подготовка, материалы и приспособления видео
Изготовление кованых изделий выполняется с помощью горячей и холодной обработки. Холодный способ не потребует особых навыков, но для его выполнения необходимы специальные инструменты. Есть разные чертежи станков для ковки, множество из которых подходят для самостоятельного изготовления прибора.
Особенности изготовления
Делаются кованые металлические детали в результате деформации, во время работ необходимо обращать внимание на некоторые свойства материала.
Структура специальной решетки металла сделана из зерен, которые имеют неправильную форму. Инструмент, применяемый для ковки, действует на нее и приводит к изменению вида элемента. Огромное значение имеет выбор чертежей для станков, так как заготовка должна сохранять свои начальные характеристики.
Есть некие правила, соответствие которым дает шанс на получение нужного результата:
- Изготовление определенной конфигурации возможно с помощью нескольких приспособлений.

- Перед началом создания выполняется расчет параметров формируемых элементов.
- Прутки, применяемые для заготовок, могут иметь разный диаметр, который выбирают с учетом уровня сложности техники и ее использования.
- Обработке подвергается лишь низкоуглеродистая сталь, так как иные виды не имеют нужной пластичности.

Ручные станки для холодной работы можно сделать своими руками, нужно лишь разобраться в тонкостях применения инструмента и подобрать хороший чертеж.
Ручной станок гнутик
«Гнутик» нужен для изготовления углов разной конфигурации. Его главными конструктивными частями считаются движущий упор и два вала, разложенные на стальной пластине.
- Самодельные гибочные станки для холодной работы подобного вида должны изготавливаться в соответствии с определенными особенностями. Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
- Приспособление делается из специальной стали, так как на него в процессе налагаются огромные нагрузки. Стоит отметить возможность сбора разных деталей.

Твистер и улитка
Сейчас художественная ковка не обойдется без элементов в форме шнека. Их изготовление обеспечивают специальные инструменты для качественной ковки под названием
«Улитка» похожа на простой станок для ковки, сделанный своими руками, который обеспечивает создание спиралей с нужным количеством витков.
Как сделать станок для холодной сварки своими (видео)
Материалы для работы
Вначале нужно вычертить спираль одинаковым шагом всех витков. При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Дальше нужно будет вырезать пластину размером 20×20 см из листа стали. Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
После этого отрезается кусок прута с длиной, которая равняется ширине стальной полосы. Самое важное, чтобы она не превысила этот параметр, так как это может привести к травме в процессе работы.
От профилированной трубы отрезают кусок с длиной в 10 см. Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы. Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Самодельный станок для холодной ковки
Холодная ковка – это изгибание металлопроката без доведения металла до высоких температур. Для этих целей используют несложные приспособления, которые возможно изготовить самому в домашних условиях. Такие самодельные станки для холодной ковки могут быть универсальными или приспособленными только под одну операцию.
В вопросе выбора привода для такого оборудования нужно учесть толщину обрабатываемого проката. Изгибать прут вручную имеет смысл при не большой толщине. Не смотря на то, что в продаже есть несложные ручные станки для холодной ковки с насадками, большинство из них не выдерживают частого использования и считаются игрушечными прототипами реальных станков, на которых можно делать бизнес. С другой стороны профессиональное оборудование стоит немалых денег, и организация небольшого частного производства по изготовлению кованых изделий будет чрезвычайно затратным. Поэтому многие нашли для себя выгодным изготовить самодельный станок для ковки металла под свои нужды и возможности.
Весь принцип холодного формирования узоров из квадратного или круглого прута обычно сводится к концентрическому скручиванию. Это может быть скручивание вокруг продольной оси заготовки (торсировка) или навивка круглой плоской спирали вокруг воображаемого центра (завиток). Возможно также нанесение матричного отпечатка с помощью пресса. Полученные таким способом детали сваривают в общую композицию будущего изделия. Применением в кузнечном деле методов холодной ковки добиваются большего геометрического соответствия одинаковых деталей и повышают экономическую выгоду.
Возможно также нанесение матричного отпечатка с помощью пресса. Полученные таким способом детали сваривают в общую композицию будущего изделия. Применением в кузнечном деле методов холодной ковки добиваются большего геометрического соответствия одинаковых деталей и повышают экономическую выгоду.
Самой распространённой формой изгиба кованых изделий являются завитки. Для их формирования самодельный станок холодной ковки должен обеспечивать плавную контролируемую навивку прута на спиралевидный шаблон. Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Понижение оборотов достигается с помощью редукторов или ременной передачи. Большинство редукторов имеют ограничения по количеству принимаемых оборотов до 1500 об/мин, поэтому если электродвигатель высоко оборотистый, можно сделать ступенчатое понижение скорости. Для этого перед редуктором можно добавить ременную передачу. Эта мера позволит также предохранить кинематическую систему от перегруза.
Для самодельных станков нет стандартов по рекомендуемой мощности электроприводов. Обычно сборка делается из того, что под рукой, однако для создания хорошего усилия при изгибании толстого металла мощность электродвигателя должна быть не только приемлемой, но и должна иметь небольшой запас. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Шаблоны для гибки завитков (улиток, волют) можно изготовить из полосы 4х25 мм. Для этого её сворачивают в спираль и приваривают к круглой пластине толщиной 6мм. Это если работать с квадратом 12х12 мм. Для более толстого металла вместо пластины стоит применить квадрат. Крепление к валу можно сделать на резьбовом соединении, а лучше использовать фланцы.
