Как правильно класть сварочный шов: разновидности, возможные ошибки
Содержание:
- Виды сварок
- Разновидности сварных швов
- Подготовка
- Возбуждение дуги
- Положение электрода
- Движения электродом
- Включения
- Выбор инвертора
- Возможные ошибки
- Интересное видео
Сварка — самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр — от ширины сварного шва.
- Газовая
- Полуавтоматическая.
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом. - TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ «углом вперед» подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При «угле назад» движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.

Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки.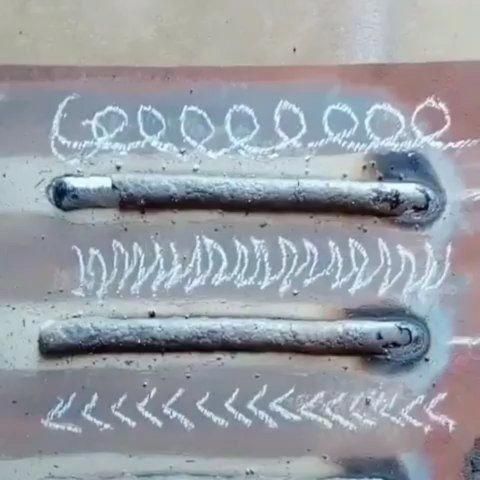 Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.


Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще.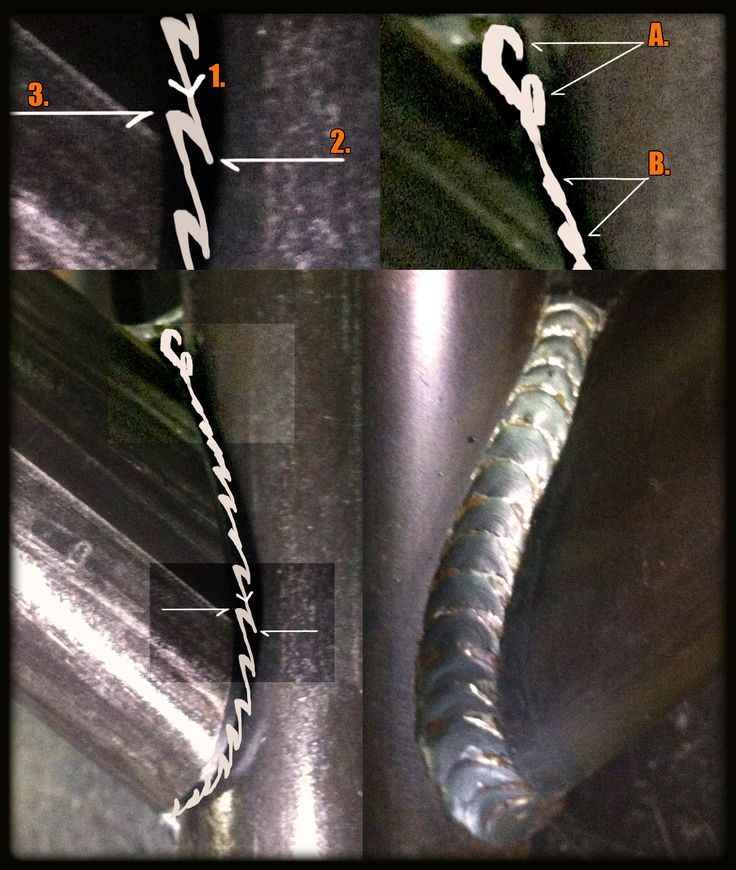 Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать. Не прихотливые к чистоте сварочного места. Единственное на больших токах разбрызгивает металл. Для начало научится на самой поверхности вести электрод. Лучше начинать вести на себя без колебательных движений, ровно и аккуратно.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва. В исключительных случаях если очень большой зазор.
- Используют для наплавки металла на поверхность.
