Как варить газосваркой? Наиболее распространённый газ для сварки.
Газосварка является наиболее распространённым видом сварных поверхностей, если речь идёт о промышленности и бытовом применении. Профессионалы говорят о том, что метод газосварки является наиболее простым для освоения. Для создания качественного шва не требуется большое количество опыта.
На сайте http://mos-weld.com/ Вы сможете обнаружить всё необходимое, что потребуется для газосварки: горелки, баллоны и т.д. Данная статья позволит разобраться в технологическим процессе сварки при помощи горючих газов.
Газы, которые могут быть использованы в газосварке
Ниже представлены основные типы газов, применяемых на практике:
- диацин;
- водород;
- кислород;
- ацетилен;
- пропан и т.д.
Однако, наибольшую популярность на практике приобрёл только ацетилен. Дело в том, что для его воспламенения и поддержания горения не требуется большое количество окислителя.
Не стоит забывать о том, что газосварка является достаточно сложным технологическим процессом.
Настоятельно рекомендуется поступить в профильное техническое обучающее учреждение, которое позволит изучить все азы, а также технику выполнения сварочных работ.
Технический процесс выполнения ацетиленокислородной сварки
Предварительно необходимо осуществить выбор самой горелки. Она должна иметь, как минимум, 4 наконечника. При этом рекомендуется использовать самый тонкий из них. Крайне важно, чтобы осуществлялось постоянная подача кислорода.
Для этого его давление должно быть устойчивым. Рекомендованное давление для кислорода во время сварочного процесса составляет 0,3 МПа. Сам ацетилен должен подаваться под давлением 1 кПа
Необходимо помнить, что для обеспечения высокого качества шва, рекомендуется держать горелку под определённым углом к свариваемым поверхностям. Только таким образом может быть достигнут не только красивый, но и качественный, надёжный шов.
На последнем этапе осуществления сварочного процесса при помощи специальной щётки осуществляется зачистка от окалины.
Смотрите также:
Виталий М продемонстрирует, как выполняется газовая сварка. Видео будет в особенности полезно для новичков:
Каталог статей — ПромСнабСервис
Совет 1: Как варить газосваркой
В настоящее время нередко возникают вопросы, как варить газосваркой, какие техники и методики сварки являются оптимальными в зависимости от типа свариваемых материалов. Точные рекомендации помогут тем, кто с газосваркой сталкивается впервые, позволят избежать распространенных ошибок.
Инструкция
- Современные рекомендации, как варить газосваркой, начинаются с выбора оборудования, знакомства с техникой безопасности при использовании газового баллона.

- Купите горелку с четырьмя наконечниками, сначала используется самый маленький, чтобы отработать на нем все необходимые движения и навыки. Во-вторых, правильно поддерживайте давление во всех шлангах прибора, при этом выставляйте его отдельно и для кислорода, и для ацетилена. При этом давление кислорода не должно превышать 0,3МПа, а для ацетилена данный показатель должен быть не ниже отметки в 1 кПа. Для газосварочных работ подойдет и кислородный шланг, относящийся к III классу, так как он сможет поставлять кислород к газовому баллону с оптимальным давлением, которое предусматривает техника газосварки для небольших соединений.
- Желая получить красивый шов на изделии, можно использовать Г3, но такой агрегат для газосварки требует определенных навыков, да и технике безопасности следует уделить не меньшее внимание. Приступая к газосварочным работам, обязательно наденьте на себя очень плотные штаны и куртку, на голову – шапку, так как вы рискуете сжечь волосы. Позаботьтесь и о своих глазах, лучше используйте не бытовые солнцезащитные очки, а специальную сварочную маску, закрывающую лицо практически полностью.
- Полностью технология газосварки станет доступна начинающим сварщикам после прохождения обучения на специальных курсах. Только в этом случае вы научитесь выбирать горелку для газосварки, подбирая ее в зависимости от типа свариваемой поверхности. Помните, что держать прибор нужно под оптимальным углом, а сам процесс газосварки металлических труб, агрегатов и узлов автомобиля, латания дыр в баках существенно отличается.
- В каждом случае давление в шлангах для кислорода и ацетилена должно быть различным, горелку придется держать под разными углами, чтобы сделать красивый ровный шов. Впоследствии, после выполнения газосварочных работ, зачищайте окалину правильно, придавая изделию наиболее привлекательный вид.


 Впоследствии, после выполнения газосварочных работ, зачищайте окалину правильно, придавая изделию наиболее привлекательный вид.
Впоследствии, после выполнения газосварочных работ, зачищайте окалину правильно, придавая изделию наиболее привлекательный вид.Всё для газовой сварки
8-950-587-78-68 8-909-511-21-45
Подробнее …
Совет 2: Как научиться варить сваркой
Рано или поздно возникает необходимость соединить две металлические детали методом сварки, будь то садовый инструмент, или монтаж какой-либо металлоконструкции. Казалось бы, выход один — обратиться к профессиональному сварщику. Но, купив сварочный аппарат и необходимый инвентарь, этому искусству можно научиться и самому. Лучшим учителем в обучении будет практика.
Вам понадобится
Сварочный аппарат, защитная маска, куртка, брюки и перчатки из толстой кожи и брезента.
Инструкция
- На первом этапе обучения, необходимо приобрести сам электросварочный аппарат. Для начинающих подойдет аппарат с максимальным током 140А и с устройством плавного регулирования сварочного тока.
- На втором этапе непосредственно учимся варить. Для этого понадобятся электроды диаметром 2,5 – 3мм. Зажим «массы» надежно прикрепляется к детали, а в держатель необходимо прочно заправить электрод.
- Для начала нужно научиться зажигать электрод. Поднесите электрод к детали под углом 60 -70 градусов, и со скоростью 5 -10 см/сек провести электродом по детали. Раздастся треск и брызнет сноп искр. Далее под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод на 3 -5 мм. Дуга зажжется. Ведите электрод по свариваемой заготовке и одновременно, по мере выгорания электрода, выдерживайте зазор между электродом и деталью от трех до пяти мм. Если электрод прилипает, или пропадает дуга, сварочный ток слишком мал. Немного увеличьте его. На этом этапе обучения, необходимо выработать навык поддерживать дугу при зазоре в 3 -5 мм между концом электрода и свариваемой деталью.
- На следующем этапе обучаемся наплавлять валик. Для этого необходимо зажечь дугу, и плавно перемещать электрод по шву сварки. При этом надо совершать колебательные движения с амплитудой 2 — 3мм, как бы «подгребая» расплавленный металл к кратеру дуги. Таким образом, должен образоваться надежный шов с легкими, едва заметными волнами наплавленного металла.
- На последнем этапе обучения удаляется покрывающий шов шлак, образующийся при сгорании флюса, которым покрывается электрод. После остывания шва, его обстукивают молотком, шлак отлетает и открывается шов электросварки, блестящий чистым металлом.
- После того как вы научитесь делать валик, можно приступать к деловой электросварке, варить необходимые детали и инструменты.

Совет 3: Как варить дуговой сваркой
Сварка представляет собой процесс соединения металлов путем установления между свариваемыми частями межатомных связей при нагреве или пластическом деформировании. Для выполнения сварки используются различные источники энергии: лазерное излучение, газовое пламя, трение, ультразвук.
Вам понадобится
Сварочный аппарат, электроды различного сечения, обрубочный молоток, проволочная щетка
Инструкция
- Выберите конкретный прием дуговой сварки. При дуговой сварке используются различные приемы и схемы соединения свариваемых деталей: сварка от середины к краям, сварка обратноступенчатым способом, сварка блоками, каскадом, «горкой».
- При распространенной сварке «горкой» у основания кромок проложите первый шов, при этом длина его должна быть не более 300 мм. Затем первый слой перекройте вторым, сделав его длину больше на 200 мм. Таким же образом наложите третий слой, который должен перекрывать второй также на 200 мм. Заполнение продолжайте до тех пор, пока количество слоев в зоне первого шва не окажется достаточным.
- Если первый шов вы проложили в средней части, а не в начале свариваемой плоскости, то горку формируйте последовательно в обоих направлениях. Преимущество описанного метода в том, что зона сварки постоянно находится в нагретом состоянии, что улучшает качество шва и предотвращает появление трещин, ведь внутренние напряжения в этом случае будут минимальными.
- «Каскадный» метод сваривания деталей, являющийся видоизменением «горки», выполните в другой последовательности. Детали соедините между собой «на прихватках». Проложите первый слой сварки, отступите от него на 300 мм, затем проложите второй слой, который должен захватывать зону первого. Сохраняя такую «каскадную» последовательность, заполните весь шов.
- При выполнении угловых швов вы можете использовать один из двух методов сварки. Сварка «в угол» допускает значительный зазор между деталями, что упрощает сборку, но усложняет процесс сварки. К тому же необходимость за один проход сваривать швы небольшого сечения снижает производительность процесса сварки. Так называемая сварка «в лодочку» более производительна, но требует тщательной сборки.
- Описанные приемы хороши для выполнения сварки при нижних положениях шва. А вот при сварке горизонтальных швов на вертикальной поверхности или при потолочных швах появляется риск вытекания расплавленного металла. Для выполнения подобных сварочных работ необходимо снизить сварочный ток и использовать электроды меньшего сечения. Такое решение позволяет использовать для удержания металла в зоне сварки силы поверхностного натяжения. При этом количество проходов при выполнении шва возрастает.
- В дополнение к силам поверхностного натяжения используйте импульсное создание дуги: дугу держите не постоянно, а с определенными промежутками (импульсами). Для этого дугу постоянно следует прерывать, давая возможность расплавленному металлу кристаллизоваться. Применение такого способа дуговой сварки требует высокой квалификации сварщика и опыта.
- В дополнение к силам поверхностного натяжения используйте импульсное создание дуги: дугу держите не постоянно, а с определенными промежутками (импульсами). Для этого дугу постоянно следует прерывать, давая возможность расплавленному металлу кристаллизоваться. Применение такого способа дуговой сварки требует высокой квалификации сварщика и опыта.
- Удаление сварочного шва выполните обрубочным молотком. Дождитесь, когда заготовка остынет, крепко прижмите ее к столу и удалите шлак ударами молотка. Затем осуществите проковку шва, что снимет внутренние напряжения. В завершение проведите очистку места сварного соединения жесткой проволочной щеткой, удаляя последние остатки шлака.
 Преимущество описанного метода в том, что зона сварки постоянно находится в нагретом состоянии, что улучшает качество шва и предотвращает появление трещин, ведь внутренние напряжения в этом случае будут минимальными.
Преимущество описанного метода в том, что зона сварки постоянно находится в нагретом состоянии, что улучшает качество шва и предотвращает появление трещин, ведь внутренние напряжения в этом случае будут минимальными. А вот при сварке горизонтальных швов на вертикальной поверхности или при потолочных швах появляется риск вытекания расплавленного металла. Для выполнения подобных сварочных работ необходимо снизить сварочный ток и использовать электроды меньшего сечения. Такое решение позволяет использовать для удержания металла в зоне сварки силы поверхностного натяжения. При этом количество проходов при выполнении шва возрастает.
А вот при сварке горизонтальных швов на вертикальной поверхности или при потолочных швах появляется риск вытекания расплавленного металла. Для выполнения подобных сварочных работ необходимо снизить сварочный ток и использовать электроды меньшего сечения. Такое решение позволяет использовать для удержания металла в зоне сварки силы поверхностного натяжения. При этом количество проходов при выполнении шва возрастает. Применение такого способа дуговой сварки требует высокой квалификации сварщика и опыта.
Применение такого способа дуговой сварки требует высокой квалификации сварщика и опыта.Всё для газовой сварки
8-950-587-78-68 8-909-511-21-45
Подробнее …
Сварка пропаном и кислородом, как один из видов газосварки металлов
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.
Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.
При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.

Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Устройство горелки
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.
Меры предосторожности
Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований техники безопасности при сварке.
Согласно действующим нормативам газосварочные работы с пропаном должны проводиться в специально предназначенных для этих целей рукавицах, надёжно защищающих ладони от возможных ожогов.
Помимо этого, нежелателен длительный визуальный контакт с ядром пламени, поскольку повышенные световые нагрузки способны привести к поражению роговицы глаза.
Категорически воспрещается прикасаться к газовому оборудованию испачканными в масле руками, так как при соединении смазочных веществ с кислородом возможно мгновенное воспламенение и аварийный разрыв баллона.
Особое внимание должно уделяться вопросу хранению баллонов с пропаном и кислородом, которые, как правило, содержатся в специально изготовленных для этих целей металлических шкафах. Предполагается, что доступ к таким хранилищам строго ограничен.
Можно сказать еще несколько слов о достоинствах резки и сварки посредством пропана. Огромный опыт работ, организованных и проводимых по этой методике, свидетельствует о высоких качественных показателях методики, а также о соответствующем уровне её функциональности.
Такие факторы, как удобство и доступность, экономичность и высокое качество шва позволяют оценивать технику сваривания металлических заготовок пропаном как ни в чём не уступающую классической электродуговой сварке.
