Как пользоваться резаком по металлу
Устройство и параметры
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.
Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
 youtube.com/embed/c5KAZal1V-Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/c5KAZal1V-Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Статья в тему: Лучший утеплитель для сайдинга и его установка
Газовый резак по металлу: разновидности
Газовые резаки для металла разделяются по разным критериям. Например, существует классификация по используемому газу, габаритам, виду резки, конструкции, методу смешивания расходных веществ.
Ацетиленовый
Представляет собой резак по металлу, который используется при разрезании металлических деталей большой толщины. Ацетиленовое оборудование комплектуется дополнительными вентилями, которые позволяют устанавливать высокую скорость подачи газа. Существуют промышленные и портативные модели резаков. Ацетилен обеспечивает максимальную температуру пламени. Это обуславливает большую глубину реза металла.
Ацетиленовый резак по металлу
Пропановый
Оборудование, работающее на пропане, применяется для разрезания сплавов, цветных и черных металлов. Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Газовый резак портативный
Можно купить устройство для автономной работы. Мини резаки помещаются в ладонь. Представляют собой металлический баллончик с газом, на который накручивается сопло с системой подачи горючего вещества. Сравнить ручной аппарат можно с турбо-зажигалкой. С помощью спичек, зажигалки или установленной системы зажигания, газ воспламеняется, проходит через специальные форсунки, сопло, которые формируют тонкую струю пламени высокой температуры. Она не гаснет при сильном ветре, что позволяет без труда использовать ручной резак на улице. Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Принцип работы и классификация газовых резаков
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
Недостатки:
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.

- Высокая стоимость за метр прорезанного листа.

После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
Газовый резак
https://youtu.be/SIiCkG4jUMg
Особенности газовой резки
Газовая резка металла подходит для обработки таких металлов: нержавеющая сталь, черный и стальной прокат. Иногда этот вид обработки применяется для алюминия и высокохромистых сплавов стали.
Газовая резка металла осуществляется с помощью двух видов газа – кислорода и пропана (или ацетилена). Причем последний используется для нагревания металлического листа, а кислород – непосредственно для резки. Реже используется природный, пиролизный или коксовый газ. Если толщина изделия более 40 мм, то используется пламя с повышенным содержанием ацетилена. Пропано-ацетиленовая смесь применяется даже для обработки металлов повышенной прочности.
Если толщина изделия более 40 мм, то используется пламя с повышенным содержанием ацетилена. Пропано-ацетиленовая смесь применяется даже для обработки металлов повышенной прочности.
Особенностью газопламенной резки является то, что перед струей кислорода должна поступать подогревающая газовая смесь. Без стабильной подачи газа данный вид обработки невозможен.
Для резки используется газовый резак Р1-01П. С его помощью можно сделать ровные разрезы. Во время кислородной резки важно вести резаком с определенной, постоянной скоростью. От этого зависит точность и качество разреза. Если вести слишком быстро, некоторые участки могут остаться неразделенными. Если использовать резак медленно, высока вероятность того, что металл прогорит в ненужном месте.
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.

Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Как выбрать газовый резак
Плазменная резка для начинающих.
Плазменная резка металлов для начинающих.
Уважаемые покупатели, в этой статье мы хотим вам рассказать что такое плазменная резка металлов, показать ее основные преимущества, рассказать об устройстве плазменных аппаратов и как их использовать, а теперь обо всем этом по порядку.
Иногда наши покупатели приобретая аппарат плазменной резки с удивлением узнают, что для его работы необходим компрессор. Компрессор необходим для того, чтобы выдувать металл который вы режете. Без компрессора резать плазмой невозможно. Компрессор подключается к аппарату, а к аппарату подключается плазматрон (плазменная горелка), так вот, когда возникает дежурная дуга между катодом и соплом, воздух эту дугу выдувает наружу, где дуга переходит в основную дугу при соприкосновении с металлом; далее происходит процесс плавления металла и выдувания его жидкой части из зоны расплава. При выборе компрессора стоит обратить особое внимание на его качество и на его параметры. Корректная работа аппарата плазменной резки возможно только в сочетании с хорошим компрессором. Мы рекомендуем использовать компрессоры способные выдавать 5-6 атмосфер.
При выборе компрессора стоит обратить особое внимание на его качество и на его параметры. Корректная работа аппарата плазменной резки возможно только в сочетании с хорошим компрессором. Мы рекомендуем использовать компрессоры способные выдавать 5-6 атмосфер.
Еще одна немаловажная деталь, на которую мы хотим обратить ваше внимание. В компрессоре должен стоять фильтр воздуха, он может быть встроен в компрессор изначально, а может подключаться отдельно. Воздух, который будет проходить через аппарат плазменной резки и выходить из плазматрона, должен быть чистым, в него не должны попадать никакие посторонние предметы и вещества. Недопустимо попадание паров и частиц масла, мельчайшей частицы металлической стружки, пыль и грязь. Особенно это важно, если вы планируете использовать плазму на пыльных производствах, в гаражах, цехах с бетонными полами и т.д. Чем чище воздух – тем лучше рез!
Если вы будете соблюдать эти условия, аппарат будет работать корректно и без сбоев.
Плазма или газорезка?
Мы не будем говорить о том, что газорезка хуже чем плазменная резка. У газорезки есть ряд преимуществ перед плазмой, например при резе металлолома в больших количествах вам не справиться с этой задачей если использовать плазменную резку. Плазменная резка экономически целесообразна при толщине металла до 50 мм, при большей толщине преимущество переходит к кислородной резке. Но качество и скорость раскроя всегда на стороне плазменной резки.
У газорезки есть ряд преимуществ перед плазмой, например при резе металлолома в больших количествах вам не справиться с этой задачей если использовать плазменную резку. Плазменная резка экономически целесообразна при толщине металла до 50 мм, при большей толщине преимущество переходит к кислородной резке. Но качество и скорость раскроя всегда на стороне плазменной резки.
Для газорезки нужен газ, для плазмы нужно электричество. Выделим два основных преимущества плазмы: первое – вам не нужен газ (ацетилен) вы не связываетесь с взрывоопасными газами, второе — вы можете резать различные типы металлов (сталь, нержавейка, медь, алюминий и пр.)
Таким образом кому-то необходима газорезка, кому-то подойдет плазма, выбор за вами.
Как правильно выбрать аппарат плазменной резки?
Здесь все очень просто. Чем мощнее плазменный аппарат, тем толще металл он может резать. Если вы планируете резать разные толщины, вам лучше выбрать мощные аппарат, если вы будете резать тонкие металлы, вам нет необходимости покупать мощные аппарат, достаточно приобрести сорока амперный аппарат. Обратите внимание на такое понятие, как качество реза. Рез может быть «грязный» и «чистый». Грязный рез – это когда вам нужно просто отрезать кусок металла и для вас не имеет значение какой срез будет, аккуратный или нет. Чистый рез — это максимально ровно отрезанный металл. Как правило, производители указывают в параметрах грязный рез. Чтобы понять чистый рез, вам нужно отнять порядка 25% от указанной толщины. Так например если производитель указал 12 мм – значит чистый рез составит 8-9 мм. Не думайте, что производители вас обманывают, это всемирная практика указать в параметрах грязный рез, а не чистый. Этот параметр показывает максимальную возможность аппарата, а вы уже сами выбираете как вам резать металл, по “грязному” или по “чистому”.
Обратите внимание на такое понятие, как качество реза. Рез может быть «грязный» и «чистый». Грязный рез – это когда вам нужно просто отрезать кусок металла и для вас не имеет значение какой срез будет, аккуратный или нет. Чистый рез — это максимально ровно отрезанный металл. Как правило, производители указывают в параметрах грязный рез. Чтобы понять чистый рез, вам нужно отнять порядка 25% от указанной толщины. Так например если производитель указал 12 мм – значит чистый рез составит 8-9 мм. Не думайте, что производители вас обманывают, это всемирная практика указать в параметрах грязный рез, а не чистый. Этот параметр показывает максимальную возможность аппарата, а вы уже сами выбираете как вам резать металл, по “грязному” или по “чистому”.
Кроме того, перед покупкой желательно понять как часто вы будете включать аппарат плазменной резки. Обратите внимание на ПВ приобретаемого аппарата. Если ПВ аппарата 60% — значит в 10 минутном цикле вы можете резать 6 минут, а 4 минуты аппарат будет отдыхать, если ПВ 100% — значит можно не отрываться от работы, аппарат будет работать постоянно.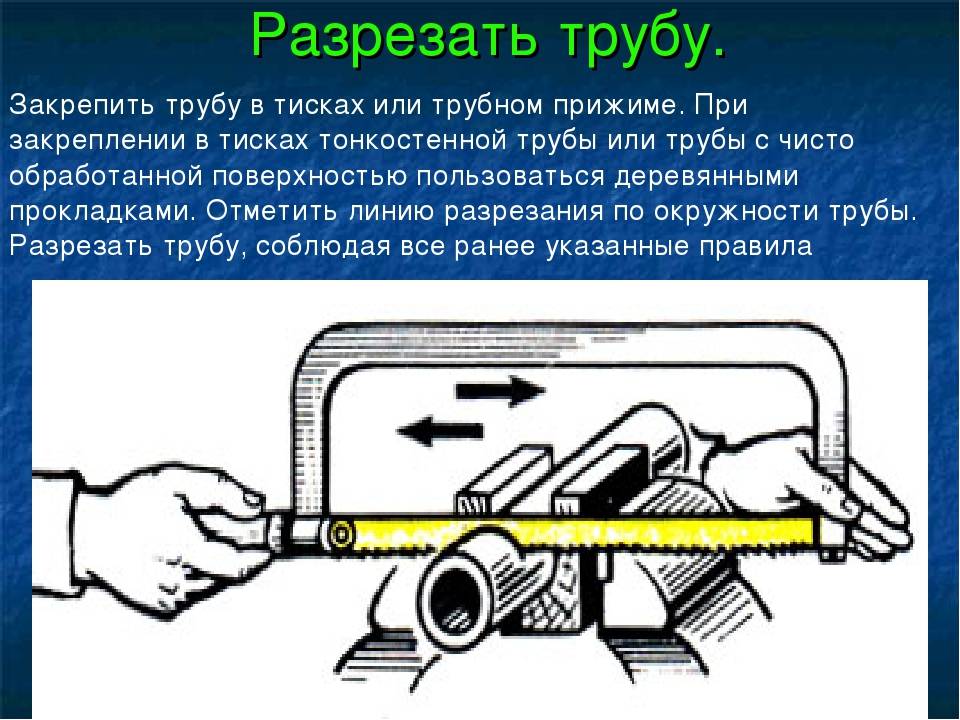
Расходные части.
Покупая аппарат плазменной резки, мы рекомендуем вам узнать у поставщика как обстоят дела с расходкой для плазменной горелки. Практически все производители вместе с аппаратом кладут расходные части, вы можете приступать к резке незамедлительно, но расходка горит, независимо от производителя. И когда встает вопрос о замене, выясняется, что там где аппарат покупался – “расходки” нет. Мы часто сталкиваемся с такими случаями, когда помогаем людям подобрать расходку, и стоит признать, что не всегда это получается. Расходка не всегда стыкуется. Так, например, расходка для аппаратов китайского происхождения не подходит к европейским товарам или американским. Кроме того, нет возможности поменять плазматрон (плазменную горелку) – разные разъемы. В нашем интернет-магазине продаются аппараты плазменной резки произведенные в Китае, все расходные части для горелок CUT всегда в наличии и как показывает практика, китайская расходка подходит практически на все аппараты сделанные в Китае.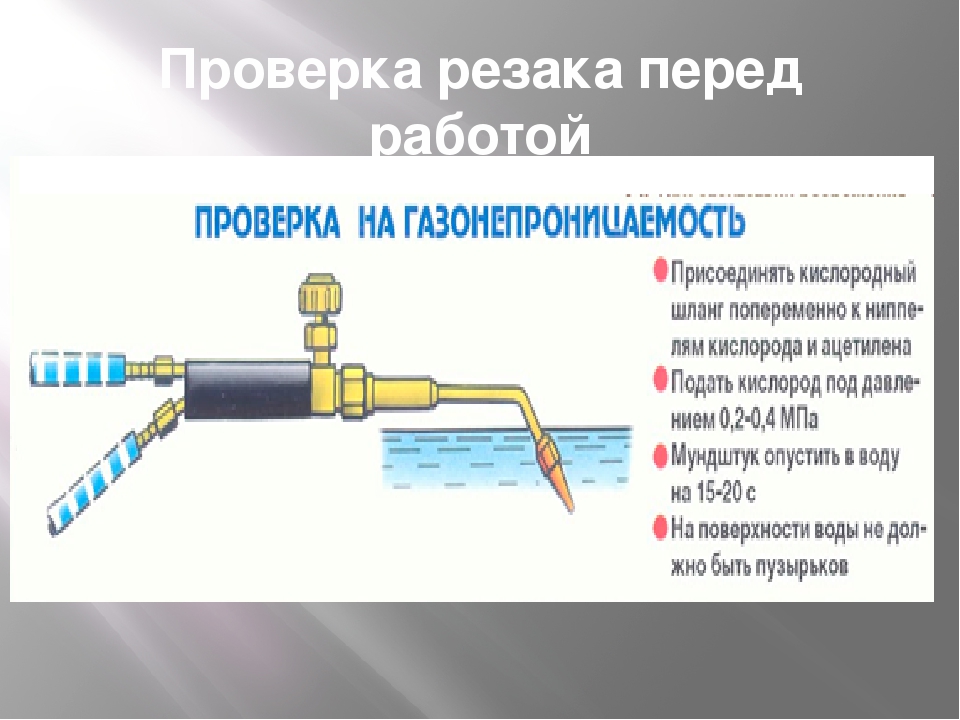
Скорость с которой резать металл.
Этот вопрос нам часто задают покупатели. Определенного ответа на него нет, вы поймете, как быстро вам надо будет вести плазматрон по металлу только в процессе обучения, приноровиться очень просто. Все зависит от толщины металла и амперажности, которую вы выставите. Когда вы приступите к резу, вы сразу увидите — если вы ведете плазматрон очень быстро (в таком случае металл не будет прорезаться полностью) если очень медленно (в этом случае вы просто будете расходовать воздух и электроэнергию). Перед тем как резать нужные вам заготовки или отрезки, мы рекомендуем потренироваться на ненужных обрезках, чтобы выбрать оптимальный режим и скорость реза.
Еще один совет, когда вы включите аппарат – поставьте ток на максимум, а во время реза уменьшайте его, пока не поймете, что этого тока достаточно для реза вашей толщины металла. Начинайте с больших токов, затем идите на понижение.
И ещё, не старайтесь ставить максимальный ток, чтобы отрезать побыстрее, так как чем больше ток, тем быстрее выходит из строя расходка; не делайте слишком частые поджиги, поскольку именно в момент поджига происходит интенсивное «выветривание» тугоплавкой вставки на катоде и преждевременный выход его из строя, т.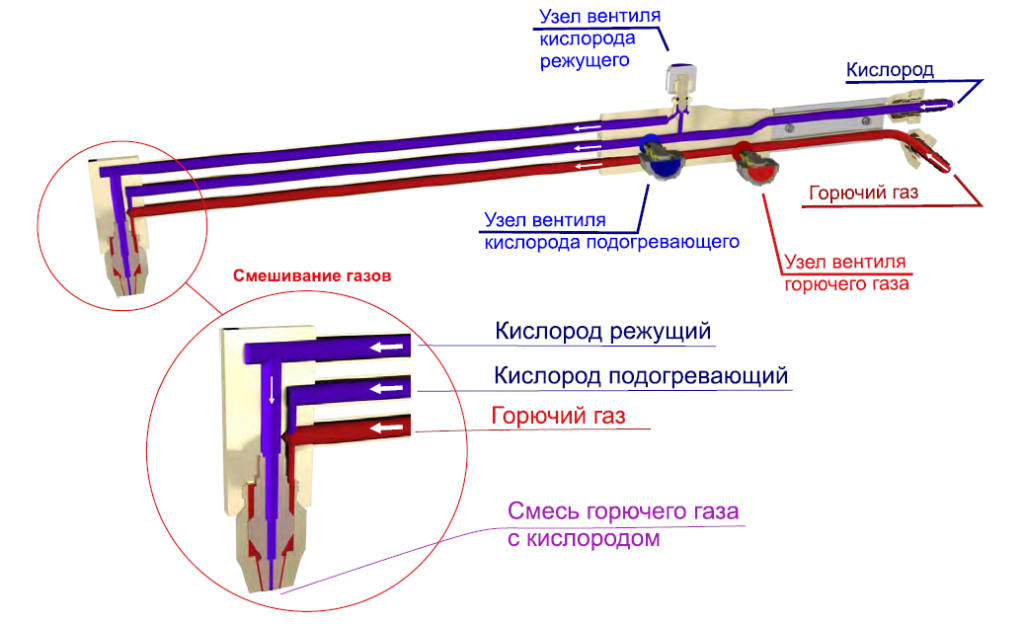 е. нажали на кнопку и режьте непрерывно. Если по условиям работы вам необходимо делать короткие резы, например резать сетку – приготовьтесь к частой замене расходки.
