Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том, как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 — 30 |
|
1,5 |
DC |
40 — 60 |
|
|
|
DC |
70 -90 |
|
|
3,0 |
DC |
100 — 120 |
|
|
4, 0 |
DC |
120 — 140 |
|
|
Алюминий |
1-2 |
AC |
20 — 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как варить аргонодуговой сваркой?
Уважаемые покупатели, в это статье мы расскажем что такое аппарат аргонодуговой сварки, как варить аргонодуговой
сваркой, где применяется аргонодуговая сварка и дадим множество полезной информации.
Эта статья будет полезна начинающим сварщикам, кто только выбирает аппарат и хочет войти в ряды элитных сварщиков, ведь аргонодуговая сварка считается самой сложной и требует определенный навыков и усердия. Но овладев такими навыками вы по праву сможете считать себя настоящим сварщиком.
Начнем с классификации аппаратов
Первое что нужно для себя уяснить – что вы планируете сваривать? Если вы будете сваривать только черные металлы – вам нужен аппарат постоянного тока (TIG DC), если вы планируете сваривать алюминий – значит вам необходим аппарат аргонодуговой сварки с переменным током (TIG AC). Алюминий на постоянном токе DC сварить не получится, никак. Только переменный ток AC. По этому, выбирая аппарат, подумайте сразу, будет ли в ваших планах сварка алюминия.
Режим пульс, как правило в названии аппарата обозначается латинской буквой P — необходим для сварки тонколистового металла.
Лидеры продаж среди аппаратов способных сваривать алюминий
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 200 А.
Сварочный ток 10 — 200 А.
Подключение 380 В. Сварочный ток 10 — 315 А.
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 — 200 А.
Производитель: БарсПодключение 220 В. Сварочный ток 10 — 200 А.
Само название аргонодуговая сварка подразумевает использование газа Аргон. Аргон инертный газ, а это значит, что он не взрывоопасен. Газ нужен для того, чтобы защищать сварочную ванну во время сварки от попадания в нее воздуха. Воздух злейший враз всех сварочных швов, попадая в металл, он создает полости и пустоты, которые приводят к разрушению конструкции.
Практически все производители продают аппараты вместе с горелкой. Более подробно про горелки TIG вы можете прочитать в этой статье.
Если ваш аппарат очень мощный, как правило от 250 Ампер – вам понадобиться блок водяного охлаждения для горелки. Мы
написали отдельную статью про Кулеры. Прочитайте ее
пожалуйста.
Так же хотим обратить ваше внимание, что вместе с аппаратом вы получите минимальный набор расходных материалов для горелки TIG. Но со временем вам понадобится «расходка». Более подробно про расходные части для горелок в этой статье. Рекомендуем также ознакомиться с газовыми линзами для горелок аргонодуговой сварки TIG. Очень подробная статья и видео.
А сейчас вернемся к главному вопросу
На словах все очень просто, берем горелку, присадочный пруток и варим. А на деле все немного сложней. Сложность
заключается в том, что нужно «набить руку», нужна усидчивость и хорошая взаимосвязь между вашей рукой и горелкой.
Кроме того, если в одной руке у вас горелка, то в другой присадочный пруток. Чтобы вы лучше чувствовали пруток, не
надевайте толстых сварочных краг. Используйте по началу обычные садовые перчатки. При сварке в режиме TIG искр много
не бывает, но можете надеть две перчатки, для большей защиты. Чтобы не переводить присадочный пруток в пустую, мы
советуем попробовать сварить тонкий металл без прутка. Просто прислоните два изделия плотно друг к другу и включив
аппарат попробуйте расплавить стык вольфрамовым электродом, не добавляя при этом присадочный пруток. Таким образом
вам удастся сварить два изделия, но сварочный шов не будет особо прочным, это действие можно воспринимать только как
тренировку. Научившись такому простому процессу можете попробовать подавать пруток под вольфрамовый электрод в
горелке. Можно даже не включать аппарат и не давать ток на горелку, просто набейте руку, ваши движения должны быть
плавными и подача прутка должна идти с одинаковыми интервалами.
Просто прислоните два изделия плотно друг к другу и включив
аппарат попробуйте расплавить стык вольфрамовым электродом, не добавляя при этом присадочный пруток. Таким образом
вам удастся сварить два изделия, но сварочный шов не будет особо прочным, это действие можно воспринимать только как
тренировку. Научившись такому простому процессу можете попробовать подавать пруток под вольфрамовый электрод в
горелке. Можно даже не включать аппарат и не давать ток на горелку, просто набейте руку, ваши движения должны быть
плавными и подача прутка должна идти с одинаковыми интервалами.
Технология сварки алюминия в среде аргона
Как варить алюминий в аргоне? Технология аргонодуговой сварки алюминия
Содержание
Об особенностях и некоторых способах сварки алюминия, мы говорили на странице: «Сварка алюминия и его сплавов. Как варить алюминий?». Алюминий можно сваривать разными способами, но аргонодуговая сварка алюминия получила большое распространение. Рассмотрим подробно технологию сварки алюминия в среде аргона.
Рассмотрим подробно технологию сварки алюминия в среде аргона.
Подготовка основного и присадочного металла под сварку
Подготовка сварных кромок
Перед сваркой алюминиевые кромки необходимо очистить от оксидной плёнки на поверхности металла Al2O3, имеющей большую твёрдость и высокую температуру плавления. Эта плёнка не расплавляется в жидком алюминии, поскольку температура её плавления превосходит не только температуру плавления алюминия, но и температуру его кипения. Плёнку можно удалять механическим или химическим способом, но делать это надо непосредственно перед сваркой, т.к. плёнка вновь очень быстро образуется на поверхности после зачистки.
Качество сварных соединений во многом зависит от выбора конструктивных элементов разделки кромок. Согласно ГОСТ 23949, в зависимости от свариваемой толщины, рекомендуются следующие формы разделок кромок и размеры швов:
При толщине металла менее 5мм, сварка в стык выполняется без разделки на подкладках (схема а) на рисунке).
При стыковой сварке листов толщиной 5-15мм рекомендуется чашеобразная разделка с углом раскрытия 30-40° с каждой стороны и радиусом 6мм (схема б) на рисунке). Рекомендуется выполнять подварочный шов с обратной стороны.
Если выполняется сварка листов толщиной 5-20мм, то рекомендуется двусторонняя разделка с углом раскрытия 20-30° с каждой стороны и радиусом притупления 6мм (схема в) на рисунке.
При сварке больших толщин металла, более 20мм, рекомендуется двухсторонняя чашеобразная разделка с углом раскрытия 25-30° с каждой стороны и притуплением кромок. Величина притупления 6мм (схема в) на рисунке.
Подготовка проволоки и прутков для сварки
Особое внимание нужно уделить очистке сварочной проволоки от оксидной плёнки. Наилучшим способом является электролитическое полирование. Но после обработки плёнка сразу же начинает вновь окисляться. Чтобы это предотвратить, её упаковывают в полиэтилен. И именно в таком виде, согласно государственным стандартам, происходит поставка проволоки для сварки алюминия. Прутки для ручной аргонодуговой сварки алюминия после обработки хранят в герметичных пеналах.
Прутки для ручной аргонодуговой сварки алюминия после обработки хранят в герметичных пеналах.
Выбор способа сварки в зависимости от толщины свариваемого алюминия
Сварка алюминия в аргоне может производиться плавящимся и неплавящимся электродом. Неплавящийся электрод может использоваться при ручной, полуавтоматической и автоматической сварке. Для повышения стабильности дуги рекомендуется использовать осцилляторы или импульсные возбудители. Таким способом целесообразно сваривать металл толщиной до 10-12мм. Для больших толщин он экономически неприемлем из-за низкой производительности, а также из-за сильного перегрева зоны термического влияния, поэтому, применяется сварка плавящимся электродом.
Для сварки металла толщиной 0,5-2,0мм применяют, как правило, однопроходную сварку без присадочного металла на съёмных или остающихся подкладках. При этом не рекомендуется выводить конец присадочного прутка за пределы газовой защиты, чтобы избежать его окисления. Длина дуги не должна превышать 2,5мм.
Сварка металла толщиной 6-8мм производится «левым способом» для уменьшения перегрева свариваемого металла.
Для сварки металла, толщиной 8-12 мм уже рекомендуется использовать плавящиеся электроды. Но если сварка плавящимися электродами невозможна, то применяют «правый» способ сварки для облегчения наблюдения за процессом.
Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
Скорость сварки необходимо согласовывать не только с силой тока, но и с расходом аргона. При большой скорости сварки, неправильном наклоне сопла горелки и малом расходе аргона зона сварки может оказаться недостаточно защищена, что приводит к окислению кристаллизующегося металла.
Диаметр сварочной горелки должен быть согласован с диаметром вольфрамового электрода, который обычно равен 2-5мм. В зависимости от этой величины выбирают силу тока, из расчёта 60-70А на миллиметр диаметра электрода. Ориентировочные режимы ручной и автоматической сварки вольфрамовым электродом в аргоне представлены в таблицах ниже. При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
Режимы ручной дуговой сварки
Режимы автоматической сварки
Для сварки алюминиевого сплава типа АМг6 толщиной 10мм рекомендуются следующие режимы: диамтер электродной проволоки 5мм, присадочной — 4мм. Сила тока 580-600А, расход аргона 25-28л/мин, рабочее напряжение 16-17В, скорость сварки 10м/ч.
Режимы автоматической и полуавтоматической сварки алюминия в аргоне плавящимся электродом
При сварке плавящимся электродом и особенно тонкой электродной проволокой на полуавтоматах, необходим правильный выбор параметров, с учётом особенностей алюминиевых сплавов. Большое значение имеет их теплопроводность, при повышении которой глубина проплавления уменьшается с увеличением свариваемой толщины.
Важную роль играет рабочее напряжение дуги. Его значение зависит от трёх составляющих: состава защитного газа (марки аргона), силы сварочного тока и скорости подачи электродной проволоки. Ориентировочные режимы сварки указаны в таблице:
Ориентировочные режимы сварки указаны в таблице:
Режимы автоматической и полуавтоматической сварки сварки алюминия плавящимся электродом в аргоне
При сварке горизонтальных швов силу тока следует уменьшить на 10%, а при сварке вертикальных швов — на 17%.
Видео: аргонодуговая сварка алюминия
Техника аргонодуговой сварки алюминия
При выполнении автоматической и полуавтоматической сварки алюминия большое значение имеет расстояние от мундштука до края газового сопла и от края газового сопла до изделия. На рисунке показаны оптимальные значения этих величин:При увеличении этих расстояний ослабляется газовая защита (если не увеличивать расход газа) и перегревается электродная проволока. А при уменьшении этих значений, газовое сопло быстро загрязняется сварочными брызгами и возникает опасность расплавления конца токоведущего мундштука.
Сварку вертикальных швов необходимо производить снизу вверх. При сварке стыковых соединений горелку, как правило, располагают перпендикулярно к плоскости стыка, а при сварке тавровых соединений в нижнем положении — под углом 40-45°.
При сварке стыковых соединений горелку, как правило, располагают перпендикулярно к плоскости стыка, а при сварке тавровых соединений в нижнем положении — под углом 40-45°.