Коренной шов проходят как при учебе в одну линию без колебательных движений.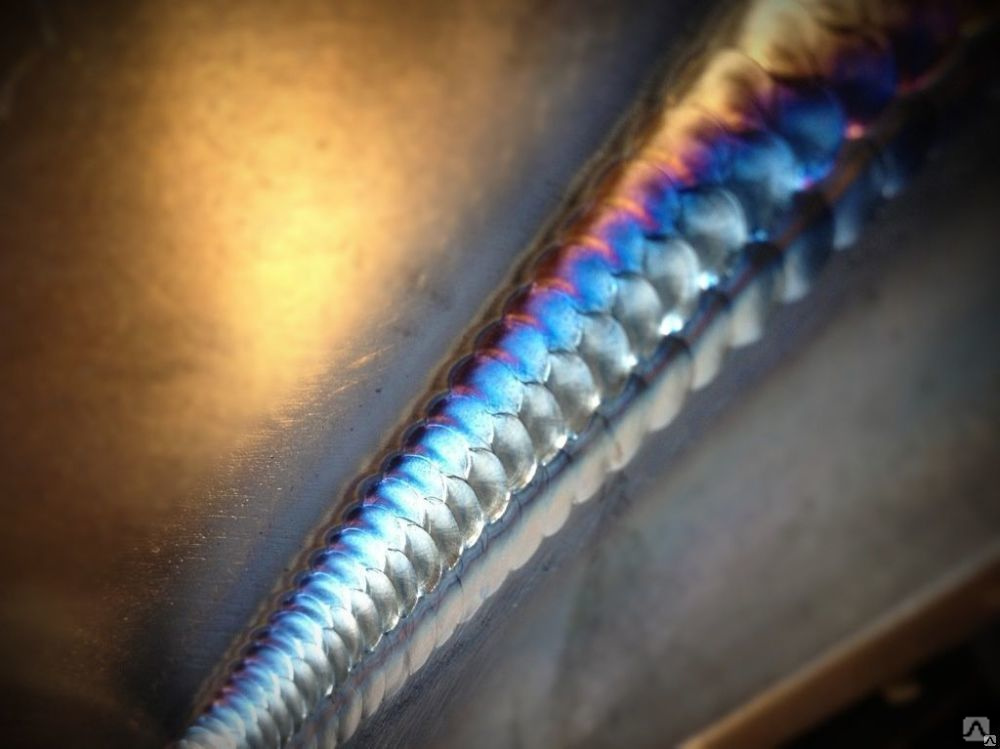 Единственное допускается движение вперед и назад.
Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Конечные продукты — Forsstrom High Frequency AB
Ниже представлен набор продуктов, которые можно сваривать на наших машинах.
Фотографии предоставлены некоторыми из наших клиентов со всего мира. Если вы хотите быть представлены в этом разделе, пожалуйста, свяжитесь с нами, [email protected]
Если вы хотите быть представлены в этом разделе, пожалуйста, свяжитесь с нами, [email protected]
Рекламные щиты и вывески
Перенесите сообщение на рекламный щит! ВЧ-сварочные аппараты Forsstom прекрасно справляются со сваркой баннерных и сетчатых материалов из ПВХ. Это предоставляет уникальные возможности для широкоформатной рекламы, требующей надежного решения. ВЧ-сварные швы долговечны, ровны и имеют очень хорошую отделку.
Машины, которые мы рекомендуем для производства печатной и рекламной продукции: TDW, TD и TX.
Чехлы и брезент
Чехлы могут быть разных размеров и для разных целей, но все они имеют одну общую черту – они должны быть прочными и долговечными. Брезент и покрытия из ПВХ должны защищать их нагрузку и выдерживать высокое усилие на разрыв. Выбор сварного брезента или покрытия HF означает выбор прочного и устойчивого продукта.
Прочный ПВХ и аппарат для высокочастотной сварки Forsstrom — идеальное сочетание для покрытия, способного противостоять силам природы и повседневному износу.
Для изготовления чехлов и тентов мы рекомендуем станки TX, TDW, TDW-Mega, TDO-XS, TG-90 Mega и TDO-XY Gantry.
Скоростные и промышленные двери
Тысячи открываний и закрываний каждый год требуют превосходного качества. Производство высокоэффективных скоростных дверей из ПВХ требует высокопроизводительных аппаратов для высокочастотной сварки, способных работать с толстым ПВХ-материалом. Скоростные ворота используются как в качестве промышленных ворот, так и в больницах и т. д. Скоростные ворота используются как снаружи, так и внутри помещений и могут выполнять множество функций помимо открывания и закрывания. Скоростная дверь
может быть аварийным выходом, его можно открыть очень быстро, его можно изолировать и при необходимости можно открыть частично.