е. нажали на кнопку и режьте непрерывно. Если по условиям работы вам необходимо делать короткие резы, например резать сетку – приготовьтесь к частой замене расходки.
Как все работает.
Установки плазменной резки имеют напряжение холостого хода 250-300 В.
При нажатии на кнопку подаётся сжатый воздух и одновременно между катодом и соплом во внутренней камере плазмотрона прикладывается это напряжение холостого хода, но чтобы пробить этот промежуток и зажечь плазму, необходима поджигающая искра – эту функцию поджига выполняет осциллятор (напряжение поджига порядка 5-10 кВ). Как только дуга зажглась (и дуга в этот момент называется дежурной) воздух выдувает плазму наружу. Ток дежурной дуги как правило в мощных аппаратах ограничен внутри мощным сопротивлением для экономии расходки, для реза не предназначен; дежурная дуга горит 2-3 сек. Если в течение этого времени дуга не коснулась металла или металл по каким-то причинам не соединён с «+» установки (например, обрыв обратного кабеля), то дуга гаснет. Если же всё прошло нормально, то дежурная дуга переходит в основную дугу, блок осциллятора отключается. Далее происходит плавление металла дугой и одновременное выдувание расплавленного материала из расплава. Горение основной дуги происходит между тугоплавкой вставкой из гафния, впрессованной в торец катода и материалом изделия. Наибольшее разрушение этой вставки происходит именно в момент поджига, поэтому лучше стараться избегать слишком частых включений в целях экономии расходки.
Если же всё прошло нормально, то дежурная дуга переходит в основную дугу, блок осциллятора отключается. Далее происходит плавление металла дугой и одновременное выдувание расплавленного материала из расплава. Горение основной дуги происходит между тугоплавкой вставкой из гафния, впрессованной в торец катода и материалом изделия. Наибольшее разрушение этой вставки происходит именно в момент поджига, поэтому лучше стараться избегать слишком частых включений в целях экономии расходки.
Выбрать аппарат плазменной резки можно здесь.
Для наглядности, мы провели несколько тестов. Аппарат Сварог CUT 100 разрезал металл толщиной 10 мм. с увеличением до 35 мм. Ток резки был выставлен 90 Ампер.
Аппарат Сварог CUT 40 разрезал пластину толщиной 4 мм. Ток резки 20 Ампер.
Технические характеристики аппаратов AuroraPro →← Про расходные части для горелок CUT доступным языком.
Настройка газового резака
После покупки оборудования нужно провести его сборку и настройку. Этапы сборки аппарата:
Этапы сборки аппарата:
- На два баллона необходимо установить редуктора. Красный устанавливается на пропановый, синий на кислородный. Прежде чем из накручивать необходимо проверить наличие резиновых уплотнителей. Сами вентиля должны быть без следов масла или жира.
- Далее нужно закрепить шланги подачи газа. Они вкручивается по резьбе редукторов. Закрепляются хомутами. Лучше использовать металлические крепёжные элементы.
- После подключения шлангов к баллонам необходимо закрепить их на горелке согласно схеме, указанной в инструкции. Она прилагается к аппарату.
Когда сборка окончена, можно переходить к этапу настройки. При этом необходимо соблюдать некоторые рекомендации:
- Работая с ацетиленом, нужно открыть вентиль на один полный оборот. Давление не должно превышать 1 атмосферу. Желательно выставлять давление до 0,54 атмосферы.
- Далее нужно продуть шланги. Для этого требуется открыть вентиль на горелке и дождаться изменения звука.
- После регулировки подачи дополнительного расходного вещества нужно провести настройку потока кислорода. Оптимальная величина давления — 2,0 атмосферы.
- Далее продуваются шланги путём открытия вентилей на баллоне, горелке.
 Оптимальная величина давления — 2,0 атмосферы.
Оптимальная величина давления — 2,0 атмосферы.Обычно инструкция по сборке, настройке, дальнейшему использованию указывается на упаковке или в квитках, которые прилагаются к газовому аппарату.
Резак ( пропан) — правильно настроить (пошагово).Cutter — set up correctly (step by step).
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
 Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.Важно правильно соединить шланги, не перепутав подачу газа.
Подготовка к работе газовым резаком
Инструкция по использованию
Резка металла резаком должна проходить по инструкции. Она состоит из нескольких этапов, которые должны идти строго дуг за другом:
- Открыть кислородный вентиль.
- Открыть баллон с газом.
- Поджечь струю смеси газов, которая выходит из сопла горелки.
- С помощью системы вентилей отрегулировать скорость потока газа.
- Нагреть металлическую поверхность до той степени, чтобы её цвет изменился до соломенного.
- Резка металла начинается после открытия вентиля кислорода на горелке.
- Чтобы завершить резку, необходимо перекрыть сначала газ, а затем кислород.

Сопло можно остудить в холодной жидкости.
Как правильно пользоваться резаком.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Каким газом ЛУЧШЕ резать металл на лазерном станке: азот, кислород или воздух?
В этой статье мы постараемся максимально подробно рассмотреть все плюсы и минусы, выгоды и слабые места резки металлов различными газами: с помощью азота, кислорода и воздуха. Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
При резке лазером (причём хоть СО2, хоть волоконным) через сопло вместе с лазером подаётся газ для того чтобы удалить из зоны резки продукты горения или помочь лазеру обрабатывать материал.
Азот
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла. Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.
Также загрязняется вообще весь воздушный тракт станка и головы.
Но и это ещё не всё, в некоторых станках воздух используется ещё и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики. Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Кислород или азот для резки металла?
Кислородная резка самая дешёвая. Азотная резка намного дороже, но при обработке практически всех металлов, кроме черных, мы используем азот, если хотим сохранить свойства металла.
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения. Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.
Кислородом обычно режут черные металлы. Чернуху можно резать и азотом, но это будет слишком дорого и невыгодно, а так как она не имеет нержавеющих свойств, то нет смысла и сохранять их.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает. А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Если кислородом пробивать материал с таким же давлением, с каким режешь, то полетят брызги расплавленного металла, т.к. кислород, как мы выяснили выше – катализатор горения. С азотом таких заморочек нет, можно поставить условные 2 МПа и пробивать и резать на одном и том же давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае — просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Однако, несмотря на то, что кислородная резка дешёвая – она сложная и требует опыта в настройке параметров. Чуть-чуть отклонение по давлению, не тот диаметр сопла – и у тебя будет плохой рез.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Воздух для резки металла
Если вы собираетесь резать на воздухе, вам нужно озаботиться хорошей системой фильтрации, стоимость которой порой может достигать стоимости самого компрессора.
Люди думают, что я сейчас схвачу Бога за яйца, не буду платить за газ, заплачу один раз за компрессор и всё – дёшево и сердито. Но на самом деле нет, воздушная резка тоже стоит денег.
Минусы использования воздуха для резки металла
Просто вложения разовые и большие. Да и компрессор тоже нужно обслуживать – менять масло. И бывает, что фильтры тоже выходят из строя, три месяца нормально работает, потом раз – начал плеваться. Конденсат с ресивера летит, вот это вот всё. И если ты один раз засорил тракт, потом поставил воздух с нормальными фильтрами, это всё равно не поможет, потому что придётся чистить сам тракт, продувать его спиртом. При работе с воздухом, нужно очень сильно очищать и осушать воздушный тракт, потому что любая влага и масло, которые будут лететь из компрессора, будут оседать на защитных стёклах и придётся менять их по несколько раз в час.
При работе с воздухом, нужно очень сильно очищать и осушать воздушный тракт, потому что любая влага и масло, которые будут лететь из компрессора, будут оседать на защитных стёклах и придётся менять их по несколько раз в час.
Для нормальной резки воздухом нужно давление 1,6-1,8 МПа, но чтобы после всех осушителей и систем фильтрации добиться такого давления на выходе, до фильтров должно быть 20-25 атмосфер. А такой компрессор уже стоит нормальных денег. Поэтому стоимость компрессора с хорошей системой осушителей будет стоить достаточно дорого.
Подумайте, может вам выгоднее взять газификатор с азотом и просто заполнять его один раз в месяц?
Резюмируем по воздуху
Воздух актуален только если вы режете не больше 1,5 мм и если не гонитесь за цветом кромки. Если вы режете нержавейку воздухом, то торец будет не белый, а будет слегка желтить, так как воздух содержит 8-10 процентов кислорода. Воздух – это не бесплатно. Это сложно и дорого. Чтобы вся эта система нормально работала, в неё стоит хорошо вложиться. Если вы режете то чернуху, то нержавейку, то одно, то другое – то лучше работайте на газах.
Чтобы вся эта система нормально работала, в неё стоит хорошо вложиться. Если вы режете то чернуху, то нержавейку, то одно, то другое – то лучше работайте на газах.
Газовое оборудование и оборудование рабочего места на металлорезе
- Газ может поставляться в баллоне 40 или 70 литров. Это не очень удобно, так как их приходится часто менять и тратить на это дополнительное время.
- Бывает матрица баллонов — 25 баллонов, обвязанных шлангами. Матрицы баллонов хватает на дольше, но она занимает больше места и сложнее в заправке и транспортировке.
- Может быть газификатор — это большой баллон, в котором газ содержится в жидкой форме. Именно поэтому газ из газификатора очень чистый. К тому же он экономичней.
Не стоит гнаться за чистотой газа три девятки (99,999%), четыре девятки (99,9999%). Девяносто девять сотых (99,99%) – этого уже достаточно. Остальное – избыточно, это финансово не целесообразно и будет стоить космических денег. ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
В следующей статье мы поговорим про систему управления, программное обеспечение и покажем вам самые крутые функции металлореза, которые значительно упрощают рабочий процесс.
Сервис и ремонт лазерного станка по металлу
Многие могут продать металлорез, но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы. Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке. Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Мы имеет успешный опыт работы с различными производствами и поэтому можем многому вас научить, поделиться опытом и дать вам уникальные советы, как оптимально настроить ваше производство.
Резка металла газом, меры предосторожности
Принцам резки металла газом заключатся в прогревании металла газом до состояния, когда метал можно плавить и резать.
Резка металла газом применяется в случаях резки толстых листов металла и требуется разрез неправильной формы.
Главным отличием резки газом, от других способов является тот факт, что метал, нагревается до температуры возгорание, и не плавится под воздействием газа, далее газ является только вспомогательным элементом процесс дальнейшей плавки происходит сам собой.
Для осуществления процесса газовой резки металла необходимо иметь следующее оборудование:
— газовая горелка;
— газовый баллон;
— смеситель;
— регулятор давления.
Комплекс этих приборов может работать, как в автоматическом, так и ручном режиме. Ручной режим подходит для не особо точных работы (резка на металлолом и другое), автоматически режим используется на производстве, где точность имеет значение.
Автоматический режим, как правило, осуществляется на специальном оборудовании под программным управлением.
В процессе газовой резки металла происходит нагревание края метал-листа, или определённая точка, после достижения металлом предвозгорающейся температуры (ярко-красны цвет пламени), процесс нагрева завершается и металл окисляется струями кислорода.
Главным минусом газовой резки является ограниченный набор металлов, которые стоит использовать для этого способа резки.
Резка металл газом довольно серьёзное и опасное мероприятие, по этому при выполнении резки металла данным способом необходимо соблюдать меры предосторожности:
1. Костюм защиты (огнеупорная одежда, маска сварщика, защитная обувь, краги для рук).
2. Респиратор.
3. Обязательно перед началом работ необходимо проверить шланги на повреждения (трещины, порывы, стыки).
4. В процессе газовой резки металла необходимо постоянно проверять датчики редукторов на баллонах.
5. При работе помните, что кислород маслоопасен, в связи, с чем притрагиваться к баллону с масляными остатками запрещено.
6. Газовые баллоны должны находится минимум в 10 метрах от места работы с металлом.
7. При возникновении опасных моментов в работе с газовой резкой, необходимо, прежде всего, перекрыть поступление газа с баллонов.
8. Завершение резки производится путём перекрывания кислорода, и только потом пропана.
Читайте так же:
Окалиностойкие стали
Армирующий каркас для фундамента
способы резки металла, чем можно резать
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
Существует несколько основных способов резки металла, о которых мы расскажем ниже.РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:- Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
- Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
 Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:- Универсальность;
- Технологическую безопасность;
- Высочайшую скорость и производительность;
- Чистоту процесса;
- Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
 Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам обработки металла плазмой относят:
- Универсальность в отношении любых видов материала;
- Высокую скорость процесса при минимальных повреждениях и деформациях;
- Гладкость мест разреза;
- Техническая безопасность;
- Возможность обработки сложных контуров.
- Возможность резать толстый металл.

РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:- Газовый баллон.
- Шланги для подключения.
- Режущий элемент.
- Мундштук с регулируемыми размерами.
- Система регуляции.
- Плавность ведения резака;
- Соблюдение угла наклона на 6 градусов против движения;
- Разогрев не менее чем до отметки в 1000 градусов.

Преимущества
К преимуществам резки металла газовым резаком следует отнести:- Возможность резки толстого металла с сохранением ровных и качественных швов;
- Автономность и мобильность;
- Универсальность и скорость процесса;
- Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:- Доступная цена;
- Процессы понятны и не вызывают сложностей;
- Возможно резать толстый металл;
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
 обработка по краям реза;
обработка по краям реза;ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:- Не остается каких-либо механических дефектов;
- Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
- Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по
функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.

Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Как правильно резать трубу резаком
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.

Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
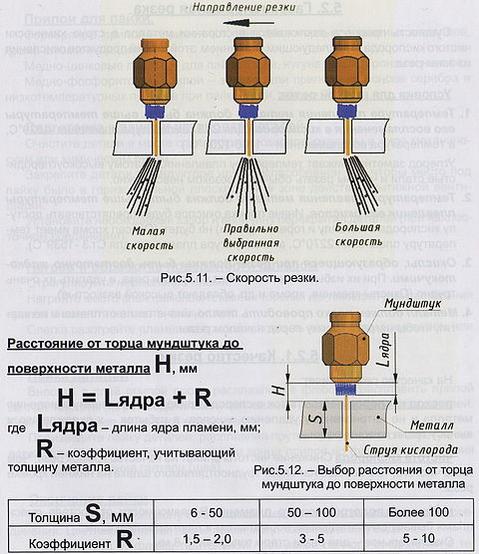
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.

При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Резка металла газовым резаком состоит из двух основных этапов:
- на первом — сплав разогревают до нужной рабочей температуры. Для этого используется пламя горящей смеси газа с кислородом;
- на втором – металл сжигается в струе кислорода.
 Для этого используется пламя горящей смеси газа с кислородом;
Для этого используется пламя горящей смеси газа с кислородом;Как пользоваться газовым резаком: поджиг газа и нагревание металла
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».
Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
Как резать газовым резаком (технология)
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Полезное видео, как работать
Посмотрите видеоуроки по резке пропаном и резаком:
Обратный удар при газовой резке
Иногда при работе имеет место такой эффект, как обратный удар. Что это такое, что его вызывает, как избегать, смотрите в ролике ниже.
 youtube.com/embed/wY8GQaKvE1Q?feature=oembed»/>
youtube.com/embed/wY8GQaKvE1Q?feature=oembed»/>
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.

Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
 Обнаружив утечку, подтяните гайки или смените уплотнители.
