: Гидроизоляция. Материалы и технологии :: BlogStroiki Default Default :: BlogStroiki
При выборе заклепок необходимо обратить внимание на следующие параметры:
- прочностные характеристики – усилие на срез и усилие на разрыв;
- взаимное влияние материала корпуса заклепки и материалов, которые заклепка будет соединять, чтобы материалы были однотипные и не образовывали гальваническую пару. Иначе соединение будет непрочным и недолговечным;
- правильный подбор геометрических размеров заклепки: диаметра и длины корпуса в зависимости от толщины соединяемых материалов. Например, если длина заклепки будет выбрана меньше, то не хватит количества материала корпуса для формирования закрывающей головки, а если больше – закрывающая головка будет формироваться далеко перед скрепляемыми деталями. В обоих случаях соединение будет непрочным;
- правильный подбор типа корпуса заклепки в зависимости от прочностных характеристик соединяемых материалов, в которых при скреплении вытяжными заклепками возможны деформации или даже трещины.


– обычная, с диаметром головки буртика равным двум диаметрам корпуса заклепки;
– с увеличенным буртиком – Æ головки равен 3Æ корпуса заклепки;
– потайная;
– глухая с водогазонепроницаемым корпусом.
Заводы-изготовители метизных строительных материалов дают рекомендации по минимальной и максимальной толщине скрепляемых материалов для каждого типа заклепок. Эти данные приводятся на упаковке товара.
Толщина соединяемых материалов и диаметр отверстия под вытяжную заклепку диаметром от 2,4 до 6,4мм представлена в таблице.
|
Размер |
Толщина соединяемых материалов |
Диаметр бортика |
Диаметр отверстия |
Размер |
Толщина соединяемых материалов |
Диаметр бортика |
отверстия |
2. 4 x 4 4 x 4 |
0.5 ~ 2.0 | 5.0 | 2.5 ~ 2.6 | 4.8 x 23 | 14.0 ~ 18.0 | 9.5 | 4.9 ~ 5.0 |
| 2.4 x 6 | 2.0 ~ 4.0 | 4.8 x 24 | 15.0 ~ 20.0 | ||||
| 2.4 x 8 | 4.0 ~ 6.0 | 4.8 x 25 | 16.0 ~ 21.0 | ||||
| 2.4 x 10 | 6.0 ~ 8.0 | 4.8 x 26 | 17.0 ~ 22.0 | ||||
| 2.4 x 12 | 8.0 ~ 9.5 | 4.8 x 28 | 17.5 ~ 23.5 | ||||
| 3.0 x 6 | 1.5 ~ 3.5 | 6.5 | 3.1 ~ 3.2 | 4.8 x 30 | 21.0 ~ 25.0 | ||
| 3.0 x 8 | 1.5 ~ 5.5 | 5.0 x 6 | 1.5 ~ 3.0 | 9. 5 5 |
5.1 ~ 5.2 | ||
| 3.0 x 10 | 5.5 ~ 7.0 | 5.0 x 8 | 2.5 ~ 4.5 | ||||
| 3.0 x 12 | 7.0 ~ 9.0 | 5.0 x 10 | 4.5 ~ 6.0 | ||||
| 3.0 x 14 | 8.0 ~ 11.0 | 5.0 ~ 12 | 6.0 ~ 8.0 | ||||
| 3.0 x 15 | 9.0 ~ 12.0 | 5.0 x 14 | 8.0 ~ 10.0 | ||||
