Как быстро научиться варить вертикальные швы с отрывом
Содержание статьи:
Как научиться варить вертикальный шов с отрывомВарить вертикальные швы сложней всего, ведь расплавленный металл из-за силы тяготения стекает вниз, образуя большие наплывы. Отсюда возникает много нюансов, связанных с ведением электрода, выдерживанием определённой дуги, и многое другое.
Также важно понимать, какой ток на сварочном аппарате должен быть выставлен. Вертикальные швы варят меньшим током, чем при сварке в нижнем положении. Однако если растекание металла остановить нельзя, то величину сварочного тока поднимают.
Как научиться варить вертикальные швы с отрывом? Что нужно знать, и какие нюансы необходимо учитывать? Обо всем этом вы и сможете узнать из статьи сайта mmasvarka.ru
Принципы сварки вертикальных швов
Два основных принципа, которых следует придерживаться, заключаются в короткой дуге и пониженном сварочном токе. Варить вертикальные швы нужно током на 10% меньше, чем при сварке в нижнем положении. Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
Вертикальные швы варят снизу вверх. Постепенно расплавляя металл и заполняя кратер сварочной ванны, наплавленным металлом. Варить, таким образом, проще всего, поскольку металл, который расположен внизу, как бы играет роль подставки, не давая дальше стекать расплавленному металлу.
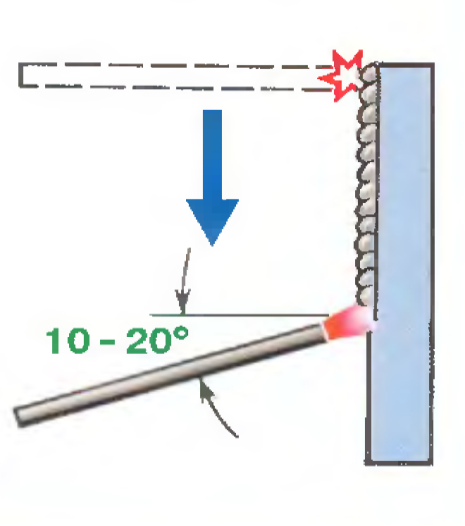
В самом начале, когда электрод только поджигается, его расположение должно быть перпендикулярным поверхности металла. Уже при самой непосредственной сварке электрод наклоняется вниз. Его угол по отношению к свариваемому металлу должен быть 40-45 градусов.
Как научиться варить вертикальный шов с отрывом
Варить вертикальные швы проще всего с отрывом, то есть, с остановкой. Таким образом, металл будет успевать остывать, что замедлит его стекание вниз. Научившись варить один раз с отрывом, дальше все будет происходить уже на автоматизме.
Движения электродом при сварке вертикальных швов лучше всего осуществлять круговые. Как это выглядит на деле:
Как это выглядит на деле:
- Сначала нужно зажечь электрод;
- Затем выполнить круговое движение электродом в правую сторону, после этого в левую сторону, захватывая кромки металла;
- Электрод возвращается на середину, а сварочная дуга разрывается;
- После этого весь процесс повторяется заново.
Варить вертикальные швы, таким образом, проще всего. Металл не будет стекать вниз, и разбрызгиваться, а сварное соединение получится с хорошим проваром, очень надежное и долговечное.
При таком подходе сварной шов образуется «мелкочешуйчатым» и очень красивым. В дальнейшем его не придётся подтачивать болгаркой или как-то обрабатывать по-другому.
Подведя итоги можно сказать о том, что вертикальные швы практически невозможно варить без отрыва. Также их сложно варить электродами с основным покрытием, лучше всего для этих целей подходят рутиловые электроды. Предпочтительные марки электродов для сварки вертикальных швов, это МР-3 и ОЗС-12.
Поделиться в соцсетях
Сварка вертикальных швов полуавтоматом
Главная » Статьи » Сварка вертикальных швов полуавтоматом
Как правильно варить вертикальный шов
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.

- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.

Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
wikimetall.ru
Сварка вертикальных швов
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
 Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.

Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор.

- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
 youtube.com/embed/jFTL_loBcME?feature=oembed»>
youtube.com/embed/jFTL_loBcME?feature=oembed»> В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
svarkaed.ru
Сварочный шов полуавтоматом: секреты мастерства
Сварочные работы считаются самым надежным методом получения неразъемного соединения двух элементов сварной конструкции или изделия. Принципиальная схема сварочных работ зависит от того, какой способ сварки выбирается в том или ином случае. Самым простым и поэтому часто используемым методом сварки сегодня является полуавтоматическая дуговая сварка.
В данной статье речь пойдет о свариваниио стальных трубопровдов. Качество выполнения сварки при данном процессе очень важно: от качества сварных соединений будет в целом зависеть качество всего трубопровода, его герметизация. О том, как производится сваривание стальных труб, на что важно обращать внимание мы и расскажем далее.