Обнаружив утечку, подтяните гайки или смените уплотнители.Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.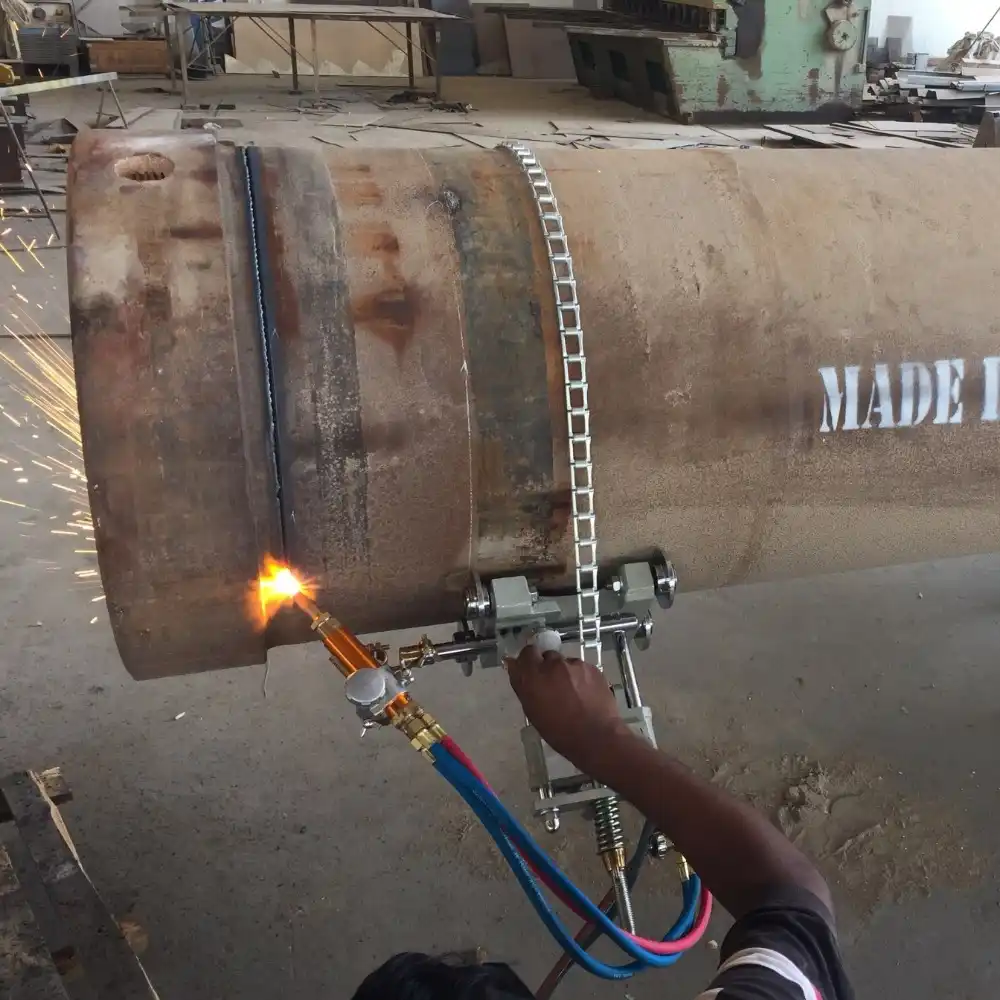
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности.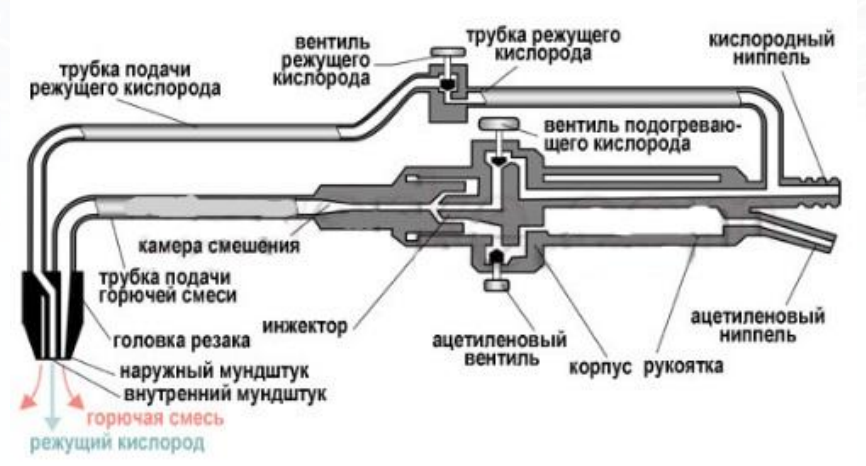 Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Резка металла газом. Резка на природном газе.
Природный газ на многих предприятиях нашел широкое применение в качестве горючего газа для кислородной резки. Благодаря своей высокой теплотворной способности он широко используется в качестве полноценного заменителя ацетилена при кислородной резке стали толщиной до 300 мм и выше, а также для других видов газопламенной обработки металлов.
Содержание метана в природном газе.
Основу природного газа составляет метан, содержание которого в некоторых газовых месторождениях достигает 99%.
Давление природного газа в баллоне.

К местам потребления природный газ поступает по трубопроводам под низким давлением или под давлением 150 кг/см2 в баллонах, окрашенных в красный цвет. В случае отсутствия специальных баллонов для хранения и транспортирования природного газа могут быть использованы обычные кислородные баллоны с измененным вентилем и перекрашенные в красный цвет с соответствующей белой надписью.
Для резки газами — заменителями ацетилена разработаны специальные резаки. Они отличаются от ацетилено-кислородных резаков только размерами выходных отверстий наружного мундштука, смесительной камеры и инжектора, которые должны быть несколько большими.
Резак РЗР-55 для резки металла природным газом.
Резак РЗР-55 предназначен для ручной разделительной резки стали толщиной от 5 до 300 мм с использованием природного газа и некоторых других газов-заменителей, а также пропан-бутановой смеси. Он комплектуется двумя наружными и пятью внутренними мундштуками. Техническая характеристика резака РЗР-55 дана в табл. 1.
Он комплектуется двумя наружными и пятью внутренними мундштуками. Техническая характеристика резака РЗР-55 дана в табл. 1.
Таблица 1
Техническая характеристика резака РЗР-55.
| Толщина разрезаемого металла, мм | № мундштука | Давление кислорода, кг/см2 | Скорость резки, мм/мин | Расход кислорода, м3/час | Расход, м3/час | |||
| наружного | внутреннего | режущего | подогревательного | природного газа или метана | пропан-бутановой смеси | |||
| 5-15 | 1 | 1 | 2-2,5 | 430-320 | 2-2,5 | 1,4-1,8 | 1,1 | 0,4 |
| 15-50 | 1 | 2 | 2,5-3 | 340-190 | 5-10 | 1,7-2,1 | 1,3 | 0,5 |
| 50-100 | 1 | 3 | 3-4 | 205-125 | 10-15 | 1,7-2,3 | 1,4 | 0,5 |
| 100-200 | 2 | 4 | 4-7 | 140-90 | 15-26 | 2,1-2,6 | 1,6 | 0,6 |
| 200-300 | 2 | 5 | 7-11 | 100-85 | 25-40 | 2,5-3,0 | 1,9 | 0,7 |

Чаще всего для работы на природном газе применяют обычные ацетилено-кислородные резаки с рассверленными отверстиями в смесительной камере, инжекторе и в наружных мундштуках. Характеристика резака типа УР для работы на природном газе дана в табл. 2.
При резке металла толщиной от 250 мм и более рекомендуется подачу кислорода в резак осуществлять по двум шлангам — отдельно для подогревательного пламени и режущей струи, при этом давление устанавливается по манометрам на отдельных редукторах.
Таблица 2
Характеристика резака типа УР для резки на природном газе.
| Толщина металла, мм | № внутреннего мундштука | Диаметр отверстия, мм | Расход, м3/час | |||
| В наружном мундштуке | В смесительной камере | Инжектора | Природного газа | Кислорода для горючей смеси | ||
| 5—15 | 1 | 6,0 | 3,0 | 1,0 | 1,1 | 1,7 |
| 15—50 | 2 | 6,0 | 3,0 | 1,0 | 1,3 | 1,9 |
| 50—100 | 3 | 6,0 | 3,0 | 1,0 | 1,4 | 2,0 |
| 100—200 | 4 | 7,2 | 3,0 | 1,0 | 1,6 | 2,4 |
| 200—300 | 5 | 7,2 | 3,0 | 1,0 | 1,9 | 2,9 |
Редуктор для природного газа.

Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
После работы на природном газе нельзя использовать редуктор снова для кислорода без предварительного обезжиривания.
При работе от трубопровода у рабочего места рекомендуется устанавливать предохранительный жидкостный затвор.
При давлении в сети не свыше 0,02 кг/см2 может быть применен специальный постовой затвор ЗГГ-З для городского и природного газа (метана). Устройство и принцип работы его аналогичны затвору низкого давления для ацетилена.
При более высоких давлениях нужно устанавливать затвор закрытого типа. Лучше вместо затвора пользоваться редуктором, который является надежным предохранителем при обратном ударе, и позволяет производить работу в зимнее время на открытом воздухе.
Лучше вместо затвора пользоваться редуктором, который является надежным предохранителем при обратном ударе, и позволяет производить работу в зимнее время на открытом воздухе.
Значительно меньшая температура пламени, создаваемого смесью природного газа и кислорода, по сравнению с температурой ацетилено-кислородного пламени, уменьшает скорость охлаждения кромок, нагреваемых при резке. Поэтому применение природного газа вместо ацетилена особенно целесообразно при кислородной резке легированных сталей, склонных к образованию трещин. Кроме того, резка на природном газе вызывает меньшее науглероживание на поверхности реза. Скорость резки такая же, как и при использовании ацетилена. Время подогрева кромки начала реза — больше.
При пользовании природным газом поверхность реза получается более чистой и качественной, чем при резке ацетиленом. Значительно меньше и деформация металла, что особенно важно при резке малых толщин.
Техника резки на природном газе ничем не отличается от техники резки на ацетилене.
Природный газ менее опасен в отношении образования взрывоопасных смесей с воздухом или кислородом, чем ацетилен, и менее чувствителен к обратным ударам. Однако при кислородной резке с использованием природного газа следует выполнять все правила техники безопасности, относящиеся к газопламенной обработке металлов с применением ацетилена
Газовая резка металла резаком, цена в Москве
Лидер рынка услуг по поставке металлопроката, фирма ГК «Прочная Сталь», предлагает клиентам резку с помощью автоматического газового оборудования. Это один из самых распространённых способов раскроя. Он прост, технологичен, позволяет производить не только разделение, но и сварку.
Информацию о стоимости, сроках выполнения услуги узнавайте по номеру: +7 (473) 201-65-35.
| Толщина, мм | Цена, руб/м |
|---|---|
| 40 мм | 252 |
| 50 мм | 332 |
| 55 мм | 398 |
| 60 мм | 464 |
| 70 мм | 570 |
Оставить заявку
Процесс резки металла:
- Суть метода заключается в расплавлении металла струёй разогретого газа, который подаётся на рабочее поле в ручном, полуавтоматическом или автоматическом режиме. Высокотемпературный факел образуется в процессе сгорания ацетилена в кислородной среде.
- Нагретый газ расплавляет металл, одновременно сжигая остатки в области рабочего поля. На кромках, обработанных с помощью высокотемпературной газовой струи, после полного остывания отсутствуют заусенцы, шероховатости.
- Точность и качество резки повышается, если использовать современные универсальные автоматы с числовым программным управлением. Ацетилен – не единственный газ, который можно использовать для факельного разделения металлов в кислородной среде.
- Для резки подходят также два вида бытовых газов: пропан; бутан.
 Высокотемпературный факел образуется в процессе сгорания ацетилена в кислородной среде.
Высокотемпературный факел образуется в процессе сгорания ацетилена в кислородной среде.Газовая резка металлов используется в различных сферах производства, промышленном/гражданском строительстве, чёрной и цветной металлургии, автомобилестроении. Технология отличается простотой, экономичностью. Автоматический газовый резак способен разрезать металлическую заготовку или деталь любой толщины.
Услуги резки газом на заказ:
- Устройство ручного/автоматического оборудования для резки металлических заготовок направленной струёй разогретого газа: генератор; резак; редуктор подачи; подающее и измерительное оборудование.
- В состав автоматической установки входит универсальное оборудование ЧПУ. Для того, чтобы начать работу, достаточно сменить сварочную головку на режущую.
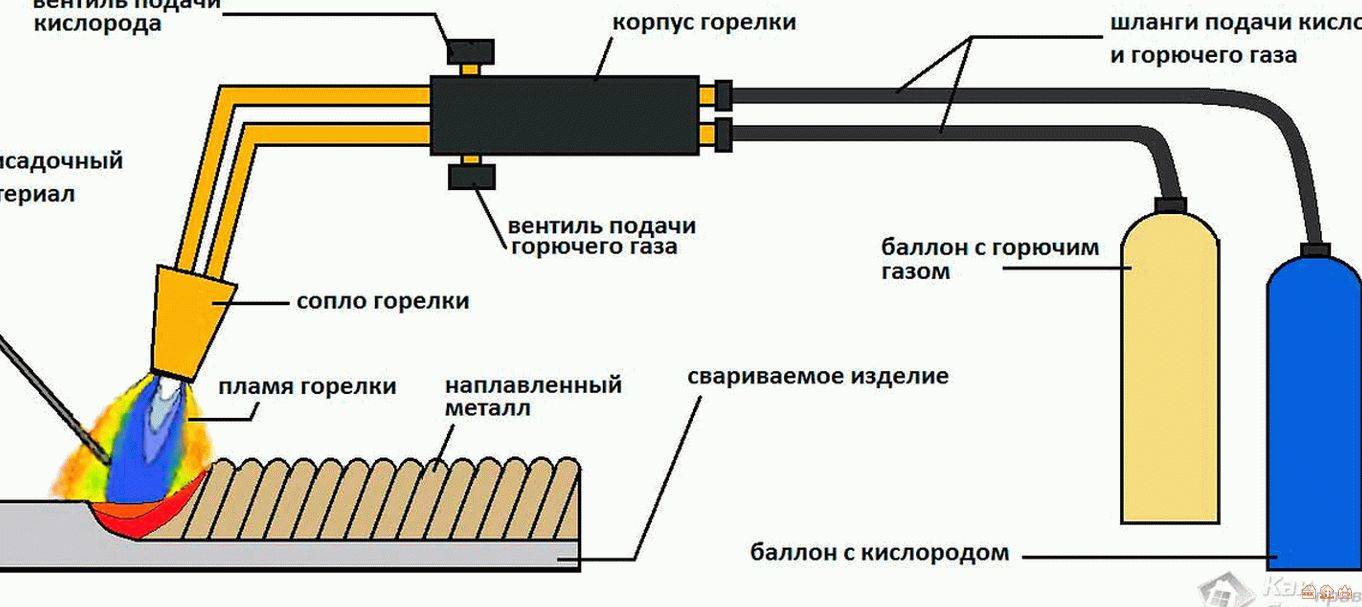
Правильный состав газокислородной смеси позволяет разрезать листовую сталь, алюминий, заготовки и детали толщиной свыше 100 мм. Раскрой металла производится под прямым углом, а также в любой проекции относительно горизонтальной или вертикальной оси.
Качество оборудования не требует дополнительной обработки образовавшейся после окончания формирования металлической кромки. Звоните, чтобы узнать о выполнении своего заказа по номеру: +7 (495) 481-38-41.
Как резать металл ацетиленовой горелкой
Оглянитесь вокруг. Есть ли что-нибудь — или — в радиусе от 25 до 30 футов, что могло бы загореться, если бы, скажем, на него упал ливень искр? Вы уверены, что ? Что на тебе надето? У вашей рубашки открытые рукава, открытый воротник? Из ваших кроссовок торчит большой язычок или есть еще какое-то отверстие, куда мог бы вкатиться шар огненного расплавленного металла?
Это вопросы, которые вы должны задать себе, когда работаете с ацетиленовым резаком, который в просторечии широко известен в гаражах 1950-х годов как паяльная лампа. Именно этому Карлос Дос Сантос, владелец Brooklyn Motor Works, где я сейчас занимаюсь восстановлением того, что было особенно потрепанной Toyota Land Cruiser, научил меня в кратком руководстве. Послание было ясным: практически каждая ошибка может вызвать ожог кожи, пожар и даже — в худшем случае — гигантский взрыв.
Именно этому Карлос Дос Сантос, владелец Brooklyn Motor Works, где я сейчас занимаюсь восстановлением того, что было особенно потрепанной Toyota Land Cruiser, научил меня в кратком руководстве. Послание было ясным: практически каждая ошибка может вызвать ожог кожи, пожар и даже — в худшем случае — гигантский взрыв.
Паяльная лампа представляет собой металлическую трубку, которая смешивает ацетилен — бесцветный углеводородный газ без запаха — и кислород для создания очень горячего точечного пламени. Это пламя можно использовать для резки и сварки (хотя это не такой эффективный способ сварки металла, как электродуговая сварка).Ацетилен будет гореть сам по себе, когда он соединяется с атмосферным кислородом, но добавление сжатого кислорода делает пламя намного более чистым, почти сфокусированным. «Выдувная» часть паяльной лампы — это дополнительная струя кислорода. Смесь ацетилена и кислорода выходит из небольшого кольца маленьких отверстий на кончике горелки, и пламя, которое они создают, плавит металл, превращая его в расплавленную суспензию. Когда вы нажимаете на спусковой крючок горелки, чтобы активировать кислородную струю, дополнительный газ сдувает расплавленный металл, оставляя отверстие, которое, надеюсь, вы намеревались там сделать.
Когда вы нажимаете на спусковой крючок горелки, чтобы активировать кислородную струю, дополнительный газ сдувает расплавленный металл, оставляя отверстие, которое, надеюсь, вы намеревались там сделать.
Карлос много лет работал с ацетиленом, и начинал он под опекой крутых парней старой школы, которые сваривали и поджигали предметы в майках и другой неподходящей одежде. Это был не лучший пример для подражания, и он сказал, что испытал свою долю неудач, следуя их примеру.
«Откуда мне знать, что расплавленный металл может скатываться в вашу обувь, если язычок высовывается за пределы ваших брюк?» — спросил он, когда я стоял рядом с его подмастерьем с детским лицом: «Джуниор-младший., «который тоже впитывал знания.» Потому что это случилось со мной. Нет более простого способа потерять контроль над фонариком, чем когда что-то под одеждой обжигает вашу кожу ».
Другие места, куда могут попасть эти злые маленькие шарики (и это Карлос знает по опыту): ушные каналы, воротники рубашки, перевернутые рукава. Боль от обгорания может привести к мгновенной потере контроля. Представьте себе: кусок горячего металла катится по вашей рубашке. Вы кричите, отскакиваете и невольно вертитесь, пока он медленно обжигает вашу кожу.В этот момент, если вы отпустите факел, он подпрыгнет и нацеливается на резиновые кислородные и ацетиленовые линии. Потом? Взрыв.
