как сделать аппарат для сварки по схеме? Что потребуется для изготовления?
Контактная сварка весьма распространена в промышленной отрасли, так как она применяется для более точного и надежного соединения металлов между собой. В данной статье описано, как изготовить аппарат для контактной сварки из микроволновки по весьма простой схеме.
Инструменты и материалы
Для изготовления сварочного аппарата используется элементарный набор инструментов, таких как:
- болгарка или ножовка по металлу;
- дрель или шуруповерт;
- молоток;
- отвёртка.
Из материалов потребуются:
- трансформатор из микроволновой печи;
- кабель крупного сечения для новой обмотки;
- провод питания;
- кабель для подключения электродов;
- кнопка для мгновенного отключения питания;
- доски для корпуса.

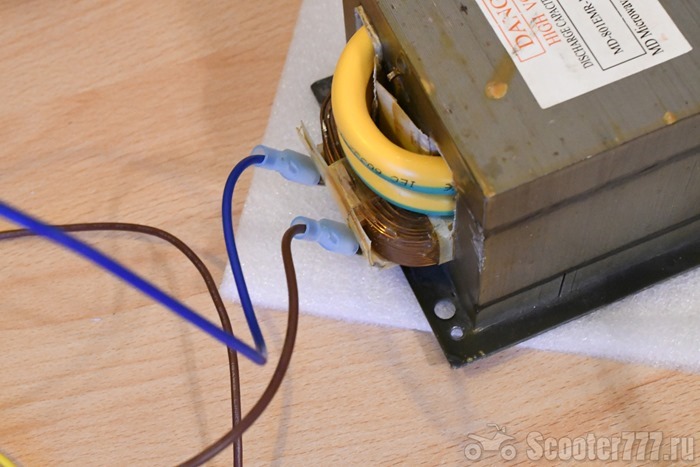
Схема изготовления
Прежде чем приступить к сборке сварочного аппарата из микроволновки своими руками, нужно понять принцип работы трансформатора, который поможет сварить метал. Трансформатор состоит из двух обмоток (первичной и вторичной), они заключены в корпус – «сердечник», который набран из листов специальной стали. На первичную обмотку подается электрический ток, который, проходя через сердечник, попадает на вторичную обмотку. Она, в свою очередь, повышает или, наоборот, понижает ток. Отсюда следует их классификация на понижающий и повышающий трансформаторы. В данной схеме будет использоваться второй вариант, то есть напряжение будет понижаться, а ток – повышаться. С помощью этого эффекта и будет происходить сварка материалов.
В зависимости от того, какой толщины будут свариваемые детали, нужно подбирать трансформатор и сечение кабеля для новой обмотки.

Убираем вторичную обмотку с корпуса трансформатора, как правило, это верхний элемент. Для извлечения обмотки ветки, которые выступают за пределы корпуса трансформатора, нужно обрезать с помощью болгарки или ножовки. Остатки обмотки, которые скрыты внутри корпуса, необходимо высверлить с помощью дрели (шуруповерта): сперва сверлом маленького диаметра и далее по возрастающей. Маленькие торчащие элементы убираются с помощью отвертки и молотка, которыми просто выбиваются с корпуса.
Очень важно не повредить первичную обмотку!
После того как обмотка была полностью удалена, необходимо очистить место установки от остатков лака или бумаги. После тщательной чистки можно закрепить новую обмотку.
После тщательной чистки можно закрепить новую обмотку.
Схема подключения первичной обмотки весьма простая. Из обмотки выходят два контакта (они же клеммы), к ним мы подключаем провод питания. Также можно подключить разъем, к которому уже подходит провод питания, что увеличит её мобильность и улучшит транспортировку.
По схеме идут провод питания, кнопка мгновенного отключения, которую можно установить на корпус сварочного аппарата, и непосредственно первичная обмотка. Также в эту схему можно внедрить:
Также в эту схему можно внедрить:
- регулятор тока, с помощью которого можно регулировать напряжение, приходящее на первичную обмотку;
- таймер, который дополнительно будет включать аппарат на определённый период времени, тем самым уменьшая потребление электричества и дополнительно защищая от перегрева сам трансформатор.
После того как была подключена первичная обмотка, на концы новой вторичной обмотки нужно закрепить медный электрод или держатель электродов с зажимом «крокодил», с помощью которых и будет происходить контактная сварка металлов. Такой сварочный аппарат из микроволновки можно использовать и для обычной сварки, но в связи с нагревом трансформатора работать с ним нужно периодами, давая ему остыть.
К платформе с трансформатором прикручиваем нижний неподвижный рычаг, на котором установлен один из медных электродов, подключенных к вторичной обмотке.
Чаще всего такие электроды разной формы и размеров можно купить в магазине, они сертифицированы и соответствуют ГОСТу (14111-90), имеют диаметр от 10 до 40 мм. Также можно их изготовить самостоятельно с помощью куска медного провода сечением 4 квадрата и держателя для провода. После размещения неподвижного рычага и электрода на нем устанавливаем подвижный рычаг со вторым электродом, который будет выполнять функцию подвода электричества друг к другу и прижатия двух свариваемых деталей между собой для лучшего контакта.
Также можно их изготовить самостоятельно с помощью куска медного провода сечением 4 квадрата и держателя для провода. После размещения неподвижного рычага и электрода на нем устанавливаем подвижный рычаг со вторым электродом, который будет выполнять функцию подвода электричества друг к другу и прижатия двух свариваемых деталей между собой для лучшего контакта.
Обкладываем трансформатор со всех сторон досками, образовывая тем самым корпус сварочного аппарата из микроволновки, на который устанавливается кнопка моментального отключения питания.

Рекомендации
Помимо этого, можно установить вентилятор для охлаждения трансформатора и продления времени его работы. Для внедрения такого устройства необходимо будет установить дополнительное оборудование, чтобы преобразить 220В в 12В (для нормальной работы вентилятора охлаждения).
Для корпуса можно использовать старый системный блок, что сделает процесс охлаждения лучше и подарит изделию более «заводской» вид в сравнении с деревянным корпусом.
Такой сварочный аппарат, сделанный своими руками, будет отличной альтернативой дорогим заводским машинам, но куда более компактным, особенно если он будет использоваться для домашних целей или же в небольших мастерских, что позволит сэкономить существенную сумму. По своим характеристикам он ничем не уступает промышленным конкурентам, а при должном подборе трансформатора, сечения провода и количества его витков сможет превзойти их по мощности. Такой аппарат может использоваться во многих сферах для сваривания любых металлов, но в случае работы с оцинкованным металлом могут образовываться пары оксида цинка, которые очень вредны для дыхательных путей и легких. Стоит проводить такие работы в хорошо проветриваемом помещении, используя средства индивидуальной защиты.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
youtube.com/embed/Z-bc7nQ8hIA?modestbranding=1&iv_load_policy=3&rel=0″/>
Точечная сварка своими руками из микроволновки
Время чтения: 6 минут
Многие домашние умельцы задаются вопросом, как сделать сварочный точечный аппарат. Самодельный сварочник стоит гораздо дешевле, его можно недорого и быстро починить, в случае необходимости. Также самодельные аппараты лучше переносят неаккуратное хранение. Их конструктив существенно проще, а в основе самодельного сварочника редко присутствуют дорогостоящие компоненты.
В этой статье мы кратко расскажем, что такое точечная сварка. И как собрать сварочный аппарат своими руками для выполнения точечной сварки. Вы также узнаете, как изготавливается точечная сварка из микроволновки. И вопрос «Как сделать точечную сварку?» не покажется вам таким сложным.
Содержание статьи
- Общая информация
- Сфера применения
- Точечная сварка своими руками
- Целесообразность изготовления
- Вместо заключения
Общая информация
Точечная контактная сварка — это технология, позволяющая формировать сварной шов с помощью одной и более сварных точек.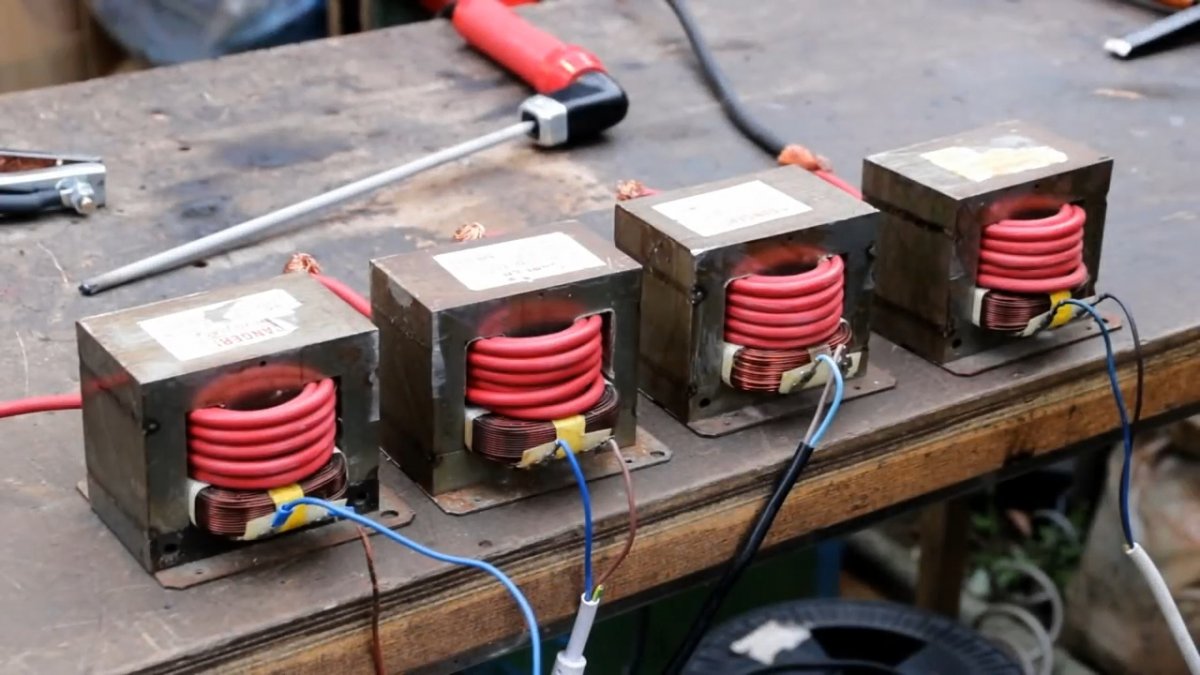 Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Аппарат для точечной сварки может выполнять до 600 сварных точек в минуту. Конечно, контактная сварка из микроволновки не может похвастаться такой производительностью, но даже с помощью самодельного аппарата можно добиться относительно неплохого качества швов.
Точечная сварка — это разновидность контактной сварки. Поэтому в основе этой технологии лежит не только нагрев металла для формирования сварной точки, но и сжатие детали между двумя металлическими электродами. Точка формируется за счет сварочного тока, который проходит от одного электрода к другому через деталь, нагревая ее. Одновременно с этим деталь сжимается между двух электродов. Так формируется шов.
Читайте также: Электроды для контактной сварки
Мощная точечная сварка способна сформировать точку у детали толщиной до 2 см.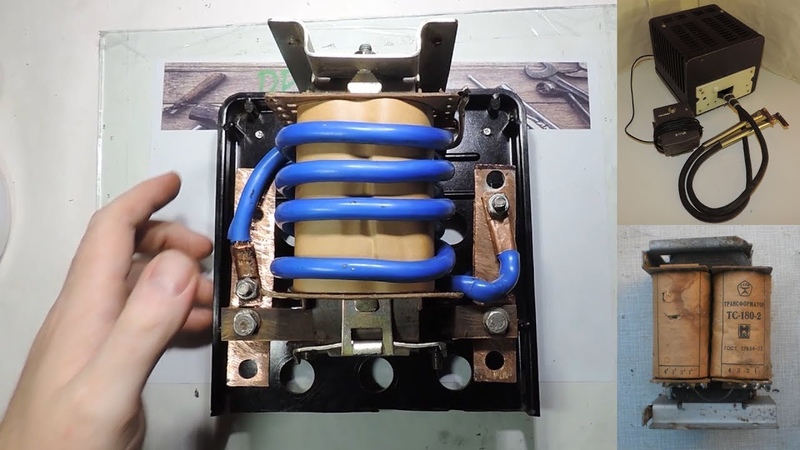 Самодельный аппарат обладает куда более скромными характеристиками, но с его помощью все равно можно без проблем сваривать тонкие листы металла без потери качества. Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Самодельный аппарат обладает куда более скромными характеристиками, но с его помощью все равно можно без проблем сваривать тонкие листы металла без потери качества. Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Сфера применения
Промышленные аппараты для точеченой сварки могут применяться во многих сферах. Их используют для сварки габаритных и сложных металлических конструкций, а также при сборке кораблей, космических ракет и автомобилей. Точечная сварка с малым размером электродов способна формировать сварные точки на небольших микросхемах, без потери ее работоспособности.