Как варить газосваркой
В наше время для проведения ремонтных работ в области судостроения, автомобилестроения, строительства широко используют газовую сварку. В процессе газосварки пламенем в открытой горелке плавится основной и присадочный материал. При газосварке происходит плавное нагревание металла. Благодаря этому, она нашла широкое применение при сварке цветных металлов, чугуна и стали.
Пламя в горелке поддерживается благодаря подаче горючих газов, находящихся в баллоне: пропана, диацина, водорода, метана, ацетилена, кислорода и прочих. При проведении газосварки необходимо очень тщательно соблюдать технику безопасности. В радиусе метра, возле вас должны отсутствовать легковоспламеняющиеся предметы. Не лишним будет запастись емкостью с водой.
Не лишним будет запастись емкостью с водой.
Газосварке отдают предпочтение из-за ее простоты и мобильности.
Процесс газосварки прост, поэтому можно без труда освоить технику нагрева и сварки. Главное для сварщика – это овладеть работой при помощи горелки и прутка. Это обеспечит качественное исполнение газосварочных работ.
У тех, кто впервые проводит газосварочные работы, как правило, возникают множество вопросов, связанных с техникой, методикой и самим процессом газосварки. Начинающий сварщик старается выбрать для себя самую оптимальную технику, зависящую от вида материалов, использующихся в процессе сварки.
Чтобы умело подойти к процессу сварки, можно воспользоваться советами, которые непременно вам помогут.
Инструкция по работе с газосваркой
Сначала необходимо выбрать оборудование. Не забывайте, что в процессе сварки вам придется работать с газовым баллоном. Поэтому необходимо хорошо ознакомится с правилами по технике безопасности.
В зависимости от вида поверхности, которую необходимо сварить, выбирается определенная техника сварки.
Ацетилен — основной компонент в процессе газосварки. Для сварки используют растворенный (в баллоне) или газообразный ацетилен. Ацетиленовые баллоны применяют при газосварочных работах любой сложности, как на бытовом уровне, так и при проведении высокотехнологичной сварки. Ацетилен можно назвать одним из самых качественных источников пламени. Это обусловлено тем, что нет надобности в использовании какого-нибудь окислителя.
Вначале необходимо подготовить газовый баллон, с помощью которого будет производиться ацетиленокислородная газосварка, учитывая труднодоступные места.
Также потребуется горелка, имеющая четыре наконечника. Для отработки навыков сварки вначале необходимо использовать наконечник наименьшего размера. Старайтесь следить за поддержанием давления во всех шлангах аппарата. Давление для кислорода и для ацетилена должно отличаться. Необходимо следить, чтобы показатели давления оставались на уровне: для кислорода не более 0,3МПа, для ацетилена — не менее в 1 кПа.
В процессе газосварки можно воспользоваться кислородным шлангом, который относится к III классу. Он обеспечит подачу кислорода к газовому баллону с оптимальным давлением, что предусмотрено техникой газосварки для небольших соединений.
Чтобы шов при сварке поверхностей был качественный и красивый, используют Г3. Его применение требует мастерства и более повышенных требований со стороны техники безопасности. В любом случае, на вас должна быть надета защитная форма — это уплотненные штаны и куртка. Голова должна быть защищена шапкой. Лицо необходимо полностью прикрыть, используя специальную маску.
Овладеть в полной мере искусством газосварки можно только после учебы и окончания специальных курсов. Это поможет вам правильно выбрать горелку для газовой сварки. При выполнении газосварочных работ необходимо правильно располагать прибор относительно свариваемых поверхностей, соблюдая при этом оптимальный угол. Это необходимо для образования красивого и ровного шва. По окончанию газосварочных работ, для придания изделию эстетичного вида нужно аккуратно зачистить окалину.
По окончанию газосварочных работ, для придания изделию эстетичного вида нужно аккуратно зачистить окалину.
Tag:
газосварка, как варить газосваркой, газосварка для начинающих, Как работать газосваркой, как правильно варить газовой сваркойСтатьи по теме
Персональный сайт — ЭЛЕКТРОСВАРКА 57 ТРУБЫ
Кто ощущает, что слабоват, лучше сначала прочитать КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
57 труба — это вообще-то высший пилотаж. Всегда говорю -этот диаметр самый сложный. Кто заварит стык 57 трубы, чисто, тому открыта любая труба.
Самое главное, чётко понимать , мелочей нет. Сварочный шов варится не в общем , а варится каждый миллиметр этого шва, важна каждая капля металла, как и куда она ляжет.
НАЧНЁМ.
ПРИТУПЛЕНИЕ 3мм НЕ МЕНЬШЕ
Стыкуем трубу, выполняя весь(ритуал) , прихватываем в двух местах на выходе с вертикала , прихватки по 10мм не меньше, иначе стянет. Зачищаем прихватки.
Зачищаем прихватки.
Зазор после прихваток должен быть 1-1.5 мм не меньше.
Варить начнем точно с потолка, не стесняйтесь начало обозначить мелом, чтобы не вылезти на другую сторону. Очень точно выставляйте ток. Электроды LB 52U 2.6мм. Это почти гарантия, что всё будет хорошо.Берите где хотите. Или варите газосваркой, если позволяет технология, это вообще оптимальная альтернатива.Получается всегда лучше и варить проще, чем электросваркой.
Как выставить точный ток ? Здесь не подскажешь, это надо ощущать по ситуации. Если зазор меньше, ток чуть больше. Если зазор чуть больше, ток меньше. Поэтому, возле сварщиков пружина(гитара,баластник) называют по -разному.С её помощью ток регулируется с точностью до одного ампера.
Пред сваркой сделайте пробное движение рукой , проверьте, что вам ничего не мешает? Вы должны за одно движение пройти от потолка до высшей точки(нижнего положения, прихватки провариваем тоже. Как можно меньше прерываний , старайтесь всю сторону проходить за один раз.
НАЧИНАЙТЕ ВАРИТЬ.
Ток спокойный, уверенный, очень короткая дуга. Дугой вроде задавливаем металл, конечно это образно. Забудьте об обратном валике, без лишних движений, с одинаковой скоростью поднимаемся вверх. Не стоим на месте, всё проходим за один вздох. Если вдруг какой-то сбой, не смертельно, зачищаем ,труба немножко остыла. Берём чуть ниже и вперёд.
Технологическое окно не видим , мы его ощущаем (знаем, что оно там есть). Сварка корня 57 трубы -это натренированная процедура. Заварил, посмотрел что получилось, внес в голове поправки, опять заварил и так до автомата.
Если вы увидали технлогическое окно, то скорее всего у вас ничего не получится . Металл скорее всего не удержите, потечет, у вас большой ток или большой зазор. У 57 трубы обычно тонкая стенка. Теплоотдача плохая, поэтому прошли участок шва, дайте трубе остыть. Не спешите, если кто-то подгоняет, ни в коем случае не ведитесь. Ваша задача — чистый стык.
Ваша задача — чистый стык.
Если всё равно не получается, сделайте почти слепой зазор, короткая дуга , побольше тока и пробуйте. В любом положении (потолок , выход с потолка,вертикал, нижнее положение ) при сварке, электрод должен быть направлен на ось трубы, и находиться перпендикулярно к длине трубы.
Заварили корень, зачистили как написано в статье : КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Обратите внимание на то, что теплоотдача плохая и чтобы не провалиться или не выпасть на потолке, не выбирайте глубоко и широко.
ОБЛИЦОВКА.
В общем всё то же, что и с корнем. Только чуть меньше ток, электродом не махаем по сторонам. Шов облицовки ложим узкий и не высокий,такой шов не перегреет трубу и хорошо ляжет, не забывайте труба 57, а не 219. Движение электродом делаем еле заметные. Углубление поможет положить металл без подрезов. Не спешите давайте трубе остывать. Расскажите кому-то анекдот, тоже помогает.
Например, фраза из разговора двух сварщиков теплотрассы по окончанию работы, сматывая кабеля: «ВОДА ПОКАЖЕТ, КТО ГДЕ НАСРАЛ».
Не забывайте, КОРОТКАЯ ДУГА для 57 трубы — это очень важно.
Всё что касается брака, в начале сплавления электрода и в конце сплавления найдёте в статье: КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Естественно, тренировки и ещё раз тренировки. Потом будет работать опыт и автомат. Молчу про чистые стёкла в сварочной маске, хороший св.аппарат, краги без дырок , хороший держатель.
Я работаю держателем электрода, к вилке не советую привыкать на серьёзных объектах , не проходит по тех.безопасности, пружины и всякие скрутки кабелей тоже не проходят).
Что касается пиловцев , пусть дурака не валяют — это тоже их непосредственная обязанность принимать участие в подготовке сварщиков. Кто учился в учбыткомбинате при союзе знает о чём я говорю. Без просветов во время обучения и натаскивания на плёнках не получится классных спецов.
Стык под углом 45 градусов варится абсолютно также как и потолочный. В силу того, что сварочные ванны маленькие и металл ложится без проблем. Просто не переливайте металл.
В силу того, что сварочные ванны маленькие и металл ложится без проблем. Просто не переливайте металл.
Что касается горизонтального шва, отличия есть в укладке облицовки. Корень варим также, не переливая металл. Зачищаем как прежде.
ВАРИМ ОБЛИЦОВКУ ГОРИЗОНТАЛЬНОГО ШВА.
Что бы вы не варили, вы должны ощущать расплавленный металл как кисель. Переменка в этом случае напоминает больше по вязкости молоко. И этот кисель укладывайте, не набирая критическую массу, которая сплывёт вниз или вообще упадёт (говорят: не удержал сварочную ванну).
Облицовку горизонта варят в два прохода, на всех диаметрах труб, а если разделка широкая, то и большее количество проходов. Если прошли первый раз в одну сторону, то каждый последующий варится в другую. Нарисую ещё одну картинку. Вы уже должны по ним понимать, в принципе так будут выглядеть технологические карты. Они тоже с картинками.
Узнаем как аргоном варить? Описание процесса и инструкция
Сварка латуни аргоном – решаем трудности вместе
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Проблематика
Латунь — металл, представляющий собой бинарный или многокомпонентный сплав на основе меди, в котором главным легирующим компонентом служит цинк, частично могут добавляться свинец, олово, марганец, никель, железо. Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного соединения сильно влияют такие факторы как — наличие цинка; — присутствие в оксидной пленке водорода. В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность. Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.
Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.
Сварка латуни аргоном — технология
Сразу нужно обозначить важный момент. Сварке подлежат латунные изделия толщиной более 3 мм. Все что тоньше нужно паять.
Итак, вам все–таки приходиться делать сварку. Сначала нужно подготовить кромки свариваемого изделия. При толщине латуни до 4 мм сварку проводит без разделывания кромок, при толщине 4—10 мм необходимо сделать одностороннюю разделку с углом 60—70°. Если толщина металла большая, фаски снимают с двух краев (20 -35°). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
После этого можно приступать к обезжириванию и зачистке, предварительно одев респиратор. Чаще всего латунные окислы, жирные следы удаляют посредством азотной кислоты. Также возможно применения специальных флюсов для снижения испарений цинка- буры.
Следующий этап – сварка латуни аргоном. Включите вытяжку, оденьте респиратор для защиты от испарений цинка.
Включите вытяжку, оденьте респиратор для защиты от испарений цинка.
Под свариваемым стыком подлаживается прокаленная асбестовая подкладка. Настройки параметров вашего аппарата (инвертора) напрямую зависят от рекомендуемых инструкций для каждой отдельной модели и подбираются путем тестирования. Ток необходимо ставить небольшой чтобы обеспечить хорошее проплавление. Если есть возможность предварительно протестируйте весь процесс на опытном образце или сделайте несколько пробных швов чтобы посмотреть что получается. Важный момент, при толщине свариваемого металла более 10 мм может применяться предварительный подогрев до 750 (±50)С°.
Саму сварку производят короткой дугой без колебаний конца электрода постоянным током обратной полярности. Для сварки используется технология с «перехлестом» или отдельными валиками.
Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия.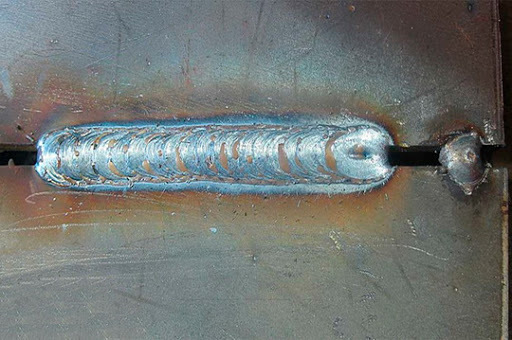 В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Во время сварочных операций нужно быть внимательным и аккуратным, не только в связи с испарениями цинка, но и ввиду высокой вероятности к трещинообразованию латунного шва при температурах от 300 до 600 градусов по Цельсию.
Итог
Сварка латуни аргоном позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Главное при этом не забывайте про меры безопасности, соблюдайте технологию и вы сможете получить требуемый результат.
Электродуговая сварка
Электродуговую сварку осуществляют инверторными аппаратами, работающими в режиме MMA. Для этого используют специальные электроды. От их типа зависит способ сварки. Различают сварку латунными или угольными электродами. Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм. С такими показателями скорость наложения шва достигает 30 см в минуту. После наложения шва его подвергают ковке и разогреву до 600°C градусов.