Свежие записи:
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе – овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Одно из них круглое, диаметром 14 мм, для оси вала, а второе – овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Уже давно люди научились изготавливать из металла изделия изящной формы. Это могут быть витиеватые фонари, козырьки, элементы каминов, кованая мебель, навесы и ограждения. До недавнего времени создавались такие изделия в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работ с металлом необязательно владеть какой-то сложной технологией и прилагать физические усилия. Будет достаточно знать, как работает оборудование, и как правильно его использовать.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- Гибочные станки для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.

Твистеры
С давних времен мастера кузнечного дела производили завитки по оправочному шаблону посредством рожкового захвата-рычага. Метод этот малоэффективен, однако дает возможность без особого труда и больших временных затрат создавать различные гибочные оправки из обыкновенной металлической полоски. Упорный рычажный рог не позволяет шаблону сдвигаться под давлением детали. Рог обвода должен быть скользящим с фиксированием. Обработка будет протекать более медленно, однако с большей точностью.
Еще одно самодельное приспособление для фасонного сгибания – это крепкая доска со штырями опоры. Ими могут служить обыкновенные болты. Обрабатывать возможно полоску до шести миллиметров. Все зависит от вашей физической силы. Сгибают полоску «на глазок». Процесс довольно медленный, однако возможно создавать самые разные узоры.
Какой станок самый нужный?
Станок для холодной ковки своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов – твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Станок «Улитка» своими руками
Некоторые домашние умельцы изготавливают ручное оборудование для холодной ковки самостоятельно. Используя приведенные в интернете чертежи можно довольно легко собрать станок «Улитка».
Необходимые инструменты и металлические детали:
- стальные полосы и листы;
- прутья из металла;
- профильная стальная труба;
- болгарка;
- плоскогубцы;
- сварка.
В первую очередь на лист бумаги необходимо нанести чертеж спирали с тремя витками. После этого нужно сверить размеры с тем, чтобы в резьбу помещался армированный прут диаметром в 10 мм. Теперь можно приступать к изготовлению станка.
- Из стального листа болгаркой вырезается пластины: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехсантиметрового прута зачищаются наждаком.
- По шаблону с помощью плоскогубцев стальные полосы загибаются так, чтобы получились три спирали разной длины.
- Все элементы станка привариваются по схеме.
- Внизу в центре инструмента приваривается стальная труба.

Сварочные работы должны быть выполнены качественно, так как именно от них зависит срок эксплуатации станка.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.

Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку. Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева.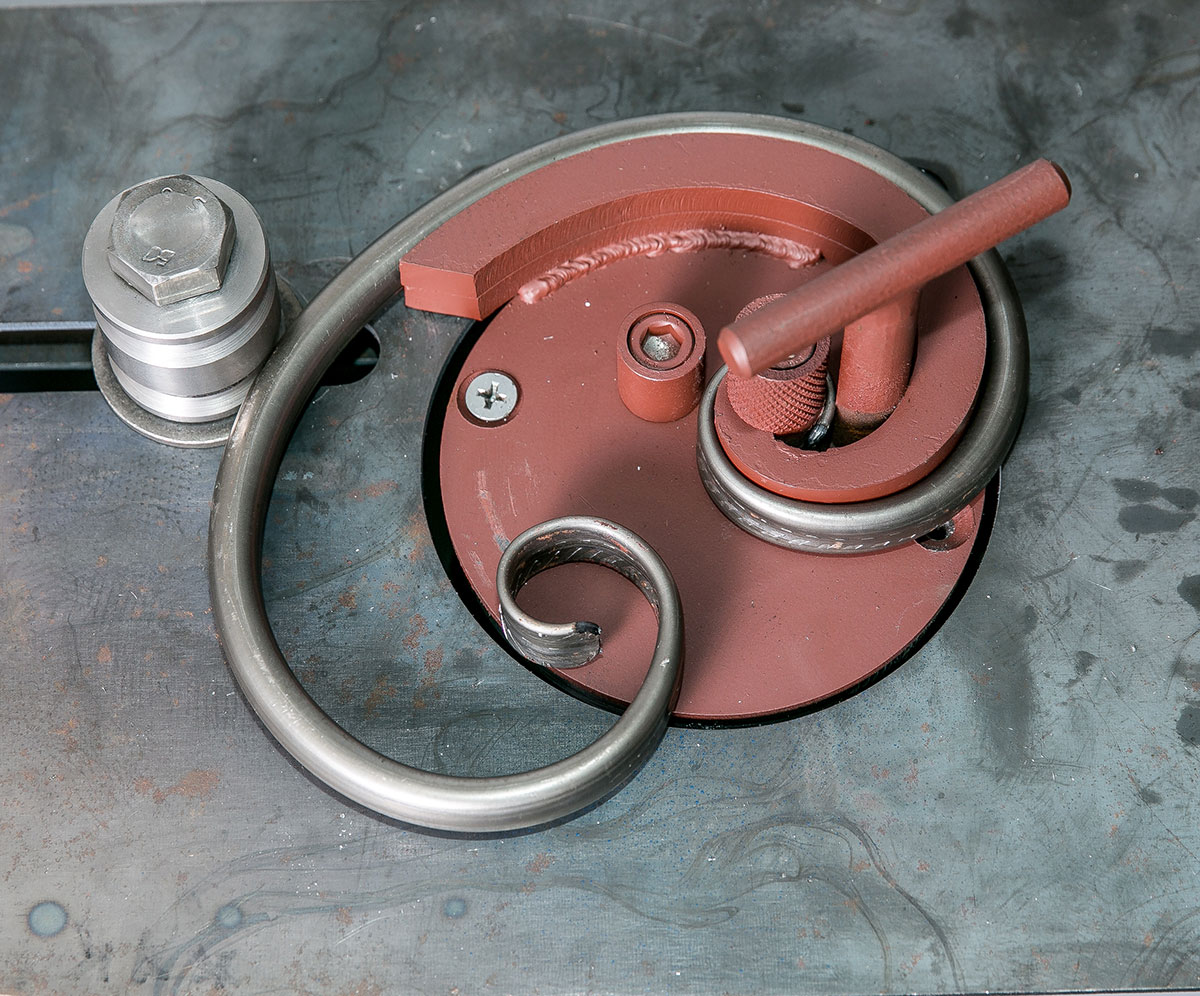 Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Важно! В результате такой работы у вас получится станок с 2-мя блоками, один из которых неподвижный, второй — подвижный.

Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.

Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Методика создания
Данная процедура выполняется поэтапно, и алгоритм действий будет следующим:
- Перед тем как сделать улитку для холодной ковки, следует подготовка, в рамках которой создается чертеж на бумаге и шаблон будущей конструкции. На этом же этапе следует определиться с тем, какого размера материалы будут обрабатываться с помощью самодельного инструмента: чем больше диаметр прутьев, которые будут служить заготовками, тем шире должен быть шаг станка. Размеры последнего всегда превышают диаметр заготовок.
- Рабочая поверхность: станок для холодной ковки имеет площадку, которая делается из листа металла, толщина его составляет 4-5 мм минимум. Площадь самой поверхности зависит от размеров деталей, которые предстоит обрабатывать, поскольку при проведении холодной ковки улитка должна оставаться в таком положении, чтобы работать с ее помощью было удобно и безопасно.
- Для создания формы можно взять металлический лист от 3 мм в толщину, чтобы с готовым приспособлением оказалось легче работать. Края заготовки желательно зафиксировать, для этого в устройстве есть прижимные валы. Кроме того, в качестве закрепляющего элемента может служить обрезанный прут, который равен по длине полоске заготовки. Важно, чтобы фиксация материала была надежной, поскольку удержать его вручную, когда работает станок для холодной ковки, физически невозможно.

Основные детали станка можно собрать в течение нескольких часов, если пользоваться подробным чертежом и инструкцией. Самодельная улитка для работ холодной ковки может иметь монолитную или сборно-разборную систему: выбор зависит от предпочтений мастера и времени, которое он готов затратить на создание. Сборные модели особенно актуальны, если мастерская оборудована на время; если же помещение обустроено на постоянной основе, имеет смысл сконструировать монолитное устройство. Сама улитка может быть сделана из следующих материалов:
- Толстый металлический пруток. Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.
- Металлический лист, из которого вырезают сегменты и крепят к поверхности на болты.
 Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.
Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.При необходимости работать с различными заготовками и создавать детали, отличающиеся формой и числом завитков, можно собрать рабочую поверхность, на которой будет несколько приспособлений, позволяющих выпустить предметы нужного типа.
Хол ковка станки своими руками. Изготовление станка для холодной ковки своими руками
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы : оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя.
 Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы .
Вариант второй предусматривает изготовление «улитки» из разборных частей . По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали . Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.

 Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Для небольших по размеру деталей удобно размещать на вертикальной стойке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков – их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное – обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки . Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки , теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Подробный чертеж станка улитки.
Чертеж устройство для гибки «Хомута».
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
- Плюсы холодной ковки
- Станок для ковки «Улитка»
- Сборка устройства
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов . С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий , потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
При холодном варианте ковки потребуется два основных процесса:
- пресс;
- гнутье.
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок , так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления , нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб , которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая , даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства , с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии , которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию , так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки , но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема , а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.
- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только так как другие виды не имеют необходимой пластичности.
«Гнутик»
Для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковкипод названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Эффективность холодной штамповки | Компании холодной штамповки | Услуги холодной штамповки
Быстрое холодное формование
Вам нужно как можно быстрее вывести свою продукцию на рынок? Процесс холодной штамповки позволяет значительно ускорить производственный цикл и производить в больших объемах более мелкие металлические детали, такие как винты, гайки, болты и крепежные детали. В зависимости от продукта производительность холодной штамповки может составлять от 50 до 400 деталей в минуту, по сравнению с одной-двумя частями в минуту при стандартной обработке винтов.Сочетание более высокой производительности и меньшего расхода материала может привести к тому, что цены на детали, подвергнутые холодной штамповке, будут на 40-60 процентов ниже, чем на детали машин.
Превосходное качество деталей
Определенные технические преимущества также приводят к отличной эффективности холодной штамповки. Этот процесс практически невосприимчив к плохому стружкодроблению, который проявляют такие металлы, как медь, золото и никель. Холодная штамповка также приводит к дополнительному деформационному упрочнению, что увеличивает предел прочности.Более того, холодная штамповка имеет естественные радиусы на поднутрениях и углах, что снижает образование острых кромок и заусенцев, которые необходимо удалить.
Большая согласованность
Когда дело доходит до производства практически любого продукта, эффективные, легко воспроизводимые процессы дают более стабильные результаты. Холодная штамповка обеспечивает больший контроль над размерами, что приводит к более высокой однородности формованных деталей.
STS Intelli: ваш лучший выбор в компании холодной штамповки
Независимо от того, какое промышленное применение холодной штамповки отвечает вашим требованиям, вы можете доверять STS Intelli в достижении эффективных результатов, которые превзойдут ваши ожидания.Вы получите готовый продукт, который удовлетворит ваши потребности в производительности и сэкономит ваши деньги.
Свяжитесь с нашими специалистами по холодной штамповке, чтобы узнать больше о наших услугах и получить бесплатное ценовое предложение сегодня.
