как вварить, врезка, как срезаться в стальную трубу без сварки, вварка в металлическую трубу разного диаметра
Содержание:
Врезать трубу в трубу необходимо в том случае, если определенная часть трубопровода должна подключаться к уже существующим коммуникациям – например, канализации или водопроводу. Такую работу можно выполнить даже своими руками, предварительно разобравшись с тонкостями работы. О том, как врезать трубу в трубу, и пойдет речь в этой статье.
Виды врезок в трубы
Перед тем, как врезать трубу в трубу, нужно разобраться с некоторыми вопросами, касающимися классификации врезок.
Врезки делятся на виды в зависимости от нескольких факторов:
- Назначение. Врезаться можно в водопроводные, канализационные и отопительные системы.
- Материал труб. Врезать можно трубы из пластика, чугуна, стали, полипропилена и металлопластика.

- Метод врезки. Для того, чтобы врезать трубу в трубу, можно воспользоваться сваркой или хомутами.

Учитывая все эти факторы, можно прийти к очевидному выводу – в каждом отдельном случае врезка трубы будет осуществляться по собственному алгоритму, поэтому им нужно уделить больше внимания.
Канализационные системы
Врезка в трубу канализации может потребоваться при монтаже системы с нуля или в том случае, если необходимо добавить несколько сантехнических приборов, требующих канализационного отвода.
Есть два принципиально разных способа врезки в канализацию, для одного из которых требуется разрезать трубу, а во втором можно обойтись без такого вмешательства (прочитайте: «Как сделать врезку в канализационную трубу – проверенные способы от мастера»). В любом случае, перед работой нужно знать, как врезаться в металлическую трубу без сварки и с ней, чтобы подобрать оптимальный вариант.
Разрезной способ врезки трубы в трубу
Для врезки в канализацию обычно используется разветвляющий тройник. Алгоритм работы не зависит от того, какой материал был изначально выбран для создания системы.
Алгоритм работы не зависит от того, какой материал был изначально выбран для создания системы.
Для реализации разрезного метода потребуется такой набор инструментов и материалов:
- Ножовка;
- Разветвляющий тройник;
- Патрубок-компенсатор;
- Герметик;
- Заглушка на трубу (требуется в том случае, если труба не будет подключаться к системе сразу).
В случае с металлическим стояком процесс монтажа будет выглядеть следующим образом:
- Сначала точно измеряется высота переходника, после чего необходимо в соответствии с полученным результатом сделать разметку на стояке;
- Размеченный отрезок трубы вырезается ножовкой, а на освобожденное место должен устанавливаться тройник;
- Дальше работа зависит от того, из чего сделан стояк: для металлического потребуется установка разветвителя при помощи сварки, а в случае с пластиковым стояком потребуется смонтировать подходящие раструбы, и только после этого собирать конструкцию.

Пластиковый стояк
Врезка в пластиковый стояк осуществляется так же, как и в предыдущем случае, но имеет ряд нюансов:
- Сначала нужно узнать габариты компенсатора, после чего их стояка вырезается часть соответствующего размера;
- Разрезанные края стояка перед дальнейшей работой нужно зачистить, чтобы избежать проблем, связанных с отсутствием герметичности;
- Верхняя часть разреза обрабатывается герметиком, после чего на конструкцию надевается патрубок;
- Следом при помощи герметика обрабатывается и нижняя сторона разреза, после чего можно фиксировать тройник;
- Узкая сторона компенсатора тоже намазывается герметиком и вставляется в тройник так, чтобы полученное соединение было достаточно плотным;
- Последний шаг – установка заглушки или окончательный сбор канализационной системы.
Как можно заключить из всего сказанного выше, особой разницы между монтажом металлических и пластиковых труб нет. Небольшие отличия заметны только в сложности разреза материала и способе соединения – например, металлические стояки могут фиксироваться сваркой или болтами.
Небольшие отличия заметны только в сложности разреза материала и способе соединения – например, металлические стояки могут фиксироваться сваркой или болтами.
Способ врезки без разреза
При необходимости врезка трубы в трубу может осуществляться и без разреза. Для работы потребуется переходник, при помощи которого выполняется врезка трубы в трубу разного диаметра.
Врезка в стальную трубу без сварки выполняется по следующему алгоритму:
- Сначала нужно договориться с жильцами верхних этажей о том, чтобы в это время никто не пользовался сантехническими приборами;
- В трубе высверливается отверстие, диаметр которого должен соответствовать диаметру подключаемого переходника;
- Установленный переходник фиксируется при помощи болтов и гаек.
Такой способ врезки не очень хорош: зачистить полученные заусеницы и шероховатости не получится, поэтому при использовании канализации все эти элементы будут буквально притягивать к себе различный мусор.
Системы водоснабжения
Врезка в водопроводную трубу требуется в нескольких случаях:
- При соединении домашней сети с внешними коммуникациями;
- При установке счетчиков;
- При необходимости подключения различных бытовых приборов.
Для того, чтобы врезаться в магистральный водопровод, проходящий возле дома, необходимо получить провести несколько исследований, получить массу разрешений и согласовать все действия с соответствующими органами (прочитайте: «Как выполняется врезка в трубу водопровода – варианты для разных материалов»). Делать это могут только службы, имеющие лицензию на осуществление данной деятельности, и профессиональные бригады, имеющие такой же набор полномочий. Самостоятельно заниматься этим нельзя, поэтому рассматривать процесс врезки в магистраль бессмысленно.
А вот создать несколько дополнительных линий водоснабжения в доме или квартире, к которым уже подведена вода, можно и своими руками. Естественно, точка врезки должна находиться за счетчиком, если он имеется. Зачастую при прокладке водопровода используются пластиковые трубы, имеющие немало достоинств.
Вварка трубы в трубу пластиковой магистрали выполняется просто:
- Первым делом нужно остановить подачу воды в систему;
- Точки врезки разрезаются при помощи болгарки или трубореза;
- В вырезанный участок монтируется тройник;
- После установки всех элементов вода запускается обратно в систему, после чего водоснабжением можно полноценно пользоваться.
Тройник устанавливается в трубу двумя методами:
- Монтаж по схеме установки стандартной электромонтажной муфты. Стыки конструкции предварительно обрабатываются при помощи сварки.
- Монтаж при помощи цанговых креплений и пресс-фитингов.
 Стыки конструкции предварительно обрабатываются при помощи сварки.
Стыки конструкции предварительно обрабатываются при помощи сварки.Заключение
Врезка в трубу – это простой, но порой очень нужный процесс, который без проблем выполняется самостоятельно. Перед работой необходимо подготовить все материалы с инструментами и тщательно разобраться в том, как вварить трубу в трубу.
вварить патрубок в пластиковый бак, впайка полиэтиленовой трубы, сварка труб корсис
Приварить пластиковую трубу в емкость, приварить фитинги любого диаметра в существующие емкости или трубы. Одной из наших услуг является вваривание патрубков, фитингов, резьбовых соединений и других элементов в уже существующие емкости и баки.
Полиэтиленовые трубы и полипропиленовые трубы используются в различных сферах: в водоснабжении и канализации, в системах дренажа и орошения загородных участков, в отоплении квартир. Полипропилен экологически чистый материал, который подходит под питьевую воду, поэтому основным применением полипропиленовых труб является разводка по квартире или дому напорных и безнапорных систем водоснабжения.
В системах водоснабжения и канализации также применяются полиэтиленовые трубы, которые обычно используются в наружной канализации, при необходимости мы можем осуществить сварку и монтаж полиэтиленовых соединений.
Сварка пластиковых труб позволяет получить надежное неразъемное соединение.
Полипропиленовые трубы гарантируют долгий срок службы, их стоимость невелика, а качество, надежность и долговечность пластиковых трубопроводов превосходит аналогичные металлические аналоги.
Правильно сваренные и смонтированные трубы прослужат Вам без проблем десятки лет. Качественный монтаж полиэтиленовых и полипропиленовых труб избавит Вас от проблем в дальнейшей эксплуатации всей системы водоснабжения.
Пайка полиэтиленовых труб большого диаметра. Иногда возникает необходимость приварить трубы, перегородки, дополнительные разводки или другие элементы. Мы поможем в этом. Если есть необходимость изготовить пластиковые понтоны из труб — вы обратились по адресу.
Пайка полипропиленовых труб в квартире самая распространенная услуга на данное время. Знающие люди меняют металлические трубы на пластиковые, так как с ним легко работать, он экологичный и в случае протечек легко ремонтируется.
Знающие люди меняют металлические трубы на пластиковые, так как с ним легко работать, он экологичный и в случае протечек легко ремонтируется.
Цена сварки труб рассчитывается из объема работ, количества узлов и диаметров разводки. На выполненные работы мы даем гарантию.
Сварка полиэтиленовых труб экструдерами также входит в перечень наших услуг.
Как приварить трубу к плоскости
На любом трубопроводе, который является магистральной конструкцией из скрепленных между собой труб при помощи соединительных элементов, так называемых фланцевых соединений, имеется как минимум два конца и каждый из них должен иметь фланцевую заглушку. Фланцевые заглушки, так же как и фланцевые соединения, имеют вид плоскости и крепятся к трубе в большинстве случаев при помощи сварки.
Для обеспечения герметичности трубопроводной системы необходимо произвести качественный сварочный процесс при выполнении работ по креплению фланцев и заглушек к трубе, который в итоге сводится к вопросу: как приварить трубу к плоскости.
