Как правильно залудить жало паяльника в домашних условиях
Окисление является одной из главных проблем при пайке, так как это существенно ухудшает соединение металлических деталей и не дает нормально взяться припою. Жало паяльника часто страдает от подобных проблем, поэтому каждому, кто занимается пайкой, нужно знать как залудить жало паяльника, чтобы оно не испортилось и далее работало в нормальных условиях. Если на нем будет окислительная пленка, которая появляется при контакте частиц металла с кислородом, то сложноспаиваемые материалы невозможно будет соединить. С простыми операциями также возникают проблемы по этой же причине.
Если не знать как облудить жало паяльника, то работа, скорее всего, не увенчается успехом. Какие бы техники не применялись, при отсутствии основ добиться нужного результата не удастся. Заниматься данным процессом требуется как перед началом работ, так и при наличии перерывов во время них.

Как правильно залудить жало?
Особенности жала паяльника 

Жало – это основная рабочая часть инструмента, которая контактирует со всеми деталями, припоем, заготовками и прочим. Она разогревается сама, а также плавит при нужной температуре все расходные материалы. Несмотря на то, что данная часть делается из прочных металлов, которые обладают высокой температурой плавления и хорошим сопротивлением химическому воздействию, нужно знать как правильно залудить жало паяльника, так как поверх него начинает образовываться окислительная пленка. Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Размер жала и его форма влияют на то, какую именно модель нужно подобрать для определенных операций. Чем толще жало, тем больше мощность паяльника и тем большей температуры он достигает при нагреве. Форма наконечника сказывается на удобстве выполнения определенных операций.
«Важно!
За жалом нужно ухаживать, чтобы оно прожило как можно дольше, так как при выходе его из строя паяльник окажется бесполезным. Для этого нужно постоянно очищать его от остатков припоя по окончании работы.»
Заточка
Помимо лужения паяльника нужно еще знать, как заточить жало паяльника. Ведь только после правильной заточки уже можно работать. Это относится преимущественно к новым моделям, но если от многократного использование жало обросло старыми остатками припоя, то здесь также нужно провести данную операцию.

Заточка жала нового паяльника
Заточка предполагает создание нужной формы наконечника. Стандартным вариантом является заточка под углом в 30-40 градусов с каждой стороны. В итоге должна получиться клинообразная форма. Желательно, чтобы острая часть жала обладала толщиной около 1 мм.
Если нужно паять мелкие детали, то наконечник должен принять форму конуса. При необходимости выпаивания SMD резисторов нужно сделать пропил к краю, что поможет осуществлять данную процедуру одним движением. Все заточки можно произвести обыкновенным напильников с мелкозернистым рельефом.
Как залудить жало паяльника деревянным бруском?
Существует несколько вариантов как залудить паяльник с медным жалом. Одним из них является использование деревянного бруска. Лучше всего для этой операции подходит дерево хвойных пород. С одной стороны оно обеспечивает необходимую шероховатость волокон, так как при мягкой структуре древесины таких пород шероховатость заметно повышается, в сравнение с более твердыми видами. С другой стороны в них содержится природная канифоль, что также является плюсом.

Лужение жала паяльника деревянным бруском
Рассматривая как правильно облудить жало паяльника, нужно учесть, что для этой процедуры необходимо еще иметь легкоплавкий припой и флюс. Сначала флюс расплавляется и сразу же выливается на древесину, после этого нужно приложить припой, пока не остыла температура и он также смог расплавиться. При появлении на жале окалины ее можно зачищать и залуживать одновременно при помощи полученного бруска древесины со слоем расплавленного флюса и припоя. Такого инструмента должно хватить на долгое время, пока не сотрется наплавленный слой.
Как залудить жало металлической губкой?
Порой случается так, что не лудится жало паяльника, даже если обработка ведется в течение достаточно длительного времени. Применение металлической губки может существенно сменить ситуацию. Для этого подойдут как обыкновенные бытовые варианты, так и профессиональные губки. В фирменных паяльных станциях можно встретить специальные устройства для сухой очистки жала, которые сделаны как стальная губка.

Использование металлической губки для лужения жала
«Обратите внимание!
Это действительно надежный и быстрый способ лужения.»
Выбирая способы как залудить жало паяльника в домашних условиях можно не использовать не просто саму губку, чего может быть вполне достаточно, но добавить улучшения. Если ее измазать в густом флюсе, к примеру, в паяльном сале, то эффект будет более существенным. На само жало можно нанести кусочек припоя, когда оно разогреется, это поможет одновременно очистить его и залудить. Данный способ подходит для таких видов жала как:
- Медное;
- Никелевое;
- Керамическое.
«Важно!
Не стоит сильно аккуратно нажимать губку при лужении, так как такими действиями очень сложно испортить паяльник, а оставить непроработанные участки вполне возможно, так что лучше сделать обработку с усилием.»
Как залудить жало в канифоли?

Лужение жала паяльника канифолью
Способы как залудить жало паяльника без канифоли могут оказаться более простыми, но с использованием данного материала можно проводить работу даже со старыми инструментами, в которых использовалась мягкая медь для производства жала. Основная проблема здесь заключается в быстром окислении материала, так что после очистки мастер даже не сможет быстро донести паяльник до места работы, как все уже снова окислится. Единственным способом для этого является лужение непосредственно в канифоли. Для этого требуется подложить кусок стальной проволоки или какой-либо аналогичный предмет под инструмент. Жалом нужно тереть до момента расплавления флюса. Желательно использовать в это время припой.
Устаревшие способы
Если поинтересоваться, как правильно облудить паяльник у людей, которые занимались пайкой достаточно давно, но при этом показывали хорошие результаты, то можно встретить такие способы, которые сейчас редко используются. К ним относятся:
- Напильник. Обработка напильником без дополнительных приспособлений помогает достичь результата, но не дает гарантии, что все надолго сохранится. Это влияет на более быстрое израсходование ресурса жала.
- Деревянный верстак или другая некрашеная древесина. Это очень простой подручный способ, который позволит достичь нужного результата при длительном воздействии.
- Сосновая канифоль. Эффективный, но малоприятный способ из-за запахов, которые раздаются при расплавлении.
- Тугоплавкий припой. Материал дольше остается на жале благодаря тому, что температура его плавления выше, чем у остальных материалов.
Особенности лужения современного жала паяльника
У многих возникает вопрос, как залудить новый паяльник, у которого наконечник сделан из никеля или керамики. Есть специальные способы, как залудить жало паяльника паяльной станции с не обгорающим жалом. Стандартные методы здесь не всегда подходят.
Для начала нужно взять тряпку. Устройство разогревается и попутно натирается тряпкой. При должном нагреве его нужно опустить в канифоль, которую следует подготовить заранее, попутно утапливая в ней кусок олова. Это обволакивает поверхность наконечника и помогает бороться с окислением.
Заключение
Существует масса способов как залудить жало паяльника с покрытием и без него. Каждый мастер использует свои методы, которые ему наиболее удобны. Эффективность каждого из них будет видна на практике. Единственно верного решения для всех не существует и нужно индивидуально подбирать каждый вариант.
К жалу паяльника не прилипает олово: причины и методы устранения
Во время пайки как у специалистов, так и у новичков может возникать ситуация, когда к жалу паяльника не прилипает олово. Подобная проблема мешает проводить любые дальнейшие процедуры по спаиванию деталей и требует немедленного устранения. Причина может крыться как в самом припое, так и в жале, условиях работы, недостаточной подготовке и многих других вещах. Для того чтобы разобраться во всем этом, нужен опыт.
Основные причины
Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.

Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее

Очистка жала паяльника от загрязнения
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Оптимальный вариант – когда температура жала немного выше температуры плавления или равна ей. Это обеспечивает возможность сохранить переходное состояние между твердым и жидким, которое и требуется для пайки. После перегрева жало нужно снова очищать механическим путем.
Если все сделано правильно, то припой без проблем прилипает к поверхности. Оптимальная температура позволяет ему быть в нужном состоянии, избегая комочков и жидких капель.

После очистки жало паяльника рекомендуется залудить
В случае никелевого покрытия
Владельцы инструментов с никелевым покрытием также задаются вопросом, почему припой не прилипает к жалу паяльника. Считается, что его лудить не нужно, тем более, счищать покрытие напильником или наждачной бумагой. Но со временем, после определенного срока эксплуатации, становится заметно, что и на него материал перестает липнуть. Очистка покрытия происходит в слегка разогретом состоянии. Нужно постараться стереть влажной тряпкой весь нагар. После этого порядок действий таков:
- опустить жало в канифоль, на которой будет лежать кусок припоя;
- для твердой канифоли по мере прогревания жало нужно вдавливать в материал, расплавляя область вокруг припоя, чтобы тот утонул и расплавился;
- сквозь канифоль прикоснуться жалом к припою, чтобы тот покрыл рабочую часть инструмента.
Заключение
Лучшим решением для тех случаев, когда припой не прилипает к жалу, является контроль температуры. Нельзя допускать перегрева паяльника. Своевременная очистка и правильное выполнение всех предварительных работ помогут никогда не задаваться вопросом, почему к жалу паяльника не липнет припой.
Видео: Если припой не липнет к паяльнику Как залудить паяльник
85 фото особенностей лужения разных типов паяльников
У многих мастеров дома есть паяльник. Он приходит на помощь при ремонте различной аппаратуры, бытовой техники, да и в других случаях он может пригодиться. Работа будет выполнена качественно, если правильно подобрана температура пайки, припой, флюс. Также немаловажную роль играет и само жало паяльника.

На сегодняшний день существует много видов паяльников. Их выбор зависит от наличия источника электропитания, требуемой мощности, вида нагревателя, материала, из которого изготовлено жало паяльника (медь или керамика).

Самыми распространенными являются медные наконечники. Им можно придать любую форму, они имеют хорошую теплопроводность и отличную адгезию, но есть и недостатки.

При разогреве медь быстро окисляется и в результате ухудшается теплопередача и адгезия. Чтобы решить эту проблему рекомендуется залудить кончик жала.

Краткое содержимое статьи:
Лужение
Разберемся как залудить жало паяльника. В первую очередь нужно очистить рабочий конец от нагара, окалины и других ненужных нам веществ. Для этого вытаскивают жало из корпуса (если это предусмотрено конструкцией инструмента) и удаляют весь мусор. Это делают с помощью любого абразивного инструмента, например, напильника или наждачной бумаги.

Заточку проводят под углом 30-40 градусов. Форму жала мастер выбирает сам. Именно во время этой процедуры можно придать наконечнику клинообразный или конусообразный вид, смотря для каких целей используется паяльник.
Заточку завершают, когда добиваются идеально блестящей, гладкой поверхности с ровным срезом.
Также можно отковать жало молотком. Это продлевает срок его службы за счет укрепления поверхности и снижения уровня окисления меди.

Как же залудить паяльник
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.

Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.

Недостаток данного способа – много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.

Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.

Классический способ – самый долгий, но результат отличный! С помощью напильника очищается одна грань жала, погружается в канифоль и натирается о доску с кусочком тугоплавкого припоя. Повторяют не один раз. Также поступают со второй гранью и круглыми боками.

На фото нашей галерее можно увидеть как залудить паяльник.
Лужение во время работы
Существует несколько способов как быстро залудить медный паяльник в горячем виде.

Если появилась окалина нужно натереть жало о кусок дерева, лучше хвойной породы. Предварительно на древесину капают флюс с припоем. Так происходит очистка одновременно с лужением.

В емкость помещают металлическую губку (можно обычную хозяйственную), на нижней части которой намазан густой флюс. Во время паяльных работ просто опускают жало в губку и очищают его, а если опустить до дна еще и получиться залудить.

Старые паяльники

Новые паяльники
А если у нас в руках новый инструмент? Сразу им работать не получиться, нужна предварительная подготовка. Как залудить новый паяльник рассмотрим далее.

Момент заточки можно пропустить, так как конец уже имеет правильную форму. Но он покрыт патиной. Этот зеленый слой из меди и кислорода нужно удалить с помощью наждачной бумаги или напильника. А затем провести лужение обычным способом.

Современные паяльники
Сегодня жала изготавливают из керамики, есть никелированные наконечники. Считается, что лужение им не требуется. Они не обгорают, но все таки окисляются, просто этот процесс намного длительнее, чем у паяльников из меди.
Обычный способ лужения им не подходит. Сначала натирают жало о хлопчатобумажную тряпочку. Затем сразу же опускают в заранее подготовленную канифоль с оловом, утапливая кусочек припоя.