Боль от обгорания может привести к мгновенной потере контроля. Представьте себе: кусок горячего металла катится по вашей рубашке. Вы кричите, отскакиваете и невольно вертитесь, пока он медленно обжигает вашу кожу.В этот момент, если вы отпустите факел, он подпрыгнет и нацеливается на резиновые кислородные и ацетиленовые линии. Потом? Взрыв.
Ничто из этого не означает, что ацетиленовые горелки — это все катастрофы, которые ждут своего часа. При правильном обращении и с большим уважением к вреду, который они могут нанести, они очень удобны. Просто важно помнить несколько вещей при их использовании.
— Всегда проверяйте наличие легковоспламеняющихся материалов в зоне работы до , когда вы зажжете факел.
— Убедитесь, что регуляторы на баллонах с ацетиленом и кислородом настроены на правильное давление (неправильное давление может вызвать взрыв или пожар, неожиданную неожиданность).
— Никогда не стойте перед газовым регулятором (предметом наверху каждого баллона с указателями на нем).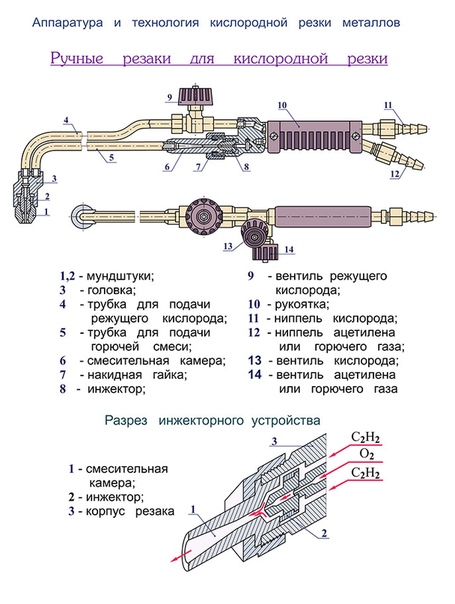 Встаньте в сторону. Таким образом, если он взорвется по какой-то причине (а вы никогда не узнаете), вы не попадете на прямой путь летящих частей.
Встаньте в сторону. Таким образом, если он взорвется по какой-то причине (а вы никогда не узнаете), вы не попадете на прямой путь летящих частей.
— Всегда знайте, где проходят ваши кислородные и ацетиленовые линии.Они почти всегда парные: красный подключается к баллону с ацетиленом, а зеленый — к кислороду (из-за разного размера разъемов невозможно неправильно подключиться к линиям). Как упоминалось ранее, вы не хотите, чтобы расплавленный металл катился по ним и плавился.
— Всегда носите сварочную маску. Забудьте о старых фильмах с парнями в очках, когда они зажигают факелы. Вы же хотите защитить лицо от брызг лавы, верно? Кроме того, ваши глаза нуждаются в защите от яркого пламени, поэтому обычные защитные очки не подойдут.
— Одевайтесь соответствующим образом. Носите негорючие материалы, такие как хлопок, шерсть и, что еще лучше, кожу. Синтетика растает до кожи, если загорится. Вот почему боевые части не носят синтетику в зонах боевых действий; грязная уборка.
— Всегда имейте пожарную вахту, когда вы работаете. Сварочная маска защищает ваше лицо и глаза, но также ограничивает поле вашего зрения тем, над чем вы работаете. У вас должен быть кто-то позади вас, чтобы предупредить вас в случае, если что-то загорится (что очень вероятно) или искры попадут рядом с газопроводами.
— Откройте клапаны топливного бака на пару оборотов каждый поворотом против часовой стрелки (правый-тихий, левый-свободный). Никогда не открывайте клапаны настолько, чтобы их нельзя было быстро закрыть, если что-то пойдет не так.
— Установите давление на выходе ацетилена на 7 фунтов на квадратный дюйм (но никогда, более 15). Чем выше давление ацетилена, тем нестабильнее и опаснее он становится.
— Установите давление кислорода примерно на 15 фунтов на квадратный дюйм.
— На головке резака немного приоткройте клапан ацетилена (здесь много не нужно).Как только вы услышите шипение из наконечника, ударьте ударником из стали и кремня (который дает искры) возле головы. Газ загорится и загорится ярко-оранжевым пламенем, рваным и выбрасывающим немного дыма.
Газ загорится и загорится ярко-оранжевым пламенем, рваным и выбрасывающим немного дыма.
— Медленно добавляйте кислород с помощью другого клапана, превращая неопрятное пламя чистого топлива в точеную точку голубого огня. Центр пламени должен быть белым, а остальная часть не должна быть слишком длинной.
Теперь вы готовы к работе. Вот как это делается:
— держите пламя возле (но не на) куска металла, который вы пытаетесь разрезать.Подождите, пока он станет блестящим и похожим на лаву. Это означает, что металл мягкий и готов к реформированию.
— Как только металл перед пламенем вернется в свое вулканическое состояние, осторожно добавьте струю кислорода.
— При нажатой кнопке струи осторожно перемещайте резак по обрабатываемой поверхности. Металл должен легко поддаваться.
— Не торопитесь! Спешка может вызвать только ошибки, а ошибки могут вызвать большие проблемы.
Вот и все.Использование ацетиленовой горелки — не ракетостроение, но разница между правильным и неправильным использованием может быть катастрофической. Но не верьте мне на слово, возьмите урок. Изучите веревки сами. Несмотря на то, что ацетиленовая горелка потенциально способна нанести серьезный ущерб, это прекрасный инструмент, который нужно иметь и знать, как использовать, когда вам нужно мгновенно разрезать сталь толщиной 2 дюйма.
Но не верьте мне на слово, возьмите урок. Изучите веревки сами. Несмотря на то, что ацетиленовая горелка потенциально способна нанести серьезный ущерб, это прекрасный инструмент, который нужно иметь и знать, как использовать, когда вам нужно мгновенно разрезать сталь толщиной 2 дюйма.
Газокислородная резка; объяснение основ
Что еще можно автоматизировать при кислородно-топливной резке, чем просто включение / выключение пламени?
Газокислородная резка — это надежный, точный и конкурентоспособный метод резки, используемый для резки низкоуглеродистой стали.Какие функции следует учитывать при автоматизации процесса резки? В конце концов, речь идет о качестве всего контура фитинга, чтобы сократить время монтажа и сварки.
Кислородная резка: основы
Перед резкой резак должен предварительно нагреть сталь до начальной температуры воспламенения. При этой температуре около 960 ° C (в зависимости от типа сплава) сталь теряет защитные свойства от кислорода и остается твердой. Затем чистый кислород направляется через сопло в нагретую зону.Этот тонкий поток кислорода под высоким давлением превращает предварительно нагретую и незащищенную сталь в окисленную жидкую сталь в результате экзотермической реакции.
Затем чистый кислород направляется через сопло в нагретую зону.Этот тонкий поток кислорода под высоким давлением превращает предварительно нагретую и незащищенную сталь в окисленную жидкую сталь в результате экзотермической реакции.
Этот шлак имеет более низкую температуру плавления, чем сталь, поэтому поток кислорода может выдувать жидкий шлак из полости, не затрагивая неокисленную твердую сталь. Эта экзотермическая реакция является непрерывным процессом и создает разрез при движении горелки. Чтобы поддерживать экзотермическую реакцию, резак поддерживает нагрев стали во время резки. С помощью этого процесса можно резать только металлы, оксиды которых имеют более низкую температуру плавления, чем сам основной металл.В противном случае, как только металл окисляется, окисление прекращается, образуя защитную корку. Только низкоуглеродистая сталь и некоторые низколегированные сплавы соответствуют указанным выше условиям и могут быть эффективно разрезаны с помощью кислородно-топливного процесса.
Вариации теплоотдачи и длины реза; регулировка скорости и предварительный нагрев
Газокислородная резка — это трудоемкий процесс, особенно при резке толстостенных материалов. Кратчайшее расстояние через материал — это разрез перпендикулярно стене. В случае резки со скосом (разрез под углом для подготовки к сварке) резак будет располагаться под углом, и передача тепла материалу будет меньше, чем при перпендикулярном разрезе, а длина разреза будет больше.Это требует автоматизации управления скоростью для обеспечения точного резания под углом.
Использование дополнительной газокислородной горелки (горелка предварительного нагрева) может быть установлена перпендикулярно материалу, а работа перед резаком может значительно повысить скорость резки (100% при угле резания 70 градусов и 50% при 45 градусах. угол резания). Во избежание ненужного расхода газа этот подогреватель следует активировать только для углов более 30 °.
Защита режущего наконечника от брызг при прожигании; Пробивка окунанием
Пробивка — это начальное проникновение в обрабатываемую поверхность с использованием того же экзотермического процесса, что и при резке. После предварительного нагрева поверхности кислород будет проходить через сопло, превращая твердую предварительно нагретую сталь в жидкую окисленную сталь (шлак). Во время этого процесса происходит разбрызгивание, потому что кислород сдувает шлак вверх во время прошивки. Эти брызги могут прилипнуть к режущему наконечнику и сильно повлиять на поток газа и процесс резки.
После предварительного нагрева поверхности кислород будет проходить через сопло, превращая твердую предварительно нагретую сталь в жидкую окисленную сталь (шлак). Во время этого процесса происходит разбрызгивание, потому что кислород сдувает шлак вверх во время прошивки. Эти брызги могут прилипнуть к режущему наконечнику и сильно повлиять на поток газа и процесс резки.
Чтобы защитить режущий наконечник от брызг во время прожига, резак перемещается вверх во время прожига, и как только материал прокалывается, резак возвращается на правильное расстояние между резаком и материалом для резки.Разновидностью этого метода прожигания является прожиг с расположением резака под небольшим углом для защиты режущего конца от брызг, а также для защиты нижележащей стороны разрезаемого материала от брызг (например, внутри трубы).
Кратер или неудачная пробивка; пропорциональная прошивка
При резке толстостенного материала трудно определить идеальное время и температуру для предварительного нагрева, чтобы даже самая глубокая часть материала нагрелась до нужной температуры. Это требует большой практики и опыта.
Это требует большой практики и опыта.
Когда толстый материал предварительно нагревается слишком долго, поступление кислорода вызовет много брызг и приведет к образованию большой кратера. Это связано с толстой стенкой и чрезмерным количеством жидкого шлака. С другой стороны, когда применяется недостаточный предварительный нагрев, полная толщина стенки не достигает температуры воспламенения для поддержания экзотермического процесса. Процесс остановится на полпути, и оператору придется повторить попытку в другой начальной точке, а повреждение контура фитинга потребует гораздо большей шлифовки и сварки.
Для автоматизации этого процесса может быть применен метод, называемый пропорциональной прошивкой, с помощью которого регулируется поток кислорода для управления экзотермическим процессом во время прошивки. После очень короткого периода предварительного нагрева, чтобы поверхность материала достигла температуры воспламенения, процесс прошивки начинается при низком давлении кислорода. По мере того, как резак начинает двигаться к точке инициализации запрограммированного контура фитинга, он постепенно меняет угол, в то же время давление кислорода постепенно увеличивается до максимального давления, чтобы поддерживать экзотермический процесс и прокалывать глубже.Наклон создает пространство для жидкого шлака, а также приводит к минимуму разбрызгивания (защита режущей кромки).
По мере того, как резак начинает двигаться к точке инициализации запрограммированного контура фитинга, он постепенно меняет угол, в то же время давление кислорода постепенно увеличивается до максимального давления, чтобы поддерживать экзотермический процесс и прокалывать глубже.Наклон создает пространство для жидкого шлака, а также приводит к минимуму разбрызгивания (защита режущей кромки).
Кислородно-топливная пропорциональная пробивка
Повреждение поверхности пореза в начале и в конце; радиальный ввод и вывод
Начало реза всегда должно выполняться близко к фактическому контуру фитинга и в так называемой зоне обрезки, чтобы избежать повреждения поверхности реза в результате пробивки. Перемещение резака из зоны брака в запрограммированное начальное положение и угол называется вводом.Перемещение резака в зону обрезки после завершения резки называется выводом.
Чтобы сделать плавный и контролируемый переход от начала и до конца реза (одна и та же точка), резак можно запрограммировать на движение внутрь в начале и радиальное движение наружу.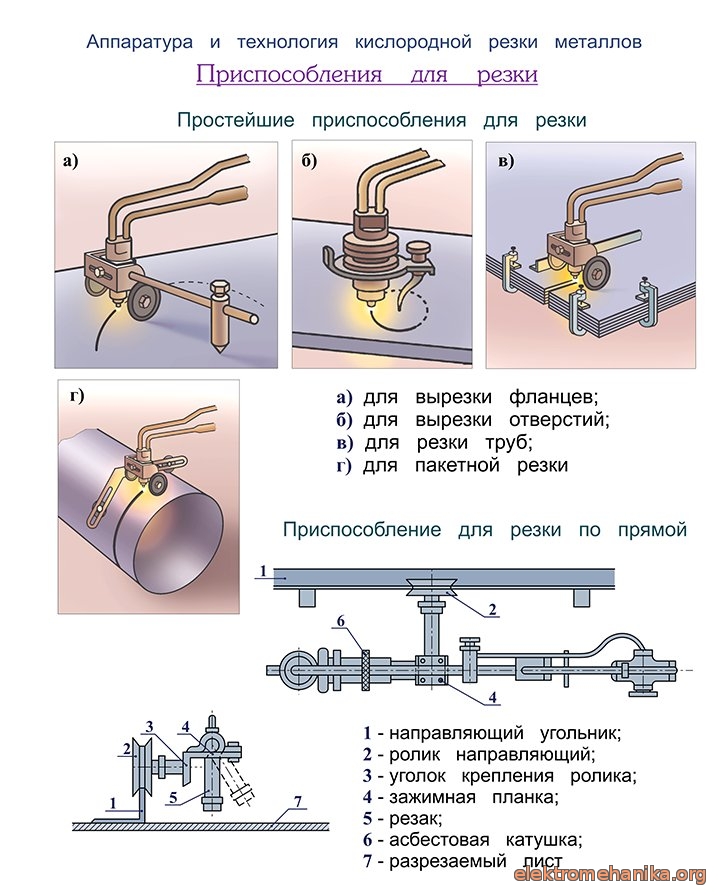
Характеристики кислородного топлива по сравнению с плазменным
Материал
Газокислородная резка используется для резки низкоуглеродистой стали. С помощью этого процесса можно резать только металлы, оксиды которых имеют более низкую температуру плавления, чем сам основной металл.В противном случае, как только металл окисляется, окисление прекращается, образуя защитную корку. Только низкоуглеродистая сталь и некоторые низколегированные сплавы соответствуют указанным выше условиям.
Толщина стенки
Кислородно-топливная резка позволяет резать материалы с более толстыми стенками, чем плазменная. Плазма не может разрезать более толстые стены из-за огромного количества энергии, необходимого для достижения такой же толщины.
Угол резки
Кислородно-топливная резка позволяет резать более крутые углы до 70 ° (по сравнению с 45 ° в плазме) из-за концентрации пучка кислорода.
Прямые пропилы
Плазменный луч имеет тенденцию отклоняться при слишком крутом угле.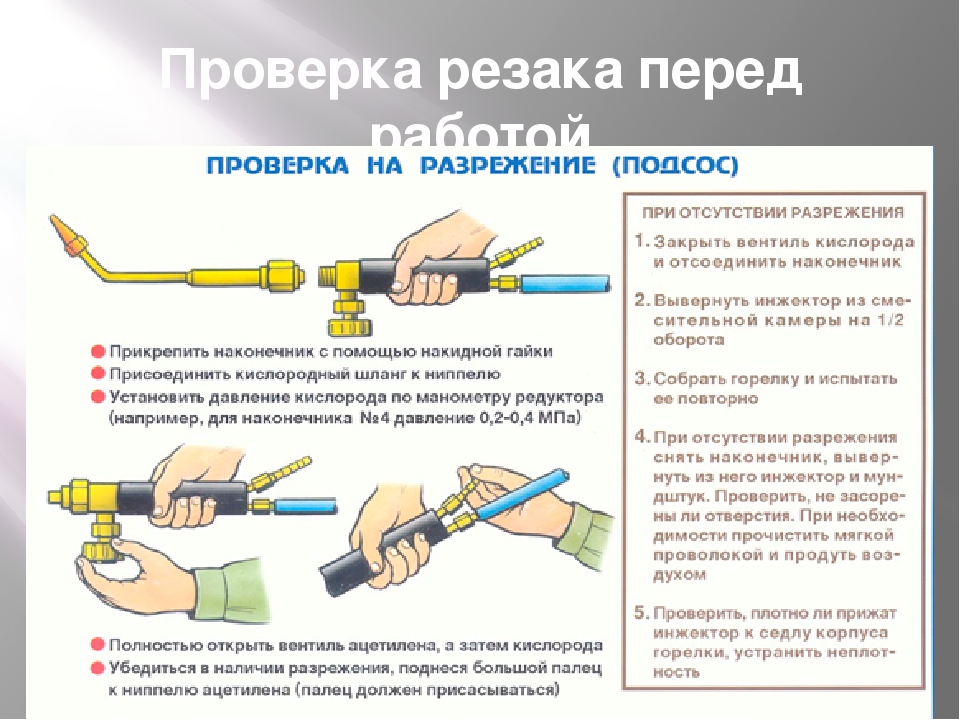 Однако это отклонение можно компенсировать автоматикой.