При сварке металла малой толщины и при выполнении корневых швов в соединении больших толщин, не допускаются поперечные колебания сварочной горелки. Такие движения возможны только при выполнении верхних слоёв многослойного шва при сварке металла большой толщины. В процессе сварки необходимо регулировать расход аргона. При недостаточном расходе защитного газа горение дуги становится неустойчивым. При чрезмерном расходе газа происходят завихрения в его потоках. Эти завихрения захватывают воздух, он попадает в зону сварки и окисляет металл сварного шва и зоны термического влияния.
При выполнении многопроходных швов после каждого прохода поверхность предыдущего шва должна быть зачищена до металлического блеска и протёрта ацетоном или спиртом.
Применение импульсно-дуговой сварки
Импульсно-дуговая сварки позволяет повысить производительность сварочных работ, благодаря такой технике, создаётся направленный струйный перенос металла, уменьшается его разбрызгивание, а также повышается стабильность электрической дуги.
Применение импульсно-дуговой сварки очень перспективно для сварки алюминиевых конструкций. Благодаря высокой концентрации энергии в импульсе, при оптимальном времени импульсов и пауз можно обеспечить стабильное проплавление и правильное формирование корня шва, а также значительно уменьшить сварочные деформации.
При сварке металла толщиной 6мм плавящимся электродом диаметром 1,6мм рекомендуются следующие режимы: частота следования импульсов 100 имп./с. Сила тока I=160-180А, рабочее напряжение U=18-21В, скорость сварки v=18-25м/ч. Сварка производится за один проход.
При сварке металла большой толщины рекомендуется применять электроды диаметром более 2мм. К примеру, используя проволоку диаметром 4мм, можно сваривать алюминиевые сплавы (типа АМг-61) толщиной 90мм при Х-образной разделке за 5 проходов при следующих режимах сварки: I=450-500А, U=22-25В, v=21-24м/ч.
Сварка больших толщин из-за высокой теплопроводности металла требует предварительного и сопутствующего подогрева до температуры 150°.
Качество и механические свойства алюминиевых соединений
Свойства сварных соединений при аргонодуговой сварке алюминия зависят от типа свариваемого сплава. У термически упрочняемых и термически не упрочняемых сплавов свойства отличаются. Механические свойства сплавов при сварке неплавящимся электродом и некоторые другие показатели представлены в таблице:
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.


Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.

Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео.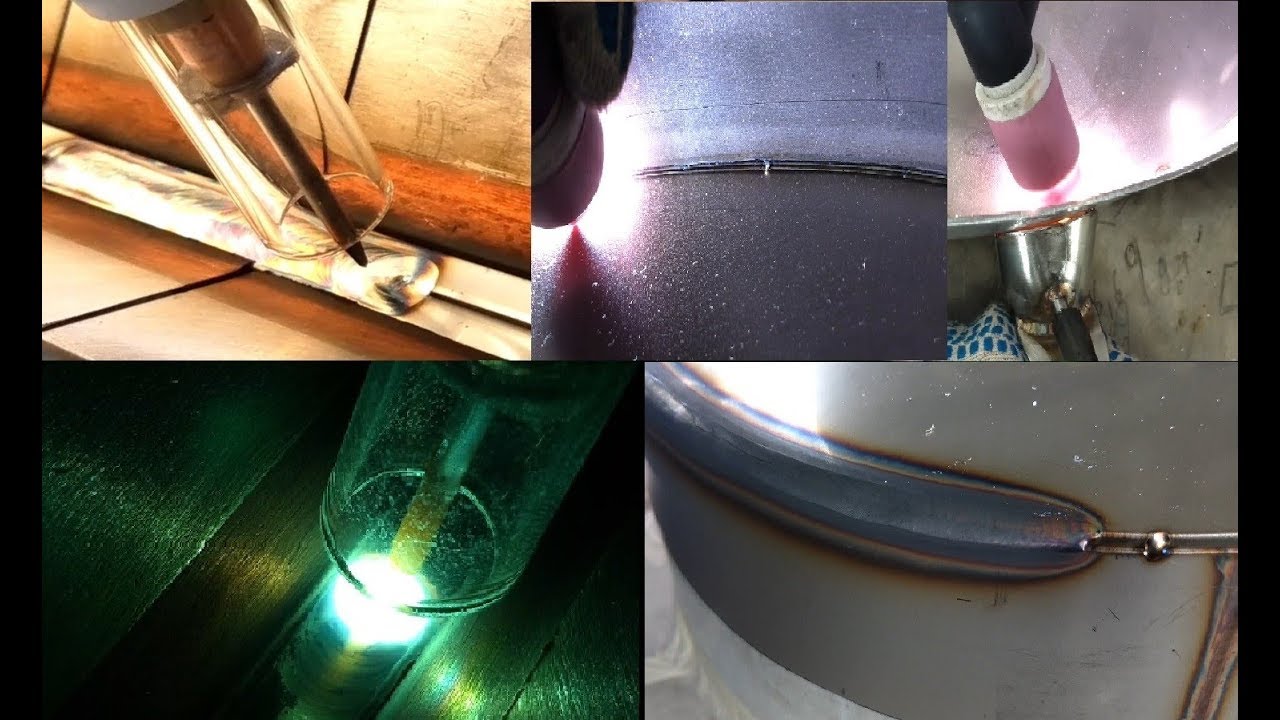 Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Можно ли самостоятельно провести сварку алюминия аргоном?
Если нужно соединить заготовки из алюминия, следует учитывать особенности этого сплава. Сложность сваривания алюминиевых заготовок заключается в появлении оксидной плёнки, которая мешает созданию надёжного шва. Сварка алюминия аргоном позволяет создать хороший шов.
Сварка алюминия аргономЧто необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
 Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминияПреимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
 Подходит для использования материалов с высокой теплопроводностью.
Подходит для использования материалов с высокой теплопроводностью.- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркойКак настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.

Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
Как варить алюминий? Сварка алюминия полуавтоматом и инвертором
Опубликовано: 28.04.2020 | Обновлено: 28.04.2020 | Просмотров: 1415 Рейтинг: 4/5 — 2 голосовАлюминий – один из самых популярных материалов, используемых в строительстве, машиностроении и прочих отраслях. Он соединяет в себе высокую прочность и малый вес, устойчивость к коррозийным процессам, механическим повреждениям, перепадам температур и даже горению. Но у этого материала есть один существенный недостаток: он плохо поддается сварке. Чтобы вы смогли с ним справиться, разберём, каковы особенности, и как следует с ним работать, чтобы получить нужный результат.
Почему с алюминием так сложно работать?
Для начала стоит разобраться, почему этот материал так плохо поддается сварке. Этому способствует целый ряд особенностей алюминия:
- На поверхности этого металла и всевозможных его сплавов образуется окисная пленка. Плавится она исключительно при температуре выше 2044 градусов Цельсия. При этом сам металл плавится уже при 660 градусах.
- Алюминий при плавлении сильно течет, что не позволяет сварщику полностью контролировать сварочную ванну. Чтобы как-то стабилизировать этот процесс, приходится применять специальные накладки, отводящие тепло.
- Шов на деталях из этого материала сильно деформируется во время остывания. Это связано с высоким коэффициентом усадки.
- Когда такой металл нагревают, он выделяет большое количество водорода. Из-за этого после остывания заготовки на ней остаются многочисленные трещины и поры.
- Работа с алюминием проводится только при повышенных токах. А с ними новичкам обращаться сложно. Нужна немалая практика.
 Нужна немалая практика.
Нужна немалая практика.Говоря о сварке алюминия нельзя не упомянуть и о том, что чаще всего домашним мастерам попадается не чистый материал, а сплав неизвестного происхождения. Для его варки необходимо подбирать настройки агрегата вручную. При этом риск испортить деталь очень велик. Но при осторожном обращении даже с такими заготовками можно достичь неплохих результатов.
Какие методы работы подходят для подобных сплавов
Для работы с представленным материалом в домашних условиях более всего подойдут такие методы работы:
- Сварка в среде защитного газа. Ее можно выполнить, используя полуавтомат.
- Обработка металла плавящимися электродами. Газ в этом случае не используют.
- Проварка вольфрамовыми электродами в среде защитного газа.
Важно: ни одна из вышеперечисленных технологий не будет работать, если вы предварительно не снимете с заготовки защитный слой. Для этой цели можно использовать постоянный либо же переменный ток обратной полярности.
Подготовка материала к работе
Для начала рассмотрим процесс удаления оксидной пленки с алюминиевых заготовок. Его проводят в несколько этапов:
- Первыми делом заготовки надо обезжирить. Для этого их обрабатывают средствами бытовой химии: ацетоном, авиационным бензином, уайт-спиритом. Если вы работаете с тонкими заготовками (толщиной менее 3 мм), этого будет достаточно.
- На следующем этапе заготовки подвергают механической обработке. Их обтачивают напильником либо наждачной бумагой. Это позволяет полностью удалить кромку и подготовить изделия к сварке.
Совет: при работе с заготовками толщиной свыше 4 мм может потребоваться дополнительная обточка материала. На них хорошо делать конусные кромки. Это повышает качество шва.
Сварка электродами: особенности технологии
Этот метод обработки алюминиевых заготовок имеет свой код ММА. Она применяется только для неответственных конструкций и может использоваться при работе с листами металла толщиной не менее 4 мм. Подобная технология используется не так часто, поскольку имеет ряд существенных недостатков. К таким нужно отнести:
Подобная технология используется не так часто, поскольку имеет ряд существенных недостатков. К таким нужно отнести:
- Появление пор в металле после обработки. Это существенно снижает качество шва.
- Сильное разбрызгивание материала. Оно может привести к повреждению кожи сварщика.
- Формирование большого количества металлических шариков на поверхности, которые в дальнейшем приводят к коррозии листа.
Сама сварка по этой технологии осуществляется следующим образом:
- Для начала надо настроить прибор. Сварку следует осуществлять только постоянным током с обратной полярностью. Силу тока надо рассчитать с учетом плотности конструкции. Так, на каждый миллиметр толщины должно идти 25-30 А.
- Кромки деталей при работе надо разогревать до 300-400 градусов Цельсия.
- Варить заготовку надо одним электродом непрерывно. В противном случае на электроде будет появляться шлаковая пленка, которая не даст его повторно разжечь.
- После обработки детали следует контролировать ее остывание. Оно должно быть медленным. Иначе шов получится некачественным.
 Оно должно быть медленным. Иначе шов получится некачественным.
Оно должно быть медленным. Иначе шов получится некачественным.После завершения работ заготовки надо очистить от шлака, чтобы предотвратить образование зон коррозии. Для этого материал надо обработать горячей водой, а потом пройтись по заготовке металлической щеткой.
Порядок работы с вольфрамовыми электродами в среде защитного газа
Этот метод дает более надежные прочные швы. Именно его рекомендуют использовать, когда к заготовкам есть специальные требования по уровню прочности. Для применения этого способа обработки заготовок понадобится проволока (ее диаметр может составлять от 1,6 до 4 мм), а также вольфрамовый электрод (у этого образца диаметр может составлять от 1,5 до 5 мм). В качестве защитного газа можно использовать гелий или же аргон.
Параметры работы сварочного аппарата подбираются в зависимости от рекомендаций производителя (в инструкции к каждому такому устройству, имеющему соответствующий режим работы, указаны базовые значения настройки). При работе с материалом учитывают такие особенности:
При работе с материалом учитывают такие особенности:
- Вся работа проводится только продольными движениями. Поперечные использовать нельзя. В противном случае можно получить неровный шов.
- Между электродом и проволокой все время надо удерживать прямой угол. При этом угол между электродом и заготовкой должен быть около 80 градусов.