Хорошо подготовленный инструмент позволяет выполнить работу качественно, да и сам паяльник прослужит дольше, если своевременно проводить требуемый уход.

Фото советы как залудить паяльник




























Также рекомендуем посетить:
особенности подготовки к пайке и уход за жалом
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.

На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.

Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
Краткое содержимое статьи:
Разновидности паяльников
Важно знать, что разные виды паяльников нуждаются в разных способах предварительной обработки.

На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Медь
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.

Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.

Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.

Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.

Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.

Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.

Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.

Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.

Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.

Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.

Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.

После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.

Далее следует дождаться разогревания паяльника до его рабочей температуры и погрузить рабочую поверхность жала в небольшой кусочек припоя, чтобы жало выло равномерно обработано припоем.

Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.

Фото инструкция как залудить жало паяльника











как залудить новое и медное покрытия, правильная работа с припоем
 Пайка материалов при работе с радиоэлектроникой — обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Пайка материалов при работе с радиоэлектроникой — обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Существующие покрытия и их особенности
Традиционный материал — это медь. У нее хорошая теплопроводность, поэтому медь применяют в производстве с момента изобретения паяльника. Но материалу присущ недостаток — высокий износ. Для этого металла характерны выгорание и способность растворятся в припое. Производители со временем начали работать над недостатками, что породило покрытия с напылением из никеля или серебра.
Никель отличается устойчивостью к износу и высокой прочностью. В результате потребитель получает наконечник с долгим сроком службы. Но есть недостаток — слабая адгезия, из-за которой никелевый наконечник не способен хорошо удерживать припой. Пайку можно выполнить, только подав материал непосредственно к месту, которое предварительно греют жалом.
 Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Радиолюбители всё ещё активно используют медные наконечники, избегая усовершенствованных покрытий. Приходится мириться с особенностью меди — быстрым окислением при высокой температуре. В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
Современные жала с напылением тоже требуется готовить к работе, только методика несколько иная. На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.
Подготовка медного жала
 Припой хорошо ложится на слегка нагретый наконечник, но с одним условием — он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы — очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
Припой хорошо ложится на слегка нагретый наконечник, но с одним условием — он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы — очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
С холодного паяльника можно снять стержень и провести его качественную очистку. При этом случайно повредить нагреватель не получится. Обрабатывают полностью весь наконечник, поскольку внутри нагревателя медь тоже окисляется от высокой температуры. Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Перед тем как залудить паяльник с медным жалом, его следует очистить от грязи. Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Мастера с опытом оковывают наконечник, что несколько снижает скорость окисления. Процесс заключается в том, чтобы равномерно укрепить поверхность медного прутка аккуратными ударами молотка на наковальне.
Лужение медного жала выполняют 2 способами — канифолью и натирая оловом. Первый вариант отличается высоким дымообразованием, поэтому не рекомендуется для жилых помещений из-за опасности для здоровья. Процедуру рекомендуют проводить на балконе. Очищенное жало помещают в ёмкость с канифолью, куда предварительно кладут немного припоя, который моментально покрывает наконечник и не даёт ему окисляться. После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься. Припой стараются втереть в медь.
Натирание оловом — это практически бездымный метод. Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.
Начальная обработка основания с напылением
 Жало с напылением из керамики или никеля лудить не нужно, — так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится — это уничтожит покрытие.
Жало с напылением из керамики или никеля лудить не нужно, — так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится — это уничтожит покрытие.
Чистку таких наконечников выполняют небольшим кусочком хлопчатобумажной ткани. Для этого в канифоль добавляют припой и окунают в смесь разогретое жало, которое предварительно натирают ветошью. Расплавленный припой обволакивает наконечник и формирует защитный слой.
Лужение в процессе пайки
Подготовку к работе проводят в спокойной обстановке. Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Деревянный брусок
Доска из хвойных пород всегда должна находиться под рукой у мастера. Такая древесина содержит природную канифоль. На брусок наливают флюс и укладывают немного припоя. Как только жало теряет адгезию, его натирают о дерево. Таким образом, можно не только очистить, но и облудить паяльник.
Металлическая губка
 Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Опытные мастера смазывают нижнюю часть губки флюсом. Неглубокое погружение жала позволит провести его простую очистку. А вот если макнуть основание в припой, а потом глубоко погрузить в губку, достав до слоя флюса, то очистка будет совмещена с лужением.
Инструменту сложно нанести повреждения даже при сильном нажатии. Способ годится для любого типа устройств.
Проверенный способ и профилактика
Предыдущие методы были придуманы относительно недавно. Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают о дерево чистой стороной.
- Контакт с деревом проводят на месте, где предварительно уложен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают остальную поверхность прута.
 Зачищают одну грань основания.
Зачищают одну грань основания.Процедура займет не меньше 10 минут. Это время окупается тем, что с инструментом можно будет работать дольше, не проводя дополнительной очистки.
Профилактические меры от окисления:
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Максимальную мощность выставляют только в случае крайней необходимости.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения: нагрев сохраняется, когда инструмент не используется, при этом покрытие не окисляется.
- После каждой пайки восстанавливают покрытие.
 Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.Сознательные мастера всегда держат инструмент наготове. Облудить жало паяльника желательно после работы и дополнительно перед ней, после длительного хранения. Профилактические меры во время пайки помогут избавиться от слабой адгезии припоя к наконечнику из любого материала.
советы и рекомендации. Принцип и процесс пайки
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
При использовании паяльника сначала дайте паяльному железу нагреться до тех пор, пока припой не расплавится легко, вы проверите его, прикоснувшись к кончику железа. Теперь держите горячее паяльное железо на голых многожильных проводах с некоторой силой, пока проволока не нагреется. Прикоснитесь к припою к проводу, а не к железу, чтобы увидеть, когда провод достаточно горячий, чтобы начать плавление припоя. Если провод не достаточно горячий, припой не плавится внутри и вокруг проволочных жил. Продолжайте нагревать до тех пор, пока пайка не потечет с легкостью, не процеживая провода вместе. Не нагревайте провод настолько, чтобы изоляционная рубашка плавится. Вы должны практиковать на запасной части провода, чтобы повесить пайку. Идея состоит в том, чтобы иметь достаточный провод для поворота винта клеммы без излишнего провода. После того, как лужение проволоки, используйте плоскогубцы с длинным носом, чтобы согнуть луженую проволоку в крючок с конфетами, который легко обернут вокруг винтового терминала таких устройств, как коммутаторы и розетки. Убедитесь, что паяное соединение равномерно распределено, а соединение ровное и безопасное под клеммой. Если для соединения оконечной нагрузки провода, например, связанной с резьбовыми соединениями с трубкой и трубкой, используется лужение, убедитесь, что точка подключения обеспечивает достаточное пространство для проводного разъема на стыке и отсутствие заусенцев.
- После того, как припой начнет таять, паяльник готов оловить вашу проволоку.
- Будьте осторожны!

Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Пайка — это суть ремесла. Это особенно важно для чистой и правильной работы, так что паяные соединения постоянны и не образуются холодные паяные соединения. Мы имеем дело с так называемой мягкой пайкой в электронике. Правильная пайка — это не сложно, но хочет учиться.
Паяльник должен иметь правильную мощность. Чем больше количество ватт, тем больше поршень! Для пайки электронных компонентов рекомендуется использовать мощность от 15 до 25 Вт. Слишком большой паяльник разрушает электронные компоненты слишком большим количеством тепла!
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Паяльники мощностью 25 Вт. Важное значение имеет также термостойкая и непроводящая опора. Например, облицованная древесно-стружечная плита или специальный антистатический мат. Таким образом, капающий припой не сжигает отверстия в подкладке. Для того, чтобы всегда надежно паять паяльник, также прилагается подставка для паяльника!
Как лудить провода: пошаговая инструкция
Тот, кто может себе это позволить, лучше всего обслуживать с помощью паяльной станции. В этом случае температура наконечника паяльника поддерживается постоянной электроникой, поэтому она не перегревается даже при длительном использовании. На многих паяльных станциях можно регулировать даже ручную температуру.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
После завершения пайки
Еще один важный вопрос — правильный паяльник. Медные наконечники, которые ранее использовались, начали расти за короткое время и должны регулярно обрабатываться файлом. Сегодня в основном имеются постоянные паяльные наконечники. Они специально покрыты так, что постобработка с файлом даже запрещена, потому что она уничтожит наконечник. Достаточно очистить горячий паяльник, протирая его влажной губкой.
Кроме того, существуют различные формы наконечника пайки. С которым в конечном итоге работает, тоже есть вкус. Для пайки электронных компонентов на печатных платах прямые формы наконечника карандаша были особенно успешными. Пайка поставляется в различных диаметрах. Диаметр 1 мм рекомендуется для пайки электронных компонентов в печатные платы.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Припой электроники диаметром 1 мм. Припой представляет собой сплав около 60 процентов олова и 38 процентов свинца с температурой плавления около 180 градусов. Кроме того, в олове присутствует поток — обычно канифоль. Это задача защиты олова во время процесса пайки перед окислением.
В качестве замены используется бессвинцовый припой. Это сплавы олова и меди, иногда с некоторым количеством серебра. Точка плавления выше, чем в случае обычной пайки, обычно между 190 и 225 градусами. Для этого требуется более высокая температура пайки. Это, естественно, увеличивает риск перегрева полупроводниковых компонентов!
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.

Технология пайки паяльником
Инженер-программист хобби, который только строит частные устройства для себя, может продолжать работать с обычной свинцовой пайкой. Поэтому полезно сделать определенный запас. Чтобы иметь возможность припаять кабели к разъемам, разъемам и т.д. Они должны быть зажаты где-то. В любом случае, вы должны свободно надеть вилку на стол, потому что она постоянно скользит, и вы вряд ли можете припаять что-нибудь на ней. Например, небольшой порок или так называемая «третья рука».
Производители электроники должны научиться паять
Очень полезно так называемая «третья рука»! Некоторые точки пайки. Если они загрязнены, к ним следует обращаться с файлом, наждачной бумагой или тому подобным. Перед каждым процессом пайки паяльник следует очистить от загрязнений, протирая его влажной губкой, чтобы он не попал в точку пайки. Перед пайкой припаяйте паяльник к наконечнику паяльника! Затем паяное соединение нагревают. Для этой цели кончик паяльника должен касаться двух частей, которые необходимо припаять. Как правило, это провод и монтажная плата печатной платы. После короткого нагрева подается припой. При достаточном припаивании паяльник и паяльник удаляются. Пайка не должна перемещаться во время последующего затвердевания! Это приводит к холодному и плохо проводящему паяному соединению. Хорошие точки пайки можно увидеть на серебристой блестящей поверхности и при плотном угле смачивания около 30 градусов. Холодные или плохие паяные соединения можно увидеть на матовой поверхности и кусковом распределении олова. В этом случае лучше их повторно припаять. Весь процесс пайки должен занимать около 5 секунд. Это особенно важно при пайке полупроводниковых компонентов, чтобы они не были разрушены слишком большим количеством тепла! Если процесс пайки занимает слишком много времени, поток горит в олове припоя, и олово окисляется. Это также видно из грубой и кусковой поверхности олова. Слишком длинный «обжиг» может также повредить плату. Результатом являются отсоединенные следы меди или паяльные глаза, которые трудно и дорого восстанавливать. Если кабельные наконечники должны быть припаяны, концы зачищенных концов должны быть предварительно обработаны. Не наносите слишком много олова при пайке концов пайки! Контуры проводника должны быть видны после процесса пайки.
- Пайка должна была достичь своей рабочей температуры до начала процесса пайки.
- Части, подлежащие пайке, должны быть чистыми.
- Также паяльник должен быть чистым.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Классический простой паяльник. Управляемая станция пайки позволяет установить определенную температуру. Припой в качестве припоя с потоком в сердечнике. Полностью спаянная электронная схема. Паяные площадки и проводники на стороне проводника. Электронным пулеметам нужен набор инструментов для их хобби — плоские плоскогубцы, боковой резак и паяльник абсолютно необходимы. Настоящий барьер электроники когда-либо был ударом от горячего паяльника.
Преимущества паяльной станции
Что такое пайка? Это объединение металлических заготовок расплавленным дополнительным металлом. Хитрость заключается в том, что температура плавления припоя ниже, чем температура металлических деталей, которые должны быть соединены. В зависимости от температуры, при которой нагреваются паяльные точки, пайка и пайка дифференцируются. Пайка создает твердое токопроводящее соединение между металлами и припоем.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Компоненты могут быть подключены друг к другу бесплатно или с помощью печатной платы из медных проводников. На одной или двух сторонах печатаются печатные платы с медью. В случае односторонних печатных плат соединения компонентов со стороны компонента подключаются через отверстия и припаиваются с другой стороны, сторона проводника, с помощью припоев. Припои представляют собой кольцевые медные поверхности, которые соединяются с другими припоями по проводникам. Линии проводников формируются путем травления тонкого слоя меди.
Есть экспериментальные доски, в которых есть только отверстия и припои, но нет проводников, здесь электрические соединения производятся с помощью проводов. Что необходимо для пайки электроникой? — припой, который обычно называют «припойным оловом», состоит в основном из олова и свинца, но также имеется бессвинцовый припой, Например, из олова и серебра, — паяльник с металлическим нагретым паяльником. — плоскогубцы, — боковой резак.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало паяльника паяльной станции?
Как припаять? После включения паяльник должен достичь своей рабочей температуры, что занимает несколько минут. Наконечник паяльника должен быть чистым, его можно быстро очистить, протерев его на влажной губке. Компонент, подлежащий пайке, укорачивается до правильной длины с помощью боковой фрезы, и любые изогнутые соединения нажимаются прямо с плоскогубцами. Компонент вставляется через отверстия печатной платы. Небольшой припой удерживается на наконечнике паяльника, чтобы он мог поглощать некоторый припой путем увлажнения.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Теперь держите паяльный наконечник в месте, где части, подлежащие пайке, касаются друг друга до тех пор, пока они не нагрелись. Пока паяющий наконечник все еще касается точки пайки, добавляется припой, который быстро плавится и точка пайки увлажняется. Здесь практика требуется нагревается слишком коротким, то температура не достаточно, чтобы расплавить припой, нагревается слишком долго, электронное устройство может перегреться и разрушен за счет теплопроводности. Как только это будет сделано, паяльник снова удаляется, и точке пайки дают остыть.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.

Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.

Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.

Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.

Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.

Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом — из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла — газовой горелкой, электрической или газовой плитой или каким-то иным способом, — но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают «обычными»-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке — открытым пламенем.
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.

Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.


Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей — радиаторов, деталей машин. Но у него неадекватная цена.

Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам — лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.
Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно — углеродистые и низколегированные стали, никель, цинк. Плохо — алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать — нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс — значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий — своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например «Паяльную кислоту» на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.

Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.

Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
![]()
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.

Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.

Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.


Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически «не хватает рук» — одна занята самим паяльником, другая — припоем, а нужно ведь еще держать в определенном положении паяемые детали. «Третья рука» удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.

Держатель для пайки «Третья рука»
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями — плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму — в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.

При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной — для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование — лужение «жала» нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе «жало» покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться «жалом» к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей — нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом — с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника — важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника — на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на «жале», стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают «жало» к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.

Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.

При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником — первым или вторым способом — следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных — второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя — ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество — спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой — это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки — каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение — покрытие поверхности металла тонким слоем припоя — может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов — одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.


Если же проводник не хочет лудиться — из-за наличия лака (эмали) — помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.

Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед — и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс — например, тот, который так и называется «Флюс для пайки алюминия». Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой — нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.

Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества — консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).

Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.

Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.

После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).

Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.

Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его «жалом» по поверхности, или подачей припоя непосредственно на площадку — припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, — предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.