Сварка металлов разными способами применяется как в промышленности, так и в быту. Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
stalevarim.ru
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения. Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием. К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Чем и как сваривают алюминий
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Вертикальная сварка стержнем
В этом уроке мы рассмотрим методы вертикальной сварки стержнем.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или ниже.
Если вы собираетесь сваривать каркас здания или что-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка палкой намного проще, чем сварка вертикальной дугой, потому что закон сэра Исаака Ньютона гравитация действует здесь в полную силу.
Расплавленная лужа хочет уйти вниз. Таким образом, вы должны использовать правильный стержень для дуговой сварки. И тип сварочного электрода, который вы хотите использовать, будет сварочным электродом fastfreeze или fillfreeze.
При сварке в вертикальном положении вы будете двигаться вверх или вниз. Технические термины сварки для этого: Вертикально вверх и Вертикально вниз.
Вы можете использовать технику сварки «Вертикально вниз» на более легком металле. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому у вас меньше шансов прожечь его.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что это намного быстрее, чем «Вертикально вверх».
Вертикально вверх и Вертикально вниз Настройки тока и методы сварки:
Настройки тока для сварки электродом должны быть ниже, чем при сварке в горизонтальном положении с использованием сварочного электрода того же типа.
Кроме того, при вертикальной сварке вверх параметры будут несколько выше, чем при сварке вниз того же вертикального материала.
Если вы действительно хотите получить хороший сварной шов, очень важно иметь хороший угол между стержнем и основным материалом.
Здесь Методы сварки для вертикальной сварки электродом:
Сварка вверх: Держите сварочный стержень на девяносто градусов (см. рисунок A ниже).
Weave Weave: Используйте колебательные движения вперед и назад, как показано ниже:
Вертикально вниз: наклоните стержень на пятнадцать градусов, но держите дугу вверху направление расплавленного металла:
Если вам нужно создайте плетение сварного шва при вертикальной сварке вниз, вам нужно будет использовать Z-образное плетение вперед и назад движения:
Типы соединений:
Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью сварочного аппарата, являются тройник, соединение внахлест и встык.
Если вы собираетесь выполнять вертикальный угловой сварной шов в тройнике или внахлестку
, ваш сварочный стержень должен находиться под углом примерно девяносто градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас будет не очень хорошая ручка с расплавленным металлом, и, следовательно, у вас не будет очень хорошего сварного шва.
Кроме того, ваша дуга должна быть правильной, чтобы получить качественное проникновение.
Если вы хорошо контролируете расплавленный металл и ваша дуга достаточно короткая, чтобы обеспечить хороший провар, вы получите желаемое плавление. А это значит, что у вас действительно хороший шов.
Техника сварки вертикальных тройниковых соединений:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошая техника заключается в том, чтобы направлять сварочный стержень в колебательное движение в форме треугольника. См. иллюстрацию A для этого. Однако, если вы сделаете короткую паузу после каждых нескольких треугольников, вы улучшите проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного стержня перегрелся, извлеките стержень из сварочного кратера, но не прерывайте дугу. См. иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет расплавленному присадочному металлу затвердевать, но не стекать вниз. Затем поднесите сварочный стержень обратно к кратеру сварки, чтобы вы могли сохранить размер сварного шва там, где вы хотите.
- Если для сварки таврового шва
требуется более одного прохода, можно использовать любое из движений, показанных на рисунке 9.0013 на рис. 7-37, виды С и D. Небольшая пауза в конце
переплетения обеспечит сплавление без подреза
краев пластин.
Техника вертикальной сварки внахлестку:
Техника треугольного плетения снова используется для вертикальной сварки внахлестку. См. иллюстрацию E ниже, чтобы увидеть, как это сделать. Это те же методы, что и в примере с тройником выше. Но единственная разница в том, что вы будете наклонять свой стержень в направлении металла, который является G (на иллюстрации E):
- Опять же, ненадолго отложите сварку и следите за тем, чтобы присадочный материал не попал на края плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется выполнить два или более прохода (более одного сварного шва). В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварные швы так, как это показано на рисунке F ниже.
- Используйте те же приемы, которые я описал в разделе о тройниках, чтобы предотвратить возможные проблемы.
Техника вертикальной стыковой сварки:
Нет никакой разницы в способах подготовки стыкового соединения в вертикальном или плоском положении, поэтому подготовьте кромки и материал одинаково.
Как и во всех сварочных процедурах, вашей целью является получение качественного сварного шва. А для этого вам нужно иметь отличное проникновение и плавление присадочного материала и стенок вашего металла. Вы также хотите избежать любого потенциального подрезания сторон вашего металла.
В дополнение к методам, описанным выше, вы поможете своему делу, контролируя свою дугу и сохраняя ее короткой.
Вы можете сварить стыковое соединение до 0,25 дюйма за один проход (один сварной шов), если вы используете технику сварки треугольным плетением, как показано на рисунке A ниже.
5-дюймовый материал или толще вам нужно будет сделать несколько проходов (более одной или двух бисерин). См. иллюстрацию B ниже.