Однако это отклонение можно компенсировать автоматикой.
Стоимость
Кислородное топливо — более экономичное решение, чем плазменная резка. Первоначальные инвестиционные затраты, расходные материалы и эксплуатационные расходы ниже, чем при плазменной резке. Однако скорость обработки обычно ниже, чем диапазон толщины стенки 20 мм (с учетом трехмерного профилирования в тяжелой сталелитейной промышленности).
Настройки давления кислородно-ацетиленового резака для резки
Одним из наиболее широко используемых режущих инструментов является кислородно-топливный или кислородно-ацетиленовый резак, также обычно называемый паяльной горелкой. Хотя использовать резак в теории легко, многим людям трудно правильно его использовать, не говоря уже о том, чтобы сделать правильный разрез. Большинство из них не имеют представления о правильных настройках, в частности о рабочем давлении, поэтому сделанные разрезы некачественные.
Практические правила настройки кислородно-ацетиленовой горелки
Правильное использование кислородно-ацетиленового резака, особенно с правильными настройками давления, гарантирует, что качество выполненных резов будет конкурировать с машинными. Более того, это также гарантирует безопасную работу.
Более того, это также гарантирует безопасную работу.
Вот все, что вам нужно знать о настройках кислородно-ацетиленовой горелки, включая практические правила.
Лучшее, что вы можете сделать, — это следовать настройкам, предоставленным производителем кислородно-ацетиленовой горелки, которую вы используете, однако в приведенном ниже описании делается попытка очертить некоторые общие рекомендации, а не заменять рекомендации производителя.
Таблица настроек давления
Взгляните на приведенную ниже таблицу настроек давления, чтобы получить полное представление о том, что должен делать ваш резак для достижения наиболее оптимальных результатов.
| Толщина металла в дюймах | Размер наконечника | Кислород предварительного нагрева (PSIG) | Кислород предварительного нагрева (SCFH) | Кислород для резки (PSIG) | Кислород для резки (SCFH) | Скорость (IPM ) | Ацетилен (PSIG) | Ацетилен (SCFH) | Ширина пропила (дюймы) | ||||||||||
0. 125 125 | 000 | 3/5 | 3/5 | 20/25 | 20/25 | 28/32 | 3/5 | 3/5 | 0,04 | ||||||||||
| 0,25 | 00 | 3/5 | 4/8 | 20/25 | 30/35 | 27/30 | 3/5 | 4/6 | 0,05 | ||||||||||
| 0,375 | 0 | 5 | 5/9 | 25/30 | 55/60 | 24/28 | 3/5 | 5/8 | 0.06 | ||||||||||
| 0,5 | 0 | 3/6 | 7/11 | 30/35 | 60/65 | 20/24 | 3/5 | 6/10 | 0,06 | 0,75 | 1 | 4/7 | 9/14 | 30/35 | 80/85 | 17/21 | 3/5 | 8/13 | 0,07 |
| 1 | 2 | 4/9 | 11/18 | 35/40 | 140/150 | 15/19 | 3/6 | 10/16 | 0.09 | ||||||||||
| 1,5 | 2 | 4/12 | 13/20 | 40/45 | 150/160 | 13/17 | 3/7 | 12/18 | 0,09 | 2 | 3 | 5/14 | 15/24 | 40/45 | 210/225 | 12/15 | 4/9 | 14/22 | 0,11 |
| 2,5 3 | 5/16 | 18/29 | 45/50 | 225/240 | 10/13 | 4/10 | 16/26 | 0. 11 11 | |||||||||||
| 3 | 4 | 6/17 | 20/33 | 40/50 | 270/320 | 9/12 | 5/10 | 18/30 | 0,12 | 4 | 5 | 7/18 | 24/37 | 45/55 | 390/425 | 8/11 | 5/12 | 22/34 | 0,15 |
| 5 | 7/20 | 29/41 | 50/55 | 425/450 | 7/9 | 5/13 | 26/38 | 0.15 | |||||||||||
| 6 | 6 | 10/22 | 33/48 | 45/55 | 500/600 | 6/8 | 7/13 | 30/44 | 0,18 | ||||||||||
| 8 | 6 | 10/25 | 37/55 | 45/55 | 500/600 | 5/6 | 7/14 | 34/50 | 0,19 | ||||||||||
| 10 7 | 15/30 | 44/62 | 45/55 | 700/850 | 4/5 | 10/15 | 40/56 | 0.34 | |||||||||||
| 12 | 8 | 20/35 | 53/68 | 45/55 | 900/1000 | 3/5 | 10/15 | 48/62 | 0,41 | ||||||||||
Обработка нескольких отверстий
Топливный газ Рекомендуемая настройка для регулятора топливного газа должна быть установлена на 10 фунтов на квадратный дюйм, а для регулятора кислорода на 45 фунтов на квадратный дюйм. Эта рекомендация применима при резке стали менее 1,5 дюймов с использованием пропана, пропилена или природного газа.
Эта рекомендация применима при резке стали менее 1,5 дюймов с использованием пропана, пропилена или природного газа.
Рекомендуемая настройка для резки с несколькими отверстиями с использованием кислородно-ацетиленового регулятора — это кислородный регулятор на 40 фунтов на кв. Дюйм, а ацетиленовый регулятор — на 10 фунтов на квадратный дюйм. Как и предыдущая рекомендация, это относится к резке стали толщиной менее 1,5 дюйма. Давление режущего наконечника будет зависеть от размера, и всегда следует соблюдать настройки производителя.
Сварка и пайка одного отверстияНайдите штампованный наконечник с одним отверстием, чтобы узнать, какой на нем номер.Как регулятор топливного газа, так и регулятор кислорода должны иметь указанную настройку. Однако эта рекомендация не относится к вариантам с инжектором.
Если вы видите, что на наконечнике есть цифра «5», это число, на которое должны быть установлены как давление кислорода, так и давление топливного газа.
Как настроить Oxy Ацетиленовая горелка?
В отличие от портативного паяльная лампа, кислородно-ацетиленовая горелка включает в себя различные компоненты, которые должны быть правильно настроены.Это не только гарантирует правильное операция, которая может привести к качественной резке, но также минимизирует риски несчастных случаев, особенно воспоминаний и взрывов.
Вот важные шаги, которые необходимо выполнить при настройке кислородно-ацетиленовой горелки:
- Обеспечить что баллоны или баки, содержащие кислород и ацетилен, являются надежно закреплен и в вертикальном положении. Используйте тележку для баллонов, если доступны, но если нет, убедитесь, что они правильно закреплены или прикованный цепью к прочному объекту, столбу, балке или стене.Они никогда не должны быть сбитым во время работы и даже когда не используется.
- Удалить все
накладки кладут на вентиль баллона или бака. Но если
защитные крышки не использовались, удалите пыль и мусор,
оседает внутри клапанов, что может привести к неисправности резака. Для этого отойдите подальше от отверстия или выхода клапана.
(желательно на противоположной стороне), быстро поверните клапан примерно на
четверть пути и немедленно закройте ее. Этот быстрый выпуск
газ немедленно сдует пыль или мусор.
 Для этого отойдите подальше от отверстия или выхода клапана.
(желательно на противоположной стороне), быстро поверните клапан примерно на
четверть пути и немедленно закройте ее. Этот быстрый выпуск
газ немедленно сдует пыль или мусор.
Для этого отойдите подальше от отверстия или выхода клапана.
(желательно на противоположной стороне), быстро поверните клапан примерно на
четверть пути и немедленно закройте ее. Этот быстрый выпуск
газ немедленно сдует пыль или мусор.- Подключите регуляторов к клапанам, но сначала убедитесь, что у них одинаковые потоки. В противном случае используйте адаптер для их подключения. Это важно что они имеют полностью плотную и надежную посадку не только для безопасности но также для правильного контроля настроек давления. Вручную завинтите их вручную как можно сильнее и используйте гаечный ключ с фиксированное отверстие для завершения затяжки.
- Подсоедините соответствующие шланги, если они еще не подключены к соответствующим регуляторам.Если вы уже использовали их раньше, подключите их к тем же резервуарам, что и раньше. Обратите внимание, что стандартной практикой является использование зеленых шлангов для кислорода и красных шлангов для ацетилена. Никогда не наносите масло, консистентную смазку или любую другую смазку на шланги, особенно на их концы.
 Никогда не наносите масло, консистентную смазку или любую другую смазку на шланги, особенно на их концы.
Никогда не наносите масло, консистентную смазку или любую другую смазку на шланги, особенно на их концы.- Подключите ручку горелки к обоим шлангам. Как только они будут надежно прикреплены, установите резак на ручку и вручную затяните орех. Проверьте клапаны на резаке и его ручке, так как они должны быть закрыты перед открытием клапанов обоих цилиндров.
- Поверните вентиль кислородного баллона или баллона, пока он полностью не откроется. Найдите регулировочный винт регулятора и поверните его по часовой стрелке до тех пор, пока манометр не показывает, что сбрасываемое давление составляет от 40 до 60 фунтов на квадратный дюйм.
- Для ацетиленовый баллон, поверните клапан против часовой стрелки, но только четверть пути. Поверните регулировочный винт на регуляторе. пока он не выпустит ацетилен и манометр не покажет 10 psi.
- Найдите кислород
клапан резака и слегка приоткройте, чтобы позволить кислороду
поток. Сделайте то же самое для ацетиленового клапана резака, но
не открывайте его более чем на 45 градусов или на 1/8 оборота.
 Сделайте то же самое для ацетиленового клапана резака, но
не открывайте его более чем на 45 градусов или на 1/8 оборота.
Сделайте то же самое для ацетиленового клапана резака, но
не открывайте его более чем на 45 градусов или на 1/8 оборота.- Сделать утечку проверить, покрыть клапаны и соединения между цилиндром, шлангом, и регуляторы с раствором для проверки герметичности или тонкой пастой, изготовленной растворите мыло цвета слоновой кости и используйте чистую кисть для его нанесения. А утечка присутствует, если вы видите небольшие пузырьки на покрытых поверхностях оставив раствор на несколько минут.
- Если утечки присутствуют, вы должны сначала повторно затянуть или повторно подключить соединения и еще одна проверка на герметичность перед зажиганием резака.
- Когда есть утечек больше нет, следуйте инструкциям производителя, чтобы зажечь факел.
Не забывайте смотреть
пламя, когда вы используете фонарик. Если он погас при использовании фонаря,
остановитесь и просто снова зажгите факел. Это событие известно как
обратный огонь, и это случается, когда сам резак и разрезаемый металл
войти в прямой контакт.
Как зажечь ацетилен Факел
Освещение ацетиленовая горелка довольно проста, но вы должны следовать правильным шагам для этого, и это в основном включает в себя работу с кислородом и ацетиленовые клапаны резака для получения нужного пламени.Также убедитесь, что регуляторы кислорода и ацетилена показывают нужное количество фунтов на квадратный дюйм до освещения.
Следующие шаги стандартные процедуры, но всегда уточняйте их у производителя для конкретных инструкций:
- Откройте ацетиленовый клапан сначала на пол-оборота перед использованием фрикционного или Искра зажигалку, а не спичку, чтобы создать пламя, исходящее от факела. Между кончиком резака и пламя выходит из зажигалки.
Использование спичка для зажигания факела рискованна; вы можете случайно сжечь как только выйдет пламя. Некоторые факелы также поставляются со своими собственные устройства розжига, поэтому вручную зажигать их зажигалкой — ненужный.
- Черный дым или
вместе с пламенем может выходить сажа. Подождите, пока он не исчезнет
перед медленным открытием кислородного клапана. Кислород выделяется
удалит все желтые участки пламени, что важно для
нейтральное пламя.
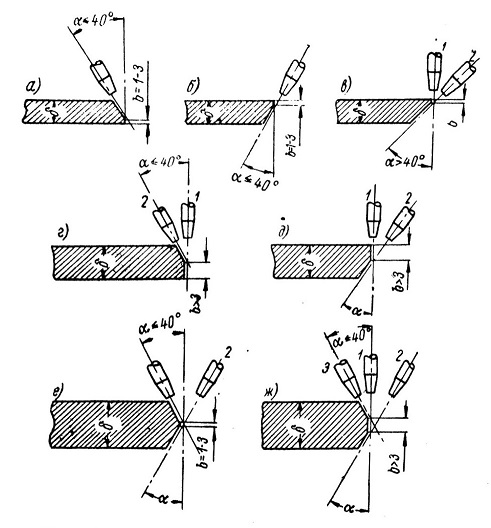 Подождите, пока он не исчезнет
перед медленным открытием кислородного клапана. Кислород выделяется
удалит все желтые участки пламени, что важно для
нейтральное пламя.
Подождите, пока он не исчезнет
перед медленным открытием кислородного клапана. Кислород выделяется
удалит все желтые участки пламени, что важно для
нейтральное пламя.- Отрегулируйте оба клапаны для достижения нейтрального пламени, который должен иметь небольшой беловатый или ярко-синий центр и имеет четкую форму конуса.
При зажигании горелки, убедитесь, что наконечник направлен в сторону от людей или легковоспламеняющихся объект, чтобы избежать несчастного случая.
Размеры наконечников резака
Правильный выбор размер наконечника резака в основном будет зависеть от толщины разрезаемого металла и приложения. Хотя разные советы служат той же цели, вы должны выбрать правильный наконечник резака чтобы было легче добиться качественного реза на металле.
У каждого производителя резаков своя
рекомендации по размеру наконечника или сопла в зависимости от толщины
плиты или металла. У них также есть разные способы классификации
различные размеры наконечников резака, но стандартной практикой является
присвоение номера. Меньшее число указывает на небольшой размер наконечника, в то время как
высокое число указывает на большой размер наконечника.
Меньшее число указывает на небольшой размер наконечника, в то время как
высокое число указывает на большой размер наконечника.
Как правило, чем толще металл, тем больше необходимого размера сопла или наконечника. Это означает тонкую пластину требуется наконечник с маленькой насадкой для точного среза, а такого наконечника недостаточно для резки толстого металла.
Наконечники резака общего назначения имеют доступны другие размеры. Этот вариант позволяет им прорезать металлы различной толщины, от дюйма до 12 дюймов толстый. С другой стороны, специальные насадки, например, угловые, иметь более ограниченные размеры.
Обратите внимание, что наконечники резака большего размера с соплами большего размера потребуется больше кислорода и ацетилена для создайте нейтральное пламя и уменьшите скорость, чтобы чисто прорезать металл.
Как использовать ацетиленовую горелку
Для использования ацетилена
резак для резки после правильной настройки оборудования, проведения
проверка на герметичность и зажигание резака, сначала необходимо предварительно нагреть
металл в процессе подготовки к резке. Не нажимайте рычаг резака, когда
при этом, поскольку имеющееся пламя достаточно горячее для предварительного нагрева,
не режущий.
Не нажимайте рычаг резака, когда
при этом, поскольку имеющееся пламя достаточно горячее для предварительного нагрева,
не режущий.
Сделайте это на одном из края или концы разреза, которые нужно сделать, желательно в самом трудном раздел, который нужно вырезать. Это смягчит металл, чтобы облегчить резка. Следите за предварительно нагретым металлом; остановись, когда металлическая поверхность имеет ярко-вишневый цвет. Этот цвет указывает что металл готов к резке.
Как только металл достаточно мягкий, медленно нажмите на рычаг горелки, чтобы зажглось пламя. подходит для резки.Начните с предварительно нагретого края, проверьте, не был сделан, и медленно продвигайтесь к другому краю металла на равномерной скорости и следуя отметке, которую вы оставили на металле.
Имейте в виду, что
металл остается горячим после резки, поэтому сначала дайте ему остыть
прежде, чем прикасаться к ним даже руками в перчатках. Кроме того, никогда не кладите
горящий факел на любой поверхности.
Какое отношение кислорода к Ацетилен?
Нейтральное пламя образуется при соотношении кислорода к ацетилену 1: 1.Тебе нужно этот вид пламени, если вы хотите качественный разрез, не затрагивая свойства металла. Это потому, что равное количество этих газы производят углекислый газ, который действует как защитный газ. Этот тогда защитный газ предотвращает окисление металла и дает вам чистый срез.
Настройки рабочего давления кислородно-ацетиленовой горелки: что вы устанавливаете?
Пока там должен быть равными количествами ацетилена и кислорода для получения нейтрального пламени, вы должны соблюдать правильные настройки давления при работе с кислородно-ацетиленовый резак.Обратите внимание, что отношение кислорода к давление ацетилена отличается от требуемого. Это означает, что кислород и ацетилен не должны иметь одинаковых показаний psi.
