инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.

- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.

И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
 Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.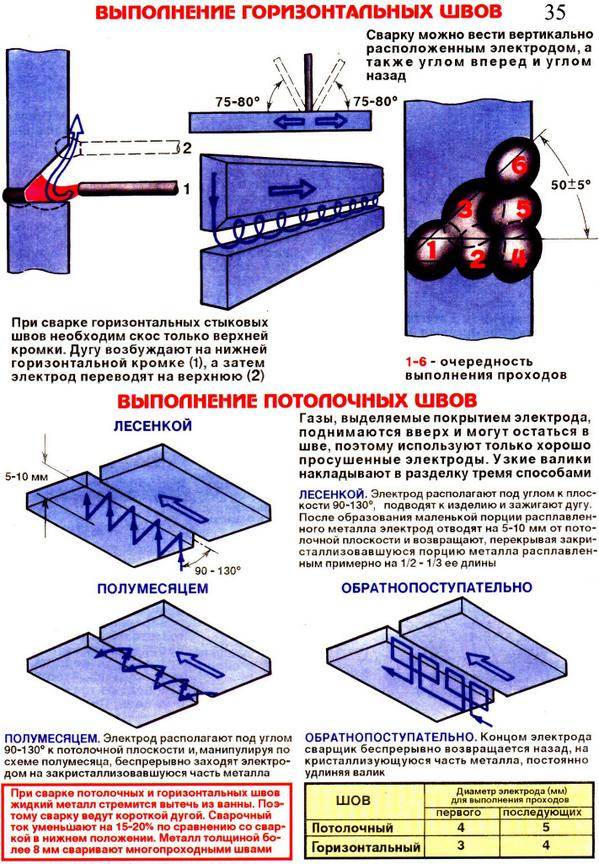
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Как правильно варить электросваркой — пошаговое руководство (+Видео)
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советам и рекомендациям, вы быстро овладеете этим нехитрым навыком.
Итак, первым делом давайте узнаем, с чем же нам придется иметь дело, и какие виды сварочных аппаратов бывают.
Сварочный выпрямитель
Исходя из самого названия, можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями.
Сварочный инвертор
С помощью этого устройства переменный ток от сети, с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является небольшой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить, что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов, и лишь после этого приступайте к сварке.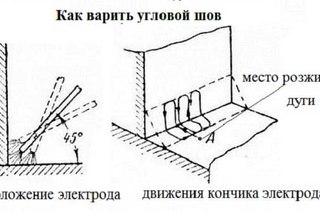
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками.
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Чтобы научиться правильно варить электросваркой, нужна в первую очередь постоянная практика, мы уверены, что практикуясь для начала на несложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя электросварочные работы, первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала, где будет производиться сварка, необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того чтобы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода, на одном из концов каждого находится стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали, с которой будет происходить сварка.
Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
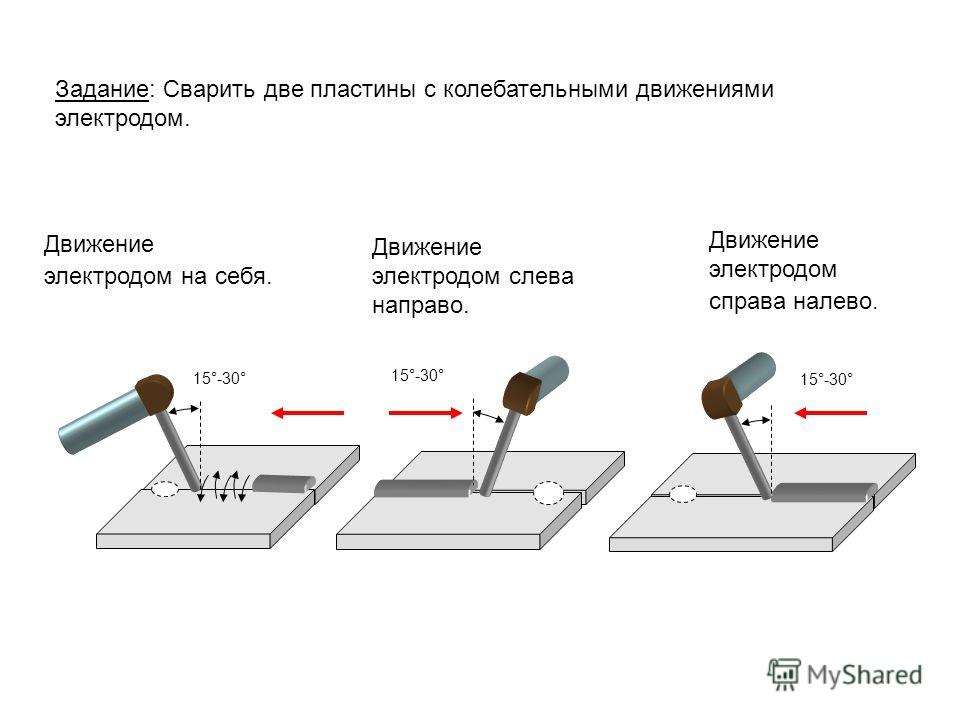
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно-поступательные движения.
- После сварки небольшого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.

В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы наберетесь опыта и окончательно освоите это нехитрое ремесло.
Как правильно варить электросваркой видео
На этом наш урок закончен, надеюсь сейчас вы в полной мере понимаете, как правильно варить электросваркой.
[Всего: Средний: /5]Научиться варить электросваркой в домашних условиях —
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.

Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой. Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.
При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
VISTA-TURBO › Блог › 🔧 Как правильно варить электросваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки.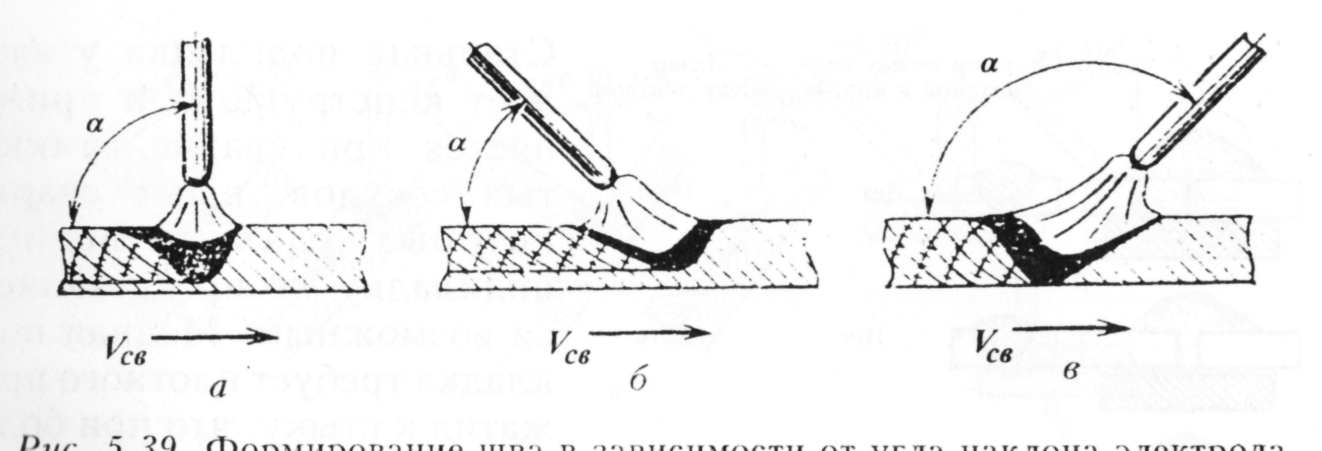 После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.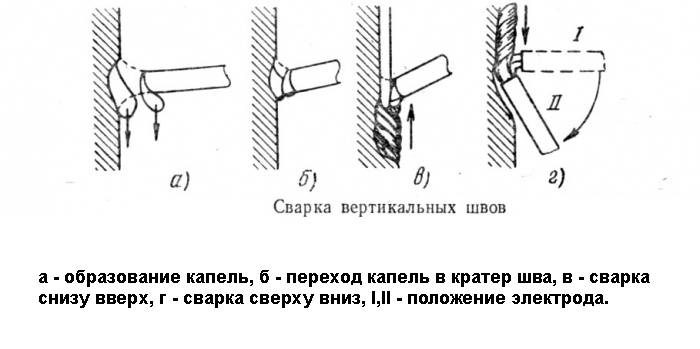
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла.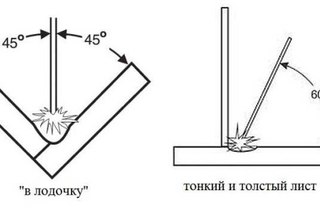 На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.

Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам “как варить”, “как приварить” то или иное, смотрите в рубрике “Как варить”
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз.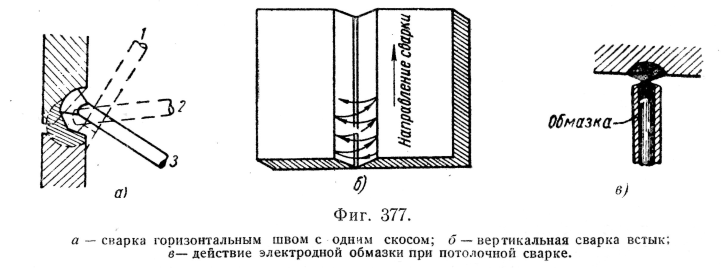 Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.

Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки – скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
Как правильно научиться варить металл электросваркой?
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
Схемы дуговой электросварки.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Читайте также: Что представляют собой современные теодолиты.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Схема точечной электросварки.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Схема сварочного аппарата для электросварки.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Основные виды траекторий поперечных колебаний при дуговой сварке.
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
Виды сварных швов.
- Самый простой – ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.

При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Вернуться к оглавлению
Как сваривать после остановки?
В процессе сварки возникает необходимость смены электрода или остановки сварки по другим причинам. В месте остановки образуется углубление, называемое кратером. Возобновлять работы нужно в следующем порядке:
Схема влияния угла наклона на сварочный шов.
- На расстоянии 12 мм от кратера зажигается дуга.
- Дуга медленно перемещается к кратеру.
- Место расположения кратера тщательно проваривается путем колебательных движений электродом.
- Затем процесс сварки продолжают в обычном режиме.
Сварка обычно проводится в несколько слоев. При толщине заготовки до 6 мм достаточно 2 слоя, при толщине 6-12 мм – 3 слоя, при толщине более 12 мм – 4 слоя. Направление движения электрода в слоях меняется.
После окончания сварки шов обрабатывается, излишки сбиваются зубилом или обрабатываются болгаркой и напильником.

Вернуться к оглавлению
Техника безопасности
Следует помнить, что сварка – это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
Электросварка – это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
Как правильно варить электросваркой трубы, как выбрать электроды
Для того, чтобы соединить трубы, можно использовать специальные фитинги, но чаще всего используется сварка. Она отлично подойдет в том случае, если нужно соединить круглые стальные трубы из нержавейки. Лучше всего, чтобы соединением занимался профессионал. Он поможет правильно выбрать метод сварки, подобрать тип электродов и учесть особенности металла. Рассмотрим тонкости выбора сварки, какие методы считаются самыми популярными, что влияет на качество шва.
Особенности электросварки
Что собой представляет электросварка? На электрод подается электрическая энергия, которая позволяет нагревать металл, тем самым соединяя трубы между собой. Обратите внимание, что созданное соединение получается очень прочным, стойким к негативным воздействиям со стороны.
Электрод – это тонкий стержень на основе металла. Имеет специальное покрытие, которое и позволяет проводить электрический ток. Оно также дает возможность сделать стабильную электрическую дугу. Также электрод дает возможность защитить созданный шов от негативных воздействий со стороны.
Выбирая сварочные электроды в наличии, обратите внимание на толщину свариваемого металла. Чтобы выбрать подходящий вариант, важно изучить такие особенности:
Чтобы выбрать подходящий вариант, важно изучить такие особенности:
- Если толщина металла составляет до 5 мм, то можно подобрать электроды трехмиллиметровые;
- Если толщина составляет от 5 до 100 мм, то и размер электрода должен быть немного больше;
- Если требуется создать несколько слоев у шва, то рекомендуется выбирать четырехмиллиметровые электроды.
Для того, чтобы правильно провести сварку металлических труб, нужно заранее приобрести дополнительные элементы (например, прутки для сварки нержавеющих сталей) и выбрать подходящий метод соединения. Есть несколько основных вариантов:
- Стык двух элементов по одной оси. Такой вариант соединения считается самым популярным, быстрым и удобным;
- Соединение трубы перпендикулярно друг другу. Провести такое соединение будет немного сложнее;
- Угловое соединение. Угол может быть разным, но чаще всего работа проводится под углом 45 градусов;
- Соединение металлических элементов внахлест.
Сварные швы могут быть вертикального типа, горизонтального, потолочного и нижним. Потолочный вариант соединения лучше всего не использовать, особенно новичку, так как :
- Делать соединение не очень удобно;
- Место сварки сложно рассмотреть;
- Электрод не всегда можно довести до нужного места соединения.
как правильно варить трубы, виды свайных швов и как удалить шлак
Что такое сварочный шов
Сварочные швы по металлу представляют собой неразъёмное соединение, которое делается при помощи сварки под воздействием высоких температур.
Сварные соединения имеют несколько зон соединения, которые образуются во время самого процесса сварки:
- Сварной шов – этот участок сварного соединения образуется вследствие кристаллизации или в результате какой-либо деформации, которые произошли при сварке. Чаще всего имеют место и кристаллизация, и деформация в месте сварки.
- Металл шва – образуется в результате плавления основного металла. Как правило, расплавленную или оплавленную часть конструкции соединяют с нужным элементом посредством «прилипания». После остывания металла шва, скрепление полностью завершается.
- Основной металл – это та основная часть, которая подвергается плавлению или сварке.
- Зона сплавления – эта зона обычно находится на границе или между основным или металлом шва.
- Зона термического влияния – это участок основного металла, который не подвергается расплавлению, но структура и свойства которого изменяются в результате нагрева при сварке или наплавке.
 Как правило, расплавленную или оплавленную часть конструкции соединяют с нужным элементом посредством «прилипания». После остывания металла шва, скрепление полностью завершается.
Как правило, расплавленную или оплавленную часть конструкции соединяют с нужным элементом посредством «прилипания». После остывания металла шва, скрепление полностью завершается.Так, сварные швы могут делиться на несколько типов:
Стыковые – этот тип соединения состоит из двух элементов, которые примыкают к друг другу торцевыми поверхностями. Данный тип сварных швов очень лёгкий в техническом построении и используется довольно часто.
Нахлёстанное – это тот тип, в котором все сварные элементы располагаются параллельно друг к другу. Чаще всего они должны дополнительно частично перекрывать друг друга.
Угловое – в этом типе сварного соединения все элементы свариваются между собой под определённым углом.
Тавровое – данный тип соединения схож с угловым, но здесь требуется приваривать исключительно к боковой поверхности.
Торцовое – здесь вам нужно будет приваривать боковые поверхности материала друг к другу.
Основы электросварки
Разобравшись с видами и типа соединений сварных швов, можно переходить к основам электросварки. Если вы планируете обучаться самостоятельно, то вам необходимо будет запастись всеми необходимыми материалами. Так как с первого раза практики вас, скорее всего, ожидает небольшой провал, то лучше запастись большим количеством материала.
Также важно знать некоторые термины и обозначения перед началом работ:
- Сварная дуга – это раскалённый до невероятно высоких температур (порядка 5-7 тысяч) газ, так что обращаться со сваркой нужно предельно аккуратно, иначе вы рискуете нанести себе или окружающим серьёзные ожоги.
- Дуговая сварка – этот вид сварки делается при помощи электрической дуги, которая нагревает газ до невероятно высоких температур. При соприкосновении с поверхностью металлического изделия, металл начинает плавиться вследствие чего образуется так называемая – «сварочная ванна». После остывания металла появляется сварной шов.
- Аргонодуговая сварка – практически, как дуговой вид сварки, только в качестве разогреваемого газа здесь необходимо использовать аргон. Данный вид сварки очень хорошо подходит для различных прутьев арматуры толщиной не более 5 миллиметров.

Подготовительные работы
По причинам, которые были описаны выше, все сварочные работы лучше всего проводить в помещении, где нечему гореть, в противном случае вы рискуете устроить пожар. Найдя пожаро-безопасное помещение, необходимо подготовить все нужные для работ материалы. Прежде всего подумайте о своей защите, приобретите специальную сварочную маску, перчатки для сварки, а также желательно дополнительно приобрести специальный костюм, который сделан из огнеупорного материала.
Когда вы уверены, что обезопасили себя от случайной искры или ожога, вам нужно приобрести все необходимые инструменты для работ. В их число входят:
- Вам в обязательном порядке понадобится сам сварочный аппарат.
- Также нужен будет небольшой комплект электродов, которые будет проводить достаточное количество электричества для нагрева газа до нужной температуры.
- Специальный небольшой молоточек, который понадобится для того, чтобы оббивать ненужный шлак.
- А также щётка с жёсткими ворсинками для удаления различного рода мусора.
- Трансформатор. Благодаря ему обычный переменный электрический ток, который проходит через наши розетки, будет преобразован в постоянный. Большинство сварок на мировом рынке работают только с помощью постоянного тока.