Ваш последний проход должен быть больше похож на полукруг и похож на переплетение, но на краю сварного шва вы хлестать’, ‘хлестать хорошенько!’ Извините, я не мог удержаться от ссылки на Devo… в любом случае, вы поднимете свой стержень и на короткое время остановите сварку на краю сварного шва, чтобы получить качественный, но более широкий шов по сравнению с предыдущими проходами, и вы Таким образом, вы избежите любого потенциального подреза вашего металла.
Параметры и методы вертикальной сварки (для каждого процесса) — WeldPundit
Часто, когда вы свариваете изготовление или выполняете ремонтные работы, вы должны сваривать стык, расположенный вертикально к земле. К сожалению, вертикальная сварка непроста. Для этого нужны разные техники и настройки.
Это руководство ответит на все вопросы новичков и даст ответы на различия с плоской позицией, чтобы помочь вам быстрее прогрессировать.
Для простоты руководство будет сосредоточено на наиболее популярных процессах дуговой сварки, соединениях (тавровых и стыковых) и сварных швах (угловых и разделочных) для низкоуглеродистой стали.
Содержание
- Что такое вертикальное положение сварки?
- Почему вертикальная сварка сложна?
- Что такое вертикальная сварка вверх (в гору)?
- Что такое сварка в вертикальном направлении?
- Сварочные швы и шаблоны для вертикальных швов
- Какую силу тока вы используете для вертикальной сварки?
- Каков правильный угол движения по вертикали?
- Какова правильная скорость движения по вертикали?
- Вертикальная сварка стержнем
- Вертикальная сварка MIG
- Вертикальная сварка и порошковая проволока
- Вертикальная сварка TIG
- Личная безопасность
- Советы по вертикальной сварке
- Часто задаваемые вопросы
При вертикальной сварке правильным термином является сварка в вертикальном положении.
Что такое вертикальное положение сварки?
Вертикальное положение — это одно из четырех основных положений сварки, при котором ось соединения расположена вертикально к земле под углом от 45° до 90°. Когда у вас есть угловой шов в тройнике или соединении внахлестку, мы также называем это положением 3F. Если это стыковое соединение со сварным швом с разделкой кромок, это положение 3G.
Другие положения: плоское, горизонтальное и над головой.
Если вы хотите сваривать вертикально, вы можете сваривать вверх или вниз, но между ними есть большая разница.
Но сначала давайте посмотрим, почему вертикальная сварка сложна.
Почему вертикальная сварка сложна?
Вертикальная сварка сложна, потому что сила тяжести вытягивает расплавленный металл из ванны и дуги до того, как он затвердеет в соединении. Кроме того, без точных настроек и контроля сварочной ванны вы получите повышенное количество дефектов сварки. Например, разбрызгивание, пористость, подрез и несплавление.
Для получения удовлетворительных вертикальных сварных швов очень важно создать меньшую ванну и поддерживать ее устойчивой от начала до конца. Лужу меньшего размера легче контролировать, и она быстрее затвердевает.
Вы создаете меньшую ванну с более тонким электродом, меньшей силой тока и меньшей длиной дуги.
Что такое вертикальная сварка вверх (в гору)?
Вертикальная сварка вверх или вверх — это когда вы начинаете сварку с нижней стороны соединения и двигаетесь вверх. Вертикальная сварка вверх — это правильный способ сварки толстых металлов, поскольку он обеспечивает превосходный контроль сварочной ванны и глубокое проплавление.
Основным преимуществом сварки вертикально вверх является то, что она обеспечивает глубокое проплавление корня и хорошее общее сплавление, потому что:
- Когда вы свариваете вверх, сила тяжести тянет ванну вниз, поэтому дуга направлена на оголенный основной металл, расплавляя его. быстро и глубоко.
- Сварка в гору требует меньшей скорости движения, чтобы контролировать сварочную ванну и удерживать ее на месте. Но медленная скорость вводит больше тепла в металл, обеспечивая более глубокое проникновение.
Сварка в гору также обеспечивает отличную видимость лужи. Таким образом, вы можете наблюдать размер кратера и то, как он заполняется металлом сварного шва.
Еще одним преимуществом является то, что вы можете использовать широкие манипуляции с электродами (ткачество). Это помогает заполнять большие швы за меньшее количество проходов и сваривать швы с плохой подгонкой.
Кроме того, низкая скорость сварки может сжечь покрытия или их остатки, например, оцинковку, прокатную окалину или ржавчину. Тем не менее, сварка по покрытиям никогда не рекомендуется для критических сварных швов, поскольку они создают более слабое соединение.
Наконец, если в процессе сварки образуется шлак (стержень и флюсовая сердцевина), гравитация будет тянуть его вниз, предотвращая дефект шлаковых включений.
Для металлов толщиной 1/4″ (6,4 мм) или более необходима сварка вверх, чтобы обеспечить прочные соединения. Однако вы можете сваривать металлы до 1/8″ (3,2 мм), особенно если:
- Это угловой шов (тройник или соединение внахлестку), так как он может поглощать больше тепла.