Самодельная контактная сварка из микроволновой печи не может похвастаться такой широкой сферой применения. Но ее все равно можно использовать для сварки всех типов сталей: низкоуглеродистых, легированных, жаропрочных, антикоррозийных, а также различных сплавов. Таким образом, вы можете сами определить, в каких случаях использование самодельного аппарата будет оправданным.
Точечная сварка своими руками из микроволновки может использоваться в радиоэлектронике или при мелком ремонте кузова авто.
Далее мы расскажем, как сделать контактную сварку своими силами. Затратив на это дело минимум времени и средств. Точечная контактная сварка из микроволновки своими руками стоит недорого и требует минимума знаний для ее изготовления.
Точечная сварка своими руками
Чтобы изготовить точечный сварочный аппарат из микроволновки достаточно знать основы электротехники и иметь минимальные навыки в этой области. Для изготовления вам понадобится трансформатор от микроволновки, так что необязательно приобретать микроволновую печь целиком. Достаточно найти сам трансформатор. А если у вас дома есть неработающая или старая микроволновая печка, то можно почти бесплатно сделать точечную сварку из микроволновки.
Ниже подробное видео со всеми объяснениями, где четко показано и рассказано, как делается точечная сварка из трансформатора микроволновки.
Watch this video on YouTube
Изготовление такой точечной сварки стоит очень недорого и отнимает всего пару часов. В итоге вы получаете полноценно работающий сварочный аппарат. Он неприхотлив к хранению, его можно недорого отремонтировать, при этом он хорошо справляется со своей основной задачей — формированием сварных точек.
Конечно, существуют еще и другие способы изготовления точечной сварки своими руками. Но инструкция, показанная в видеоролике, самая популярная. Это связано с дешевизной и распространенностью деталей, которые понадобятся для изготовления аппарата. Даже в маленьком городе можно без проблем найти все нужные компоненты.
Целесообразность изготовления
Да, самодельная точечная сварка обходится недорого, но стоит ли вообще тратить на это время, когда можно просто пойти в магазин и купить готовый аппарат? Каждый сам находит ответ на этот вопрос.
Мы считаем, что все зависит от ваших потребностей, задач и финансов. Существует много причин для изготовления самодельного сварочника: от банальной экономии до интереса.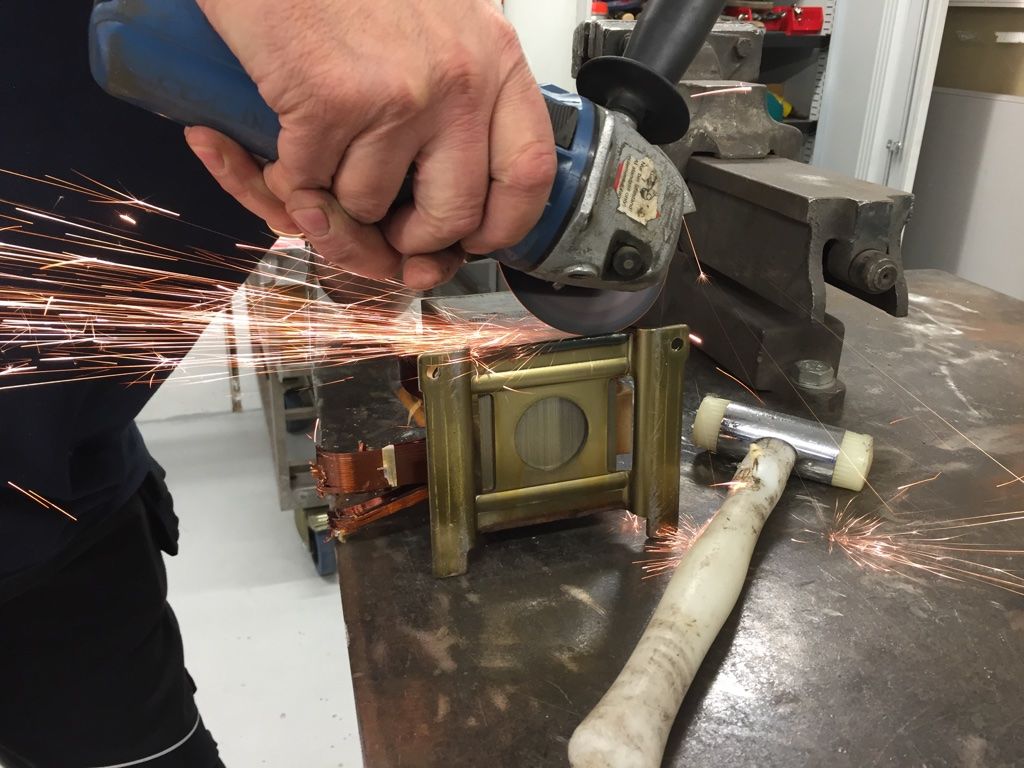 Кто-то просто не может позволить себе покупкой аппарат или не может найти его в продаже в своем городе. Кто-то любит делать все своими руками и больше доверяет своему опыту, чем производителям.
Кто-то просто не может позволить себе покупкой аппарат или не может найти его в продаже в своем городе. Кто-то любит делать все своими руками и больше доверяет своему опыту, чем производителям.
Не стоит забывать, что дешевые аппараты для точечной сварки хоть и выглядят получше самодельных, но не так надежны и порой непросто произвести их ремонт своими силами. Да и нужно ли тратить силы на недорогой сварочник, когда можно собрать свой? Мы считаем, что не нужно.
Если вы не обладаете достаточными знаниями, чтобы собрать самодельный сварочный аппарат, то лучше этого не делать. Это может быть опасно для вашего здоровья. Также не стоит заниматься самостоятельной сборкой, если вы все же готовы потратить приличную сумму на качественный аппарат. Он все равно даст вам больше возможностей, чем самодельный.
Кстати, о возможностях. Это еще одна причина купить аппарат для точечной сварки, а не собирать его самому. Простейший самодельный сварочник ограничен в своем функционале, и порой не способен удовлетворить все ваши потребности. Не ждите от самодельного прибора и большой производительности. Если вам нужно формировать сотню сварных точек в минуту, то присмотритесь к покупным аппаратам в магазине. Самодельный прибор предназначен для более скромных задач.
Не ждите от самодельного прибора и большой производительности. Если вам нужно формировать сотню сварных точек в минуту, то присмотритесь к покупным аппаратам в магазине. Самодельный прибор предназначен для более скромных задач.
Словом, решать вам. В каких-то ситуациях изготовление самодельной точечной сварки вполне оправдано и целесообразно. Но не стоит отрицать, что порой это лишняя трата сил и времени.
Вместо заключения
Вот и все, что вам нужно знать о самостоятельной сборке аппарата для точечной сварки. Контактная сварка своими руками изготавливается не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными навыками в области электротехники, то сможете собрать сварочный аппарат из трансформатора от микроволновки. Вам даже не обязательно искать микроволновку целиком. На сайтах с продажей б/у товаров можно найти сами трансформаторы, снятые со старых микроволновых печей. Этот вариант еще дешевле, чем покупать целую микроволновку.
А что вы думаете по этому поводу? Возможно, вы знаете лучший способ изготовления точечной сварки своими силами в домашних условиях? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех умельцев. Желаем удачи в работе!
Он будет полезен для всех умельцев. Желаем удачи в работе!
Как сделать споттер из микроволновки своими руками
Spotter переводится как корректировщик, но гаражные мастера знают, что это специфический аппарат контактной сварки для кузовных работ. Он отличается от обыкновенной точечной сварки тем, что импульс формируется за очень короткое время, и металл не успевает нагреваться. Многие умельцы освоили изготовление такого оригинального аппарата, чтобы с его помощью выравнивать вмятины на кузовах машин. Мы подробно расскажем, как можно сконструировать споттер из микроволновки, которая отработала долгое время на кухне.
Методика изготовления
Одним из самых важных узлов будущего самодельного изделия является трансформатор, который найти или приобрести уже готовым для работы чрезвычайно сложно. Поэтому многие делают споттер своими руками из микроволновки, в которой уже присутствует готовое устройство. Для надежной работы контактного сварочного аппарата берут пару трансформаторов от старых микроволновок, удаляют вторичную обмотку и наматывают новую, используя провод сечением не менее 50 кв. мм.
Электрическая схема споттера состоит из следующих составляющих:
- основной трансформатор;
- мост на диодах;
- переменный резистор;
- тиристор.
Простейшая принципиальная схема споттера показана на рисунке.
Корпус
Чтобы обеспечить безопасную работу сделанного из микроволновки своими руками аппарата для точечной сварки, нужно все его составляющие разместить в отдельном корпусе, который будет надежно защищать их от возможных механических повреждений и воздействия окружающей среды. В этих целях некоторые используют остов старой печи.
К корпусу следует прикрепить ручки — они будут очень кстати во время перемещения аппарата.
Все детали закрепляются жестко на листе диэлектрического материала, чтобы не возникало посторонних помех. Размещать их надо равномерно: массивные трансформаторы закрепляют посредине, чтобы сбалансировать вес. Некоторые умельцы прикрепляют снизу небольшие колесики, чтобы перевозить аппарат во время эксплуатации.
Корпус споттера
После закрепления всех составляющих, начинают изготовление приспособлений, без которых нормальная работа споттера невозможна:
- электрические кабели;
- пистолет, чтобы удобно закрепить электрод для сварки;
- приспособа для последующего вытягивания погнутых сегментов металлического кузова, называемая инопуллер.
Необходимые чертежи, расчеты сечения и длины кабелей, чтобы снизить потери электричества до минимума, можно найти в интернете.
Держатель, электроды
Пистолет профессионалы кузовных работ советуют сделать из гетинакса — специальный слоистый материал, использующийся для изоляции, потому что он имеет бумажную основу, которая пропитана эпоксидной или фенольной смолой. Выпиливают из листа две идентичные по габаритам заготовки, затем устанавливают кнопку для включения, кронштейн, где крепится электрод. Все это соединяется, скрепляется. Наружная поверхность шлифуется для удобства при работе.
Электрод делают из медного прута круглого сечения или трубки из бронзы, которые удобны для протягивания внутри них подводящих напряжение проводов. С торца, где будет находиться рабочая часть, делают прорезь, куда вставляется шайба, трубку предварительно расплющивают молотком.
Иноппуллер
Чтобы изготовить обратный молоток, можно использовать обыкновенный монтажный пистолет, только необходимо сделать небольшие доработки его конструкции. Домашние мастера, решившие своими силами сделать аппарат контактной сварки из подручных средств, могут найти точную методику изготовления каждого инструмента на сайте YouTube.
Это важно
Специалисты по работе с кузовами автомобилей разных марок советуют запомнить основные моменты, прежде чем приступать к самостоятельному изготовлению споттера.
- Рукоятку чаще всего делают из стандартного клеящего пистолета.
- Соединительный кабель покрывают специфическим изоляционным слоем, который может при нагревании жил провода деформироваться.
- При изготовлении споттера конструкция его должна быть четко продумана заранее до самых мелочей.
- Точечная сварка во время эксплуатации должна работать исправно, независимо от ее габаритов и потраченных на ее изготовление средств.
Методика, как сделать споттер из подручных деталей и узлов, мало отличается, когда вы делаете его из сломанного сварочного аппарата или старой СВЧ печи — главное, проявить изобретательность и особую внимательность при работе с трансформаторами высокого напряжения.
Клеящий пистолет
Плюсы изделия
К основным достоинствам самодельного аппарата точечной сварки можно отнести такие характеристики.
- Весьма высокий уровень производительности. С его помощью можно быстро приварить в любом месте кузова специальные приспособления для последующей вытяжки вмятин на металле.
- Достаточное удобство эксплуатации. По сравнению с большими габаритами промышленных устройств для контактной сварки и их большой массой, самоделки более мобильны. При работе практически отсутствуют искры — источник пожарной опасности при проведении таких работ в гараже, где есть ГСМ и запасы топлива. Металл остается холодным, поэтому отпадает применение защитных очков, перчаток, специальной одежды сварщика.
- Высочайший уровень качества. Такая сварка практически не оставляет на металле следов в виде окалины, шлаков, которые способствуют возникновению в процессе дальнейшей эксплуатации коррозии, не портит товарный вид деталей.
- Большая экономичность. Шайбы для крепления можно использовать многократно, они не подвергаются оплавлению, таким образом, происходит экономия расходного материала.
Положительные качества самодельных аппаратов для выравнивания вмятин приводят к тому, что многие автомобилисты-любители начинают изготавливать аналогичные приспособления для самостоятельного ремонта своих авто, чтобы реально экономить семейный бюджет.
Сварочник своими руками из микроволновки: контактная или точечная сварка
Сборка своими руками
В основе устройства лежит трансформатор. В СВЧ-печи он выполняет функцию обработки и перераспределения поступающего тока. В споттере он используется для аналогичной работы.
За правильную работу трансформатора отвечают обмотки (первичная и вторичная), закреплённые в сердечнике. Для изготовления сварочного аппарата обмотки демонтируют и на их месте крепят новые.