Как правильно варить электросваркой
Когда всё готово для начала сварочного процесса обязательно тщательно проверьте поверхность тех элементов, которые собираетесь сваривать между собой, на наличие на них ржавчины или любых других дефектов. При обнаружении таковых, рекомендуется попытаться их устранить или заменить дефектные элементы на более качественные.
Теперь, когда всё готово к работе можно приступать:
- Сначала требуется прикрепить специальный зажим массы к своей рабочей заготовке и вставить электрод в держатель на сварке. Затем нужно попытаться поджечь дугу. Электрод необходимо устанавливать под углом около 70 градусов относительно заготовке. Для поджигания дуги, необходимо провести по заготовке электродом со скоростью примерно 7-10 см в секунду. Со стороны это будет выглядеть так, как будто вы поджигаете спичку. При появлении характерного треска и искр загорится сама газовая дуга. Если всё это произошло, то значит у вас всё получилось.
- Затем, устанавливаем электрод примерно под таким же углом. После установки вам будет необходимо соприкоснуться с рабочей заготовкой, и тут же немного поднять электрод так, чтобы в итоге получился небольшой зазор в 3-5 миллиметров между поверхностью металла и электродом. После соприкосновения с металлом дуга начинает гореть. Однако будет плавиться не только металл заготовки, но и самой дуги. Старайтесь поддерживать размеры зазора и одновременно перемещать электрод по горизонтали или вертикали (зависит от того в какую сторону вам нужно).
- Также во время процесса сварки, если вы приблизились слишком близко (также это может быть связано с малым напряжением) к поверхности металла, то ваш электрод может прилипнуть. Для того чтобы он отлип, поводите им из стороны в сторону. Затем обратно зажгите дугу.
- Старайтесь как можно лучше настроить трансформатор. Ведь если тока будет слишком много, то металл расплавится, как масло, а если тока слишком мало, то дуга попросту погаснет.
Как правильно варить шов
Немного разобравшись с работой дуги и самой сварки приступаем к выполнению швов. Швы в нашем случае делятся только на горизонтальные и вертикальные.
Ниже расположена небольшая инструкция для каждого из этих типов:
1. Горизонтальный шов
Делать такой шов проще простого. Достаточно всего лишь постепенно вести дугу по горизонтали, соблюдая зазор в 3-5 миллиметров. Также желательно как можно лучше закрепить материал, на который вам нужно сделать шов.
При сварке нужно вести дугу не сильно быстро, но и не сильно медленно – это нужно для того, чтобы зазор между металлическими материалами постепенно залился оплавившимся металлом и при этом успел остыть.
Очень желательно стараться не прерывать шов, иначе сплав может получиться неровным.
2. Вертикальный шов
Процесс сварки вертикальных швов довольно сильно схож с процессом сварки горизонтальных швов, только в этом случае вам нужно сваривать под другим углом. Самый главный принцип в сварке вертикальных швов – это соблюдать определённое правило – никогда не вести дугу слишком быстро или слишком медленно. Так как в этом случае если металл будет подвергаться большому нагреву (дуга идёт слишком медленно) он будет понемногу стекать вниз, а при условии, что дуга идёт слишком быстро у вас может получиться некачественный шов.
Ваша задача должна состоять в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как правильно варить трубы
Процесс сварки труб с помощью электросварки довольно трудоёмок и требует определённого уровня мастерства и аккуратности. Если вы желаете самостоятельно учится сваривать трубы, то лучше всего дня начала попробовать трубы на толстом металле.
Небольшая инструкция:
- Раскладываем все трубы на специальном столе или стенде, на которых вам будет удобно с ними работать.
- В этом способе вам нужно будет сваривать трубу в два шага. Первый шаг свариваем первое полукольцо в одну сторону, затем второе в другую. Здесь следует использовать методику ведения «сверху вниз», используя 4-миллиметровый электрод с органическим напылением.
- Если вы свариваете трубы с маленьким диаметром, старайтесь их сваривать непрерывной дугой, если же диаметр трубы крупный, то сваривайте её с помощью способа, приведённого во 2-м пункте.
Как удалить шлак
Во время проведения работ у вас может образоваться различного рода дефекты в местах сплава – шлак. Перед тем как приступить к уборке шлака, необходимо дать шву остыть. Когда вы убедились, что шов остыл, постучите по нему небольшим молотком (лучше всего приобретите специальный для удаления шлака).
После постукивания шлак основной слой шлака отлетит сам, оставшиеся слои можно убрать при помощи наждачки.
Статья была полезна?
0,00 (оценок: 0)
Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться.И нам не нужно этого делать, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения — или сокращенно CLAMS. Правильное решение этих пяти основных вопросов может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может оказаться наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. С помощью металлической щетки или шлифовального станка удалите грязь, копоть или ржавчину с места сварки.Игнорирование этих шагов снижает ваши шансы на получение хорошего сварного шва с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее и надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову в стороне и вдали от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи.Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОТЫ
Объединение всех точек CLAMS (текущая установка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезным занятием во время сварки, но с практикой это становится второй натурой. Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, обучаясь сварке, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило — 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовая сварка. Отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, поддерживая правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, электроды гаснут, когда она только наполовину погасла, или дуга звучит громче обычного, возможно, сила тока установлена слишком высоко. Слишком большое количество тепла также может отрицательно повлиять на свойства флюса электрода.
Сварка — результат слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подрезания.Кроме того, электрод станет горячим — возможно, достаточно горячим, чтобы раскалиться к концу сварного шва, — что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного валика с высоким гребнем.
Слишком короткая дуга создает большую вероятность прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию избыточных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, для лучшего обзора дуги и лужи.Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска правильного положения тела, которое дает вам адекватный обзор лужи, а также позволяет стабилизировать электрод и манипулировать им. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : При сварке палкой в плоском, горизонтальном и верхнем положениях используется метод сварки волочением или обратной сваркой.Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переднего хода и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или наотмашь.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты. Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка.Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусинки для ниток.
Здесь сварщик использует полукруглое движение, чтобы создать более широкий валик с уложенными друг на друга монетами. Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон стыка, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой.Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость движения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва является вогнутой или углубленной. Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как если бы лужа пыталась не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь больше эффекта V-образной ряби в луже, чем красивого U-образного или сложенного эффекта десятицентовиков.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
NASD — Безопасность дуговой сварки
Уметь выполнять сварку с применением безопасных методов и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Есть много опасностей, связанных к сварке. Во время тренировки иметь в наличии средства индивидуальной защиты, чтобы показать и для примерки сотрудников.
Дуговая сварка включает сварку в среде защитного металла, защитным газом и контактную сварку. Поскольку оборудование для дуговой сварки
различается по размеру и типу, важно прочитать и соблюдать рекомендации производителя.
- Перед началом любой операции дуговой сварки необходимо провести полный осмотр сварочного аппарата.
- Прочтите все предупреждающие таблички и инструкции.
- Удалите все потенциальные источники пожара в зоне сварки.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
- Оборудовать сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом отключите питание машины.
- Правильное заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или плохая шумоизоляция.
- Не допускается зажигание дуги, если поблизости находится кто-то без надлежащей защиты глаз.
- Инфракрасное излучение вызывает жжение сетчатки и катаракту. Защитите глаза и лицо правильно подогнанный сварочный шлем с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды.Например:
- шерстяная одежда
- Фартук огнестойкий
- Перчатки
- Правильно подобранная одежда, не потертая и не изношенная.
- Рубашки должны иметь длинные рукава.
- Брюки должны быть с прямыми штанинами и закрывать обувь при дуговой сварке.
- Огнестойкая накидка или плечевые накидки необходимы при выполнении работ над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Следите за тем, чтобы на одежде не было жира и масла.
При сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха, убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
- Помещение или зона сварки содержит не менее 10 000 кубических футов на каждого сварщика.
- Высота потолка не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими конструктивными преградами.
- Сварка не производится в замкнутом пространстве.
Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Наденьте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Заземляющие станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или влажными перчатками.
- Правильные средства индивидуальной защиты очень важны.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, место сварки следует оборудовать механической вентиляцией. оборудование.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
Верно или неверно
| 1. Все потенциальные опасности возгорания должны быть удалены из зоны сварки. | т | Факс |
| 2.Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | т | Факс |
| 3. Защита глаз не всегда нужна. | т | Факс |
| 4. Допускается использование держателей электродов при ослабленных кабельных соединениях. | т | Факс |
| 5. Электроды нельзя менять голыми руками или влажными перчатками. | т | Факс |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Информация об отказе от ответственности и воспроизведении: информация в NASD не представляет политику NIOSH.Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
Устранение неисправностей дуговой сварки: пошаговые решения
Это руководство по устранению неисправностей при дуговой сварке простое в использовании. Просто найдите проблему в содержании слева или сравните одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование защитного газа низкого качества со слишком высоким уровнем влажности.Влага в воздухе также может вызвать проблемы.