При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как пользоваться паяльником: несколько простых советов
По сути, пайка — это процесс соединения двух или более металлических предметов вместе с целью образования надежного соединения. В отличие от сварки, используемой для соединения больших металлических изделий, пайка — это правильный метод для создания тонких соединений и связывания небольших или даже крошечных предметов.Чтобы сделать соединение, вам нужно будет положить в него присадочный сплав или припой, который действует как своего рода клей или клей. Раньше все припои были на основе свинца, однако сейчас существует целый ряд бессвинцовых сплавов, безопасных как для здоровья человека, так и для окружающей среды. Чтобы использовать в качестве связующего, припой необходимо расплавить. Именно для этого и используется паяльник. Этот инструмент с нагретым наконечником поможет вам не только разжижить припой, но и установить с ним точное соединение.
Чтобы получить прочное и действительно надежное соединение, важно знать, какие материалы можно паять, а какие — нет. Изначально пайка предназначалась для металлов и так или иначе паять можно все металлы. Тем не менее, стоит сказать, что металлы различаются по паяемости, то есть по способности металла создавать паяные соединения.Таким образом, благородные металлы (золото, серебро, олово, кадмий, палладий) отличаются превосходной паяемостью и часто содержатся в припоях. Медь, бронза, латунь, никель, свинец, углеродистая сталь, цинк и низколегированная сталь обладают способностью к пайке от хорошей до средней, и их довольно легко паять. Самыми сложными для пайки металлами, для которых потребуется предварительное покрытие, лужение или использование специального припоя, являются алюминий, высоколегированные стали, нержавеющая сталь, чугун, титан и магний.
Пайка наиболее широко используется в электронике для соединения электрических проводов и электронных компонентов, восстановления плохих соединений в электрических цепях, на печатных платах, ремонта ПК, клемм, преобразователей, радиоустройств и антенн.Однако сфера применения не ограничивается только электроникой. Пайка может применяться для соединения компонентов сантехники и холодильного оборудования, ювелирных изделий, компонентов машин и некоторых механических деталей, а также для соединения деталей из листового металла.
Получите необходимый «поворот запястья»
На первый взгляд простое использование паяльника требует определенных навыков, чтобы без проблем выполнять точные, плавные и надежные соединения.Чтобы помочь вам быстро освоить технику пайки, мы собрали несколько полезных советов о том, как правильно пользоваться паяльником.
- Жало паяльника сильно нагревается, не говоря уже о температуре расплавленного металла. Следовательно, из-за высокого риска ожогов и травм вы должны в первую очередь позаботиться о своей личной безопасности. Надевайте специальные очки и перчатки для защиты глаз и кожи. Работайте в хорошо вентилируемых помещениях, чтобы не вдыхать вредные пары плавящихся припоев, особенно на основе канифоли.
- Перед использованием паяльника убедитесь, что он полностью нагрет.
- Чтобы получить аккуратный и прочный стык, важно, чтобы жало паяльника было чистым и не содержало твердых остатков припоя. Очистите наконечник непосредственно перед нанесением и продолжайте чистку во время пайки, просто протерев наконечник влажной губкой.
- Приложите жало паяльника к области контакта между компонентами, которые вы хотите соединить, и удерживайте его в течение нескольких секунд. Затем введите припой в область соединения и подержите там еще несколько секунд, чтобы он расплавился.Количество припоя, которое вам нужно подавать, зависит от проекта и материалов, к которым вы присоединяетесь. После удаления припоя подержите наконечник еще на секунду, чтобы получился действительно хороший стык, и уберите его.
- Дайте стыку остыть естественным образом и не трогайте его во избежание порчи. Правильно спаянное соединение должно выглядеть гладким, однородным и плоским, без окисленных пятен или зерен.
Примечание: Чтобы обеспечить идеальное соединение проводов, используйте кусачки и инструменты для зачистки проводов для обрезки проводов и снятия изоляции.Между тем, для пайки крошечных или близких к микроскопическим деталям рекомендуется использовать увеличительное стекло, чтобы улучшить видимость.
Техническое обслуживание — ключ к долговечности вашего инструмента
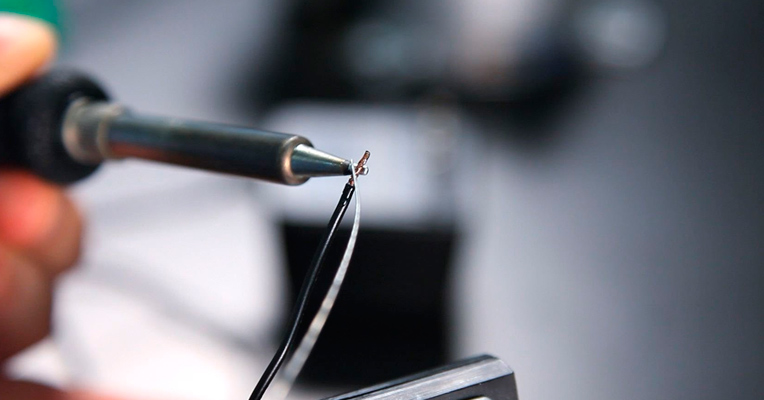
Периодически нагреваясь и остывая, паяльник или жало паяльника покрываются оксидами и остатками флюса, все это значительно снижает теплопередачу и ускоряет износ жала.Для поддержания высоких тепловых характеристик инструмента и максимального продления срока его службы необходимо регулярно лужить припой. Лужение — это удаление старого припоя и мусора с нагретого наконечника, просто используя влажную губку, чтобы получить чистый и блестящий наконечник, готовый к выполнению пайки.
Статья по изготовлению ювелирных изделий — Различия между мягкой и твердой пайкой