Способы сваривания трубы с плоскостью
- Первый способ – это сваривание встык. Плоскость (фланец) состыковывается с трубой по всему периметру торца трубы, делаются прихватки и затем полностью обваривается. Такой процесс приваривания довольно сложен, поскольку сварочный процесс предусматривает применение всех видов сварочных швов:
- горизонтальных,
- потолочных,
- вертикальных.
При этом для выполнения качественного соединения от сварщика требуется наличие довольно высокой квалификации.
- Второй способ сваривания предусматривает, что плоские фланцы одеваются на трубу, после чего привариваются. Приварной фланец такого вида отличается значительным образом от приварного фланца встык. По ГОСТ, плоские приварные фланцы, которые одеваются на трубу, должны иметь технологический зазор 1-3мм, в зависимости от наружного диаметра трубы и внутреннего диаметра фланца. После того как плоский приварной фланец одет на трубу, выполняется сварка по внутренней части самого фланца и, соответственно, по его наружной части поверхности. Аналогично сварочному процессу приваривания фланца встык, сварочные швы в данном случае используются в трех видах: потолочном, вертикальном и горизонтальном. Однако швы расположены в двух местах на закрепленной плоскости (фланце) на трубе.
- Если плоский фланец приваривается к короткому патрубку, то патрубок с прихваченным фланцем устанавливается на специальное приспособление, после чего сварщик начинает сваривание. При образовании кратера необходимо плотно упереть чехольчиком обмазки электрода встык свариваемых деталей, удерживая электрод под наклоном 40-45 градусов к горизонтали, плавно проворачивая левой рукой фланец по мере горения электрода. Электрод должен оставаться неподвижным, а образование шва происходит в результате проворачивания свариваемых деталей. Сварочный процесс должен происходить без обрыва дуги, непрерывно. Таким же способом сваривается и внутренний шов.

Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основыКак сделать правильный дымоход для буржуйки своими руками: разбор работ
Буржуйка – печь с богатой историей и огромным количеством модификаций. Её низкая стоимость и мобильность привлекали дачников с начала двадцатого века. А в сейчас буржуйке отдают предпочтение за экономичность и, нередко, за привлекательный эстетический вид. Эта маленькая печь одновременно является отопительным прибором, плитой для приготовления пищи, камином и элегантным предметом интерьера. Одним из главных преимуществ буржуйки стали её скромные габаритные размеры. Для её установки достаточно определиться с тем, из чего и как сделать дымоход для буржуйки. Выбор нужно сделать между асбестоцементными трубами и металлическими. Последние значительно облегчают конструкцию и реже вызывают затруднения в процессе монтажа.
Особенности «буржуйного» дымохода
Дымоход в буржуйке состоит из двух частей:
- теплообменной;
- газовыводящей.

Выводящая труба со временем практически не изменялась. Раньше к буржуйке напрямую подсоединяли обыкновенную металлическую трубу, которая выходила на улицу. Сейчас используют определённые материалы, а дымоход подключают либо после заслонки, перекрывающей выход после окончания горения, либо к дымоотводящему каналу.
Внутри корпуса размещается теплообменная часть трубы. Как усовершенствованный и пожаробезопасный вариант конструкции, в буржуйках устанавливают коленный дымоход. Форму его теплообменных элементов и их расположение определяют вид печи и конструкция дымохода. Вытянутые в горизонтальной плоскости печи оборудуются «дымовой камерой» или «колпаком». В таких конструкциях отработанные газы через отверстие в боковой стенке попадают в этот отдел, увеличивая тем самым теплоотдачу буржуйки, и только после этого «вылетают в трубу».
Печи, вытянутые по вертикали, имеют более сложное устройство дымохода. В них используется та же коленная система, в которой для увеличения теплоотдачи используются наряду с коленными ещё и спиральные каналы. Такая конструкция задерживает дым и продлевает жизнь печи.
Порядок изготовления и монтажа конструкции
Делать кирпичный дымоход для буржуйки своими руками вряд ли стоит. Для мобильной печи он слишком громоздкий, материалоёмкий и дорогой. Асбестоцементные трубы можно, конечно, использовать, но есть несколько значимых недостатков:
- температурный порог — 300°С;
- быстро зарастание сажей из-за шероховатой внутренней поверхности;
- пожароопасность. Сажа, накопившаяся в трубе, рано или поздно, загорится, а такую температуру асбестоцементный дымоход не выдержит;
- постепенное разрушение асбеста из-за реакции с соляной кислотой, содержащейся в окислах;
- впитывание конденсата и последующая передача его на стены и крышу, что вызывает появление пятен и зловонного запаха.

Металлический дымоход значительно проще сделать и установить самому. При соблюдении правил и норм даже непрофессионал может обеспечить пожаробезопасность и правильную работу печки.
Буржуйка – лёгкая мобильная печь, поэтому для неё прекрасно подходит металлический дымоход
Правильный дымоход для буржуйки должен быть выполнен из легированной стали, специальное покрытие которой защитит трубу от вредного воздействия окислов. Когда речь идёт о печи, установленной на улице, изготовление и монтаж дымохода заключаются в том, чтобы подобрать трубу нужного диаметра и «воткнуть» её в нужное отверстие. Печь, в этом случае, используется как плита, а дымоотвод нужен, скорее, для того, чтобы дым не клубился над кастрюлями и не щипал глаза.
Если буржуйка находится на улице и используется как плита, то монтаж дымохода сводится к тому, чтобы просто «воткнуть» трубу в патрубок
Для буржуйки, установленной в помещении, делают дымоход с коленной системой. Покупать металлические трубы или делать их из листового металла – личное дело каждого. Обычно, если диаметр патрубка печи стандартный, с самоделками никто не возится, а вот если печь нестандартная во всех отношениях, то придётся всё делать своими силами.
Обычно, если диаметр патрубка печи стандартный, с самоделками никто не возится, а вот если печь нестандартная во всех отношениях, то придётся всё делать своими силами.
Чтобы установить на буржуйку дымоход, нужны следующие материалы (речь идёт о печи, установленной в помещении, с дымоходом стандартных размеров):
- одно колено 100*1200 миллиметров;
- два колена 160*1200 миллиметров;
- три колена для стыка 160*100 миллиметров;
- тройник 160 миллиметров с заглушкой;
- грибок 200 миллиметров;
- герметик.
Дополнительно могут понадобиться проходной стакан, противопроливневый козырёк, теплоизоляция и другие материалы. Всё зависит от типа помещения, в котором находится отопительный прибор.
Внутренний дымоход, расположенный в помещении, и внешний, выходящий на улицу, стыкуются на чердаке или в подкровельном пространстве.
При монтаже дымохода для буржуйки первый отрезок трубы фиксируется в печном патрубке или в дымоходном отверстии. Затем колено наращивается до перекрытия этажа.
Затем колено наращивается до перекрытия этажа.
Выводить дымоход можно как вверх через потолок и крышу, так и через окно. Проходной стакан при этом устанавливается в отверстии стекла
В потолочной плите вырезается отверстие соответствующего диаметра, по краям которого обязательно убирается теплоизоляция, и устанавливается проходной стакан. Через него пропускают трубу и стыкуют её с наружным дымоходом. Последнему нужно обеспечить теплоизоляцию и покрыть битумом. Поверх дымоходной трубы устанавливается грибок или искрогаситель, защищающий трубу от мелкого мусора, осадков, живности и вылетающих искр.
Правила и особенности ухода за дымоходом
Исправная и эффективная работа буржуйки зависит от состояния дымохода. А ему требуется систематический уход:
А ему требуется систематический уход:
- раз в год нужно осматривать наружную часть трубы на предмет обнаружения ржавчины, прогаров, трещин и других дефектов;
- ежегодно нужно чистить дымоход от сажи. Для этого в печи вместе с топливом сжигают специальный химический состав. Как вариант, можно закинуть в топку осиновые дрова. При горении они дают очень высокую температуру, которая выжигает сажу.
Имейте ввиду, что использование гири или ерша для механического очищения дымохода от сажи может повредить хрупкие металлические трубы.
Если ответственно походить к установке печки и монтажу дымохода, то при должной подготовке проблем не возникнет. Важно помнить о том, что буржуйка – это такой же отопительный прибор, как и котёл или камин, и при неправильной эксплуатации он может стать причиной пожара. Пренебрегать правилами и нормами категорически нельзя.
Оцените статью: Поделитесь с друзьями!Как врезать тройник в пластиковую трубу
Для этого необходимо выполнить отвод от существующего трубопровода, и возникает вопрос, как врезать тройник в пластиковую трубу.
Стандартная врезка
Стандартный способ заключается в том, чтобы установить штатный фитинг тройник на пластиковую трубу. Для этой цели перекрывается подача на трубопровод и из него сливается вся вода. Затем вырезается участок трубы требуемой длины, а на его место устанавливается фитинг. На трубу ППР монтаж выполняется путем впайки фитинга. На канализационную трубу ПНД он может устанавливаться методом сборки на уплотнителях или при помощи торцевой сварки. На металлопластиковую трубу надевается стандартный обжимной или пресс-фитинг.
Этот метод является наиболее надежным, но он применим далеко не всегда. Например, сложно выполнить монтаж на трубе, расположенной непосредственно возле стены. Также не всегда существует возможность слить воду из трубопровода. Поэтому часто приходится искать дополнительные варианты. Выполнить врезку легко и быстро даже в сложных условиях позволяет специальная деталь — накладная седелка.
Монтаж накладной седелки
Накладная седелка представляет собой специальный элемент в виде накладки, который позволяет врезаться в пластиковый трубопровод практически на любом его участке. Она надевается на трубопровод и надежно фиксируется на нем. С одной стороны накладки имеется патрубок, через который и будет выполняться ответвление трубопровода. Для фиксации могут использоваться специальные хомуты со стяжными болтами.