- Неочищенное оборудование
- Неочищенные материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменение параметров сварки
- Загрязнение поверхности
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электрода и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования в магазине другого оборудования или неправильного напряжения
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект канатного сварного шва
Устранение неисправностей дуговой сварки по проблеме
Искажения
Почему возникает искажение:
| Как это исправить:
|
Шаг 1.Проверить на усадку наплавленный металл.
- Зажмите детали надлежащим образом или прихваточным швом, чтобы предотвратить усадку.
- Преформовать или отдельные части, чтобы учесть усадку сварного шва.
- Обработайте наплавленный металл еще горячим.
Шаг 2. Проверить равномерность нагрева деталей.
- Для тяжелых конструкций желателен предварительный нагрев.
- Иногда перед сваркой полезно удалить деформации при прокатке или деформации путем снятия напряжения.
Шаг 3. Проверьте последовательность сварки.
- Изучите структуру и разработайте определенную последовательность сварки.
- Предотвратить чрезмерное локальное нагревание путем распределения сварных швов.
Напряжения при сварке
Шаг 1. Проверить шарниры на чрезмерную жесткость.
- Незначительное перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволяет всем частям свободно двигаться как можно дольше.
Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки, а также пошаговые или пропущенные процедуры.
- Правильно зажмите детали, прилегающие к стыку. Используйте запасные приспособления для быстрого охлаждения деталей.
Шаг 3. Если не существует неподходящих условий, напряжения могут быть просто присущими любому сварному шву, особенно тяжелым деталям.
- Очистите каждый наплавленный металл шва.
- Снятие напряжений с готового продукта при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) в течение 1 часа на 1 дюйм (25,4 см) толщины.
Деформация тонких пластин
Устранение неисправностей деформации сварного шва ацетиленом
Предложения по устранению неисправностей при искривлении дуговой сварки
Почему это происходит:
| Решения:
|
Шаг 1.Проверить на усадку наплавленный металл шва.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте соединение на предмет чрезмерного местного нагрева.
- Быстрая сварка предотвращает чрезмерный локальный нагрев пластин, прилегающих к сварному шву.
Шаг 3. Проверьте правильность подготовки стыка.
- В свариваемых деталях не должно быть чрезмерного корневого отверстия в стыке между свариваемыми деталями.
- Перед сваркой необходимо обработать кромки стыков более тонкими, чем у остальных листов. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте особую прерывистую или чередующуюся последовательность сварки и переходите назад или пропустите процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить зажим деталей.
- Правильно закрепите детали, прилегающие к стыку.Используйте запасные приспособления для быстрого охлаждения деталей.
Плохой вид сварного шва
Устранение неполадок с ацетиленом Плохой внешний вид сварного шва
Устранение неисправностей дуговой сварки плохого внешнего вида сварного шва
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1.Проверьте технику сварки на предмет правильности тока и манипуляции с электродами.
- Убедитесь, что используется правильная техника сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте равномерное переплетение или скорость движения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также положения, в котором будет выполняться сварка.
Шаг 3.Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые швы нижними (плоскими) электродами, если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки стыка.
- Тщательно подготовьте все стыки.
Сварные швы с трещинами
Как устранить растрескивание под напряжением при сварке
Устранение неисправностей при дуговой сварке с трещинами
Почему возникают трещины в сварных швах:
| Решения:
|
Шаг 1.Проверить на чрезмерную жесткость соединения.
- Измените процедуру сварки и измените конструкцию конструкции, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между толстыми пластинами. Увеличьте размер сварного шва с помощью дополнительного присадочного металла.
Шаг 3. Проверяйте каждую остановку процедуры сварки.
- Не делайте сварных швов в валиках. Наплавьте металл шва в полный размер короткими отрезками 8.От 0 до 10,0 дюймов (от 203,2 до 254,0 мм) в длину. (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы оставались свободными как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает снизить высокие напряжения сжатия, вызванные локализованной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, переместив электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.
Шаг 4.Проверьте качество сварных швов.
- Убедитесь, что сварные швы качественные и сварка хорошая. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки стыков.
- Подготовьте швы с равномерным и правильным открытием корня. В некоторых случаях необходимо корневое отверстие. В других случаях может потребоваться термоусадка или прессовая посадка.
Выточка
Шаг 1. Проверьте настройку сварочного тока.
- Используйте посланную сварку средней мощности и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, это может привести к поднутрению.
- г. Чрезмерная ширина переплетения приведет к поднутрению и не должна использоваться. Равномерное переплетение, не превышающее трех диаметров электрода, в значительной степени помогает предотвратить подрезание стыковых швов.
- с. Если электрод держать слишком близко к вертикальной пластине при выполнении горизонтального углового шва, на вертикальной пластине может возникнуть подрез.
Неполное проникновение
Устранение неполадок при неполном проплавлении сварного шва
Пример плохого проникновения
Рекомендации по поиску и устранению неисправностей при сварке проникающей дугой
Почему происходит неполное проникновение:
| Решения:
|
Шаг 1.Убедитесь, что электрод предназначен для используемого положения сварки.
- Электроды следует использовать для сварки в положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва есть соответствующие корневые отверстия.
- По возможности используйте опорную планку.
- Отрежьте или вырежьте заднюю часть стыка и нанесите валик сварочного металла в этой точке.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной канавке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для обеспечения надлежащего проплавления. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Регулируйте скорость сварки до нижней части сварного шва.
Пористые сварные швы
Устранение неполадок, связанных с пористостью дуговой сварки
Поиск и устранение неисправностей при сварке пористой дугой
Почему возникают пористые сварные швы:
| Решения:
|
Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более надежные сварные швы, чем другие. Убедитесь, что используются подходящие электроды.
Шаг 2. Проверьте настройки тока и процедуру сварки.
- Сварной шов, состоящий из ряда валиков, может содержать небольшие проколы. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Пудлинг дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более надежные сварные швы.
Шаг 4. Проверьте основной металл на предмет загрязнения.
- В некоторых случаях неисправен основной металл.Проверьте это на сегрегацию и загрязнения.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают хрупкие сварные швы. Если требуются пластичные сварные швы, необходимо использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте слишком большой сварочный ток, так как это может вызвать крупнозернистую структуру и окисленные отложения.
Шаг 3. Проверьте основной металл с высоким содержанием углерода или сплава, который не был учтен.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный сварной шов, поскольку его микроструктура не улучшается за счет последовательных слоев металла шва.
- г. Сварные швы могут поглощать элементы сплава из основного металла и становиться твердыми.
- с. Не сваривайте металл, если не известны его состав и характеристики.
Плохой сварной шов плавлением
Плохой сварной шов
Устранение неисправностей при плохой дуговой сварке плавлением
Причины плохого сварного шва плавлением:
| Решения:
|
Шаг 1.Проверить диаметр электрода.
- При сварке стыков с узкими канавками используйте электрод, достаточно малый, чтобы точно доходить до низа стыка.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для нанесения металла и проникновения в пластины.
- Для более тяжелых пластин требуется более высокий ток для данного электрода, чем для легких пластин.
Шаг 3. Проверить технику сварки.
- Убедитесь, что переплетение достаточно широкое, чтобы полностью проплавить боковые стороны стыка.
Шаг 4. Проверьте подготовку стыка.
- Наплавленный металл должен плавиться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды позволяют получить сварные швы, которые менее устойчивы к коррозии, чем основной металл.
- Защитные дуговые электроды позволяют производить сварные швы, более устойчивые к коррозии, чем основной металл.
- Для обеспечения наилучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
Шаг 2. Проверьте, соответствует ли наплавленный металл шва коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, которые не уступают основному металлу по коррозионной стойкости.
Шаг 3. Проверьте металлургический эффект сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь в правильности анализа стали и процедуры сварки, чтобы сварка не вызывала выпадения карбидов.Осаждение карбида — это подъем углерода к поверхности зоны сварного шва. Это состояние можно исправить путем отжига при температуре от 1900 до 2100 ° F (от 1038 до 1149 ° C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки для предотвращения коррозии при эксплуатации.
Хрупкие соединения
Шаг 1.Проверьте закалку основного металла на воздухе.
- В среднеуглеродистой стали или некоторых легированных сталях зона термического влияния может быть твердой в результате быстрого охлаждения. Перед сваркой следует использовать предварительный нагрев до температуры от 300 до 500 ° F (от 149 до 260 ° C).
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы будут иметь тенденцию к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным на специальных сталях, но зона термического влияния обычно содержит твердый сплав.