Тэмми Хонаман, автор, эксперт по изготовлению ювелирных изделий и педагог, Эксклюзивно для Fire Mountain Gems and Beads®
Пайка по словарю.com — это «все, что объединяет или объединяет». Пайка в мире изготовления ювелирных изделий соответствует этому определению — «как» и «что используется для пайки» — вот что меня волнует, поскольку это приводит к появлению инструментов, материалов и методов. В ювелирном деле используются два стандартных типа пайки — мягкая пайка и пайка твердым припоем. У каждого свои инструменты и тонкости.
 Защитные очки | Studio Примечание: В первую очередь, независимо от того, к какому стилю пайки вы подходите, необходимо обратить внимание на безопасность.Во время пайки следует постоянно носить защитные очки; подумайте о том, чтобы носить очки, рассчитанные на использование с фонариком при пайке, так как это поможет защитить ваше зрение на долгое время. Следует подумать о ношении фартука, поскольку он защитит вашу одежду и поможет предотвратить случайные ожоги. Хорошая вентиляция для удаления любых паров и запахов имеет важное значение, и наличие поблизости огнетушителя — хорошая идея — на всякий случай. Далее необходимо хорошее освещение и устойчивый рабочий стол.При пайке убедитесь, что вы работаете на большой жаропрочной поверхности. Я выстилаю свою рабочую поверхность большой керамической плиткой, а затем кладу поверх нее подходящую рабочую поверхность для данной задачи. |
| Пайка мягким припоем, также известная как стиль витража, требует следующего: паяльник, припой, флюс, подходящая рабочая поверхность, материалы для нанесения припоя, элементы, которые необходимо соединить или выделить серебристым цветом. припой и чистящее средство. Паяльники Паяльники, используемые для пайки мягким припоем, могут работать на электричестве или газе и нагреваться в диапазоне температур от 600 до 100 градусов по Фаренгейту. Чем выше номинальная температура и мощность утюга, тем дольше температура остается оптимальной для плавления припоя и тем легче и плавнее течет припой. Примечание: Паяльники, используемые для электроники, как правило, имеют более низкий температурный диапазон и меньшую мощность — они не работают с припоем, используемым при пайке мягким припоем. | Электрический паяльник |
 Паяльник с | Большинство паяльников имеют разные размеры и стили жала, которые выбираются в зависимости от типа выполняемой работы или желаемого внешнего вида.Я предпочитаю использовать более широкий наконечник при соединении двух кусочков стекла вместе, поскольку валик припоя достаточно широк, чтобы влиять на ширину соединения; Я выбираю более тонкий наконечник, когда добавляю полоску припоя вокруг одного куска стекла или другого предмета, или когда соединяю перемычку или другую находку с моей пайкой. |
Паяльная станция
| Я часто использую тыльную сторону жаропрочной потолочной плитки, которую кладут поверх большой керамической плитки.Эти поверхности обеспечивают безопасную рабочую зону, защищают реальную поверхность вашего рабочего стола и придают гибкость вашей рабочей зоне. Поместите подставку для паяльника на жаропрочную поверхность, а затем поместите рядом влажную губку и блок с нашатырным спиртом. Губка очистит кончик от мусора; аммиачный блок также поможет очистить, и поможет в ретиннинге жала паяльника при работе над дизайном. | Блок аммиачный соляной |  Подставка под паяльник |
 Проволока для припоя Canfield | Нагретый паяльник используется для плавления припоя.Припой, используемый для пайки мягким припоем, часто бывает в виде толстой проволоки, намотанной на катушку. Наиболее распространенные припои, используемые для пайки мягким припоем, — это 60/40 или 50/50; Эти числа основаны на процентном содержании олова и свинца, использованных для изготовления припоя. Бессвинцовый припой изготавливается из комбинации металлов, как правило, с высокой концентрацией олова и меньшими количествами серебра и меди, но не свинца. Бессвинцовый припой имеет более высокую температуру плавления, чем 60/40 и 50/50; его безопасно использовать в предметах, которые будут использоваться для общественного питания или которые будут носить, и создает прочное паяное соединение.Единственным недостатком бессвинцового припоя, который я обнаружил, является то, что он плохо переносит химическую патину. Бессвинцовый припой и припой 60/40 обычно используются при работе с методом пайки медной фольгой. |
Обратите внимание:
- Канифольный припой с сердечником не рекомендуется использовать при работе методом пайки мягким припоем. Он предназначен для использования в электрическом поле и дает неидеальный валик припоя и слабое соединение.
- Ни один из припоев, содержащих олово, не должен использоваться при ремонте или работе с драгоценными металлами. Олово несовместимо с какими-либо драгоценными металлами и может вызвать неблагоприятные последствия.
| Медная фольга Медная фольга — это клейкая медная лента. Медная фольга окружает припаиваемый предмет. Предметы, которые вы выбираете для пайки или акцентирования припоя, могут быть термостойкими; стекло и хрусталь — идеальные варианты. |  |
 Клейкая медная фольга Venture Tape® MasterFoil ™ Plus | Выбирая медную фольгу, выбирайте самую широкую фольгу для вашего дизайна — такую, которая соответствует размеру / толщине припаиваемых предметов. Изделие оборачивают фольгой, а стороны фольги загибают и полируют по верхней и нижней сторонам изделия.Обеспечьте максимальное перекрытие, которое позволяет ваша конструкция, так как это создаст наилучший уровень прочности вашего паяного соединения. Флюс наносится на медную фольгу одноразовой кисточкой для флюса. |
Флюс
| Флюс используется как чистящее средство, растворяющее оксиды на поверхности паяемого металла, а также в качестве барьера, предотвращающего образование оксидов на поверхности припоя при его нагревании.Флюс бывает в жидком и пастообразном виде. Те, у кого есть химическая чувствительность, должны использовать форму пасты. После того, как вы закончите пайку и припой остынет, необходимо удалить флюс с поверхности. Пищевая сода — отличный материал для очистки, так как она неабразивна, но хорошо удаляет остатки флюса. После очистки используйте хороший полироль с автомобильным воском. Воск очистит припой и придаст ему сияющий блеск. |  Флюсовая паста Copper-Mate® |
Паяльник Автор: Дипа Кришнасвами.Проблемы — слишком много вещей, которые нужно держать — утюг, припой и деталь, над которой вы работаете — трудно увидеть деталь должным образом.
Презентация на тему: «Паяльник Автор: Дипа Кришнасвами. Проблемы — слишком много вещей, чтобы удерживать — утюг, припой и деталь, над которой вы работаете — трудно увидеть деталь должным образом». — Стенограмма презентации:
1 Паяльник Автор: Дипа Кришнасвами

2 Проблемы — слишком много вещей, чтобы удерживать — утюг, припой и деталь, над которой вы работаете — трудно увидеть деталь, если она небольшая — демонтаж неудобен — небезопасно, если человек неопытен

3 Решение №1 Создайте кнопку сбоку с помощью автоматического устройства подачи припоя — как механический карандаш — легкий — подходит для начинающих

4 Решение №2 Механизм, похожий на клеевой пистолет — легко заменяемая катушка — безопасный — также можно использовать для распайки, остановив поток припоя.

5 Общие идеи — в двух предыдущих конструкциях можно легко использовать припой различной толщины — увеличительное стекло, чтобы видеть мелкие детали

6 Заказчики — инженеры-электрики — начинающие студенты — компьютерные инженеры — люди, работающие с печатными платами