- Длина дуги при работе с алюминием не должна превышать 2,5 мм.
- Проволоку в стык надо подавать поступательными движениями. Действовать следует по такому алгоритму: сначала в шов укладывается проволока. А уже после нее движется горелка.
- Газ следует начать подавать за 5 секунд до начала процесса, а выключать через 6 секунд после его завершения.
Важно: под листы алюминия перед началом сварки надо положить лист железа. Он будет выполнять роль материала, отводящего тепло. Если этой рекомендацией пренебречь, алюминий может залить сварочную ванну в силу высокой текучести.
Как правильно варить алюминиевые сплавы полуавтоматом
В идеале для работы с алюминием нужно использовать специализированный аппарат. В чем его преимущества? Дело в том, что он подает в рабочую зону импульс повышенного напряжения, который быстро и эффективно разрушает оксидный слой. Далее напряжение автоматически опускается до базового рабочего уровня и позволяет легко и качественно варить алюминий. Однако эта техника для обработки металла имеет один существенный минус – она очень дорого стоит. Потому целесообразнее использовать для работы с материалом обычные полуавтоматы. Подойдут даже модели бытового применения, в которых нет специального режима для работы с алюминием.
В чем его преимущества? Дело в том, что он подает в рабочую зону импульс повышенного напряжения, который быстро и эффективно разрушает оксидный слой. Далее напряжение автоматически опускается до базового рабочего уровня и позволяет легко и качественно варить алюминий. Однако эта техника для обработки металла имеет один существенный минус – она очень дорого стоит. Потому целесообразнее использовать для работы с материалом обычные полуавтоматы. Подойдут даже модели бытового применения, в которых нет специального режима для работы с алюминием.
Чтобы выполнить на заготовке качественный шов, используя домашнее оборудование, следуйте таким рекомендациям:
- Применяйте алюминиевую проволоку во время работы. Помните, что во время работы на ней могут оставаться скрутки. Потому для ее подачи по возможности используйте механизм с 4 роликами.
- Используйте наконечник с буквами AI. Обычный не подойдет, так как при нагреве алюминиевая проволока расширяется больше стальной.
- Увеличьте скорость подачи расходного материала на шов. Помните, что алюминиевая проволока расплавляется слишком быстро. Если вы будете работать с ней с той же скоростью, что и со стальной, быстро испортите заготовку.

Совет: если на вашем приборе нет специального режима для сварки алюминия, возьмите несколько ненужных деталей из этого материала и потренируйтесь на них, используя разные настройки силы тока и скорости подачи проволоки. Так вы определите тот вариант, который идеально подойдет для работы.
Как варят металл бытовым инвертором
Для сварки алюминия в бытовых условиях вполне можно использовать обычный инвертор. Однако в этом случае надо внимательно отнестись к настройке прибора для последующей работы. Ток на нем надо выставлять больших величин, иначе с металлом не справиться. Что касается электродов. То для этой цели надо брать продукцию ОЗА или же ОЗР, можно использовать модели марки ОЗАНА. Сами электроды перед применением надо прокалить в специальной печи.
Дальнейший процесс работы с алюминием никак не отличается от варки обычного черного металла. Он, конечно, потребует от вас определенной тренировки. Но если вы потратите свое время и выполните 2-3 пробных шва на ненужных заготовках, вы сможете получить ровный красивый стык и на обычной детали.
Применение флюсов
Для работы в среде защитного газа можно использовать и специальные флюсы. Они позволяют сократить подготовку и ускорить процесс сварки. Эти приспособления растворяют оксидный слой и сразу соединяют материалы.
Важно: представленные материалы можно применять и при обычной дуговой сварке. Правда, в этом случае надо использовать угольные либо же графитовые электроды. Любые другие не подойдут.
Итоги
Как видим, при строгом соблюдении технологии, с алюминием вполне можно справиться. Главное – тщательно подготовить заготовки, правильно настроить сварочный аппарат и строго следовать инструкции по работе с материалом. Немного практики, и вы будете справляться с этой задачей так же легко, как и со сваркой любого черного металла.
Полуавтомат сварка алюминия видео
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Наиболее скоростным способом сварить алюминий является использование полуавтомата. Именно при помощи данного оборудования, возможно, создать неразъемное соединение заготовок из конструкционных предметов. Полуавтоматические агрегаты позволяют применять совместно транспортеры присадочной проволоки, которые дают шанс наложить шов буквально со скоростью в тридцать метров в час.
Для наглядного просмотра стоит обратить внимание на пособие в интернете под названием «Сварка алюминия полуавтоматом видео». Конечно, не стоит забывать о применяемых для работы оснащениях и моделях. Именно сварочное оборудование способно гарантировать исход и результат общей работы.
Внешний вид сварочного полуавтомата, предназначенного для алюминия
Из курса «Сварка алюминия полуавтоматом видео» видно, что непосредственное используемое устройство бывает двух разновидностей:
Виды не настолько важны, насколько важно поддержание стабильности при подаче проволоки и импульсные режимы с переменным током. Вышеописанное условие способно реализоваться при помощи подающегося механизма с четырьмя роликами. Поверхности таковых вальцев должны обладать формой дуги.
Благодаря данной схеме транспортирование проволоки будет осуществляться по трехметровому длинному шлангу к непосредственному держателю. Другим условием является присутствие импульсного режима и переменного тока. Струйное плавление нуждается всегда без исключения в показателях в 270 Ампер.
Сварка алюминия инверторным полуавтоматом
Сварочный полуавтомат для алюминия применяется при деятельности, проходящей в несколько этапов:
- Работник активно заправляет в аппаратную систему проволочную бобину. Затем подтягивает ее через подачу к непосредственной горелке;
- Агрегат подстраивается под обратный рабочий режим с подачей электричества. То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура;
- По итогу вышеописанных действий, к оснащению подключают гелиевые или же аргонные баллоны;
- Четвертый этап предполагает в себе подготовку необходимой для сварки детали. Она обезжиривается и очищается. Таким образом, она сможет беспрепятственно прижаться к другой поверхности. В случае очень сильного загрязнения, к аргону добавляется кислород 3 или же 4 процентов. Показатель зависит от баллонного объема;
- При сварочной работе первоочередно проплавливается кратер в стыковой детальной области. Выемку необходимо полноценно заполнить алюминием. Что касается кратера, то его можно пробить импульсным током и, конечно же, генерируемым инвертором. Затем кратер смещается и заполняется потоком алюминия, который стекается по плавящейся проволоке. Важно быть внимательным. Стоит следить за дугой, которая может прожечь алюминий;
- Последним этапом является создание завершающего шва. Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.
Безопасность при сварке
Пособие в интернет – сети «Сварка алюминия полуавтоматом видео» поможет обучить новичков и опытных специалистов мерам безопасности при работе.
Вообще, сварка экологичного, мягкого и безопасного материала алюминия является достаточно грязной и тяжелой работой. В момент горения в алюминиевых парах сварочной дуги образуется определенная генерация, где появляется максимально мощный ультрафиолетовый поток излучения. Вполне вероятно при неопытности и невнимательности загореться, не смотря даже на имеющуюся специализированную робу.
Если говорить о яркости дуги, то она способна достаточно сильно давить на глазную сетчатку. Поэтому при частых и регулярных работах необходимо быть максимально внимательным к собственному здоровью. Нередко у людей появляются обострения катарактовых заболеваний.
Абсолютно любая, даже минутная, сварочная деятельность обязана проводиться в специальных условиях и в определенной одежде. Главным помощником и защитой станет маска с встроенными световыми фильтрами, передними и задними стеклами.
Важно помнить, что территория сварочного стола и общее пространство должны регулярно проветриваться. Этому поспособствует специализированная приточная вытяжная вентиляция.
Еще по этой теме на нашем сайте:
- Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Аргонодуговая сварка — видео уроки для начинающих
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря.
Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Post Views: 129
Как варить алюминий полуавтоматом без аргона видео
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
технология, использование присадки, видео процесса.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой ( , давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка . В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло . Оно выполняет две защитные функции: сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее. Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Покупая личный аппарат обратите внимание на маркировку . Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу.
Горелка для сварки аргоном
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. может осуществляться в ручном, и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и , содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.
Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
Режимы сваривания металла
Подбор оптимальных режимов — это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном , то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт.), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
Преимущества и недостатки аргонодуговой сварки
Более наглядно с процессом можно ознакомиться, посмотрев аргонно-дуговая сварка (видео), где показаны методики настройки оборудования и способы сопряжения различных поверхностей.
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Для более подробного ознакомления с процессом следует посмотреть, как варить аргоном (видео), в котором очень доступно показаны все особенности проведения процесса, а также ознакомиться с необходимым оборудованием.
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий , который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
8 причин, по которым ваши алюминиевые сварные швы черные
Если вы из тех людей, которые гордятся готовым продуктом своей работы, то обнаружение, что ваши алюминиевые сварные швы черные, может быть чрезвычайно раздражающим, особенно если вы не можете исправить проблема. К счастью, это обычная проблема, которую можно решить, развив навыки сварки и следуя лучшим практикам.
Итак, вот 8 причин, по которым ваши алюминиевые сварные швы черные:
- Загрязнение из-за плохого газового покрытия
- Неправильная полярность или регулировка баланса
- Длина дуги
- Ампер на алюминии Слишком высокая
- Зернистость
- Fusion
- Загрязнен присадочный металл или основание
- Неправильный угол нажимного пистолета
Сварка может быть деликатным процессом, требующим множества деталей. в учетную запись.Кроме того, следует учитывать различия между сваркой TIG (вольфрамовый инертный газ) и MIG (металл в инертном газе).
Информация, которую я курировал ниже, расширяет причины, по которым ваши алюминиевые сварные швы черные, и после того, как список будет завершен, я добавил дополнительную информацию, чтобы помочь вам прояснить процесс сварки.
1. Загрязнение из-за плохой газовой защиты
Это происходит, когда у вас отключен защитный газ или пропускается недостаточно газа.
Есть несколько вещей, которые вы можете сделать, чтобы решить эту проблему.
Во-первых, убедитесь, что вы используете правильный тип газа для типа выполняемой сварки. Для алюминия вам понадобится смесь аргона и гелия. Далее проверьте расход газа. Он должен быть установлен на уровне 15-20 кубических футов в час.
Вы получите некоторую турбулентность, которая генерирует токи, которые поглощают загрязнения и заставляют дугу блуждать, если у вас слишком большой поток газа, слишком малый также не обеспечивает достаточного покрытия сварного шва.
Использование газовой линзы также может помочь с защитой от газа, и проверка на утечки всегда является хорошей практикой. Вы можете пойти в сварочный цех и взять жидкость для обнаружения утечек газа, чтобы вам в этом помочь. Если жидкость начинает пузыриться, это указывает на утечку.
Если ничего не помогает, возможно, в вашем резервуаре есть влага, и вам следует отнести ее в газовый магазин.
Ссылки по теме: Можно ли сваривать алюминий без газа? Является ли это возможным?
2. Неправильная полярность или регулировка баланса
При сварке TIG алюминия почти всегда следует использовать переменный ток.Использование постоянного тока увеличивает сложность снятия слоя оксида алюминия, который может увеличивать загрязнение из-за смешивания с присадочным металлом.
Отрицательный электрод (EN) воздействует на основной металл путем плавления, в то время как вы можете использовать положительный электрод (EP) в цикле переменного тока, чтобы соскрести оксид.