Магнитный удар
Шаг 1. Проверьте, не отклоняется ли дуга от нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на работе. Часто бывает полезно положить землю в направлении отклонения дуги.
- Полезно разделить землю на две или более частей.
- Выполняйте сварку в направлении дуги.
- Удерживайте короткую дугу.
- Изменение угла электрода относительно работы может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке на переменном токе.
Брызги
Пример сварочных брызг
Шаг 1. Проверьте свойства используемого электрода.
- Выберите подходящий тип электрода.
Шаг 2. Проверьте, не превышает ли сварочный ток используемый тип и диаметр электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверить на сколы.
- Покрасьте части, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Покрытые электроды дают большие сколы, чем неизолированные электроды.
Чрезмерный расход электродов
Устранение неполадок при дуговой сварке Расход электродов
Причины необычного расхода электродов:
| Решения:
|
Загрязнение электродов
Причины загрязненного электрода:
| Решения:
|
Загрязнение детали вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы с сварочным напряжением
Проблемы с сварочным напряжением:
| Решение:
|
Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электродов:
| Решение:
|
Размеры или геометрия электрода
Поиск и устранение неисправностей при дуговой сварке Геометрия или размеры электрода
Причины проблемы:
| Решение:
|
Сварочные кабели
Поиск и устранение неисправностей при дуговой сварке сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
Сложность стартовой дуги
Устранение неисправностей дуговой сварки, когда сварочная дуга не начинается
Причины затруднения при запуске сварочной дуги:
| Решения:
|
Дуга не переносится
Устранение неисправностей при дуговой сварке, когда дуга не передается
Причины, по которым дуга не переносится:
| Решения:
|
Другие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты для стержневой сварки
6 удивительных фактов о дуговой сварке
Сварка — это процесс металлообработки, включающий использование тепла для соединения двух или более металлических предметов.Когда к металлическим предметам прикладывается тепло, поверхность предметов начинает плавиться. Когда расплавленная поверхность охлаждается, она затвердевает, связывая предметы в процессе.
Но в то время как при некоторых сварках металл нагревается пламенем, в других используется электричество. Известная как дуговая сварка, она характеризуется использованием электрической дуги — постоянного (DC) или переменного (AC) тока, которая плавит большинство металлов при контакте. Ниже приведены шесть удивительных фактов о дуговой сварке.
# 1) Он был изобретен в 1800-х годах
Дуговая сварка берет свое начало в 1800-х годах, когда русский ученый Василий Петров создал управляемую электрическую дугу.Используя ту же концепцию, русский изобретатель Николай Бенардос продемонстрировал, как электрическая дуга может соединять металлические предметы, что привело к современной дуговой сварке.
# 2) Электрическая дуга обычно достигает около 10 000 градусов
Электрическая дуга очень горячая, поэтому дуговая сварка считается эффективным сварочным процессом. В то время как разные металлы требуют разной температуры, дуговая сварка обычно выполняется при температуре дуги примерно 10 000 градусов по Фаренгейту. Конечно, это все еще круче, чем сварка плазменной горелкой, температура которой может достигать 50 000 градусов по Фаренгейту, но, тем не менее, электрическая дуга невероятно горячая.
# 3) Он сыграл роль в Первой мировой войне
Дуговая сварка сыграла ключевую роль в Первой мировой войне, упростив производство линкоров. До дуговой сварки Королевский флот использовал клепаные пластины для постройки своих линкоров. Однако дуговая сварка оказалась более эффективной и действенной, что позволило Великобритании построить больше линкоров за меньшее время.
# 4) Сварочные аппараты должны «остыть»
Из-за очень высокой температуры, которую они вырабатывают, аппараты для дуговой сварки должны остывать, чтобы предотвратить повреждение или отказ.За исключением промышленных аппаратов для дуговой сварки, большинство аппаратов для дуговой сварки имеют рабочий цикл, указанный производителем, который означает, сколько минут в течение 10-минутного периода следует использовать сварщику.
# 5) Существуют разные виды дуговой сварки
Существует примерно полдюжины различных типов дуговой сварки, каждый из которых использует свой подход. Например, газовая дуговая сварка включает использование газа, такого как гелий, для разжигания электрической дуги, тогда как плазменная дуговая сварка предполагает использование плазмы.
# 6) Недорого
По сравнению с другими сварочными процессами дуговая сварка стоит недорого. Аппараты для дуговой сварки доступны всего за 200 долларов и требуют минимального обучения.
Существует более десятка различных типов сварки, дуговая, MIG, роботизированная MIG, TIG, лазерная сварка и даже сварка трением. Монро — знаток каждого из них.
Нет тегов для этого сообщения.Руководство от А до Я по печи для сварочного прутка [Советы, часто задаваемые вопросы и лучший выбор]
Мы получаем много запросов читателей о различных продуктах — хороших, плохих и уродливых.Недавно Джо написал нам, чтобы спросить о печи для сварки прутков, которую мы могли бы порекомендовать. У нас уже было несколько неплохих отборов, но я подумал, что стоит потратить время на то, чтобы исследовать самые последние и лучшие и сделать рецензию для всех, кто заинтересован.
Итак, Джо — и кому еще интересно! — прежде чем вы потратите впустую свои кровно заработанные деньги, вот наш выбор из 5 лучших печей для сварки прутков.
Вопрос Джо
Прежде всего — что такое печь для сварочного прутка?
Многие из вас, вероятно, уже знают, но мы обнаруживаем, что некоторые люди никогда официально не знакомы с этой концепцией.Джо недавно спросил нас:
Я занимаюсь сваркой для хобби, однако мои коллеги постоянно спрашивают меня о хранении моих сварочных стержней. Лично я никогда об этом не думал, потому что не знаю, критично это или нет. Томми, пожалуйста, помогите мне с этим.
Сварочные электроды имеют флюсовое покрытие. При контакте с воздухом это покрытие может начать поглощать воду из окружающего воздуха (поэтому они поставляются в герметичных упаковках). Эта влага может проникнуть в сварной шов и ослабить его, что приведет к образованию холодных трещин.
Кроме того, электроды Lo-Hy (с низким содержанием водорода) предназначены для предотвращения попадания водорода в сварной шов. Стержни Lo-Hy, которые поглощают водород — через воздух, влагу и т. Д. — перестают быть Lo-Hy и больше не подходят для использования.
Поэтому используются печи для сварки прутков. Они выпекают влагу из стержня и позволяют хранить стержень для использования без накопления влаги. Это поддерживает их в отличном состоянии для достижения наилучших результатов.
Примечание. Если вы сварщик-любитель, вам не обязательно нужна печь для сварочного стержня.Герметичный изотермический ящик подходит для большинства хобби. Сварочные печи для прутков предназначены для профессионалов или любителей, которые хотят работать в соответствии с высочайшими стандартами. Мы всегда рекомендуем его купить, но не волнуйтесь, если вы только начинаете и пока не можете себе это позволить. Сохраните и используйте это руководство в будущем!
Итак, чтобы ответить на вопрос Джо, я потратил несколько часов (я перестал считать на 10), чтобы найти лучшие печи для сварки прутков на рынке. Конечно, были и хорошие, но в итоге я сократил список примерно на 80% до пятерки лучших.
Как я выбрал эти товары?
Я руководствовался пятью критериями при выборе этих печей для сварки прутков:
БРЕНД: Да, есть клише — платить огромные расходы за торговую марку, но это неискренне. Известные крупные бренды обычно проходят более строгие проверки качества, чем их аналоги; они более прочны и обычно служат дольше.
Вы можете пойти и найти многие из них китайские небрендовые товары. Они могут быть даже с одной фабрики.Но они не прошли все проверки QC, необходимые для обеспечения функциональности и безопасности. Вот почему я придерживаюсь авторитетных брендов с хорошей репутацией.
НАДЕЖНОСТЬ: Эти печи не обязательно дешевы. К тому же они не слишком дорогие, но они представляют собой вложение и требуют значительных денежных затрат. Вы не хотите заменять его каждые несколько месяцев или лет, поэтому чем дольше и надежнее, тем лучше.
ЦЕНА: Как я уже сказал — не дешево, но и не ужасно дорого.Вы в основном получаете то, за что платите. Попытка сэкономить на печи для сварочного прутка часто приводит к нарушению двух вышеуказанных пунктов. Это также означает, что вы часто рискуете получить менее безопасный продукт, который никому не нужен. Цель состояла в том, чтобы потратить соответствующую сумму денег, не обязательно разбивая банк.
РАЗМЕР: Я хотел убедиться, что существует хороший разброс размеров для сварщиков любого уровня подготовки и сварщиков. Нет смысла создавать список лучших материалов только одного размера.Цель — попасть в пятерку лучших, а не из пяти одинаковых!
