Чем спаять силумин в домашних условиях
На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым.
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод.
 Так, металл будет остывать равномерно.
Так, металл будет остывать равномерно.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.

Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Как спаять силумин в домашних условиях
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
 Насколько я понимаю это необходимо для недопущения расплавления силумина.
Насколько я понимаю это необходимо для недопущения расплавления силумина.Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
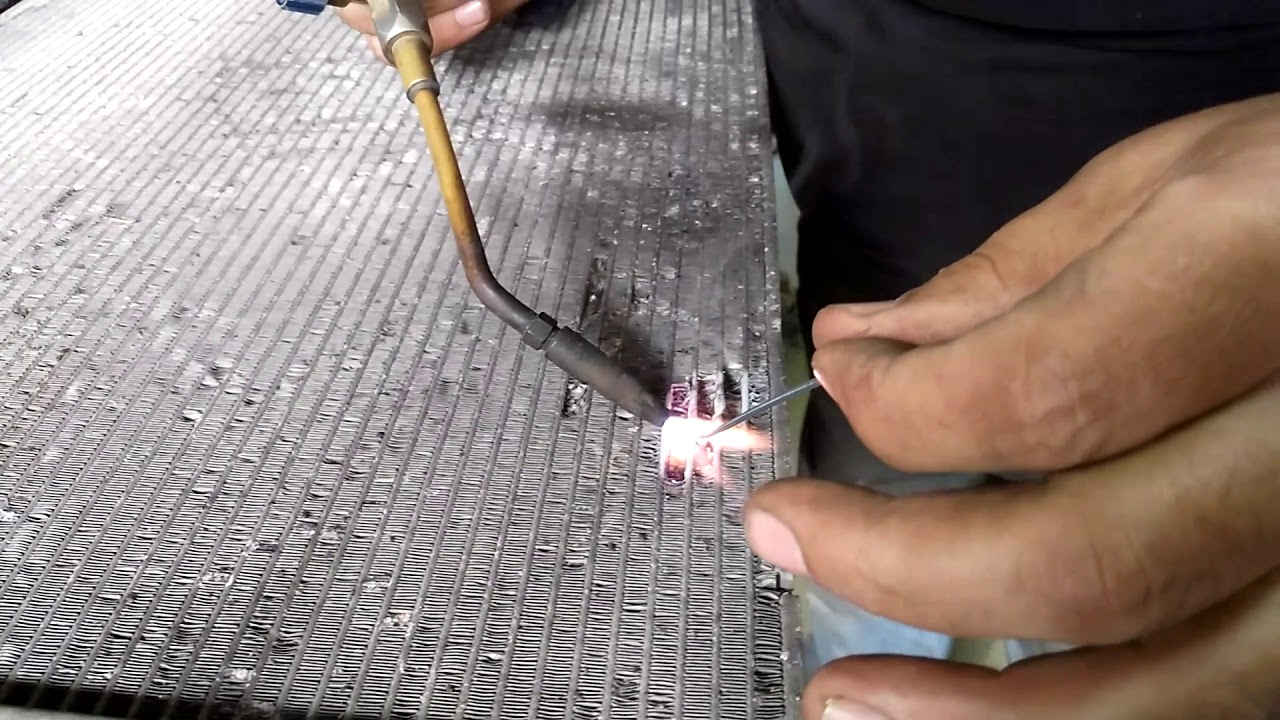
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.

Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Основные преимущества силумина
- Износоустойчивый материал.
- Не боится коррозии.
- Высокопрочный металл.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
 При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.

Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.

Как спаять силумин в домашних условиях
Пайка алюминия в домашних условиях паяльником и горелкой
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.

Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».

Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Склейка или сварка силумина?
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
 Насколько я понимаю это необходимо для недопущения расплавления силумина.
Насколько я понимаю это необходимо для недопущения расплавления силумина.Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.

Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.

Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Чем спаять силумин в домашних условиях
На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым.
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.

Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка силумина: особенности материала, технология
На чтение 7 мин. Опубликовано
Сварка силумина имеет некоторые технологические особенности, т.к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
Сварка силумина – способ соединения деталей сложной формы.Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т. к. под действием температуры этот компонент выгорает, делая кромку ломкой.
к. под действием температуры этот компонент выгорает, делая кромку ломкой.При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.
Кремний в составе силумина плохо влияет на свариваемость.Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.

Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Плюсы и минусы
Часто сварка и пайка силумина проводятся с использованием аргона. Этот метод имеет ряд преимуществ и недостатков.
К положительным сторонам такой обработки можно отнести:
- высокую прочность соединения;
- вытеснение кислорода со сварочной области;
- исключение деформации кромок;
- снижение затрат времени на формирование шва;
- исключение быстрого окисления материала.
Считается, что технология сварки силумина с применением аргона проста, поэтому более доступна новичкам.
Однако у этого способа имеется и ряд недостатков. Такая сварка невозможна на открытом воздухе, т.к. ветер мешает распределению инертного газа по рабочей поверхности. Кроме того, выполнять обработку можно только специальным оборудованием. Нередко возникают сложности с настройкой сварочных аппаратов. Если для обработки силумина используется трансформатор, дающий высокую силу тока, поверхности потребуется периодически охлаждать.