| 3.0 x 16 | 9.0 ~ 13.0 | 5.0 x 16 | 10.0 ~ 12.0 | ||||
| 3.0 x 18 | 11.0 ~ 15.0 | 5.0 x 18 | 12.0 ~ 14.0 | ||||
| 3.0 x 20 | 13.0 ~ 17.0 | 5.0 x 20 | 12.0 ~ 16.0 | ||||
| 3.0 x 25 | 17.0 ~ 22.0 | 5.0 x 22 | 13.5 ~ 17.5 | ||||
| 3.2 x 6 | 1.5 ~ 3.5 | 6.5 | 3. 3 ~ 3.4 3 ~ 3.4 |
5.0 x 23 | 14.0 ~ 18.0 | ||
| 3.2 x 8 | 1.5 ~ 5.5 | 5.0 x 24 | 15.0 ~ 20.0 | ||||
| 3.2 x 10 | 5.5 ~ 7.0 | 5.0 x 25 | 16.0 ~ 21.0 | ||||
| 3.2 x 12 | 7.0 ~ 9.0 | 5.0 x 26 | 17.0 ~ 22.0 | ||||
| 3.2 x 14 | 8.0 ~ 11.0 | 5.0 x 28 | 17.5 ~ 23.5 | ||||
| 3.2 x 15 | 9.0 ~ 12.0 | 5.0 x 30 | 21.0 ~ 25.0 | ||||
| 3.2 x 16 | 9.0 ~ 13.0 | 6.0 x 8 | 2.0 ~ 4.0 | 12.0 | 6.1 ~ 6.2 | ||
| 3.2 x 18 | 11.0 ~ 15.0 | 6.0 x 10 | 4.0 ~ 6.0 | ||||
| 3.2 x 20 | 13.0 ~ 17.0 | 6.0 x 12 | 6.0 ~ 8.0 | ||||
3. |
17.0 ~ 22.0 | 6.0 ~ 14 | 8.0 ~ 10.0 | ||||
| 4.0 x 6 | 1.0 ~ 3.0 | 8.0 | 4.1 ~ 4.2 | 6.0 x 16 | 8.0 ~ 11.0 | ||
| 4.0 x 8 | 3.0 ~ 5.0 | 6.0 x 18 | 11.0 ~ 14.0 | ||||
| 4.0 x 10 | 5.0 ~ 6.5 | 6.0 x 20 | 11.0 ~ 15.0 | ||||
| 4.0 x 12 | 6.5 ~ 8.5 | 6.0 x 22 | 13.0 ~ 17.0 | ||||
| 4.0 x 14 | 8.5 ~ 10.5 | 6.0 x 23 | 14.0 ~ 18.0 | ||||
| 4.0 x 16 | 8.5 ~ 12.5 | 6.0 x 24 | 15.0 ~ 19.0 | ||||
| 4.0 x 18 | 10.5 ~ 14.5 | 6.0 x 25 | 15.0 ~ 20.0 | ||||
| 4.0 x 20 | 12.5 ~ 16.5 | 6.0 x 26 | 16. 0 ~ 22.0 0 ~ 22.0 |
||||
| 4.0 x 22 | 14.5 ~ 18.0 | 6.0 x 28 | 18.0 ~ 23.0 | ||||
| 4.0 x 23 | 14.5 ~ 19.5 | 6.0 x 30 | 20.0 ~ 24.0 | ||||
| 4.0 x 24 | 14.5 ~ 20.5 | 6.4 x 8 | 2.0 ~ 4.0 | 12.0 | 6.1 ~ 6.2 | ||
| 4.0 x 25 | 16.5 ~ 21.0 | 6.4 x 10 | 4.0 ~ 6.0 | ||||
| 4.0 x 26 | 17.5 ~ 22.0 | 6.4 x 12 | 6.0 ~ 8.0 | ||||
| 4.0 x 28 | 21.5 ~ 24.0 | 6.4 ~ 14 | 8.0 ~ 10.0 | ||||
| 4.0 x 30 | 21.5 ~ 26.0 | 6.4 x 16 | 8.0 ~ 11.0 | ||||
| 4.8 x 6 | 1.5 ~ 3.0 | 9.5 | 4.9 ~ 5.0 | 6. |
11.0 ~ 14.0 | ||
| 4.8 x 8 | 2.5 ~ 4.5 | 6.4 x 20 | 11.0 ~ 15.0 | ||||
| 4.8 x 10 | 4.5 ~ 6.0 | 6.4 x 22 | 13.0 ~ 17.0 | ||||
| 4.8 ~ 12 | 6.0 ~ 8.0 | 6.4 x 23 | 14.0 ~ 18.0 | ||||
| 4.8 x 14 | 8.0 ~ 10.0 | 6.4 x 24 | 15.0 ~ 19.0 | ||||
| 4.8 x 16 | 10.0 ~ 12.0 | 6.4 x 25 | 15.0 ~ 20.0 | ||||
| 4.8 x 18 | 12.0 ~ 14.0 | 6.4 x 26 | 16.0 ~ 22.0 | ||||
| 4.8 x 20 | 12.0 ~ 16.0 | 6.4 x 28 | 18.0 ~ 23.0 | ||||
| 4.8 x 22 | 13.5 ~ 17.5 | 6.4 x 30 | 20.0 ~ 24.0 |
Правила монтажа скрепляемых материалов с помощью вытяжной заклепки следующие:
1. Толщина скрепляемых материалов не должна превышать значения, которое рекомендуется заводом производителем – Emax .