Она надевается на трубопровод и надежно фиксируется на нем. С одной стороны накладки имеется патрубок, через который и будет выполняться ответвление трубопровода. Для фиксации могут использоваться специальные хомуты со стяжными болтами.
Также врезка в ПНД трубы может осуществляться при помощи электросварной седелки. Она имеет в своей конструкции электрические нагревательные спирали, к которым после установки на трубу подается ток. В результате нагрева образуется прочное и герметичное соединение седелки с трубой. После того, как место сварки полностью затвердеет, через патрубок вырезается отверстие требуемого диаметра при помощи кольцевой фрезы. Некоторые модели седелок уже имеют в комплектации предварительно установленную в патрубке кольцевую фрезу, которую достаточно провернуть несколько раз гаечным ключом и затем вынуть из отверстия.
Установка под давлением
Если трубопровод невозможно отключить на время выполнения врезки, то используется специальная электросварная седелка для установки под давлением. Ее главной особенностью является наличие встроенной фрезы, которая размещается в герметично изолированном корпусе. Фреза может проворачиваться при помощи гаечного ключа или дрели. Модели таких электросварных седелок дополнительно оснащаются встроенным вентилем для перекрытия потока рабочей среды.
Ее главной особенностью является наличие встроенной фрезы, которая размещается в герметично изолированном корпусе. Фреза может проворачиваться при помощи гаечного ключа или дрели. Модели таких электросварных седелок дополнительно оснащаются встроенным вентилем для перекрытия потока рабочей среды.
После приварки седелки к основной трубе при помощи фрезы вырезается отверстие под патрубок. Кран перекрывают, после чего извлекают насадку со сверлом (при ее использовании) и фрезу. Затем к патрубку монтируют отводную трубу, после чего открывают кран на седелке. Этот метод позволяет оперативно выполнять монтаж отвода на пластиковом трубопроводе без его отключения.
ᐈ Заварить Трубу Киев — Прайс-лист 2021, Цена
В современном мире сварочные работы проводят во многих сферах – от микроэлектроники до промышленного строительства. Независимо от предназначения, цель сварочных работ – надежно скрепить поверхности, расплавив их и превратив после застывания в общий сплав. При этом важно соблюдать технологию, разбираться в свойствах материалов и не забывать о безопасности.
Виды сварочных работ
В зависимости от используемой энергии и прочих подходов к варке, отличают 3 вида работ с различными подвидами:
- Термический вид сварочных работ. В этом случае для плавления поверхностей применяют тепловую энергию. К этому виду относят дуговую, газовую и электрошлаковую сварку. При дуговой для нагрева поверхностей используют электрическую дугу, при газовой – пламя от горения газа, при электрошлаковой – теплоту электротока.
- Термомеханический. Это сварка с применением тепловой энергии давления. К этому виду относят контактную и диффузионную сварку. При контактной используют электроток с давлением, при диффузионной – давление и воздействие повышенной температуры для достижения диффузии атомов. Два основных вида диффузионной сварки – шлакопрессовая и газопрессовая.
- Механический вид сварочных работ. Это сварочные работы с использованием давления и механической энергии. Виды: холодная и ультразвуковая сварка, а также сварка взрывом или трением.
 Виды: холодная и ультразвуковая сварка, а также сварка взрывом или трением.
Виды: холодная и ультразвуковая сварка, а также сварка взрывом или трением.Самая востребованная сварка – аргонодуговая и ручная дуговая. Она целесообразна для соединения между собой металлических поверхностей толщиной до 3-4 мм. Почти все распространенные металлы (кроме алюминия, бериллия и магния) сваривают на постоянном токе. Для достижения качества важно тщательно очищать кромки. Еще один распространенный вид сварки – газовая. При этом варить можно автономно (подключение к электричеству не нужно). Вид подходит для сварки цветных металлов, легкосплавных, чугуна и т.п. Очистка от ржавчины, подогрев, пайка, работа с водопроводными трудами из металла – все это реально при газовой сварке.
Как заказать услуги сварщика
Заказывая сварочные работы, люди хотят добиться высокого качества, получить гарантии надежности и потратить на процесс оптимальную для них сумму. Все это реально, если правильно выбрать сварщика. Он должен соответствовать таким критериям:
- наличие своего аппарата;
- знание технологии;
- умение работать с материалами;
- соблюдение техники безопасности;
- ответственность, пунктуальность и вежливость.

Расценки на Заварить трубу в Киеве 2021
| Цены сварочных швов | Цена, грн./м2 |
|---|---|
| Нержавеющая сталь 1-2 мм | от 150 грн. |
| Нержавеющая сталь 2-4 мм | от 200 грн. |
| Нержавеющая сталь 4-8 мм | от 250 грн. |
| Алюминий 1,5-3 мм | от 250 грн. |
| Алюминий 3-5 мм | от 300 грн. |
| Алюминий 5-10 мм | от 400 грн. |
| Сталь 1,5-3 мм | от 150 грн. |
| Сталь 3-6 мм | от 250 грн. |
| Сталь 6-10 мм | от 300 грн. |
| Стоимость сварки труб | Цена, грн./м2 |
| Труба d21 | от 50 грн. |
| Труба d27 | от 60 грн. |
| Труба d34 | от 70 грн. |
| Труба d38 | от 75 грн. |
| Труба d42 | от 80 грн. |
| Труба d48 | от 90 грн. |
| Труба d60 | от 120 грн. |
| Труба d76 | от 140 грн. |
| Труба d89 | от 160 грн. |
| Труба d102 | от 180 грн. |
| Труба d108 | от 200 грн. |
| Труба d114 | от 220 грн. |
| Труба d127 | от 250 грн. |
| Труба d133 | от 270 грн. |
| Труба d159 | от 330 грн. |
| Труба d219 | от 370 грн. |
| Труба d273 | от 450 грн. |
| Труба d325 | от 520 грн. |
| Стоимость сварочных работ | Цена, грн./м2 |
| Каркас лестницы | от 800 грн. |
| Ворота | от 1000 грн. |
| Ограждения | от 650 грн. |
| Балконы | от 850 грн. |
| Беседки | от 3000 грн. |
| Навесы | от 500 грн. |
| Козырьки | от 600 грн. |
*Цена актуальная на Май 2021
Хотите заказать услуги сварки в Киеве у специалиста, подходящего под эти требования? Тогда не рискуйте и не выбирайте сварщика по объявлениям. Не стоит также переплачивать специализированным компаниям. Дешевле и надежнее найти специалиста с помощью сервиса Kabanchik.ua. Здесь вы сами выбираете сварщика по отзывам и рейтингу, сами предлагаете свою цену за работы и платите только по факту.
Удаление резонатора в ЗАО Москвы
Основное назначение резонатора — снижение громкости и скорости потока выхлопных газов перед попаданием в основной глушитель. Однако при этом несколько снижается мощность мотора, поскольку отработанный воздух не так свободно выходит из камеры сгорания. Каждый производитель при разработке выхлопной системы старается найти компромисс, который невозможен без определенных потерь.
Для чего производится удаление резонатора?
Многие автолюбители стараются улучшить характеристики своего автомобиля с минимальными финансовыми затратами. Один из способов — экономная модернизация выхлопной системы. Удаление одного из ее элементов — бюджетный вариант тюнинга.
Без резонатора звук выхлопа становится более громким и насыщенным. Появляются спортивные нотки, исчезает паразитный дребезг при смене оборотов вращения коленвала. Такого же результата можно достичь, установив специальную прямоточную выхлопную трубу. Однако этот вариант тюнинга довольно затратный.
Как правильно удалить резонатор?
Всегда найдутся «мастера-советчики» из числа соседей по гаражу или других «специалистов», которые предложат просто вварить кусок трубы вместо удаленного элемента. Да, это будет недорого, но система выхлопа будет работать в нештатном режиме. Последствия — ускоренный износ элементов системы и поломка.
Обратившись в сервис «Ваш глушитель», вы получите грамотную консультацию, и качественно выполненную работу.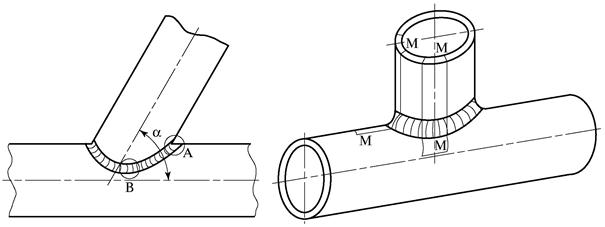 Наши специалисты произведут расчеты, изготовят вставку с правильными геометрическими параметрами. Удаление резонатора производится без ущерба для остальных элементов под днищем. Сварочные работы выполняются в среде нейтральных газов, что исключает перегрев и деформацию глушителя.
Наши специалисты произведут расчеты, изготовят вставку с правильными геометрическими параметрами. Удаление резонатора производится без ущерба для остальных элементов под днищем. Сварочные работы выполняются в среде нейтральных газов, что исключает перегрев и деформацию глушителя.
После монтажа вставки, мы обязательно проводим диагностику. При необходимости корректируется уровень выброса СО. Характеристики двигателя не будут ухудшены. Напротив, грамотное удаление резонатора немного увеличивает мощность.
Перед началом работ мастер нашей СТО вместе с клиентом оговаривает ожидаемый эффект. Для одного заказчика важна мощность, для другого — звук. Все пожелания учитываются в техническом задании. На выполненные работы дается гарантия.