Различают сварку латунными или угольными электродами. Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм. С такими показателями скорость наложения шва достигает 30 см в минуту. После наложения шва его подвергают ковке и разогреву до 600°C градусов.
Сварка угольными электродами предполагает использование графитированного расходного материала (толстопокрытых электродов). Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия применяются смеси жидкого стекла с сухими примесями. К наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
При пользовании угольными электродами применяют присадку, покрытую специальными флюсами. Такая сварка ведется при вышеуказанных параметрах, однако они уже подходят для электродов сечением 10 мм. Можно выделить ряд обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
Можно выделить ряд обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
- Заготовки толщиной от 6 мм следует локально нагревать перед наложением шва.
- Тонкие листы свариваются за одни проход. при наложении нескольких слоев на заготовке в области шва начнут появляться трещины.
- Ограничение по толщине для одного прохода составляет 3 мм.
- Снизу или с внутренней стороны шва помещают подкладку из асбеста. Она нужно, чтобы предотвратить вытекание металла.
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются.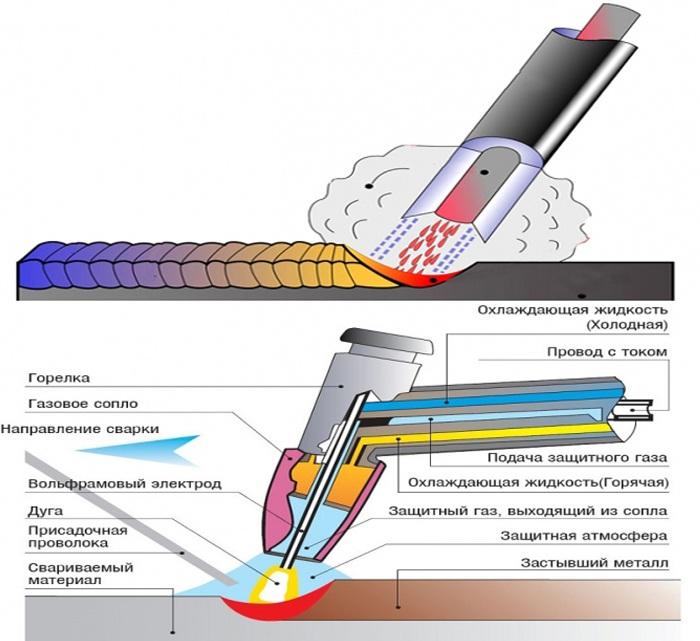 Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
 При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
 Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
 Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.Встречается много описаний создания неразъемных соединений деталей из латуни.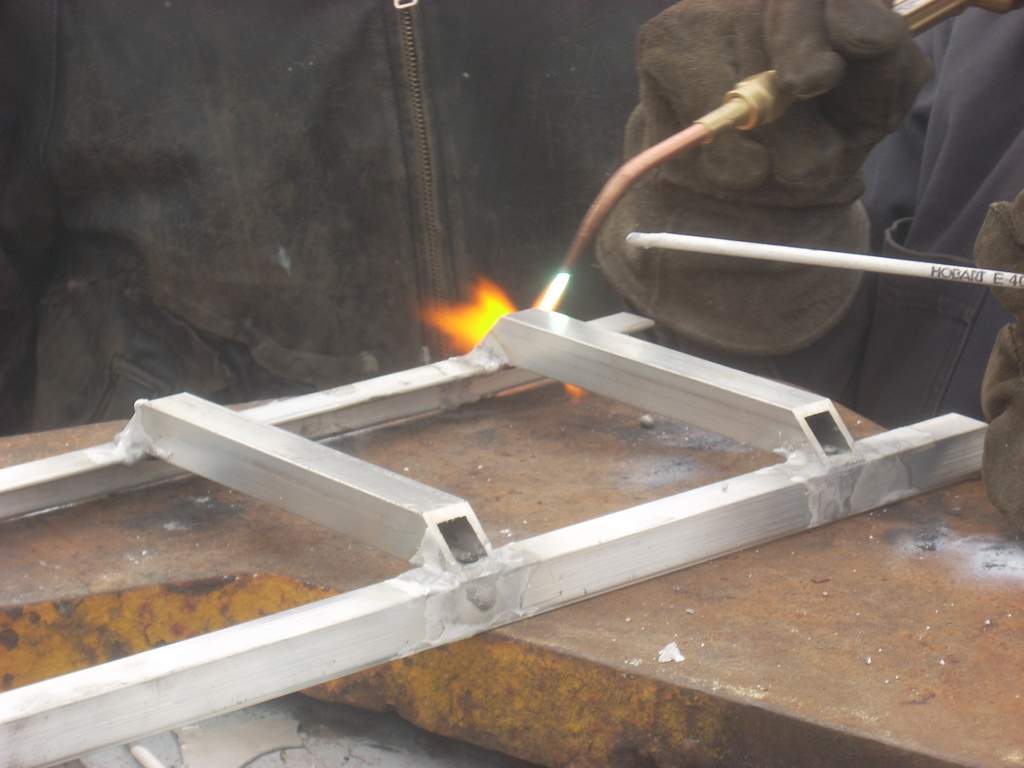 В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Читать также: Выводы полевого транзистора называются
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.

Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).

Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Сварка латуни аргоном: особенности
Автор admin На чтение 3 мин. Опубликовано 23.06.2014
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Сварка латуни аргоном — технология
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Большинство молодых сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В итоге они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается. Повторное прохождение по шву не допускается, так как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.
Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.
Важно помнить! Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом. Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.
Сварка латуни в домашних условиях аргоном и другими способами
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка латуни аргоном: технология для домашней мастерской
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Помощь по Теле2, тарифы, вопросы
В наше время для проведения ремонтных работ в области судостроения, автомобилестроения, строительства широко используют газовую сварку. В процессе газосварки пламенем в открытой горелке плавится основной и присадочный материал. При газосварке происходит плавное нагревание металла. Благодаря этому, она нашла широкое применение при сварке цветных металлов, чугуна и стали.
Пламя в горелке поддерживается благодаря подаче горючих газов, находящихся в баллоне: пропана, диацина, водорода, метана, ацетилена, кислорода и прочих. При проведении газосварки необходимо очень тщательно соблюдать технику безопасности. В радиусе метра, возле вас должны отсутствовать легковоспламеняющиеся предметы. Не лишним будет запастись емкостью с водой.
Газосварке отдают предпочтение из-за ее простоты и мобильности.
Процесс газосварки прост, поэтому можно без труда освоить технику нагрева и сварки. Главное для сварщика – это овладеть работой при помощи горелки и прутка. Это обеспечит качественное исполнение газосварочных работ.
У тех, кто впервые проводит газосварочные работы, как правило, возникают множество вопросов, связанных с техникой, методикой и самим процессом газосварки. Начинающий сварщик старается выбрать для себя самую оптимальную технику, зависящую от вида материалов, использующихся в процессе сварки.
Чтобы умело подойти к процессу сварки, можно воспользоваться советами, которые непременно вам помогут.
Инструкция по работе с газосваркой
Сначала необходимо выбрать оборудование. Не забывайте, что в процессе сварки вам придется работать с газовым баллоном. Поэтому необходимо хорошо ознакомится с правилами по технике безопасности.
В зависимости от вида поверхности, которую необходимо сварить, выбирается определенная техника сварки.
Ацетилен — основной компонент в процессе газосварки. Для сварки используют растворенный (в баллоне) или газообразный ацетилен. Ацетиленовые баллоны применяют при газосварочных работах любой сложности, как на бытовом уровне, так и при проведении высокотехнологичной сварки. Ацетилен можно назвать одним из самых качественных источников пламени. Это обусловлено тем, что нет надобности в использовании какого-нибудь окислителя.
Вначале необходимо подготовить газовый баллон, с помощью которого будет производиться ацетиленокислородная газосварка, учитывая труднодоступные места.
Также потребуется горелка, имеющая четыре наконечника. Для отработки навыков сварки вначале необходимо использовать наконечник наименьшего размера. Старайтесь следить за поддержанием давления во всех шлангах аппарата. Давление для кислорода и для ацетилена должно отличаться. Необходимо следить, чтобы показатели давления оставались на уровне: для кислорода не более 0,3МПа, для ацетилена — не менее в 1 кПа.
В процессе газосварки можно воспользоваться кислородным шлангом, который относится к III классу. Он обеспечит подачу кислорода к газовому баллону с оптимальным давлением, что предусмотрено техникой газосварки для небольших соединений.
Чтобы шов при сварке поверхностей был качественный и красивый, используют Г3. Его применение требует мастерства и более повышенных требований со стороны техники безопасности. В любом случае, на вас должна быть надета защитная форма — это уплотненные штаны и куртка. Голова должна быть защищена шапкой. Лицо необходимо полностью прикрыть, используя специальную маску.
Овладеть в полной мере искусством газосварки можно только после учебы и окончания специальных курсов. Это поможет вам правильно выбрать горелку для газовой сварки. При выполнении газосварочных работ необходимо правильно располагать прибор относительно свариваемых поверхностей, соблюдая при этом оптимальный угол. Это необходимо для образования красивого и ровного шва. По окончанию газосварочных работ, для придания изделию эстетичного вида нужно аккуратно зачистить окалину.
Tag:
газосварка, как варить газосваркой, газосварка для начинающих, Как работать газосваркой, как правильно варить газовой сваркойТакому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.
Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с . Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2h3. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также . Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая , а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.
Водяной затвор
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газТакие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
РедукторОн используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Специальные шлангиГазовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
ГорелкаСмешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Специальный столГазовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.
ПЕРЕМЕЩЕНИЕ ГОРЕЛКИ ПРИ СВАРКЕ
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.
На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 — при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
ОСНОВНЫЕ СПОСОБЫ ГАЗОВОЙ СВАРКИ
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.
Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав
Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан — бутан-кислородным пламенем . Сварка ведется при повышенном содержании кислорода в смеси
с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 — 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука.
Администрация Общая оценка статьи: Опубликовано: 2011.05.31
Газовая сварка – соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое образуется при сгорании смеси ацетилена и кислорода, в данном случае кислород является катализатором, который приводит к моментальному возгоранию ацетилена и образованию сварочной струи.
В некоторых случаях ацетилен может быть заменен пропан-бутаном, метаном, парами бензина (ювелирная промышленность и сварка драгоценных металлов), водород, полученный в ходе электролиза дистиллированной воды.
Горючий газ совместно с кислородом подаются в сварочной устройство и выводятся через калиброванное сопло, после этого происходит воспламенение, регулировка подачи осуществляется с помощью вентилей.
При этом пламя состоит из трех составных частей:
- ядро;
- восстановление;
- факел.
Самая высокая температура в ядре пламени, но сварка производится частью между восстановлением и ядром.
Кроме того воздействие открытого высокотемпературного пламени на сварные поверхности защищает сварочную ванну от взаимодействия с воздухом.
Благодаря высокой способности к резке металлов, данный вид сварки так же используют для фигурной и высокоточной резки металлических листов, изготовления деталей и изделий.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Читайте о лазерной резке металла
- Непосредственная сварка ацетиленовой горелкой подразумевает нагрев сварных кромок, их оплавление и соединение;
- Наплавка, напыление.
Такой вид использования газовой сварки подразумевает использование присадочного прутка из мягкого металла, который дополнительно насыщает сварочную ванну у оплавленных кромок.
Качественное отличие двух способов заключается в расходе газовой смеси, времени и функциональности.
В первом случае требуется больший расход газа, так как оплавление двух металлических кромок требует больше температуры, чем нагрев присадочного прутка из легкоплавких металлов.
Холодная сварка линолеума — очень эффективный и технологичный способ скрепления между собой покрытий из линолеума. Подробнее
Сварка с использованием присадок намного крепче и выглядит более эстетично, занимает меньше времени по той же причине, что и меньший расход газа.
Область применения данного вида сварки обширна: сварка тонкостенных труб технологических трубопроводов, сварка технологических изделий и запчастей машин, наплавка прутка на запчасти и чугунные детали, нагрев кованных фрагментов и поковка.
Сварка состоит из следующих элементов: баллон с пропаном (или любой другой горючий газ, близкий по свойствам текучести к инертному), баллон с кислородом, который является катализатором к воспламенению, и газовая резка, которая состоит из бронзовой трубки, двух вентилей-регуляторов для пропана и кислорода, на конце трубки расположено калиброванное сопло-форсунка для распыления газа под давлением.
Поджиг производится специальной кремниевой пьеза-зажигалкой.
Плюсы:
- самым главным положительным критерием является автономность и отсутствие необходимости в источнике переменного или постоянного тока. Этот факт делает крайне эффективным использование такого вида сварки на закрытых объектах, стройках, удаленных площадках, где нет постоянного и бесперебойного источника тока;
- регулировка расстояния сварочника от поверхности сварочных металлов и регулировка температурных режимов позволяет избежать прожогов, даже если свариваются тонколистные металлические пластины;
- оборудование обладает малой массой, весьма мобильно для перемещений и транспортировки;
- надежность и качество производимых работ является основной положительной характеристикой данного вида сварки.
- низкая производительность, медленная высокоточная работа, которая требует от ;
- высокая температура, которая имеет большой окружной диапазон;
- расходные материалы.