Наконец, было серьезно задумано убедиться, что печи для сварки прутков подходят для всех уровней квалификации, от любителей до профессионалов. На каком бы этапе сварки вы ни находились, в приведенном ниже списке вы найдете печь для сварочного прутка, которая соответствует вашим потребностям.
Список пяти стержневых печей, которые я предлагаю
Переносная сварочная печь Keen KT-15
Вы можете найти ее на Amazon US и аналогичную на Amazon UK.значок-тахометр Вес: 13 фунтов.
значок-архив Хранение: 15 фунтов.
icon-dollar Mid Range
Эта удобная переносная печь для сварочных прутков вмещает до 15 фунтов 18-дюймовых электродов. Эта печь идеально подходит для сварочных электродов Lo-Hy, которые необходимо защитить от влаги и накопления водорода для оптимальной работы.
Будучи портативным, это устройство можно легко взять с собой в поле, где бы оно вам ни понадобилось. Keen LT-15 отправится туда, где вам нужно, от строительных площадок в глуши до места для хобби на заднем дворе.
Сам предмет весит всего 13 фунтов, что дает ему полную массу 25 фунтов. Даже на полной мощности переместить агрегат не составит труда. Большое квадратное основание обеспечит стабильность во время использования и хранения.
В качестве портативного устройства более длинный кабель питания, возможно, был бы хорош — всего 8 футов в длину, вам определенно понадобится удлинительный кабель в полевых условиях.
СОВЕТ: Крышка Keen KT-15 имеет защелку только на крышке. Чтобы крышка оставалась закрытой при хранении стержней, возьмите небольшой висячий замок, чтобы защелка не открывалась.Меньше всего вам нужно, чтобы крышка открывалась, когда вы пытаетесь запечь электроды.
Lincoln Electric Hydroguard Portable Electrode Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 10,5 фунта.
icon-archive Хранение: 10 фунтов.
icon-dollar Mid Range
Еще один отличный портативный вариант. Переносная электродная печь Lincoln Electric Hydroguard имеет меньшую вместимость, чем Keen KT-15, описанная выше, всего 10 фунтов по сравнению с 15.Однако в целом устройство меньше и легче и является идеальным дополнением к любому сварочному комплекту в дороге.
Подъемная конструкция отсека для хранения удилищ позволяет легко извлекать обожженные удилища. Когда вы поднимаете ручку, стержни расходятся наружу из камеры, что позволяет удобно выбирать один или несколько стержней.
Изготовленная из стали толщиной 10 и нагретая до 300 ° F, Lincoln Electric представляет собой небольшую удобную электродную печь, которую вы так долго искали.
СОВЕТ. Небольшой профиль этой переносной печи делает ее идеальной для установки в углу мастерской, прежде чем бросить ее на кузов грузовика и отвезти на место работы.
Переносная печь для сварки прутков Keen K-10L с защелкой крышки
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 11,3 фунта.
icon-archive Хранение: 10 фунтов.
icon-dollar Mid Range
Keen K-10L — это немного меньшая модель, чем Keen KT-15. Он вмещает только 10 фунтов 14-дюймовых стержней вместо 15 фунтов 18-дюймовых стержней. Это делает его идеальным для любителей или тех, кто регулярно использует в работе электроды меньшего размера, и им не нужны большие блоки для хранения.
Сам Keen K-10L весит 10 фунтов, при максимальной загруженной массе 20 фунтов (единица плюс штанги). Он имеет такой же отчетливый синий цвет и имеет плоское квадратное основание для устойчивости.
Эта печь быстрая и энергоэффективная. Он достигнет максимальной рабочей температуры менее чем за 10 секунд, не потребляя для этого много энергии. В качестве портативного устройства это здорово — оно начинает работать быстро и может быть подключено к генератору, не потребляя слишком много энергии.
Возможно, одним из недостатков конструкции является то, что, в отличие от Lincoln Electric, описанного выше, внутренняя камера хранения не выдвигается для удобного извлечения стержня.Когда вы откроете крышку, стержни останутся сгруппированными, поэтому будьте осторожны, извлекая электроды.
СОВЕТ: Если вам нужно работать быстро, не заполняйте агрегат на полную мощность. Это упростит извлечение обожженных электродов, особенно в перчатках.
SÜA — Портативная сушильная печь для электродов
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 9,5 фунта.
значок-архив Хранение: 11 фунтов.
icon-dollar Low Range
На данный момент это самый дешевый из вариантов, но ни в коем случае не худший.Эта модель легкая и портативная (вы обратили внимание на эту тему?), Вмещает до 11 фунтов 18-дюймовых стержней. Он идеально подходит для любителей, которые хотят получить электродную печь, не тратя 200–1000 долларов на другие модели из списка.
В отличие от других перечисленных до сих пор моделей, это устройство имеет регулируемую температуру в зависимости от источника питания, к которому вы подключены. Диапазон составляет от 320F до 570F, если вы подключены к источнику питания 220 В.
При более низком энергопотреблении температура 320F — это все, что доступно, но это то, чего в любом случае достигают большинство этих духовок.Он идеально подходит для использования в полевых условиях на генераторе с тремя вилками.
Как и Lincoln Electric, он оснащен удобной подъемной платформой для хранения стержней, которая подносит стержни к вам, когда вы открываете крышку. Это упрощает извлечение стержней после выпечки.
СОВЕТ. Термометр не совсем точен, поэтому убедитесь, что ваши стержни не требуют абсолютно определенной температуры для правильной выпечки. Считайте термометр приблизительной фигурой.
Духовка для настольной удерживающей штанги Keen K-200
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 53 фунта.
значок-архив Хранение: 200 фунтов.
icon-dollar High Range
Завершает список еще одна модель Keen. Эта вещь точно не переносная. Он вмещает до 200 фунтов удочек и, как следует из названия, полностью предназначен для того, чтобы сидеть на скамейке весь день, каждый день.
Keen K-200 разработан для малых и средних сварочных мастерских — или для любителей со смехотворным бюджетом.Его уникальная система полок для хранения стержней вызывает естественную конвекцию для тщательного нагрева. Даже при полной загрузке вы можете отдыхать спокойно, зная, что каждая из ваших удочек должным образом пропечена.
Несмотря на свой размер и емкость, Keen K-200 является энергоэффективным и не унесет ваших счетов за электроэнергию. Его регулируемая температура колеблется от 150F до 300F — и в отличие от SUA выше, она достаточно точна.
СОВЕТ: он может быть слишком большим для переноски, но разгруженный блок достаточно легкий, чтобы его мог поднять один человек.
Часто задаваемые вопросы
Насколько горячей должна быть печь для сварочного прутка?
В идеале, вы хотите, чтобы ваши печи для сварки прутков имели температуру 250-350F для оптимальной производительности. Для разных удилищ иногда требуется разная температура — например, удилища Lo-Hy 7018 должны быть запечены при температуре около 250 для достижения наилучших результатов.
Слишком горячая печь удалит покрытие флюса, а недостаточно горячая печь не высушит стержни должным образом. Все перечисленные выше духовки настроены на идеальную температуру для выпечки большинства прутьев.
Зачем нужна печь для сварки прутков?
Мы коснулись вопроса «почему» выше в отношении влажности и защиты стержней от водорода. Водород или влага, которые оседают на флюсовом покрытии, переходят в сварочную ванну, что приводит к неоптимальному сварному шву, который может сломаться. Хранение стержней в сухом состоянии предотвращает это, хотя есть и другие методы.
С точки зрения того, почему именно печь для сварки прутков, несколько причин. Вы можете использовать домашнюю кухонную духовку, но это, конечно, не рекомендуется.Печи для сварки прутков созданы специально для этой задачи. Они делают одно, и только одно — в то время как ваша кухонная духовка не предназначена для сушки сварочных электродов!
Также существует проблема портативности. Вышеупомянутые портативные варианты позволяют работать где угодно — но удачи вам с кухонной духовкой на рабочем месте!
Что такое печь для сварочного прутка?
Печь для сварочного прутка — это устройство, используемое для хранения и запекания сварочных электродов. После открытия герметичной упаковки, в которой они входят, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.Печи для сварки прутков предотвращают это и удаляют всю влагу, которую они могут собирать.
Прутковые печи бывают разных форм и размеров, от небольших переносных устройств до гигантских промышленных размеров. Они имеют разную грузоподъемность и температуру для различных нужд и применений. От энтузиаста-энтузиаста до большой сварочной мастерской — здесь найдется печь для сварки прутков на любой вкус.