Производитель запчастей с холодной головкой | Федеральная группа США
Внутри машины для холодной высадки заготовка ударяется между штампом и пуансонным блоком, проталкивая материал в штамп для создания желаемой формы.Мы используем две разные техники для вдавливания материала в матрицу. При использовании метода высадки пуансон выталкивает металл из матрицы, чтобы получить головку большей, чем исходная заготовка.
Техника экструзии включает два метода: прямую и обратную экструзию. При прямой экструзии полость двух матриц меньше диаметра проволоки, что создает сжатие. При обратной экструзии металл выталкивается назад через пуансон, чтобы образовалось отверстие или полость.Холодная высадка обычно используется для изготовления нестандартных винтов, болтов и других нестандартных крепежных изделий из круглой металлической заготовки.
Холодная штамповка имеет преимущества и недостатки по сравнению с другими процессами обработки, такими как обработка винтов.
Хотя использование винтового станка может устранить необходимость в штампах, для холодной штамповки требуются штампы для задания формы головки, что увеличивает время выполнения заказа и первоначальные затраты. Однако холодная высадка имеет много преимуществ:
- Меньше отходов
- Более быстрое производство
- Более прочные детали
- Сниженные затраты
Использование холодной высадки для деталей сокращает отходы материала.В процессе холодной штамповки используется больше материала. Это ограничивает количество брака и общие затраты.
Преимущества холодной высадки
Поскольку объем заготовки забивается в матрицу, и резка не требуется, в процессе остается мало или совсем нет брака. Холодная высадка позволяет создавать более прочные изделия гораздо эффективнее. Кроме того, поскольку не требуется тепла, это снижает воздействие на окружающую среду, и рабочие получают более безопасную среду. Производство происходит быстро, без необходимости охлаждения, и создаются изделия с более точными допусками без дополнительных операций.
Недостатки холодной высадки
Без нагрева детали должны создаваться с большей силой. Хотя штампы могут быть дешевле, необходимое оборудование больше и дороже. При механической обработке детали не могут быть такими толстыми, как могут, потому что молотки могут загнать только определенное количество металла в заданное пространство. Более твердые металлы могут потребовать нескольких ударов для заполнения штампа, а некоторые материалы вообще нельзя использовать в машине для холодной высадки. Более сложные детали потребуют вторичных операций, поскольку машины для холодной высадки не могут выполнять такие операции, как прокатка, штамповка или гибка.
Приложения для холодной высадки
Холодная высадка обычно используется для создания таких деталей, как простые крепежные детали, хотя с постоянно совершенствующимися технологиями холодная высадка может использоваться для создания узкоспециализированных крепежных изделий и специальных деталей. Сюда входят крепежные детали, используемые в мостах, автомобилестроении, электронике и специальные болты.
Возможности холодной высадки Федеральной группы
Наше оборудование варьируется от ваших средних 2 штампов / 2 выдувных машин до самых современных доступных машин с 5 штампами / 5 выдувами.Мы используем широкий спектр материалов, таких как сталь, нержавеющая сталь, сплав, латунь, бронза, медь, инконель, 17-4ph, экзотические и специально смешанные материалы.
Краткий перечень наших сильных сторон: автомобильные компоненты, заготовки шестерен, шариковые шпильки, поршневые пальцы, кожухи свечей зажигания, держатели пружин клапанов, тарельчатые клапаны двигателя (впускной и выпускной), валы трансмиссии, сельскохозяйственные детали, подшипники, винты, болты, гайки, специальные детали. и по элементам печати.
прессы для холодной штамповки | K1-E
Часто задаваемые вопросы
- Что такое HOLP
- Тандемные линии механического пресса с разрывной рамой
- Сцепление и тормоз мокрого типа
- Конструкция рамы пресса с ЧПУ
- Конструкция шариковой чашки по сравнению с конструкцией наручного пальца
Мы предлагаем ответы для всех типов общих вопросов — будь то технические по своей природе или такие простые, как поиск карьерных возможностей.Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое обратный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Посмотреть F.A.Q.Официальные документы AIDA-Tech
Темы, такие как расстояние между соединениями, системы направляющих скольжения, обратный тоннаж и другие, информационные документы AIDA-Tech предлагают информацию по множеству технических вопросов, связанных с штамповочными прессами и прессовыми операциями.
Просмотреть официальные документы AIDA-TechОтзывы пользователей
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своих возможностей и возможностей. Приводятся примеры различных типов компаний, от мастерских до поставщиков оборудования и производителей комплектного оборудования. Читайте дальше, чтобы узнать, как лидеры многих отраслей успешно сотрудничают с AIDA.
Посмотреть отзывы пользователейСтатьи о металлообработке
Мы поддерживаем библиотеку статей о металлообработке из различных отраслевых изданий, охватывающих широкий круг тем, связанных с штамповкой и прессованием. Темы включают в себя технологии печати, тенденции рынка и приложения для печати. Многие из собранных здесь статей были написаны или предоставлены сотрудниками AIDA.
Посмотреть статьи о металлообработкеПартнеры по обучению
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но также активно участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU), Institut für Умформтехник, Эдисон Свардинг и другие.
Об образовательных партнерахИсследования приложений и испытания штампов
Испытания штампов, предоставленные AIDA, в режиме реального времени с использованием ваших собственных штампов доказывают, что технология пресса AIDA может иметь множество преимуществ для ваших операций по штамповке, включая повышение производительности, более высокое качество деталей и т. Д. уменьшение количества брака и снижение затрат на техническое обслуживание.
Исследования по применению и испытания штамповТехнология штамповочных прессов
Более 100 лет AIDA разрабатывает и производит специализированные изделия для обработки металлов давлением, такие как штамповочные прессы для металла и сопутствующее оборудование для автоматизации, такое как трансферы, роботы и питатели.Эксклюзивная технология штамповки AIDA используется во всем нашем широком ассортименте прессов грузоподъемностью от 30 до 4000 тонн.