Для изготовления скоростных и промышленных ворот мы рекомендуем станки TDW, TDW-Mega, TG-Flex и TX-Mega.
Биогаз
Контейнеры для биогаза, изготовленные из ПВХ, сваренного высокочастотной сваркой, имеют преимущество в том, что они водонепроницаемы и газонепроницаемы, долговечны и прочны.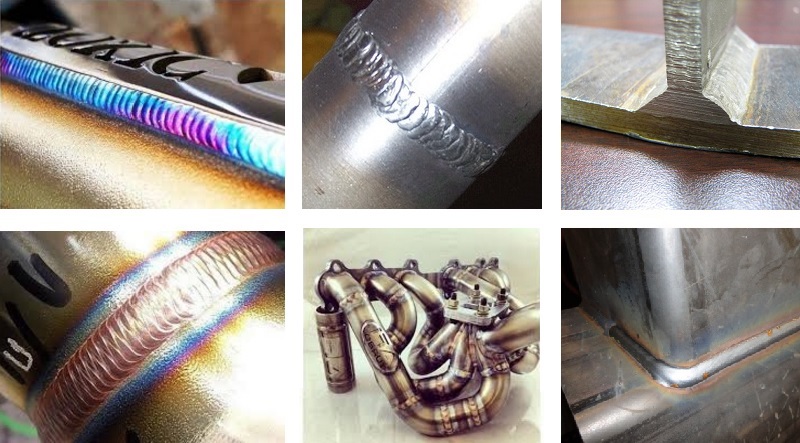 Forsstrom имеет несколько сварочных аппаратов и оборудования для высокочастотной сварки для производства хранилищ и куполов, подходящих для биогаза. ВЧ-сварка является передовой технологией для производства изделий из ПВХ для хранения биогаза, а поскольку швы, сваренные ВЧ-сваркой, долговечны, это также является экологически безопасным вариантом.
Forsstrom имеет несколько сварочных аппаратов и оборудования для высокочастотной сварки для производства хранилищ и куполов, подходящих для биогаза. ВЧ-сварка является передовой технологией для производства изделий из ПВХ для хранения биогаза, а поскольку швы, сваренные ВЧ-сваркой, долговечны, это также является экологически безопасным вариантом.
Машины, которые мы рекомендуем для производства контейнеров для биогаза: TDW, TDW-Mega, MG-Flex и TDO.
Надувные изделия
Безопасное развлечение с прыгающими замками, горками и надувными лодками требует качественных и надежных изделий. При сварке надувных изделий из ПВХ на ВЧ-сварочном аппарате Forsstrom получаются устойчивые и прочные швы, надежные для надувных палаток, военных катеров, на детских площадках и т. д. Надувные изделия часто подвергаются воздействию сильных внешних сил и требуют как материала, а сварной шов должен быть очень прочным и устойчивым.
Машины, которые мы рекомендуем для производства надувных изделий: TDW, TX-Mega, TX и XP.
Легкие конструкции
Постоянные легкие конструкции требуют качественной ВЧ-сварки. ВЧ-сварные швы долговечны и прочны, при правильном выполнении не уступают по прочности окружающему материалу. ВЧ-сварные швы долговечны, поэтому также являются экологически чистым вариантом и наиболее оптимальным решением для производства неразъемных легких конструкций из ПВХ.
Для изготовления легких конструкций мы рекомендуем станки TDW, TDW-Mega, TDO-XS, TG-90 Mega, MG-Flex, DR и TDO-XY Gantry.
Резервуары для жидкости
Чистая вода является роскошью во многих частях мира. Мягкие резервуары для жидкостей — хорошее решение для хранения и транспортировки воды. Резервуары для жидкостей, изготовленные из ПВХ или полиуретана, сваренных методом высокочастотной сварки, имеют то преимущество, что они водонепроницаемы, воздухо- и газонепроницаемы, долговечны и прочны. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант. Гибкие резервуары из ПВХ/ПУ также можно использовать для хранения жидких удобрений и масла.