Последние мысли
Независимо от того, занимаетесь ли вы сваркой в свободное время или зарабатываете себе на жизнь, я надеюсь, вы согласитесь с приведенными выше вариантами печей для сварки прутков.Я избегал крупных промышленных предприятий в пользу списка, который подходит людям с любым уровнем подготовки и увлеченности. Я надеюсь, что где-нибудь наверху вы найдете печь для сварочного стержня, которую искали, от небольших портативных до немного более крупных стендов.
Безопасность дуговой сварки для инструкторов и руководителей
Цель: Использование безопасных методов дуговой сварки.
| Записка преподавателя При сварке важно соблюдать меры предосторожности.Сварка сопряжена с множеством опасностей. Для этого модуля:
|
Фон
Дуговая сварка включает сварку в среде защитного металла, сварку в среде защитного газа и контактную сварку.Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать рекомендации производителя и следовать им.
Общая безопасность при дуговой сварке
- Прочтите все предупреждающие таблички и инструкции по эксплуатации, особенно если вы впервые используете оборудование.
- Правильная защита глаз обязательна.
- Перед началом любой сварки полностью осмотрите сварщика.
- Удалите все потенциальные источники возгорания в зоне сварки.
- Всегда имейте при себе огнетушитель.
- Оборудовать сварочные аппараты выключателями питания для быстрого отключения.
- Отключите питание машины перед ремонтом.
- Важно правильно заземлить сварочные аппараты. Держатели электродов
- нельзя использовать, если они имеют:
- Ослабленные кабельные соединения
- Неисправные губки
- Плохая изоляция
- Удалите стержни, когда работа будет закончена.
- Не зажигайте дугу, если поблизости находится кто-то без надлежащей защиты глаз.
Средства индивидуальной защиты
- Инфракрасное излучение может обжечь сетчатку. Это также может вызвать катаракту. Защитите глаза и лицо правильно подобранным сварочным шлемом с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью такой защитной одежды, как:
- Шерстяная одежда
- Взрывонепроницаемая куртка
- Фартук огнестойкий
- Перчатки
- Правильно подобранная одежда — не потертая и не изношенная
- Рубашки с длинным рукавом
- Брюки прямого кроя, закрывающие обувь
- Огнестойкие накидки или наплечники для надземных работ
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Следите за тем, чтобы на одежде не было жира и масла.
Правильная вентиляция
Иногда рабочие проводят сварку в ограниченном пространстве с препятствиями для движения воздуха. Убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
Когда достаточно естественной вентиляции?
- Если в помещении или в зоне сварки на каждого сварщика имеется не менее 10 000 кубических футов.
- Если высота потолка не менее 16 футов.
- Если перегородки, оборудование или другие структурные барьеры не блокируют поперечную вентиляцию.
- Если сварка не производится в замкнутом пространстве.
Если требования к естественной вентиляции не выполняются, необходимо механически проветрить территорию. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины.
- Где используются воздушные респираторы.
Как избежать поражения электрическим током
Поражение электрическим током может убить.Для предотвращения поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Электрододержатель или жало должно быть в хорошем состоянии, без трещин или отсутствующей изоляции.
- Ни в коем случае не оставляйте сварочный электрод в электрододержателе или жале, когда не работаете.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Надевайте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухие деревянные доски.
- Заземляющие станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или мокрыми перчатками.
Просмотрите эти важные моменты
- Правильные средства индивидуальной защиты очень важны.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, зону сварки следует проветрить механически.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
Об этих модулях
В состав группы авторов учебных модулей в серии учебных курсов по ландшафту и садоводству входят Ди Джепсен, директор программы по безопасности и охране здоровья в сельском хозяйстве, Расширение Университета штата Огайо; Майкл Вонакотт, специалист-исследователь, профессиональное образование; Питер Линг, специалист по теплицам; и Томас Бин, специалист по безопасности сельского хозяйства. Модули были разработаны при финансовой поддержке Управления по охране труда, США.S. Министерство труда, номер гранта 46E3-HT09.
Любые мнения, выводы, заключения или рекомендации, выраженные в этой публикации, принадлежат авторам и не обязательно отражают точку зрения Министерства сельского хозяйства США или Министерства труда США.
Ключ ответа
1. Т
2. Т
3. F
4. F
5. Т
Тест: безопасность дуговой сварки
Имя ____________________________________
Верно или нет?1.Все источники возгорания должны быть удалены из зоны сварки. Т Ф
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Т Ф
3. Защита глаз не всегда нужна. Т Ф
4. Допускается использование держателей электродов при неплотных кабельных соединениях. Т Ф
5. Электроды нельзя заменять голыми руками или мокрыми перчатками. Т Ф
Электродуговая сварка: значение, порядок действий и оборудование
Прочитав эту статью, вы узнаете: — 1.Значение электродуговой сварки 2. Процедура электродуговой сварки 3. Электрический ток для сварки 4. Значение полярности 5. Оборудование 6. Подготовка кромки стыка 7. Электроды.
Значение электродуговой сварки:Дуговая сварка — это процесс сварки плавлением, при котором тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом и затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь через воздух.Температура, создаваемая электрической дугой, составляет от 4000 ° C до 6000 ° C.
Используется металлический электрод для подачи присадочного металла. Электрод может быть покрыт флюсом или без покрытия. В случае неизолированного электрода поставляется дополнительный флюсовый материал. Для дуговой сварки используются как постоянный ток (DC), так и переменный ток (AC).
Переменный ток для дуги получается от понижающего трансформатора. Трансформатор получает ток от сети от 220 до 440 вольт и понижается до необходимого напряжения i.е., от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие электродвигателем, патрульным или дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) при сварке на постоянном токе составляет от 60 до 80 вольт, а напряжение замкнутой цепи (для поддержания дуги) составляет от 15 до 25 вольт.
Процедура электродуговой сварки:Прежде всего, свариваемые металлические детали тщательно очищаются от пыли, грязи, жира, масла и т. Д.Затем заготовку следует надежно закрепить в подходящих приспособлениях. Вставьте подходящий электрод в электрододержатель под углом от 60 до 80 ° к заготовке.
Выберите правильный ток и полярность. Пятна отмечаются дугой в местах, где будет производиться сварка. Сварка выполняется путем соприкосновения электрода с изделием и последующего разделения электрода на необходимое расстояние для образования дуги.
Когда возникает дуга, возникающее при этом сильное тепло расплавляет изделие ниже дуги и образует ванну расплавленного металла.В изделии образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления. Это называется дуговой кратор. После остывания стыка шлак легко счищается. После окончания сварки электрододержатель следует быстро вынуть, чтобы гасить дугу и отключать подачу тока.
Электрический ток для сварки:И DC (постоянный ток), и AC (переменный ток) используются для создания дуги при электродуговой сварке.У обоих есть свои преимущества и приложения.
Сварочный аппарат постоянного тока получает питание от двигателя переменного тока, дизельного / бензинового генератора или от твердотельного выпрямителя.
Вместимость машины постоянного тока:
Текущий:
До 600 ампер.
Напряжение холостого хода:
от 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
от 18 до 25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от основного источника переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 вольт. Доступен диапазон тока до 400 ампер с шагом 50 ампер.
Мощность сварочного аппарата переменного тока:
Текущий диапазон:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое требуемое напряжение:
80 — 100 вольт.
Частота:
50/60 Гц.
Значение полярности:Когда для сварки используется постоянный ток, доступны два типа полярности:
(i) Прямая или положительная полярность.
(ii) Обратная или отрицательная полярность.
Когда работа делается положительной, а электрод — отрицательной, тогда полярность называется прямой или положительной полярностью, как показано на рис. 7.16 (a).
При прямой полярности около 67% тепла распределяется на рабочем месте (положительный полюс) и 33% на электроде (отрицательный полюс).Прямая полярность используется там, где при работе требуется больше тепла. Эта полярность используется для черных металлов, таких как низкоуглеродистая сталь, с более высокой скоростью и надежной сваркой.
(a) Прямая полярность.
(б) Обратная полярность
С другой стороны, когда работа выполняется отрицательной, а электрод — положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на рис. 7.16 (b).
При обратной полярности около 67% тепла выделяется на электроде (положительный полюс) и 33% — на рабочем (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, как в случае сварки тонких листов. Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.
Оборудование, необходимое для дуговой сварки:Различное оборудование, необходимое для электродуговой сварки:
1. Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока.Сварочный аппарат переменного тока имеет понижающий трансформатор для понижения входного напряжения с 220-440 В до 80-100 В. Сварочный аппарат постоянного тока состоит из электродвигателя-генератора переменного тока, дизельного / бензинового двигателя-генератора или сварочного агрегата трансформатор-выпрямитель.
Аппаратпеременного тока обычно работает от источника питания 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для D.C. Сварка. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности от 0,6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
2. Держатели электродов:
Электрододержатель предназначен для удержания электрода под нужным углом. Они доступны в различных размерах в зависимости от номинального тока от 50 до 500 ампер.