Меры предосторожности и правила использования газовой горелки
Так как газовая горелка имеет высокий температурный диапазон окружного действия, то необходимо помнить о следующих правилах ТБ:
- все работы необходимо производить в рукавицах-крагах, которые уберегут ладони сварщика от ожогов;
- также нежелательно смотреть на ядро пламени, так как температура выше 1000 градусов и световая нагрузка отрицательно влияет на роговицу глаза.
Очень осторожно: категорически запрещается брать газовую резку и открывать баллон с кислородом масляными руками, так как при взаимодействии индустриального масла и кислорода происходит моментальное воспламенение кислорода и взрыв в замкнутом пространстве баллона.
Газовая резка и сварка автогеном уже более 60 лет является показателем качества и функциональности для целого ряда работ в промышленности.
Удобство и доступность, сочетание цены и качества вывели этот вид сварки вровень с
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. О сварочных аппаратах читайте
Появившись на рынке, инверторные сварочные аппараты потеснили остальное оборудование, применяемое для соединения металлических деталей и узлов. Но любой опытный сварщик скажет, что автогенная сварка – это первый класс в школьной программе сварщика, без которой невозможно овладеть техникой сваривания металлов и разобраться в самом сварочном процессе. К тому же необходимо отметить, что данный вид сварки еще нередко применяется, а в некоторых случаях без него просто не обойтись.
В состав автогенной сварки входят:
- Два баллона: кислородный и ацетиленовый.
- Два редуктора по одному на каждый баллон.
- Пламегасители по одному на баллон.
- Комплект из двух шлангов: один для кислорода, второй для ацетилена.
- Горелка, снабженная насадками с отверстиями разного диаметра.
Баллон для кислорода – это металлическая емкость с толщиною стенки 6 мм, объемом 40 литров, в которую помещается 6000 литров кислорода под давлением 150-200 атмосфер. Баллон является бесшовным, поэтому и выдерживает такие высокие нагрузки давлением. В верхней его части располагается вентиль, к которому закручивается кислородный редуктор. Основное требование безопасной эксплуатации – не допустить попадание масла и жира на вентиль, особенно в место соединения его с редуктором. Кислород быстро взаимодействует с маслами, при этом происходит реакция окисления, которая приводит к взрыву.
Баллон для ацетилена имеет совершенно другую конструкцию. Все дело в том, что сжатие ацетилена обязательно приводит к взрыву. Чтобы этого не происходило, необходимо этот газ разделить на мелкие объемы. А для увеличения самого объема, нужно растворить его в ацетоне, который в больших количествах поглощает ацетилен. Пропорция поглощения – 1 к 360. То есть, один литр ацетона поглощает 360 литров ацетилена. Разбивка смеси на мелкие объемы производится за счет пористой структуры наполнителя баллона. В этом материале и размещается ацетон. Кстати, его количество равно 16 литрам, соответственно количество ацетилена при давлении 15 атмосфер будет равно 6000 литрам.
Пористый материал – это симбиоз асбеста, древесного угля, кизельгура и вяжущих наполнителей. Толщина стенки ацетиленового баллона – 4-5 мм.
Как и в случае с кислородным баллоном, у ацетиленового также есть вентиль, к которому присоединяется свой специальный редуктор. Необходимо отметить, что масла и жиры этой емкости не страшны. Единственное, что нужно учитывать, это при проведении сварки автогеном держать ацетиленовый баллон в вертикальном положении.
Что касается редукторов (ацетиленового и кислородного), то их задача – снижать давление газов до необходимых показателей. Оба приспособления имеют практически одинаковую конструкцию, в основе которой лежит подпружиненный вентиль. В них же установлены по два манометра, один из которых показывает давление внутри баллона, второй давление газа после редуктора, то есть, на горелке.
Показатели давления после редуктора должны быть такими:
- Кислород – 2,5-3,0 атм.
- Ацетилен – 0,3-0,7 атм.
Данные показатели не являются абсолютными, потому что газосварка используется для соединения разных по толщине металлов. И чем толще заготовки, тем больше давления газов должно быть на горелке. К тому же резка металла автогеном также производится при повышенных показателях давления.
Пламегасители или обратный клапан – это устройство, которое защищает от обратного удара. Их устанавливают сразу после редукторов, к нему же подключаются и сами шланги. Что значит, обратный удар.
Существуют ситуации, когда ацетилен начинает подниматься по кислородному шлангу, достигая его редуктора. Если в этом месте произойдет смешивание двух газов, то это гарантия большого взрыва. Избежать этого помогают пламегасительные клапаны. Кроме этого существуют определенные действия самого сварщика, обеспечивающие безопасность работы автогеном. Но об этом чуть ниже.
Теперь о шлангах. Какие к ним предъявляются требования.
- Это резиновые изделия с тканевым кордом внутри.
- Цвет кислородного шланга – синий, ацетиленового – красный. Менять их местами категорически запрещается.
- Соединяются они к устройствам сварочного оборудования только на штуцеры через ниппели.
- Часто используемые шланги имеют внутренний диаметр 9 или 12 мм.
- Минимальная их длина – 8 м, максимальная – 20 м.
- Комплект шлангов – это сдвоенная конструкция из ацетиленового и кислородного.
Горелка – самый важный элемент сварочного оборудования, где происходит смешивание двух газов, и где смесь выходит наружу со сверхзвуковой скоростью. Шланги к горелке подсоединяются посредству штуцеров. Выше по ручке располагаются вентили, с помощью которых регулируется подача каждого газа. При этом кислород проходит через инжектор, в котором за собой тянет ацетилен. Вот почему устанавливается давление ацетиленового редуктора, равным атмосферному давлению или чуть выше.
Техника сварки
Очень важный момент – это правильно поджигать газовую смесь и отключать ее. Подключение делается вот в такой последовательности.
- Сначала открывается на горелке кислородный вентиль.
- Затем ацетиленовый.
- Горелка отводится в сторону и поджигается.
- При этом пламя будет иметь красный оттенок, оно будет длинным, и обязательно будет коптить.
- Чуть больше открывается подача кислорода и уменьшается подача ацетилена. Визуально можно проконтролировать настройку, пламя должно стать синеватым.
Выключается горелка в обратной последовательности: сначала закрывается ацетиленовый вентиль, после 10 секунд кислородный. Именно такой порядок отключения подачи газов обеспечивает безопасность эксплуатации сварочного оборудования. То есть, предотвращается возникновения того самого обратного удара.
Что касается ведения процесса сварки, то его можно проводить слева направо или наоборот. Первый вариант – это когда горелка движется вдоль сварочного шва, а за ней перемещается присадочная проволока. Второй вариант – проволока движется впереди горелки. Первый вариант предпочтительнее, потому что сварочный стык сначала прогревается, а затем в него поступает расплавленный металл проволоки. При этом пламя оттесняет из зоны сварки кислород и азот, которые негативно сказываются на качестве конечного результата.
Качество сварного шва – это не только техника и правильно выбранные параметры давления газов. Это достаточно большой список дополнительных критериев, зависящих в основном от толщины свариваемых заготовок. А именно:
- толщина используемой проволоки;
- правильно подобранный диаметр сопла горелки;
- скорость движения горелки вдоль шва;
- скорость подачи проволоки в зону сваривания;
- процентное содержание каждого газа в подаваемой смеси.
При этом необходимо учитывать, что температура в зоне сварки при использовании ацетиленовой горелки в несколько раз меньше, чем при сварке электродами. Поэтому сварка автогенным способом должна проводиться медленнее. А соответственно сам процесс должен производиться более аккуратно. В противном случае дефектов в сварочном шве не избежать. К примеру, может образоваться не проваренный пласт, который сварщики называют холодным. Могут появиться поры, включения оксидного типа или подрезы. Нередко встречаются и зазубрину у самого корня шва.
Техника безопасности
- Перемещать баллоны можно только на специальном транспорте.
- Расстояние от баллонов до производственных и жилых зданий – минимум 10 м.
- Хранить их можно только в металлических шкафах с отверстиями, шкаф должен устанавливаться на улице и быть всегда под замком.
- Сварка проводится вдали от взрывоопасных и легковоспламеняющихся веществ.
- На месте сварки должен всегда присутствовать огнетушитель.
- В процессе эксплуатации постоянно производится проверка на предмет обнаружения протечек газа.
Автогенная технология сваривания металлов является более простой. Немного опыта, и уже можно варить, не оглядываясь на мастера. Вот почему считается, что это начальная школа для сварщика.
OFW: Советы и методы кислородно-топливной сварки
Oxy WeldingКислородно-топливная сварка (OFW) — это группа процессов сварки, при которых соединяются металлы путем их нагрева пламенем топливного газа или факелов с приложением давления или без него, а также с использованием присадочного металла или без него.
Сварка кислородным топливом включает в себя любую сварочную операцию, в которой в качестве теплоносителя используется топливный газ в сочетании с кислородом.
Процесс включает плавление основного металла и присадочного металла, если он используется, с помощью пламени, образующегося на наконечнике сварочной горелки.
Сварочный топливный газ Oxy Fuel и кислород смешиваются в надлежащих пропорциях в смесительной камере, которая может быть частью узла сварочного наконечника.
Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей ванне расплава. При охлаждении они сливаются, образуя сплошной кусок.
Процессы OFW
В группе OFW есть три основных процесса:
- кислородно-ацетиленовая сварка
- кислородно-водородная сварка,
- газовая сварка под давлением.
Существует один процесс, имеющий незначительное промышленное значение OFW, известный как сварка ацетилена на воздухе, при котором тепло получается при сгорании ацетилена с воздухом.
Сварка метилацетон-пропадиеновым газом (газ MAPP) также является кислородно-топливной процедурой.
Сварочный газ ацетилен. Ацетилен — бесцветный газ с сильным гнилостным запахом. Он смешан с кислородом для получения легковоспламеняющегося топлива.Преимущества
Сварка OFW имеет три основных преимущества:
- Контроль нагрева — Одним из преимуществ этого процесса сварки является контроль, который сварщик может осуществлять над скоростью подводимого тепла, температурой зоны сварки и окислительным или восстановительным потенциалом сварочной атмосферы.
- Контроль наплавленного валика — Размер, форма и вязкость сварочной ванны также контролируются в процессе сварки, поскольку присадочный металл добавляется независимо от источника сварочного тепла. Сварка
- OFW идеально подходит для сварки тонких листов, труб и труб малого диаметра. Также используется для ремонтной сварки. Сварные швы толстого сечения, за исключением ремонтных работ, неэкономичны.
Оборудование и комплекты
Оборудование, используемое для кислородно-топливной сварки, недорогое, обычно портативное и достаточно универсальное, чтобы его можно было использовать для различных связанных операций, таких как гибка и правка, предварительный нагрев, последующий нагрев, сварка поверхности, пайка твердым припоем и пайка горелкой.
При относительно простой замене оборудования можно выполнять ручную и механизированную кислородную резку. Металлы, обычно свариваемые кислородным топливом, включают стали, особенно низколегированные стали, и большинство цветных металлов. Этот процесс обычно не используется для сварки тугоплавких или химически активных металлов.
Кислородно-топливные газы
Коммерческие топливные газы имеют одно общее свойство: всем им требуется кислород для поддержания горения. Топливный газ, сжигаемый с кислородом, должен быть пригоден для сварочных работ:
- Высокая температура пламени.
- Высокая скорость распространения пламени.
- Соответствующее теплосодержание.
- Минимальная химическая реакция пламени с недрагоценными и присадочными металлами.
Среди многих причин, по которым сварщики используют кислородно-ацетиленовое газовое пламя (OFW), являются высокие рабочие температуры (5 589 градусов по Фаренгейту) и способность плавить многие обычные металлы.
Среди имеющихся в продаже сварочных топливных газов OFW, Oxy Fuel, ацетилен (комбинация водорода и углерода) наиболее точно отвечает всем этим требованиям.
Другие газы, топливо, такое как газ MAPP, пропилен, пропан, природный газ и патентованные газы на их основе, имеют достаточно высокие температуры пламени, но имеют низкую скорость распространения пламени.
Пламя сварочного газа OFW чрезмерно окисляет при достаточно высоком соотношении кислорода и топливного газа, чтобы обеспечить приемлемую скорость теплопередачи. Устройства для удержания пламени, такие как расточки на наконечниках, необходимы для стабильной работы и хорошей теплопередачи даже при более высоких передаточных числах.
Однако эти сварочные газы OFW используются для кислородной резки.Они также используются для пайки горелкой, пайки и многих других операций, где требования к характеристикам пламени и скорости теплопередачи не такие же, как при сварке.
Регулировка пламени Oxy AcetelyneТипы пламени
Сварочное пламя Oxy Acetelyne. Фотографии типов кислородно-ацетиленового пламени (науглероживающий, нейтральный, окислительный)С помощью кислородно-ацетиленового пламени (OFW) можно создать три типа сварочного пламени. Каждого можно отличить по цвету, размеру и форме.Каждое пламя можно создать с помощью уникальной смеси ацетилена и кислорода.
- Науглероживание : используется смесь большего количества ацетилена по сравнению с кислородом. Используется для пайки, сварки, пайки твердым припоем и серебряной пайки.