Предъявляемые требования
Для защиты силумина требуется создание прочной окисной пленки. Ее формирование усложняет процесс работы. Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Особые требования предъявляются к нагреву деталей для проплавления. Для этого можно использовать газовую горелку. Если толщина материала менее 10 мм, нагревание проводится до 250-300°C. Если заготовка толще, производится нагрев до 400°C.
Поверхность алюминия всегда покрыта тугоплавким стойким оксидом.Есть требования и к силе тока: его регулируют до начала сварки. Желательно провести тестирование на силумине схожей толщины. Сварочная работа должна проводиться непрерывно 1 электродом, т.к. формирующаяся при остывании пленка включает в себя шлаки, которые препятствуют повторному розжигу дуги. Таким нужно постараться сразу же заварить всю необходимую поверхность, т.к. преждевременное прекращение работы ухудшит качество шва.
Только массивные заготовки могут быть сварены в 2 прохода. Сначала разогреваются края, а затем ведется шов. При этом присадка держится в левой руке и перемещается позади электрода. Его необходимо помещать на расстоянии 7-10 мм. Нельзя допускать плавления припоя каплями, т.к. это приведет к разбрызгиванию силумина и отсутствию формирования шва.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.
Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.
Описание возможных способов сварки
Существует 2 главных метода сварки элементов из силумина. В первом случае соединение проводится аргонодуговым способом, а во втором используются плавкие электроды. Каждый вариант имеет свои особенности.
В аргоновой среде
Аргоновая сварка в большинстве случаев позволяет получить лучший результат. Однако этот способ соединения требует использования специального оборудования, например сварочного инвертора, рассчитанного на 220В или 380В.
Сила тока должна регулироваться в зависимости от толщины деталей. Кроме того, при работе задерживается осциллятор, который необходим для регуляции напряжения, поступающего на электрод при создании дуги. В процессе работы потребуются также баллон с газом и сварочное оборудование, присадочный пруток, горелка, расходные материалы.
Аргонная сварка – один из наиболее востребованных видов современной сварки.Сварка силумина с аргоном требует использования обратной полярности. Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Инертный газ начинает подводиться к рабочей области только после розжига. Шов при этом охлаждается в защитной зоне не менее 10 секунд. В этом случае обеспечивается качественное схватывание верхнего слоя.
Припой необходимо вести со средней скоростью перед горелкой. Электрод не следует приближать к поверхности на расстояние менее 2,5 мм. Движения прутка и горелки должны совпадать. Необходимо, чтобы диаметр присадочной проволоки был меньше, чем диаметр электрода.
С использованием плавящихся электродов
Для сварки плавящимся электродом со стержнем из силумина можно проводить выпрямитель или трансформатор. Перед работой поверхность требуется нагреть до 150°C, саму область стыка прогреть до 300°C. В этом случае шва не будет, т.к. произойдет сплав поверхностей. Образовавшийся шлак нужно зачистить.
Как подготовить силуминовую поверхность
Поверхность из силумина требует специальной подготовки перед сваркой и пайкой:
- Провести тщательную зачистку рабочей зоны для устранения оксидной пайки. Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
- Обеззаразить поверхность, используя бензин, ацетон или другой растворитель.
Настройки аппаратов для сварки
Настройка зависит от типа сварочного оборудования, которое будет использоваться для сварки силумина.
Лучше всего после подготовки всех аппаратов провести тестирование на отдельном куске материала и при необходимости выполнить подстройку.
Возможности холодной сварки
Детали, которые не будут подвергаться сильным нагрузкам, можно соединять холодной сваркой.
Для этого применяют специальные клеевые составы:
- «Холодная сварка».
- PERMATEX Cold Weld.
- Abro Steel.
- Cosmopur 819.
- Mastix.
- Cosmopur 819.
- Abro Steel.
Каждый из этих материалов имеет особенности использования. Они указываются производителем на упаковке. Необходимо точно следовать представленным рекомендациям.
Что необходимо помнить
Крайне важно тщательно подготавливать поверхности к обработке. При сварке нельзя касаться электродом имеющихся заготовок. Подавать газ следует через 15 минут после розжига. После завершения работы не рекомендуется сразу же прекращать подачу газа: это обеспечит постепенное остывание поверхности.
Можно ли варить дома
В случае крайней необходимости сварку изделий из силумина можно проводить в домашних условиях. Однако необходимо соблюдать технику безопасности: надевать защитную одежду, перчатки и очки. Помещение должно проветриваться, но при этом не должно быть сквозняка. Кроме того, для проведения работ нужно иметь необходимые навыки. Новичкам не следует выполнять сварку дома.
Методы сварки силумина
На первый взгляд кажется, что сварка силумина представляет собой простой метод соединения деталей, но на практике может появиться много трудностей. При сваривании сплав нагревается и окисляется, что снижает возможность соединения частей детали из силумина. Поэтому для сварки применяется аргон, который обеспечивает защиту процесса сваривания от окисления, в результате чего сплав будет лучше восстанавливаться.
Схема точечной сварки алюминия.
Силумин – это сплав алюминия и кремния, из которого производят детали сложной формы. Сплав обладает прекрасными литейными и механическими свойствами.
Достоинства силумина:
- высокая прочность металла;
- износостойкость;
- коррозионностойкость.
Как работает аргонодуговая сварка?