Для первичной требуется 200 витков, провод не более 2,5 кв. мм сечения. Для изготовления вторичной используется провод в 55 кв. мм сечения, не более 7 витков. Замена обмоток предназначена для выработки силы тока, необходимого для качественной работы.
Точечная сварка из трансформатора микроволновки
Привет всем любителям самоделок. Для каждого самодельщика, занимающегося электроникой знакомо такое, когда необходимо припаять провода к аккумуляторам типа 18650 провода, обычной пайкой делать этого не советуют, так как можно перегреть аккумулятор, что в крайнем случае может вывести его из строя, а так как второй вариант это точечная сварка, то именно в этой статье я расскажу, как сделать свою самодельную точечную сварку с наименьшими вложениями, главным донором которой станет микроволновка.
Перед тем, как прочитать данную статью, предлагаю ознакомиться с видеороликом, в котором показан весь процесс изготовления самоделки и тесты при различных условиях.
Для того, чтобы сделать точечную сварку своими руками, понадобится:
* Трансформатор от микроволновки * Медный одножильный провод, сечением, чем толще, тем лучше * Провод для сварочного аппарата 1 метр * Пару обжимных наконечников с отверстием * Два болта с гайкой М10 * Ножовка по металлу * Дрель, сверло по металлу * Кнопка от микроволновки * Провод питания от сети 220В
Вот и все, что нужно для сборки нашей самоделки.
Шаг первый.
Для начала необходимо найти микроволновку, из которой понадобится трансформатор и кнопка, также пригодится провод питания, который к удобству имеет две клеммы с изоляцией.
Разбираем трансформатор. Для данной самоделки необходимо оставить первичную обмотку, вторичную же нужно удалить.
Когда обмотка высверлена переходим к ее полному удалению, через проставку из металла выбиваем оставшиеся части обмоток, под конец их уже можно вытаскивать руками.
После того, как распотрошили вторичную обмотку трансформатора, убираем металлические шунты, которые находились под обмоткой. Далее берем провод для сварочного аппарата, сечение должно быть не меньше 16 квадратных см, зачищаем изоляцию на обоих концах и обжимаем наконечники, у кого есть специальное устройство, то лучше делать это при помощи него, я же сделал это обычным молотком.
Шаг третий.
Когда на провод установили клеммы можно продевать его в трансформатор, делаем один или два витка, некоторые мотают полтора, все зависит от того, сколько для этого есть места. Один конец провода выходит снизу, другой сверху.
Теперь делаем электроды из меди, зачищаем одножильный провод и скручиваем в круг для зажима болтом, такие же действия проделываем со вторым электродом.
Шаг четвертый.
Далее приступаем к питающему проводу, один из его контактов подсоединяем на вывод первичной обмотки трансформатора, а ко второму подключаем провод от кнопки, который будет прерывать питание. При нажатии на кнопку, трансформатор будет включаться и приваривать никелевую пластину к аккумулятору 18650, на выходе получилось напряжение почти 1,7 вольт.
Шаг пятый.
В завершении устанавливаем между выходными контактами пластиковую проставку, чтобы не произошло замыкания и приматываем все изолентой.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Изготовление электродов
После изготовления основы устройства можно приступить к изготовлению электродов. Для этого можно использовать небольшие медные прутья круглого сечения. Также подойдут бронзовые или медные трубки. Они полезны тем, что отличаются удобством соединения с кабелем, отвечающим за проведение тока.
На проводах с одной из сторон (рабочей) делается надрез. Он необходим для крепления шайбы. При применении трубок один из её концов расплющивают молотком, а уже после делают необходимые надрезы.
Обеспечение удобства
Для дополнительного удобства и безопасности готовое изделие нужно обеспечить корпусом. В его качестве можно использовать корпус от старой микроволновой печи. Он отличается надёжностью и конструктивным строением. Такой способ поможет защитить прибор от загрязнений и механических повреждений. Благодаря этому срок эксплуатации споттера значительно возрастёт.
Для более удобного перемещения нижнюю часть корпуса можно оборудовать небольшими колёсиками. Перед помещением блока в корпус желательно сделать основание из диэлектрического листа. Он обеспечит плотное крепление и облегчит переноску устройства.
Пистолет служит для крепления электродов. Для его изготовления рекомендуют использовать такие материалы, как гетинакс или текстолит. Они обеспечивают удобство в эксплуатации и безопасность при рабочем процессе. Из материалов вырезают форму в виде пистолета (2 штуки).
При изготовлении следует обратить особое внимание на то, как будет располагаться пистолет в руке. Не стоит забывать про специальное углубление в одной из заготовок. В нём располагаются кнопка включения и крепление электрода.
Сварочные клещи
Советуем к прочтению другие наши статьи
- Напольное зеркало с подсветкой
- Верстак для выпиливания лобзиком
- Простота и удобство ремонта с использованием специальных средств
- Профнастил – современный и практичный кровельный материал
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Особенности самодельного устройства
Споттер, изготовленный в домашних условиях, имеет ряд преимуществ:
- применение составляющих старого кухонного прибора;
- минимальные затраты денежных средств и времени;
- навыки в устройстве новых аппаратов;
- экономия денежных средств и личного времени, так как нет необходимости обращаться в специализированный центр.
Важно: к сборке самодельного устройства следует подходить с особой внимательностью, соблюдая правила техники безопасности.
Полуавтомат из микроволновки своими руками. Точечная сварка своими руками из микроволновки. Управление самодельным сварным аппаратом
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.
Разбираем микроволновки и вытаскиваем трансформаторы.
Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.
Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.
Выбиваем остатки намотки.
У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.
Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.
Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.
Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.
После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.
Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.
Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.
При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.
Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Сморите видео изготовления сварочного аппарата для дуговой сварки
Время чтения: 6 минут
Многие домашние умельцы задаются вопросом, как сделать сварочный точечный аппарат. Самодельный сварочник стоит гораздо дешевле, его можно недорого и быстро починить, в случае необходимости. Также самодельные аппараты лучше переносят неаккуратное хранение. Их конструктив существенно проще, а в основе самодельного сварочника редко присутствуют дорогостоящие компоненты.
В этой статье мы кратко расскажем, что такое точечная сварка. И как собрать сварочный аппарат своими руками для выполнения точечной сварки. Вы также узнаете, как изготавливается точечная сварка из микроволновки. И вопрос «Как сделать точечную сварку?» не покажется вам таким сложным.
Точечная контактная сварка — это технология, позволяющая формировать сварной шов с помощью одной и более сварных точек. Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Аппарат для точечной сварки может выполнять до 600 сварных точек в минуту. Конечно, контактная сварка из микроволновки не может похвастаться такой производительностью, но даже с помощью самодельного аппарата можно добиться относительно неплохого качества швов.
— это разновидность контактной сварки. Поэтому в основе этой технологии лежит не только нагрев металла для формирования сварной точки, но и сжатие детали между двумя металлическими электродами. Точка формируется за счет сварочного тока, который проходит от одного электрода к другому через деталь, нагревая ее. Одновременно с этим деталь сжимается между двух электродов. Так формируется шов.
Мощная точечная сварка способна сформировать точку у детали толщиной до 2 см. Самодельный аппарат обладает куда более скромными характеристиками, но с его помощью все равно можно без проблем сваривать тонкие листы металла без потери качества. Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Сфера применения
Промышленные аппараты для точеченой сварки могут применяться во многих сферах. Их используют для сварки габаритных и сложных металлических конструкций, а также при сборке кораблей, космических ракет и автомобилей. Точечная сварка с малым размером электродов способна формировать сварные точки на небольших микросхемах, без потери ее работоспособности.
Самодельная контактная сварка из микроволновой печи не может похвастаться такой широкой сферой применения. Но ее все равно можно использовать для сварки всех типов сталей: низкоуглеродистых, легированных, жаропрочных, антикоррозийных, а также различных сплавов. Таким образом, вы можете сами определить, в каких случаях использование самодельного аппарата будет оправданным.
Точечная сварка своими руками из микроволновки может использоваться в радиоэлектронике или при мелком ремонте кузова авто.
Далее мы расскажем, как сделать контактную сварку своими силами. Затратив на это дело минимум времени и средств. Точечная контактная сварка из микроволновки своими руками стоит недорого и требует минимума знаний для ее изготовления.
Точечная сварка своими руками
Чтобы изготовить точечный сварочный аппарат из микроволновки достаточно знать основы электротехники и иметь минимальные навыки в этой области. Для изготовления вам понадобится трансформатор от микроволновки, так что необязательно приобретать микроволновую печь целиком. Достаточно найти сам трансформатор. А если у вас дома есть неработающая или старая микроволновая печка, то можно почти бесплатно сделать точечную сварку из микроволновки.
Ниже подробное видео со всеми объяснениями, где четко показано и рассказано, как делается точечная сварка из трансформатора микроволновки.
Изготовление такой точечной сварки стоит очень недорого и отнимает всего пару часов. В итоге вы получаете полноценно работающий сварочный аппарат. Он неприхотлив к хранению, его можно недорого отремонтировать, при этом он хорошо справляется со своей основной задачей — формированием сварных точек.
Конечно, существуют еще и . Но инструкция, показанная в видеоролике, самая популярная. Это связано с дешевизной и распространенностью деталей, которые понадобятся для изготовления аппарата. Даже в маленьком городе можно без проблем найти все нужные компоненты.
Целесообразность изготовления
Да, самодельная точечная сварка обходится недорого, но стоит ли вообще тратить на это время, когда можно просто пойти в магазин и купить готовый аппарат? Каждый сам находит ответ на этот вопрос.
Мы считаем, что все зависит от ваших потребностей, задач и финансов. Существует много причин для изготовления самодельного сварочника: от банальной экономии до интереса. Кто-то просто не может позволить себе покупкой аппарат или не может найти его в продаже в своем городе. Кто-то любит делать все своими руками и больше доверяет своему опыту, чем производителям.
Не стоит забывать, что дешевые аппараты для точечной сварки хоть и выглядят получше самодельных, но не так надежны и порой непросто произвести их ремонт своими силами. Да и нужно ли тратить силы на недорогой сварочник, когда можно собрать свой? Мы считаем, что не нужно.
Если вы не обладаете достаточными знаниями, чтобы собрать самодельный сварочный аппарат, то лучше этого не делать. Это может быть опасно для вашего здоровья. Также не стоит заниматься самостоятельной сборкой, если вы все же готовы потратить приличную сумму на качественный аппарат. Он все равно даст вам больше возможностей, чем самодельный.
Кстати, о возможностях. Это еще одна причина купить аппарат для точечной сварки, а не собирать его самому. Простейший самодельный сварочник ограничен в своем функционале, и порой не способен удовлетворить все ваши потребности. Не ждите от самодельного прибора и большой производительности. Если вам нужно формировать сотню сварных точек в минуту, то присмотритесь к покупным аппаратам в магазине. Самодельный прибор предназначен для более скромных задач.
Словом, решать вам. В каких-то ситуациях изготовление самодельной точечной сварки вполне оправдано и целесообразно. Но не стоит отрицать, что порой это лишняя трата сил и времени.
Вместо заключения
Вот и все, что вам нужно знать о самостоятельной сборке аппарата для точечной сварки. Контактная сварка своими руками изготавливается не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными навыками в области электротехники, то сможете собрать сварочный аппарат из трансформатора от микроволновки. Вам даже не обязательно искать микроволновку целиком. На сайтах с продажей б/у товаров можно найти сами трансформаторы, снятые со старых микроволновых печей. Этот вариант еще дешевле, чем покупать целую микроволновку.
При выполнении различных ремонтных работ иногда возникает необходимость надёжно скрепить между собой тонкие металлические листы или их фрагменты. Идеальным вариантом в этом случае является применение электрической .
В отличие от аппаратов, предназначенных для ручной электродуговой сварки, которые давно стали привычными атрибутами домашних мастерских, приспособления для контактной точечной сварки встречаются гораздо реже.
Главное, чтобы выбранный кабель прошёл в окно магнитопровода. Наматывают два витка выбранным проводником на месте удалённой вторичной обмотки. Теперь можно провести первое испытание сделанного своими руками трансформатора из микроволновки для точечной сварки.
Концы кабеля зачищают от изоляции. Соблюдая правила безопасности, подключают трансформатор микроволновки в сеть 220 вольт. С помощью вольтметра измеряют напряжение на вторичных выводах (то есть, на выводах сварочного кабеля).
Если напряжение находится в пределах 2 – 4 вольта, всё в порядке. После этого проверяют работу трансформатора в режиме точечной сварки, то есть, в режиме короткого замыкания.
Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Охватывают вторичный проводник токоизмерительными клещами и кратковременно включают трансформатор. По индикатору токоизмерительных клещей отслеживают значение тока короткого замыкания. Если его величина около 500 ампер и выше, значит, всё сделано правильно.