Если Вы решили удалить резонатор — доверьте этот вопрос специалистам автосевиса «Ваш глушитель» в СЗАО г. Москвы (м. Мякинино, м. Крылатское, м. Строгино), и удаление резонатора будет «во благо», а не наоборот. У нас для этого есть все: специальное оборудование для работы с различными типами выхлопных систем, и опыт работников сервиса.
У нас для этого есть все: специальное оборудование для работы с различными типами выхлопных систем, и опыт работников сервиса.
Как лучше всего сваривать трубы?
Дуговая сварка экранированного металла (SMAW), также известная как палка, обычно является процессом сварки труб по умолчанию. Простой поиск в Интернете по сварке труб дает бесчисленное количество изображений сварщиков, использующих этот процесс, а также множество руководств о том, как правильно сваривать трубы с помощью сварки штангой. Однако, несмотря на широкое распространение, SMAW, вероятно, не лучший способ сваривать трубы. Это просто процесс сварки, который использовался для сварки труб дольше всего.
С момента разработки SMAW появилось несколько других процессов дуговой сварки, которые получили широкое распространение.Процессы дуговой сварки с подачей проволоки, такие как газовая дуговая сварка (GMAW) и дуговая сварка под флюсом (FCAW), значительно проще в исполнении, чем традиционная сварка штучной сваркой. Газо-вольфрамовая дуговая сварка (GTAW) требует больших навыков, но позволяет получать более чистые, точные и надежные сварные швы, которые служат дольше и устойчивы к коррозии и высокому давлению лучше, чем сварные швы, выполненные с использованием других процессов. Делает ли это GTAW лучшим способом сварки труб? Это зависит.
Газо-вольфрамовая дуговая сварка (GTAW) требует больших навыков, но позволяет получать более чистые, точные и надежные сварные швы, которые служат дольше и устойчивы к коррозии и высокому давлению лучше, чем сварные швы, выполненные с использованием других процессов. Делает ли это GTAW лучшим способом сварки труб? Это зависит.
Какой процесс сварки предлагает лучший метод сварки труб, зависит от того, какие качества процесса сварки считаются наиболее важными для данного проекта.Например, если скорость важнее всего, менеджер проекта может счесть FCAW лучшим. Принципы, используемые в FCAW, по сути такие же, как и в SMAW, но в FCAW поток обеспечивается сердечником проволочного электрода. Благодаря использованию проволочного электрода с непрерывной подачей, процесс выполняется быстро, а благодаря флюсу он также прост в использовании и позволяет избежать неудовлетворительных условий окружающей среды. Однако сварные швы, которые он производит, не идеальны. Для получения более качественного шва необходимо выбирать процесс сварки с использованием газовой защиты.
Однако сварные швы, которые он производит, не идеальны. Для получения более качественного шва необходимо выбирать процесс сварки с использованием газовой защиты.
GMAW и GTAW для защиты сварного шва в процессе сварки используется инертный газ. Использование этого газа приводит к более стабильной, предсказуемой и надежной сварке, чем процессы с использованием флюса. Хотя использование защитного газа означает, что этот процесс не идеален для полевых работ — ветер может легко унести газ — качество сварных швов, полученных с помощью этих процессов, привело к тому, что в некоторых проектах использовались специальные барьеры или даже возводились полные конструкции, позволяющие использование процессов сварки в среде защитных газов.Хотя GMAW превосходит GTAW с точки зрения скорости, процесс GTAW имеет несколько основных преимуществ, о которых мы поговорим ниже.
Сварка GTAW обеспечивает наиболее стабильные, чистые и надежные сварные швы Газовая дуговая сварка вольфрамом (GTAW) отличается от других процессов сварки в среде защитного газа тем, что в ней используется неплавящийся вольфрамовый электрод. Наконечник вольфрамового электрода, используемого при GTAW-сварке, также необходимо тщательно отшлифовать до правильной формы, которая будет варьироваться в зависимости от типа свариваемого металла.Защитный газ обтекает вольфрам, и когда зажигается дуга, электрод образует очень маленькую лужу расплава, которая остается чистой и которую можно направлять с невероятной степенью точности управления.
В руках квалифицированного сварщика GTAW-сварка позволяет получить очень аккуратные, точные и надежные сварные швы. К преимуществам сварки труб GTAW можно отнести:
- Универсальность: Он одинаково хорошо сваривает черные и цветные металлы. Процесс GTAW также отлично справляется со сваркой экзотических металлов и сплавов, таких как титан, Inconel®, Monel® и других сплавов специального назначения.Его можно использовать на очень тонких металлах, которые могут прожечь SMAW, FCAW или GMAW, и можно использовать как для самовоспламенения, так и для сварки, требующей присадочного материала.
- Качество: При правильном выполнении GTAW обеспечивает невероятно чистые сварные швы без шлака и брызг. Кроме того, сварные швы GTAW гораздо менее подвержены включению загрязняющих веществ, таких как водород и кислород, или случайных включений, таких как углерод и другие металлы. Подобные высококачественные сварные швы особенно важны при сварке труб, поскольку трубопроводы часто находятся под давлением.
- Надежность: Стабильность, качество и чистота GTAW-сварки означают, что полученные сварные швы намного более стабильны механически, чем сварные швы, выполненные другими методами. В результате у сварных швов GTAW меньше слабых мест и они лучше противостоят поперечной нагрузке, сжатию и внутреннему давлению. Чистота поверхности сварного шва также предлагает гораздо меньше возможностей для химической коррозии, что важно для трубных проектов, которые могут включать транспортировку агрессивных газов и жидкостей.
Преимущества дуговой сварки GTAW делают ее лучшим способом сварки труб для тех, кто ищет качественные сварные швы. К сожалению, процесс ручной GTAW-сварки имеет ряд недостатков. Освоить этот процесс сварки сложно, и требуется большая подготовка и опыт, прежде чем сварщик сможет правильно сварить GTAW. Кроме того, это очень медленный процесс, и, как следствие, ручное выполнение сварных швов труб с глубокими или узкими канавками занимает непомерно много времени. Обычно, если используется сварная труба с ручной GTAW, она используется только для корневого прохода — части сварного шва, находящейся в фактическом контакте с находящимся под давлением или коррозионным материалом в трубе, — в то время как остальная часть канавки заполняется с помощью FCAW, GMAW. , или даже процессы SMAW.Однако развитие автоматизации позволило решить многие недостатки GTAW, сделав возможным выполнение надежных сварных швов GTAW с использованием орбитальной сварки.
К сожалению, процесс ручной GTAW-сварки имеет ряд недостатков. Освоить этот процесс сварки сложно, и требуется большая подготовка и опыт, прежде чем сварщик сможет правильно сварить GTAW. Кроме того, это очень медленный процесс, и, как следствие, ручное выполнение сварных швов труб с глубокими или узкими канавками занимает непомерно много времени. Обычно, если используется сварная труба с ручной GTAW, она используется только для корневого прохода — части сварного шва, находящейся в фактическом контакте с находящимся под давлением или коррозионным материалом в трубе, — в то время как остальная часть канавки заполняется с помощью FCAW, GMAW. , или даже процессы SMAW.Однако развитие автоматизации позволило решить многие недостатки GTAW, сделав возможным выполнение надежных сварных швов GTAW с использованием орбитальной сварки.
Орбитальная сварка — это механизированный процесс сварки, который позволяет сварщику программировать контроллер сварки с параметрами сварки, такими как скорость подачи присадочного материала, скорость перемещения, сварочный ток, напряжение дуги и другие переменные. Благодаря автоматизации процесса сварки, орбитальная сварка GTAW упрощает процесс для оператора и позволяет решить проблему поиска квалифицированных сварщиков GTAW.
Благодаря автоматизации процесса сварки, орбитальная сварка GTAW упрощает процесс для оператора и позволяет решить проблему поиска квалифицированных сварщиков GTAW.
Автоматические орбитальные сварочные аппараты могут работать как с проволокой, так и с автономной подачей. Подача проволоки значительно ускоряет процесс орбитальной GTAW-сварки при сварке с узкими канавками и других типах сварных швов, требующих большого количества присадочного материала. Автоматическая сварка GTAW может повысить производительность сварки как толстостенных труб, так и труб, при которых не требуется присадочный материал. Аппараты GTAW с орбитальной сваркой обеспечивают более простую и эффективную сварку высококачественных сварных швов, чем ручная GTAW, поэтому автоматическая орбитальная сварка GTAW является лучшим способом сварки труб.
Arc Machines, Inc. является лидером в области систем орбитальной сварки GTAW, предлагая продукты, необходимые для выполнения высококачественных сварных швов труб для сложных нефтехимических, производственных и других промышленных проектов. По вопросам, касающимся продуктов, обращайтесь по адресу: sales@arcmachines.com . По вопросам обслуживания обращайтесь по телефону service@arcmachines.com . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами , чтобы договориться о встрече.
Как подогнать трубу под сварку дома (3 совета)
0Последнее обновление: 15 марта 2021 г.
Сварка труб — сложная задача, которая обычно включает соединение двух изогнутых металлов вместе. Этот процесс может быть выполнен с помощью различных методов сварки, включая TIG, MIG и дуговую сварку. В этом процессе обычно используются толстые и сверхпрочные материалы, а открытый характер сварного шва означает восприятие и меры предосторожности, которые очень необходимы для достижения полного проплавления. Для любого сварочного проекта необходима ранняя подготовка.
Для любого сварочного проекта необходима ранняя подготовка.
1. Следуйте этой процедуре для установки трубы
Ниже приведена пошаговая процедура установки двух труб перед сваркой.
- Соберите трубы и положите их на рабочий стол. Убедитесь, что вы проверяете толщину труб, поскольку она является одним из основных препятствий в процессе монтажа.