Увеличенный положительный электрод удаляет хлопья коричневатого или черного окисления из сварочной ванны. Но будь осторожен. Слишком большое количество EP может вызвать слишком сильное травление и комкование вольфрама.
Не забывайте начинать сварку только тогда, когда лужа кажется блестящей, чтобы вы знали, что оксид исчез, и вы можете начать добавлять присадочный металл.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Сравнение на переменном и постоянном токе
3. Длина дуги
Если вы позволите длине дуги слишком сильно увеличиться, это может вызвать изменение цвета алюминия. Слишком длинная дуга приводит к увеличению подводимого тепла и, вероятно, вызовет искажение.
Удерживайте длину дуги постоянно, это улучшит контроль над подводом тепла и уменьшит деформацию алюминия.
4. Слишком высокая сила тока на алюминии
Вы можете получить прожигающий, плохо очерченный алюминий или алюминий с широким профилем, если вы установите силу тока выше, чем должна быть. Очевидным решением этой проблемы является снижение уровня силы тока или увеличение скорости движения.
5. Зернистость
Если вы выполняете сварку при слишком высокой температуре, вы можете получить некоторую зернистость из-за разбавления основного металла. Вы должны определить температуру «златовласки», чтобы не допустить появления зернистых искажений.
Всегда рекомендуется удалять влагу или жирные маслянистые вещества, которые могут загрязнить наполнитель и основной металл. Возможно, вы даже просто используете неподходящий присадочный металл, поэтому обязательно проверьте это.
6. Fusion
Если корень вашего тройника не срастается, это может быть вызвано несколькими причинами. Во-первых, вам может потребоваться поднести резак слишком близко к стыку, возможно, у вас неправильная подгонка или вы неправильно подаете присадочный стержень.
Вы можете увеличить контроль направления, тем самым способствуя проплавлению, уменьшив длину дуги.Убедитесь, что стык или сварной шов не заполняется слишком быстро.
Кроме того, позволяет получить больший контроль производительности дуги, используя инверторные источники питания . Таким образом вы сможете более эффективно сфокусировать дугу в луже.
Ссылки по теме: Каковы преимущества инверторного сварочного аппарата?
7. Присадочный металл или основание грязно
У вас должна быть щетка из нержавеющей стали, предназначенная только для очистки алюминия, чтобы не загрязнять алюминий другими металлами.
Лучше всегда следить за тем, чтобы присадочный и основной металлы были хорошо очищены и обработаны. . И не забывайте никогда не использовать очиститель тормозов для очистки алюминия.
8. Неправильный угол толкания пистолета
Оксид магния является источником черной сажи . На самом деле эта сажа — оксид магния. Итак, если вы используете провод 5356 GMAW, это означает, что в нем содержание магния составляет до 5%. Если вы используете 5356 GMAW, например, для сварки 6061T6, вы можете получить черную сажу.
Почему?
Потому что 6061 содержит примерно 1% магния. Этот магний испаряется под действием тепла дуги, и при взаимодействии этого тепла с оксидами образуется черная сажа.
Итак, как вы можете решить эту проблему?
Чтобы сохранить газовое покрытие на передней кромке сварочной ванны, используйте угол толкания пистолета около 15 градусов. Это должно уменьшить щит.
Сварочная сажа возникает в результате взаимодействия алюминия и оксида магния.Поскольку магний и алюминий кипят при более низкой температуре, чем температура сварочной дуги, часть алюминия и магния испаряется в присадочном металле сварного шва во время сварки.
Что вызывает пористость при сварке алюминия?
Есть несколько различных способов возникновения пористости при сварке алюминия в зависимости от того, какой процесс вы используете, и других деталей, касающихся газов, тепла и охлаждения, а также загрязняющих веществ.
Пористость при сварке алюминия методом MIG возникает, когда металл замерзает, и в сварочной ванне все еще остается газ, тогда этот газ не может выйти и создает пористость.
По этой причине важно поддерживать достаточно высокий сварочный ток, чтобы перенос капель оставался стабильным. Турбулентность часто заканчивается застреванием газов в сварочной ванне.
Другой способ уменьшить турбулентность — это запретить беспорядочную подачу проволоки, , которая может быть вызвана сильным изгибом направляющей гильзы, неправильным размером гильзы, проскальзыванием приводных роликов или сучками в проволоке.
Если вы выполняете сварку с использованием процесса TIG, вероятно, причиной пористости является загрязнение.Другая вероятная причина — отсутствие надлежащей газовой защиты.
Водород является основной причиной пористости алюминия, особенно потому, что в алюминии он имеет очень высокую растворимость. . Водород остается внутри металла в виде пористости, если скорость охлаждения слишком высока.
Если на присадочной проволоке присутствуют загрязнения, такие как масло или влага, это может привести к пористости. Окисленные слои алюминия имеют тенденцию становиться влажными, и если окисленный слой не будет тщательно очищен непосредственно перед процессом сварки, может возникнуть пористость.
Ссылки по теме: 6 причин, почему трудно сваривать алюминий?
Вот почему так важно следить за чистотой пластины.
В зависимости от скорости затвердевания сварочной ванны будет определяться пористость. Если вы увеличите сварочный ток и / или уменьшите скорость движения, это замедлит скорость охлаждения, а это будет означать, что газ может более эффективно выходить из сварочной ванны. Это снижает пористость.
Еще один фактор, который может вызвать пористость при сварке алюминия, — это неправильный уход за присадочной проволокой. Присадочная проволока будет собирать и поглощать влагу, окисляя ее, если ее не использовать. Поэтому по возможности их следует хранить в упаковке до тех пор, пока вы не будете готовы их использовать.
Если вы выполняете сварку TIG, обязательно очистите каждую проволоку перед ее использованием. Сделать это можно тряпкой, смоченной ацетоном.
Можно ли сваривать грязный алюминий?
Если вы не можете или по какой-то причине не промыли алюминий кислотой перед началом сварки, вы можете взять обычный шлифовальный диск на ручном шлифовальном станке и немного отшлифовать алюминий.Это сделает его более четким, но вы все равно получите некоторую пористость.
Это нормально, если вы просто пытаетесь учиться и вас не так беспокоит эстетика готового продукта.
Обязательно держите металл на тепле до тех пор, пока он не начнет плавиться, как только это произойдет, добавьте стержень и положите в лужу. Когда лужа начнет сгущаться, ослабьте огонь, затем снова двигайтесь вперед и действительно позвольте металлу нагреться, тогда вы воткните стержень.
Всякий раз, когда вы лежите на жаре, начинайте вставлять удочку.
Опять же, если вы пытаетесь сделать что-то красивое, я бы не стал использовать этот процесс. Но если вас не волнует, как выглядит готовый продукт, и вы просто хотите, чтобы он работал, то дерзайте, он не обязательно должен быть чистым.
Ссылки по теме: Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Почему сварочные швы TIG становятся серыми
Если у вас когда-либо были серые и тусклые сварные швы TIG, вы, вероятно, задавались вопросом, что произошло в процессе, чтобы это произошло .Вероятно, это связано с окислением поверхности.
Люди обычно используют сварку TIG, потому что они хотят создать эстетически приятный продукт или соответствовать требованиям и нормам. Это означает, что процесс TIG может быть немного сложным, а там, где все сложно, есть много возможностей для того, чтобы что-то пошло не так.
Серый цвет появляется при перегреве металла после удаления защитного газа, например аргона. Когда это происходит, в сварном шве возникают загрязнения из-за атмосферы, которые могут вызвать серый цвет.
В чем разница между сваркой TIG и MIG?
Сварка MIG означает «металлический инертный газ», а сварка TIG означает «вольфрамовый инертный газ». У каждого процесса есть свой набор методов и результатов, поэтому важно понимать, какой процесс необходим для достижения желаемого результата.
Каждый метод переводит металл в жидкое состояние путем плавления. После того, как металл расплавлен, оба метода также используют присадочный материал для создания стыков, добавляя новый металл.
Как следует из названия, в инертном газе вольфрам используется вольфрамовый электрод. Электрод используется для пропускания тока через все металлы, которые вы хотите соединить. Как только металлы нагреваются в ходе этого процесса, они превращаются в жидкость, и вы можете вставить свой наполнитель в эту металлическую лужу с жидкостью, чтобы присоединить другой кусок металла к тому, над которым вы работаете.
Процесс сварки TIG требует, чтобы горелка и присадочный материал были разделены, а это означает, что вам придется держать обе руки свободными (без текстовых сообщений).Тем не менее, для хорошей сварки TIG вам не обязательно нужен присадочный материал.
Вы также можете использовать ноги во время сварки TIG. Некоторые сварщики TIG используют педаль, которая регулирует количество электричества, подаваемого в горелку. Сварка МИГ
МИГ, с другой стороны, использует сварку коротким замыканием и требует использования металлической проволоки, прикрепленной к электроду, который отвечает за сплавление. С помощью этой проволоки вы подаете присадочный материал через горелку в жидкий металл.
Когда жидкий металл образует лужу, газ выходит из пистолета и защищает лужу от загрязнений в атмосфере. Это защищает ваш проект от примесей.
В наши дни сварка MIG более популярна, чем сварка TIG, и это, скорее всего, связано с тем, что сварку MIG можно освоить быстрее и проще.
Связанное чтение: Можно ли сваривать MIG низкоуглеродистую сталь с чистым или 100% аргоном (прямой аргон)?
В чем разница между сваркой MIG и сваркой TIG?
Итак, каковы основные различия между процессом MIG и процессом TIG?
- Техника — С точки зрения техники, при сварке MIG используется тот проволочный электрод, о котором я упоминал.Для выполнения сварки необходимо использовать катушечный пистолет, через который пропускается проволочный электрод. Сварка TIG, с другой стороны, заставляет вас использовать обе руки, чтобы ввести присадочный материал в сварной шов, когда вы работаете с горелкой (поэтому сварка TIG сложнее).
- Толщина материалов проекта — Для более толстых металлов вы захотите использовать сварку MIG, потому что она может работать с толстыми металлами более эффективно и быстрее, чем сварка TIG. С другой стороны, сварка TIG лучше подходит для металлов с более тонкой толщиной.
- Скорость — Сварка MIG быстрее, чем сварка TIG, поэтому, если вы работаете над проектом, который требует быстрого выполнения работ или имеет высокую производительность, вам следует использовать MIG. Однако, если вы хотите добиться более высокого уровня детализации, следует использовать метод TIG.
- Control — Сварка TIG часто требует большего опыта и навыков, потому что вы должны использовать обе руки, поэтому любителям может быть сложнее контролировать сварку TIG. С другой стороны, MIG намного легче контролировать, поэтому он лучше подходит для новичков.
- Стоимость — MIG дешевле, чем TIG.
- Эстетика конечного продукта — Если вы стремитесь к более художественной эстетике и вас беспокоят детали готового проекта, то вам следует использовать сварку TIG. Он предлагает гораздо более полированную поверхность.
- Размер проекта — Если вы работаете над особенно крупным проектом, вам следует использовать сварку MIG, потому что она лучше работает с толстыми металлами. Поскольку сварка TIG лучше работает с тонкими металлами, лучше использовать этот процесс для небольших проектов.
Безопасность при сварке
Независимо от того, используете ли вы сварку MIG или TIG, сварка связана с опасностями. Давайте посмотрим, что вам следует делать, чтобы сэкономить во время сварочного процесса.