- Вы используете сварку MIG, поскольку она создает более слабую дугу.
Ниже этой толщины чрезмерное тепло может деформировать металлы или даже прожечь их.
Основным недостатком сварки на подъеме является то, что она требует большой практики, прежде чем вы начнете получать хорошие сварные швы. Если вы попытаетесь сварить так же, как и в горизонтальном положении, лужа перегреется, станет слишком жидкой и будет капать вниз. Основной металл также может перегреваться, даже раскаляться по мере продвижения. Это может привести к деформации или прогоранию соединения, даже если металл толстый.
Распространенный дефект при сварке в гору — незаполненные канавки по бокам (или носкам) валика. Дуга расплавила металл, но скорость движения была слишком высокой, и металл сварного шва не заполнил кратер. Мы называем это подрезанным .
Чтобы предотвратить эти проблемы, измените все параметры сварки, чтобы создать сварочную ванну меньшего размера. Вы также можете использовать плетеные бусины для улучшения поддержки лужи по мере продвижения.
Сварка вверх по склону и дуговая продувка
При сварке вверх по склону большое количество тепла концентрируется в верхней части соединения. Это потому что:
- Тепло всегда стремится вверх.
- Тепло также движется в направлении движения вверх.
В результате два направления направляют тепло к конечной точке, делая его слишком горячим. Низкая скорость движения ухудшает эффект.
Это может привести к оплавлению краев и дефекту, называемому дуговым разрядом. Дуговой разряд происходит, когда сосредоточенные магнитные силы направляют дугу в сторону от соединения. В результате итоговая бусина будет асимметричной.
Чтобы предотвратить эти дефекты, вы можете использовать вкладку для стока . Выходной выступ представляет собой небольшой кусок металла (например, 2″x2″x толщины металла, который вы свариваете), скошенный и прихваточный в конечной точке соединения.
Когда вы сварите и дойдете до конца соединения, вы продолжите на вкладке отвода. Таким образом, вкладка будет поглощать чрезмерное тепло, заканчивающийся кратер и задерживать дефект дугового разряда. Когда вы закончите сварку, вы удалите язычок.
Что такое сварка в вертикальном направлении?
Сварка в вертикальном или наклонном направлении — это когда вы начинаете сварку с верхней стороны соединения и перемещаетесь вниз. В этом направлении выделяется меньше тепла, что делает его подходящим для открытых корневых соединений и тонких металлов, которые могут быть повреждены при сварке вверх по склону.
Сварка на спуске позволяет сваривать тонкие металлы, поскольку на них уходит меньше тепла. Это делается четырьмя способами:
- Вы используете высокую скорость движения, чтобы контролировать влияние гравитации и удерживать лужу на месте.
- Дуга больше направлена на лужу, чем на металл.
- При сварке стрингерными валиками наплавляется меньше металла, а значит, выделяется меньше тепла.
- Часть тепла перемещается вверх и в сторону от направления движения. В результате они не концентрируются в одном направлении.
Как правило, металлы толщиной 1/8 дюйма (3,2 мм) или тоньше лучше всего сваривать под наклоном. В противном случае тепло сварки прожжет или деформирует их.
Вы можете сваривать вниз более толстые металлы, особенно если у вас открытый корень или если вы используете процесс с сильной дугой. Например, дуговая сварка прутьями 6010 или 6011.
Однако для большинства работ металлы толщиной 1/4″ и толще часто имеют проблемы со сплавлением.
Другие преимущества сварки под наклоном:
- Поверхностное проплавление, низкое тепловложение и низкое разбавление металла являются преимуществами при вертикальной сварке трудносвариваемых металлов. Например, из нержавеющей стали или чугуна.
- Высокая скорость перемещения позволяет более толстым электродам и более высокой силе тока быстрее заполнять шов.
- Последний валик выглядит лучше, его поверхность более гладкая.
Основным недостатком сварки под наклоном является сильное непровар . Если лужа перекрывает дугу, она будет действовать как барьер, и металлы не будут плавиться должным образом, чтобы заполнить металлом сварного шва (плавление). Это может повлиять на весь борт, в результате чего соединение может выйти из строя при минимальных усилиях.
Отсутствие плавления также может произойти, если вы едете слишком быстро, потому что дуге не хватает времени, чтобы расплавить металлы должным образом.
Еще одним фактором, вызывающим несплавление, является наличие покрытий, поскольку они действуют как барьер.
Еще одним недостатком сварки на спуске является необходимость симметричного соединения с точной подгонкой. Это связано с тем, что высокие скорости перемещения не позволяют манипулировать широкими электродами для исправления плохой подгонки.
Наконец, по тем же причинам, по которым вы получаете непровар, и если в процессе сварки образуется шлак, у вас также будут шлаковые включения внутри и вокруг валика.
Теперь давайте посмотрим, какие типы бисера и узоры плетения вы можете использовать.
Сварочные швы и шаблоны для вертикальных швов
Для сварки в гору можно использовать прямые валики (стрингеры) или плетеные валики.