Сборка аппарата
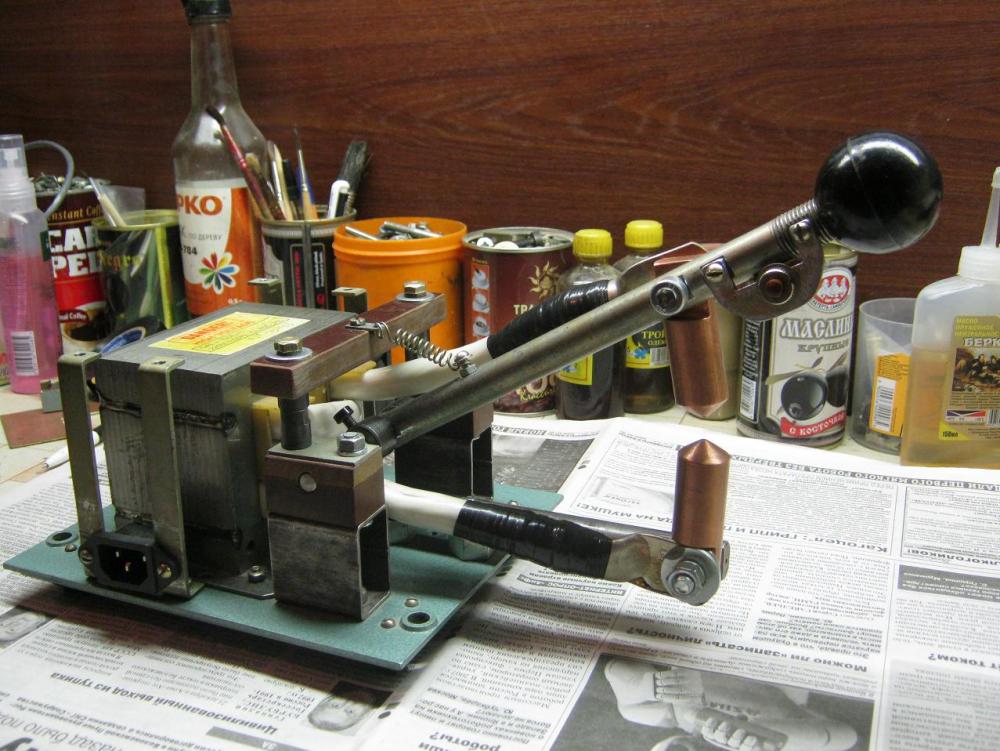
Для того чтобы аппаратом точечной сварки, сделанным из микроволновки, можно было пользоваться, его необходимо снабдить рычагом для зажима заготовок, контактными точечными электродами и выключателем.
Рычаг, обеспечивающий точечное сжатие заготовок, а также корпус для трансформатора, можно изготовить из дерева. На концах плеч рычага располагаются электроды из толстых медных прутков. К электродам надёжным болтовым подключают выводы сварочного кабеля. В удобном, легкодоступном месте располагают выключатель.
Теперь сделанная своими руками точечная сварка из микроволновки, готова к работе. Свариваемые заготовки помещают между электродами, зажимают их рычагом и включают ток. Так происходит сваривание.
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— , 10 наименований по 5 шт — 2,7$ лот 50 шт.
— 50 шт 1,28$
— 10 штук 4,8$
— 10 шт 1,6$
— — 10 шт 13,8$
За основу взята схема из
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже , в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
Энкодер был закуплен ,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
Сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
Остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на прошивку
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
Осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм Планирую купить +138 Добавить в избранное Обзор понравился +160 +286
Из 2-х трансформаторов от старой микроволновой печи можно сделать своими руками полезную приспособу для домашней мастерской и гаража — контактную точечную сварку.
Контактная точечная сварка дает возможность работать с самыми разными металлами и их сплавами, что делает ее универсальной в бытовом использовании.
Первым делом демонтируем трансформаторы из корпуса микроволновки. После этого нужно будет аккуратно удалить «родную» вторичную обмотку, не повредив первичную.
Самый простой способ «безболезненно» удалить вторичную обмотку — это обрезать болгаркой выступающие витки.
После этого с помощью электродрели нужно просверлить отверстие внутри трансформатора и вытянуть оставшиеся проводки наружу узкогубцами.
Основные этапы работ
После того как извлекли из трансформатора вторичную обмотку, убираем все лишнее, включая металлические проставки. Должна остаться только вторичная обмотка.
Такую же операцию нужно будет проделать со вторым трансформатором. Потом оба трансформатора мастер сваривает между собой.
Вместо вторичной обмотки на двух трансформаторах автор использует толстый многожильный кабель, который предназначен для сварочного аппарата. Достаточно сделать всего по два витка. Вторичные обмотки подключаются параллельно.
В качестве основания используется кусок швеллера шириной 160 мм. В нем надо просверлить пару отверстий диаметром 8 мм, затем прикручиваем перфорированный профиль. Также к швеллеру надо приварить два уголка с отверстиями.
Сборка точечной сварки
В основании необходимо просверлить четыре отверстия. Затем устанавливаем трансформаторы, предварительно соединив параллельно две первичные обмотки. Делаем все так же, как и со вторичными.
Модуль таймера для точечной сварки своими руками | Лучшие самоделки
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
Как сделать модуль таймера для точечной сварки
Список радиоэлементов которые нужны для таймера:
- Тиристор BTA16-600B (корпус TO220) – 1 шт;
- Микросхема HEF4093 – 1 шт;
- Резистор 390 к (0,25 Вт) – 1 шт;
- Резистор 4,7 к (0,25 Вт) – 2 шт;
- Резистор 1 к (0,25 Вт) – 3 шт;
- Резистор 680 Ом (0,25 Вт) – 1 шт;
- Резистор 330 Ом (0,25 Вт) – 2 шт;
- Резистор 100 Ом (0,25 Вт) – 1 шт;
- Светодиод на 3 В – 1 шт;
- Оптрон MOC3041 – 1 шт;
- Транзистор C1815 – 2 шт;
- Переменный резистор 10 к – 1 шт;
- Конденсатор 220uF/50V – 1 шт;
- Конденсатор 1uF/50V – 1 шт;
- Конденсатор 100uF/25V – 1 шт;
- Конденсатор 220n/250V – 1 шт;
- Кнопка без фиксации – 1 шт;
- Диодный мост 2W08 – 1 шт (так как в точечной сварке используется отдельный блок питания постоянного напряжения то его ставить не надо, если таймер будет ставится в другую конструкцию то в этом случае оставьте).
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки, инструкция:
Сначала делаем плату, распечатываем рисунок печатной платы:
Как сделать модуль таймера для точечной сварки
По ЛУТ технологии (или другой удобной Вам) переносим рисунок на плату, травим, сверлим, лудим дорожки.
Запаиваем радиокомпоненты согласно схемы, на фото представлено расположение деталей на плате:
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h2 подключена кнопка (без фиксации) запуска таймера. Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В. Теперь нажимая кнопку будет на некоторое время зажигаться лампочка от доли секунд до 2-х секунд в зависимости от положения ручки потенциометра VR1.
Как сделать модуль таймера для точечной сварки
Если всё работает как надо то можно теперь устанавливать наш самодельный таймер в аппарат для точечной сварки.
Как равномерно нагреть жидкости в микроволновой печи
Бесконтактная лазерная сварка дает несколько преимуществ, когда дело доходит до соединения одной пластмассовой детали с другой. Он работает по принципу частичного пропускания, что позволяет свету лазера проходить через одну из пластмассовых деталей, выделяя тепло и плавить или приваривать его ко второй пластмассовой детали. Готовый сварной шов находится между деталями. Также отсутствует контакт между оплавленным участком и источником тепла или атмосферой, поэтому готовое соединение остается чистым.С другой стороны, традиционные методы сварки пластмасс, такие как ультразвуковая и горячая штамповка, требуют контакта с внешними поверхностями соединяемых деталей, и это может загрязнить соединение и поверхности деталей или механически повредить сборку.
Если команда инженеров собирается использовать бесконтактную лазерную сварку, лучше всего спланировать это на ранней стадии разработки продукта. Решение использовать лазерную сварку уже разработанного пластикового изделия может сработать… иногда.Однако детали и изделия, предназначенные для лазерной сварки, будут иметь меньше проблем при изготовлении и сборке.
Чтобы получить высококачественные сварные швы пластмасс, проектные группы должны сначала ответить на четыре основных вопроса:
1. Совместимы ли соединяемые пластики с точки зрения температуры плавления и химического состава?
Пластмассы плавятся при гораздо более низких температурах, чем металлы. Например, инженерные пластмассы плавятся при температуре около 480 ° F (250 ° C). Некоторые пластмассы имеют гораздо более высокие температуры плавления, например, полиэфирэфиркетон (PEEK), который плавится при температуре от 660 до 750 ° F (от 350 до 400 ° C).
Два соединяемых пластика должны иметь одинаковую температуру плавления, так как это помогает обеспечить хорошее перемешивание расплавленного пластика в сварочной ванне. Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Химический состав пластмасс также имеет значение. Например, некоторые пластмассы трудно или невозможно сварить. Сюда входят полиэтилен высокой плотности (HD-PE) и полипропилен (PP). Но можно сваривать полиэтилен низкой плотности (LD-PE) с полипропиленом, даже если полиэтилены принадлежат к одному семейству.
2. Может ли лазерный луч эффективно проходить через верхний материал к стыку? И может ли нижний слой поглощать лазерный луч, создавая тепло там, где это необходимо?
Идеальное светопропускание и поглощение при сварке пластмасс.
Лазерные лучи для сварки пластмасс обычно создаются мощными диодными лазерами и находятся в ближней инфракрасной и инфракрасной областях (длины волн от 800 до 2000 нм). Свариваемые вместе пластмассы должны обладать некоторой степенью пропускания и поглощения в этом диапазоне.
Пластмассы одновременно имеют аморфную и кристаллическую фазы. Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также его пропускание и поглощение. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластику, чтобы получить нужную степень пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Например, команда разработчиков может добавлять в пластмассы добавки, чтобы они лучше поглощали лазерный свет.А регулировка концентрации стекловолокна в пластмассах, таких как полиамид (PA-66, он же нейлон), изменяет количество света, проходящего через них.
3. Можно ли правильно удерживать детали вместе во время сварки и можно ли контролировать прилагаемое усилие? Обеспечивает ли геометрия деталей хорошее прилегание без зазоров между деталями?
Детали, которые будут привариваться друг к другу с помощью лазера, должны иметь такую форму, чтобы они плотно прилегали друг к другу без зазоров в местах соединения.Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч нацеливается на сварной шов.
Некоторые детали, особенно большие или геометрически сложные, необходимо прижать друг к другу во время сварки, чтобы получить хорошее соединение. Эта сила может создаваться сервоприводами или пневматическими зажимами. Но команда разработчиков должна знать о силах разрушения пластика.Они определяют, какое усилие выдержит горячий и плавящийся пластик, прежде чем он значительно деформируется. Он также определяет, какое усилие необходимо, чтобы соединить детали в расплавленном состоянии. Датчики силы-смещения часто добавляются к инструментам для лазерной сварки, чтобы отслеживать и контролировать силы, прикладываемые к пластиковым компонентам во время цикла сварки.
Есть несколько проблем, которые инженеры должны решить, чтобы сварка пластмасс работала в их области применения.
4. Могут ли детали эффективно распределять и контролировать выделяемое лазером тепло с учетом геометрии?
Есть несколько способов направить лазерный луч на заготовки для сварки.Например, неподвижная лазерная головка может сваривать деталь, установленную на столе, который перемещается в трех измерениях, чтобы адаптировать путь сварки. Такой подход может не нагревать большие детали равномерно из-за ускорений, необходимых в точках пуска и останова, а также при изменении направления пути. Однако команда разработчиков может создавать сложные траектории, используя данные САПР в этих системах.
В другом подходе используются высокоскоростные сканирующие головки, которые могут перемещать лазерный луч по пути сварки со скоростью до 33 футов / сек. Сканирование лазером достаточной мощности вокруг сварочного шва на этих скоростях почти мгновенно нагревает весь сварной шов.Это снижает эффекты одновременного нагрева и охлаждения, которые могут создавать подвижные столы.
Менее гибкий подход состоит в том, чтобы создать маску или трафарет сварочного шва, разместить его над деталью, а затем нанести лазерный луч на всю деталь. Это нагревает весь путь одновременно. При изменении пути необходимо создавать новую маску. Иногда специальные лазерные линзы с линейной фокусировкой создают сварной шов определенной длины. (Сварные швы используются, когда сварной шов имеет простую форму, например прямую линию или круг.) Во время этого процесса может потребоваться управление оптической мощностью, что может осуществляться с помощью пирометров, измеряющих температуру заготовки во время сварки и отправляющих эту информацию обратно в контроллер мощности лазера.
Важно, чтобы продукт и производственные процессы были разработаны с учетом лазерной сварки. Таким образом, команда разработчиков должна работать с поставщиками и клиентами, чтобы обеспечить это. Например, пресс-формы для сложных пластмассовых деталей дороги, и производители инструментов должны знать о проблемах сварки пластмасс, прежде чем доработать свои конструкции.
Джонатан Маги — управляющий директор ACSYS Lasertechnik UK Ltd, Ковентри, Великобритания (acsyslaser.co.uk).