3.Кабели или выводы:
Назначение кабелей или проводов — передавать ток от машины к месту работы. Они гибкие и изготовлены из меди или алюминия. Кабели состоят из 900–2000 очень тонких проволок, скрученных вместе, чтобы обеспечить гибкость и большую прочность.
Провода изолированы резиновым покрытием, армированным волокном и, кроме того, толстым резиновым покрытием.
4. Кабельные соединители и наконечники:
Кабельные соединители предназначены для соединения переключателей машины и держателя сварочного электрода.Используются соединители механического типа; как они могут он собирается и снимается очень легко. Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
5. Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла шва. Он имеет форму долота и заострен с одного конца.
6. Проволочная щетка, колесо с силовым проводом:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком.Иногда, если возможно, вместо ручной проволочной щетки используется колесо с силовой проволокой.
7. Защитная одежда:
Используемая защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д. Сварщик должен носить кожаные туфли с высокими щиколотками.
9. Экран или лицевой щиток:
Экран и маска предназначены для защиты глаз и лица сварщика от вредного ультрафиолетового и инфракрасного излучения, образующегося во время сварки.Экранирование может быть достигнуто с помощью головного или ручного шлема.
Подготовка кромки стыка:Эффективность и качество сварного соединения также зависит от правильной подготовки кромок свариваемых листов. Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т. Д.
Очистку поверхности следует проводить механически с помощью металлической щетки или проволочного колеса, а затем химически с помощью четыреххлористого углерода.Необходимо придать правильную форму краям пластины, чтобы обеспечить надлежащий стык.
Форма кромок может быть простой, V-образной, U-образной, измененной и т.д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла. Некоторые различные типы канавок для кромок изделия показаны на рис. 7.17. БАДД
(i) Квадратный стык:
Применяется при толщине плиты от 3 до 5 мм. Обе свариваемые кромки должны находиться на расстоянии 2-3 мм друг от друга, как показано на рис.7.17 (а).
(ii) Одинарный клиновой стык:
Применяется при толщине пластин от 8 до 16 мм. Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на Рис. 7.17 (b).
(Iii) Двойной V-образный стык:
Используется, когда толщина листов превышает 16 мм и где сварка может выполняться с обеих сторон листа. Оба края скошены, чтобы образовать двойной V, как показано на Рис. 7.17 (c).
(iv) Одинарный и двойной U-образный стык:
Используется при толщине пластины более 20 мм. Обработка кромок сложна, но стыки более удовлетворительны. Для этого требуется меньше присадочного металла, как показано на рис. 7.17 (d) и (e).
Электроды для дуговой сварки:Электроды для дуговой сварки можно разделить на две большие категории:
1. Неплавящиеся электроды.
2. Расходные электроды.
1. Нерасходуемые электроды:
Эти электроды не расходуются во время сварочных работ, поэтому они и были названы неплавящимся электродом. Обычно они изготавливаются из углерода, графита или вольфрама. Угольные электроды более мягкие, в то время как вольфрамовые и графитовые электроды твердые и хрупкие.
Углеродные и графитовые электроды можно использовать только для сварки на постоянном токе, в то время как вольфрамовые электроды можно использовать как для сварки на постоянном и переменном токе. При использовании электродов этого типа присадочный материал добавляется отдельно.Поскольку электроды не перегорают, дуга получается стабильной.
2. Расходуемые электроды:
Эти электроды плавятся во время сварки и подают присадочный материал. Обычно они изготавливаются из того же состава, что и свариваемый металл.
Длину дуги можно поддерживать, перемещая электрод по направлению к изделию или от него.
Расходные электроды могут быть двух типов:
(i) Электроды без покрытия:
Доступны в форме непрерывной проволоки или стержней.Их следует использовать только с прямой полярностью при сварке на постоянном токе. Открытые электроды не защищают ванну расплавленного металла от атмосферного кислорода и азота.
Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и более низкую устойчивость к коррозии. Они находят ограниченное применение при мелком ремонте и некачественных работах. Раньше они сваривали кованое железо и низкоуглеродистую сталь. В современной практике они не используются или используются редко. Их также называют простыми электродами.
(ii) Электроды с покрытием:
Иногда их также называют обычными электродами. Покрытие (тонкий слой) флюса наносится по всему сварочному стержню и, следовательно, называется электродом с покрытием. Флюс во время сварки обеспечивает защиту зоны расплавленного металла от атмосферного кислорода и азота. Этот флюс также предотвращает образование оксидов и нитридов. Флюс химически реагирует с оксидами, присутствующими в металле, и образует легкоплавкий шлак с низкой температурой плавления.
Шлак плавает в верхней части сварного шва и может быть легко удален щеткой после затвердевания сварного шва. Качество сварного шва покрытым электродом намного лучше, чем у неизолированного электрода.
В зависимости от коэффициента покрытия или толщины флюсового покрытия электроды с покрытием делятся на три группы:
(а) Электроды со слабым покрытием.
(б) Электроды со средним покрытием.
(c) Электроды с сильным покрытием.
Сравнение трех типов покрытых электродов приведено в таблице 7.10:
Преимущества электродов с флюсовым покрытием:
Флюсовое покрытие сварочных электродов имеет ряд преимуществ. Вот некоторые из них:
1. Защищает зону сварки от окисления, создавая атмосферу газа вокруг дуги.
2. Он производит шлак с низкой температурой плавления, который растворяет примеси, присутствующие в металле, такие как оксиды и нитриды, и плавает на поверхности сварочной ванны.
3. Уточняет размер зерна свариваемого металла.
4. Добавляет легирующие элементы в свариваемый металл.
5. Он стабилизирует дугу, обеспечивая определенные химические вещества, обладающие этой способностью.
6. Уменьшает разбрызгивание наплавленного металла.
7. Концентрирует поток дуги и снижает тепловые потери. Это приводит к повышению температуры дуги.
8. Замедляет скорость охлаждения сварного шва и ускоряет процесс закалки.
9. Увеличивает скорость осаждения металла и получаемого проплавления.
Состав электродных покрытий:
Покрытие электрода может состоять из двух или более ингредиентов. Различные типы покрытий, используемые для разных типов свариваемых металлов.
Состав типовых электродных покрытий и их функции приведены в таблице 7 11. Некоторые из них обсуждаются здесь:
1.Шлакообразующие составляющие:
Шлакообразующие ингредиенты: оксид кремния (Sio 2 ), оксид марганца (Mno 2 ), оксид железа (F e O), асбест, слюда и т. Д. В некоторых случаях оксид алюминия (Al 2 o 3 ), но он делает дугу менее стабильной.
2. Составляющие для улучшения характеристик дуги:
Ингредиенты для улучшения характеристик дуги: оксиды натрия (Na 2 O), оксиды кальция (CaO), оксиды магния (MgO) и оксид титана (TIO 2 ).
3. Раскисляющие компоненты:
Раскисляющие ингредиенты: графит, алюминиевый порошок, древесная мука, карбонат кальция, крахмал, целлюлоза, доломит и т. Д.
4. Связующие компоненты:
В качестве связующих используются силикат натрия, силикат калия и асбест.
5. Легирующие компоненты:
Легирующие элементы, используемые для повышения прочности сварного шва: ванадий, кобальт, молибден, алюминий, хром, никель, цирконий, вольфрам и т. Д.
Спецификация электродов:
Спецификация электродов предоставлена Бюро индийского стандарта IS: 815-1974 (вторая редакция).
В соответствии с этим, электроды с покрытием указаны по:
(i) Буква префикса.
(ii) Шестизначный кодовый номер.
(iii) Буква суффикса.
(i) Буква префикса:
Буква префикса указывает на способ изготовления электродов.
Эти буквы префикса с указанием способа изготовления электродов приведены в таблице 7.12:
(ii) Шестизначный кодовый номер:
Шестизначный кодовый номер указывает рабочие характеристики и механические свойства наплавленного металла.
Значение каждой отдельной цифры от одного до шести приведено в таблице 7.13:
(iii) Буква суффикса:
Буква суффикса указывает на особые свойства или характеристики электрода.
Они приведены в таблице 7.14:
Первые цифры кодового номера по существу объясняют тип покрытия, используемого на электроде, и это покрытие обозначает рабочие характеристики.
В Таблице 7.15 представлены семь типов покрытия, представляющих первую цифру числа:
Вторая цифра кода указывает положение сварки согласно таблице 7.16 дано ниже:
Третья цифра номера кода указывает режим сварочного тока, рекомендованный производителем электрода.
Они приведены в таблице 7.17:
Четвертая, пятая и шестая цифры кодового номера обозначают предел прочности на разрыв, максимальный предел текучести и относительное удлинение со значением удара.