Стрингеры считаются более прочными во многих отношениях, и часто они являются единственным разрешенным способом сварки критических сварных швов, выполняемых в соответствии с нормами сварки.
Однако вертикальные стрингеры часто имеют неровные и выпуклые поверхности. Им также нужно больше проходов, чтобы заполнить толстый шов. Это затрудняет выполнение многопроходных сварных швов без проблем со сплавлением между каждым валиком.
Стрингеры часто используются для первого прохода, но 9Бусины плетения 0158 практичны и довольно популярны для толстых швов, потому что они:
- Облегчают контроль над лужей.
- На мгновение направьте дугу на кончики бусин, чтобы добиться более глубокого сплавления.
- Заполните шов за меньшее количество проходов.
- Оставьте красивую ровную поверхность.
При плетении вы перемещаете дугу из стороны в сторону по стыку и фокусируете ее на холодных краях предыдущего прохода на одну или две секунды. Вы должны сделать паузу достаточно долго, чтобы:
- Расплавьте стороны, чтобы предотвратить несплавление.
- Заполните кратеры, чтобы избежать подрезов.
Очень важно проводить меньше времени при прохождении через центр сустава, чтобы предотвратить слишком сильное налипание. Центр всегда горячий, и металла сварного шва будет достаточно, чтобы покрыть его.
В каждом сварочном процессе используются различные схемы плетения для сварки в гору, но наиболее популярным является плетение «Z» .
Z-плетение создает широкую полку для поддержки сварочной ванны, заполняет большие швы за несколько проходов и предотвращает образование вогнутых поверхностей. Максимальная ширина плетения должна быть 3/4″ (19мм). После этого разница температур между каждой стороной может стать слишком высокой.
Одной из частых ошибок при Z-плетении является слишком большой подъем электрода при перемещении из стороны в сторону. Каждая лужица, которую вы делаете на пальцах ног, должна соединяться с лужицей под ней.
Кроме того, во избежание перегрева металлов можно делать паузы между проходами, чтобы дать им остыть.
При сварке вертикально вниз плетение не используется. Вы пропускаете бусины стрингера с коротким движением из стороны в сторону или без него, чтобы контролировать скорость и сделать бусину более плоской. Таким образом, вы можете двигаться достаточно быстро, чтобы удержать лужу за дугой.
Далее мы посмотрим, как базовые настройки для сварки вверх и вниз сравниваются друг с другом и в горизонтальном положении.
Какую силу тока вы используете для вертикальной сварки?
После выбора правильного диаметра электрода для сварки в вертикальном положении требуется сила тока на 10-15 % ниже, чем в горизонтальном положении. Это потому, что это медленный процесс. Если вы используете плетеные бусины, вы еще больше снижаете силу тока. С другой стороны, вертикально-вниз требуется на 10-15% больше силы тока из-за необходимых высоких скоростей движения.
При сварке стрингеров вверх по склону вы устанавливаете меньшую силу тока, чтобы создать несколько меньшую и менее жидкую ванну, которую легче контролировать. Это позволит луже оставаться на месте. Кроме того, заготовка не перегревается, что предотвращает такие дефекты, как перегорание дуги и коробление.
При использовании узоров с переплетением накопление тепла намного выше, и лужа становится слишком жидкой. Чтобы избежать этого, вы хотите установить силу тока намного ниже.
Если вы используете аппарат для сварки электродом, дальнейшее снижение силы тока может превзойти нижний диапазон силы тока электрода. Стержень не расплавится должным образом и будет иметь тенденцию прилипать к металлу. Для этого необходимо выбрать более тонкий размер стержня. Затем вы уменьшаете силу тока на 10-15%.
Вам, вероятно, не нужно менять проволоку, если у вас есть сварочный аппарат MIG, потому что проволока имеет широкий диапазон силы тока. Чтобы установить скорость подачи проволоки и напряжение для сварки MIG, сверьтесь с таблицей производителя. Но эти настройки для плоского положения.
Для сварки на подъеме вы выбираете настройки на одну толщину меньше (или на две для открытого корневого прохода). Затем проверьте настройки и отрегулируйте их, чтобы получить небольшую дугу, но без отсутствия плавления.
При сварке под уклон , вам нужна более высокая сила тока, чтобы расплавить присадочный металл достаточно быстро, чтобы компенсировать высокую скорость перемещения. Кроме того, более высокая сила тока создаст более сильную дугу, которая будет отталкивать лужу и удерживать ее на месте.
Для сварки стержнем можно выбрать такой же или даже более толстый стержень, в зависимости от толщины металла. После этого увеличить силу тока на 10-15%. Для механизма подачи проволоки вы устанавливаете настройки следующей толщины металла.
Поначалу может показаться странным, что вы устанавливаете более высокую силу тока для спуска, потому что он сваривает более тонкие металлы. Но скорость движения оказывает большее влияние на тепло, которое уходит в основной металл, чем установленная вами сила тока.
AdvertisementsКаков правильный угол движения по вертикали?