Штамповочные прессыТермины и глоссарий
Прессы разных типов могут выполнять множество функций, в зависимости от оснастки. В этом разделе нашего веб-сайта объясняются типичные операции печатной машины и другие термины, относящиеся к характеристикам и функциям печатной машины, а также основные характеристики и конструкции печатной машины.
Просмотреть термины и глоссарийГлобальные продажи станков холодной штамповки, Insights Отчет об исследовании рынка 2019-2025
Отдел новостей MarketWatch не участвовал в создании этого контента.
26 февраля 2021 г. (Хранители) — В этом отчете изучается состояние рынка машин для холодной штамповки и перспективы глобальных и основных регионов с точки зрения производителей, регионов, типов продукции и конечных отраслей; В этом отчете анализируются ведущие производители в глобальных и основных регионах, а рынок машин холодной ковки разбивается по типам продукции и областям применения / конечным отраслям.
В 2018 году рынок машин для холодной ковки был оценен в XX миллионов долларов США. По прогнозам, к 2025 году он достигнет XX миллионов долларов США, при этом среднегодовой темп роста составит XX% по сравнению с 2018 годом. Европа, Северная Америка и Азиатско-Тихоокеанский регион по-прежнему остаются основными рынками. машины холодной ковки. Машина для холодной ковки имеет низкое проникновение в Индию, на Ближний Восток и в Африку, что делает эти рынки очень перспективными. Игроки рынка реагируют на новые возможности расширением своего глобального присутствия и расширением ассортимента продукции.С одной стороны, производители машин для холодной ковки стремятся снизить производственные затраты; с другой стороны, они стараются предоставлять покупателям более качественные продукты. Кроме того, они пытаются расширить область применения машины холодной ковки.
ПОЛУЧИТЬ БЕСПЛАТНЫЙ ОБРАЗЕЦ ОТЧЕТА:
https://www.wiseguyreports.com/sample-request/5226543-global-cold-forging-machine-sale-insights-market-research-report-2019-2025
Это Отчет включает оценку размера рынка в стоимостном выражении (млн долларов США).Как нисходящий, так и восходящий подходы использовались для оценки и подтверждения размера рынка машин для холодной ковки, а также для оценки размера различных других зависимых субрынков на рынке в целом. Это исследование включало широкое использование как первичных, так и вторичных источников данных.
Процесс исследования включал изучение различных факторов, влияющих на отрасль, включая государственную политику, рыночную среду, конкурентную среду, исторические данные, текущие тенденции на рынке, технологические инновации, будущие технологии и технический прогресс в смежных отраслях и на рынке. риски, возможности, рыночные барьеры и проблемы.
ПОДЕЛИТЬСЯ ЗАПРОСАМИ:
https://www.wiseguyreports.com/enquiry/5226543-global-cold-forging-machine-sale-insights-market-research-report-2019-2025
Основное содержание исследования:
Для определения, сегментации и прогноза размера � «? �»? рынок в зависимости от типа, области применения и региона
Чтобы понять рыночные условия, рейтинг компании, структуру рынка, драйверы роста по отчетам
Для исторических и прогнозных данных сегментов рынка в отношении США, ЕС, СНГ, Китая, Индии, Япония, ЮВА, Южная Америка, Ближний Восток, Океания и остальной мир
Для предоставления подробной информации о решающих факторах, влияющих на рост рынка (движущие силы, ограничения, возможности и проблемы)
Для анализа возможностей в рынок для заинтересованных сторон и предоставить подробную информацию о конкурентной среде для лидеров рынка
К основным игрокам на мировом рынке относятся
Jern Yao
Chun Yu Group
National Machinery
Sacma
Sakamura
Hyodong
Carlo Salvi
Nakashimada
Komatsu
Nedschroef
Nedschroef
Tanisaka
GFM
Aida
Hatebur
MANYO
Stamtec
Shanghai Chun Yu Group
Ningbo Siji n Machinery
Tongyong
Qunfeng Machinery
Innor Machinery
Yeswin Group
Dongrui Machinery
Jern Yao (Шанхай)
Yixing Jufeng Machinery
Harbin Rainbow Technology
Rayliter
Xiangsheng Machine
Географически этот отчет разделен на несколько регионов, производство разделено на несколько регионов, географически, этот отчет потребление, выручка, доля рынка и темпы роста машины холодной ковки в этих регионах с 2013 по 2024 год (прогноз), охват
Северная Америка
ЕС
СНГ
Китай
Индия
Япония
SEA
Южная Америка
Ближний Восток
Океания
Строка
В зависимости от продукта рынок машин для холодной штамповки в основном разделен на
Станция с двумя штампами
Станция с тремя штампами
Станция с четырьмя штампами
Станция с пятью штампами
Станция с шестью штампами