В целом кислород
давление должно быть выше, чем у ацетилена. Настоящий
настройка будет зависеть от используемого режущего наконечника и производителя
рекомендации. Но, как правило, большее давление и для кислорода, и для
ацетилен необходим для режущих кромок большего размера.
Но, как правило, большее давление и для кислорода, и для
ацетилен необходим для режущих кромок большего размера.
Если рекомендуемые настройки рабочего давления не указаны, безопасные числа составляют 40 фунтов на квадратный дюйм для кислорода и 10 фунтов на квадратный дюйм для ацетилена, независимо от размера режущего наконечника.Просто отрегулируйте их, пока не получите нейтральное пламя, но обращайте особое внимание на давление ацетилена, чтобы оно не превысило предел. Убедитесь, что вы проверили, указал ли производитель что-либо, когда речь идет об ацетилене и кислороде, и в этом случае всегда следует соблюдать эти настройки.
Какое максимальное рабочее давление для Ацетиленовый газ?
Максимальное рабочее давление для
газ ацетилена при использовании резака составляет 15 фунтов на квадратный дюйм или 103.4 кПа. Если
давление выходит за рамки этого, сырой ацетилен становится нестабильным и
становится опасным в использовании. Ацетилен — легковоспламеняющийся газ, и когда он
становится нестабильным, существует опасность самовозгорания. Сырой
ацетилен может вызвать взрыв даже при легком сотрясении.
Сырой
ацетилен может вызвать взрыв даже при легком сотрясении.
К счастью, этот риск сведен к минимуму. потому что ацетилен, хранящийся в цилиндрах или резервуарах, растворяется в ацетоне. Жидкий ацетон стабилизирует этот газ, предотвращая его горение. Также сами баллоны пропитаны ацетоном, что позволяет безопасно транспортировать или перемещать бензобак ацетилена или баллон.
Если давление ацетилена превышает 15 psi, для стабилизации будет израсходован ацетон, присутствующий в цилиндре. Хотя он положительно влияет на ацетилен, он отрицательно влияет на компоненты вашей системы. Ацетон может вызвать повреждение или износ любых пластиковых или резиновых деталей, влияющий на качество резки. Это также в конечном итоге приведет к отказу регулятора, остановившему вся система. Этот сбой является признаком присутствия ацетона. почти исчерпан и то, что в основном остается в цилиндре, опасно сырой ацетилен.
В худшем случае
резиновый шланг испортится до того, как регулятор выйдет из строя, потому что он
вытянул столько ацетона. И когда это происходит, происходит взрыв.
может произойти.
И когда это происходит, происходит взрыв.
может произойти.
Что вы выключаете в первую очередь, кислород или ацетилен?
Выключение резака, особенно с кислородом и ацетиленом, следует заказ для безопасной эксплуатации. Однако это предмет разногласий для много; некоторые считают, что клапан ацетилена необходимо выключить во-первых, в то время как другие выступают за прекращение подачи кислорода.
По мнению производителей, что сначала следует отключить кислород, а затем ацетилен, А не наоборот. Это позволяет сажи, осевшей на горелку сдувать ацетиленом. Накопление сажи может предотвратить плотное закрытие топливного клапана, что приведет к его утечка.
Этот метод также позволяет увидеть,
любая утечка присутствует до того, как вы полностью выключите
цилиндры. Если есть утечка ацетилена, небольшое пламя останется
после отключения кислорода затем ацетилен.Обнаружение возможного
утечка ацетилена имеет решающее значение для предотвращения взрыва.
Их можно поменять местами, но громкий хлопок будет более вероятным, если сначала выключить ацетилен, а не подавать кислород. Этот щелчок указывает на мини-воспоминание, и когда это происходит, вы должны немедленно выключить кислород. Даже мини-воспоминания могут быть потенциально опасными.
При использовании резака важно убедиться, что у вас есть правильная настройка, давление и настройки, и мы надеемся, что эта статья вам помогла!
Как работает процесс кислородно-топливной резки?
Что сокращает кислородное топливо?
Процесс газокислородной резки позволяет резать сталь, состав которой меньше.3% углерода. Мягкая сталь состоит из 98% железа, 1% марганца, углерода до 0,3% и различных других элементов в небольших количествах. Газокислородная резка не позволяет резать цветные металлы, такие как алюминий, нержавеющая сталь, латунь или медь. Такие элементы, как хром, никель, молибден, препятствуют резке стали с помощью кислородно-топливного процесса. Марганец, кремний, фосфор и сера в нормальных количествах мало влияют на процесс резки.
Марганец, кремний, фосфор и сера в нормальных количествах мало влияют на процесс резки.
Это просто тепло и добавленный кислород, что приводит к быстрому окислению.В кислородно-топливных резаках используется медный наконечник с рядом отверстий, расположенных по кругу, для подачи смеси топливного газа и кислорода для создания пламени предварительного нагрева. Температуры подогрева пламени будут находиться в диапазоне от 4 440 ° до 6 000 ° F в зависимости от используемого топливного газа и отрегулированного отношения кислорода к топливному газу.
Какая толщина !? Механизированные кислородно-топливные резаки, которые обычно имеют длину 10 или 18 дюймов, обычно рассчитаны на резку от 12 до 15 дюймов. Некоторые специализированные механизированные резаки рассчитаны на резку до 30 дюймов и более.Для резки толстого листа не требуется высокое давление кислорода. Однако для резки толстого листа требуется гораздо больший объем кислорода. Кроме того, шланги и газовый коллектор должны быть спроектированы так, чтобы обеспечивать требуемый поток. Например, режущий станок, предназначенный для резки толстого листа с несколькими горелками, обычно имеет внутренний диаметр 1 дюйм. шланги подачи кислорода.
Кроме того, шланги и газовый коллектор должны быть спроектированы так, чтобы обеспечивать требуемый поток. Например, режущий станок, предназначенный для резки толстого листа с несколькими горелками, обычно имеет внутренний диаметр 1 дюйм. шланги подачи кислорода.
Природный газ (при наличии достаточного давления) обеспечивает отличную производительность и самую низкую стоимость на фут разреза.В качестве альтернативы пропан также даст отличные результаты. При резке низколегированной стали следует учитывать пропилен или пропиленовые смеси.
Ацетилен превосходит другие газы на тонкой пластине (менее дюйма). Однако в 1980-х годах этот сегмент рынка заняла плазма, а затем и лазер. Кроме того, ацетилен является самым дорогим топливным газом на кубический фут. Также требуется, чтобы многочисленные цилиндры были соединены вместе, чтобы обеспечить необходимый поток для работы с несколькими горелками.
В Справочнике AWS указано:
- Кислород, используемый для резки, должен иметь чистоту 99,5% или выше
- Более низкая чистота снижает эффективность операции резки
- Уменьшение чистоты кислорода на 0,1% снижает скорость резки на 10%
- Кислород низкой чистоты также увеличивается количество и устойчивость шлака к прилипанию
- Чистота кислорода ниже 95% приводит по существу к неприемлемому действию плавления и промывки
Цельные режущие наконечники обычно предназначены для резки с ацетиленом. Цельные наконечники выполнены из меди с просверленным и обжатым отверстием для центрального потока кислорода при резке и от четырех до шести просверленных отверстий для потока подогреваемого газа.
Цельные наконечники выполнены из меди с просверленным и обжатым отверстием для центрального потока кислорода при резке и от четырех до шести просверленных отверстий для потока подогреваемого газа.
Наконечники, состоящие из двух частей, имеют внешнюю медную оболочку и внутреннюю вставку с несколькими шлицевыми шлицами для подачи подогреваемых газов. Двухкомпонентные режущие наконечники обычно предназначены для резки с использованием альтернативных видов топлива, таких как природный газ и пропан.
Собранный состоящий из двух частей наконечник Victor Equipment слева, а также медная оболочка и латунная вставка.Справа показан цельный медный наконечник. Правый наконечник Каждый производитель наконечника резака предоставляет таблицы с указанием наконечника подходящего размера в зависимости от толщины материала. Ниже приведена диаграмма от Harris для их горелки стиля 98-6 при использовании в качестве топлива пропана или природного газа. Высококачественные результаты требуют тщательного соблюдения технологической карты резки
В наконечниках с прямым отверстием обычно используется режущий кислород от 40 до 60 фунтов на квадратный дюйм. Наконечники для машинной резки обычно представляют собой наконечники с расходящимися отверстиями с коническим или расширяющимся выпускным отверстием.Наконечники с расходящимся отверстием используют расход кислорода для резки 70–100 фунтов на квадратный дюйм и обеспечивают увеличение скорости резания на 25% по сравнению с наконечниками с прямым отверстием.
После зажигания подогреваемых газов пламя подогрева настраивается на нейтральное пламя (равное количество топлива и кислорода), окислительное пламя (избыточное количество кислорода) или науглероживающее пламя (избыточное количество топлива). Газокислородная резка обычно выполняется нейтральным пламенем.
Пламя предварительного нагрева регулируется для получения более мягкого или более агрессивного пламени за счет увеличения количества топлива и кислорода. Некоторые называют эту технику «подъемом вверх» по пламени. Агрессивное пламя предварительного нагрева быстрее доводит металл до температуры воспламенения.
Некоторые называют эту технику «подъемом вверх» по пламени. Агрессивное пламя предварительного нагрева быстрее доводит металл до температуры воспламенения.
Basic предлагают ручную регулировку подъемника / опускания резака оператором. Современные системы автоматически управляют подъемником резака с помощью электронной схемы, измеряющей емкость или индуктивность между резаком и разрезаемым металлом. Наконечник горелки расположен над пластиной на высоте, соответствующей используемому топливному газу.
Пламя предварительного нагрева с ацетиленом устанавливается прямо над поверхностью пластины для обеспечения максимального тепловложения. Пламя предварительного подогрева природного газа и пропана устанавливается примерно на ¾ дюйма над пластиной для максимальной подводимой теплоты.
СВЯЗАННЫЕ:
СТАНОК ПЛАЗМЕННОЙ РЕЗКИ с ЧПУ
Время предварительного нагрева Если пламя предварительного нагрева очень мягкое, время для достижения температуры растопки может занять до 2 минут. Если пламя сильного предварительного нагрева достаточно агрессивное, время предварительного нагрева материала от ½ ”до 6” может составлять всего 10 секунд.
Если пламя сильного предварительного нагрева достаточно агрессивное, время предварительного нагрева материала от ½ ”до 6” может составлять всего 10 секунд.
Пламя предварительного нагрева должно образовывать «звездообразный» узор на пластине во время предварительного нагрева пластины перед подачей кислорода для резки — как показано ниже.
Внутри круга подогреваемого пламени есть отверстие, через которое проходит поток кислорода высокой чистоты. Поток разреженного кислорода включается, когда металл приобретает оранжевый цвет, который является его температурой возгорания (1600 — 1800 ° F). Нейтральный предварительный нагрев пламени с режущей струей кислорода Поток кислорода высокой чистоты вызывает быстрое окисление стали, и эта реакция является сильно экзотермической.Экзотермическая реакция — это химическая реакция, при которой выделяется энергия за счет света или тепла. Поток кислорода заставляет сталь фактически загораться, как бумага или дерево. Поток кислорода для резки стали заданной толщины одинаков независимо от того, какой топливный газ используется. Слишком мало кислорода вызывает медленный и неровный разрез. Слишком много кислорода вызывает широкий вогнутый разрез.
Слишком мало кислорода вызывает медленный и неровный разрез. Слишком много кислорода вызывает широкий вогнутый разрез.
Оператор должен выбрать подходящий топливный газ для задачи и режущий наконечник подходящего размера.Источник газов и шланги (как топливный газ, так и кислород) должны обеспечивать необходимый поток при заданном давлении. Необходимо правильно настроить давление кислорода и топливного газа. Пламя предварительного подогрева (слабое и сильное) должно быть отрегулировано с учетом надлежащего отношения кислорода к топливному газу. Скорость резки необходимо установить в соответствии с технологической картой резки. Необходимо установить высоту прожига, время предварительного нагрева и время прожига. Во время резки необходимо соблюдать правильное расстояние от наконечника резака до рабочего расстояния.
Управление процессами с ЧПУ Базовые системы требуют, чтобы оператор машины вручную регулировал давление, скорость прожига и время обработки событий для каждой работы. Однако современные системы ЧПУ все чаще включают в себя встроенные технологические карты резки, которые подсказывают оператору станка, как выполнять резку. После того, как оператор станка выбирает производителя резака, толщину материала и используемый топливный газ, в таблице резки обычно отображаются предлагаемая скорость резки, давление газа, время технологических процессов (время предварительного нагрева, время прожига) и наконечник резака правильного размера.
Однако современные системы ЧПУ все чаще включают в себя встроенные технологические карты резки, которые подсказывают оператору станка, как выполнять резку. После того, как оператор станка выбирает производителя резака, толщину материала и используемый топливный газ, в таблице резки обычно отображаются предлагаемая скорость резки, давление газа, время технологических процессов (время предварительного нагрева, время прожига) и наконечник резака правильного размера.
Система управления газом должна обеспечивать возможность индивидуального управления давлением для топлива с низким предварительным нагревом, кислорода с низким предварительным нагревом, топлива с высоким предварительным нагревом, кислорода с высоким предварительным нагревом и кислорода для резки.Он также должен контролировать скорость подъема кислорода для резки во время прожига, чтобы минимизировать чрезмерное разбрызгивание во время прожига. Контроль скорости прожига особенно важен при прошивке стали толщиной более 2 дюймов.
Hypertherm имеют аналоговые выходы, которые могут управлять пропорциональными регуляторами газа, как показано на схеме ниже. Использование этой стратегии позволяет сократить количество регуляторов, необходимых для системы подачи газа, с обычных шести до трех, как показано ниже.Аналоговые выходы доступны для трех каналов: топливный газ, кислород для предварительного нагрева и кислород для прожига / резки.
Регулировка давления и таймеры
При настройке давления газа или таймеров используйте программную клавишу Применить, чтобы отправить давление в систему резки. По мере того, как вы настраиваете систему в соответствии с вашими требованиями, вы можете выбрать «Применить», изменить давление на экране и снова выбрать «Применить», не выходя из экрана.
 Автоматический контроль высоты и внутреннее зажигание
Автоматический контроль высоты и внутреннее зажигание Горелка и система управления IHT FIT + Three предлагает возможность автоматического поддержания высоты резака на высоте пластины, а также зажигание газов по команде от ЧПУ. Система контролирует высоту предварительного нагрева, высоту прожига, высоту резки и высоту отвода после резки.
IHT FIT + Три механизированных резакаРешения для газокислородной резки
Подпишитесь здесь, чтобы получать последние новости от Park Industries ®Из всех компаний, с которыми мы имеем дело в сфере оборудования и инструментов, услуги реагирования и обслуживания Park Industries являются лучшими.
Грант Лайман
Производство и поставка спраггинов
После изучения множества плазменных столов, представленных на рынке, мы были взволнованы нашим решением использовать Park Industries®. Возможности KANO ™ вселили в нас уверенность в том, что мы можем выполнять более широкий круг задач, чем раньше.
Майк Бренсеке
Brenseke Welding & Fabricating
Служба поддержки клиентовPark была невероятно полезной, и мы очень довольны станком для плазменной резки KANO HD с ЧПУ.
Макс Стек
Brenseke Welding & Fabricating
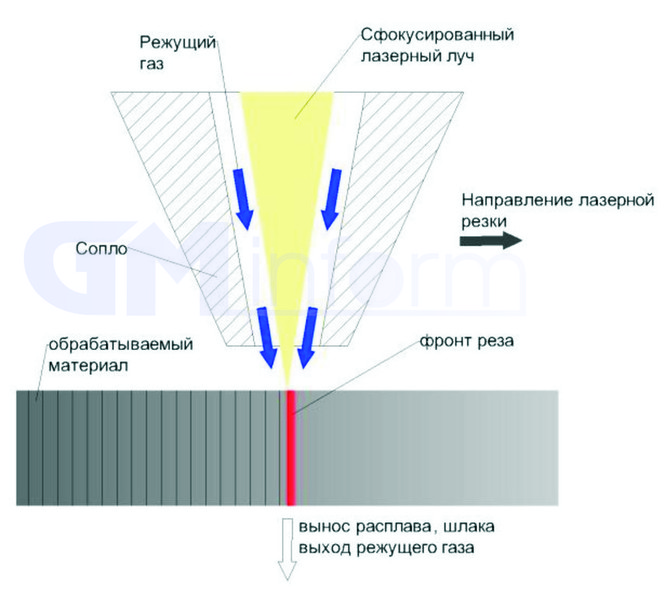 Благодаря тому, что мы легко общаемся со службой технической поддержки при возникновении каких-либо проблем, работать с нашим Kano можно без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса.Мы постоянно находим новые способы включения машины в нашу повседневную деятельность.
Благодаря тому, что мы легко общаемся со службой технической поддержки при возникновении каких-либо проблем, работать с нашим Kano можно без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса.Мы постоянно находим новые способы включения машины в нашу повседневную деятельность.Газовая резка: процесс, технологии и преимущества
Прочитав эту статью, вы узнаете: — 1.Процесс газовой резки 2. Эффективность газовой резки 3. Оборудование 4. Ограничения.