Схема аргонно-дуговой сварки алюминия.
Аргонодуговая сварка объединила в себе электрическую и газовую сварку. Электрическая дуга является источником нагрева, посредством которой расплавляются и свариваются кромки сплава.
Аргон почти не участвует в реакции с силумином и другими газами в месте работы дуги, потому его и называют инертным.
Однако есть одна особенность: в процессе сварки на обратной полярности от атомов аргона происходит отделение электронов, поэтому среда в месте работы дуги становится плазмой, проводящей электрический ток.
Сварка аргоном в домашних условиях возможна посредством как плавящегося, так и неплавящегося вольфрамового электрода. Данный метод позволяет надежно соединить материалы из силумина.
Вернуться к оглавлению
Аргонная горелка
Сердцем аргонной горелки является неплавящийся электрод, выполненный из вольфрама, выступающий за пределы корпуса горелки на 2-5 мм. Держатель для электрода расположен внутри горелки. Перед тем как приступить к работе, свариваемые детали необходимо хорошо прогреть.
Вернуться к оглавлению
Вольфрамовые электроды
Вокруг электрода устанавливается керамическое сопло, из которого поступает аргон. Также необходима присадочная проволока из силумина. Перед тем как приступить к свариванию, нужно тщательно зачистить поверхность деталей шабровкой, металлической щеткой или пескоструйным аппаратом и обработать химическим раствором, а именно промыть кромки каустической содой или бензином. Таким образом удастся свести к минимуму возможность образования оксидной пленки. Если вы отдаете предпочтение соде, то потом необходимо промыть деталь проточной водой.
Схема устройства горелки для сварки.
Сначала на свариваемую деталь подается «ноль», как и при электросварке. Если детали небольшого размера, «ноль» можно подвести к металлической поверхности. Присадочная проволока подается отдельно. Перед тем как купить присадочную проволоку, следует ознакомиться с физико-химическими свойствами силумина.
В правой руке следует держать горелку, а в левой – присадочную проволоку. На корпусе горелки должна быть установлена кнопка, при нажатии на которую подается ток и газ. Газ следует подавать за 15 сек до начала работы. Далее нужно опустить горелку с электродом максимально близко к поверхности свариваемых частей сплава для того, чтобы появилась электрическая дуга, которая расплавляет присадочную проволоку и кромки свариваемых частей детали. В конце сварочного процесса производится заваривание кратера путем снижения силы тока. Для этого используется реостат, а газ следует перекрывать через 10 сек после завершения работ.
Вольфрамовый электрод необходимо держать максимально близко к поверхности свариваемых деталей для создания наиболее короткой дуги. Таким образом достигается большая глубина проплавления силумина и более качественный шов. Присадочную проволоку необходимо подавать постепенно, проводя медленно горелкой вдоль шва, от этого зависит качество шва.
Не следует быстро подавать присадочную проволоку, поскольку это приведет к разбрызгиванию сплава. Ее следует подавать под углом перед горелкой, не допуская поперечных движений для обеспечения ровного и узкого шва.
Характеристики вольфрамовых электродов.
Важно отметить, что зажигание дуги при сварке неплавящимся электродом не допускается касанием о свариваемую поверхность. И вот почему.
Из-за высокого потенциала ионизации аргона не удается в полной мере ионизировать расстояние между силумином и электродом за счет искры от касания.
При использовании плавящегося электрода ситуация несколько иная: при попытке зажечь дугу посредством касания о поверхность в зоне сваривания появляются пары железа с более низким потенциалом ионизации, чем у аргона. Происходит загрязнение электрода из-за касания им поверхности свариваемых деталей.
Чтобы зажечь дугу неплавящимся электродом, необходим осциллятор, подключение которого нужно выполнить параллельно источнику питания.
Посредством осциллятора на электрод подаются импульсы высокого напряжения и высокой частоты, благодаря чему происходит ионизация дугового промежутка. Напряжение в сети 220 В и частоту 55 Гц осциллятор преобразует в 2000-6000 В с частотой 150-500 кГц, благодаря чему легко зажечь дугу.
Вернуться к оглавлению
Как модернизировать обычный сварочный аппарат для аргонодуговой сварки?
Схема сварочного осцилятора.
Как правило, аргоновая сварка в домашних условиях производится на модернизированном аппарате.
Для этого понадобятся дополнительные устройства, которые обеспечат высокое качество сварочного процесса.
Осциллятор – это агрегат, необходимый для бесконтактного зажигания электрической дуги, поддерживающий стабильную дугу даже при переменном токе.
Он генерирует разряд мощностью до 8 кВт, пробивающий дуговой промежуток.
Балластный реостат понадобится для регулирования силы тока.
Вернуться к оглавлению
Достоинства метода
- область нагрева силумина не велика, что исключает возможность деформации заготовок;
- удельный вес аргона гораздо выше, чем у воздуха, поэтому обеспечивается надежная защита свариваемых поверхностей от попадания кислорода из воздуха;
- тепловая энергия, выделяемая дугой, позволяет ускорить проведение работ;
- общедоступность, благодаря простоте технических приемов;
- возможность соединения деталей, которые невозможно сварить другим способом и получить аккуратный шов.