Для сварки в вертикальном положении требуется небольшой угол перемещения 0–15° (ниже горизонтали), чтобы сохранить меньшую дугу, легче контролировать сварочную ванну и глубже проплавить основной металл. Вертикально вниз требуется больший угол на 15-20°, чтобы дуга могла отталкивать и удерживать лужу на месте. Если в процессе сварки образуется шлак, вы используете еще больший угол (20-30°), чтобы он не капал.
Вертикальная сварка требует меньших углов перемещения, чем плоское положение. Вы также хотите, чтобы угол оставался постоянным на всем протяжении, чтобы избежать дефектов.
Рабочий угол такой же, как и в горизонтальном положении, 90° для стыковых соединений, 45° для тавровых соединений и т.д.
Какова правильная скорость движения по вертикали?
Скорость движения также отличается от горизонтального положения.
При сварке вертикально вверх скорость перемещения должна быть достаточно низкой, чтобы заполнить выступы валика и избежать дефекта подреза. При сварке вертикально вниз скорость должна быть достаточно высокой, чтобы расплавленный металл шва не капал перед дугой.
При сварке в гору используется гораздо более низкая скорость для поддержки ванны, особенно для плетения валиков. Но если вы будете двигаться слишком медленно, лужа станет слишком жидкой.
Сварка на спуске всегда требует более высокой скорости, но скорость, превышающая необходимую, не даст дуге достаточно времени для расплавления металла.
Как правило, вы используете скорость движения, которая указывает дугу на первую 1/3 лужи.
Теперь давайте посмотрим, насколько каждый сварочный процесс подходит для вертикальной сварки.
Вертикальная сварка со сварочным аппаратом
С помощью сварочного аппарата можно выполнять сварку вверх или вниз, если выбрать правильный сварочный электрод. Стержни со второй от последней цифрой 1 в их обозначении (Exx1x) можно сваривать вертикально. Это невозможно, если это 2 (Exx2x).
Exx1x означает, что эти стержни можно сваривать вверх по склону, но большинство из них имеют проблемы при сварке вниз по склону. Например, популярные сверхпрочные стержни 7018 не могут сваривать вниз по склону. Простые в использовании модели 6013 могут выполнять сварку под наклоном, если вы выберете диаметр 1/8 дюйма или меньше.
Только стержни 6010 и 6011 обеспечивают превосходные результаты сварки под наклоном даже при больших диаметрах.
Стержни для стержневой сварки создают шлаковый материал, который помогает поддерживать сварочную ванну при сварке на подъеме. Тем не менее, шлак представляет собой проблему при сварке под наклоном, и вам нужен широкий угол наклона стержня в 30° или больше, чтобы удержать его.
Стержень E7018 лучше всего подходит для сварки вверх по склону, поскольку он наплавляет самый прочный и пластичный (эластичный) металл шва. Он также заполняет большие суставы быстрее, чем другие стержни.
Стержни E6010 и 6011 идеально подходят для сварки сложных соединений под уклон, например, соединений труб с открытым корнем. Однако большинство обычных сварочных аппаратов не могут сжигать стержни 6010.
В качестве альтернативы сварке под наклоном пруток 6013 идеально подходит для сварки тонколистового металла или соединений с плохой посадкой.
Сохранение короткой дуги, не превышающей диаметр одного стержня, и поддержание ее стабильной на всем протяжении очень важно для сварки электродом. Если она длиннее, дуга станет нестабильной и горячей, что приведет к искрам, брызгам и подрезам. Кроме того, лужа и шлак станут слишком жидкими и будут стекать вниз.
У Weldpundit есть подробная статья о том, как выполнять вертикальную сварку, включая таблицы силы тока стержня и другие схемы плетения целлюлозных стержней.
Вертикальный с аппаратом для сварки MIG
С помощью аппарата для сварки MIG можно выполнять сварку вертикально вверх или вниз, если установить передачу металла на большее значение, которое может достаточно быстро заморозить сварочную ванну. Существует два подходящих режима передачи: популярный режим короткого замыкания и дорогостоящий импульсный режим.
Одна из причин, по которой сварка MIG ограничена при вертикальной сварке, заключается в том, что проволока MIG не образует шлака. Шлак помогает поддерживать ванну при сварке в гору.
Режим короткого замыкания (или короткой дуги) является наиболее популярным. Большинство однофазных сварочных аппаратов MIG работают только в этом режиме.
В этом режиме дуга не поддерживается постоянно. Вместо этого дуга останавливается и снова зажигается много раз в секунду. Это создает небольшую лужу, которая не очень горячая и быстро замерзает.
Но слабая дуга означает, что трудно плавить толстые металлы. При сварке вверх по склону слабая дуга может привести к неполному провару корня и несплавлению на концах валика или между несколькими валиками. Эти дефекты усугубляются, если металл не чистый.
Для вверх по склону для короткой дуги требуется манипулирование горелкой, которая направляет дугу в корень сустава, чтобы избежать проблем со сплавлением. Перевернутая V-образная форма обеспечивает наилучшее проникновение в корень, особенно если металл не чистый. Он может заполнить мелкие суставы. Для другого прохода вы можете использовать Z-плетение.
