает клеящий состав, который позволяет акрилово-уретановой эмали прилипать к стекловидной поверхности фарфора. Многие мастера сначала делают поверхность ванны шероховатой, нанося кистью раствор плавиковой кислоты перед использованием связующего. Критики кислотного травления указывают на то, что кислоту необходимо должным образом нейтрализовать перед тем, как смыть ее в канализацию, иначе она может повредить трубы, а также окружающую среду.Запатентованный бондинг Miracle Method исключает этап кислотного травления.
Перед распылением Айерс наносит синий связующий агент по всей поверхности ванны, что необходимо для того, чтобы новая отделка не отслаивалась от старого фарфора.
В качестве связующего вещества в наборах ванн Метропулосов Эйерс надевает костюм Тайвека и пристегивает воздушную маску, подключенную к вентилятору, чтобы он не вдыхал пары краски.Используя пистолет-распылитель, он наносит три слоя акрилово-уретановой эмали, давая каждому высохнуть в течение 10-15 минут. С помощью нагревательной лампы покрытие застывает примерно за час; влажное шлифование бумагой с зернистостью 1000 сглаживает неровности и неровности.
Сухой и бледный После того, как он высушил поверхность бумажными полотенцами, он обработал ее силовым буфером, снабженным подушечкой из поролона и некоторым автомобильным составом для удаления любых царапин. Наконец, он вручную полирует ванну до блестящего блеска с помощью мягкой ткани и автомобильного воска с полимерной глазурью.Через восемь часов после прибытия в дом Метропулосов его работа сделана. Позже той ночью они смогут нырнуть в ванну.
Позже той ночью они смогут нырнуть в ванну.
Miracle Method, как и многие другие компании по ремонту, предлагает пятилетнюю гарантию. Но, по словам Дайан Роббинс, совладельца франшизы, которая заменила поверхность ванны Джеки, при надлежащем уходе и уходе (только неабразивные и не содержащие отбеливатели чистящие средства) отполированная чугунная поверхность ванны должна прослужить от 15 до 20 лет. И хотя это на несколько лет меньше пяти десятилетий, которые можно ожидать от нового фарфора, это определенно лучше, чем покупка ванны, которая никогда не будет исторически аутентичной.
Окутанный туманом краски, Скотт Айерс распыляет акрилово-уретановую эмаль на поврежденный фарфор ванны. Он защищает ванную комнату пластиком, а свои легкие — респиратором с подачей воздуха. Дэвид КармакВ хорошем состоянии
Реставрация может быть наиболее практичным способом восстановления встроенной ванны, но для тех, кому посчастливилось иметь съемную ванну на ножках или чугунную раковину, давно мечтают придать ей новую отделку, соответствующую твердости. и долговечность старого.
и долговечность старого.
Custom Ceramic Coatings из Ленцбурга, штат Иллинойс, является пионером в методе восстановления фарфоровых ванн в печи, точно так же, как эти светильники получили свою оригинальную глянцевую поверхность.
Процесс включает пескоструйную очистку старого покрытия, а затем обжиг нового эмалевого покрытия при температуре 1475 градусов по Фаренгейту в течение примерно четырех часов. «Это настоящая фарфоровая эмаль, такое же покрытие стекла, которое используется на ваннах, которые вы покупаете в магазинах», — говорит владелица Кара Копплин.
Ее компания уже успешно восстановила стальные раковины примерно за 250–650 долларов.(Глиняные приспособления, такие как унитазы и раковины на пьедестале, не подлежат ремонту). Стоимость обработки ванны должна колебаться от 800 до 1400 долларов; доставка будет дополнительно.
.