Что такое радиочастотная сварка? | 3KRF
Вы когда-нибудь слышали термин радиочастотная сварка? Или, может быть, вы слышали, что это называется высокочастотной сваркой? Если вы слышали этот термин, но не слышали сопровождающего его объяснения, то вы можете немного запутаться.
Чтобы помочь устранить эту путаницу и дать вам четкое представление о том, что это за процесс и что он влечет за собой, мы составили это краткое руководство по процессу высокочастотной сварки.Независимо от того, планируете ли вы использовать этот процесс в своей работе или просто термин, вызвавший ваше любопытство, мы хотим ответить на все вопросы, которые могут у вас возникнуть по этому поводу. Прочтите, чтобы узнать ответы на все свои вопросы.
Что такое высокочастотная сварка?
Под сваркой понимается соединение любых материалов посредством нагрева и плавления, и это касается не только металлов. Радиочастотная сварка использует высокочастотные радиоволны для нагрева пластиковых поверхностей двух разных предметов, когда они обращены друг к другу.Это тепло достигает точки, когда пластиковые поверхности начинают плавиться, и две поверхности или материалы сливаются вместе. Когда радиоволны прекращаются и пластик остывает, два разных материала остаются сплавленными вместе, теперь они соединяются как один более крупный предмет.
Одно из самых простых сравнений состоит в том, что процесс высокочастотной сварки пластмасс похож на процесс приготовления пищи в микроволновой печи. Радиочастотный сварочный аппарат излучает волны, которые ударяют по рассматриваемым материалам, плавят их и вызывают изменение структуры.Весь этот процесс вызван использованием высокочастотных волн, как в микроволновой печи.
В идеальном сварном шве радиоволны создают прочное и чрезвычайно прочное уплотнение, полностью герметичное. Это уплотнение можно тянуть, скручивать и иным образом подвергать нагрузкам, не ослабляя и не разрушая.
Вы могли слышать, как этот процесс называется высокочастотной сваркой, высокочастотной сваркой или даже высокочастотной сваркой. Все это названия одного и того же объекта и указывают на один и тот же процесс.
Некоторые называют РЧ сварку термосваркой, но это не одно и то же. Термоуплотнение соединяет два пластика вместе с прямым нагревом и давлением от постоянно нагретой матрицы, которая контактирует с пластмассой. Радиочастотная сварка нагревает молекулы двух пластмасс, но никакой внешний источник тепла не касается пластика. Фактически, для наиболее эффективных сварных швов ВЧ оборудование должно поддерживаться при комнатной температуре или чуть выше ее.
Какие материалы можно сваривать с помощью высокочастотной сварки?
Чаще всего этот метод применяется к разным сортам пластмасс.Это связано с тем, что большинство пластиков относительно пластичны и могут плавиться при достаточном нагревании, прежде чем снова затвердеть в новую комбинированную форму. Некоторые из пластиковых материалов, которые могут использоваться в процессе радиочастотной сварки, включают:
- ПЭТ
- PETG
- ПВХ
- ТПУ
- Полиуретаны с открытыми порами
- LDPE / EVA
Просмотрите наше оборудование Свяжитесь с нами
На что похожи инструменты для высокочастотной сварки?
СваркаRF — это тонкий и сложный процесс, который не выполняется вручную.Вместо этого этот тип работы обычно выполняется сложными машинами и строго определенными процессами, которые обеспечивают тщательное и правильное выполнение работы.
В большинстве случаев система высокочастотной сварки состоит из двух основных элементов — генератора и пресса. Генератор, также называемый радиочастотным генератором, — это машина, которая на самом деле создает и излучает волны, плавящие материалы. Средняя частота, которую использует большинство сварочных аппаратов RF, составляет 27,12 мегагерц.
Затем пресс, также известный как RF-сварка или радиочастотный герметик, сжимает два недавно расплавленных элемента вместе, помогая им соединиться.Сила, используемая для сжатия деталей, важна для хорошей сварки. Низкое давление может вызвать искривления и дуги на поверхности, а также плохое уплотнение. Слишком высокое давление также может привести к плохому уплотнению из-за «разрушения» материала.
Сегодня на рынке можно найти несколько различных аппаратов для высокочастотной сварки, в которых эти два элемента — генератор и пресс — сочетаются для завершения процесса высокочастотной сварки. Двумя наиболее распространенными типами машин являются челночные аппараты высокочастотной сварки и вращающиеся аппараты высокочастотной сварки.Самая большая разница между этими двумя типами машин, которые, по сути, выполняют один и тот же процесс, заключается в том, как они перемещают материалы через сварочную станцию. Челночные сварочные аппараты имеют пластину, которая вставляется в сварочный аппарат, в то время как ротационные сварочные аппараты имеют круглый стол, который вращается под сварочной частью.
В обоих типах аппаратов для высокочастотной сварки ПВХ используется пресс, приводимый в действие воздушными цилиндрами, для сжатия пластмассовых материалов вместе, в то время как генератор одновременно излучает радиоволны.Когда машина начинает нагреваться, пластик медленно плавится и, пока он удерживается на месте под прессом, начинает формоваться вместе в форме, определяемой уплотняющими матрицами RF.
Уплотнительные штампы, еще одна важная часть этих машин, обычно изготавливаются либо из латуни, либо из алюминия. Оба материала приемлемы, и оба могут быть найдены в машинах, используемых сегодня, хотя алюминиевые матрицы обычно используют больше радиочастотной энергии, чем их латунные аналоги.
Просмотрите наше оборудование Свяжитесь с нами
Для чего используется радиочастотная сварка?
Теперь, когда мы рассмотрели, как работает радиочастотная сварка, и рассмотрели машины, которые выполняют эту работу, давайте рассмотрим некоторые из реальных приложений радиочастотной сварки.В каких отраслях реального мира используется эта технология и для чего?
Хотя полный список мог бы быть намного длиннее этого, некоторые примеры потенциальных применений технологии высокочастотной сварки включают:
- Навесные стены промышленного назначения
- Обивка для автомобилей и транспорта
- Пакеты для плазмы медицинские
- Переплет виниловый
- Документы и рукава
- Виниловые баннеры и вывески
- Товарная и транспортная блистерная упаковка
Даже на основе этого короткого списка мы можем увидеть, что некоторые из отраслей, которые могут обычно использовать радиочастотную сварку, включают:
- Медицинская промышленность, включая больницы и клиники
- Транспорт и автомобилестроение
- Производители канцелярских товаров
Из-за природы аппаратов для высокочастотной сварки и того, что их необходимо настраивать для каждого нового изделия, которое они производят, этот тип сварки часто лучше всего работает при производстве больших объемов.Это делает его отличным активом для массового производства. С другой стороны, если вы хотите сварить что-либо только один раз, высокочастотная сварка может оказаться не самым практичным выбором.
Просмотрите наше оборудование Свяжитесь с нами
Какие есть альтернативы?
Когда дело доходит до изготовления этих продуктов для этих отраслей промышленности, радиочастотная сварка — далеко не единственный доступный вариант.
Есть несколько различных способов соединения этих различных слоев материала для создания конечного продукта.Эти альтернативы включают:
- Шитье: Как всем известно, шитье — это проверенный метод соединения двух разных материалов вместе. Однако при шитье уплотнение далеко не герметично. К тому же уплотнение не очень прочное. Если под давлением, шов, скорее всего, разорвется и снова разделит материалы.
- Склеивание: Склеивание или использование аналогичного клея — еще один довольно распространенный способ склеить два разных материала вместе для создания герметичного соединения. Хотя склеивание уместно во многих ситуациях, в других случаях, когда обычно используется высокочастотная сварка, этого не хватает.Во-первых, клей со временем изнашивается, ослабляя или даже разрушая уплотнение. Во-вторых, склейка обычно занимает больше времени, чем сварка. Поскольку время — деньги, это может стать проблемой. В-третьих, при использовании клея часто используются химические вещества, которые могут нанести вред окружающей среде.
- Горячий воздух: Горячий воздух — еще один распространенный метод объединения двух материалов в один. С помощью этого метода тепло применяется к внешней стороне двух материалов, пока они не расплавятся и не сольются в один. Основная проблема заключается в том, что, хотя этот метод может быть эффективным, он работает только до определенной толщины.Когда материалы слишком большие, этот метод не работает. Эти материалы, скорее всего, не будут связываться, и даже если они это сделают, связь будет слабой и легко разрушаемой.
Зачем нужна высокочастотная сварка?
Почему стоит выбирать высокочастотную сварку, особенно когда есть другие альтернативы? Что может предложить вам этот вид сварки, чего не могут предложить другие виды сварки или, по крайней мере, не могут обеспечить такой успех? Как оказалось, радиочастотная сварка имеет много преимуществ, и это делает ее подходящей в ситуациях, когда другие виды сварки также могут не справиться с этой задачей.
Вот некоторые из этих преимуществ:
- Прочность уплотнения: при использовании высокочастотной сварки создается уплотнение, которое прочнее самого основного материала. Это означает, что уплотнение будет более прочным и с меньшей вероятностью потрескается, сломается или разорвется.
- Возможность адаптации: высокочастотная сварка особенно удобна и может использоваться для сварки даже двух совершенно разных материалов. В то время как другие типы сварки могут не подходить для этой задачи, высокочастотная сварка может склеивать материалы, независимо от того, похожи они или совершенно разные.
- Безопасность уплотнения: уплотнение, созданное высокочастотной сваркой, чрезвычайно прочное и долговечное. Он водонепроницаем, герметичен и долговечен.
- Прочность блока: когда вы склеиваете два материала вместе с помощью радиочастотной сварки, вы не просто создаете прочное, долговечное и долговечное уплотнение. Вы также соединяете два материала, которые становятся намного прочнее, потому что они соединены вместе.
Узнайте о сварочном оборудовании RF сегодня
Если вы хотите приобрести собственный высококачественный аппарат для высокочастотной сварки, MarkPeri — это то, что вам нужно.Мы с гордостью производим широкий спектр радиочастотных сварочных аппаратов с 1981 года, при этом оставаясь на переднем крае отрасли, поэтому вы можете быть уверены, что получаете самые современные аппараты на рынке.
Продажа машин и оборудования — не единственное, чем мы занимаемся. Мы также стремимся предоставить вам самое лучшее обслуживание клиентов, делая все — от ответов на ваши вопросы до помощи в выборе идеального материала для ваших новых сварочных аппаратов.
Ознакомьтесь с нашим ассортиментом оборудования сегодня и начните свою собственную высокочастотную сварку. Если у вас есть вопросы, свяжитесь с нами. Мы будем рады помочь вам подобрать для вас подходящий высокочастотный сварочный аппарат.
Просмотрите наше оборудование Свяжитесь с нами
Микроволновый обжиг агломерированного флюса для дуговой сварки под флюсом
Проведен эксперимент по микроволновому обжигу агломерированного флюса для дуговой сварки под флюсом.Исследованы характеристики СВЧ-нагрева агломерированного флюса и влияние температуры обжига на поверхность сварного шва. Было обнаружено, что скорость нагрева агломерированного флюса увеличивается с увеличением молекулярной массы порошка. Нагрев 600 г образца от комнатной температуры до 720 ° C занимает всего 17 минут. Аккуратная и гладкая поверхность сварного шва может быть получена для агломерированного флюса, обожженного СВЧ-нагревом при 680 ° C в течение 30 мин. По сравнению с обычными методами обжарки, обжарка MW имеет преимущество в более низкой температуре и более коротком времени.
1 Введение
Сварка под флюсом используется как эффективный и стабильный метод сварки. Флюс — один из его основных источников. Плавильный флюс и агломерированный флюс широко применялись в дуге под флюсом [1–3]. Агломерированный флюс отличается простотой изготовления, энергосбережением, защитой окружающей среды и переходным сплавом и подходит для высокоскоростной сварки; постепенно заменил плавильный флюс; и в последние годы широко используется в различных отраслях промышленности.Он состоит из различных порошковых ингредиентов и добавлен к соответствующему количеству связующего. Затем материалы смеси перемешивают для гранулирования, сушат и спекают при высокой температуре (700–1000 ° C). Производственный процесс показан на Рисунке 1 [4–6].
Рисунок 1:
Технологический процесс производства агломерированного флюса.
Процесс высокотемпературного спекания используется для удаления кристаллизационной воды, содержащейся в сырье, и обеспечения прочности агломерированных частиц флюса.В настоящее время электрическая вращающаяся печь с внешним нагревом и вращающаяся печь с внутренним нагревом на угле в основном используются в процессе спекания при производстве агломерированного флюса. Однако они имеют более низкую энергоэффективность и более длительные производственные циклы и вызывают загрязнение окружающей среды [7, 8]. СВЧ-нагрев (MW) обладает преимуществами быстрой скорости, селективности нагрева, отсутствия загрязнения окружающей среды и удобства в достижении автоматического управления и широко используется в металлургии, химической промышленности, медицине и пищевой промышленности как своего рода экологически чистая высокоэффективная технология. метод [9–13].Поэтому в данной статье предлагается новая технология обжига агломерированного флюса на СВЧ и проводятся систематические экспериментальные исследования. Он имеет большое значение для чистого и эффективного производства агломерированного флюса и обеспечивает теоретическую основу.