Вы всегда должны носить сварочный шлем, чтобы защитить глаза и лицо от случайных искр, яркого света, излучения и возможности получения ожогов. Не оставляйте обнаженными участки кожи головы или шеи. Также не забывайте снимать контактные линзы, чтобы они не пылились!
Будьте осторожны с берушами, вы не хотите, чтобы они загорелись, поэтому вы должны быть уверены, что они огнестойкие.Однако наушники обеспечивают лучшую защиту.
Ссылки по теме: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Убедитесь, что ваши перчатки огнестойкие и что на вас надеты резиновые сапоги, чтобы вас не ударили током или не обжечься.
Даже иметь респиратор хорошо, потому что в процессе сварки образуются все оксиды и пары.
Помимо защиты от очевидных опасностей тепла, огня и электричества.Убедитесь, что вы снимаете украшения, чтобы случайно не расплавить их, и обязательно выполняйте сварку под углом, чтобы искры не падали в вашу сторону.
Оставайтесь в безопасности. Удачной сварки!
Сварка TIG и обработка черным оксидом >> Посмотрите видео ниже
Пошагово: сварка TIG алюминия как Pro
01] Установите поток чистого аргона в качестве защитного газа равным 16 до 18 кубических футов в час (CFH) для алюминия, что до 0.Толщина 500 дюймов. Некоторое количество гелия может быть добавлено для более толстых алюминиевых деталей, чтобы увеличить нагрев и улучшить проникновение. Увеличьте поток до 20 CFH, если поток воздуха нарушает сварочную ванну.
Просмотреть все 8 фото2.02] Установите переменный ток машины для сварки алюминия и постоянный ток для подготовки вольфрама. Установите выходную мощность на 1 ампер на каждые 11000 дюймов толщины материала. Например, для пластины размером 0,125 дюйма требуется 125 ампер.
03] Для аппаратов с синусоидальной или прямоугольной волной требуется электрод из чистого вольфрама диаметром от 332 до 18 дюймов с расплавленным на конце шариком.Циркониевый вольфрам лучше всего подходит для сварки алюминия, но только алюминия.
04] Для листового металла используйте остроконечный вольфрам с 2-процентным содержанием церия для всех станков.
Просмотреть все 8 фото 5.05] Используйте чистую дисковую шлифовальную машинку или шлифовальный круг, чтобы заточить конец, как карандаш с тупым концом.
06] Удалите оксидное покрытие поверхности чистой щеткой из нержавеющей стали. Загрязнение заготовки помешает качественному сварному шву, поэтому не используйте эту щетку для чего-либо, кроме чистки алюминия.
07] Хотя поток электронов от детали к электроду будет частично очищать оксид, вы не хотите полагаться только на сварщика для очистки детали от масла, смазки или влаги. Очистите заднюю сторону детали, чтобы загрязнения не попали через алюминий в сварочную ванну. Здесь вы можете увидеть, как покрытие выгорело по периметру сварного шва.
Просмотреть все 8 фотографий08] При сварке алюминия надевайте более толстые перчатки из-за выделения дополнительного тепла.ER4043 — это присадочный стержень общего назначения, который можно использовать, если вы не уверены в составе детали. Подберите диаметр присадочного стержня к толщине сломанной детали.
Рон Ковелл говорит
«Алюминий требует больше тепла, чем сталь, и размер лужи обычно больше. Расплавленный алюминий немного более липкий, чем сталь, поэтому вы перемещаете горелку, лужу и воду. стержень будет немного другим «.
Как выполнять сварку TIG литым алюминием
Сварка TIG — это не ракетостроение, а скорее металлургия.Мы получим это. Большинство любителей находятся на пределе своей зоны комфорта при сварке MIG, и в основном в некритических областях. Наша цель в этой истории — открыть вам небольшой секрет: сварка TIG не только очень полезна, если вы все правильно поняли, но и благодаря новому аппарату Syncrowave 210 компания Miller Electric значительно упростила ее. Подробнее об этом через минуту.
Когда большинство людей думают о сварке, они думают о MIG — металлическом инертном газе. В этом относительно простом процессе заготовка используется в качестве одного электрода, а присадочный материал, подаваемый из пистолета, — в качестве противоположного электрода.Когда образуется дуга, электрод плавится и становится частью сварного шва. Электрод является жертвенным, и, поскольку процесс очень прост, большинство людей могут быстро освоить его. Да, и целостность сварного шва зависит от инертного защитного газа — смеси аргона и углекислого газа. Этот газ вытесняет кислород и азот, присутствующие в атмосфере, и защищает сварной шов от химического взаимодействия с атмосферой. Это устраняет или снижает окисление и охрупчивание сварного шва, делая его прочным и долговечным.
TIG, сокращение от вольфрамового инертного газа, также называется газовой дуговой сваркой вольфрамом (GTAW). В этом несколько ином процессе создается плазменная дуга, при которой заготовка действует как один электрод, а неплавящийся вольфрамовый зонд действует как другой электрод. При необходимости присадочный материал предоставляется в виде присадочного стержня из того же или подобного материала, что и заготовка, и оператор ловко погружает его в расплавленную лужу, созданную плазменной дугой. Процесс регулирования нагрева и скорости сварки — это приобретенный навык, требующий некоторой практики.Мощность плазменной дуги и, следовательно, тепло (определяющее ширину и глубину) сварочной ванны определяется оператором с помощью ножной педали, которая изменяет силу тока дуги.
Сварка TIG не только очень полезна, когда вы все делаете правильно, она стала намного проще
Посмотреть все 16 фотоНаучиться сваривать алюминий TIG намного заманчивее, когда он представлен в виде многофункционального аппарата, такого как Miller Electric Syncrowave 210. Этот младенец может выполнять сварку TIG и сварку клеем, а также модернизированный пистолет для сварки MIG алюминия, низкоуглеродистой и нержавеющей стали.Начальная цена Syncrowave 210 составляет 2678 долларов.
Посмотреть все 16 фотографийБлок питания 210 работает от инвертора, а не от трансформатора. Это позволяет ему работать от 230 или 115 вольт, и он может работать в режимах переменного или постоянного тока для сварки TIG. Инвертор также позволяет пользователю изменять форму волны и фазу для изменения баланса для оптимизации очистки во время работы от переменного тока. Лучше всего то, что инверторные источники питания легче по весу и выдерживают больше физических нагрузок, чем трансформаторы.
Посмотреть все 16 фотографийМожно было ожидать, что на машине, которая выполняет столько же, сколько и на 210, будет гораздо больше циферблатов, переключателей и кнопок, но Миллер мудро спрятал их в меню, открываемом с помощью маленькой квадратной кнопки. С помощью главного регулятора можно выбрать сварку TIG на переменном токе, TIG на постоянном токе, MIG или на постоянном токе. В каждом из них параметры можно регулировать, но с разницей: функция Pro Set вызывает рекомендуемые настройки для простой работы новичка. Обратите внимание на вентиляторы TIG: 210 предлагает импульсный режим с регулировкой частоты. Это дает ровное тепло и красивый «рядок десятицентовиков» с очень небольшими усилиями.
Посмотреть все 16 фотоПод капотом достаточно места для аксессуаров, включая дополнительный пистолет Spoolmate 100. Spoolmate может обрабатывать алюминий, нержавеющую сталь, низкоуглеродистую сталь или самозащитный наполнитель с флюсовым сердечником для сварки MIG и почти так же прост, как использование клеевого пистолета. Однако для критически важных операций, таких как водяной насос, мы выбрали TIG.
Посмотреть все 16 фотографийМногие сварочные аппараты Miller теперь оснащены технологией измерения напряжения, что позволяет подключать сварщиков Miller к различным источникам питания.Вилки, получившие название MVP (multi-Voltage plug), можно за секунды поменять местами для работы от 115 В или 230 В — большое преимущество для домашних мастеров.
Посмотреть все 16 фотографийСварка алюминия методом TIG — это не то, чем мы собирались заниматься, но иногда возникает необходимость в сварке TIG — никогда не знаешь, пока она не понадобится! Здесь у нас есть алюминиевый корпус водяного насоса с входом, обращенным к фитингу AN, который является частью контура смазки на нашем блоке Indy Maxx. Все, что нам нужно, — это зазор 1/8 дюйма, чтобы без помех надеть шланг радиатора.Сварка TIG спешит на помощь!
Посмотреть все 16 фотоМы решили разрезать впускную горловину корпуса водяного насоса под углом 5 градусов, а затем повернуть конец так, чтобы он был направлен еще на 10 градусов. Нам не нужен больше угол, потому что мы не хотели влиять на поток охлаждающей жидкости или создавать помехи на шланге радиатора с насосом гидроусилителя рулевого управления, который находится чуть выше и сбоку от впускного отверстия.
Посмотреть все 16 фотоСабельная пила на входной шейке быстро распила. Затем мы нашли время, чтобы обработать разрез и очистить область вокруг запланированной области сварного шва.Загрязнения из смазочных материалов, грязи и охлаждающей жидкости могут накапливаться на шероховатой литой поверхности и вызывать дефекты сварного шва.
Посмотреть все 16 фотоВсе действия происходят с рабочего конца горелки TIG. По кабелю передается как энергия дуги, так и защитный газ. В некоторых моделях Miller в фонаре также есть датчик силы тока, который используется вместо ножной педали. Конец имеет заостренный вольфрамовый электрод, который зажигает дугу; он расположен в керамическом экране, называемом соплом, которое предназначено для удержания защитного газа аргона вокруг плазменной дуги и сварочной ванны.
Звучит сложно? Обычно это так. Это связано с тем, что при сварке TIG существует множество переменных, таких как рабочий материал, полярность, сила тока, баланс, присадочный материал и ваша собственная ловкость. Но что, если есть сварщик, который автоматически установит для вас все необходимые настройки, позволяя вам без проблем практиковать технику сварки TIG? Что, если бы этот сварщик также выполнял ручную сварку и поставлялся с дополнительной катушкой для сварки MIG алюминия, низкоуглеродистой и нержавеющей стали? Что, если бы вы могли подключить его либо к 230 вольт, либо к обычной домашней электросети 115 вольт? Что, если бы этот сварщик был легче, физически крепче и мог похвастаться разветвленной дилерской сетью с более чем 500 местными магазинами? Да, вы вдруг серьезно задумаетесь.Если вам интересно, то этим сварщиком является Syncrowave 210 от Miller Electric (2678 долларов США).
Здесь мы будем иметь дело только с TIG сваркой литого алюминия, но методика одинакова для всех черных и цветных материалов. Сварка TIG — это далеко не самый универсальный вид сварки, который вы можете выполнять, поэтому стоит стать профессионалом и иметь правильное оборудование. Помимо литого алюминия, вы можете сваривать TIG множество металлов, включая нержавеющую сталь, заготовки или экструдированный алюминий, чугун, никель, магний, медь и титан.А с правильным наполнителем из сплава вы даже можете соединять разные типы металлов, такие как чугун и сталь. Новость заключается в том, что все это может сделать один сварщик — Syncrowave 210. Буквально вам понадобится только один инструмент для всех ваших нужд.
В сварке TIG существует множество переменных, таких как рабочий материал, полярность, сила тока, баланс, присадочный материал и ваши собственные навыки.