Гибкие резервуары из ПВХ/ПУ также можно использовать для хранения жидких удобрений и масла.
Для изготовления резервуаров для жидкости мы рекомендуем станки TDW, TDW-Mega, TX, TX-Mega, TG-Flex, TDP и TDO-XY Gantry.
Нефтяные боны
Профессионалы нуждаются в надежном оборудовании, когда случаются такие бедствия, как разлив нефти. Forsstrom имеет многолетний опыт тесного сотрудничества и разработки оборудования для ведущих мировых производителей в области ликвидации разливов нефти. Нефтяные боновые заграждения, изготовленные из ПВХ/полиуретана методом высокочастотной сварки, обладают преимуществом устойчивости и прочности. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант. ВЧ-сварка — это передовая технология, используемая при производстве изделий из ПВХ/ПУ для работы в суровых условиях.
Для изготовления нефтяных бонов мы рекомендуем станки TDW, TDW-Mega, TX, TX-Mega, TDO-XS, TG-90 Mega, TG-Flex, TDO и TDO-XY Gantry.
Палатки
Вечеринка, цирк, исследование, военная служба или больница? Палатка может быть полезна во многих случаях, и это лишь некоторые примеры. Forsstrom обладает глубокими знаниями в области разработки и производства ВЧ-сварочных машин и оборудования для изготовления тентов из ПВХ. Используя современные технологии производства, вы можете предъявлять высокие требования к устойчивости палаток. Преимущество палаток из ПВХ, сваренного методом высокочастотной сварки, в том, что они устойчивы и прочны. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант.
Для изготовления палаток мы рекомендуем станки TDW, TDW-Mega, TDW-Ultra, TX, TX-Mega, TDO-XS, TG-90 Mega, TG-Flex, TDO и TDO-XY Gantry.
Маркизы / Защита от солнца
Эффективная текстильная защита от солнца не только обеспечивает хорошее самочувствие, но и защищает ценные вещи. Это достигается с помощью систем затенения, которые могут быть установлены как в помещении, так и на улице. Они могут варьироваться от классического солнцезащитного паруса, навеса от солнца или оранжереи до солнцезащитных штор или панельных жалюзи. Привлекательный тент может быть частью каравана, который вместе с ним создает дополнительное пространство и защиту от непогоды.
Они могут варьироваться от классического солнцезащитного паруса, навеса от солнца или оранжереи до солнцезащитных штор или панельных жалюзи. Привлекательный тент может быть частью каравана, который вместе с ним создает дополнительное пространство и защиту от непогоды.
Машины, которые мы рекомендуем для производства красивой защиты от солнца и навесов, это TD и TX.
Пленка для бассейна
Пленка для бассейна покрывает стены и пол бассейна, создавая непроницаемую поверхность. Основная цель вкладыша для бассейна — удерживать воду внутри бассейна, и это продукт, который обычно используется в течение длительного времени. Красиво выглядящая пленка для бассейна придает бассейну привлекательный вид.
Сваривая покрытие бассейна ВЧ, вы гарантируете, что сварной шов будет прочным и долговечным.
Машины, которые мы рекомендуем для производства пленок для бассейнов, это TDW и DR.
Залы
Мобильные залы из тентовой мембраны являются экономичной альтернативой стационарным конструкциям. Их быстро ставят и так же быстро сносят. Они экономичны, энергосберегающие и долговечны.
Их быстро ставят и так же быстро сносят. Они экономичны, энергосберегающие и долговечны.
Благодаря легкой конструкции конструкции из тентовых мембран могут быть установлены для покрытия больших площадей или больших высот, например, для многоярусных складов, сборочных цехов или авиационных ангаров. ВЧ-сварка является наиболее оптимальным методом производства, особенно когда требуются длинные и прямые швы.
Для производственных цехов мы рекомендуем машины TDW, TDW-Mega и TDW-Ultra.
Вентиляционные каналы
Вентиляционные каналы могут использоваться, например, в шахтах, туннелях и подземных работах. Вентиляционные воздуховоды подвергаются воздействию суровых условий окружающей среды и должны служить в течение длительного времени. Вентиляционные каналы, сваренные методом ВЧ, герметичны как для воды, так и для воздуха.