- Очистите трубы и снимите фаску перед обрезкой их концов. Начните с очистки обеих труб от внутренней части к внешней, чтобы удалить загрязнения с их поверхностей.При снятии фаски следите за тем, чтобы расстояние от кромок трубы не превышало 1,5 мм, и делайте это снаружи. Затем вы можете приступить к обрезке скошенных краев для облегчения установки.
- Используйте измерительную ленту, чтобы убедиться, что глубина выдвижной секции точно соответствует процессу установки. Правильные размеры уменьшат усилия по установке труб.
- Внимательно наблюдайте за сваркой, чтобы убедиться, что фитинг соответствует сценарию. Перед сваркой убедитесь, что вы проверили термические свойства деталей, чтобы определить, совместимы ли они.Если вы используете разные трубы, вам потребуется подождать еще несколько минут, чтобы сборка достигла той же температуры.
- Начните установку, поместив термоэлемент вертикально по отношению к устанавливаемым трубам. При сварке труб крепко держите их, чтобы избежать ненужных поворотов. Держите их, пока не истечет время нагрева.
- Вы можете снять формы по истечении времени нагрева, чтобы дать сборке остыть. Соблюдайте особую осторожность, чтобы не поворачивать сборку во время и после сварки.
- Слегка надавите на охлаждаемую деталь, чтобы получить однородный сварной шов.
 Перед сваркой убедитесь, что вы проверили термические свойства деталей, чтобы определить, совместимы ли они.Если вы используете разные трубы, вам потребуется подождать еще несколько минут, чтобы сборка достигла той же температуры.
Перед сваркой убедитесь, что вы проверили термические свойства деталей, чтобы определить, совместимы ли они.Если вы используете разные трубы, вам потребуется подождать еще несколько минут, чтобы сборка достигла той же температуры.2. Избегайте распространенных ошибок
От труб, предназначенных для нефтегазовой промышленности, до труб высокого давления для пищевой промышленности и производства напитков, сварщики сталкиваются с многочисленными проблемами во время сварочных процессов.
Кредит изображения: wyllyston, Pixabay
Ниже приведены некоторые области, на которые следует обратить внимание, чтобы избежать типичных ошибок, совершаемых сварщиками:
- Правильная прихватка — Правильная прихватка — важный процесс при подгонке трубы.Вырезание прихваты повышает надежность окончательного сварного шва. Любая неисправность металлического наполнителя повлияет на весь процесс прихватывания, что помогает решить эту проблему.
- Шлифование стыка во время подготовки к сварке — Это обычная проблема сварщиков. Сварщики обычно используют кислородное топливо или плазму для подготовки материала, и эти процессы создают оксидный слой на кромке среза. Перед сваркой этот слой необходимо удалить. Следовательно, оксиды могут привести к пористости и другим неисправностям.
- Приводной валок — Решение о том, какой тип приводного валка использовать, зависит от процесса сварки. Проволока, которую вы будете использовать, определит ваш выбор подходящего приводного ролика. Например, если вы используете стандартный V-образный приводной валок, лучше всего подойдет сплошная проволока. С другой стороны, проволока с медным покрытием работает исключительно с приводными роликами с канавками.
 Проволока, которую вы будете использовать, определит ваш выбор подходящего приводного ролика. Например, если вы используете стандартный V-образный приводной валок, лучше всего подойдет сплошная проволока. С другой стороны, проволока с медным покрытием работает исключительно с приводными роликами с канавками.
Проволока, которую вы будете использовать, определит ваш выбор подходящего приводного ролика. Например, если вы используете стандартный V-образный приводной валок, лучше всего подойдет сплошная проволока. С другой стороны, проволока с медным покрытием работает исключительно с приводными роликами с канавками.- Расход защитного газа — Заблуждение о том, что использование большего количества защитного газа является идеальным решением для защиты заготовки, широко распространено среди сварщиков.Высокий расход защитного газа тратит деньги и приводит к таким проблемам, как эффект конвекции, который в конечном итоге вызывает пористость. Для регулировки расхода защитного газа используйте регулятор расхода. Кроме того, сварщики и операторы должны строго соблюдать рекомендуемые значения расхода.
3. Правильно проверьте сварку труб
Испытания необходимы для оценки прочности или хрупкости сварной трубы. Также учитывается качество проделанной работы. Некоторые из методов, используемых при испытании сварных швов труб, включают:
Некоторые из методов, используемых при испытании сварных швов труб, включают:
- Тест на проникновение жидкого красителя — Этот тест включает распыление красителя на металлическую поверхность и затем предоставление ему достаточного времени для просачивания.Как только поверхность высыхает, становятся очевидными все невидимые дефекты. По сравнению с методом визуального осмотра тест с жидким красителем является недорогим и полезным.
- Рентгеновский контроль — Этот метод в основном используется в задачах, где качество сварки имеет важное значение для целей безопасности. Как и рентгеновские снимки людей, этот тест проводится исключительно экспертами. Удивительно, но это наиболее эффективный тест, который сварщики используют при испытании сварки труб.
- Макро-травление — Макро-тестирование включает вырезание куска сваренного металла, его полировку и нанесение небольшого количества раствора кислоты. С его помощью вы можете анализировать такие свойства, как пористость, включения, непрочность трещин, поры и водородные хлопья.
 С его помощью вы можете анализировать такие свойства, как пористость, включения, непрочность трещин, поры и водородные хлопья.
С его помощью вы можете анализировать такие свойства, как пористость, включения, непрочность трещин, поры и водородные хлопья.Кредит изображения: sumanamul15, Pixabay
После рассмотрения всех необходимых факторов последний шаг — подгонка трубы под сварку. Процесс начинается с установки отрезной планки по металлу на пилу с радиальным рычагом. Затем рычаг пилы поднимается или опускается так, чтобы центр вала находился на том же уровне, что и труба. Затем выполняется шлифовка до тех пор, пока две подогнанные трубы не будут готовы к процессу сварки.
Последние мысли
Процесс сварки труб может показаться сложным, но при надлежащей подготовке вы добьетесь идеального результата. При регулярной практике ваши навыки будут улучшаться. Выполнение приведенных выше советов обеспечит вам успех и безопасность в следующем проекте.
Рекомендуемое изображение: saldahnae, Pixabay
5 советов по сварке труб TIG — Baker’s Gas & Welding Supplies, Inc.

Если вы хотите получить сварочную работу с использованием сварки TIG, один из навыков
, который вы должны добавить, — это сварка корневого прохода на трубе.Сварка труб
широко применяется в различных отраслях промышленности, где наблюдается значительный рост числа рабочих мест, а сварка TIG
достаточно специализирована, чтобы вы могли выполнить отличную сварочную работу, если отработаете свою технику
и получите соответствующий сертификат сварки. Вот пять советов
о том, как развить навыки сварки TIG для трубопровода.
Источник изображения: Miller Welds
и Tool Monger
При сварке вокруг трубы для корневого прохода могут быть случаи, когда
можно пройти по чашке.Для этого требуется неподвижная рука
при перемещении электрода и использовании чашки TIG для обеспечения дополнительной стабильности
. Ходьба по чашке также должна дать вам гораздо более чистый и равномерный сварной шов
. Хотя могут быть случаи, когда вам придется вручную сваривать трубы,
вы всегда будете рады, что научились ходить по чашке.
Движение вперед и назад будет более эффективным, когда вы будете перемещать чашку
с электродом
для корневого прохода по трубе, потому что это обеспечит более глубокое проникновение
в металл.Движение вперед поможет присадочному металлу проникнуть на
глубже в сварное соединение, в то время как обратное движение обеспечит дополнительное тепло
, чтобы помочь ему осесть. Из стороны в сторону не будет такого же тепла и проникновения
, которые вам понадобятся. сделайте чистый, прочный шов на корневом проходе.
Хотя вы, безусловно, можете исказить свой металл, если запустите свой сварочный аппарат TIG слишком горячим,
не бойтесь запускать сварочный аппарат достаточно горячим, чтобы сломать края заготовки
, чтобы получить хорошее, прочное сплавление со сваркой материал. Слишком холодный режим
Слишком холодный режим
приведет к слабому сварному шву, поэтому ключом к эффективной сварке является обучение
тому, как сваривать с большим количеством тепла, не повреждая материалы. Важно, чтобы
получился достаточным проникновением во время корневого прохода, а тепло является ключевым моментом.
Во время корневого прохода вы также пропустите присадочный металл вдоль сварного шва
и держите его там, а не погружайте его внутрь и наружу. Это гарантирует, что у вас будет достаточно материала
за первый проход.
Если вы уже работаете с хорошей, горячей силой тока для корневого прохода, вы можете
использовать те же настройки для горячего прохода.Не крутите слишком сильно, иначе у вас на руках будет
бардак!
Когда вы добавляете дополнительные проходы вдоль трубы, вы можете плести свои сварные швы
, как любой другой сварной шов. Сварщики обычно используют либо серию курсивов
e, либо разновидность дуги из стороны в сторону. Во время этих проходов вам захочется еще немного увеличить температуру на 90 ° 190 °. Вместо того, чтобы наносить присадочный металл вдоль сварного шва
, как при первом проходе, вы будете погружать его внутрь и наружу, чтобы убедиться, что вы не залили слишком много присадки
в сварное соединение.
Передовой опыт сварки TIG стыков труб
В компании Technoweld часто обращаются к нам по поводу лучших методов сварки, в частности, GTAW (TIG-сварка) труб.