Можно также использовать треугольное плетение , которое также глубоко проникает в корень. Этот шаблон наплавляет больше металла сварного шва, чем «V», и оставляет более красивый валик.
Короткий вылет не более 3/8″ также важен для глубокого проникновения.
Перевернутая буква V для сварки вертикально вверхТреугольное переплетение для сварки вертикально вверхКороткая дуга также может вызвать проблемы при сварке при сварке под наклоном . Это происходит потому, что высокая скорость движения может не обеспечить достаточного количества тепла для расплавления металла.
Если вы свариваете металлы толщиной более 1/4″ и ваш объект имеет сложные условия эксплуатации, лучше всего перейти на сварку электродами с использованием стержней 7018.
Импульсный режим представляет собой модифицированную версию режима распыления. В этом режиме можно сваривать тонкие и толстые металлы вверх или вниз. Но использовать его для обычных работ дорого, потому что вам нужны:
- Сложный и высокоамперный сварочный аппарат.
- Газовая смесь с высоким содержанием аргона, например, C10 (10% CO2 и 90% аргона).
Два других режима переноса металла, распыление и шаровидный, создают слишком большую, горячую и жидкую ванну для вертикальной сварки.
Вы также можете прочитать эту подробную статью о вертикальной сварке MIG.
Сварочный аппарат MIG также может использовать порошковую проволоку.
Вертикальная и порошковая проволока
Порошковыми проволоками можно сваривать как вверх, так и вниз, если правильно выбрать проволоку. Если число перед «Т» в обозначении проволоки равно 1 (Ex1T-x), можно выполнять сварку вертикально. Но если это 0 (Ex0T-x), вы не можете.
Порошковая проволока представляет собой трубчатую форму, заполненную флюсовым материалом, образующим шлак. Шлак может поддерживать ванну при сварке вверх по склону, но может создавать включения шлака при сварке вниз по склону.
Проблема с порошковой проволокой заключается в том, что каждая из них ведет себя по-своему. Одни сваривают только в гору, другие лучше на спуске.
Самой популярной порошковой проволокой является E7 1 T-11, проволока с защитой от полки (FCAW-S), которая создает собственные защитные газы и не требует газового баллона. Поскольку у него есть 1 в нужном месте, он может сваривать вертикально вверх или вниз.
E71T-11 может дать хороший валик для сварки под наклоном, если вы следите за тем, чтобы дуга оставалась впереди шлака. Тем не менее, сварка толстых металлов в гору требует некоторой практики, потому что проволока образует жидкий шлак, что затрудняет удержание сварочной ванны.
При сварке в гору направляйте проволоку перпендикулярно стыку. Для проблем с пористостью вы можете попробовать угол перемещения 5-10°, но направленный вниз, а не вверх. С этой проволокой лучше всего использовать треугольное или Z-образное плетение.
Для спуска используйте угол 30° или больше и тяните резак легкими движениями из стороны в сторону.
Порошковая проволока имеет меньшую устойчивость к неправильным настройкам, чем сплошная проволока MIG, поэтому старайтесь устанавливать напряжение, скорость проволоки, вылет и т. д. как можно точнее.
Проволока E71T-11 толщиной до 0,045 дюйма (1,1 мм) не подходит для металлов толщиной более 5/16 дюйма (8 мм), поскольку валик станет хрупким. Хрупкий валик может треснуть, если соединение подвергается большой нагрузке.
Существуют также порошковые проволоки в среде защитного газа (FCAW-G), такие как E71T-1. Эти проволоки отлично подходят для сварки в вертикальном положении, потому что они:
- Не требуют манипуляций с электродом, широких треугольных или Z-образных валиков, только стрингеры. Это самый простой способ сварки в гору.
- Для проплавления толстых металлов без проблем с проплавлением или корневым проплавлением.
- Наплавка большего количества металла сварного шва, чем во всех других процессах, что повышает производительность.
- Используйте дешевый защитный газ C100.
Однако для экранированных проводов требуется машина с высокой силой тока, и они дороже в пересчете на вес. Кроме того, их трудно найти в тонких диаметрах и маленьких шпулях.
Вертикальная сварка TIG
TIG – это процесс сварки в вертикальном положении. Он может сваривать как вверх, так и вниз по склону, не заморачиваясь поиском подходящего стержня, как при сварке электродом. Или используйте специальные режимы переноса металла, такие как сварка MIG. Кроме того, нет необходимости беспокоиться о шлаковом материале.
Сварка ВИГ обеспечивает превосходный контроль температуры, поэтому вы можете заморозить сварочную ванну и удерживать ее на месте:
- Одной рукой вы манипулируете горелкой ВИГ, а другой добавляете присадочный металл. Большее количество присадочного металла замораживает лужу и меньше сохраняет ее горячей.
- Вы можете использовать ножную педаль, которая может регулировать силу тока на лету.