Процесс газовой резки: Помимо использования ножовки, пилы, зубила и т. Д. Для резки металла, в настоящее время в промышленности широко используется газовая или кислородная резка.
Д. Для резки металла, в настоящее время в промышленности широко используется газовая или кислородная резка.
Газокислородная резка (OFC) аналогична сварке бытовым топливом, за исключением того, что:
(i) Используется окислительное пламя.
(ii) Использует газовый резак.
Процесс заключается в предварительном нагреве разрезаемого металла до температуры воспламенения (окисления), т.е.е., выше 870 ° C в случае стали.
Предварительный нагрев осуществляется пламенем кислородно-ацетиленового газа, которое подается из окружающих отверстий резака. Когда эта температура достигается, струя кислорода под высоким давлением из центрального отверстия резака направляется на раскаленный металл.
Металл быстро окисляется, образуя шлак. Этот шлак вымывается струей кислорода.
Процессы резки стали состоят из следующих реакций:
3Fe + 2O 2 → Fe 3 O 4 + тепло (27000 кал.)
Успешность процесса газовой резки зависит от двух факторов:
(i) Применяется только тогда, когда температура воспламенения (окисления) разрезаемого металла ниже его точки плавления.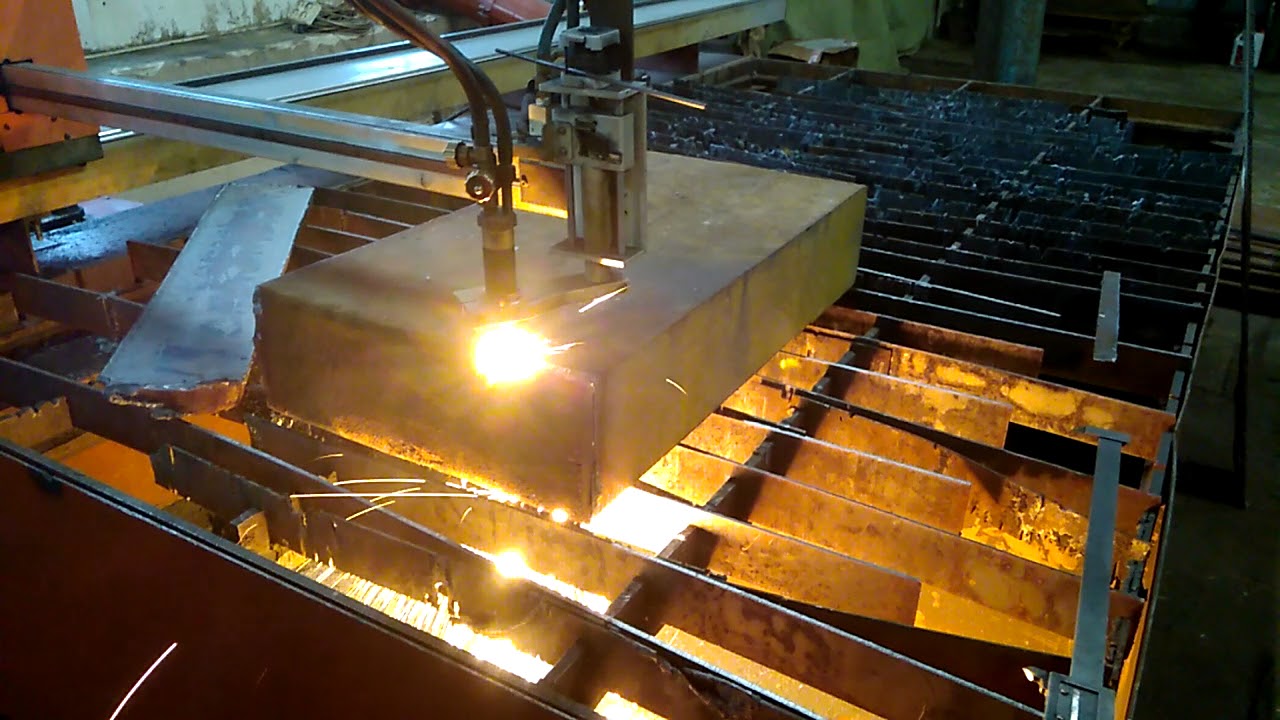
(ii) Процесс включает обеспечение того, чтобы температуры плавления образующихся оксидов были ниже, чем у самого основного металла.
Хотя ацетилен обычно используется в качестве топлива в этом процессе, можно также использовать другие газы, включая бутан, метан, пропан, природный газ.Водород иногда используется в качестве топливного газа, особенно под водой, чтобы обеспечить мощное пламя предварительного нагрева.
Эффективность газовой резки:Как правило, существует взаимосвязь между скоростью перемещения резака и гладкостью режущей кромки. Чем выше скорость движения, тем грубее режущая кромка.
Равномерная широкая щель, называемая пропилом, прорезается потоком кислорода под высоким давлением. Маркировка на сторонах кевта называется перетаскиванием, как показано на рис.7.42. Если скорость движения резака высока, нижний разрез отстает от верхнего разреза, и линии сопротивления искривлены.
Правильно сделанный разрез будет иметь параллельные и равномерно расположенные линии перетаскивания и квадратные края. Эти линии перетаскивания указывают на качество и скорость движения. Линии перетаскивания выражаются в процентах от толщины разрезаемого металла.
Эти линии перетаскивания указывают на качество и скорость движения. Линии перетаскивания выражаются в процентах от толщины разрезаемого металла.
Во время резки допускается лобовое сопротивление 10–12%. Большой процент сопротивления указывает на плохую технику резания и может привести к множеству дефектов резания.Это дается формулой.
Оборудование для газовой резки:Оборудование, используемое для газовой резки, аналогично оборудованию для газовой сварки, за исключением того, что сварочная горелка заменена резаком специальной конструкции.
Это оборудование перечислено ниже:
1. Горелка газовая.
2. Регуляторы давления.
3. Баллоны газовые.
4. Шланги и фитинги для шлангов.
5.Очки и очки.
6. Перчатки и фартук.
7. Зажигалка и гаечные ключи.
8. Клапаны цилиндров.
9. Отбойный молоток и проволочная щетка.
1. Газовый резак:
Газовый резак:
Газовый резак специальной конструкции показан на рис. 7.43. Наконечник резака имеет большее центральное отверстие, через которое струя кислорода режет металл. Это центральное отверстие окружено набором отверстий (обычно четыре), через которые подается кислородно-ацетиленовая смесь для предварительного нагрева.
Резак снабжен клапаном высокого давления от регулирующих клапанов кислорода и ацетилена. При нажатии на рычаг клапан высокого давления выпускает струю кислорода из центрального отверстия после предварительного нагрева.
2. Регуляторы давления:
Регуляторы давления установлены на верхней части цилиндров и снабжены клапаном. Функция регулятора — регулировать давление поступающего газа до необходимого рабочего давления. Они также служат для подачи газа с постоянным расходом.
3. Газовые баллоны:
Как и газовая сварка, используются два газовых баллона, один для кислорода, а другой для ацетилена.
4. Шланги и фитинги для шлангов:
Шланги и фитинги для шлангов используются для подачи газов от баллона к резаку.
5. Очки защитные:
Очки защитные с цветными линзами используются для защиты глаз оператора от ультрафиолетового и вредного инфракрасного излучения.
6. Перчатки и фартук:
Перчатки и фартук изготовлены из кожи и используются для защиты рук и одежды оператора соответственно.
7. Зажигалка и гаечные ключи:
Искровая зажигалка используется для воспламенения ацетилено-кислородной смеси на кончике резака. Другое оборудование выполняет ту же функцию, что и при газовой кислородно-ацетиленовой сварке.
Ограничения газовой резки:(i) Газовая резка успешно применяется только тогда, когда температура окисления (воспламенения) разрезаемого металла ниже его точки плавления.
(ii) Следовательно, газокислородная резка не рекомендуется для чугуна, поскольку его температура воспламенения выше, чем температура плавления.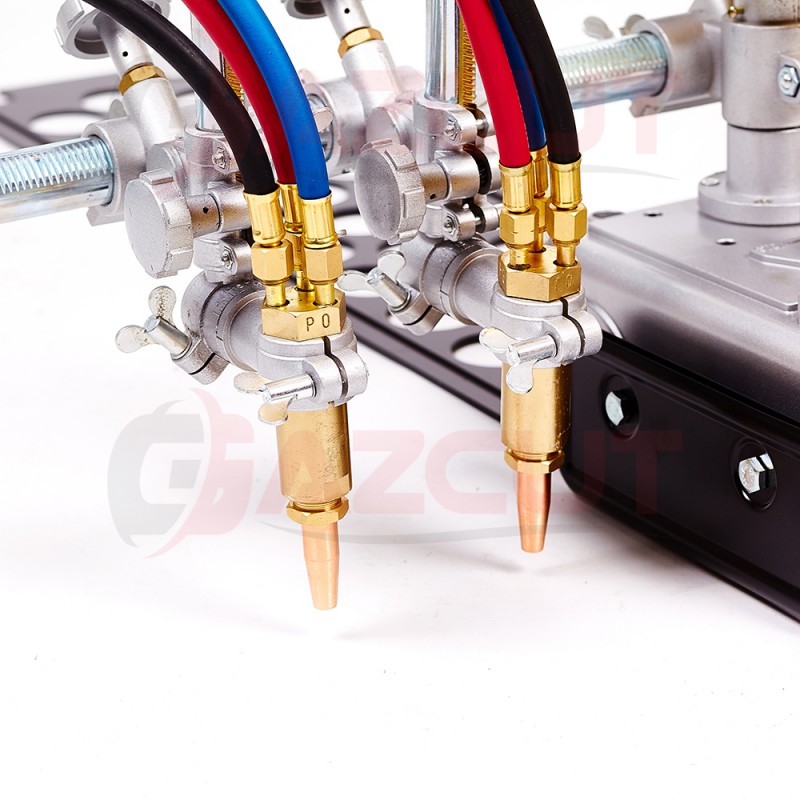
(iii) Еще одним условием успешного применения этого процесса является обеспечение того, чтобы температуры плавления образовавшихся оксидов были ниже, чем у основного металла, подлежащего резке.
(iv) Следовательно, этот процесс не подходит для резки нержавеющей стали, высоколегированного хрома, хромоникелевых сплавов и цветных сплавов, поскольку оксиды имеют более высокую температуру плавления, чем сам основной металл.
13 советов по газокислородной резке
Реклаймер, производящий переработанный полиэтилентерефталат (rPET), контактирующий с пищевыми продуктами, который хочет остаться анонимным, говорит, что этот сегмент индустрии регенерации ПЭТ «висит на волоске в мире». НАС» учитывая проблемы, с которыми сталкиваются производители в этом сегменте. По его словам, главными из них являются качество тюков ПЭТ-бутылок, выход и цены на ПЭТФ.
Качество тюков
«Качество тюков в начале 2017 года по неизвестной причине упало на целых 5 процентов», — говорит реклаймер. «К лету качество, казалось, вернулось к норме в конце 2016 года, но показатели 2016 года намного ниже 2014 года по общему количеству ПЭТ и общему чистому ПЭТ».
«К лету качество, казалось, вернулось к норме в конце 2016 года, но показатели 2016 года намного ниже 2014 года по общему количеству ПЭТ и общему чистому ПЭТ».
Он говорит, что бумага составляет значительную часть этого дефицита, добавляя, что этот материал «ужасен для наших моечных систем».
Кен Преветт, менеджер по закупкам переработанных бутылок, для компании Unifi Manufacturing Inc. из Гринсборо, Северная Каролина, производителя ткани репрезент, также затронул вопрос качества тюков в середине октября во время Конференции 2017 года по переработке бумаги и пластмасс, которая была организованный медиа-группой Recycling Today.В сентябре прошлого года Unifi открыла свой центр обработки бутылок в Ридсвилле, Северная Каролина. В марте этого года компания объявила, что она получила письмо об отсутствии возражений от Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), разрешающее использовать ее хлопья из rPET в производстве упаковки, контактирующей с пищевыми продуктами.
Согласно презентации Prevette, обратная интеграция в процессы обработки бутылок и производства бутылок помогает репрезентиру получить высококачественное сырье для производства своей ткани.Центр обработки бутылок в Реперве производит 72 миллиона фунтов хлопьев из ПЭТФ в год, а в 2018 году его объем увеличится до 100 миллионов фунтов.
Загрязнение тюков — проблема, с которой завод должен бороться. Преветт сказал, что у тюков из ПЭТ-бутылок, которые закупает компания, типичный выход составляет от 60 до 65 процентов. По мере снижения урожайности завод по существу платит больше за пригодный для использования ПЭТ в тюке. Он привел два теоретических примера: пример A с выходом 60 процентов и пример B с выходом 65 процентов.Тюки ПЭТ-бутылок по цене 18,5 центов за фунт, включая фрахт, будут иметь реальную стоимость 28 центов за фунт при 35-процентной потере урожая и 31 цент за фунт при 40-процентной потере урожая.
«Мы несправедливо сообщаем MRF (предприятиям по рекуперации материала) о качестве тюков», — сказал Преветт.
Чтобы решить эту проблему, он сказал, что Центр обработки бутылок в Реперве намерен активно привлекать MRF, которые снабжают завод, ежемесячно обращаясь к решению конкретной проблемы качества тюков, предоставляя фотографии, иллюстрирующие тюки хорошего и плохого качества и подчеркивая последствия. для отгрузки несоответствующих тюков, а именно корректировок, вычетов и отклонений.
«Я думаю, что нам свойственно пытаться сообщить людям, почему так важно производить качественные тюки», — сказал он.
Обзор ПЭТ
Основные конечные рынки: Вторичный ПЭТ обычно используется в производстве волокна, пленки и листов, а также в контейнерах для пищевых продуктов и напитков.
Схемы потока: ПЭТ-бутылок, произведенных в США, в основном остаются на внутреннем рынке. Согласно «Национальному отчету о переработке пластиковых бутылок в США за 2015 год», в 2015 году около 24 процентов было экспортировано, в основном в Китай и Гонконг.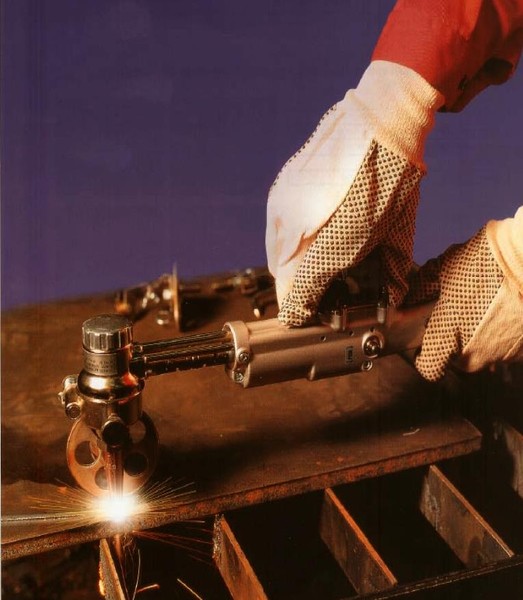 ”
”
Факторы спроса и предложения: Предложение зависит от постпотребительского поколения, в то время как спрос варьируется в зависимости от обязательств бренда, законодательства, требующего вторичного использования материалов, и цен относительно первичного материала.
Райан Павлински, менеджер по цепочке поставок и директор по развитию нового бизнеса Phoenix Technologies, Боулинг-Грин, штат Огайо, говорит, что его компания получает примерно 80 процентов входящих тюков из Огайо и близлежащих штатов, чтобы снизить углеродный след. Он тесно сотрудничает с поставщиками по вопросам качества, говоря, что отношения являются ключом к решению любых проблем в этой области.Если у Phoenix есть проблемы с качеством у поставщика, он говорит, что компании предоставляется план корректирующих действий, который необходимо реализовать. «Я действительно буду посещать MRF, если мне нужно», — говорит он.
Хотя это и не считается загрязняющим веществом, присутствие термоформов в тюках из ПЭТ-бутылок увеличивается, говорит специалист по утилизации. По его словам, термоформы составляют в среднем почти 10 процентов тюков из ПЭТ-бутылок, тогда как три года назад они составляли от 4 до 5 процентов. «Мы видели множество продуктов из крупных городов, где потребительские привычки имеют тенденцию к использованию готовых блюд, от 15 до 20 процентов.
По его словам, термоформы составляют в среднем почти 10 процентов тюков из ПЭТ-бутылок, тогда как три года назад они составляли от 4 до 5 процентов. «Мы видели множество продуктов из крупных городов, где потребительские привычки имеют тенденцию к использованию готовых блюд, от 15 до 20 процентов.
Тем не менее, Павлински говорит, что термоформы в среднем составляют от 2 до 5 процентов в процессах производства тюков Phoenix, добавляя: «Их общий эффект очень мал».
Рекламер говорит, что выход термоформ меньше, чем бутылок. «Термоформы приносят гораздо более высокий процент штрафов (от 30 до 50 процентов), которые для большинства операций не имеют ценности и представляют собой безвозвратные потери урожая».