Мы собрали несколько рекомендаций по стыкам труб. Этот блог важен для тех, кто заполняет сварочные билеты, так как он должен быть заполнен как часть сертификата сертификации сварщиков AS1796 7.
В данном обсуждении используется материал A106 Grade B, труба 100NB Sch50 (WT 6 мм).
Используемая совместная установка:
- Угол включения 60 градусов,
- Корневая поверхность 1,5-2 мм
- корневой зазор 3,2 мм
Каждый предпочитает устанавливать соединения труб по-разному. Мы рекомендуем эту настройку в качестве наилучшей практики по причинам, изложенным ниже:
- Более крупная площадка закрывает препаровку, поэтому заполнять меньше и быстрее завершать соединение.
- Более плотный сварной шов достигается за счет наложения корневой поверхности.Если край скошен, он выгорает, когда вы поднимаете дугу вверх, и превращает 3,2 в зазор 5 или 6 мм
- Ваша проволока должна иметь способность проникать в сустав, чтобы предотвратить обратное всасывание. Мы рекомендуем использовать провод диаметром 2,4 мм, для которого требуется зазор 3,2 мм.
Препарат
Все дело в подготовке. Убедитесь, что внутренняя часть трубы очищена шлифовальной машиной, чтобы уменьшить внутренний подрез, очистите ее примерно на 5 мм. Убедитесь, что поверхность корня однородна.
Убедитесь, что поверхность корня имеет толщину 1,5-2 мм
Шлифовка матрицы около 5 мм
Согните кусок проволоки диаметром 3,2 мм пополам, чтобы использовать ее в качестве прокладки для зазора. В соответствии с требованиями AS1796 сделайте прихватку в трех местах, разнесенных на 120 градусов. Убедитесь, что отверстие не выровнено. В производстве мы рекомендуем использовать четыре кнопки, а не три. Причина этого в том, что вы полностью контролируете настройку соединения и имеете дело с одной осью за раз.
Использование 3.Проволока 2мм согнутая пополам
Установить одну трубу на другую
Центровка отверстия
Корневые закрепки всегда предпочтительнее мостовых или пулевых при GTAW. Использование корневых гвоздей делает его намного быстрее, чем необходимость останавливаться и обрезать гвозди, как если бы вы делали перемычки или пулевые гвозди. Тем, кто хорошо разбирается в GTAW, не нужно перетягивать прихваты, но для целей проверки сварочного билета не стесняйтесь прихватывать свои прихваты.
Тест 5G
Установите испытательный образец так, чтобы прихваты находились внизу по центральной линии, и приварились друг к другу. Нижняя закрепка, которая является исходной позицией, должна находиться примерно в позиции 5 часов для правши. Это дает вам больше времени на вашей любимой стороне и минимальное время на менее предпочтительной стороне.
Установите закрепку на 5 часов для правши
Узкая сторона вверху
Говоря о вашей доминирующей стороне, всегда сначала сваривайте менее предпочтительную сторону в 6G, пока она самая холодная.Это упрощает сварку.
Есть трюк, чтобы остановить обратное всасывание снизу, есть два способа сделать это:
- С учетом силы тяжести
- Эффект поверхностного натяжения.
Учитывать силу тяжести
Добавьте проволоку над корнем, чтобы при обратном всасывании она была плоской. В основном, учитывайте силу тяжести.
Влияние поверхностного натяжения
Второй вариант — поддержание поверхностного натяжения сварочной ванны.По сути, вы получаете обратный отсос каждый раз, когда вытаскиваете проволоку из сварочной ванны. Это эффект поверхностного натяжения.
Вместо того, чтобы вытаскивать его, медленно поддерживайте количество проволоки в бассейне. Избегайте чрезмерной подачи проволоки, просто сконцентрируйтесь на поддержании поверхностного натяжения сварочной ванны.
Мы обнаружили, что это работает очень хорошо. Проще говоря, не вытягивайте провод, и он не будет всасывать обратно. Просто соблюдайте длину провода. Излишек проволоки под ней сложно протянуть, поэтому не стесняйтесь ее использовать.Для успешной реализации этого метода вам потребуются довольно высокие усилители, мы рекомендуем около 120–160 ампер, чтобы начать еще больше.
Во избежание перегорания проволоки убедитесь, что угол наклона проволоки небольшой, а не крутой. Невозможно получить несгоревшую проволоку, если она находится под прямым углом, она просто будет выталкиваться из трубы, а не в нее.
Добавить провод над корнем внизу
Примерно заподлицо с корнем вверх по бокам (вид изнутри)
Примерно заподлицо с корнем вверх по бокам (внешний вид)
Немного выше корня вверху
Помните, что сварочная ванна — это жидкость, и на нее действует сила тяжести.Сваривая стороны, добавляйте проволоку посередине корня, а не позади него. Когда вы дойдете до вершины, добавьте его немного выше, чтобы при падении вы не получили лишнюю ручку.
По большей части сварка — это просто логическое мышление и практика
Для прохода заполнения поверните его вверх и заполните на 1 мм ниже верха материала. Перед закупориванием отполируйте трубу, это позволит вам двигаться быстрее и предотвратит поднутрение на носках сварного шва. Убедитесь, что он достаточно полон, чтобы избежать недоливов, особенно в нижней части.
Мы рекомендуем начинать пробежку с правой руки примерно в 4.30 — 5 часов. Это немного упрощает работу с недоминантной стороной.
Кроме того, приваривайте снизу, а затем переходите к неосновной стороне, пока труба еще достаточно остыла. Сделайте желаемую сторону, пока труба самая горячая. Это относится ко всем пробегам.
Мы рекомендуем по возможности избегать выгула собаки. Сварка от руки — лучший метод. Причина этого в том, что выгуливать собаку, например, в стойке для трубок, когда она прижата к другим трубам, непрактично.
Тест 2G
Трудно получить лишнее на руте, он почти такой же, как низ пайпа в 5G. Следуйте тем же методам, что и для заливки и колпачка наверху, и потяните вниз по дуге.
Заливка должна быть заполнена в верхней части препарирования и на расстоянии 1 мм от дна. Оставьте место для гравитационного эффекта на пробеге крышки.
Некоторые рекомендуют выполнять ограничение за два прогона, но мы предпочитаем один прогон для краткости и эффективности.
Секрет плетения — это узор плетения. Не плетите вверх и вниз, фокус в том, чтобы плести наоборот и по диагонали, вот так: ///////////.
Жидкость вверху имеет твердое основание (полку) внизу, на котором можно сидеть. Если вы будете плести вертикальным движением (| | | | | |), вся вертикальная плоскость станет жидкой и упадет в кучу.
Пример схемы обратного переплетения
Другие полезные советы
Не забудьте потренироваться в газовой резке фаски и воздушной строжке.
Ночью перед тестом пройдите несколько тренировочных тестов на время.
Заточите кучу вольфрама, чтобы не терять время зря. Убедитесь, что они правильно заточены. Как правило, то, чему вас учат во время обучения, основано на сварке тонких материалов. На практике мы редко затачиваем электрод до диаметра в 2–3 раза больше. Обычно достаточно 1,5 диаметра. Чем круче угол, тем лучше проникновение.
Правильно заточенный вольфрам
Помните, что любые дефекты и ошибки можно вырезать.Также можно выровнять колпачок. Однако вы не можете обработать последний сварной шов. Так что, даже если вы допустили ошибку с колпачком, аккуратно отшлифуйте его и заново заварите. Пока вы не обрабатываете окончательный сварной шов, вы соответствуете требованиям AS1796 и большинству мировых стандартов квалификационных испытаний сварщиков.
Наконец, наш лучший совет, не подчеркивайте; расслабьтесь и позвольте этому течь.
Если вы нашли этот совет полезным, дайте нам знать! Если вы хотите продолжить обучение сварщикам, мы предлагаем обучение сварщиков и супервизоров.Свяжитесь с нами, чтобы забронировать место!
Как лучше всего сварить выхлопную трубу? — Лаборатория сварщиков
В недавней статье я рассказал о сварке рамы автомобиля и о том, что все это влечет за собой. Однако одной из самых распространенных вещей, которые приваривают к автомобилю, является выхлопная труба. Будь то трещина или ржавчина, для ремонта выхлопной трубы требуется особый процесс. Итак, как лучше сварить выхлопную трубу?
Чтобы приварить выхлопную трубу, нужно вырезать и очистить участок.Затем вам нужно сварить выхлопную трубу небольшими прихватками, чтобы избежать прожига. Наконец, перед окончательной сваркой необходимо настроить сварщика на меньшую силу тока.
Несмотря на то, что сварка выхлопной трубы может быть трудной, это также может быть относительно легко, если вы знаете, что делаете и как правильно выполнять каждый этап процесса.
Продолжайте читать эту статью, если хотите получить базовые знания о том, как лучше всего сваривать выхлопные трубы.
Как сварить выхлопную трубу
Давайте рассмотрим все основные этапы сварки. От резки, чтобы увидеть углы трубы, до того, как сделать конечный продукт максимально красивым.
1. Обрежьте трубу под нужным углом
Прежде всего, вам нужно отрезать трубу под нужным углом.
Самый простой способ сделать это — использовать фломастер, чтобы точно отметить, где вам нужно совместить две трубы вместе.
У вас должна быть эта информация наготове, прежде чем вы начнете планировать самопроизвольную сварку.
2. Очистите зону сварки
Следующим шагом после нанесения этих деталей на металл является полная очистка зоны сварки.
Это очень важно, так как чем чище вы сделаете, тем лучше сварка проникает в металл и, следовательно, тем лучше будет результат.