Другое (Станция с одним штампом , Станция с 7 штампами)
На основании данных о конечных пользователях / приложениях, этот отчет охватывает
Крепежные детали
Фасонные детали
Глава 1, описывающая холодную штамповку Внедрение машиностроения, типы продукции, технологии, производственная цепочка, рыночный риск, отраслевая политика;
Глава 2, для анализа сырья и производственных затрат для машиностроения холодной штамповки;
Глава 3, посвященная анализу основных производителей станков для холодной штамповки с указанием мощности, производства, доходов и цен на станки для холодной штамповки с 2014 по 2019 год;
Глава 4, чтобы показать глобальный рынок по регионам, с мощностью, производством, доходом и долей рынка машины холодной ковки для каждого региона с 2014 по 2019 год;
Глава 5, чтобы показать глобальный рынок по регионам, с продажами, импортом, экспортом и рыночной долей машины холодной ковки для каждого региона с 2014 по 2019 год;
Главы 6 и 7, чтобы проанализировать рынок по странам, по типу и по приложениям с продажами, доходами и долей рынка по ключевым странам в этих регионах;
Глава 8, посвященная анализу основных производителей станков для холодной ковки с базовой информацией и данными станков для холодной ковки с 2014 по 2019 год;
Главы 9 и 10, чтобы описать каналы продаж станков холодной ковки, дистрибьюторов и конкурентоспособную продукцию
Глава 11, проанализировать осуществимость инвестиций в новый проект
Глава 12, Прогноз рынка станков холодной ковки, по регионам, типу и применению, с производством , продажи и выручка, с 2020 по 2025 год;
Содержание
1 Обзор машины для холодной штамповки
1.1 Обзор продукции станка для холодной ковки
1.1.1 Определение станка для холодной ковки
1.1.2 Технические характеристики станка для холодной ковки
1.2 Сегмент станка для холодной ковки по типам
1.2.1 Доля мирового рынка производства станков для холодной ковки по типам в 2018 году
1,2 .2 Станция с двумя матрицами
1.2.3 Станция с тремя матрицами
1.2.4 Станция с четырьмя матрицами
1.2.5 Станция с 5 матрицами
1.2.6 Станция с шестью матрицами
1.2.7 Прочее (Станция с 1 матрицей, 7 -Die Station)
1.3 Сегмент машин холодной ковки по технологиям
1.4 Глобальный сегмент машин для холодной штамповки по приложениям
1.4.1 Глобальное сравнение потребления станков для холодной штамповки по приложениям (2014-2025)
1.4.2 Крепеж
1.4.3 Фасонные детали
1.5 Цели и содержание исследования
1.6 Источники подробных данных
2 Холодная Анализ сырья для кузнечного станка и производственных затрат
2.1 Анализ ключевого сырья для станка для холодной ковки
2.1.2 Динамика цен на основное сырье A
2.1.4 Динамика цен на основное сырье B
2.3 Сегмент структуры затрат на производство
2.3.1 Сегмент структуры затрат на производство
2.3.2 Сегмент структуры затрат на производство
2.4 Анализ затрат на рабочую силу по регионам
2.4.1 Анализ затрат Северной Америки
2.4.2 Анализ затрат ЕС
2.4.3 Анализ затрат стран СНГ
2.4.4 Анализ затрат Китая
2.4.5 Анализ затрат Индии
2.4.6 Анализ затрат Японии
2.5 Анализ производственного процесса станка холодной ковки
2.6 Анализ отраслевой политики станка холодной ковки
2.6.1 Прямая поддержка политики и макроэкономической политики
2.6.2 Неблагоприятная политика
3 Доля мирового рынка машин холодной штамповки по производителям
3.1 Мировые мощности, производство и доля станков холодной штамповки по производителям (2014-2019)
3.1.2 Производство основных производителей и доля производителей (2014-2019)
3.2 Основные Выручка производителя (в миллионах долларов США) и доля по производителям (2014-2019)
3.3 Мировая средняя цена на машины для холодной штамповки по производителям (2014-2019)
3.4 Анализ уровня концентрации рынка оборудования для холодной штамповки
3.4.1 Уровень концентрации на рынке машин для холодной штамповки
3.4.2 Доля рынка станков для холодной штамповки в топ-3 и 5 ведущих производителей
3.5 Слияния и поглощения в машиностроении, новости о расширении
3.6 Потенциальный производитель или новые производители
4 Мировое производство станков для холодной штамповки по Регионы (2014-2019)
4.1 Мировая мощность станков холодной штамповки и доля рынка по регионам (2014-2019)
4.2 Мировое производство станков холодной штамповки и доля рынка по регионам (2014-2019)
4.3 Мировые поставки и цены на машины для холодной штамповки в 2018 г. по сезонам
Продолжить ……………….
COMTEX_381777841 / 2582 / 2021-02-26T06: 51: 23
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу [email protected]. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.