В нашем рассказе у нас возникла неожиданная необходимость вырезать и приварить впускную шейку к корпусу водяного насоса большого блока.Возникла проблема натяжения между фитингом подачи масла на алюминиевом блоке Indy Maxx и охлаждающим шлангом, питающим впускную сторону корпуса водяного насоса. Мы заказали у Bouchillon Performance дополнительный корпус водяного насоса из литого алюминия и передали его в Motech Performance, где продолжаются работы над нашим проектным автомобилем Valiant 68-го года. В Motech мы внимательно посмотрели на существующий угол входа и подсчитали, что входное отверстие должно быть только на 10 градусов выше, чтобы пропустить масляный фитинг на блоке.Крис Филд из Motech помог нам измерить и отрезать впускную горловину водяного насоса, идея заключалась в том, чтобы отрезать ее под небольшим углом в 5 градусов, а затем повернуть конец на 180 градусов для полного смещения 10 градусов. Очищенный срез и подготовив поверхность к сварке, он направился в учебный центр Miller Electric на Ранчо Кукамонга, Калифорния, где управляющий промышленным районом Миллера Джош Спринкл провел нас через простую процедуру сварки нашего модифицированного корпуса насоса.
Просмотреть все 16 фотографийСварка TIG — это танцевальный танец между горелкой, присадочным стержнем и ножной педалью.Обратите внимание, что горелка обращена в направлении движения сварного шва, чтобы сварной шов был охвачен защитным газом. Горелку можно перемещать по небольшой спирали или небольшому зигзагу, чтобы расширить сварочную лужу и выровнять тепло. Наполнитель окунается в лужу для добавления материала по мере необходимости. Некоторые сварочные швы TIG можно выполнять без добавления присадки — они называются самовоспламеняющимися и по сути сплавляют две половины заготовки с материалом, который уже существует.
Посмотреть все 16 фотографийСварка TIG литого алюминия всегда должна выполняться с использованием чистого аргона, а не смеси аргона и CO2, как это обычно бывает при сварке MIG.Для сварных швов, требующих более глубокого проплавления, рекомендуется смесь аргона и гелия. Расход газа следует регулировать в пределах от 16 до 18 кубических футов в час для алюминия толщиной до полдюйма. Если сварочная ванна нарушена потоком окружающего воздуха, поток следует увеличить до 20 кубических футов в час.
Посмотреть все 16 фотографийНастоящее искусство сварки TIG — это регулировка нагрева и, следовательно, размера сварочной ванны, и это делается с помощью ножной педали. В Miller Syncrowave 210 максимальная сила тока устанавливается сварщиком, и ножная педаль работает в этом диапазоне.Преимущество заключается в том, что при небольшой и тонкой сварке вы можете снизить максимальную силу тока, а ножная педаль обеспечит более точный контроль. Сварочная дуга запускается ножной педалью, которая автоматически снабжает сопло потоком защитного газа перед зажиганием дуги.
Посмотреть все 16 фотоДва наиболее часто используемых алюминиевых присадочных стержня — 4043 и 5356. В целом, 4043 (и новый присадочный материал из сплава 4943 от Hobart Filler Metals) более щадящий с точки зрения параметров сварки (усадка, растрескивание, пластичность и flow), он обеспечивает лучший контроль образования луж и может использоваться с более широким спектром основных сплавов.С другой стороны, 5356 предлагает более высокий предел прочности на разрыв, но его легкость сварки считается немного ниже, чем у 4043. Из-за пористости нашего литого алюминия мы использовали кремниевый сплав 4043, который лучше справляется с уменьшением пористости и окисления в пораженная зона сварного шва Толщина присадочного стержня обычно составляет от 1/16 до 3/16 дюйма в диаметре с шагом 1/32 дюйма.
Посмотреть все 16 фотоПосле сварки излишек валика был тщательно стачан напильником на предмет пористости.Нашли на удивление мало. К этим изолированным участкам добавляли больше наполнителя, а затем «промывали» пораженные участки. Это процесс, при котором горелка используется для обогрева участка без добавления наполнителя. Идея «промывки» состоит в том, чтобы более равномерно смешать наполнитель с натуральным материалом на более широкой площади. Это еще больше снижает пористость и делает соединение более прочным.
Посмотреть все 16 фотоНа этих изображениях до и после показано небольшое изменение угла впускного ниппеля водяного насоса.Если мы хотим восстановить внешний вид отливки в зоне сварного шва, мы можем нанести на нее кремниевую среду в струйном баке. Никто не узнает разницы!
Новость в том, что один сварщик — Syncrowave 210 — может все это сделать. Буквально вам понадобится только один инструмент для всех ваших нужд.
Инертный газ и виноделие | ПодробнееВино
Важность инертного газа
Если во время выдержки вино не защищено как от микробной порчи, так и от кислорода, оно может испортиться.Защита вина обычно включает поддержание надлежащего уровня SO2 и наполнение контейнеров. Кроме того, продувка свободного пространства инертным газом для эффективного удаления кислорода значительно увеличивает степень защиты. Когда дело доходит до использования SO2, преимущества широко понятны, и подробная информация, описывающая его использование, легко доступна в большинстве винодельческих источников. Тем не менее, часто, когда эти тексты относятся к продувке инертным газом, они не могут объяснить фактические пошаговые методы, необходимые для этого.Важно знать, что для того, чтобы эффективно удалить кислород из вашего свободного пространства, требуется больше, чем просто ввести немного аргона в свободное пространство вашего сосуда, пока вы не почувствуете себя нужным. На самом деле это еще не все! Цель этого руководства — помочь вам разобраться в методах, необходимых для успешной продувки свободного пространства инертным газом, чтобы ваше вино было действительно защищено. Давайте начнем с рассмотрения важности защиты вина от воздействия кислорода, а затем рассмотрим конкретные методы газовой продувки, необходимые для этого.
Необходимость контролировать воздействие кислорода:
Любое пространство в баллоне, резервуаре или бочке, не занятое жидкостью, заполняется газом. Окружающий нас воздух на самом деле представляет собой смесь газов, примерно 20% которой составляет кислород. Постоянное воздействие кислорода полезно для людей, но не для хранения большинства вин! Это потому, что когда вино подвергается воздействию кислорода, происходит ряд химических изменений. Если воздействие кислорода не контролируется и продолжается с течением времени, то возникающие в результате изменения часто приводят к нежелательным дефектам, таким как потемнение, потеря свежести, запах и вкус хереса, а также образование летучей кислотности («VA» или уксус).Поскольку эти нежелательные реакции происходят в результате воздействия кислорода, вина с такими дефектами называются окисленными. Один из ключевых моментов в правильной выдержке / хранении вина — это научиться ограничивать воздействие кислорода на вино, чтобы оно не окислялось. Этого можно легко достичь, наполнив емкость для хранения вином до края и, таким образом, исключив любое свободное пространство (как в случае наполнения / доливки бочек), но, как мы увидим в следующем разделе, это не всегда может быть практичным.
Расширение и сжатие — потребность в свободном пространстве:
В идеале вы храните вино в полностью заполненной емкости в помещении с контролируемой температурой. Если у вас нет идеального количества вина для заполнения всех емкостей доверху, или если вы храните не в идеальных условиях, в резервуарах и бутылях должно быть небольшое свободное пространство наверху (обратите внимание, что в бочках не должно быть места. при заполнении / доливке). Это свободное пространство необходимо, потому что оно помогает компенсировать расширение и сжатие жидкости из-за изменений температуры окружающей среды (помните, что вещи расширяются при нагревании и сжимаются при охлаждении).Поскольку газ сжимается легче, чем жидкость, на емкость для хранения не оказывается никакого значительного дополнительного давления, если наверху остается небольшое пространство. Вот почему вы видите пространство ¼ дюйма под пробкой в готовой бутылке вина, а также то, почему рекомендуется оставлять зазор размером 1 дюйм под пробкой в запечатанной бутыли. Если свободное пространство над водой отсутствует, по мере повышения температуры и расширения вина возникающее давление не будет уменьшено способностью газа сжиматься, и полная сила жидкости будет давить на крышку / пробку.В зависимости от того, насколько сильно изменяется температура и объем вина, этого давления может быть достаточно, чтобы либо выгнуть крышки резервуаров наружу, либо полностью вытолкнуть пробки.
Примечание: Когда вино остывает, происходит обратное; пробка / крышки втягиваются внутрь по мере сжатия жидкости.
Хотя это может показаться экстремальным результатом, это может случиться и происходит! И если это так, помимо потери вина и беспорядка, ваше вино теперь подвергается воздействию элементов и потенциальной порче.Поэтому, если вино будет подвергаться воздействию каких-либо температурных колебаний во время его выдержки / хранения, лучше оставить свободное пространство наверху ваших сосудов, чтобы предотвратить такой сценарий.
Обеспечение безопасности свободного пространства:
Возвращаясь к первому разделу этой статьи, мы видим, что здесь возникает проблема: как создать пространство для расширения и сжатия, избегая при этом любых негативных окислительных реакций? Ответ заключается в возможности заменить кислородсодержащий воздух в свободном пространстве над инертным газом, например азотом, аргоном или CO2.В отличие от кислорода, эти три газа не вступают в реакцию с вином и не создают никаких отрицательных характеристик. Из трех газов аргон и CO2 на самом деле тяжелее воздуха * , и виноделы могут использовать это свойство в своих интересах. Если все сделано правильно, продувка свободного пространства (также называемая промывкой или барботированием) аргоном или CO2 может удалить кислород, замедляя удаление кислорода из пространства. Инертный газ эффективно вытеснил кислород в сосуде, и теперь вино можно безопасно хранить в течение периода выдержки / хранения без каких-либо вредных последствий.Уловка для успешного достижения этого уровня защиты заключается в понимании методов, необходимых для медленной очистки. Давайте подробнее рассмотрим, что для этого нужно.
* Примечание: Азот легче воздуха. Хотя он совершенно безопасен для использования в виноделии с точки зрения отсутствия реактивности, если вы не используете герметичный резервуар, который никогда не будет открываться во время хранения вина, тот факт, что он не будет действовать как защитное одеяло, делает его плохим. выбор для продувки свободного пространства.
3 рекомендуемых шага для продувки головного мозга инертным газом:
Примечание: Вы никогда не сможете полностью удалить кислород из свободного пространства с помощью продувки аргоном. Что мы пытаемся сделать, так это устранить его как можно больше в ситуации, когда полностью заполненный контейнер и постоянная температура не подходят.
Один:
• Избегайте турбулентности для поддержания чистоты: ключ к созданию эффективного покрытия из CO2 или аргона заключается в понимании основного физического свойства газов: они легко смешиваются друг с другом при взбалтывании.Даже газы разного веса со временем смешаются. Поэтому мы пытаемся удалить как можно больше кислорода при начальной продувке. При продувке свободного пространства инертным газом расход газа на выходе из трубки будет определять подпитку / чистоту конечного объема газа, который вы получите. Более высокие скорости потока создают эффект взбалтывания, который фактически заставляет инертный газ смешиваться с окружающим воздухом (который содержит кислород). Когда это происходит, чистота инертного газа становится более слабой, и его способность защищать ваше вино снижается.Чтобы лучше понять это, подумайте о следующей аналогии: допустим, чистый газ, выходящий из трубки, подобен сливкам, наливаемым в прозрачную чашку кофе (кофе заменяет воздух в свободном пространстве). Выливание с высокой скоростью вызывает сильную турбулентность, и когда сливки и кофе скручиваются и кружатся в чашке, они быстро смешиваются друг с другом. С другой стороны, если мы аккуратно вливаем сливки в кофе с достаточно медленной скоростью, чтобы свести турбулентность к минимуму, мы можем видеть, что сливки образуют слой в кофе, который остается там, пока мы его не перемешаем.Распределенные газы CO2 и аргон ведут себя так же, как крем. Для того, чтобы удалить как можно больше кислорода из вашего пространства над головой, нам необходимо убедиться, что наш метод доставки предусматривает меры по предотвращению турбулентности в максимально возможной степени.