Вернуться к оглавлению
Недостатки метода
- при сильном ветре снижается защита швов, так как часть аргона будет просто сдуваться воздушным потоком;
- если работы проводятся с использованием дуги высокой силы тока, понадобится дополнительное охлаждение;
- необходимость приобретения сложного оборудования для работы;
- некоторые сложности точной настройки.
Вернуться к оглавлению
Меры предосторожности
- Во время работы необходимо использовать средства индивидуальной защиты, такие как маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовая сталь.
- Тщательно заизолировать все элементы, включенные в электрическую цепь.
- Запрещено производить работы в помещениях, в которых хранятся легковоспламеняющиеся вещества и предметы.
Помещение, в котором проводятся сварочные работы, должно хорошо проветриваться, чтобы избежать отравления газами.
Таким образом, соединение силумина в домашних условиях представляет собой довольно трудоемкий процесс, требующий определенных навыков. Новички должны изучить основные правила сварки, а также особенности ее технологии. Человек, не обладающий достаточным опытом, может допустить много грубых ошибок, поэтому необходимо обладать соответствующими навыками.
Несмотря на сложность работы, силумин является востребованным сплавом и применяется во многих отраслях, благодаря отличным физико-химическим свойствам. Также в процессе сваривания могут иметь место и отрицательные факторы. Поэтому в настоящее время наибольшую распространенность и получил аргонодуговой способ. Сварить деталь из силумина сможет даже новичок при условии соблюдения инструкции.
Холодная сварка для алюминия – применяем правильно
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Соответствие нормам— Припаивание медных пигтейлов к алюминиевому проводу
Подобного паяного соединения внахлестку достаточно для низковольтной слаботочной электроники с низким уровнем риска. Но он никогда не был одобрен для The Big Stuff, и на самом деле это беспрецедентных .
Там было эталон для пайки «в старину»; и это грубо напоминает сращивание Western Union. Если разобрать любую старую запаянную ручку Knob-n-Tube, это будет выглядеть так. Также обратите внимание на то, что сращивания имели довольно сложную изоляцию: сначала слой (я имею в виду 3-6 слоев) «фрикционной ленты» из ткани и смолы с закрепленным концом для предотвращения распутывания… потом как он стал доступен, слой обычного пластикового скотча.
Однако соединение Western Union никогда не могло быть задумано для соединения медь-алюминий из разнородных металлов.
Теперь я отмечу, что ваша пайка выглядит довольно хорошо на медной стороне, но алюминиевая сторона не выглядит слишком удачной. Так что я не думаю, что это сработает и в качестве соединения Western Union.
Ваше мнение о том, что «то, что я делаю, ничем не отличается от соединения Copalum», может быть оспорено производителем.Это, конечно, другое. Это похоже на изощренную попытку применить навыки электроники уровня Adafruit к очень серьезной проблеме, которой 30 лет уделялось внимание целой армией докторов наук. Если бы это было , что-то вроде этого простого , это было бы разработано в решение и добавлено в Код.
То, что у вас там, с припоем к алюминию, похоже на соединение холодной пайки. Вы окутали алюминий, но это все. Вы не привязываетесь к нему. Далее наступит коррозия.
Ваша основная проблема, потребность в гибком соединении, уже решается устройствами с подключениями с рейтингом CO-ALR. Присмотритесь как-нибудь к одному из них.
Наука о сравнении медных или алюминиевых наконечников с медными или алюминиевыми проводами хорошо известна. Алюминиевые проушины — универсальный донор, и возьмут все, что угодно. Медные наконечники принимают только медь. Вот где усилия 1970-х годов не увенчались успехом; они поспешно промаркировали наконечники только из меди для алюминия без надлежащих испытаний.
Вот почему большинство проушин панели сделаны из алюминия, нейтральные стержни — из алюминия, разъемы Polaris имеют алюминиевый корпус, а MAC Block и Alumiconns — это, по сути, миниатюрные алюминиевые разъемы Polaris.
Что касается надежности соединений проушин, это было рассмотрено в Кодексе, требуя использования динамометрических отверток. Играя с припоем, когда у вас даже нет динамометрической отвертки, вы расставляете приоритеты в неправильном направлении!
Некоторые нормативные вопросы
Во-первых, все, что вы делаете в доме, должно быть разрешено и одобрено местным инспектором (AHJ). Обычно инспектор отказывается от таких простых вещей, как розетки и выключатели; однако это предполагает, что то, что вы делаете, — это , а это нормальный .Вам нужно спросить у инспектора, нужно ли вам тянуть разрешение. Я совершенно уверен, что если вы честно говорите о том, что делаете, инспектор НЕ откажется от проверки. Теперь вы будете в споре с инспектором по поводу того, следует ли это допускать. Как вы думаете, что будет дальше? Не очень хорошо, держу пари, вы знаете. На самом деле, все зависит от того, что инспектор не узнает. Думаю, это отвечает на ваш вопрос о том, что происходит во время продажи.
Имейте в виду, что инспектор по электрике, у которого вы получаете разрешения и проводите инспекции во время работы, который имеет регулирующие полномочия и может отозвать разрешение на занятие дома, вынуждает вас потребовать разрешения, чтобы удалить все несанкционированные работы и вытащить еще один, чтобы переделать это должным образом … это совершенно другой человек, чем «домашний инспектор», который является мастером на все руки, который просто советует покупателю дома.