Многопозиционная машина для холодной штамповки, Машина для изготовления гаек и болтов, Машина для холодной высадки, Машина для холодной штамповки
Описание машины:
| МОДЕЛЬ | ДБФ-84С | DBF-104S | DBF-104L | DBF-134L | DBF-134L | DBF-134LL | ДБФ-164С | DBF-204L |
| КУЗОВАЯ СТАНЦИЯ (НЕТ) | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| СИЛА КОВКИ (КГС) | 60 | 80 | 80 | 120 | 120 | 120 | 210 | 350 |
| ДИАМ. ОБРЕЗ.(мм) | Ø10 | Ø12 | Ø12 | Ø15 | Ø15 | Ø15 | Ø18 | Ø23 |
| ДЛИНА ОТРЕЗА (мм) | 115 | 135 | 185 | 190 | 265 | 285 | 195 | 240 |
| МОЩНОСТЬ (шт / мин) | 120–180 | 90-140 | 80-130 | 75-110 | 50-80 | 50-80 | 70-100 | 55-80 |
| П.K.O ХОД (мм) | 18 | 20 | 30 | 40 | 40 | 40 | 40 | 46 |
| УДАР (мм) | 92 | 118 | 160 | 175 | 225 | 280 | 178 | 220 |
| ГЛАВНЫЙ ХОД РАМ (мм) | 160 | 190 | 262 | 270 | 380 | 380 | 260 | 346 |
| МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ (кВт) | 22 | 30 | 30 | 37 | 37 | 37 | 55 | 75 |
| ОБЩАЯ ИНФОРМАЦИЯ.ОТРЕЗНОЙ МАТРИЦЫ | Ø50x50L | Ø45x59L | Ø45x59L | Ø63x69L | Ø63x69L | Ø63x69L | Ø60x90L | Ø75x120L |
| ОБЩИЕ ДАННЫЕ ДЛЯ ПУАНСОНА | Ø45x125L | Ø53x115L | Ø53x115L | Ø60x130L | Ø60x229L | Ø60x229L | Ø75x185L | Ø90x215L |
| ОБЩАЯ ИНФОРМАЦИЯ.ГЛАВНОЙ МАТРИЦЫ | Ø60x130L | Ø75x135L | Ø75x185L | Ø86x190L | Ø86x305L | Ø86x305L | Ø100x190L | Ø125x240L |
| Шаг матрицы (мм) | 70 | 90 | 94 | 110 | 110 | 110 | 120 | 140 |
| ПРИМ.ВЕС (Т) | 14 | 18 | 21 | 28 | 33 | 38 | 45 | 62 |
| ДИАМЕТР НАКЛАДНОГО БОЛТА (мм) | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 10-16 | 12-20 |
| ДЛИНА ХВОСТОВИКА ПУСТОЙ (мм) | 15-90 | 15-110 | 20–152 | 20-160 | 40-220 | 75-262 | 20-160 | 25-200 |
Сведения о машине:
Собачка поднимается автоматически.Пневматический захват поворотного типа Захват с сопряженным кулачковым приводом Если проволока короткая, первая
Захват механизма не зажимается автоматически
Цифровая подача с ручным управлением Цифровая перегородка с ручным управлением Цифровая регулировка с ручным управлением Гидравлическое запорное устройство для
длина длина (опция) для резьбовой втулки задней резьбовой втулки заднего К-О и
выбивающее устройство (опция) гидравлическое прессовое устройство (опция)
Пневматическая муфта Каждая станция заднего выбивания Централизованная система сжатого воздуха.Простая и удобная операционная система.
Устройствоможно настроить индивидуально.
Упаковка и отгрузка:
Наблюдать за выставкой:
Условия работы | Процент самых популярных ответов | ||||
|---|---|---|---|---|---|
| Личные беседы — Как часто вам приходится проводить личные беседы с отдельными лицами или группами, выполняющими эту работу? | |||||
| Продолжительность стандартной рабочей недели — Количество часов, обычно отработанных за одну неделю. | |||||
| Давление времени — Как часто эта работа требует от работника соблюдения строгих сроков? | |||||
| Звуки и уровни шума отвлекают или вызывают дискомфорт — Как часто эта работа требует работы, связанной со звуками и уровнями шума, которые отвлекают или вызывают дискомфорт? | |||||
| Стоять стоя — Сколько времени на этой работе нужно стоять? | |||||
| Работа с рабочей группой или командой — Насколько важно работать с другими членами группы или команды на этой работе? | |||||
| Контакты с другими — Насколько эта работа требует, чтобы работник контактировал с другими (лицом к лицу, по телефону или иным образом) для ее выполнения? | |||||
| Влияние решений на коллег или результаты компании — Какие результаты обычно имеют ваши решения для других людей, имиджа, репутации или финансовых ресурсов вашего работодателя? | |||||
| Тратьте время, используя руки, чтобы обращаться с объектами, инструментами или элементами управления или ощущать их, контролировать или чувствовать их. | |||||
| Отвечает за здоровье и безопасность других — Насколько велика ответственность за здоровье и безопасность других на этой работе? | |||||
| В открытом транспортном средстве или оборудовании — Как часто эта работа требует работы в открытом транспортном средстве или оборудовании (например,г., трактор)? | |||||
| Темп, определяемый скоростью оборудования — Насколько важно для этой работы, чтобы темп определялся скоростью оборудования или механизмов? (Это не относится к постоянной занятости на этой работе.) | |||||
| Важность точности или точности — Насколько важно быть очень точным или очень точным при выполнении этой работы? | |||||
| Очень высокие или низкие температуры — Как часто эта работа требует работы при очень высоких (выше 90 F градусов) или очень низких (ниже 32 F градусов) температурах? | |||||
| Свобода принятия решений — Насколько свобода принятия решений без присмотра дает работа? | |||||
| Ответственность за результаты и результаты — Насколько работник несет ответственность за результаты работы и результаты других работников? | |||||
| Воздействие легких ожогов, порезов, укусов или укусов — Как часто при выполнении этой работы требуется воздействие легких ожогов, порезов, укусов или укусов? | |||||
| Частота принятия решений — Как часто от работника требуется принимать решения, которые влияют на других людей, финансовые ресурсы и / или имидж и репутацию организации? | |||||
| В помещении, без контроля окружающей среды — Как часто эта работа требует работы в помещении в неконтролируемых условиях окружающей среды (например,г., склад без тепла)? | |||||
| Координировать или руководить другими — Насколько важно координировать или руководить другими в выполнении рабочих действий в этой работе? | |||||
| Физическая близость — В какой степени эта работа требует, чтобы работник выполнял рабочие задачи в непосредственной близости от других людей? | |||||
| Важность повторения одних и тех же задач — Насколько важно повторение одних и тех же физических упражнений (например,g., ключевые записи) или умственной деятельности (например, проверка записей в бухгалтерской книге) снова и снова, без остановки, для выполнения этой работы? | |||||
| Тратить время на повторяющиеся движения — Насколько эта работа требует выполнения повторяющихся движений? | |||||
| Последствия ошибки — Насколько серьезным будет результат, если бы работник допустил ошибку, которую нелегко исправить? | |||||
| Структурированная и неструктурированная работа — В какой степени эта работа структурирована для работника, а не позволяет ему определять задачи, приоритеты и цели? | |||||
| Проводите время на ходьбе и беге — Насколько эта работа требует ходьбы и бега? | |||||
| Воздействие загрязняющих веществ — Как часто эта работа требует работы, подвергающейся воздействию загрязняющих веществ (таких как загрязняющие вещества, газы, пыль или запахи)? | |||||