3. Правильно настройте сварочного аппарата
Очень важно правильно настроить сварочный аппарат, чтобы не повредить выхлопную трубу из-за неправильной настройки или получить травму из-за неправильной настройки перед началом сварки.
Выхлопная труба имеет толщину всего около 1/16 дюйма. По этой причине важно, чтобы вы не нагревали, чтобы не прожечь в трубе отверстие, так как это в значительной степени испортит трубу.
Чем горячее вы выберете для сварки, тем быстрее вам придется двигаться. Слегка снизив температуру, у вас будет намного больше времени на сварку без пауз.
4. Приварите выхлопную трубу прихваточным швом на месте
Это очень хорошая идея в первую очередь приварить прихваточным швом выхлопную трубу, просто чтобы убедиться, что она находится в правильном положении, прежде чем приступить к фактической сварке.
Прихваточный шов, ваш простой шов, всего лишь небольших прихваток, которых достаточно, чтобы удержать его, пока вы выбираете правильное положение.
Если вы решите не приваривать выхлопную трубу прихваточным швом до того, как приступите к настоящей сварке, вы рискуете полностью заварить всю конструкцию только для того, чтобы понять, что она была приварена в совершенно неправильном положении или, возможно, просто неправильно.
5. Выполняйте небольшие медленные сварные швы равномерно по всей трубе
Это отличная идея сделать небольшие сварные швы равномерно по всей длине трубы во время сварки, чтобы избежать перегрева и проплавления.
Конечно, в целом следует просто быть осторожным, но этот метод позволит еще проще добиться прекрасного результата.
6. Очистите, отшлифуйте и отполируйте сварной шов, чтобы получить гладкий сварной шов
Наконец, когда вы приближаетесь к готовому продукту, есть несколько вещей, которые вы можете сделать, чтобы выхлоп выглядел действительно хорошо.
Если выхлоп полностью скрыт, это, естественно, не имеет особого значения, но если он виден, то это хорошая идея.
Итак, если ваша выхлопная труба видна и вы хотите, чтобы она выглядела действительно хорошо, все дело в очистке, шлифовке и полировке сварного шва, чтобы он выглядел полностью бесшовным.
Это несложно сделать, но если все сделать правильно, ваш выхлоп может выглядеть намного лучше.
4 совета по безопасности при сварке выхлопной трубы
Как и при выполнении любых других сварочных работ, важно оставаться в безопасности и носить защитную одежду, которая защищает ваше тело, а также позволяет ему свободно двигаться.
Кроме того, ваш гонщик может надеть шлем и защитные очки.
1. Очистка от масла и смазки
Далее чрезвычайно важно, чтобы вы очистили от жира, масла или пролитого газа, чтобы избежать случайного возникновения сильного пожара.
Если при очень высокой температуре сварки попасть на пол масла или смазки, это также может быстро перерасти в большой пожар.
2. Отсоедините кабели аккумуляторной батареи
Также очень важно отсоединить кабели аккумуляторной батареи при сварке выхлопной трубы.
Паразитная электрическая дуга сварщика может случайно поджечь компьютер всей машины. Просто не забудьте отсоединить кабели от аккумуляторной батареи для вашей собственной безопасности и безопасности вашего автомобиля.
3. Закройте бензобак
Также настоятельно рекомендуется накрыть бензобак. Вы, наверное, сами догадаетесь, почему это хорошая идея.
Если вы проводите сварку рядом с бензобаком, вам следует либо полностью удалить выхлоп. Как вариант, вы можете просто накрыть его сварочным одеялом.
4. Избегайте дыма
При сварке в целом существует высокая вероятность выделения токсичных газов из металлов, и очень важно не вдыхать их.
По этой причине вам следует подумать о покупке вытяжки, так как она будет всасывать пары и, таким образом, оставлять меньше воздуха в воздухе, чтобы вы могли вдохнуть. Эти пары могут быть чрезвычайно опасными для рака.
Если вы считаете, что вытяжка слишком дорогая, вы можете в качестве альтернативы купить один или два небольших вентилятора.
При правильном использовании этих вентиляторов вы можете сдувать воздух от лица и, таким образом, выпускать газы от лица.
Настоятельно рекомендуется иметь хорошую систему вентиляции в месте проведения сварочных работ, поскольку в противном случае помещение может очень быстро стать очень токсичным.
Приспособление для сварки выхлопных труб
Если вы хотите выполнять работу правильно, хорошо иметь подходящее оборудование. Вот несколько вещей, которые я рекомендую.
# 1 Сварочная маска и одежда
Прежде всего, отмечу защитную одежду и шлем.
Ваша безопасность всегда должна быть приоритетом номер 1, и по этой причине вам стоит потратить лишние деньги на приобретение качественной одежды для сварщиков.
# 2 Сварочный аппарат MIG
Во-вторых, вам понадобится качественный сварочный аппарат MIG. При выборе оптимального для вас сварочного аппарата MIG необходимо учитывать множество различных факторов, поскольку все зависит от всех этих факторов.
Факторы, на которые я хотел бы обратить внимание, прежде чем решить, подходит ли мне сварщик;
- Рабочий цикл
- простота
- мощность
- вес
- типы металлов, которые он может сваривать
- и, конечно же, ценник
Как вы можете видеть, есть много разных факторов, которые следует учитывать, так что все дело в попытках несколько разных, а затем выяснить, какой из них подходит вам и вашим потребностям.
# 3 Зажимы
Еще один инструмент, который очень полезен для сварки выхлопных труб — хомуты для труб.
Прежде всего, такой инструмент отлично подходит для удержания детали во время работы и обеспечения правильного положения труб.
Кроме того, хорошие хомуты могут помочь с выравниванием трубы и убедиться, что все именно так, как должно быть.
# 4 Ручные шлифовальные машины
Ручные шлифовальные машины просто необходимы серьезному сварщику.Вам не обязательно нужна ручная шлифовальная машина, но ее использование может оказаться очень полезным.
С помощью ручной шлифовальной машины вы можете исправить небольшие ошибки или ускорить другие процессы, чем обычно.
Вот некоторые вещи, которые можно получить с помощью ручной шлифовальной машины; сглаживая дефекты, минуя шлифовальные круги, ручной шлифовальный станок может удерживать проволочные щетки, которые очень эффективны для быстрой очистки во время сварочного проекта.
Таким образом, ручные шлифовальные машины могут помочь вам вывести готовый продукт на новый уровень.
# 5 Сварочное одеяло
Сварочное одеяло — еще один очень хороший продукт для сварщика. Сварочное одеяло похоже на обычное одеяло, на самом деле огнестойкое и никогда не загорится.
Это может быть очень полезно при сварке, и вам может потребоваться быстро что-то скрыть.
Как раз пора начать
Итак, теперь вы изучили все основы сварки выхлопной трубы.
Мы говорили о том, что вы должны делать до начала работы, всю работу в середине и после того, как вы закончите, как вы можете очистить проект и сделать выхлоп эстетически приятным.
Так что, в конце концов, вы должны узнать как можно больше и, таким образом, постараться как можно больше и найти свой собственный способ делать что-то.
Сварка выхлопной трубы автомобиля — дело сложное, и далеко не каждый способен на это.
В этой статье мы расскажем, как лучше всего сварить выхлопную трубу. Как начать процесс, что учитывать в процессе и что делать после.
Что такое сварка труб? — Штаб-квартира сварщика
Сварка — увлекательная и специализированная профессия.Сварщики прилагают много усилий, чтобы сварные швы были чистыми и стабильными. И они понимают, что самое важное в сварке и производстве труб — это то, что для определенных типов трубопроводов необходимы определенные процессы.
Что такое сварка труб? Обычно это относится к набору технических навыков, используемых для соединения металлических частей. Один из наиболее экономичных способов соединения нескольких участков трубы, сварка трубы , включает нагрев и соединение металлических деталей.Следовательно, последующий компонент представляет собой цельный кусок металла . Здесь мы обсудим, что такое сварка труб. Давайте начнем.
Что такое сварка труб?
Трубопроводы — фундамент новых городов. Привозят нефть, уголь, питьевую воду и многое другое. Если бы не было трубопроводов, мы не смогли бы ездить на работу, готовить еду или согревать свой дом зимой. Итак, кто строит, обслуживает, ремонтирует и снимает трубы и трубопроводы? Полных оценок вам, если догадались сварщики труб.Именно они выполняют вышеуказанное, и процесс, который они используют для выполнения работы, называется сваркой труб.
Эта роль обычно требует от сварщиков владения несколькими методами соединения труб и понимания факторов, влияющих на качество соединений, которые они планируют сделать. Многие люди, занимающиеся сваркой труб, являются практиками, специализирующимися в области металлообработки, и, как правило, имеют соответствующую квалификацию.
Чем занимается сварщик труб?
Несмотря на то, что несколько человек могут иметь навыки сварки труб, эти задачи предназначены только для квалифицированных специалистов.Это связано с тем, что трубы часто используются для транспортировки опасных материалов, которые при неправильном выполнении соединений или улучшений могут представлять опасность для людей и окружающей среды. Ошибки также могут быть очень неприятными, даже если речь идет о неопасном веществе. Получение сертификата на сварку труб обычно включает в себя выполнение нескольких тестов, которые обычно требуют, чтобы человек заранее овладел несколькими методами сварки.
Теперь к самому важному вопросу: чем занимается сварщик трубопроводов? Опытные сварщики могут установить новые трубы или починить старые.Конкретная работа включает исследование трубопровода или модели, выполнение измерений сварных швов и использование аппаратов для дуговой сварки или аналогичного оборудования для их выполнения.