- Нейтральный : наиболее распространенный тип. Он создан из сбалансированной смеси кислорода и ацетилена. Вызывает медленное таяние. Создает меньше искр и не кипит. Он защищает сталь от окисления, и стык не горит. В результате получаются прочные сварные швы.
- Окисляющий : как следует из названия, использует более богатую смесь кислорода, чем ацетелин.Этот тип пламени не подходит для сварки. Это может вызвать такие проблемы, как упрочнение сварного шва, слабость и хрупкость сварного шва.
Подготовка основного металла
Грязь, масло и оксиды могут вызвать неполное сплавление, включения шлака и пористость сварного шва. Загрязнения необходимо удалить вдоль стыка и по бокам основного металла.
Корневой проем для данной толщины металла должен позволять без труда перекрыть зазор, но при этом он должен быть достаточно большим, чтобы обеспечить полное проникновение.Необходимо точно соблюдать спецификации для корневых отверстий.
Толщина основного металла в месте соединения определяет тип подготовки кромки под сварку. Тонкий листовой металл легко полностью расплавляется пламенем. Таким образом, кромки с квадратными гранями можно стыковать и сваривать.
Этот тип соединения ограничен материалом толщиной менее 4,8 мм (3/16 дюйма). Для толщины от 3/16 до 1/4 дюйма (от 4,8 до 6,4 мм) для полного проникновения необходимо небольшое отверстие в корне или канавка, но для компенсации отверстия необходимо добавить присадочный металл.
Края стыка толщиной 1/4 дюйма (6,4 мм) и более должны быть скошены. Скошенные кромки на стыке образуют бороздку для лучшего проплавления по бокам.
Угол фаски при кислородно-ацетиленовой сварке варьируется от 35 до 45 градусов, что эквивалентно изменению угла наклона стыка от 70 до 90 градусов, в зависимости от области применения.
Лицевая поверхность корня шириной 1/16 дюйма (1,6 мм) является нормальным явлением, но иногда используются перьевые края. Толщина листа 3/4 дюйма.(19 мм) и выше имеют двойной скос, если сварка может выполняться с обеих сторон. Поверхность корня может варьироваться от 0 до 1/8 дюйма (от 0 до 3,2 мм).
Снятие фаски с обеих сторон снижает количество необходимого присадочного металла примерно наполовину. Также снижается расход газа на единицу длины сварного шва.
Подготовить кромку канавки под квадрат проще всего. Эта кромка может быть обработана, отколота, отшлифована или обработана кислородом. Тонкое оксидное покрытие на поверхности, обработанной кислородом, не нужно удалять, потому что оно не ухудшает сварочные операции или качество соединения.Угол скоса можно резать кислородом.
Многослойная сварка
Многослойная сварка используется, когда требуется максимальная пластичность стального шва в состоянии после сварки или без напряжения, или когда требуется несколько слоев при сварке толстого металла.
Многослойная сварка выполняется путем нанесения присадочного металла последовательными проходами вдоль стыка до его заполнения. Поскольку площадь, покрываемая каждым проходом, мала, сварочная ванна уменьшается в размере.
Эта процедура позволяет сварщику получить полное проплавление шва без чрезмерного провара и перегрева во время наплавки первых нескольких проходов.Лужу меньшего размера легче контролировать. Сварщик может избежать образования оксидов, включений шлака и неполного сплавления с основным металлом.
Измельчение зерна в нижележащих проходах при их повторном нагреве увеличивает пластичность наплавленной стали. Последний слой не будет иметь этой обработки, если не будет добавлен и удален дополнительный проход или если горелка не пройдет по стыку, чтобы довести последний слой до нормализующей температуры.
Качество сварки
Внешний вид сварного шва не обязательно указывает на его качество.Визуальный осмотр изнаночной стороны сварного шва позволяет определить, есть ли проплавление полностью или есть чрезмерные шарики металла.
Недостаточный провар стыка может быть вызван недостаточной скосом кромок, слишком широкой поверхностью основания, слишком большой скоростью сварки или плохим обращением с горелкой и сварочным стержнем.
Легко обнаруживаются сварные швы с увеличенным или меньшим размером. Доступны калибры сварного шва, чтобы определить, имеет ли сварной шов чрезмерное или недостаточное усиление.Подрез или перекрытие на сторонах сварных швов обычно можно обнаружить при визуальном осмотре.
Хотя другие неоднородности, такие как неполное плавление, пористость и растрескивание, могут быть или не быть очевидными, чрезмерный рост зерен или наличие твердых пятен невозможно определить визуально.
Неполное плавление может быть вызвано недостаточным нагревом основного металла, слишком быстрым перемещением или включениями газа или грязи. Пористость является результатом захваченных газов, обычно монооксида углерода, чего можно избежать путем более осторожного обращения с пламенем и, при необходимости, адекватного флюсования.Твердые пятна и трещины являются результатом металлургических характеристик сварного изделия.
Рабочее давление для сварочных работ
Требуемое рабочее давление OFW увеличивается с увеличением отверстия наконечника. Соотношение между номером наконечника и диаметром отверстия может различаться у разных производителей. Однако меньшее число всегда означает меньший диаметр. Примерное соотношение между номером наконечника и требуемым давлением кислорода и ацетилена см. В таблицах 11-1 и 11-2.
Стержни для кислородно-топливной сварки
Сварочный пруток, вплавленный в сварное соединение, играет важную роль в качестве готового шва. Хорошие сварочные стержни предназначены для обеспечения плавного плавления металла, который легко соединяется с основным металлом для получения прочных, чистых сварных швов правильного состава.
Сварочные прутки изготавливаются для различных типов углеродистой стали, алюминия, бронзы, нержавеющей стали и других металлов для твердой наплавки.
Флюсы для кислородно-топливной сварки
Оксиды всех обычных коммерческих металлов имеют более высокие температуры плавления, чем сами металлы и сплавы (кроме стали).Обычно они пастообразные, когда металл достаточно жидкий и при надлежащей температуре сварки.
Эффективный флюс соединяется с оксидами с образованием легкоплавкого шлака. Точка плавления шлака будет ниже, чем у металла, поэтому он будет стекать из зоны непосредственного воздействия. Он соединяется с оксидами неблагородных металлов и удаляет их. Он также поддерживает чистоту основного металла в зоне сварки и помогает удалить оксидную пленку с поверхности металла.
Зона сварки должна быть очищена любым способом.Флюс также защищает расплавленный металл от атмосферного окисления.
Химические характеристики и температуры плавления оксидов разных металлов сильно различаются. Не существует единого флюса, подходящего для всех металлов, и нет национального стандарта для флюсов для газовой сварки. Они подразделяются на категории в зависимости от основного ингредиента флюса или основного металла, для которого они будут использоваться.
Флюсы обычно в виде порошка. Эти флюсы часто наносятся путем втыкания стержня горячего присадочного металла во флюс.К стержню будет прилипать достаточное количество флюса, чтобы обеспечить надлежащее флюсование, поскольку присадочный стержень плавится в пламени.
Другие типы флюсов имеют консистенцию пасты и обычно наносятся на присадочный стержень или на свариваемую деталь.
Также доступны сварочные прутки с покрытием из флюса. Флюсы можно приобрести в компаниях, поставляющих сварочные изделия, и их следует использовать в соответствии с прилагаемыми к ним инструкциями.
Температура плавления флюса должна быть ниже, чем у металла или образовавшихся оксидов, чтобы он был жидким.Идеальный флюс имеет точно необходимую текучесть при достижении температуры сварки. Флюс защитит расплавленный металл от атмосферного окисления. Такой флюс будет оставаться близко к области сварного шва, а не течь по всему основному металлу на некотором расстоянии от сварного шва.
Флюсы различаются по своему составу в зависимости от металлов, с которыми они будут использоваться. При сварке чугуна на поверхности лужи образуется шлак. Флюс разрушает это. Хорошим соединением для этой цели являются равные части карбоната соды и бикарбоната соды.Цветные металлы обычно требуют флюса.
Медь также требует присадочного прутка, содержащего достаточно фосфора, чтобы получить металл, свободный от оксидов. Расплавленная и измельченная в порошок бура часто используется в качестве флюса для медных сплавов.
Хороший флюс требуется для алюминия, так как образовавшийся тяжелый шлак имеет тенденцию смешиваться с расплавленным алюминием и ослаблять сварной шов. При сварке листового алюминия принято растворять флюс в воде и наносить его на стержень. После сварки алюминия следует удалить все следы флюса.
Раскрой
Если железо или сталь нагреваются до температуры возгорания (не менее 1600ºF (871ºC)), а затем вступают в контакт с кислородом, они очень быстро сгорают или окисляются.
При реакции кислорода с железом или сталью образуется оксид железа (Fe3O4) и выделяется значительное количество тепла. Этого тепла достаточно, чтобы расплавить оксид и часть основного металла; следовательно, потоку кислорода подвергается большее количество металла. Эта реакция кислорода и железа используется в процессе кислородно-ацетиленовой резки.После нагрева до температуры растопки на металлической поверхности прочно закрепляется струя кислорода. Чугун реагирует с кислородом, выделяя больше тепла и плавясь. Расплавленный металл и оксид уносятся быстро движущимся потоком кислорода. Реакция окисления продолжается и дает тепло для плавления еще одного слоя металла. Таким образом продвигается резка.
Теоретически тепла, создаваемого горящим железом, было бы достаточно, чтобы нагреть соседнее железо докрасна, так что после начала резки можно было продолжать бесконечно долго только с кислородом, как это делается с кислородным копьем.Однако на практике из-за чрезмерного поглощения тепла поверхностью, вызванного грязью, окалиной или другими веществами, необходимо поддерживать горение предварительного нагрева пламени горелки на протяжении всей операции.
Резка стали и чугуна
Генерал. Обычные углеродистые стали с содержанием углерода не более 0,25 процента можно резать без особых мер предосторожности, кроме тех, которые необходимы для получения пропила хорошего качества. Некоторые стальные сплавы обладают высокой стойкостью к действию режущего кислорода, что затрудняет, а иногда и делает невозможным продвижение пореза без использования специальных методов.Эти методы кратко описаны в (2) и (3), которые следуют ниже:
Высокоуглеродистые стали. Воздействие резака на эти металлы аналогично процедуре закалки в пламени, в которой металл, прилегающий к зоне резания, упрочняется за счет нагрева резаком выше своей критической температуры и закалки под действием прилегающей массы холодного металла. Это условие можно свести к минимуму или преодолеть, предварительно нагревая деталь от 500 до 600ºF (260–316ºC) перед тем, как разрезать.
Пластина из легированной стали
Режущее действие на легированной стали, которую трудно разрезать, можно улучшить, плотно прижав пластину из низкоуглеродистой стали к верхней поверхности и прорезав обе толщины.Этот метод с размывающей пластиной приведет к заметному улучшению режущего действия, поскольку расплавленная сталь разбавляет или снижает содержание легирующих элементов в основном металле.
Хромистые и нержавеющие стали
Эти и другие легированные стали, которые раньше можно было резать только плавлением, теперь можно резать быстрым окислением путем введения порошка железа или специального неметаллического порошкового флюса в поток кислорода для резки. Этот железный порошок быстро окисляется и выделяет большое количество тепла.Эта высокая температура плавит тугоплавкие оксиды, которые обычно защищают легированную сталь от воздействия кислорода. Эти расплавленные оксиды смываются с режущей поверхности струей кислорода. Кислород для резки позволяет продолжать свою реакцию с железным порошком и прорезать себе путь сквозь стальные пластины. Неметаллический флюс, вводимый в поток кислорода для резки, химически соединяется с тугоплавкими оксидами и образует шлак с более низкой температурой плавления, который вымывается или вымывается из реза, подвергая сталь воздействию кислорода для резки.
Чугун
Чугун плавится при более низкой температуре, чем его оксиды. Следовательно, при резании железо имеет тенденцию плавиться, а не окисляться. По этой причине струя кислорода используется для вымывания и эрозии расплавленного металла при резке чугуна. Чтобы это действие было эффективным, чугун необходимо предварительно нагреть до высокой температуры. Глубоко в порезе должно выделяться много тепла. Это делается путем регулировки пламени предварительного нагрева так, чтобы было избыток ацетилена.Обратите внимание, что использование флюса из мягкого железа для поддержания высокой температуры в более глубоких углублениях реза также эффективно.
Резка с использованием газа Mapp
Для качественной резки с использованием газа MAPP требуется надлежащий баланс между регулировкой пламени предварительного подогрева, давлением кислорода, расстоянием соединения, углом резака, скоростью перемещения, качеством пластины и размером наконечника.
ГазMAPP похож на ацетилен и другие горючие газы в том, что он может быть использован для образования науглероживающего, нейтрального или окислительного пламени. Нейтральное пламя — это регулировка, которая, скорее всего, будет использоваться для газовой резки.
После зажигания резака медленно увеличивайте количество кислорода для предварительного нагрева до тех пор, пока исходное желтое пламя не станет синим, с некоторыми желтыми перьями, оставшимися на концах конусов предварительного нагрева.
Это слегка науглероживающееся пламя. Небольшой поворот кислородного клапана приведет к исчезновению перьев. Конусы предварительного нагрева будут темно-синего цвета и будут четко очерчены. Это регулировка нейтрального пламени, и она останется таковой даже при небольшом дополнительном количестве подогретого кислорода.