- Или использовать импульсную сварку, которая сначала глубоко проникает в металл, а затем быстро замораживает ванну.
Таким образом, можно сваривать вверх металлы толщиной менее 1/8″ без их перегрева или вниз без использования высоких скоростей.
Если все сделано правильно, сварка TIG не будет создавать искр, брызг, пористости или подрезов, оставляя почти идеальный валик. Это важно для нержавеющей стали или алюминия.
Однако сварка ВИГ имеет некоторые трудности. TIG требует много времени для наплавки металла сварного шва, поэтому заполнение толстых швов занимает много времени.
При сварке на подъеме наиболее практичным является выполнение качественного корневого прохода с помощью TIG, а затем сварка стержнями 7018 для заполнения шва.
Другим недостатком сварки TIG является необходимость идеальной очистки металлов. В противном случае вольфрамовый электрод будет загрязнен, что заставит вас прекратить сварку и заново заточить его.
Чтобы начать практиковаться, вы можете сваривать вверх или вниз угловые швы или закрытые стыковые швы без использования присадочного металла. Но уменьшите силу тока на 10А.
Личная безопасность
Сварка в вертикальном положении подвергает вас брызгам гораздо сильнее, чем в горизонтальном положении. Брызги могут попасть на кожу при температуре 2700° F (1500° C). Брызги также могут повредить одежду, которая не является термостойкой.
Чтобы защитить себя, вам нужно надеть дополнительное защитное снаряжение:
- В идеале дуга не должна подниматься выше уровня груди. Здесь пара длинных кожаных рукавов может защитить ваши руки.
- Если дуга выше этого значения, наденьте кожаную куртку и наденьте на макушку сварочную шапочку.
Никогда не надевайте синтетическую одежду или обувь во время сварки. Даже легкие искры или брызги могут проникнуть в них, расплавить или поджечь.
Повышенное разбрызгивание также означает большую вероятность возгорания, если поблизости находятся легковоспламеняющиеся материалы.
Насадки для вертикальной сварки
- Всегда старайтесь очищать металлы . Сварка вверх требует чистого металла, чтобы обеспечить самые прочные сварные швы, и вниз, чтобы предотвратить непровар.
- Вертикальная сварка легче, когда основной металл находится под углом 45° , и сложнее при 90°. Поэтому, если вы хотите потренироваться, лучше всего начинать с угла 45°.
- Убедитесь, что рядом с вами нет оборудования , так как сварочные брызги могут повредить или навсегда оставить царапины на большинстве поверхностей.
- Вертикальная сварка требует концентрации и стабильности. Попробуйте опереться на близлежащую поверхность, чтобы стабилизировать свое тело . Вы можете создать временную, поместив тиски рядом с вашей работой. С той же целью можно также прихватить кусок металла. Кроме того, держите рабочий локоть близко к телу, чтобы свести к минимуму тряску. Для подъема постарайтесь расположить свою работу так, чтобы, когда вы закончите бусину, ваша рука не была выше уровня вашего сердца. Таким образом, у вас будет хорошая видимость дуги, а ваши руки будут более устойчивыми.
- Прежде чем приступить к сварке, выполните пару пробных прогонов для проверки положения, угла, движения от руки и т. д. перегрева сустава.
| UPHILL | Вниз | ||
|---|---|---|---|
| .0602 | |||
| Amperage | 10-15% lower | 10-15% higher | |
| Travel speed | Slow | Fast | |
| Travel angle | 0-15° | 15-20 ° (двойной шлак, если шлак) | |
| Проникновение | .0588Metal deposition | High | Low |
| Common Problems | Fluid puddle, undercut | Lack of fusion, slag inclusions | |
| Skill | Very high | Moderate | |
| Форма борта | Выпуклая | Вогнутая | |
| Возможна дуговая дуга | Да | 8 № |
Часто задаваемые вопросы
Что лучше сваривать вверх или вниз?
Поскольку сварка — это прочные соединения, для большинства работ лучше сваривать в гору, потому что вы можете лучше контролировать сварочную ванну, глубже проникать в металл и иметь лучшую видимость. Сварка под уклон полезна при сварке тонких металлов, чтобы предотвратить их продувку или деформацию.
Легче сваривать вверх или вниз?
Спускаться вниз по склону гораздо проще, потому что для управления лужей требуется меньше навыков. Вам не нужны точные манипуляции с электродом или узоры плетения, как при сварке в гору. Когда вы свариваете в гору, вы используете сложные методы плетения, чтобы создать полку для поддержки лужи. Это требует большого мастерства, чтобы сделать это идеально.
Когда вы свариваете под уклон, вы не строите полку, гравитация тянет лужу, и вы позволяете этому происходить контролируемым образом. С другой стороны, сварка вверх по склону, возможно, является самым сложным положением для сварки толстолистового металла.
Тем не менее, сварка под наклоном намного сложнее, чем в горизонтальном положении. Если возможно, расположите свою работу в горизонтальном положении, чтобы гравитация помогала вам заполнить шов, а не создавала проблемы.