• Идеальная скорость потока, необходимая для достижения этого, — это мягкое кровотечение, подобное теплому дыханию, запотевающему окно, а не продолжительный сильный поток, который мы использовали бы, чтобы задуть свечи на праздничном торте. Поток должен быть мягким на ощупь.Как правило, это будет примерно самая низкая настройка, на которую ваш регулятор может быть установлен, но при этом поток будет продолжаться. В зависимости от размера вашей трубки это обычно означает от 1 до 5 фунтов на квадратный дюйм.
Два:
• Диаметр трубки будет определять, насколько быстро вы можете безопасно пропускать свой газ: мы хотели бы достичь максимального объема газа, который может быть доставлен, при сохранении скорости потока с низкой турбулентностью, необходимой для предотвращения смешивания газа с воздухом пытаюсь избавиться от. Для создания эффективной подушки инертного газа можно использовать трубки любого размера; время, необходимое для этого, будет увеличиваться по мере уменьшения диаметра нагнетательной трубки.Чтобы проиллюстрировать это, давайте рассмотрим два разных сценария, используя аналогию с наполнением ведра садовым шлангом.
• В первом примере представьте, что у нас открыт кран и вода свободно вытекает из конца шланга. Мы можем видеть, что, хотя доставляется большой объем воды, поток проходит всего несколько футов, прежде чем упадет на землю. У нас есть большое количество воды, доставляемой при низкой турбулентности / силе. Если бы мы наполняли ведро, мы могли бы сделать это быстро и с небольшим разбрызгиванием.
• В нашем втором сценарии, без увеличения расхода на патрубке, если мы частично закроем открытый конец того же шланга большим пальцем, поток теперь становится достаточно сильным, чтобы лететь по двору. Наполнение нашего ведра в этом стиле вызовет довольно много нежелательных брызг / турбулентности, и чтобы избежать этого, мы вынуждены уменьшить скорость потока. В результате время, необходимое для наполнения нашего ведра, стало больше, чем если бы мы не закрывали шланг большим пальцем.
• Из этих двух примеров видно, что если мы хотим ускорить процесс барботирования, не нарушая при этом слабого потока, необходимого для создания эффективного покрытия, мы должны стремиться увеличить диаметр выпускной трубки. Это можно сделать, просто прикрепив небольшой отрезок трубки большего диаметра к существующей газовой линии, идущей от вашего регулятора.
Три:
• Лучше всего ламинарный: вместо того, чтобы направлять поток газа непосредственно на поверхность вина, лучший способ доставить его с наименьшей турбулентностью — это сделать так, чтобы поток газа шел параллельно поверхности вина или ламинарный.Таким образом, инертный газ будет с меньшей вероятностью вспучиваться и смешиваться с окружающим воздухом при доставке, потому что он не будет «отскакивать» от поверхности жидкости. Газ будет вести себя больше как туман, накатывающий на пейзаж, создавая красивое, толстое, чистое одеяло защиты над вином.
• Простой и эффективный способ добиться этого — прикрепить переключатель на конце газовой трубки. Для работы в бутылях хорошо подойдет насадка-аэратор (BE510). Для резервуаров отлично подходит большая нержавеющая буква «Т»: обеспечивая как выход большего диаметра, необходимый для безопасного промывания с более высокой скоростью, так и дополнительный вес, который поможет сохранить прямую трубку во время ее установки для использования.
Собираем все вместе:
MoreWine! Рекомендуемый метод продувки свободного пространства инертным газом• Отрегулируйте регулятор для создания максимально возможной скорости потока, сохраняя при этом мягкий стравливание при низком давлении. Выключите газ. Опустите трубку * в сосуд так, чтобы выход был близко к поверхности вина, примерно 1-2 дюйма от поверхности.(Здесь может пригодиться фонарик.)
* Примечание: Не забудьте продезинфицировать переключатель и трубки любой длины, которые могут соприкасаться либо с поверхностями сосуда, либо с вином («Star-San» (CL26) отлично подходит для этого). Таким образом, в случае, если трубка соскользнет и войдет в контакт с вином, когда вы опускаете ее на место, вы не рискуете испортить вино.
• Включите газ и начните продувку
• Используя зажигалку или спичку для барбекю, опустите открытое пламя так, чтобы оно опустилось чуть ниже края емкости.Если он продолжает гореть, значит, кислород все еще присутствует, и вам нужно будет продолжать наполнение. В конце концов уровень инертного газа достигнет обода, и весь кислород вылетит наружу. Продолжайте проверять с помощью более легкого теста, пока в конце концов пламя не погаснет, что укажет на недостаток кислорода. Опять же, это не удаляет весь кислород из свободного пространства, но помогает его значительно уменьшить.
Некоторые заключительные замечания по использованию инертного газа
Чтобы использовать инертный газ, вам нужно будет приобрести небольшую газовую установку.Это просто небольшой резервуар с CO2 * (D1050), азотом (D1054) или аргоном (также D1054), регулятор (D1060 для CO2 и D1070 для аргона и азота) и некоторые трубки (D1704).
* Примечание: CO2 следует использовать только для свободного пространства над давлением. Если вы будете использовать газ для проталкивания вина, например, при фильтрации, подаче из бочонка и т. Д., Вам нужно будет использовать азот или аргон. Причина этого в том, что CO2 переходит в раствор при низком давлении, а другие газы — нет.Другими словами, если вы используете CO2, вы можете непреднамеренно газировать вино! С другой стороны, если бы это было то, что вам нужно, это был бы идеальный способ делать игристые вина для домашнего винодела!
Последний бонус к газовой установке заключается в том, что вы можете не только промывать наполовину использованные бутылки вина, тем самым сохраняя их аромат лучше, чем если бы они просто реагировали с кислородом, который вошел в бутылку, когда вы ее налили; вы даже можете использовать его, чтобы протолкнуть вино в кеггирующую систему (KEG420).Прелесть установки в кеги заключается в том, что вы можете использовать давление газа вместо насоса для более мягкой фильтрации, выпить один бокал вина, не открывая всю бутылку, смешать в любой момент в процессе выдержки. и, что лучше всего, храните вино в полностью закрытой системе! И снова никакого контакта с кислородом!
Авторские права на все содержание принадлежат MoreFlavor Inc., 2021 г. Все права защищены. Никакая часть этого документа или связанных файлов не может быть воспроизведена или передана в любой форме и любыми средствами (электронными, фотокопировальными, записывающими или иными) без предварительного письменного разрешения издателя.
Как выполнить сварку алюминия методом Tig Weld Youtube
Первый шаг к работе с алюминием — это освоить позиционирование резака и руки. Следовательно, сварщик с функцией контроля тока (сварочный аппарат TIG) является идеальным инструментом.
(1) TFS КАК превратить ваш MIG в сварочный аппарат TIG
Алюминийимеет тенденцию быть менее щадящим, и есть несколько простых шагов, которые вы можете предпринять до, во время и после сварки, которые могут помочь вам успешно сваривать алюминий.
Как сварить алюминий TIG youtube . Тем не менее, можно сваривать алюминий методом электродуговой сварки постоянным током (также называемым «постоянным током»). Возможность сваривать алюминий от 14 до 1/4 дюйма в зависимости от возможностей вашего сварщика и подготовки; Убедитесь, что вы выбрали сварщика с высокой точностью, потому что точность чрезвычайно важна при сварке алюминия.
Узнайте больше о сварщиках, сварщиках, лучших сварщиках. Сварка алюминия TIG имеет ряд уникальных проблем.Даже с упрощенным сварочным аппаратом TIG, таким как Eastwood TIG 200 ac / dc.
Я показываю, как сваривать алюминиевые банки вместе с дешевым импортным сварочным аппаратом. Получите сварочный аппарат вольфрамовым электродом в среде инертного газа, работающий на переменном токе, а не только на постоянном. Аргон охлаждает сварочную горелку, защищает вольфрам и стабилизирует дугу.
Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги gtaw может вызвать солнечные ожоги открытых участков кожи. Tig можно использовать для сварки меди, титана и даже двух разнородных металлов, а также он удобен для выполнения сложных сварных швов (например.грамм. Этот предмет необходим для склеивания двух деталей.
Большое спасибо создателю видео «прикладная наука». Сваривать алюминий не так сложно, как вы думаете. Прошедшее видео о сварке катушечным пистолетом
Нет необходимости покупать сварщика TIG и изучать эти навыки и иметь соответствующие расходы или платить опытному сварщику TIG, чтобы он сварил для вас немного алюминия. Эта страница посвящена сварке алюминия сварочным аппаратом на постоянном токе, отрицательным электродом (dcen), аргоном и флюсом. Есть вероятность, что вы можете использовать другие способы сварки для сварки алюминия, такие как MIG, но tig — наиболее важный метод для новичков.
Видео о сварке TIG, посвященной изготовлению кожуха ремня для воздушного компрессора за пределами угловых соединений и скручиванию проволоки MIG для сварки холоднокатаной стали. Кроме того, он поставляется с различными вольфрамовыми цангами для разных видов сварки. Как и в большинстве случаев, небольшой опыт имеет большое значение;
[1] источник исследований точность, достигаемая с помощью этого типа сварочного аппарата, имеет решающее значение при работе с алюминием, особенно с тонкими деталями. Он немного меньше, чуть меньше двух миллиметров в толщину.Старайтесь не использовать грязные или ржавые присадочные стержни, потому что это приведет к слабым сварным швам.
Алюминий — это металлический материал, который требует большого количества тепла перед сваркой. Как правильно сваривать алюминий. См. Другие видеоролики о сварке алюминия методом TIG или перейдите на главную страницу по сварке TIG.
Из этого руководства вы узнаете, как использовать пропановую горелку и некоторые прутки для пайки алюминия в качестве быстрого способа склеивания алюминия без использования сварочного аппарата. Иногда для сварки алюминия методом TIG лучше использовать постоянный ток.Я решил собрать несколько типичных ошибок и.
Лучшие способы сварки алюминия TIG. Ознакомьтесь с другими идеями о производстве алюминия, сварке, сварке TIG. Переменный ток очищает поверхность, разрушая оксиды, ухудшающие качество сварки.
Тиг-сварка алюминия может быть труднее, чем сталь; Не надо, это пустая трата хорошего алюминия. Могут ли все сварщики TIG сваривать алюминий?
При сваркеTig вам потребуется использовать обе руки, поэтому убедитесь, что вы носите подходящий комплект защитных сварочных перчаток и сварочный шлем, чтобы обезопасить себя и при этом держать руки свободными.Поэтому я подумал, что было бы интересно сравнить сварку алюминия с помощью пистолета-распылителя с тиглем. Сварка TIG требует, чтобы все было безупречно чистым, и это особенно важно при сварке.
Достаньте алюминиевый присадочный стержень. При сварке TIG вы должны использовать обе руки, поэтому убедитесь, что вы надели подходящую пару защитных сварочных перчаток и сварочный шлем, чтобы защитить себя и при этом держать руки свободными. Популярность алюминия в автомобилестроении привела к новому золотому веку сварки вольфрамовым электродом.
Это отличное видео покажет вам, «как сваривать алюминиевые банки для напитков». Я сравню 50 Гц с 250 Гц. Этот тип сварочного аппарата использует вольфрамовый электрод и инертный газ для защиты зоны сварки.