Еще один небольшой поворот кислородного клапана заставит пламя внезапно изменить цвет с темно-синего на светло-синий.Также будет отмечено усиление звука, и конусы предварительного нагрева станут длиннее. Это окислительное пламя. На окисляющее пламя легче смотреть из-за его слабой яркости.
Конусы подогрева газа MAPP как минимум в полтора раза длиннее конусов подогрева ацетилена, если они изготовлены с использованием того же основного типа наконечников.
Ситуация обратная для горелок, работающих на природном газе, или для горелок с двухкомпонентным наконечником. Конусы газового пламени MAPP намного короче, чем пламя предварительного нагрева на двухкомпонентном наконечнике, работающем на природном газе.
Регулировка нейтрального пламени используется в большинстве случаев резки. Пламя науглероживания и окисления также используется в особых случаях. Например, регулировка пламени науглероживания используется при резке штабелями или там, где требуется очень квадратный верхний край. «Слегка науглероживающий» факел используется для укладки разрезанного легкого материала, поскольку образование шлака сводится к минимуму. Если используется сильно окисляющее пламя, в пропиле может образоваться достаточно шлака, чтобы сварить пластины вместе. Пластины, сваренные шлакосваркой, часто не могут быть отделены после завершения резки.
Пламя «умеренно окисляющее» используется для быстрого пуска при резке или пробивке. Это дает немного более высокую температуру пламени и более высокую скорость горения, чем нейтральное пламя. Окислительное пламя обычно используется с устройством «высокий-низкий». Большое «высокое» окислительное пламя используется для быстрого запуска. Как только резка началась, оператор опускается в «низкое» положение и продолжает резку с нейтральным пламенем.
«Сильно окисляющее» пламя не следует использовать для быстрого запуска.Чрезмерно окисляющее пламя фактически увеличивает время запуска. Дополнительный поток кислорода не способствует горению, а только охлаждает пламя и окисляет поверхность стали.
Следует использовать давление кислорода на горелке, а не на каком-либо удаленном регуляторе. Поместите на кончик слабое мягкое пламя. Затем включите режущий кислород и измените давление, чтобы найти лучшую струю кислорода (видимую режущую струю).
Низкое давление
Низкое давление дает очень короткие жала от 20 до 30 дюймов.(От 50,8 до 76,2 см) в длину. Жала низкого давления распадается в конце. По мере увеличения давления жало внезапно становится связным и длинным. Это правильное давление режущего кислорода для данного наконечника. Длинное жало останется в довольно широком диапазоне давления. Но по мере того, как давление кислорода увеличивается, жало возвращается к короткой сломанной форме, которую оно имело при низком давлении.
Высокое давление кислорода
Если давление кислорода слишком высокое, на поверхности среза часто появляется вогнутость.Слишком высокое давление кислорода также может вызвать образование надрезов на поверхности среза. Высокоскоростной поток кислорода выдувает металл и шлак из пропила так быстро, что рез начинается непрерывно. Если используется слишком низкое давление, операция не может выполняться с адекватной скоростью. Это приводит к чрезмерному сопротивлению и образованию шлака, и часто на дне пропила образуется широкий пропил.
Кислород резания и скорость движения
Кислород для резки, а также скорость движения, также влияют на склонность шлака прилипать к основанию пропила.Эта тенденция усиливается по мере увеличения количества металлического железа в шлаке. Два фактора вызывают высокое содержание железа в шлаке: слишком высокое давление кислорода для резки приводит к тому, что скорость кислорода через пропил достаточно высока для выдувания расплавленного железа до того, как металл окислится; а слишком высокая скорость резания приводит к недостаточному времени для тщательного окисления расплавленного чугуна с тем же результатом, что и высокое давление кислорода.
Расстояние между муфтами
Расстояние соединения — это расстояние между концом конусов пламени и заготовкой.Длина пламени зависит от топлива, и пламя регулируется по-разному. Поэтому расстояние между концом конусов предварительного нагрева и заготовкой является предпочтительной мерой. При резке обычных листов толщиной до 2–3 дюймов (5,08–7,62 см) с помощью газа MAPP держите конец конусов предварительного нагрева на расстоянии 1/16–1 / 8 дюйма (0,16–0,32 см) от поверхности работай. При прокалывании или при очень быстром запуске дайте конусам предварительного нагрева касаться поверхности. Это даст более быстрый предварительный нагрев. По мере увеличения толщины листа более 6 дюймов(15,24 см) увеличьте расстояние соединения, чтобы получить больше тепла от вторичного конуса пламени. Пламя вторичного газа MAPP будет предварительно нагревать толстую пластину далеко перед разрезом. При резке материала толщиной 12 дюймов (30,48 см) или более используйте расстояние соединения от 3/4 до 11/4 дюйма (от 1,91 до 3,18 см) длиной.
Угол горелки
Резак или угол опережения — это острый угол между осью резака OFW и поверхностью заготовки, когда резак направлен в направлении резания. При резке тонкой стали (до 1/4 дюйма.(Толщиной 0,64 см) угол резака от 40 до 50 градусов обеспечивает гораздо более высокую скорость резки, чем если бы резак был установлен перпендикулярно пластине. На пластине толщиной до 1/2 дюйма (1,27 см) скорость движения можно увеличить с помощью угла опережения резака, но этот угол больше, примерно от 60 до 70 градусов. Небольшая польза от резки пластины толщиной более 1/2 дюйма (1,27 см) с острым углом наклона. Пластину этой толщины следует резать резаком перпендикулярно поверхности заготовки.
Угловой резак
Угловой резак быстрее режет материал меньшей толщины.Пересечение пропила и поверхности представляет собой лезвие, которое легко воспламеняется. Как только плита горит, разрез легко переносится на другую сторону работы. При резке толстого листа резак должен располагаться перпендикулярно поверхности заготовки и параллельно начальному краю заготовки. Это позволяет избежать проблем, связанных с резкой без выпадения, неполной резкой на противоположной стороне более толстой пластины, надрезов в центре пропила и подобных проблем.
Скорость резания
Для каждой работы предусмотрена оптимальная скорость резки.На пластине толщиной примерно до 2 дюймов (5,08 см) высококачественный рез будет получен, если из резака будет издаваться устойчивый «мурлыкающий» звук, а поток искры под пластиной имеет угол опережения 15 градусов. Это угол между искрами, выходящими из нижней части разреза в том же направлении, что и резак. Если искры идут прямо вниз или даже назад, это означает, что скорость движения слишком высока.
Качество резки
Различия в качестве резки могут быть вызваны различным состоянием поверхности заготовки или составом листа.Например, ржавые или масляные пластины требуют большего предварительного нагрева или меньших скоростей движения, чем чистые пластины. Большинство отклонений от идеального состояния чистого плоского листа из низкоуглеродистой стали имеют тенденцию замедлять резание.
Один из методов, который можно использовать для очень ржавой пластины, — это установить на резак как можно большее предварительное пламя, а затем пропустить пламя вперед и назад по линии, которую нужно разрезать. Дополнительные проходы предварительного нагрева делают несколько вещей. Они отслаивают большую часть окалины, которая в противном случае помешала бы резанию; проходы приводят к дополнительному предварительному нагреву листа, что обычно способствует повышению качества и скорости резки.
При работе с высокопрочными низколегированными пластинами, такими как сталь ASTM A-242, или полными легированными пластинами, такими как ASTM A-514, резайте немного медленнее. Также используйте низкое давление кислорода, потому что эти стали более чувствительны к образованию надрезов, чем обычные углеродистые стали.
Для плакированных пластин из углеродистого сплава, углеродистой нержавеющей стали или низкоуглеродисто-высокоуглеродистых пластин требуется более низкое давление кислорода и, возможно, более низкая скорость перемещения, чем для прямой низкоуглеродистой стали. Убедитесь, что сторона из низкоуглеродистой стали находится на той же стороне, что и резак.Покрытие из легированного или более углеродистого материала не будет гореть так же легко, как углеродистая сталь. Если нанести покрытие снизу, а углеродистую сталь сверху, режущее действие аналогично порошковой резке. Сверху низкоуглеродистая сталь легко горит и образует шлак. Когда железосодержащий шлак проходит через высокоуглеродистую или высоколегированную оболочку, он разбавляет ее. Факел, по сути, все еще горит низкоуглеродистую сталь. Если плакированная или высокоуглеродистая сталь находится на верхней поверхности, резак требуется для резки материала, который не поддается быстрому окислению и образует тугоплавкие шлаки, которые могут остановить режущее действие.
Размер и стиль наконечника
Любая стальная секция имеет соответствующий размер наконечника, обеспечивающий наиболее экономичную работу с определенным топливом. Конечно, любое топливо OFW сгорит в любом наконечнике. Но топливо не сгорит эффективно и может даже перегреться и оплавить наконечник или вызвать проблемы при резке.
Например, газ MAPP не будет работать с максимальной эффективностью в большинстве ацетиленовых наконечников, потому что отверстия предварительного нагрева недостаточно велики для MAPP. Если газ MAPP используется с наконечником, работающим на природном газе, может возникнуть тенденция к перегреву наконечника.Кончики также будут подвержены обратному миганию. Наконечник для природного газа можно использовать с газом MAPP в аварийной ситуации, сняв юбку. Точно так же можно использовать ацетиленовый наконечник, если неэффективное горение допустимо в течение короткого времени.
Причины для разработки разных наконечников для разных топливных газов сложны. Но цель состоит в том, чтобы спроектировать наконечник, чтобы он соответствовал скорости горения, скорости порта и другим отношениям для каждого типа газа и размера отверстия, а также для получения оптимальной формы пламени и свойств теплопередачи для каждого типа топлива.
Правильные режущие наконечники стоят настолько низко, что затраты на переоборудование незначительны по сравнению с экономией средств за счет эффективного использования топлива, повышения качества резки и увеличения скорости движения.
Для дополнительного чтения OFW
Кислородно-ацетиленовая сварка 101
Сварка — это фундаментальный навык, необходимый для многих модификаций и ремонта грузовиков. Как только человек сможет резать металл и соединять детали с помощью сварки, перед вами откроется целая вселенная возможностей. Это начало серии из четырех частей, в которых дается обзор наиболее популярных процессов резки и сварки.
Начнем с газовой сварки по ряду причин. Во-первых, газовая сварка — самый доступный способ начать сварку. Есть оборудование, доступное за несколько сотен долларов, которое отлично подходит для изучения основ сварки, и вы обнаружите, что наличие оборудования для газовой сварки также имеет много других преимуществ. Он позволяет резать стальной лист, пруток и пластину и необходим для множества задач по нагреву — от освобождения замороженных гаек и болтов до нагрева тяжелого материала для гибки.Оборудование для газовой сварки может выполнять множество других процессов, таких как пайка мягким припоем, серебряная пайка, пайка твердым припоем и пайка кузовов (часто называемая «ведущей»).
Кузнечная сварка была самым первым процессом сварки. Первые мастера по металлу обнаружили, что если два куска металла нагреть до красного цвета, их можно будет сколотить вместе, образуя прочное соединение. Хотя этот процесс до сих пор используется кузнецами для проектов по производству автомобилей и грузовиков, гораздо легче нагреть деталь, чем доставить детали в кузницу.
В газовой сварке используются резервуары со сжатым кислородом и топливом, чаще всего ацетиленом, которые подают эти газы через шланги в ручную горелку, создавая чрезвычайно горячее и легко контролируемое пламя. Впервые этот процесс получил широкое распространение в начале 20 века. В течение многих лет это был наиболее практичный способ сварки металлов, пока электросварка не была усовершенствована, о чем мы расскажем в следующих статьях.
При газовой сварке существует несколько потенциальных угроз безопасности, а это означает, что соблюдение правильных процедур безопасности является важным.У нас нет места, чтобы перечислить их все здесь, но новое сварочное оборудование поставляется с инструкциями по безопасности, а информация доступна в Интернете и в библиотеках. Обязательно ознакомьтесь с информацией перед тем, как начать, чтобы безопасно выполнять сварку на всю жизнь.