2 Материалы и методы
2.1 Анализ сырья
Используются экспериментальные материалы с завода сварочных материалов в Китае. Материалы, названные SJ101, представляют собой полуфабрикаты из агломерированного флюса, перемешанные для гранулирования и высушенные без высокотемпературного спекания.Основные химические компоненты показаны в таблице 1. Дифракция рентгеновских лучей (XRD), измеренная методом Empyrean (PANalytical, Нидерланды) необжаренного агломерированного флюса, показана на рисунке 2. Как мы видим, фаза, содержащая кристаллическую воду, представляет собой Ca 6 Si 6 O 17 (OH) 2 .
Таблица 1Химический состав агломерированного флюса, мас.%.
| MnO + FeO | SiO 2 | MgO | CaO | Al 2 O 3 | CaF 2 | С | S | -п. |
|---|---|---|---|---|---|---|---|---|
| 6 | 21 | 26 | 6.5 | 23,5 | 16,5 | 0,08 | 0,028 | 0,03 |
Рисунок 2:
Рентгенограмма необожженного агломерированного флюса.
Термический анализ необожженного агломерированного флюса показан на рис. 3, дифференциальный термо-термогравиметрический эксперимент выполнен на анализаторе STA449F3 (NETZSCH, Германия).Видно, что образцы начинают терять вес примерно при 380 ° C, и коэффициент потери веса увеличивается с повышением температуры. Коэффициент потери веса резко снижается, когда температура достигает 753 ° C. На кривой ДСК можно заметить, что процесс потери веса сопровождается сильным эндотермическим процессом при 380–753 ° C, что указывает на то, что кристаллическая вода разлагается и удаляется на этой стадии, и ее содержание составляет 0,7%. Обнаружено, что сильный экзотермический пик возникает на кривой ДСК при температуре выше 753 ° C.Это может быть связано с окислительно-восстановительной реакцией образцов при этой температуре. Поскольку основной целью высокотемпературного обжига агломерированного флюса является удаление кристаллической воды, температура обжига полуфабрикатов агломерированного флюса не должна превышать 750 ° C.
Рисунок 3:
Кривые ТГ-ДСК необожженного агломерированного флюса.
2.2 Экспериментальная методика и оборудование
В настоящем исследовании МВт реактор изготовлен Ключевой лабораторией нетрадиционной металлургии Министерства образования Куньминского университета науки и технологий, Китай, и его схема показана на Рисунке 4.Эксперименты по СВЧ-нагреву проводятся в лабораторной муфельной печи МВ, а оборудование МВ состоит из четырех секций: двух магнетронов на частоте 2,45 ГГц и мощностью 1,5 кВт, которые охлаждаются циркуляцией воды в качестве источников МВ; волновод для транспортировки МВ; резонансная полость для манипулирования МВ с определенной целью; и система управления для регулирования температуры и МВт мощности. Внутренние размеры МВ-резонатора составляют 260 мм в высоту, 420 мм в длину и 260 мм в ширину.Непрерывное измерение температуры во время СВЧ-нагрева представляет собой серьезную проблему, поэтому для измерения температуры можно использовать термопару (подключенную к компьютерной системе) с тонким слоем алюминиевого экрана и расположить ее как можно ближе к материалу.
Рисунок 4:
Схема экспериментальной установки для микроволнового обжига.
Для каждого эксперимента полуфабрикат агломерированного флюса массой 600 г взвешивается и затем помещается в тигель из Al 2 O 3 , который не поглощает молекулярную массу.Эксперименты по обжигу проводят следующим образом: агломерированный флюс помещают в тигель из Al 2 O 3 и помещают в микроволновую камеру, а затем перемешивают при различных уровнях мощности. В начале экспериментов по обжигу и после каждого 1-минутного интервала температуру образцов записывают до тех пор, пока температура агломерированного флюса не достигнет заданной температуры, и сохраняют тепло в течение 30 минут. Затем материалы удаляются и охлаждаются до комнатной температуры и, наконец, используются для сварочных экспериментов.В документе температуры обжарки составляют 600 ° C, 650 ° C, 680 ° C и 720 ° C.
3 Результаты и обсуждение
3.1 Характеристики СВЧ отопления
Кривая нагрева полуфабриката из агломерированного флюса при различных уровнях мощности в области МВт показана на Рисунке 5. Как можно видеть, произошло увеличение скорости нагрева с увеличением мощности МВт. Было обнаружено, что время нагрева образцов от комнатной температуры до 720 ° C сокращается с 31 до 17 минут при увеличении мощности MW с 1.От 5 кВт до 2,5 кВт. Примечательно, что с увеличением времени нагрева температура образцов быстро возрастала при той же мощности МВ. Температура образцов оставалась неизменной или даже снижалась, а затем быстро повышалась через несколько минут после 460 ° C. Это может быть связано с характеристиками СВЧ нагрева. Материалы нагревались непосредственно за счет СВЧ энергии, и энергия СВЧ преобразовывалась в тепловую, в зависимости от диэлектрических свойств самих материалов. Материалы выступали в качестве источника тепла. С повышением температуры кристаллизационная вода в материалах начала разлагаться.На Рисунке 3 видно, что это был сильный эндотермический процесс; наибольшее количество тепла было затрачено на разложение кристаллической воды. Таким образом, температура материалов отражала стагнацию или даже снижение. Кристаллическая вода материалов полностью разложилась с увеличением времени нагрева, а затем температура образцов начала быстро расти.
Рисунок 5:
Кривые нагрева агломерированного флюса в различных СВЧ порошках.
3,2 Влияние температуры обжига СВЧ на поверхность шва
Для исследования эффектов MW обжига были проведены эксперименты с агломерированным флюсом от MW обжига сварочной проволокой H08C. Для сравнения также были изучены эксперименты со сварочной проволокой для того же типа агломерированного флюса, который предоставили производители. Продукты флюса получали с использованием вращающейся электрической печи с внешним нагревом при 860 ° C в течение 1 ч обжига. Внешний вид сварного шва показан на рисунке 6.Как мы видим, очевидная вмятина может быть обнаружена на поверхности сварного шва при микроволновом обжиге при 600 ° C и 650 ° C в течение 30 мин; кроме того, на участках корок также наблюдаются большие поры, указывающие на то, что кристаллическая вода флюса не была удалена полностью. При СВЧ обжиге при 680 ° С и 720 ° С в течение 30 мин поверхность сварного шва между СВЧ обжигом и обычным обжигом агломерированного флюса имела аккуратный внешний вид, гладкую поверхность и без вмятин. Однако рентгеновские дифракционные спектры (на фиг. 7) обжига агломерированного флюса на СВЧ при разной температуре обжига показали, что он содержал одну и ту же фазу и никакой фазы кристаллической воды обнаружено не было.Это можно объяснить тем, что количество кристаллической воды в агломерированном флюсе меньше обнаруживаемых следов. Таким образом, в целях экономии энергии агломерированный флюс может соответствовать требованиям при температуре 680 ° C для 30-минутного обжига в МВ-поле.
Рисунок 6:
Поверхность шва для обжига агломерированного флюса микроволновым нагревом.
Рисунок 7:
Рентгенограммы микроволнового обжига агломерированного флюса при различной температуре в течение 30 мин.
4 Выводы
Скорость нагрева агломерированного флюса в СВЧ поле увеличивается с увеличением СВЧ мощности. Материалы нагреваются от комнатной температуры до 720 ° C всего за 17 мин при мощности 2,5 кВт и массе образца 600 г.
По сравнению с обычным обжигом, обжиг агломерированного флюса в МВ имеет преимущества более низкой температуры, более короткого времени и отсутствия загрязнения окружающей среды.Он может отвечать требованиям при температуре 680 ° C и времени обжига в СВЧ 30 мин.
Авторы благодарны за финансовую поддержку Проекту фонда прикладных исследований провинции Юньнань и Куньминского университета науки и технологий по внедрению талантов (KKSY201452058) и Программе развития талантов для молодых и средних академических руководителей в провинции Юньнань, Китай ( 2012HB008).
Ссылки
[1] Ана Ма PM, Паулино ED, Виктор М.LH. J. Mater. Процесс. Tech. 2003, 141, 93–100. Искать в Google Scholar
[2] Ramakrishnan M, Muthupandi V. Int. J. Adv. Manuf. Tech. 2013, 65, 945–956. Искать в Google Scholar
[3] Li HQ, Wang X, Cai XP, Tang XF, Du LM. Электр. Сварка. Мах. 2006, 36, 1–6. Искать в Google Scholar
[4] Zong L, Wang ZJ, Zou GH, Liu Q. Nonferr. Металл. (Extr. Metall.). 2005, 4, 40–43. Искать в Google Scholar
[5] Kumar V, Mohan N, Khamba JS. World Congress Eng. 2009, 24, 561–565. Искать в Google Scholar
[6] Kumar A, Singh H, Maheshwari S. Indian. J. Eng. Матер. С. 2012, 19, 379–385. Искать в Google Scholar
[7] Tang GQ, Shi HP, Liu GC. Патент , Китай. 2004, CN1465466A. Искать в Google Scholar
[8] Ян Дж. Ф., Чжун Ю. М., Дин XJ, Ян З. В., Ву З. С., Сюй Д., Ван Ю. Патент , Китай. 2009, CN100469510C. Искать в Google Scholar
[9] Мэри Дж. А., Маникандан А., Кеннеди Л. Дж., Буоудина М., Сундарам Р., Виджая Дж. Дж. T. Nonferr. Металл. Soc. Китай. 2014, 24, 1467–1473. Искать в Google Scholar
[10] Патил П.Д., Гуде В.Г., Маннарсвами А., Кук П., Мансон-МакГи С., Нирмалакхандан Н., Ламмерс П., Дэн С. Биоресур. Technol. 2011, 102, 1399–1405. Искать в Google Scholar
[11] Li Y, Lei Y, Zhang LB, Peng JH, Li CL. T. Nonferr. Металл. Soc . 2011, 21, 202–207. Искать в Google Scholar
[12] Amouzgar P, Khalil HP, Salamatinia B, Abdullah AZ, Issam AM. Биоресурсы. Технол . 2010, 101, 8396–401. Искать в Google Scholar
[13] Wang SJ, Chen F, Wu JH, Wang ZF, Liao XJ, Hu XS. J. Food Eng. 2007, 78, 693–700. Искать в Google Scholar
Поступила: 2015-7-3
Принято: 2015-8-19
Опубликовано в сети: 12.01.2016
Напечатано в печати: 2016-1-1
Трансформатор— Stacking M.О. для создания ядра E-E
Я только что наткнулся на этот сайт в поисках ответов на некоторые вопросы, которые у меня есть относительно m icrowave o ven t ransformers (M.O.T.). В настоящее время я учусь на третьем курсе в качестве студента-электрика, и я пытаюсь спроектировать сварочный аппарат постоянного тока с использованием M.O.T. Я изучаю эту тему около недели, но не нашел всех ответов, которые мне нужны. Вопрос, который у меня сейчас возникает, заключается в том, разделил ли я два M.O.T.ядра, удалили обе части I.I. сердечники, и сложил две части E, чтобы сделать сердечник E.E., нужно ли мне перематывать первичную катушку или ее все еще можно будет использовать?
Поскольку сварочные аппараты нуждаются в низком напряжении и большом токе, вторичная обмотка будет перемотана проводом 4 AWG с номинальным током 95 А. Из-за толщины провода невозможно получить 20 витков в M.O.T. ядро, как оно есть в настоящее время. Диаметр проволоки составляет 5/16 дюйма, и она дважды наматывается бок о бок в сердечнике.Поскольку трансформаторы в настоящее время установлены, можно получить примерно 4 слоя обертки для 8-9 полных оборотов на одном E.I. M.O.T. основной. Чтобы получить достаточно низкую силу тока для номинала кабеля, я думаю, мне нужно примерно 20 витков. (В школе я редко использую пруток 1/8 дюйма и, вероятно, не буду использовать более 3/32 дюйма на моем сварочном аппарате (сварка звучала как крутая вещь, связанная с моими летними каникулами)). Однако, если я объединю два практически идентичных сердечника E из M.O.T., я подсчитал, что я смогу разместить 22 витка вокруг их сердечников, собрав их вместе.
Из того, что я собрал, это звучит для меня как хорошая идея уменьшить насыщенность (все еще пытаюсь выяснить физику этого, потому что наш семестр был сокращен), потери меди и позволить более толстому проводу подходить Я думал об использовании магнитной проволоки, но, чтобы добраться до 4-го калибра, мне пришлось бы использовать проволоку Litz. Это был бы мой первый раз, когда я использовал магнитный провод, но я все же попытался спасти часть из сердечника, который я разрезал и скрутил вместе 8 проводов калибра 16, чтобы получить общий калибр 7 (он был слишком жестким для использования в одном сердечнике.Примечание: расплавленный NaOH (гидроксид натрия) будет воздействовать на эмаль, покрывающую медную проволоку.