Покрытие ПВХ делает вентиляционный канал воздухонепроницаемым и водонепроницаемым, защищает трубу от УФ-излучения, химически и огнестойко. Очень важно, чтобы в местах соединения не было протечек, а швы были прочными и долговечными.
Очень важно, чтобы в местах соединения не было протечек, а швы были прочными и долговечными.
Для изготовления вентиляционных каналов мы рекомендуем станок TDW.
Натяжные потолки
Качественный натяжной потолок требует высокой точности как в отношении прямолинейности, так и качества сварного шва. Важно использовать высококачественный материал, специально предназначенный для этой цели, и машину, способную выполнять прямую и точную сварку.
Компания Forsstrom разработала машину TD-Ceiling, специально предназначенную для производства натяжных потолков.
Сельское хозяйство
Эффективная защита необходима как в сельском хозяйстве, так и в животноводстве. Удобная альтернатива – сварные барьеры или заборы из ПВХ. Швы, сваренные ВЧ-сваркой, долговечны и прочны, при правильном выполнении так же прочны, как и окружающий материал. ВЧ-сварные швы устойчивы к солнцу, воде и ветру, поэтому это также долговечный и экологически чистый вариант для сельскохозяйственного сегмента.
Для производства сельскохозяйственной продукции мы рекомендуем машины TDW, TDO-XS и TX.
Геомембраны
Геомембраны требуют качественной ВЧ-сварки. Геомембраны используются во многих различных областях, таких как футеровка для воды, базовая система футеровки свалки, контроль обширных почв и т. Д. Во многих случаях геомембраны имеют большие размеры и должны быть водонепроницаемыми и долговечными в течение длительного времени.
Для изготовления геомембран мы рекомендуем станки TDW и TX.
Киноэкраны
Как и натяжной потолок, высококачественный киноэкран требует прямых незаметных швов. Важно использовать материал, предназначенный для этой конкретной цели, и машину с возможностью точной сварки, чтобы с точностью создавать невидимые швы.
Forsstrom имеет специально разработанные для этой цели машины, стационарные и передвижные. Это наши модели TX и TD с двойной мощностью 5 и 10 кВт, оснащенные высококачественным станком. Машина TD имеет специально разработанную систему направляющих, в которой каждая ножка стола может быть индивидуально отрегулирована по отношению к рельсу, что гарантирует идеально прямые сварные швы.
Машина TD имеет специально разработанную систему направляющих, в которой каждая ножка стола может быть индивидуально отрегулирована по отношению к рельсу, что гарантирует идеально прямые сварные швы.
Спорт и отдых
Спортивное оборудование и спортивный инвентарь должны быть не только функциональными, но также безопасными и прочными. Качественные материалы и высокочастотная сварка – вот решение. Профессиональные спортсмены, как и дети, должны чувствовать себя в безопасности, когда занимаются спортом, как для удовольствия, так и на профессиональном уровне.
Для производства товаров для спорта и отдыха мы рекомендуем станки TDW, TX и XP.
Тепловая сварка швов напольных покрытий — овладение изобразительным искусством
В качестве эксперта по оказанию помощи и обучению сварке при нагревании меня часто приглашают в коммерческий проект по укладке полов, когда возникает проблема с эластичным полом, сваренным при нагревании. Обычно меня просят посетить объект, когда есть заметные проблемы со швами термосварки после монтажа и после того, как клиент въехал в помещение.
Обычно меня просят посетить объект, когда есть заметные проблемы со швами термосварки после монтажа и после того, как клиент въехал в помещение.
Типичные видимые проблемы со сварными швами пола варьируются от незначительных зазоров в швах пола до полностью разделенных швов на бесшовном эластичном полу. Отверстия в сварных швах могут вызвать серьезные проблемы, потому что они позволяют бактериям и другим микробам скапливаться в трещинах и щелях пола. В противном случае стерильная среда может быть нарушена, если сварные швы пола выходят из строя. Кроме того, поврежденный пол приобретет тусклый, грязный вид из-за отложений грязи, которые попадают в дефектные швы во время уборки пола. Все это отличные причины, чтобы овладеть изящным искусством тепловой сварки или нанять кого-то, кто является мастером тепловой сварки швов эластичных полов, прежде чем завершить крупный проект коммерческого или институционального напольного покрытия.