| Общайтесь с неприятными или сердитыми людьми — Как часто работник должен иметь дело с неприятными, сердитыми или невежливыми людьми в рамках требований к работе? | |||||
| Частота конфликтных ситуаций — Как часто возникают конфликтные ситуации, с которыми сотрудник должен сталкиваться на этой работе? | |||||
| Степень автоматизации — Насколько автоматизирована работа? | |||||
| Уровень конкуренции — В какой степени эта работа требует от работника конкуренции или осведомленности о конкурентном давлении? | |||||
| Стесненное рабочее место, неудобные позы — Как часто эта работа требует работы в стесненном рабочем месте, требующей попадания в неудобное положение? | |||||
| Телефон — Как часто вы разговариваете по телефону на этой работе? | |||||
| Публичные выступления — Как часто вам приходится выступать публично на этой работе? | |||||
| Воздействие вибрации всего тела — Как часто эта работа требует воздействия вибрации всего тела (например,г., работать отбойным молотком)? | |||||
| Чрезвычайно яркое или недостаточное освещение — Как часто эта работа требует работы в условиях очень яркого или недостаточного освещения? | |||||
| Письма и заметки — Как часто работа требует письменных писем и служебных записок? | |||||
| Потратьте время на сгибание или скручивание тела — Насколько эта работа требует сгибания или скручивания вашего тела? | |||||
| В помещении, с контролем окружающей среды — Как часто эта работа требует работы в помещении в условиях с контролем окружающей среды? | |||||
| Работа в опасных условиях — Как часто эта работа требует воздействия опасных условий? | |||||
| Проводите время, стоя на коленях, приседая, наклоняясь или ползая — Насколько эта работа требует стоять на коленях, приседать, наклоняться или ползать? | |||||
| Проводите время сидя — Сколько времени эта работа требует сидения? | |||||
| Работа с внешними клиентами — Насколько важно работать с внешними клиентами или общественностью в этой работе? | |||||
| Тратьте время на поддержание или восстановление равновесия — Насколько эта работа требует сохранения или восстановления вашего равновесия? | |||||
| Электронная почта — Как часто вы используете электронную почту на этой работе? | |||||
| В закрытом транспортном средстве или оборудовании — Как часто эта работа требует работы в закрытом транспортном средстве или оборудовании (например,г., машина)? | |||||
| На открытом воздухе, в неблагоприятных погодных условиях — Как часто эта работа требует работы на открытом воздухе, в любых погодных условиях? | |||||
| Используйте специальное защитное или защитное оборудование, такое как дыхательные аппараты, ремни безопасности, костюмы полной защиты или радиационная защита — Насколько эта работа требует ношения специального защитного или защитного оборудования, такого как дыхательный аппарат, ремни безопасности, костюмы полной защиты , или радиационная защита? | |||||
| Находиться на высоких постах — Как часто эта работа требует пребывания на высоких постах? | |||||
| На открытом воздухе, под прикрытием — Как часто эта работа требует работы на открытом воздухе под прикрытием (например,г., конструкция с крышей, но без стен)? | |||||
| Поднимитесь по лестницам, лесам или столбам — Насколько эта работа требует подъема по лестницам, подмосткам или столбам? | |||||
| Работа с физически агрессивными людьми — Как часто эта работа требует, чтобы работник сталкивался с физической агрессией агрессивных людей? | |||||
| График работы — Насколько регулярны графики работы для этой работы? |
| ||||
| Воздействие радиации — Как часто эта работа требует воздействия радиации? | |||||
| Вы подвержены болезням или инфекциям — Как часто эта работа требует контакта с болезнями / инфекциями? | |||||
| Воздействие опасного оборудования — Как часто эта работа требует контакта с опасным оборудованием? | |||||
| Носите обычное защитное снаряжение, такое как защитная обувь, очки, перчатки, средства защиты слуха, каски или спасательные жилеты — Насколько эта работа требует ношения обычного защитного снаряжения, такого как защитная обувь, очки, перчатки , каски или спасательные жилеты? |
Китай Производитель оборудования для переработки отработанных шин, Станок для изготовления гвоздей, Поставщик оборудования для производства винтов
Машина для переработки отработанных шин
Видео
Цена FOB: 30 000–150 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 30 000–150 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 30 000–150 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 30 000–150 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 7 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1 000–10 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 30 000–150 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 7 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасАвтоматический гвоздильный станок
Видео
Цена FOB: 2 000–8 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 2 000–8 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 2 000–8 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 2 000–8 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 5 000–20 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 5 000–20 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 5 000–20 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 2 000–8 000 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасСтанки для производства винтов
Цена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 4 000–100 000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасАвтоматический станок для гибки арматуры с ЧПУ
Цена FOB: 9 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 9 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 9 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 9 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 10 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 10 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 10 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 10 000–30 000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}Xuchang Hongshuo Machinery Co., Ltd. была основана в 1990 году, в основном занималась исследованиями и разработками и производила машины для переработки отработанных шин, машины для изготовления гвоздей и шурупов, гибочные машины с ЧПУ и вспомогательное оборудование. Мы настаиваем на стратегии технологических исследований и разработок. Технический дизайн, закупка материалов, точное производство и строгий контроль качества выполняются в соответствии со стандартами ISO9001 и CE.Искренне надеемся, что мы сможем установить тесные, надежные и долгосрочные отношения с каждым клиентом.
.