См. Все 26 фото Для этой статьи мы будем использовать одежду «размером с пинту» от Miller Electric Manufacturing Company, которая обеспечивает отличную портативность. См. Все 26 фотографий. Если вы много занимаетесь резкой и сваркой, вы можете подумать о более крупной экипировке на колесах. тележка.См. Все 26 фото Регуляторы используются для преобразования газа под высоким давлением в резервуарах до более безопасного и более легко контролируемого уровня. См. Все 26 фото. Безопасность всегда является проблемой при работе с горючими газами. Амортизаторы Flashback обеспечивают хорошую дешевую страховку и настоятельно рекомендуются! Посмотреть все 26 фото. Корпуса для фонарей бывают разных размеров. Если вы не планируете сваривать железнодорожные пути или броневой лист, меньшие горелки намного удобнее и маневреннее. См. Все 26 фотографий. Существуют сменные сварочные наконечники, которые вставляются в корпус горелки.Важно выбрать правильный размер для материала, который вы свариваете. См. Все 26 фото. Для нашей первой демонстрации мы будем сваривать листовой металл 18-го калибра. Для резака Miller рекомендуется наконечник AW 201. Номер проштампован на каждом наконечнике, что позволяет легко выбрать подходящий. См. Все 26 фотографий Для такой легкой сварки давление 5 фунтов на квадратный дюйм является хорошей отправной точкой для кислорода и ацетилена. См. Все 26 фотографий Чтобы зажечь пламя, откройте ацетилен. клапан на корпусе резака примерно на 1/4 оборота и воспользуйтесь ударником, чтобы зажечь пламя.Посмотреть все 26 фото Если вы используете недостаточное количество ацетилена, вы получите очень дымное, копотное пламя, которое создаст большой беспорядок в зоне сварки. Увеличивайте газ до тех пор, пока не получите пламя без сажи. См. Все 26 фото. Если между пламенем и наконечником образуется зазор, значит, вы пропускаете больше ацетилена, чем рассчитано на наконечник. Уменьшайте поток, пока пламя не обратится к кончику. См. Все 26 фото. Как только у вас будет необходимое количество ацетилена, начните добавлять немного кислорода. Это изменит цвет пламени с желтого на синий.Просмотреть все 26 фотографий По мере того, как вы продолжаете добавлять кислород, вы увидите три отчетливых конуса пламени: широкий перистый внешний конус; средний синий средний конус; и короткий яркий внутренний конус. См. все 26 фото. Добавляйте кислород до тех пор, пока средний конус не исчезнет во внутреннем конусе. Это нейтральное пламя, единственный тип, который рекомендуется для сварки. См. Все 26 фото. Если добавить слишком много кислорода, шипение пламени станет громче, а внутренний конус станет короче, ярче и острее. Это окислительное пламя — очень плохо для сварки.Посмотреть все 26 фото Чтобы погасить пламя, сначала выключите ацетилен, а затем кислород. При этом горелка может «лопнуть», но это не вредно. Посмотрите все 26 фотографий Как только вы научитесь правильно настраивать пламя горелки, вы можете начать практиковаться в сварке. Отличный способ развить свои навыки — просто подержать фонарик рядом с куском металла и удерживать его до тех пор, пока не начнет формироваться лужа. Смотрите все 26 фото. Как только лужа достигнет оптимального размера, вы можете начать перемещать фонарик и лужа тоже двинется.Попробуйте лужи разного размера и разную скорость движения, пока не найдете комбинацию, которая работает лучше всего. Смотрите все 26 фото Угол, под которым вы держите фонарь, — еще одна важная переменная. Начните с удерживания резака под углом 45 градусов к металлу и поэкспериментируйте, чтобы увидеть, как изменение этого угла повлияет на лужу. См. Все 26 фото Как только вы достаточно попрактикуетесь, чтобы перемещать лужу по панели; сохраняя постоянную ширину и обеспечивая полное проплавление, вы можете начать добавлять сварочный стержень. См. все 26 фото. При подаче сварочного стержня кончик стержня едва касается передней кромки лужи, что приведет к затягиванию небольшого количества сварочного стержня. стержень, а затем стержень втягивается.С практикой вы разовьете ритм своих движений. Смотрите все 26 фото. Освоив перемещение лужи и добавление стержня, вы можете попробовать сварить стык. Приваривайте соединение прихваточным швом примерно через каждые 2,5 сантиметра, и зажимы помогут выровнять детали для прихваток. См. Все 26 фото Ожидайте много практики, прежде чем овладеть этим процессом, но чем больше вы практикуетесь, тем быстрее развиваются ваши навыки. Опытный газосварщик может сделать очень красивый, прочный и однородный сварной шов. См. Все 26 фото. Тяжелые металлы тоже можно сваривать газом.Здесь я использовал наконечник AW 206 для сварки стального листа толщиной 1/8 дюйма. См. Все 26 фотографий. Алюминий тоже можно сваривать газом, но это сложный процесс, требующий специального флюса и специальной сварочной линзы. Прежде чем освоить газовую сварку алюминия, нужно много практиковаться! Просмотреть все 26 фотоТипы газовой сварки | Sciencing
Газовая сварка включает использование газовой горелки для нагрева металлической заготовки и присадочного материала для создания сварного шва. Этот газ обычно представляет собой смесь топливного газа и кислорода для создания чистого горячего пламени.В качестве топлива для газовой сварки можно использовать множество различных газов, и для питания сварочной системы не требуется электричество, что обеспечивает гибкий и портативный способ изготовления. Все методы газовой сварки требуют надлежащего оборудования для обеспечения безопасности сварщика и хранения сварочных газов.
Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке в качестве питания сварочной горелки используется смесь газообразного ацетилена и кислорода. Кислородно-ацетиленовая сварка — это наиболее часто используемый метод газовой сварки.Эта газовая смесь также обеспечивает самую высокую температуру пламени из доступных топливных газов, однако ацетилен обычно является самым дорогим из всех топливных газов. Ацетилен является нестабильным газом и требует особых процедур обращения и хранения.
Кислородно-бензиновая сварка
Бензин под давлением используется в качестве сварочного топлива там, где затраты на изготовление являются проблемой, особенно в местах, где нет баллонов с ацетиленом. Бензиновые горелки могут быть более эффективными, чем ацетиленовые, для резки толстых стальных листов.Бензин можно откачивать вручную из баллона под давлением, что является обычной практикой для ювелиров в бедных районах.
MAPP Газовая сварка
Метилацетилен-пропадиен-нефтяной (MAPP) — это газовая смесь, которая намного инертнее других газовых смесей, что делает ее безопаснее для любителей и сварщиков-любителей использовать и хранить. MAPP также можно использовать при очень высоких давлениях, что позволяет использовать его при резке больших объемов.
Сварка бутана и пропана
Бутан и пропан — аналогичные газы, которые можно использовать отдельно в качестве топливных газов или смешивать вместе.Бутан и пропан имеют более низкую температуру пламени, чем ацетилен, но они менее дороги и их легче транспортировать. Пропановые горелки чаще используются для пайки, гибки и нагрева. Пропан требует использования наконечника горелки другого типа, чем наконечник инжектора, потому что это более тяжелый газ.
Водородная сварка
Водород можно использовать при более высоких давлениях, чем другие горючие газы, что делает его особенно полезным для процессов подводной сварки. Некоторое водородное сварочное оборудование работает за счет электролиза, расщепляя воду на водород и кислород, которые используются в процессе сварки.Этот тип электролиза часто используется для небольших горелок, например, используемых в процессах изготовления ювелирных изделий.
Газовая сварка — обзор
16.3.1.12 Газовая сварка и резка
Газовая сварка осуществляется пламенем, получаемым путем сжигания примерно равных объемов кислорода и ацетилена, которые подаются при одинаковом давлении из газовых баллонов в сварочную горелку. Температура пламени составляет приблизительно 3100 ° C, что достаточно для плавления стали и других металлов. Присадочный металл, если требуется, добавляется вручную путем подачи стержня в передний край сварочной ванны при перемещении горелки вдоль стыка.Продукты горения обеспечивают достаточную защиту от атмосферы при сварке стали. При сварке других металлов, таких как чугун, нержавеющая сталь, алюминиевые и медные сплавы, используются флюсы для очистки и защиты металла от окисления.
Оборудование Сварочная горелка имеет две ручки управления с накаткой, которые регулируют расход кислорода и ацетилена, так что получается нейтральное или слегка окисляющее или восстанавливающее пламя, в зависимости от области применения. Горелка имеет ввинчиваемое сопло из набора сопел с отверстиями разного диаметра, которые обеспечивают соответствующий размер пламени и, следовательно, необходимую подводимую теплоту для конкретного металла и толщины свариваемого материала.Шланги для кислорода и топливного газа подсоединяются между сварочной горелкой и газовыми баллонами, при этом газы проходят через пламегасители и регуляторы давления. Ограничители обратного воспламенения представляют собой предохранительные устройства, которые предотвращают возврат пламени в цилиндры в случае обратного возгорания. Для использования в мастерских газовые баллоны обычно устанавливаются парами на тележке, которую можно перемещать туда, где это необходимо.
Присадочный металл и флюсы Химический состав присадочных металлов указан в BS 1453: 1972 и включает ферритные стали, чугун, аустенитные нержавеющие стали, медь и медные сплавы и алюминиевые сплавы.Ферритные стали не требуют использования флюса, но для других материалов доступны запатентованные флюсы.
Области применения Газовая сварка используется в основном для ремонта и технического обслуживания, особенно при ремонте кузовов автомобилей и сельскохозяйственных орудий, хотя постепенно ее заменяет небольшое оборудование для сварки TIG и MIG. Газовая сварка в определенной степени используется для работы с листовым металлом (например, для обогрева и вентиляции воздуховодов) и до сих пор используется для прокладки корневых проходов в трубах, где она особенно полезна для перекрытия зазоров.
Два применения, в которых газовая сварка имеет явные преимущества по сравнению с другими процессами, — это сварка и ремонт отливок из серого чугуна и наплавка дорогими сплавами. Отливки из серого чугуна можно успешно сваривать с помощью высоких температур предварительного нагрева до 600 ° C и газовой сварки с присадочными стержнями из чугуна. Осаждение дорогостоящих износостойких сплавов, таких как кобальт-хромовольфрамовые типы или сплавы на основе карбидов хрома или вольфрама, можно проводить с минимальным плавлением основного металла, так что разбавление осажденного сплава и последующее уменьшение исключается износостойкость.Газовая сварка также успешно применяется в ювелирном производстве с миниатюрными горелками и небольшими газовыми баллонами.
Ацетилен — единственный горючий газ, пригодный для газовой сварки из-за его благоприятных характеристик пламени при высокой температуре и высокой скорости распространения. Другие горючие газы, такие как пропан, пропилен или природный газ, выделяют недостаточное количество тепла для сварки, но используются для резки, пайки горелкой и пайки. Они также используются для газовой правки деформированных деталей, а также для предварительного нагрева перед сваркой и последующего нагрева после сварки.
Газовая резка Газовая резка, иногда называемая газовой резкой или кислородной резкой, включает в себя активное экзотермическое окисление разрезаемой стали, когда материал был предварительно нагрет пламенем кислородно-топливного газа до температуры воспламенения около 900 ° С. Оборудование для газовой резки такое же, как и для сварки, за исключением того, что требуется специальная режущая насадка. Сопло имеет внешнее кольцо отверстий, через которое подается смесь подогреваемого газа, и центральное отверстие, через которое проходит струя кислорода.В результате экзотермической реакции окисления стали образуется жидкий шлак из оксида железа, и через несколько секунд, в зависимости от толщины металла, происходит пробивка сечения. Оксид железа и расплавленный металл удаляются из разреза потоком кислорода. Перемещение резака по заготовке обеспечивает непрерывное резание, резаком можно управлять вручную или с помощью моторизованной каретки. Таким способом можно резать сталь толщиной до 300 мм.
Стойкие к окислению стали, такие как нержавеющая сталь, можно резать специальными методами, включая введение железного порошка или других патентованных порошков в поток кислорода.Эти порошки вступают в реакцию с тугоплавкими оксидами хрома, снижают их температуру плавления и повышают текучесть, что позволяет выполнять резку. Для получения дополнительной информации обратитесь к ссылке 40.
Нержавеющие стали, цветные металлы и сплавы обычно режут с помощью процесса плазменной резки, который не требует экзотермической реакции.
Возможна ручная газовая резка, а точность резки может быть улучшена за счет использования небольшого колеса, установленного на резак.Колесо может быть автономным или моторизованным. Для общей резки и профилирования (в том числе снятия фаски на кромках листов) обычно используется механизированная резка. Для механизированной резки распространены электронные отслеживающие устройства, которые состоят из фотоэлемента, который повторяет контур чертежа и направляет режущее сопло с помощью приводных двигателей, которые регулируют движение каретки и траверсы, к которой прикреплен резак.
Доступны станки для резки с числовым программным управлением, которые используют программы, хранящиеся или перфорированные на магнитной ленте, которые посылают соответствующие сигналы на приводные двигатели.
Как правильно работать с ацетилено-кислородной горелкой
Группа продуктов Harris
Зажигать, настраивать и выключать кислородно-ацетиленовую горелку легко, особенно при соблюдении соответствующих процедур. Помимо этих простых для выполнения инструкций, вы всегда должны соблюдать рабочие процедуры производителя резака.
Первый — прежде чем пытаться зажечь факел, выполните следующие проверки:
- Убедитесь, что винты регулировки давления регулятора вывернуты!
- Убедитесь, что клапаны горелки закрыты!
- Держаться подальше от регулятора
- Отдельно и медленно откройте клапаны баллона для кислорода и ацетилена
- Отрегулируйте винты p / a регулятора, чтобы установить давление наконечника
- Открытие / закрытие клапанов горелки по отдельности и точная настройка давления на регуляторах
- Нажмите режущий рычаг и при необходимости отрегулируйте давление
Зажигание и регулировка горелки (со смесителем положительного / равного давления):
- Отдельно продуть трубопроводы кислорода и топливного газа
- Открыть кран топливного газа на 1/2 оборота
- Зажигать пламя ударником
- Увеличивайте поток топливного газа до тех пор, пока пламя не покинет конец наконечника и не перестанет дымить
- Уменьшать, пока пламя не вернется к кончику
- Открыть кислородный клапан и настроить нейтральное пламя
- Нажмите рычаг кислорода и внесите необходимые настройки
Выключение резака (со смесителем положительного / равного давления):
- Закрыть вентиль кислородной горелки
- Закрыть вентиль горелки топливного газа
Если горелка / регуляторы и газы используются в течение некоторого времени, выполните следующие процедуры:
- Закрыть вентили баллона для кислорода и топливного газа
- Отдельная продувка трубопроводов кислорода и топливного газа
- Убедитесь, что все манометры регулятора показывают 0
- Вывернуть винты регулировки давления регулятора!