Широко используемые в больницах и других медицинских учреждениях, термосвариваемые эластичные полы обеспечивают герметичную герметизацию полов из ПВХ и не-ПВХ или линолеума в стерильных операционных, лабораториях и критически важных помещениях для ухода за пациентами, поэтому лучше всего сваривать стержни термически. правильно с первого раза, потому что ремонт в напряженном графике медицинского учреждения требует больше времени и прерывает бизнес клиента. Когда процесс выполнен правильно, что приводит к отсутствию зазоров в полученной монолитной поверхности пола, можно получить стерильный пол, когда швы должным образом сварены.
правильно с первого раза, потому что ремонт в напряженном графике медицинского учреждения требует больше времени и прерывает бизнес клиента. Когда процесс выполнен правильно, что приводит к отсутствию зазоров в полученной монолитной поверхности пола, можно получить стерильный пол, когда швы должным образом сварены.
Тепловая сварка — простой процесс, требующий большой точности и практики. При наличии соответствующих инструментов овладение искусством термосварки швов на коммерческих виниловых полах доступно большинству монтажников качественных напольных покрытий.
Основные правила овладения изящным искусством тепловой сварки:
1. Последовательно выполняйте процедуры тепловой сварки в порядке и в соответствии со спецификациями каждого производителя напольных покрытий. Инструкции по инструментам, температуре и размеру стержня зависят от марки и модели напольного покрытия. Это означает, что вы должны читать инструкции по каждой сварке!
2. Перед сваркой швов на уложенном листовом полу отработайте технику тепловой сварки на обрезках напольного покрытия, характерную для работы, над которой вы работаете. Сделайте это на месте, чтобы ваша техника соответствовала обстановке на этаже вашего клиента. Все факторы окружающей среды влияют на результат при сварке и обрезке, включая температуру в помещении, температуру плиты и влажность.
Перед сваркой швов на уложенном листовом полу отработайте технику тепловой сварки на обрезках напольного покрытия, характерную для работы, над которой вы работаете. Сделайте это на месте, чтобы ваша техника соответствовала обстановке на этаже вашего клиента. Все факторы окружающей среды влияют на результат при сварке и обрезке, включая температуру в помещении, температуру плиты и влажность.
3. Обрежьте швы СЕТЧАТОЙ или РАВНОМЕРНО с небольшими зазорами, чтобы можно было использовать автоматический желобок! Несоблюдение этого требования приведет к выходу из строя сварного соединения и недовольству заказчика — руководителя объекта, владельца здания и т. д.
4. Термически расплавьте виниловый сварочный стержень, чтобы он равномерно прилегал к каждой стороне шва и под швом. Это создает необходимую прочность в сварных швах пола, чтобы выдерживать нагрузки в условиях экстремального использования и больших нагрузок от качения.
5. Избегайте загрязнения и НИКОГДА не делайте проточки, пока не будете готовы к сварке! Когда придет время, разровняйте канавки по центру линии шва. Глубина канавки должна составлять примерно 2/3 общей толщины упругого материала напольного покрытия, чтобы готовая канавка обеспечивала материал под и с обеих сторон линии шва для оптимального сплавления. Важное примечание. Если в инструкциях производителя напольного покрытия указана другая толщина канавки, следуйте информации о марке напольного покрытия.
Глубина канавки должна составлять примерно 2/3 общей толщины упругого материала напольного покрытия, чтобы готовая канавка обеспечивала материал под и с обеих сторон линии шва для оптимального сплавления. Важное примечание. Если в инструкциях производителя напольного покрытия указана другая толщина канавки, следуйте информации о марке напольного покрытия.