У меня достаточно МОТ, чтобы я мог складывать два ядра и иметь два трансформатора для параллельной работы от сети (120 В) и последовательно для вторичных обмоток (если только кто-то не хочет уговорить меня запустить сеть последовательно и подключить их к розетке 240в). Я намерен использовать мостовой выпрямитель на 300 А, 1600 В для преобразования в постоянный ток, затем дроссель / индуктор и, возможно, 3 электролитических конденсатора по 6000 мкФ 50 В, которые доступны для сглаживания пульсаций.Как только я дойду до этого момента, я хотел бы установить схему управления мощностью, чтобы контролировать мощность, подаваемую на первичную катушку, переменно ограничивая выход на вторичных обмотках. Тогда я чувствую, что таймер 555 будет хорошим рабочим циклом, но я посмотрел только два видео по этому поводу, и пока мне не для чего его использовать.
Заранее спасибо.
RF Теория уплотнения — Технология производства
Радиочастота или … RF-сварка, сварка, термосварка или … диэлектрическая сварка — все это обычно используемые термины для описания процесса нагрева, при котором высокочастотная электрическая энергия проходит через подходящие непроводящие (диэлектрические) материалы, что приводит к значительному нагреву эффект, создаваемый в диэлектрическом материале мишени.
Очень просто … этот эффект нагрева возникает из-за того, что модули диэлектрического материала действуют подобно стержневым магнитам и пытаются ориентироваться или поляризоваться вместе с высокочастотным электромагнитным полем. Поскольку поле меняет свое направление на противоположное более 27 миллионов раз в секунду (27 МГц), между молекулами возникает внутреннее трение, генерируя большое количество тепла.
Диэлектрические (непроводящие) материалы проявляют свойство поляризации, поскольку их молекулярная структура имеет прочно связанные электроны; в отличие от проводящих материалов, которые имеют свободные или слабосвязанные электроны.Поляризация может происходить как на атомном, так и на молекулярном уровне.
Существует как минимум четыре механизма поляризации, значимых на разных частотах:
Электронная Поляризация — частота видимого света
Ионная Поляризация — частота инфракрасного излучения
Диполярная Поляризация — частота радио- и микроволнового излучения
Межфазная Поляризация — нижняя радиочастота
Под действием быстро меняющегося поля перестройка поляризованных компонентов с этим полем вызывает эффект трения, приводящий к выделению тепла внутри материала.Эффект нагрева может быть вызван более чем одним из механизмов поляризации с любой конкретной частотой или материалом.
Коэффициент потерь … — это тепловая способность материала, количество энергии, которое он поглощает на радио- и микроволновых частотах.
Радиочастотная энергия … для промышленного использования обычно вырабатывается основной схемой генератора, использующей промышленную триодную лампу. Р.Ф. Затем мощность передается через схему аппликатора (электрод) непосредственно на нагреваемый материал.
Радиочастотное уплотнение … осуществляется путем пропускания высокочастотного (нагревающего) тока через два или более слоев термопластического материала, помещенных между двумя герметизирующими электродами или штампами.
Один штамп имеет форму требуемой печати. Другой штамп может иметь такую же форму или может быть плоской пластиной. Матрицы обычно устанавливаются в пневматическом или гидравлическом прессе, чтобы обеспечить давление для плавления материала. Уплотнение создается, поскольку генерируемый высокочастотный ток нагревает и разжижает материал, после чего давление, оказываемое на материал, вызывает полное сплавление.Затем ток отключают, материалу дают возможность затвердеть в течение короткого периода охлаждения, и герметизация завершается.
Качество печати определяется тремя факторами:
- Нагревательный ток (высокочастотная мощность)
- Время нагрева
- Давление
В некоторой степени эти три фактора независимы друг от друга; т.е. больший ток или большее давление не обязательно сокращают время запечатывания. Эти факторы определяют тип и толщина материала, а также общая площадь уплотнения.
Время нагреваПри включении питания материал нагревается и его температура повышается. Естественно, что при повышении температуры тепло отводится через штампы и воздух до тех пор, пока не будет достигнуто состояние теплового баланса. На этом этапе количество тепла, выделяемого внутри пластикового материала, остается постоянным. Эта температура, указывающая на своего рода состояние равновесия между выделяемым теплом и тепловыми потерями для герметизации, должна быть выше точки плавления пластика.
Время, необходимое (измеряемое в секундах или его долях) для достижения этой точки плавления, определяется как время нагрева.
Потери тепла, естественно, больше при использовании более тонкого материала и меньше при использовании более толстого материала. Действительно, очень тонкие материалы (менее 0,004 дюйма) теряют тепло так быстро, что их становится очень трудно запечатать. Из этого видно, что, как правило, более толстые материалы требуют меньшего времени нагрева, чем более тонкие материалы. Кроме того, это было обнаружили, что некоторые плохие теплопроводники, которые не плавятся и не портятся легко под воздействием высокой частоты, могут использоваться в качестве буферов.Бакелит, майлар, силиконовое стекло и тефлон, например, являются отличными буферами и, следовательно, существенно помогают улучшить герметичность.
Обычный период нагрева составляет от одной до четырех секунд. Чтобы свести к минимуму отказы, рекомендуется, чтобы таймер, определяющий цикл нагрева, был установлен немного выше минимального времени, необходимого для хорошего уплотнения.
ДавлениеЭлектроды обеспечивают нагревательный ток для плавления материала и давление для его плавления.
Как правило, чем ниже давление, тем хуже уплотнение. И наоборот, более высокое давление обычно обеспечивает лучшее уплотнение. Однако слишком большое давление приведет к чрезмерному истончению пластмассы и нежелательному выдавливанию по сторонам уплотнения. В результате приближения двух электродов друг к другу может возникнуть дуга, которая повредит пластик, буфер и, возможно, матрицу.
Чтобы получить высокое давление и при этом избежать вышеуказанных недостатков, движущаяся матрица ограничена в своем движении «стопором» на прессе, который установлен для предотвращения полного закрытия штампов, когда между ними нет материала.Это предотвращает полное прорезание штампом материала и в то же время дает уплотнение заданной толщины.
При использовании штампа с отрывным уплотнением упоры не устанавливаются на пресс, поскольку желательно утончение области отрывного уплотнения. Для обеспечения равномерного уплотнения необходимо обеспечить надлежащее давление во всех точках уплотнения. Чтобы обеспечить это, матрицы идеально ровно шлифуют и удерживают в прессе параллельно друг другу. Матрицы также должны иметь жесткую конструкцию, чтобы предотвратить коробление под давлением.
МощностьМощность, необходимая для хорошего уплотнения, прямо пропорциональна его площади. Более того, для более толстых материалов требуется меньше энергии, чем для более тонких материалов, поскольку более тонкие материалы быстрее отдают тепло матрицам. Наш калькулятор герметичности показывает максимальную площадь уплотнения, доступную для каждого устройства. Однако имейте в виду, что цифры sc рассчитаны для концентрированных областей. Площадь уплотнения будет меньше для длинных тонких уплотнений и для некоторых материалов, которые трудно уплотнять.
БуферыВо многих случаях герметичность улучшается за счет тонкого слоя изоляционного материала, называемого «буфером». Он прикреплен к одному или обоим штампам, чтобы изолировать материал, который нужно запечатать, от штампа. Это делает несколько вещей: снижает потери тепла от материалов к штампам; он компенсирует небольшие неровности на поверхности матрицы и может помочь обеспечить хорошее уплотнение, даже если матрица не идеально плоская; это уменьшает склонность к возникновению дуги при использовании слишком большого времени или давления.Как правило, это обеспечивает лучшее уплотнение с меньшим количеством искр. Буферный материал должен обладать хорошей термостойкостью и высоковольтным пробоем.
ПриложенияТысячи радиочастотных уплотнителей (сварочных аппаратов) в настоящее время используются по всей территории Соединенных Штатов. Многие из них работают от 20 до 30 лет. Thermatron R.F. Сварочные аппараты используются в самых разных областях медицины, промышленности, автомобилестроения, авиакосмической промышленности, в производстве строительных материалов, одежды, косметики и потребительской упаковки.
Как сделать аппарат для дуговой сварки на переменном токе из деталей старой микроволновой печи, часть 1
Как сделать: сделать дуговой сварочный аппарат на переменном токе из деталей старой микроволновой печи, часть 1
В предыдущей статье я продемонстрировал дуговой сварочный аппарат, сделанный из деталей старых микроволновых печей. Пожалуйста, включите JavaScript, чтобы посмотреть это видео.
Вот часть 1 из 2 о том, как был изготовлен этот аппарат для дуговой сварки, и как вы могли его сделать! Это первая из двух частей по его созданию, в которой основное внимание уделяется модификации трансформаторов.Пожалуйста, включите JavaScript, чтобы посмотреть это видео.
ПРЕДУПРЕЖДЕНИЕ: сварка электродом и / или модификация трансформатора для микроволновой печи (M.O.T) могут быть очень опасными и представляют риск ультрафиолетового излучения, опасности поражения электрическим током, ожогов, пожаров, паров и множества других рисков. Этот проект не следует предпринимать без глубокого понимания электричества, присмотра взрослых и надлежащего обучения. Неправильное или неосторожное использование инструментов или проектов может привести к серьезным травмам и / или смерти. Вы используете этот контент на свой страх и риск.В предыдущем проекте я расплавил подводящие провода на своем первом расплавителе металла. Но сердечник трансформатора был все еще в отличном состоянии, поэтому я повторно использовал его, чтобы сделать сварочный аппарат на переменном токе! Дуговый сварщик заставлял искры летать, но, в конце концов, мощности было недостаточно, чтобы заставить металл прилипать, и детали работы разорвалось бы с очень небольшими усилиями. Если бы я попытался накачать большую мощность в сварочный аппарат, провода бы перегрелись и расплавились. Поэтому для решения этой проблемы мы будем использовать 2 MOT (трансформаторы для микроволновых печей), потому что больше трансформаторов означает больше силы! Подготовка ТО для новой вторичной обмотки точно такая же, как и первые несколько шагов, которые мы предприняли в проекте Metal Melter.Поскольку это немного избыточно, я не буду тратить много времени на пошаговые инструкции для этого, но если вы еще не видели его, вы можете посмотреть видео или сослаться на мою предыдущую статью. Чтобы сделать жизнь намного проще, вам нужно будет построить небольшую приспособление для намотки вторичной обмотки. Вряд ли вы получите все нужные витки провода в таком тесном пространстве без него. Чтобы сделать это приспособление, я использовал кусок обрезков дерева и вырезал его так, чтобы он был шириной с центр трансформатора, и просто немного короче верха.Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов. Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в паз. После установки в тисках для рычага кабель можно наматывать. Для этого проекта попробуйте собрать в местном хозяйственном магазине многожильный медный кабель диаметром 50 дюймов из 8 AWG. Вероятно, вы могли бы сэкономить деньги, выбрав бесплатный провод. , но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов обошлись мне всего в 17 долларов.Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + A. На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 длин кабеля в высоту и 3 длины кабеля в ширину. Ах да, и все это должно быть в состоянии снова поместиться в трансформатор, так что наматывайте его плотно! Первый слой не так уж и плох, но наматывание второго слоя и третьего становится все труднее и может показаться почти невозможным.Как только вы получите 18 витков провода, которые войдут в паз, вы можете сложить бумагу и склеить ее вместе, чтобы катушка держалась вместе. Вот сложная часть … снимите ее с зажимного приспособления, не позволяя ей распутаться! и нижние панели могут быть удалены, и блок вытолкнут из центра змеевика. Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают. Вставить вторичную катушку в трансформатор очень плотно. Лучше всего я использовал набор зажимов, чтобы сжать стороны катушки, в то время как я использовал резиновый молоток, чтобы осторожно постучать по катушке.Когда он внутри, катушку лучше помещать под верхним краем трансформатора, иначе вы не сможете снова надеть верх. Закрепление верхней части такое же, как и в проекте Metal Melter. Как правило, используйте двухкомпонентный эпоксидный клей, чтобы покрыть всю верхнюю поверхность, затем замените железную крышку и плотно прижмите ее зажимами или большими тисками. Чрезвычайно важно оказывать сильное давление на соединение, пока эпоксидная смола схватывается. Я оставил свой набор примерно на 24 часа. Модифицированный трансформатор готов! Вторичная катушка там настолько плотная, что любые вибрации от сети 60 Гц будут сведены к минимуму.Когда оба трансформатора модифицируются одинаково, у нас в основном есть все, что нужно для сварки. Осталось только немного его очистить и сделать более полезным и презентабельным. Кстати, эти два оголенных провода от второстепенных и станут нашим заземляющим зажимом и жалом. Ну вот и они! Основные характеристики сварочного аппарата на переменном токе. С этого момента несложно превратить систему в симпатичного маленького сварщика-любителя. Посмотрите, как это сделать, в Части 2. Включите JavaScript, чтобы посмотреть это видео.