Домашний инспектор может быть домкратом, но он знает этот город и другие дома в этих застройках, знает, что строители тогда любили использовать, и мгновенно узнает алюминиевую проводку, несмотря на ваше представление.Не признает новую технику пигтейла как какой-либо законный или одобренный объект и укажет это в отчете инспектора. Покупатель отзовет свое предложение или уменьшит свое предложение, потребовав полной замены алюминиевой проводки.
Наконец, вам не разрешается проводить электромонтажные работы в чужих домах. Вы должны быть лицензированным электриком или владельцем дома. Невозможно «проверить» лицензию электрика; это требует очень длительного ученичества.
Далее у вас этот тупик:
110.14 Проводников разнородных металлы не должны смешиваться в терминале или соединении соединитель, в котором происходит физический контакт между разнородными проводники (такие как медь и алюминий, медь и алюминий с медным покрытием или алюминий с медным покрытием), если устройство не идентифицировано для цели и Условия использования.
Однако
110,14 (B) Паяный стыки сначала должны быть сращены или соединены таким образом, чтобы они были механически и электрически безопасно без припоя, а затем быть припаял.
Как сделать их электрически защищенными без пайки, без физического контакта? Вы можете попросить их связаться с промежуточным устройством (например, Alumiconn), но этот элемент должен быть идентифицирован (и утвержден 110.2) для использования.
Сделайте это: паяные алюминиевые держатели для книг
При поддержке Bernzomatic: #FindYourFireМы живем в мире безбумажных ресурсов, поэтому иметь коллекцию настоящих книг — это забытая страсть. Но в нескольких ключевых справочных руководствах, вдохновляющих ресурсах и старой доброй ностальгии есть что-то особенное, что мне очень нравится.Держать их под рукой, но аккуратно организовывать, может быть непросто в домашнем магазине. Вот где может пригодиться набор простых подставок для книг.
Я хотел сделать набор подставок для книг, которые выделялись бы, но чувствовали бы себя в магазине как дома. Вот почему этот простой и чистый дизайн идеально подходит. Набор квадратов обошелся мне примерно в 15 долларов в хозяйственном магазине, и они идеально подходили для моей скромной коллекции книг. Я тоже давно хотел попробовать проект по пайке, так что это отличный способ попрактиковаться в этом навыке, создавая что-то полезное.
Сначала поговорим о пайке; тип газовой сварки металла, который мы, вероятно, все видели при соединении медных труб вместе. Пайка обеспечивает прочную и водонепроницаемую сварку металлов без нагрева до таких температур плавления, как дуговая или кислородно-ацетиленовая. Основной металл нагревается, и наносится легкоплавкий припой, который распределяется по стыку за счет капиллярного действия. Пайка также используется для заделки отверстий, устранения трещин и герметизации стыков. Я решил припаять алюминиевые квадраты к алюминиевой плоской заготовке.
Несколько вещей, о которых следует помнить:
- Нагрейте металл настолько, чтобы расплавить пруток. Стержень должен капиллярно течь в шарнир, поэтому важно не расплавить стержень вместе с горелкой. Если основной металл недостаточно горячий, соединение будет слабым.
- Я правша, поэтому держу фонарь в левой руке, а стержень — в правой. Я начинаю нагревать соединение с правой стороны, пламя немного наклонено влево и перемещаюсь влево, когда стержень начинает течь.Если вы левша, измените направление движения или найдите то, что вам удобнее.
ПРИМЕЧАНИЕ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ: Установите пайку в хорошо вентилируемом месте и примите соответствующие меры при работе с нагревом. Используйте соответствующую огнестойкую одежду, перчатки, защитные очки и держите волосы подальше от огня. Держите под рукой огнетушитель и обязательно работайте в месте, которое может отводить тепло от факела.
Материалы
(Для набора держателей для книг)
- (2) алюминиевые угольники
- (4) 7.Плоская алюминиевая ложа 5 ″ x 2,5 ″ x 0,25 ″
- (2) тополь 8,5 ″ x 4,5 ″ x 0,5 ″
- Горелка Bernzomatic TS800
- (6) Алюминиевые прутки для пайки
Тип газа, используемого для пайки, может быть пропаном, MAP или кислородом / MAP. Подойдет любой, просто зависит от того, насколько быстро вы хотите нагреть стык. Я выбрал MAP для умеренно быстрого нагрева. Я использовал горелку Bernzomatic TS8000 с закручивающимся наконечником пламени, чтобы действительно получить тепло на поверхности в сфокусированной области.
1.Материал Prep
Я подобрал размеры всех алюминиевых деталей, используя ленточную пилу с биметаллическим лезвием, но вы можете использовать шлифовальный станок с металлическим колесом так же легко. Только не торопитесь и смажьте лезвие маслом. После того, как я отрезал куски нужной длины, я склеил пару лент и отшлифовал их ровно и под прямым углом на своей ленточной шлифовальной машине. Вы также можете использовать ручную шлифовальную машинку или напильники для этого шага. Главное — добиться того, чтобы стыковочные соединения были аккуратными и ровно прилегающими друг к другу.
После того, как куски были разрезаны и выровнены, я придал им щеточный вид с помощью проволочного круга на моем шлифовальном станке.Это поможет удалить царапины и придать ему красивую ровную текстуру.