- Если вы используете коммерческую среду, сообщите о любом повреждении и т. Д.вашему руководителю
Не забывайте всегда соблюдать основные правила безопасности при работе с кислородно-топливным оборудованием.
онлайн-курсов PDH. PDH для профессиональных инженеров. PDH Engineering.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов. «
Russell Bailey, P.E.
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, и курс был очень информативным, особенно с учетом того, что я думал, что уже знаком с вами
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что этот подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал «
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.э., позволяя
студент для ознакомления с курсом
материалов до оплаты и
получает викторину. «
Арвин Свангер, П.Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил огромное удовольствие «
Mehdi Rahimi, P.E.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.»
Уильям Валериоти, P.E.
Техас
«Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее визуальное представление
обсуждаемых тем »
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Очень рекомендую
всем инженерам »
Джеймс Шурелл, P.E.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании какого-то неясного раздела
законов, которые не применяются
до «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор.
организация «
Иван Харлан, П.Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн-формат был очень
доступный и простой
использовать. Большое спасибо ».
Патрисия Адамс, P.E.
Канзас
«Превосходный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь печатный тест во время
обзор текстового материала. Я
также оценил просмотр
Предоставлено фактических случаев »
Jacquelyn Brooks, P.E.
Флорида
«Очень полезен документ» Общие ошибки ADA при проектировании объектов «.Модель
Тест потребовал исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
«Я эффективно использовал свое время. Спасибо за широкий выбор вариантов
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, P.E.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
приходится путешествовать. «
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для Professional
.Инженеры получат блоки PDH
в любое время.Очень удобно »
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
пора искать где на
получить мои кредиты от «
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий. «
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
до метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад помочь материально
по ваш промо-адрес который
сниженная цена
на 40% «
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
кодов и Нью-Мексико
правил. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Хэнслик, P.E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материалы были краткими и
хорошо организовано. «
Glen Schwartz, P.E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
хороший справочный материал
для деревянного дизайна »
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефону.»
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Строительство курс и
очень рекомендую .»
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса по этике в Нью-Джерси были очень хорошими
хорошо подготовлены. «
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загрузить учебные материалы на
.обзор где угодно и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, никакой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и продемонстрировали понимание
материала. Полная
и всесторонний «
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по телефону
работ.»
Рики Хефлин, P.E.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, P.E.
Монтана
«Легко выполнить. Никакой путаницы при прохождении теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Luan Mane, P.E.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти викторину «
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродская, П.Е.
Нью-Джерси
«Веб-сайт прост в использовании, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график «
Майкл Гладд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за изготовление
процесс простой. »
Фред Шейбе, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
часовой PDH в
один час «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилось загружать документы для просмотра содержания
и пригодность, до
имея для оплаты
материал .»
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об ЭЭ для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, P.E.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, которому требуется
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в онлайн-викторине и получение сразу
сертификат . «
Марлен Делейни, П.Е.
Иллинойс
«Учебные модули CEDengineering — очень удобный способ доступа к информации по телефону
.многие различные технические зоны за пределами
по своей специализации без
надо ехать.»
Гектор Герреро, П.Е.
Грузия
Определение правильных наконечников для резки и сварки
Наконечник сварочной горелки или резака — это то место, где действует (см. Рисунок 1 ). Сварочные наконечники обычно создают положительное давление (более 1 фунта на квадратный дюйм [PSI]) и используются при равном давлении ацетилена и кислорода. Эти наконечники из медного сплава с одним отверстием прикреплены к ручке горелки, оснащенной смесителем, который смешивает топливо с кислородом, подобно тому, как карбюратор в автомобиле смешивает газ и воздух.
| Рис. 1 Сварочные наконечники смешивают кислород и топливо, а затем смешанный газ проталкивается через сварочный наконечник и сгорает на конце наконечника. |
К сожалению, лучший размер и единообразие используемых наконечников для сварки и резки может сбивать с толку пользователей.
Конструкция наконечника
Конструкция наконечника основывается на характеристиках пламени используемого топливного газа, а также на предполагаемом использовании режущего наконечника.Наконечники для стрижки бывают цельными и состоящими из двух частей.
Цельные наконечники используются с ацетиленом и изготовлены из медного сплава, чтобы выдерживать высокую температуру в процессе резки (см. Рисунок 2 ). Медный сплав обрабатывается, просверливается и обжимается по специальной проволоке для получения точных отверстий для предварительного нагрева и резки кислородных отверстий. Для получения стабильных режущих кромок необходимо тщательно контролировать допуски.
| Рисунок 2 Цельные наконечники имеют (1) канал для кислорода для режущей струи и (2) каналы для предварительного нагрева пламени. |
Ацетиленовые наконечники производятся с четырьмя или шестью отверстиями для предварительного нагрева и предназначены для обеспечения легкого, среднего и тяжелого предварительного нагрева для использования с чистой, грязной или ржавой пластиной. В наконечниках для промывки заклепок используется низкоскоростной поток кислорода для резки, чтобы продуть заклепки через пластину, не повредив ее. Также доступны наконечники для строжки сварных швов, резки листового металла и для других специальных целей.
Цельные наконечники можно использовать с метилацетилен-пропадиеном (MAPP®) и пропиленом. У них есть восемь отверстий для предварительного нагрева, чтобы обеспечить дополнительное тепло, необходимое для этих газов.Однако двухкомпонентные наконечники обычно обеспечивают наилучшие результаты с газом MAPP и пропиленом.
Цельные наконечники имеют кислородные отверстия двух конфигураций: прямое отверстие с давлением от 40 до 60 фунтов на квадратный дюйм для ручной резки и расширяющееся отверстие с коническим или расширяющимся выпускным отверстием для использования при машинной резке. Наконечники с расходящимся отверстием используют более высокое выходное давление от 70 до 100 фунтов на квадратный дюйм и позволяют увеличить скорость резания на 25 процентов по сравнению с наконечниками с прямым отверстием.
| Рис.3 Состоящие из двух частей наконечники состоят из (1) внешней оболочки, (2) внутреннего элемента, (3) канавок для предварительного нагрева пламени, (4) концов канавок и ( 5) режущий кислородный проход. |
Наконечники, состоящие из двух частей, состоят из внешней оболочки и шлицевой вставки (см. рисунки 3 и 4 ). Шлицевая вставка используется для устранения необходимости сверлить многочисленные отверстия для предварительного нагрева, необходимые для более холодных и медленно сгорающих топливных газов. Различные конфигурации шлицев позволяют более эффективно сжигать разные топливные газы.
Пропилен и MAPP обеспечивают наиболее эффективный предварительный нагрев, используя мелкие прямоугольные шлицы и очень небольшую выемку вставки на передней поверхности кожуха для закрепления пламени предварительного нагрева.Для природного газа, метана и пропана V-образные шлицы делают предварительный нагрев более эффективным. Маленькие насадки обычно имеют маленькие шлицы, а большие насадки используют широкие V-образные шлицы. Эти газы требуют более глубокого углубления между вставкой и кожухом, чтобы лучше закрепить пламя предварительного нагрева этих медленно горящих газов.
| Рисунок 4 Двухкомпонентные наконечники используются для альтернативных топливных газов, таких как природный газ, метан, пропилен, MAPP и пропан. На этом рисунке показан резак, начинающий резку, и в действии. |
Как и в цельных наконечниках, кислородные отверстия в двухкомпонентных наконечниках могут иметь прямую или расходящуюся конфигурацию, а специальные наконечники доступны для промывки и строжки.
Соответствующий наконечник процессу
Газовая сварка может выполняться только с ацетиленом или MAPP. Эти газы имеют реакцию поглощения тепла (эндотермическую). Другие распространенные топливные газы — метан, природный газ, пропилен и пропан — вступают в реакцию с выделением тепла (экзотермическая реакция).
Следовательно, ацетилен и MAPP являются эндотермическими и горят с выделением тепла, что является положительным фактором BTU, в то время как другие топливные газы являются экзотермическими и горят с поглощением тепла, что является отрицательным фактором BTU.В результате ацетилен и MAPP передают высокую тепловую мощность первичному конусу, который используется для газовой сварки.
Ацетилен — самый эффективный газ для газовой сварки. Метилацетилен-пропадиен обычно требует наконечника на один или два размера больше, чтобы сваривать материал той же толщины.
Ацетилен — взрывоопасный газ. Чтобы этот газ стабилизировался в баллонах, баллоны должны иметь пористый упаковочный материал с небольшими ячеистыми пространствами, в которых может собираться ацетиленовый газ. Пористая масса насыщается ацетоном, в котором растворяется газообразный ацетилен.Максимальное давление в баллоне с ацетиленом ограничено 250 фунтами на квадратный дюйм манометра (PSIG) при 70 градусах F.
Давление на выходе ацетилена составляет 15 фунтов на квадратный дюйм. Чтобы свести к минимуму вывод ацетона, не следует выводить ацетилен со скоростью более 1/10 вместимости этого баллона за час периодического использования или 1/15 при непрерывном использовании.
Пайку и пайку можно выполнять с помощью сварочных наконечников, которые используют любой обычный горючий газ, поскольку они не требуют более высокой температуры, необходимой для плавления.Сварочные наконечники, которые будут использоваться с альтернативными видами топлива, часто требуют выемки на выходе из наконечника, чтобы пламя не сдувало наконечник.
Нагревательный наконечник прикреплен к ручке горелки со смесителями, которые смешивают топливо и кислород и подают его к наконечнику. Одна из распространенных ошибок, которые делают сварщики при использовании нагревательных наконечников, — это истощать наконечник из-за недостаточной подачи топлива. Недостаток топлива приводит к тому, что пламя возвращается в наконечник, что приводит к обратным вспышкам и обратным вспышкам. Сварщики должны знать о требованиях к подаче топлива для нагревательного наконечника, который они используют, и поддерживать эту подачу газа путем объединения баллонов, если это необходимо.
Существует ограничение на отбор газа из одного баллона. Многие сварщики пытаются использовать большие нагревательные наконечники на одном баллоне с ацетиленом. Максимальная скорость откачки для большого ацетиленового баллона объемом 300 кубических футов составляет всего 30 кубических футов в час. Этого ацетилена достаточно для работы только очень маленького нагревательного наконечника.
Если нагревательный наконечник начинает давать обратный эффект, сварщик должен выключить наконечник и проверить подачу топливного газа. Продолжение работы с наконечником для обратного зажигания может быть опасным для оборудования и персонала.
Обратные клапаны и пламегасители могут помочь предотвратить обратный поток, обратные вспышки и обратные вспышки. Эти устройства разработаны для улучшения рабочих процедур и помогают защитить персонал и оборудование в опасных условиях.
Сварщики должны обязательно проверять пропускную способность обратных клапанов и пламегасителей, используемых для обеспечения необходимой пропускной способности. Обратный клапан или пламегаситель без достаточной пропускной способности могут ограничить поток и создать серьезные проблемы.
Конечно, никакое устройство не может заменить безопасные методы эксплуатации и надлежащим образом обслуживаемое оборудование.
| Рис. 5 Размер отверстия и размер отверстия наконечника являются важными факторами при выборе наконечника для сварки или резки для конкретного применения. |
Наконечники по размеру
Определение размеров и стандартизация наконечников для резки, сварки и нагрева может быть реальной проблемой, потому что производители присваивают своим наконечникам номера, которые не имеют отношения к размеру отверстия, толщине материала или чему-либо еще (см. Рисунок 5 ).Например, производитель A может назвать наконечник, который режет сталь 1/2 дюйма, номером 1, а производитель B называет его номером 2, даже при том, что оба имеют одинаковый размер кислородного сверла около 0,038 дюйма.
Американское сварочное общество (AWS) призывает производителей наконечников штамповать наконечники с указанием размера толщины материала, чтобы избежать путаницы в цифрах размеров наконечников. В 2000 году AWS выпустила унифицированную систему обозначений ANSI-AWS C4.5M для кислородно-топливных форсунок. Этот стандарт требует, чтобы на наконечниках проставлялось штамп с названием производителя, символом для обозначения топливного газа, максимальной толщиной материала и кодом или номером детали для ссылки на рабочие данные производителя.
Однако, поскольку стандарт не является обязательным, многие производители не соблюдают его из-за дополнительных затрат на изменение или добавление штампов. Второй фактор, влияющий на соответствие, заключается в том, что стандарт требует использования метрических измерений толщины и расхода.
Чтобы подобрать режущие наконечники разных производителей, необходимо проверить размеры кислородных отверстий. Все они примерно одинаковы, потому что количество кислорода, вводимого в разрез, остается неизменным.