в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
|
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
|
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 260
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку.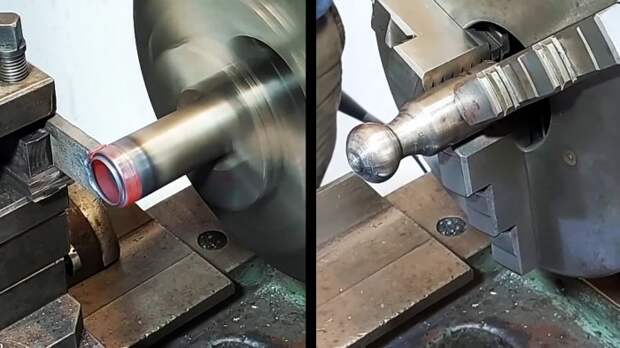 Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим. - Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы, пошаговое руководство
Содержание:
Инструменты для сваривания ПП труб
Разнообразие насадок
Разрезание труб перед свариванием
Последовательность сварки труб ПП
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное — выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Надеть фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь.
 Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструменты для сваривания ПП труб
Перед тем, как сварить полипропиленовые трубы, например, для системы подачи воды, нужно обзавестись стандартным набором инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.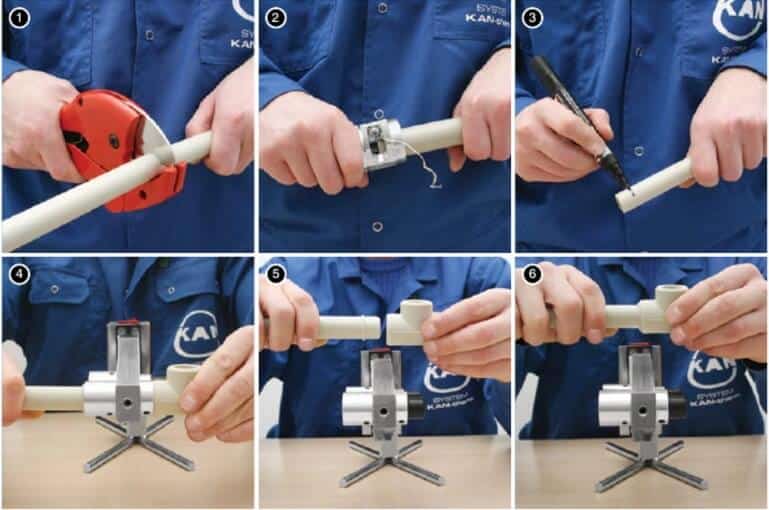 Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения, на паяльнике загорается красный светодиод, который гаснет после достижения требуемой температуры. Это сигнал к тому, что инструментом можно пользоваться.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником, болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем, как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями до 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сварки труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
 Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке ПП труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология. .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную прочность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.
В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.

Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
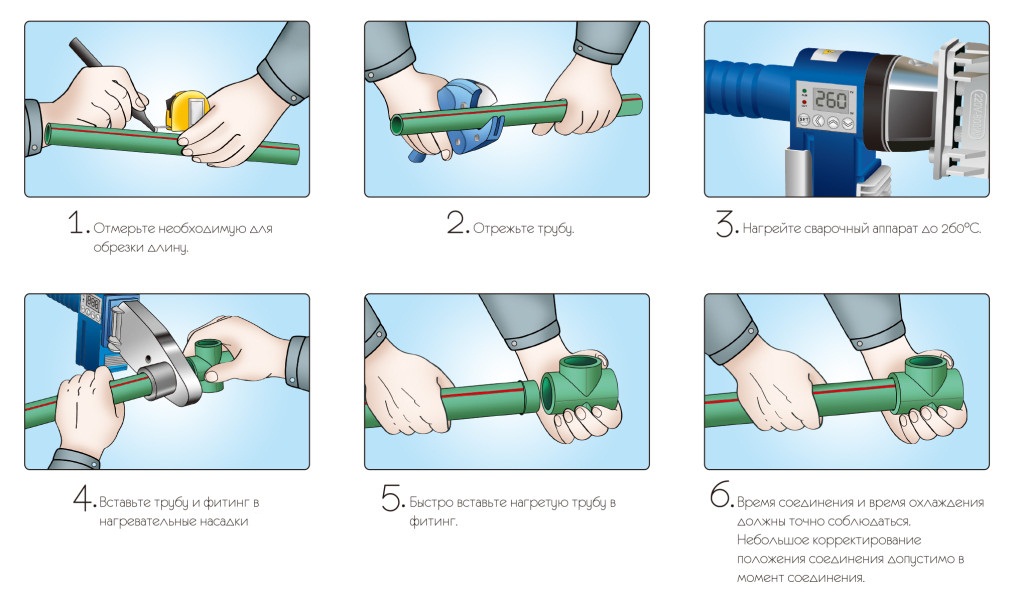
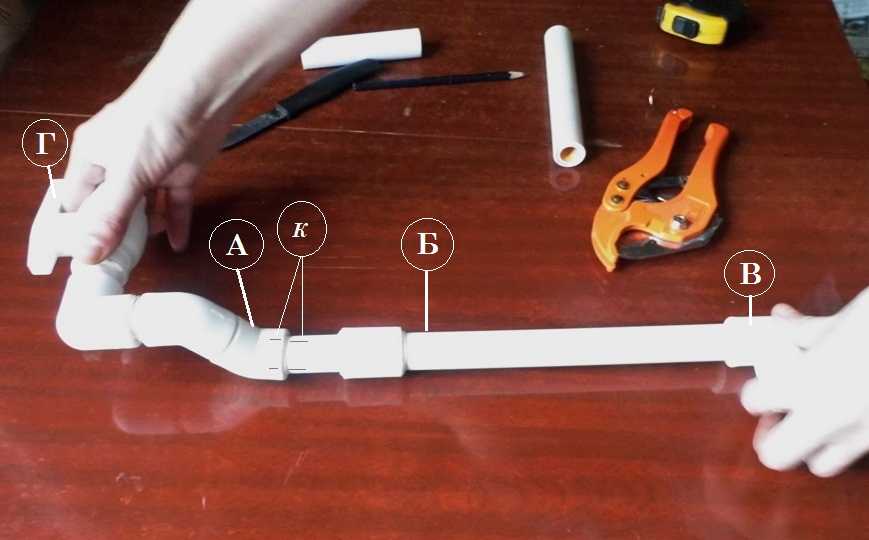
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации Это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.

Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.

Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w»>
youtube.com/embed/FTZ_Rtu4a_w»> Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Основные методы соединения – Harrington Industrial Plastics
Отказ от ответственности: Приведенные здесь данные основаны на многолетнем опыте, испытаниях и технической информации наших поставщиков. Были предприняты все разумные меры для обеспечения точности содержания этого материала; тем не менее, Harrington Industrial Plastics LLC не несет ответственности за любые убытки, будь то прямые, косвенные, случайные или косвенные, возникающие в результате использования или зависимости от любого содержания этого материала.
Существует несколько рекомендуемых методов соединения термопластичных труб и фитингов, каждый из которых имеет свои особенности. преимущества и ограничения:
ЦЕМЕНТИРОВАНИЕ РАСТВОРИТЕЛЕМ
Наиболее широко используемый метод в трубопроводных системах из ПВХ сортамента 40, ПВХ сортамента 80 и ХПВХ, как описано в ASTM D-2855. О.Д. трубы и внутренний диаметр арматуры грунтуются, покрываются специальным цементом и соединяются между собой. Знание принципов цементирования растворителем необходимо для отличной работы.
ПРИМЕЧАНИЕ: Единственной наиболее серьезной причиной неправильного или некачественного соединения цемента с растворителем является недостаточное проникновение растворителя или неадекватное нанесение грунтовки.
Существуют различные способы соединения труб и фитингов при установке трубопроводных систем из хлорированного поливинилхлорида (ХПВХ). Одним из наиболее распространенных способов соединения является цементирование растворителем. Цемент на основе растворителя — это не клей — — это процесс, в котором растворители и смола используются для химического сплавления трубы и фитинга на молекулярном уровне.
Цемент на основе растворителя — это не клей — — это процесс, в котором растворители и смола используются для химического сплавления трубы и фитинга на молекулярном уровне.
Статья: Цементирование растворителя CPVC — DOS и нет CPVC CEMENT CEMENT -CEMENT — CORZAN (Внешняя ссылка)
. Полное руководство по растворному цементу на основе ХПВХ — Corzan (Внешняя ссылка)
НАРЕЗАНИЕ РЕЗЬБЫ
Резьба из ПВХ, ХПВХ, ПВДФ и ПП сортамента 80 может быть нарезана специальными красителями для труб для сопряжения с фитингами сортамента 80 с резьбовыми соединениями. Поскольку этот метод позволяет легко разбирать, ремонтировать и тестировать трубопроводную систему, его часто применяют для временных или разборных трубопроводных систем, а также для систем, соединяющих разнородные материалы. Резьбовые трубы должны быть на 50% дешевле систем, склеенных растворителем.
Резьбовые трубы должны быть на 50% дешевле систем, склеенных растворителем.
ПРИМЕЧАНИЕ. Резьбовые соединения не рекомендуются для применения под давлением из полипропилена.
ФЛАНЦЫ
Этот метод используется для сборки труб и фитингов из поливинилиденфторида и полипропилена для работы в условиях высоких температур и агрессивных сред. (Рекомендуемые методы соединения см. в данных каждого производителя.)
SOCKET FUSION
Этот метод используется для сборки труб и фитингов из PVDF и полипропилена для работы в условиях высоких температур и агрессивных сред.
ПРИМЕЧАНИЕ. Рекомендуемые методы соединения см. в данных каждого производителя.
СТЫКОВОЕ СОЕДИНЕНИЕ
Этот метод используется для соединения всех размеров полипропилена (Proline), PVDF (Purad™) и других материалов большего диаметра. Сварка встык — это простой и эффективный метод сварки, особенно при больших диаметрах.
ИК (ИНФРАКРАСНЫЙ)
Плавка В отличие от обычной стыковой сварки, ИК-сварка использует бесконтактный метод. ИК-сварка использует критические параметры сварки, такие как время нагрева, изменение во времени и усилие соединения, как при стыковой сварке. Избегая прямого контакта с нагревательным элементом, ИК-плавка обеспечивает более чистый сварной шов с большей повторяемостью и меньшим размером валика. Конечным результатом является превосходный сварной шов для высокочистых применений.
HPF Fusion
Технология сварки HPF представляет собой электрическую муфтовую систему сварки, которая соединяет компоненты трубопровода Purad™ PVDF, обеспечивая гладкую внутреннюю поверхность.
ГЛАДКИЙ ВНУТРЕННИЙ ОТВЕРСТИЕ (S.I.B.)
S.I.B. предлагает современную технологию строительства сантехнических трубопроводов. «Гладкая» внутренняя поверхность сварного шва устраняет все валики, щели и проникновения в систему жидкости. Материалы не застревают, а возможность роста бактерий и загрязнения практически исключена.