Что касается дерева, я отрезал куски до нужной длины и отложил пока.
2. Пайка основания
Чтобы припаять основание к квадрату, важно, чтобы все было точно выровнено. Я потратил много времени на то, чтобы выровнять все детали и правильно расположить их. Использование магнитного квадрата не работает с алюминием, но его можно использовать как прямой угол, чтобы врезаться в него. Обратите внимание на то, на что вы устанавливаете металл, если он установлен на большой кусок металла, тепло будет отводиться от алюминия и затруднять его нагрев.Я сделал это с первой частью и потратил немного топлива, прежде чем сообразил.
После того, как детали были выровнены и установлены, я начал нагревать алюминий с помощью горелки Bernzomatic TS8000. Это позволяет максимально нагреть, что ускоряет процесс. Во время нагрева осторожно прикоснитесь прутком к металлу, чтобы определить, когда он начнет течь. Помните, не плавите стержень горелкой, убедитесь, что металл достаточно горячий, чтобы он мог течь, но не расплавляйте основной металл.Сначала я нагрел концы детали и закрепил небольшую часть, чтобы она не двигалась, и чтобы контролировать тепловое расширение. Затем я начал с правой стороны, потому что я правша, с небольшим углом, чтобы нагреть изделие. Когда вы будете двигаться, вы почувствуете заедание стержня, если тепло начнет падать слишком сильно, обязательно повторно нагрейте участки по мере необходимости, чтобы припой равномерно прошел через соединение. Я сделал и перед, и спину, чтобы получился прочный сустав.
После заполнения стыка я дал детали остыть и проверил ее на прочность, это был прочный сварной шов, поэтому я перешел к следующей детали.
3. Припаяйте боковую часть
Вертикальная боковая деталь была припаяна только сзади, поэтому я мог сохранить четкие и разборчивые линии измерения. Я поставил угол на конце так, чтобы паяемый материал мог попасть в стык. Потратьте время, чтобы дважды убедиться, что он расположен правильно, прежде чем закрепить на месте. Будьте осторожны, чтобы не нагреть повторно уже спаянное соединение основания, так как оно высвободится, если вы вернете его к температуре плавления. Припаяйте соединение и дайте остыть.
4. Добавьте немного чутья
Я решил, что четкие линии и натуральный алюминий выглядят великолепно, но можно использовать немного акцента. Я закрасила края эмалевой краской, чтобы она стала выделяющейся, и очистила края небольшим количеством ацетона на ватном тампоне. Я нанесла несколько слоев, чтобы полностью покрыть его. Акцентный цвет добавил немного глубины к изображению, которое отлично смотрится под углом, я использовал желтый слева и синий справа, потому что это цвета, которые я обычно вижу на своих планах, и они просто кажутся подходящими.
5. Подготовьте основания
Деревянные основания были отрезаны по длине, затем проделаны пазами настольной пилой, чтобы подставки для книг вошли заподлицо. Чтобы найти высоту для лезвия, я сопоставил ее с алюминиевым основанием.
Затем я измерил расстояние до упора для первого пропила, затем медленно продвинул его, делая несколько проходов для широкого паза.
Я очистил его своим долотом, получив широкую плоскую прорезь, которая идеально подходит для основания.
6. Последние штрихи
Я обработал дерево темной морилкой, чтобы алюминий контрастировал с цветами, и использовал стандартную эпоксидную смолу, чтобы приклеить дерево к алюминиевому основанию. Немного шлифовки, полировки, и это выглядело достаточно хорошо, чтобы выставить его на полку.
Несколько мыслей
Пайка алюминия намного сложнее, чем другие металлы, в первую очередь потому, что металл имеет аналогичную температуру плавления, а также не показывает тепло с изменением цвета.Я использовал алюминий, потому что из него были сделаны квадраты, иначе я бы, вероятно, выбрал сталь.
Я использовал пару фиксирующих тисков, чтобы удерживать пруток, потому что он мог лучше удерживать его, и он не нагревался, когда металл начинал течь. Установите несколько стержней, которые можно легко схватить после прохождения первого, чтобы вам не пришлось возиться с фиксацией другого стержня, пока металл остывает.
Дайте соединению медленно остыть, не пытайтесь ускорить процесс, иначе соединение может сломаться из-за теплового сжатия.
Этот пост спонсируется Bernzomatic, но все мнения принадлежат только мне. Спасибо за поддержку брендов, которые помогают сделать ManMade возможным.
8 Кровельные материалы и способы их пайки
Пайка — обычная практика в производстве металлических кровель для обеспечения водонепроницаемости стыков и усиления швов. Хотя некоторые пуристы могут осудить использование припоя для соединения двух металлических частей, одно можно сказать наверняка … практика пайки никуда не денется в нашей профессии.Хотя это очень распространено, пайка может быть немного сложной для новичка.
Ознакомьтесь с этим списком из 8 распространенных кровельных материалов и его «паяемостью» в полевых условиях:
1) Медь
Медный завод по индивидуальному заказу
Медь — один из наиболее легко поддающихся пайке металлов. При пайке меди предпочтительнее использовать свинцово-оловянный припой 50/50, и доступно множество флюсов. Как правило, Ruby Fluid отлично подходит для пайки новой меди, но если у вас возникли проблемы, попробуйте флюс, специально созданный для меди.Можно предварительно залудить края листа, чтобы облегчить пайку.