8 Запатентованные паяльники Hakko 373 Self Feeder — паять можно одной рукой
Как выбрать паяльник для изготовления ювелирных изделий
Привет, друзья! Сегодня я расскажу о паяльниках, которые используются для изготовления паяных украшений.В этой статье я дам вам несколько полезных советов, как правильно выбрать паяльник для изготовления ювелирных изделий, а также объясню, почему я рекомендую паяльник на 100 Вт для изготовления ювелирных изделий.
Этот тип ювелирных изделий, то есть ювелирных изделий, изготовленных с помощью паяльника, иногда называют «ювелирными изделиями с низкотемпературной пайкой», а термин «низкотемпературная пайка» используется, чтобы отличить этот тип пайки от «ювелирных изделий с высокотемпературной пайкой», которые могут быть ювелирными. это делается с помощью горелки и пламени, например, при пайке стерлингового серебра горелкой.Этот тип пайки требует открытого пламени.
Паяные при низких температурах украшения не требуют открытого пламени. Для этого нужен только паяльник. Его также иногда называют «ювелирными изделиями с мягкой пайкой», но я думаю, что «ювелирные изделия с пайкой при низкой температуре» — более точное название. В этой статье, когда я говорю «паяные украшения», я имею в виду украшения, которые создаются с помощью паяльника.
Пример припаянных украшений — припаяны металлоконструкции вокруг сердечек
Вы можете купить паяльники разной мощности.Посмотрите любой каталог витражей и некоторые каталоги изготовления ювелирных изделий, и вы найдете паяльники, которые называются «утюги для любителей», или «утюги для профессионалов», или «паяльники для рукоделия» и т. Д. Но какой именно паяльник вам нужно для изготовления паяных украшений?
Прежде всего, я получаю массу писем от людей, которые хотят знать, паяльник какой марки им следует купить. В своих книгах я даю рекомендации по мощности, но не по брендам. Зачем? Потому что бренд — это вопрос личных предпочтений.
У меня есть любимые? Конечно. Но я пробовал только пару разных марок утюгов, поэтому не могу сказать, какой из них лучший. Было бы несправедливо по отношению к тем, кого я не пробовал! Но я могу сказать вам следующее: вы получаете то, за что платите.
Паяные украшения — из моей книги Boho Chic Jewelry
Если вы купите что-то очень недорогое, называемое «паяльником для хобби», который имеет низкую мощность, вы не сможете добиться от него хороших результатов.Откуда мне это знать? Потому что, во-первых, он не достигнет достаточно высокой температуры, чтобы расплавить бессвинцовый припой, а это то, что вам нужно использовать для изготовления украшений.
Большинство паяльников предназначены для производства витражей, поэтому они предназначены для плавления свинца, который используется для создания витражей, а свинец плавится при низкой температуре. Поскольку мы делаем украшения, нам необходимо использовать бессвинцовый припой. Бессвинцовый припой плавится при более высокой температуре, чем свинец, поэтому для работы с бессвинцовым припоем вам понадобится утюг с более высокой мощностью.
Примечание: если вы используете свинцовый припой для изготовления украшений, вы делаете ювелирные изделия ядовитыми. Использование свинца для изготовления украшений является нарушением закона, и вы можете столкнуться с большими неприятностями. Как отличить свинцовый припой для ювелирных изделий от бессвинцового припоя для ювелирных изделий? Прежде всего, вес. Свинцовый припой тяжелый. Во-вторых, отделка. Свинцовый припой можно отполировать до супер-блестящей поверхности, практически не имеющей визуальных дефектов. Бессвинцовый припой часто имеет туманные пятна здесь или там, и это просто природа зверя.Он все равно будет отполирован до красивого блеска с небольшим количеством смазки для локтей. Еще один способ узнать, является ли это свинцом, — просто провести тест на свинец, который вы можете купить в хозяйственном магазине. И имейте в виду, что даже если вы нанесете на него патину или другое покрытие, это все равно свинец, и его использование в украшениях по-прежнему является нарушением закона. Я хочу сказать, что никогда не используйте свинец для изготовления украшений. Используйте только припой, не содержащий свинца.
Итак, мы установили, что вам нужен утюг высокой мощности, чтобы он мог плавить бессвинцовый припой.Рекомендую паяльник на 100 Вт. Иногда люди пишут мне и спрашивают, где их найти, но все, что вам действительно нужно, — это поискать в Интернете. Можете ли вы использовать утюг на 80 ватт? Возможно, у вас получится, но у вас может не получиться такая красивая отделка ваших украшений, и это может выглядеть не так профессионально. Вы когда-нибудь видели припаянное украшение, на металлическом изделии которого есть неровности, неровности и острые выступы? Это потому, что они не использовали правильную температуру — и, вероятно, не правильное ваттное железо — для пайки.
Так что, если можете, возьмите паяльник на 100 Вт. Вам также понадобится реостат, который используется для регулировки температуры вашего утюга. Вы можете купить паяльник со встроенным паяльником или купить внешний, к которому вы подключаете свой утюг. Я рекомендую внешний, но опять же, это мое личное предпочтение. Я думаю, они работают намного лучше и я думаю, что это продлит жизнь вашему утюгу, если реостат сломается, вы всегда можете получить новый, если он внешний. Если реостат встроен в ваше железо и он сломается, вам не повезло.
Паяные украшения — из моей книги Boho Chic Jewelry
Я гораздо больше говорю о пайке в своих книгах «Ювелирные изделия в стиле бохо» и «Алхимия с припоем». Если вы только начинаете заниматься пайкой, я настоятельно рекомендую вам начать с книги «Ювелирные изделия Boho Chic». Книга «Паяльная алхимия» — моя вторая книга, и в ней больше внимания уделяется использованию припоя иным способом, поэтому я всегда советую людям начинать с ювелирных изделий Boho Chic. Там вы также найдете мои советы и методы декоративной пайки, а также узнаете, как я создаю эти идеальные маленькие капли припоя для украшения своих дизайнов.
Если вы уже являетесь профессионалом в области пайки, вам обязательно нужно попробовать Soldered Alchemy. Это изменит то, как вы видите и используете припой, и вы будете поражены, когда увидите эти новые методы! И если вы не знали, у меня также есть DVD-диски с семинарами по одному проекту из каждой книги, но я настоятельно рекомендую сначала прочитать книги, а затем посмотреть DVD. (на боковой панели справа от статьи есть ссылки на книги и DVD.)
Паяные украшения — из моей книги Boho Chic Jewelry
Если вы никогда раньше не паяли ювелирные изделия или даже не держали в руках паяльник, это может показаться слишком сложной информацией, но на самом деле это не так.Пайка — это очень весело, и если вы когда-либо работали только с бисером или проволокой и никогда не использовали тепло для изготовления украшений, я определенно рекомендую попробовать пайку. Вам не нужно напрямую переходить от работы с «холодной проволокой» к использованию горелки. Попробуйте паять паяльником! Как только вы освоите это, вы станете зависимым!
С паяльником можно делать так много всего! Что особенно приятно в нем, так это то, что вы можете паять предметы, которые вы не сможете паять с помощью горелки с открытым пламенем, например стекло или пластик, которые могут сломаться или расплавиться от пламени традиционной горелки.Так что преимущества пайки паяльником есть!
Примечание. Полный список предлагаемых материалов и инструментов для пайки можно найти в моей книге «Ювелирные изделия Boho Chic».
статьи и изображения © Laura Beth Love 2018, все права защищены
Основное руководство по пайке и демонтажу

- Дом
- Назад
- Рекламировать
- События
- Вакансии
- Назад
- Отправить вакансию
- Отправить объявления о работе в NHS
- Подавать частные объявления о вакансиях (не в NHS)
- Просмотреть все вакансии
- Новости
- Новостная рассылка
- Пресс-релизы
- Статьи
- Назад
- Клиническая инженерия
- Электробезопасность
- Назад
- Испытания на электробезопасность в соответствии с IEC 62353