6. Используйте инструменты для сварочных пистолетов, которые обеспечивают температуру, необходимую изготовителю напольного покрытия, для сплавления стержня с напольным покрытием. (напоминание: прочтите инструкции по укладке напольного покрытия!) Горловина сопла для скоростной сварки — это место, где плавится сварочный стержень. Крайне важно, чтобы скоростное сопло имело правильный диаметр для сварочного стержня, а горловина сопла за портом подачи стержня должна быть немного меньше ширины канавки. Это удержит тепло от сварочного пистолета в пазу и предотвратит «глазурование» напольного покрытия с каждой стороны шва. «Остекление» делает пол в месте стыка более глянцевым, чем остальная часть пола. См. правило № 2 – Потренируйтесь на ломовом настиле, чтобы соединить СВОЮ скорость с температурой сварочного пистолета; вы должны хорошо видеть красивую «размывку» или слегка деформированную область на стыке свариваемого стержня с настилом с каждой стороны шва во время сварки. Если вы не видите этой промывки, стержень можно легко вытащить из паза.
«Остекление» делает пол в месте стыка более глянцевым, чем остальная часть пола. См. правило № 2 – Потренируйтесь на ломовом настиле, чтобы соединить СВОЮ скорость с температурой сварочного пистолета; вы должны хорошо видеть красивую «размывку» или слегка деформированную область на стыке свариваемого стержня с настилом с каждой стороны шва во время сварки. Если вы не видите этой промывки, стержень можно легко вытащить из паза.
7. Обработайте сварные швы острым шпателем, предназначенным для зачистки сварных швов, или аналогичными инструментами, предназначенными для той же цели. Используйте обрезную пластину, чтобы удалить большую часть лишнего стержня. ТОГДА ЖДИТЕ! Подождите не менее 30 минут, прежде чем делать финишную отделку. Сварочный пруток имеет естественную тенденцию к усадке при охлаждении. При слишком коротком времени ожидания это сжатие оставит небольшую вогнутость на обрезанном стержне, что в конечном итоге станет убежищем для грязи, так что наберитесь терпения и подождите.
Если вы, как и я, любите скучные напольные покрытия, возможно, вам захочется узнать немного истории о тонком искусстве сварки швов полов… сварные виниловые полы и сварочные прутки, произведенные небольшой европейской компанией, известной как Tarkett. Цель термосварных швов – позиционировать листовые полы из ПВХ так, чтобы они могли конкурировать с другими «бесшовными» полами на рынке, такими как эпоксидные, наливные полиуретановые и терраццо.
Напольные покрытия из ПВХ, сваренные методом термосварки, были использованы в медицинских учреждениях, где требовалась свободная от микробов среда в больницах и палатах пациентов.
В начале 1980-х годов компания Armstrong представила линейку однородного листового пола Medintech, разработанного как легко очищаемое и долговечное решение для коммерческих полов, требующее тепловой сварки швов листа и стыков с выступами для бесшовного готового пола. . Этот монолитный непрерывный пол обеспечивал превосходный инфекционный контроль для удовлетворения потребностей медицинских, институциональных и технических учреждений, в честь которых был назван продукт. Этот трудолюбивый пол имел большой успех в 1980-х годов и продолжает развиваться и оставаться сильным в начале нового тысячелетия. Интересный факт: когда компания Medintech впервые представила свою продукцию, компания Armstrong продавала эту новую линейку напольных покрытий только поставщикам, прошедшим курс сертификации по тепловой сварке.
Этот трудолюбивый пол имел большой успех в 1980-х годов и продолжает развиваться и оставаться сильным в начале нового тысячелетия. Интересный факт: когда компания Medintech впервые представила свою продукцию, компания Armstrong продавала эту новую линейку напольных покрытий только поставщикам, прошедшим курс сертификации по тепловой сварке.
Через сорок лет после появления на рынке напольных покрытий сварные швы на эластичных листовых полах продолжают оставаться идеальным решением для растущего числа медицинских учреждений и жилых помещений для пожилых людей в Соединенных Штатах Америки и во всем мире.
Сегодня большинство производителей коммерческих напольных покрытий, в том числе Tarkett, Armstrong, Mannington, Roppe, UPO, Altro, Forbo, Gerflor, Shaw, Parterre, Mohawk, CBC America, Lonseal и другие, производят винил, линолеум и другие листовые напольные товары, требующие опыт монтажников напольных покрытий, чтобы овладеть изящным искусством сварки швов напольных покрытий.