5 советов по сварке алюминия методом TIG 1. Я использовал несколько электродов для сварки алюминия dcep с этим сварочным аппаратом, но я хотел бы посмотреть, смогу ли я добиться большего контроля и более чистого шва. Он дает силу тока 200 А и совместим как с 110 В, так и с 220 В, что означает, что вы можете подключить его, где бы вы ни находились, и приступить к работе.
С одной стороны, вы будете держать электрододержатель, а присадочный стержень — в другой. В одной руке вы будете держать электрододержатель, а присадочный стержень — в другой. Механически прочная и визуально привлекательная, сварка TIG — это процесс номер один, который выбирают профессиональные сварщики для профессиональных гоночных команд, а также заядлые автолюбители или любители.
Когда вы изучите основы, алюминий можно сваривать без особых проблем.Требуется практика для правильной настройки сварочного аппарата MIG для хорошей сварки. Оказывается, сваривать алюминий можно без сварщика!
Аппарат для сварки вольфрамовым электродом в среде инертного газа, также известный как аппарат для сварки вольфрамовым электродом, представляет собой установку, в которой в дополнение к инертному газу для защиты сварки используются вольфрамовые электроды. Это обеспечивает очень прочную связь, и после небольшой практики можно быстро выполнить и получить великолепные результаты. Начало работы со сваркой вольфрамовым электродом Сварка вольфрамовым электродом (сварка вольфрамовым электродом в среде защитного газа) — это тип сварки, который идеально подходит для обработки сложных форм, таких как изгибы и углы.
Начинающие сварщики TIG непреднамеренно оставляют много металлолома. Я сегодня свариваю алюминий в тигле и сравниваю частоту переменного тока. В процессе нагрева алюминий легко может прожечь.
Например, вы можете почувствовать необходимость поджечь дугу на куске алюминия, прежде чем практиковать базовое положение рук и контроль. При сварке алюминия методом TIG почти всегда используется переменный ток (или «переменный ток»). Вы можете сваривать алюминий TIG толщиной в пределах 0.От 3 до 5 мм, что делает его очень полезным для большинства сварочных работ.
Когда дело доходит до сварки алюминия, сварка TIG является основным методом. На моем канале на YouTube появилось несколько комментариев, в которых я спрашивал, почему мы просто не сварили все это с помощью пистолета. Поскольку при сварке алюминия очень важно четко видеть дугу, подумайте о новой технологии каски, которая улучшает видимость и четкость сварочной ванны.
Я не профессиональный сварщик, поэтому некоторые мои советы могут быть нетрадиционными или даже неправильными, но эти методы мне подходят.
Штифт на сварочных наконечниках
Видео о производстве алюминия методом аргонодуговой сварки TIG
Изготовление алюминиевой ковбойской шляпы для сварки TIG алюминия
Сварочный штифт
Топ-5 ошибок при сварке алюминия и способы их устранения Часть
(2674) Ковбойский цилиндр для сварки алюминия методом TIG
Сварочный штифт
(2674) Производство алюминия для сварки TIG Изготовление малогабаритного
Лист ковбойской шляпы для сварки алюминия методом TIG
Накладные трубы для сварки TIG How to Tig Weld Overhead soldadura
Производство алюминия для сварки TIG Изготовление рогатки
Сварка TIG Изготовление алюминия Онлайн-инструкция 6061
Сварка алюминиевых рам для велосипедов YouTube Сварка
Американский производитель полированных алюминиевых мячей Challenge
Сварка TIG Изготовление алюминия Онлайн-инструкция 6061
Как сваривать алюминий TIG Как сваривать алюминий TIG (ПОЛНЫЙ
Листовой противень с 4/4 трубками для сварки TIG
Топ-5 ошибок при сварке TIG и способы их устранения Часть 1
Как превратить ручного сварочного аппарата в сварочный аппарат TIG
Сварка алюминиевой палкой
Я уверен, что каждый, у кого есть аппарат для ручной или дуговой сварки, сварщик SMAW или сварщик TIG на постоянном токе, когда-то хотел сваривать алюминий.Основная проблема здесь на самом деле информация, а не технологии. Большинство веб-страниц и сообщений на форумах заявляют, что для сварки алюминия требуется сварочный аппарат MIG или AC TIG с аргонным защитным газом, что не является точным. Следует отметить, что TIG на переменном токе — это самый медленный, самый чистый и контролируемый способ сварки алюминия, что делает его особенно подходящим для сварки тонкого алюминия. MIG намного быстрее, чем AC TIG, но он не так управляем, потому что вы не можете расплавить основной металл без добавления присадочного металла.MIG был разработан для быстрого наращивания и непрерывной сварки, и он все еще относительно чистый из-за защитного газа. Ни AC TIG, ни MIG не могут сваривать алюминий на ветру.Сварка алюминия палкой возможна и действительно работает лучше, чем я ожидал. Я использовал 1/8 дюймовые алюминиевые сварочные электроды Harris 26, которые я купил на Cyberweld.com. В электродах используется другой флюс, чем в более обычных стальных электродах, но процесс в основном тот же. Они рекомендуют DCEP / DCRP, что имеет смысл.AC TIG может удалить оксидный слой на основном металле во время положительной части электрода переменного тока. DCEP постоянно удаляет оксидный слой с основного металла, в то время как электродный флюс предотвращает образование оксидов на электродном металле и ванне расплава. Флюс защищает сварной шов при охлаждении и образует защитный барьер, который отлично работает даже в ветреную погоду. Ключевой момент заключается в том, чтобы двигаться быстрее, чем со стальным электродом, и при этом не требуется большого переплетения, поскольку алюминий течет лучше, чем сталь.Я сварил алюминиевую коробчатую секцию 3 «x6» x60 «из угла 3» x0,125 «для удлинения ливневой решетки и использовал менее 1 фунта электродов. Это дает 60» x 4 шва = 240 «, что дает Я использовал довольно много присадочных стержней для сварки TIG и значительное количество аргона из моего 40-кубового баллона. В следующем видео показан основной процесс и мои новички в сварочных навыках. Этот фрагмент сварки был выполнен с помощью моего Everlast Super250P на нижней стороне надставки решетки. Ближе к началу моего обучения. Моя сварка и мои сварные швы становились лучше по мере того, как я прогрессировал.
Вот видео:
[ame] http://www.youtube.com/watch?v=KELLTrgnUhc [/ ame]
Вот несколько фотографий хорошего участка сварного шва, который я положил на 125A после съемки видео. Пунктирная линия — от перетаскивания молотка для откола шлака по сварному шву.
Итак, я пришел к выводу, что сварка алюминия палкой отлично подходит, когда требуется много структурной (читай не идеально косметической) сварки. Должно быть возможно наложить красивые сварные швы и сварить более тонкий металл таким образом, но моих навыков пока нет.Я смог сваривать со скоростью, близкой к скорости MIG, без сварочного аппарата MIG при эквивалентной стоимости расходных материалов или ниже. Стоимость доставки 1 фунта электродов составила около 25 долларов. Один фунт алюминиевой сварочной проволоки в настоящее время стоит около 20 долларов, а наполнение моего баллона с аргоном стоит около 15 долларов.
Назад к основам: как сваривать алюминий TIG на переменном токе
Эксперт TIG Wyatt «Mr. TIG »Сваим и художник Кевин Карон занялись сваркой алюминия на переменном токе TIG. Во-первых, Уятт советует обязательно нажать кнопку «переменного тока» или «переменного тока» на сварочном аппарате, чтобы начать работу.Вы можете слышать, как кондиционер работает постоянно, что дает совершенно другой звук.
На машинах, построенных примерно за последние 15 лет, также встроена очистка. Это означает, что, помимо удаления масла, вам совсем не нужно подготавливать металлический алюминий перед началом сварки TIG. Даже если вы этого не видите, алюминий имеет оксидный слой, который плавится при температуре около 3600 градусов по Фаренгейту. Сам алюминий начинает плавиться при температуре около 1200 градусов, создавая «небольшую физическую проблему». Действие очистки машины контролируется ручкой, на которой обычно написано что-то вроде «Баланс переменного тока», что позволяет вам регулировать степень загрязнения вашего металла.Обычно в нем есть такие слова, как «Больше уборки» или «Меньше уборки». Как только вы визуально определите, насколько грязен ваш металл, вы можете настроить баланс. Если вы обнаружите, что ваш вольфрам слишком сильно накапливается, ваша настройка находится слишком далеко в положительном диапазоне. Большую часть времени Уятт дает около 70% отрицательных результатов. Направив валик на пластину и добавив присадочный материал, вы можете осмотреться рядом со сварным швом и убедиться, что вы получаете очищающее действие для относительно небольшого участка за пределами зоны термического влияния.Зона очистки шириной в дюйм — это слишком много. Затем Кевин спрашивает, нужно ли вам чистить алюминий в реальных условиях, но Вятт говорит, что использование проволочной щетки или иная очистка поверхности просто полирует оксиды. Сварщик фактически бомбардирует и испаряет загрязнения и очищает металл, за исключением масел, которые вам нужно удалить.
Они одеваются, и Кевин берет резак, используя диаметр 1/16, 2% торированный вольфрам, 100% аргон и примерно 100–110 ампер. Баланс переменного тока установлен на отрицательный 70%.Начинает сварку без присадки. На крупном плане видно, как чистятся с каждой стороны лужи — чистка более чем достаточна. Когда Кевин достигает конца сварного шва, он медленно сужается. Уятт отмечает, что у алюминия быстро накапливается тепло. Некоторые спрашивают, труднее ли сваривать алюминий. Суэйн говорит, что это не так, это просто другое. По его словам, когда они привыкают к этому, некоторые люди любят алюминий больше, чем другие материалы. Кевин говорит, что сварка алюминия кажется быстрее, чем сварка стали.Для следующего шва Кевин использует присадочный материал. Уятт подчеркивает, насколько важно перед добавлением наполнителя создать лужу, которая будет очень четкой и точной, почти зеркальной. По его словам, невыполнение этого требования — ошибка номер 1, которую делают новые сварщики TIG. Для этого приложения используется наполнитель 4043 диаметра 1/16, что довольно часто встречается в машиностроении.
Крупный план показывает, как Кевин промокает присадочный стержень, перемещая вольфрам по металлу, а Вятт показывает игру за игрой. В конце Кевин медленно отступает.Вятт указывает, что вы можете начать с 100 или 110 ампер, но к тому времени, когда вы дойдете до конца сварного шва, ваше тепло догнало вас, и вам придется отступить, или ваш сварной шов станет шире и шире и, — добавляет Кевин, льстивее. В этом большая разница между сваркой стали и сваркой постоянным током и алюминия и сваркой на переменном токе. Вы также должны остерегаться горячих коротких трещин в конце. Чтобы избежать этой проблемы, добавьте еще немного наполнителя в конце сварного шва. Вятт отмечает, что это одно большое различие между большими промышленными машинами и машинами малой грузоподъемности: более дорогие машины более точны.На машинах более высокого класса гораздо легче избежать образования кратеров, чем на менее дорогих сварочных аппаратах. Как только вы привыкнете к легким машинам, вы можете нанести немного наполнителя, чтобы преодолеть кратер, но с промышленными сварочными аппаратами вы можете сузить его до всего 5 ампер, чтобы полностью избежать этого, что очень важно, когда вы выполнение сварных швов рентгеновского качества.