Если вы еще не смотрели видео, еще не поздно. Смотрите здесь! Если вам понравился этот проект, возможно, вам понравятся некоторые из моих. Посмотрите их на thekingofrandom.com.
Это видео, опубликованное Стивеном Шиззлом, о том, как удалить свою учетную запись в социальной сети MySpace. Создатели MySpace поместили опцию «Удалить учетную запись» в довольно сложное место, из-за чего обычному пользователю чрезвычайно сложно удалить свою учетную запись.
Как отменить учетную запись MySpace: 7 шагов (с изображениями)
В нашем сравнительном обзоре Samsung Galaxy S8 и LG G6 собраны крупнейшие флагманские телефоны 2017 года, сравнивая технологию камеры, характеристики, скорость и многое другое у S8 и G6. Флагманский телефон Samsung Galaxy S8
Сравните LG V40 и Samsung Galaxy S10: цена, характеристики, обзор
Теперь просто найдите Facebook Paper или проверьте соответствующий раздел, затем загрузите и установите. После того, как приложение будет установлено и запущено, вы можете вернуться к настройкам учетной записи в iOS App Store и вернуться в свою исходную страну.Теперь вы можете пользоваться Facebook Paper, где бы вы ни проживали.
Как получить приложение Facebook Paper до того, как оно будет доступно в вашем
Наконец-то! Клавиатура для смарт-часов, которая действительно работает
Информация о Soundcloud: миллионы музыкальных исполнителей, которых стоит открыть для себя и поделиться ими. Soundcloud помогает новым артистам повысить свою популярность. Soundcloud — это место, где музыканты могут загружать свою музыку и делиться ею. Soundcloud позволяет пользователям слушать и скачивать бесплатную музыку онлайн без регистрации.Продюсеры могут загружать свои песни.
таких сайтов, как Soundcloud, 14 лучших альтернатив (по данным
hiphopspeakeasy.com/2017/02/alternatives-soundcloud-ultimate-guide/
балансируя между минимализмом Clyp.it и фирменным стилем Soundcloud, Yung.Cloud фокусируется на музыка и исполнитель, вот и все. Как и Soundcloud, основные фокусы сосредоточены вокруг Stream, который состоит из треков, загруженных друзьями, которых вы добавили в службу, и Explore, где вы можете найти новую музыку
Как загрузить музыку из SoundCloud прямо на ваш
Установите циферблат Apple Watch в качестве заставки на вашем Mac
LastPass может использовать биометрическую структуру Windows, доступную в Windows 7, 8 и 10, чтобы разблокировать хранилище паролей с помощью отпечатка пальца.Это работает со стандартными расширениями браузера LastPass, точно так же, как разблокировка хранилища паролей с помощью отпечатка пальца на современном телефоне iPhone или Android.
5 советов по смене пароля — блог LastPass
В этом сегменте Даррен рассказывает о перехвате сеанса и демонстрирует инструмент от Errata Security под названием Hamster and Ferret, который в сочетании с WiFi Pineapple обеспечивает соединение 3G ICS и Tftpd32. мы можем «побить» с помощью нашего маленького человека посередине.
Как сделать захват сеанса ?? | HackeRoyale
Чтобы изменить имя, перейдите в iTunes и дважды щелкните свой iPod, когда он подключен, затем введите имя и нажмите Enter / Return.Другой информации, которую можно изменить на iPod Touch, нет.
3 способа изменить шрифт на iPhone — wikiHow
Форматируете ли вы диск, встроенный в ваш Mac? Если встроенный диск был отформатирован в формате APFS, не меняйте его на Mac OS Extended. Вы собираетесь установить на диск macOS High Sierra или новее? Если вам нужно стереть данные с диска перед установкой High Sierra или более поздней версии в первый раз на этот диск, выберите Mac OS Extended (с журналом).
Как переустановить MacOS, если восстановление не работает или у вас нет
Теперь вы можете установить новый пароль на своем устройстве и при необходимости выполнить обновление до iOS 11.Способ 4: удалите iPhone из iCloud, чтобы обойти пароль iOS 11. Если на вашем iPhone или iPad включена функция «Найти iPhone», вы можете использовать ее для обхода экрана блокировки iPhone на iOS 11 без Siri или SIM-карты.
Как включить «Сдвиньте для разблокировки» в iOS 10 на iPhone и iPad
Как: разблокировать скрытый значок процента заряда батареи Android Lollipop в строке состояния Как: вернуть значок строки состояния GPS Jelly Bean на устройство Nexus под управлением KitKat Устройство Как сделать: Придайте своей строке состояния Стандартные значки дизайна материалов Android и соответствующие цвета
Разблокируйте скрытый значок строки состояния в процентах заряда батареи в
Хотите обострить свой ум и освежить память? Готовы ли вы весело провести время, собирая самые сложные головоломки? Тогда давайте начнем наше путешествие по лучшим приложениям для игры в слова для устройств Android! WordBrain.WordBrain — это приятное приложение для игры в слова, которое сделает ваши скучные минуты ожидания чего-то веселого и занимательного.
Лучшие игры для Android 2019 — Tom’s Guide
Если у вас возникли проблемы с чтением iPhone, вы можете настроить отображение шрифтов. Вот как изменить размер шрифта на iPhone и включить полужирный текст.
Изменение стиля шрифтов на iPhone 8 и iPhone 8 Plus
Параметры здесь включают быструю ссылку на главное меню настроек Windows, переключатели Bluetooth и местоположения, переключатель «Режим планшета» и переключатель для включения «Тихого времени».»Если вы не видите значок Центра поддержки в области уведомлений, возможно, у вас отключена опция.
Как использовать и настраивать быстрые действия в Windows 10
Самодельный аппарат для дуговой сварки с трансформаторами для микроволновых печей (MOT)
Самодельный аппарат для дуговой сварки с использованием трансформаторов СВЧС детства я разбирался в технологиях и науках. Было интересно наблюдать, как люди плавят и соединяют их вместе с помощью тонкого стержня и электричества. В старшей школе я изучал и узнал о процессе строительства из различных источников.Я также долгое время экспериментировал с небольшими трансформаторами, чтобы получить о них хорошее представление. В конце концов, после школы мне удалось заработать немного денег. Итак, это мое руководство по сборке самодельного сварочного аппарата для всех. Это интересный проект, который может быть очень полезен любителям.
Аппарат для дуговой / стержневой сварки — это устройство, в котором для создания горячей дуги используется источник питания. В нем используется расходный электрод для плавления металлов. Этот сварщик — действительно крутой проект, и я настоятельно рекомендую вам его реализовать.Это инструмент инженера и любителя, который может создавать другие инструменты и исправлять ошибки. Прежде чем приступить к сварке, всегда учитесь навыкам у начальства. Большинство дугосварочных аппаратов используют трансформатор для понижения подачи низкого напряжения высокого напряжения от стенной розетки дома до низкого напряжения и высокого тока.
Низкий ток делает сварку безопасной, но достаточно подходящей для создания и поддержания дуги. С другой стороны, высокая сила тока способствует нагреву и плавлению металла и электрода для их плавления. Это процесс короткого замыкания.Замыкание очень высокого напряжения на очень низкий ток ничего не сгорит. Но они создадут опасную и смертельную дугу. Мы можем видеть такие высоковольтные дуги в катушках Тесла и на подстанциях. Здесь, в сварочном аппарате, мы просто создаем устойчивую дугу низкого напряжения с высокой силой тока.
Базовые знания
Для сварки понадобится хороший блок питания. Вот почему нам нужны большие трансформаторы. Аппараты для дуговой сварки, представленные на рынке, имеют один большой трансформатор. Мы можем использовать их, если вы найдете подходящий размер.Но здесь мы используем трансформаторы для микроволновых печей (MOT) по нескольким важным причинам. Во-первых, МОТ компактны, во-вторых, у них большая вторичная обмотка, а в-третьих, легко доступны. Большие трансформаторы могут дать требуемую высокую выходную мощность. Наша цель — получить низкое напряжение около 40 вольт, но очень высокую силу тока. Основная формула (Вт = напряжение x ток). Для идеального трансформатора (входная мощность = выходная мощность). Однако есть некоторые потери в обмотке, пластинах, вихревые токи, тепло и т. Д.
Пониженного напряжения достаточно для поддержания хорошей дуги. В то же время высокая сила тока полезна для создания тепла и проникновения в металл. Кто-то может спросить, почему только трансформаторы для микроволновых печей (MOT). Мы перепробовали все, от ТВ и инверторных трансформаторов. Но нет ничего лучше хорошего ТО. У них большой сердечник, меньшая первичная обмотка, большое вторичное окно и большая мощность, необходимая нам. Во время строительства убедитесь, что ничего не подключено к электросети и есть надежные меры защиты.Конденсаторы есть почти во всех электронных устройствах, поэтому обязательно закоротите их, чтобы разрядить.
Подготовка трансформаторов
Во-первых, нам нужно как минимум два ТО. Найдите любую старую микроволновую печь в вашем распоряжении. Вы можете найти его в местном магазине, на свалке металлолома или в ремонтной мастерской. Обращайтесь за помощью к друзьям и людям. В нашей стране большинство людей не используют микроволновые печи, поэтому их сложно найти. Ради науки я спас свою рабочую печь. Другой я искал более 2 лет и нашел его в мастерской по ремонту электрооборудования.Это стоило мне 700 рупий или 7 долларов. Я много раз торговался за 6 месяцев и вот наконец купил.
МОТ со снятыми вторичными обмоткамиПерерубил вторичные обмотки обоих ТО. Вы можете полностью сломать трансформаторы, удалив их секцию I из секции E. Нарезать сварные швы можно ножовкой или болгаркой. У меня не было сварочного инструмента или эпоксидного клея, чтобы приклеить их обратно. Поэтому я отрезал вторичную обмотку зубилом и молотком. Вторичную следует удалить, не повреждая основную.Обмотку накала и шунт также следует сбить. Шунты представляют собой две металлические пластины, расположенные у окна трансформатора для поддержания тока или управления им. Нам это не понадобится, потому что нам нужны высокие усилители.
Два трансформатора для СВЧ с новыми вторичными обмоткамиПеред дальнейшей переработкой очистите все остатки и потерю вторичных проводов. Если вы видите и повредили первичную катушку, почините ее. Проверьте целостность первичной обмотки. Если лак на медной проволоке поцарапан, покройте его новым лаком или другим изоляционным материалом.Просто убедитесь, что все в безопасности.
Ремонт и подключение
Теперь нам нужно вставить вторичные провода в трансформаторы. Поскольку нам нужно меньше вольт, мы собираемся установить толстые провода и иметь меньше витков. Чем меньше витков выше, тем меньше ампер и напряжения. Нам нужен провод подходящего размера, чтобы он подходил для получения подходящего тока и напряжения. Многие строители своими руками используют медный провод 12 или 10 калибра. Я использую многожильный медный провод 14-го калибра. Он также известен как провод 7/22, что означает 7-многожильный провод 22 калибра.Я установил обмотки в оба трансформатора и получил 38 вольт, что примерно правильно.
Подробнее: Руководство по дуговой сварке для начинающих
Будьте очень осторожны при размещении вторичной обмотки. Не нарушайте и не ломайте первичные катушки. Перед окончательной настройкой первичного входа проверьте свои выходные напряжения. Установите вторичную обмотку последовательно так, чтобы на выходе складывались напряжения. У меня есть трансформаторы 220В, и выход из стен или сети тоже такой же. Мой вторичный выход составляет 38 вольт при 175 ампер при коротком замыкании.Если конечное выходное напряжение меньше ожидаемого, это означает, что MOT компенсируют друг друга. Просто переключите первичные клеммы любого из ТО, чтобы это исправить.
Надежно закройте все клеммы и ослабьте соединение. Сделайте соединение проводов плотным, чтобы предотвратить ослабление соединений и искр. Не прикасайтесь к клеммам голыми руками. Более того, не используйте оба конца цепи одновременно. Используйте зажим и подходящий держатель для стержня, чтобы начать сварку.
Отделка и консультации
Я также сделал корпус, чтобы сделать его компактным и портативным.Я использовал несколько соединительных кабелей для питания держателя палки. Вы можете использовать любые плоскогубцы, чтобы удерживать палку, но держатель палочки облегчает сварку. Я также использовал старые толстые медные провода для заземления с зажимом аккумулятора. Я купил 25-миллиметровые перемычки, которые мне стоили 1,5 доллара за метр. Но он был достаточно хорош, чтобы выдерживать большое количество тока.
При изготовлении корпуса и проводки предусмотрите возможность отключения выхода от одного ТО. Это может дать вам еще один вариант использования устройств с низким энергопотреблением.Некоторые люди используют этот низковольтный выход для плавления металла с углеродным стержнем. Мы также сделали небольшую плавильную или точечную сварочную машину с использованием одного ТО. Всегда будьте очень осторожны, прикасаясь к проводам. Убедитесь, что помещение хорошо проветривается. Надевайте все средства защиты и всегда используйте маску и защиту для глаз.
Артикул:
.