Он добавляет, что хлопья, полученные из термоформ, имеют более низкую характеристическую вязкость (IV), которая является мерой молекулярной массы полимера, отражающей его температуру плавления, кристалличность и предел прочности на разрыв, чем хлопья, изготовленные из бутылок. «Это может вызвать проблемы у клиентов».
«Это может вызвать проблемы у клиентов».
Рекламер говорит, что его компания стирает мелочь, образовавшуюся в процессе его переработки, но говорит, что рынки для этого материала незрелые, «и долларовые убытки по-прежнему остаются большой дырой в наших карманах».
Преветт сказал: «Не все ПЭТ одинаковы по своей природе», добавив, что переработчики могут попытаться увеличить выход за счет обработки большего количества экспортных тюков, которые обычно содержат ПЭТ-бутылки с более толстыми стенками, тюки из бутылок или материал, образовавшийся в результате разрушения продукта и т. Д. постиндустриальный материал.
Спрос и цены
Несмотря на эти проблемы с качеством, спрос на тюки из ПЭТ остается высоким, говорят два источника MRF, хотя цены этого не отражают.
Ли Корнелл из First Star Recycling, Омаха, Небраска, говорит, что производство ПЭТ выросло почти на 30 процентов в зоне обслуживания компании, которая включает Омаху и Линкольн, Небраска.
По его словам, цены на разноцветные полиэтиленовые тюки варьируются от 10 центов за фунт до 16 центов за фунт. «Мы включаем термоформы в наши ПЭТ-тюки, и наш покупатель позволяет это», — говорит он.
«Мы включаем термоформы в наши ПЭТ-тюки, и наш покупатель позволяет это», — говорит он.
Преветт сказал, что, когда цены на нефть находятся в диапазоне от 46 до 52 долларов за баррель, без учета сезонных различий, тюки из ПЭТ колеблются от 12 до 16 центов за фунт.
Майт Куинн, менеджер по развитию бизнеса и маркетингу Sims Municipal Recycling, Бруклин, Нью-Йорк, говорит, что Sims также включает термоформы в свои разноцветные тюки из ПЭТ-бутылок. «Мы не ограничиваем процентное содержание, и на сегодняшний день естественно присутствующее процентное содержание было приемлемым для наших клиентов», — говорит она.
Куинн описывает спрос на тюки из ПЭТ как «такой же, как обычно», добавляя, что, хотя у компании есть клиенты, цены «посредственные».
Куинн говорит, что годовые цены на тюки «вначале были очень, очень низкими, а сейчас они все еще низкие, но немного выше. Я предполагаю, что они скоро выйдут из строя ».
Это ожидаемое снижение связано с намерением Китая запретить импорт постпотребительского лома пластика, который потенциально может наводнить внутренний рынок материалом.
По данным U.С. Таможня, о которой Преветт рассказал во время своей презентации, США ежегодно экспортируют в Китай от 450 до 500 миллионов фунтов бутылок в тюках. Он сказал, что в 2017 году экспорт этого материала в Китай увеличился по сравнению с прошлым годом; однако экспорт с июня по август сократился на двузначные числа по сравнению с тем же периодом 2016 года.
Преветт сказал, что запрет Китая на импорт ПЭТ-бутылок из США с января 2018 года может улучшить предложение тюков бутылок в Северной Америке и упростить цены на тюки. здесь.
Тем не менее, Павлински считает, что этот запрет затронет побочные продукты, производимые установками для регенерации ПЭТ, а не сами тюки ПЭТ-бутылок.
«Есть некоторые споры о том, есть ли в США избыточные мощности регенератора, достаточные для покрытия объема экспорта, который больше не отгружается», — говорит реклаймер. «Хотя количество регенерационных мощностей не вызывает сомнений, оценки ранее экспортированных сумм очень велики — от 400 до 800 миллионов фунтов в год. На нижнем уровне, — продолжает он, — есть емкость. На верхнем уровне нет, а это означает, что цены могут резко упасть ».
На нижнем уровне, — продолжает он, — есть емкость. На верхнем уровне нет, а это означает, что цены могут резко упасть ».
Цены на хлопья и гранулы из РПЭТ также мягкие. «Цены на готовую продукцию были ужасными», — говорит сборщик. Он объясняет это давлением низких спотовых и контрактных цен на первичную нефть, а также импортных хлопьев.
«В последнее время ценообразование было неэкономичным с учетом цены и качества сырья», — говорит он о rPET. «Цены сегодня лучше, чем в прошлом месяце, но экономика по-прежнему неблагоприятна, поскольку цены на тюки не меняются.
Он описывает спрос на rPET как «сильный, но чрезвычайно чувствительный к цене», добавляя: «Независимо от того, что бренды могут сказать обратное о своей приверженности устойчивости, их покупка rPET зависит от цены в гораздо большей степени, чем любым другим фактором ».
Производство первичного ПЭТ
В октябре цены на вторичный ПЭТ на спотовом рынке США резко выросли, что снизило ценовое давление на ПЭТФ.
Этот всплеск был результатом сокращения U.По его словам, производство S. производилось из-за проблем с кредитами в M&G, что затруднило для компании получение очищенной терефталевой кислоты (PTA). Также резкому росту способствовали антидемпинговые иски, которые могли сократить импорт ПЭТ, особенно из Азии.
«Девственное дополнение, которое вызвало подземные толчки в прошлом году, — это завод M&G в Корпус-Кристи (Техас)», — говорит специалист по утилизации. «Неясно, были ли эти опасения преувеличенными, потому что новые мощности могли фактически быть заменяющими мощностями (хотя и с более низкой производственной стоимостью), а не дополнительными мощностями.
Он добавляет: «В любом случае Корпус Кристи приостановлен — возможно, на год или более — пока не закончится битва за контроль / кредит».
Рекламер говорит, что он видел оценки того, что M&G может выйти из рынка NAFTA (Североамериканское соглашение о свободной торговле) на весь 2018 год, удалив с рынка 900 миллионов фунтов первичного ПЭТ. «Я не верю, что мощности РПЭТ достаточно, чтобы восполнить дефицит».
«Я не верю, что мощности РПЭТ достаточно, чтобы восполнить дефицит».
Похоже, что неопределенность и качество тюков будут продолжать преследовать сектор ПЭТФ в ближайшем будущем.
Автор является управляющим редактором журнала Recycling Today , с ним можно связаться по адресу [email protected].
Как использовать сварочную горелку
Сварка горелкой может быть продуктивным и творческим способом разумно использовать свое время и создавать то, чем можно гордиться. Многие обычные люди воспринимают сварку горелкой как хобби, чтобы с нуля построить все, от кронштейнов, ворот, заборов и рам до целых мотоциклов и автомобилей.
Но многие новички задаются вопросом, как эффективно использовать сварочную горелку?
Есть несколько советов по технике безопасности и стандартных рабочих процедур, которым вы всегда должны следовать, начиная сварку горелкой в первый раз.Эти советы не только предотвратят несчастный случай, но и улучшат качество создаваемых вами проектов.
Основы сварки горелкой
Сварка горелкой существует уже давно. До появления электричества он широко использовался в сельском хозяйстве и сельской местности.
Сварочные аппараты с горелкой вырабатывают тепловую энергию за счет сжигания ацетилена и кислорода. Горелочное сварочное оборудование довольно эффективно и может обеспечивать температуру пламени до 3200 ° C или 5620 ° F.
Сварочный аппарат с горелкой достаточно универсален и может использоваться для самых разных проектов, от самых маленьких устройств до самых больших конструкций. Для этого требуется единое оборудование, которое может создать собственный портативный источник тепла. Сварочный аппарат можно использовать для нагрева, резки, сварки и пайки различных металлов. Он достаточно мощный, чтобы работать даже со сталью.
Аппарат для плазменной сварки
Базовая комплектация горелки состоит из двух баллонов высокого давления с разными газами.Один баллон содержит кислород, а другой — ацетилен.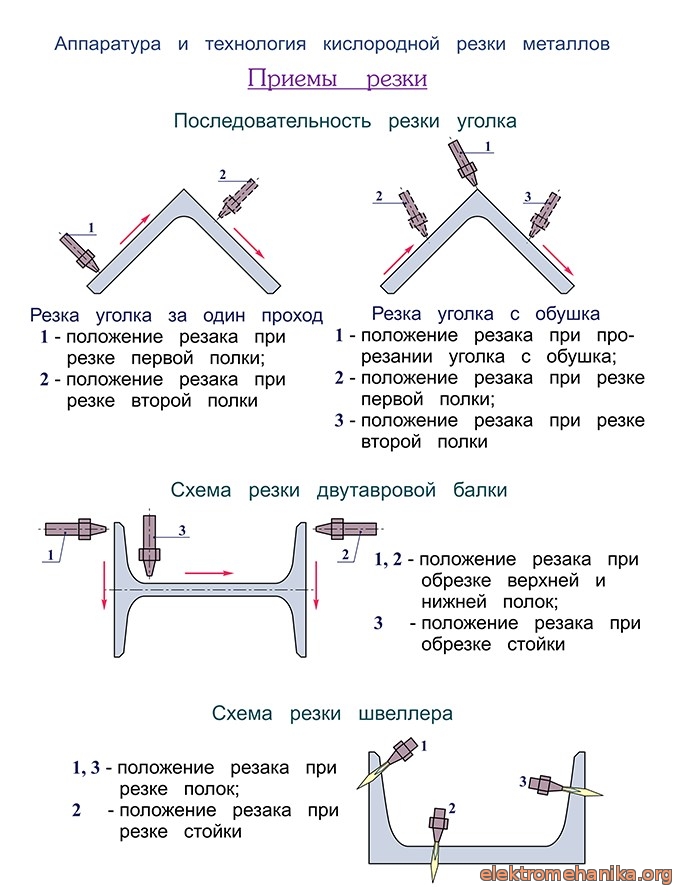 Оба цилиндра подключены к горелке через два соответствующих регулятора давления. Двойной шланг подает кислород и ацетилен от регуляторов.
Оба цилиндра подключены к горелке через два соответствующих регулятора давления. Двойной шланг подает кислород и ацетилен от регуляторов.
Для получения желаемого результата к соплу горелки можно подсоединять различные типы наконечников. Ручка может быть оснащена режущей головкой, сварочным наконечником или нагревательной насадкой для резки, сварки или формования металла по мере необходимости.
Если вы используете резак для резки металла, вам понадобится дополнительный режущий наконечник, который прикрепляется к концу режущей головки.Этот дополнительный наконечник помогает контролировать толщину пламени, что облегчает резку даже более толстых металлов.
В большинстве случаев сварочное оборудование с горелкой на кислородной и ацетиленовой основе достигает одной и той же рабочей температуры — 5620 градусов. Некоторые люди ошибочно полагают, что больший бак означает более высокие температуры, в то время как меньший бензобак создает более низкие температуры. Это неправда. Размер ваших газовых баллонов никак не повлияет на температуру пламени. Это влияет только на то, как долго продлится пламя.
Размер ваших газовых баллонов никак не повлияет на температуру пламени. Это влияет только на то, как долго продлится пламя.
Перед началом работы над проектом рекомендуется заправить баллоны соответствующим газом. Это избавит вас от проблем с газом во время работы. Заправить газом можно в большинстве магазинов сварочных материалов.
Подготовка к сварке горелкой
Безопасность должна быть вашей главной заботой всякий раз, когда вы работаете над сварочным проектом. Обязательно наденьте защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, обувь для сварщиков и хорошо прикрывайте глаза и лицо.
При сварке горелкой образуется очень большое пламя. Вы также получите много брызг при резке металла. Убедитесь, что вы работаете на открытом пространстве и поблизости нет легковоспламеняющихся материалов или химикатов, которые могут вызвать пожар.
Перед включением резака проверьте следующее.
- Убедитесь, что регулировочные винты давления регулятора вывернуты полностью
- Убедитесь, что клапаны горелки полностью закрыты
- Держитесь на расстоянии от передней части регулятора
- Медленно откройте вентили баллона с кислородом и ацетиленом
- Осторожно отрегулируйте винты регулятора p /, чтобы изменить настройки давления
- Проверьте клапаны горелки, открывая и закрывая их по отдельности, и настройте параметры давления на регуляторах
- Если вы режете металл, нажмите режущий рычаг и отрегулируйте давление, прежде чем зажигать пламя
Запуск резака
Выполните следующие действия, чтобы зажечь фонарик.
- Продуть газовые трубопроводы кислорода и ацетилена по отдельности
- Открыть кран топливного газа, не более чем на 1/2 оборота
- Немного наклоните зажигалку, чтобы немного топлива осталось в искровой чашке, и медленно зажгите факел с помощью бойка
- Увеличивайте поток ацетилена в горелку до тех пор, пока пламя не покинет конец наконечника и не перестанет выходить дым из пламени
- Уменьшайте давление до тех пор, пока пламя не вернется в кончик пистолета
- Откройте кислородный клапан и регулируйте его до нейтрального пламени
- Нажмите кислородный рычаг и внесите необходимые корректировки в пламя
Применение оборудования для резака
Сварку горелкой можно использовать для различных целей, включая резку, сварку и нагрев металла.
Резка металла
Резка — наиболее широко используемый процесс при сварке горелкой. К ручке горелки нужно прикрепить режущую головку и на конце подсоединить режущий наконечник.
Насадка и наконечник сжигают смесь газообразного ацетилена, обогащенного кислородом, для создания критически высоких температур. Когда кислородный рычаг нажат, он подает поток кислорода к пламени, который может прорезать большинство типов металлов.
Преимущества газовой резки
- Этот способ резки металла горелкой достаточно портативный
- Он создает длинное пламя, которое может разрезать толстый материал с помощью различных режущих наконечников.
- Это не требует большого мастерства, и даже новички могут быстро освоить его
Недостатки газовой резки
- Смесь кислородно-ацетиленового газа подходит только для резки сталей на основе железа
- Если вы используете неправильный режущий наконечник, более высокая температура может деформировать тонкие металлы
Металлическое отопление
Горелки также широко используются для нагрева металла.Конкретный нагревательный наконечник, обычно используемый для этой цели, обычно не входит в базовую комплектацию фонарика, но вы можете купить его отдельно.
Нагревательный наконечник крепится непосредственно к ручке резака. Этот нагревательный наконечник имеет несколько отверстий в сопле, которые позволяют нескольким источникам пламени выходить из наконечника. Это многократное пламя может быстро нагреть большую площадь металлической поверхности, что облегчит сгибание или выпрямление металлической детали.
Преимущества газового отопления
- Горелка может нагревать металл намного быстрее, чем любое другое газовое отопительное оборудование
- Легкое и портативное оборудование для работы на открытом воздухе
- Этому легко научиться, не требуя особых навыков
Недостатки газового отопления
- Для нагрева металла требуется много топлива, и это может стать дорогостоящим
Сварка металлов
Хотя это не самый предпочтительный метод сварки, для сварки также можно использовать горелочное оборудование.Вы можете прикрепить сварочный наконечник к ручке горелки, чтобы получить желаемый эффект.
Контролируемое пламя используется для создания очень высокой температуры, при которой основной металл плавится до состояния лужи или жидкости. На этом этапе пруток для газовой сварки погружается в расплавленную ванну. Стержень пропитывается основным металлом, и они становятся одним куском металла, создавая сварной шов.
Сварочный стержень должен соответствовать комбинации стали основного металла для получения чистого плавления и хорошего качества сварных швов.
Преимущества газовой сварки
- Способ вполне переносной
- Может использоваться в сочетании с резкой и нагреванием
Недостатки газовой сварки
- Этот процесс требует больших навыков и не должен использоваться новичками
- Сварка горелкой работает только со сталями на основе железа, и вы обычно не найдете на рынке других наконечников металлических стержней
Связанные вопросы
Можно ли выполнять сварку ацетиленовой горелкой?
Ацетиленовая сварочная горелка предполагает использование смеси газообразного углерода, водорода и чистого кислорода для создания пламени, температура которого может достигать более 3000 ° C. Эта высокая температура достаточно высока, чтобы расплавить даже сталь. Он создает лужу расплавленного металла, которую можно соединить в валик для сварки металлических конструкций.
Эта высокая температура достаточно высока, чтобы расплавить даже сталь. Он создает лужу расплавленного металла, которую можно соединить в валик для сварки металлических конструкций.
Умеешь ли вы сваривать резаком?
Можно использовать один аппарат для кислородно-ацетиленовой сварки как для резки, так и для сварки. Однако вам потребуется прикрепить к соплу соответствующую режущую или сварочную насадку, чтобы получить подходящую горелку.
В чем разница между резаком и сварочной горелкой?
Резак используется для резки металла на более мелкие части, а сварочная горелка используется для соединения и соединения различных металлических частей вместе.
В газовой горелке, работающей на кислородном топливе, есть два кислородных клапана, в то время как сварочная горелка использует один клапан. Вы начинаете резать металл по краю одним резаком, а затем включаете второй клапан, чтобы прорезать лист.
Что вы включаете в первую очередь кислород или ацетилен?
После подключения баллона с кислородом и ацетиленом сначала необходимо включить баллон с ацетиленовым газом, чтобы зажечь пламя.