Медь не реагирует с водой, но медленно реагирует с атмосферным кислородом (патина) с образованием слоя коричнево-черного оксида меди, который, в отличие от ржавчины, которая образуется при воздействии влажного воздуха на железо, защищает нижележащую медь от более обширных коррозия.
2) Copper Plus (нержавеющая сталь с медным покрытием)
Медь Плюс
Copper Plus — это нержавеющая сталь с медным покрытием, торговая марка Heyco Metals.Этот материал известен высокой прочностью нержавеющей стали, обеспечивая при этом предпочтительный внешний вид меди при меньших затратах. Проще говоря, это нержавеющая сталь, соединенная верхним и нижним слоями меди.
Copper Plus можно паять очень похоже на медь. Следует использовать мягкие флюсы и нейтрализовать шов сразу после пайки.
3) Galvalume
Извините, ребята, Galvalume НЕ МОЖЕТ быть припаян. Galvalume — это стальной кровельный материал с покрытием из сплава алюминия и цинка на 55%.Это идеальный материал для кровли из-за его исключительной устойчивости к коррозии на открытом воздухе и, как следствие, длительного срока службы. Перед пайкой не рекомендуется шлифовать поверхность, чтобы обнажить алюминийсодержащий металлический слой. Это аннулирует гарантию.
4) Оцинкованная сталь
Часто люди говорят, что они «работают с оцинковкой», и мы обычно предполагаем, что это подразумевает оцинкованную сталь. К вашему сведению, гальванизировать что-либо — это просто покрыть (железо или сталь) защитным слоем цинка.Оцинкованную сталь можно паять при условии удаления цинкового покрытия. Попробуйте поднести металлическую щетку к материалу, чтобы обнажить его. После удаления покрытия используйте свинцово-оловянный припой 50/50 или 60/40 и попробуйте флюс Johnsons для оцинкованных металлов. Нейтрализуйте шов после пайки
5) Медь, покрытая свинцом
Медь, покрытая свинцом, выиграет от дополнительной прочности при использовании свинцово-оловянного припоя 60-40. Чем выше содержание олова в припое, тем выше будет предел прочности на разрыв / сдвиг.Следует избегать чрезмерного флюсования и обязательно нейтрализовать шов после пайки.
Медь со свинцовым покрытием не продлевает срок службы меди. Его цель — предоставить цвет, альтернативный архитектурным медным изделиям.
6) Нержавеющая сталь
WA Lynch Кровля
Вопреки распространенному мнению, нержавеющую сталь можно паять. Выгодно использовать флюс для нержавеющей стали, который очень агрессивен. Также рекомендуется, чтобы паяльник был немного холоднее и дольше контактировал с металлом на шве.После завершения шва нейтрализуйте.
Нержавеющая сталь не подвержена коррозии, ржавчине или окрашиванию водой, как обычная сталь.
7) Цинк
Rheinzink
Цинк — это материал в Соединенных Штатах, который в ближайшие годы будет расти. Двумя крупнейшими производителями цинка являются Rheinzink и VM Zinc. Цинк можно паять, допустимо применение свинцово-оловянных припоев 50/50 или 60/40. Есть определенные флюсы, которые лучше всего работают с цинком, например Express Zinc Flux.Вот полные инструкции VMZinc по пайке в формате PDF.
8) Freedom Grey (медь с цинковым оловянным покрытием)
Одна из замечательных особенностей работы с Freedom Grey заключается в том, что он паяется так же, как медь. Удалите все покрытия (металлической щеткой) и нанесите флюс. Обратите внимание, что цинк плавится при 784 ° F, а припой начинает течь при 420 ° F. Если приложить слишком много тепла, в цинке можно легко прожечь отверстие.
Сварка, пайка и пайка — в чем разница?
автор Оан Нгуен
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Сварка, пайка и пайка — это все методы соединения двух или более металлических частей, а в некоторых случаях и других материалов. Это также методы заполнения зазоров в металлических деталях. Итак, как определить, какую технику использовать? Это решение зависит от материала, желаемой прочности и области применения.
Сварка
Целью сварки является создание очень прочного соединения между двумя кусками металла, которое может выдерживать все виды напряжений и деформаций, например, кузов автомобиля или фюзеляж самолета.Что входит в сварку?
- Два металла должны быть похожими: Чтобы сварить два металла вместе, они должны быть похожими. Например, нельзя приваривать медь к стали.
- Высокая температура: Температура, необходимая для сварки двух металлов вместе, должна быть очень высокой, чтобы они плавились и соединялись.
- Присадочные материалы: При сварке часто используется присадочный материал, который представляет собой дополнительный кусок металла, закрывающий любые зазоры.
- Прочность : Если сварочные работы были выполнены правильно, сварной шов должен быть таким же прочным, как и окружающий «несваренный» металл.Например, слишком много тепла может изменить характеристики металла и ослабить сварной шов.
- Различные методы сварки: Существуют различные методы сварки в зависимости от того, с каким металлом вы работаете. В программе сварки вы можете узнать, какую технику использовать с каким металлом. Различные методы сварки имеют разные источники тепла, например, ацетилен, электроды, лазеры или ультразвук.