Эта работа менее надежна, чем другие профессии в сварке, поскольку сварщики трубопроводов часто переключаются с одного рабочего места на другое. Эта работа не подходит для людей, которые не любят много путешествовать. Кроме того, сварщики трубопроводов могут легко превратить рабочие часы в сверхурочные.
Какой вид сварки — это сварка труб?
Сварка труб будет необходима везде, где есть трубы — канализационные, водопроводные, газовые и нефтяные.Что касается метода сварки, используемого для сварки труб, сварка труб может выполняться с использованием различных методов сварки, включая TIG, MIG и дуговую сварку.
Обычно для сварки труб используется дуговая сварка. Однако, поскольку существует несколько процессов дуговой сварки, было бы разумно выяснить, какой из них лучше всего подходит для сварки трубопроводов. Один из методов, который необходимо знать сварщику труб, — это дуговая сварка в среде защитного газа. В этом процессе свариваемая область подвергается воздействию инертных газов, чтобы обеспечить защитный экран, в то время как давление используется для ослабления и соединения металлических частей.
Важны ли опыт и высокий уровень квалификации для эффективного выполнения сварки труб?
Нельзя недооценивать уровень навыков, необходимых для выполнения работ по сварке труб. Опытный сварщик труб знает несколько вещей, которые улучшают его навыки. Например, сварка прихваточным швом считается очень важным этапом соединения труб. Это метод, при котором относительно небольшое временное соединение используется для удержания чего-либо на месте.
Опытный сварщик труб может определить количество прихваток или временных соединений, чтобы использовать и оценить трубу, чтобы определить размер требуемых соединений.А хороший сварщик труб будет работать над сварным швом с точностью, чтобы получить чистый и гладкий шов.
Сколько стоит сварка труб?
Те, кто заинтересован в карьере сварщика труб, хотели бы знать, сколько реально они могут заработать на сварке труб. Это может быть разным. По данным PayScale, средняя зарплата сварщика труб составляет 24,50 доллара в час, что выше, чем средний доход сварщиков.
И Study.com обнаруживает, что средняя зарплата сварщиков труб в 2019 году составляла 57 700 долларов в год.Это выше, чем в среднем по отрасли (42 450 долларов США). Предоставленной здесь информации должно быть достаточно для людей, интересующихся профессией сварщика труб, чтобы решить, хотят они продолжить карьеру в области сварки труб или нет. Однако деньги — не единственный фактор, который следует учитывать при выборе профессии сварщика труб. Вам также необходимо учитывать рабочие условия, чтобы оценить, сложна ли сварка труб.
Сложная сварка труб?
В последние годы количество рабочих мест для сварщиков труб увеличилось из-за растущей потребности в сварке труб в различных отраслях промышленности.Однако в промышленности для сварки труб нужны профессиональные работники. Поскольку сварка — сложная операция, вероятность возникновения ошибок достаточно велика.
Отказы при сварке труб могут исходить как от новичков, так и от специалистов. Лучший способ избежать этих случаев, прежде всего, — это понять условия работы и то, что необходимо для успешной сварки труб.
При сварке труб одним из наиболее важных этапов является подготовка трубы. Существует лишь несколько методов сварки, которые не требуют предварительной подготовки заготовки.Подготовка труб начинается с того, что кромки, которые необходимо соединить, должны быть четкими и прямыми.
Трубы, требующие соединения, часто должны подвергаться резке или сварке, пока не попадут в руки сварщика. Поэтому иногда используется метод плоского шлифования для получения правильных кромок до фактического процесса сварки.
Следующий шаг — промыть трубы, чтобы удалить любые виды масел, смазок или других загрязнений, которые появляются на поверхности трубы.
Сварной шов может столкнуться с несколькими проблемами, такими как отсутствие плавления, улавливание шлака и включение водорода, если не будут приняты надлежащие методы подготовки труб.Это приводит к ослаблению сварных швов и дефектам сварки.
Могут ли тяжелые рабочие условия усложнить сварку труб?
Помимо неправильной подготовки труб, тяжелые условия работы сварщика могут затруднить сварку труб.
Работники любого сварочного производства подвержены высокому риску травм или заболеваний. Яркий свет от аппаратов дуговой сварки и других устройств может ухудшить зрение, сварочные инструменты могут выделять огромное количество тепла, а в процессе сварки сварщик может вдыхать частицы или газы.Однако с помощью правильных мер безопасности и оборудования, такого как термостойкие перчатки и защитные линзы, этот риск можно снизить.
Несмотря на то, что сварка сопряжена с множеством рисков, они несравнимы с опасностями, создаваемыми сваркой труб. Ниже приведены некоторые из условий работы сварщика, делающие сварку труб сложной практикой:
- Сварка труб часто требует установки оборудования в неудобных и опасных положениях
- Некоторые работы на трубопроводе выполняются при высоких температурах.Подземные условия на крайнем севере угрожают вам обморожением, в то время как работа в пустыне вызывает тепловой удар
- Сварка трубопроводов часто выполняется под водой. Подводная сварка происходит в условиях, когда люди не могут выжить, не говоря уже о работе, без специального оборудования
- Сварка канализационного трубопровода потребует от вас работы с одними из самых токсичных в мире отходов. Вы должны подавить обоняние, чтобы выполнять свою работу и не заразиться
Упомянутое выше может затруднить сварку труб.Однако при правильной подготовке, специальном оборудовании и обучении вы сможете преодолеть все проблемы, связанные с профессией сварщика труб.
Последние мысли
Сварка труб включает в себя все, что подробно описано выше о процессе. Используя информацию, представленную выше, вы можете определить, потребуется ли вам сварка труб в ближайшее время или в будущем. Вы также можете использовать приведенную выше информацию, чтобы узнать, подходит ли вам сварка труб, исходя из необходимых навыков, условий работы, средней заработной платы и потенциальных отраслей, в которых вы можете работать.
Подобные сообщения:
Можете ли вы сварить черную железную трубу? И это безопасно?
Если черная труба не сварена должным образом, это может сделать соединения хрупкими и даже опасными.
Как и многое в жизни, при сварке черной трубы важны детали.
Итак, простого ответа «да» или «нет» недостаточно, чтобы правильно ответить на этот вопрос. В зависимости от материалов и процесса сварки ответ будет разным.
Что такое черная труба?
В отрасли используется термин «черная труба» для различия между простой мягкой сталью и оцинкованной трубой.Итак, черная труба — это вообще любая неоцинкованная стальная труба.
Черная труба иногда называется черной стальной трубой, черной железной трубой и промышленной трубой. Как уже указывалось, сварка возможна, поскольку этот продукт изготовлен из мягкой стали. Но из-за разных названий некоторые ошибочно принимают черную трубу за железо и ошибочно полагают, что сварка сложна.
Кроме того, черная труба хорошо подходит для различных целей. Он обычно используется в качестве линий подачи сжатого воздуха, природного газа, пропана и пара.Вы также увидите, что он используется в качестве линий подачи в спринклерных системах.
Сварка черной трубы
Итак, мы уже знаем, что вы можете сваривать черные стальные трубы. Но какие сварочные процессы следует использовать?
Что ж, вы можете использовать любой из ваших любимых методов, которые подходят для мягкой стали. У большинства сварщиков есть предпочтительный метод, и выбор включает наиболее распространенные методы сварки, такие как сварка стержневой сваркой, MIG, сварка с флюсовым сердечником и сварка TIG.
Чтобы констатировать очевидное, вы должны использовать надлежащие процедуры подготовки и очистки.Это не только сводит к минимуму образование дыма и дыма, но и улучшает сварные швы. В большинстве случаев черный оксидный слой следует удалять шлифовальной машиной или металлической щеткой до блестящего металла.
Помните, черная труба также может быть обработана / покрыта. Поэтому обязательно удалите все масло, лак или эмаль / деготь, которые могут присутствовать, а также грязь и мусор.
И последнее предостережение: резьбовые соединения труб могут содержать тефлоновую ленту. В редких случаях, когда вы пытаетесь сварить собранный шов, любой присутствующий тефлон будет гореть и выделять токсичные газы.Следует избегать сварки резьбовых соединений тефлоном.
Безопасно ли сварка?
Черная стальная труба не оцинкована, поэтому сварка безопасна. Мы не включаем в это обсуждение оцинкованную сталь.
Оцинкованную трубу нельзя сваривать, если не надет респиратор. При сварке оцинкованной стали образуются высокотоксичные пары оксида цинка. Хроническое воздействие может даже привести к смерти.)
Соблюдайте осторожность при сварке черных трубных фитингов
Также важно отметить, что некоторые фитинги из черных труб трудно сваривать.Эта фурнитура изготовлена из ковкого чугуна. При нагревании более 1700 ℉ ковкое железо трансформируется. Он возвращается в чугун, который становится хрупким и легко ломается. Итак, паяйте или приваривайте фитинги из ковкого чугуна, чтобы поддерживать низкие температуры.
В качестве альтернативы можно использовать фитинги для сварки враструб из кованой стали. Их можно сваривать, не опасаясь повредить фитинг. Вы просто привариваете стальную трубу к стальному фитингу с помощью предпочитаемого вами метода сварки стали со сталью. Эти кованые стальные фитинги доступны в различных размерах.
Чем покрыта черная труба?
Поскольку черная труба не защищена цинкованием, завод создает стабильный слой оксида железа в процессе производства. Это придает черной трубке характерный цвет черного дерева. Но что более важно, он обеспечивает умеренную степень защиты трубы от коррозии.
Труба также может быть обработана / покрыта каменноугольной эмалью, лаком или маслом для дополнительной защиты. Это может придать трубе блеск или глянцевитость.