Пайка
Пайка может выглядеть как сварка, но у нее совсем другое предназначение.Припой довольно мягкий и обычно выпускается в трубках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что идет на пайку?
Заполните форму, чтобы получить информационный пакет без обязательств.
- Низкая температура: В отличие от сварки, при пайке для соединения металлов используются низкие температуры.
- Присадочные материалы: Пайка выполняется с наполнителями, плавящимися при температуре ниже 840 ° F (450 ° C).
- Можно паять разные металлы: Можно паять такие металлы, как золото, серебро, медь, латунь и железо. Связь, возникающая при затвердевании расплавленного припоя.
- Не такой прочный, как сварка или пайка . Паяное соединение не так прочно, как сварное или паяное, потому что это не механическое соединение. Если пайка не была произведена должным образом, детали не будут проводить электричество должным образом.
- Используется флюс: Так же, как при сварке и пайке, флюс используется для очистки металлических поверхностей, так что припой может стекать по соединяемым деталям.
Пайка
Пайка сродни пайке тем, что в ней также используется наполнитель для соединения двух металлов, хотя и высокотемпературного. Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
- Соединение металлов плавлением присадочного материала: Пайка состоит из нагрева и плавления присадочного сплава. После затвердевания наполнителя металлические детали соединяются.
- Присадочные материалы: Присадочный сплав должен иметь более низкую температуру плавления, чем металлические детали.
- Разнородные металлы: Пайка позволяет соединять различные металлы, такие как алюминий, серебро, медь, золото и никель.
- Часто используется флюс. : Жидкий флюс способствует смачиванию металлических деталей, что позволяет наполнителю течь по ним, что упрощает их соединение.
- Прочность : Хотя правильно спаянные соединения могут быть прочнее отдельных деталей, они не так прочны, как сварные соединения. 1 2
Сварка, пайка и пайка используются для различных работ.В зависимости от выполняемой работы вы должны учитывать такие факторы, как тип металла, желаемую прочность и конечную цель, чтобы определить, как соединить два или более металлических куска. При достаточной практике вы сможете хорошо овладеть каждой техникой.
Вам также может понравиться …Пайка пайка из алюминиевого сплава — aluminium-guide.com
Алюминий и алюминиевые сплавы могут объединять большое количество различных процессов пайки. совместная пайка или пайка и пайка или пайка.В английском языке для этих видов припоя используются самые разные термины — пайка и пайка соответственно.
Твердые включают припои с температурами плавления , ликвидус , т.е. конец плавления, выше 450 ° C, а также температура солидуса ниже , , то есть начало плавления, основного металла. Пайка отличается от пайки температурой плавления припоя — припои плавятся ниже температуры 450 ° C.
В отличие от сварки пайкой
Пайка отличается от сварки тем, что не происходит значительного подплавления основного металла.Таким образом, температура пайки находится между температурой плавления и плавления мягких припоев. Кроме того, паяные алюминиевые конструкции обычно имеют между сварным и паяным мягким припоем, а также прочность и коррозионную стойкость.
Поток, температура ликвидуса и солидус
Пайка Пайка алюминиевого сплава стала возможной благодаря образованию флюса, который разрушает оксидную пленку, не повреждая лежащий под ней металл и припой, которые также являются алюминиевыми сплавами.
(см.также Флюсы для плавки алюминия)
Припои на основе алюминия, используемые для пайки алюминиевых сплавов, имеют температуру ликвидуса, которая намного ближе к температуре солидуса основного металла, чем у большинства других припоев. По этой причине пайка твердым припоем, строгий температурный режим. Температура пайки должна быть примерно на 40 ° C ниже температуры основного металла solidus . В некоторых случаях точный контроль температуры и короткий цикл пайки, эта разница может составлять даже 5 ° C.Большинство припоев из алюминиевых сплавов при температуре от 560 до 615 ° C.
Алюминиевые сплавы для пайки
Невулканизованные термически деформируемые сплавы, лучше всего припаяны, это сплавы серий 1ххх и 3ххх, а также сплавы серии 5ххх с низким содержанием магния. Сплавы с повышенным содержанием магния паять сложно.
Обычно хорошо припаяны термоупрочняющиеся сплавы серии 6ххх, например 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкую температуру плавления и поэтому их трудно паять, за исключением таких, как относительно низколегированные 7004 и 7005.
Поскольку отливка из алюминиевых сплавов хорошо спаивается, сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминиевого припоя обычно имеет ограниченную толщину, не превышающую 0,4 мм. Однако при пайке погружением и вакуумной пайке без флюса толщина изделия может достигать 0,03 мм.
Промышленные твердые припои
Промышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12% кремния. Снижение температуры плавления достигается при некоторой потере коррозионной стойкости за счет добавления меди и цинка.Твердые припои представляют собой деформируемые алюминиевые сплавы серии 4ххх. Самые известные из них — сварочные сплавы 4343, 4047 и 4145.
Выбор припоя
При пайке с использованием горелки обычно используется температура ликвидуса припоя как можно ниже температуры солидуса основного металла. Поскольку в этом случае контроль температуры затруднен, плавление с большой разницей температур снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда желательно получить плотный паяный шов, выбирают припой с коротким интервалом плавления — минимальной разницей температур между ликвидусом и солидусом.