Толщина скрепляемых материалов не должна превышать значения, которое рекомендуется заводом производителем – Emax .
2. Толщина скрепляемых материалов не должна быть меньше значения, которое рекомендуется заводом производителем – E
3. Материал заклепки должен соответствовать материалу скрепляемых деталей.
4. Тип корпуса заклепки должен соответствовать прочностным характеристикам скрепляемых материалов.
5. Скрепляемые материалы при сверлении в них отверстий и установке вытяжной заклепки должны быть жестко зафиксированы.
6. При монтаже вытяжной заклепки должна быть обеспечена надежная фиксация скрепляемых материалов и
не должно возникать между ними зазоров.
7. Положение вытяжной заклепки при монтаже должно составлять 90о, между вытяжной заклепкой и скрепляемым материалом.
Добавлено: 10.05.2012 22:57
Какая заклепка для какой толщины металла? | строймаркет
И снова здравствуйте, дорогие читатели!
Недавно мы поговорили с вами о том, какое сверло подобрать под заклепки. Теперь пришла пора выяснить то, какую заклепку использовать при скреплении той или иной толщине скрепляемого материала.
Теперь пришла пора выяснить то, какую заклепку использовать при скреплении той или иной толщине скрепляемого материала.
И снова мы будем рассматривать 4 вида заклепок по толщине: 3.2, 4.0, 4.8, 6.4 мм.
Заклепки вытяжные (фото с сайта: krepejnik.ru)ЗАКЛЕПКА 3,2
Помимо толщины заклепки, есть еще и такая характеристика, как длина. Более длинные заклепки позволяют скреплять более толстые материалы. Итак:
- для того, чтобы скрепить материалы общей толщиной от 0,8 до 3,2 мм, нужна заклепка длиной 6 мм;
- если общая толщина 3,2-4,8 мм, то нужно использовать заклепку длиной 8 мм;
- для 4,8-6,4 толщины, 10 мм заклепку;
- 6,4-9,5 мм — 12 мм;
- 9,5-11 мм — 14 мм заклепка;
- для 11-13, 16-тимиллиметровые заклепки;
- 13-15 мм — заклепку длиной 18 мм;
- 15-17 — 20 мм.
Заклепками диаметром 3,2 мм можно склепать материалы, которые имеют общую толщину больше 17 мм, однако такая конструкция будет уже не такая надежная, поэтому стоит выбрать более толстые заклепки.
ЗАКЛЕПКА 4,0
Система та же, что и с заклепками 3,2 мм. Только значения слегка отличаются:
- материал, общей толщиной от 1,5 до 3,2 мм скрепляется заклепкой, длина которой 6 мм;
- если общая толщина 3,0-4,5 мм, то следует использовать 8 мм длину;
- 4,5-6,5 мм — 10 мм;
- 6,5-8,5 мм — 12 мм;
- 8,5-10,5 мм — 14 мм;
- 10,5-12,5 мм — 16 мм;
- 12,5-14,5 мм — 18 мм;
- 14,5-16,5 мм — 20 мм;
- 16,5-18,0 мм — 22 мм;
- 18,0-20,5 мм — 24 мм;
- 18,0-21,5 мм — 25 мм.
Пожалуй, на этом можно остановиться. В теории, если конструкция не сильно тяжелая, то можно склепать и большую длину.
Заклепки вытяжные (фото с сайта: кровлямира.рф)ЗАКЛЕПКА 4,8
Заклепки диаметром 4,8 мм имеют следующие показатели для заклепывания материалов:
- если толщина 1,0-3,0, тогда используйте заклепку длиной 6 мм;
- если 3,0-4,5, то 8 мм;
- 4,5-6,0 мм — 10 мм;
- 6,0-8,0 мм — 12 мм;
- 8,0-10,0 мм — 14 мм;
- 10,0-12,0 мм — 16 мм;
- 12,0-14,0 мм — 18 мм;
- 14,0-16,0 мм — 20 мм;
- 16,0-18,0 мм — 22 мм;
- 17,0-20,0 мм — 24 мм;
- 18,0-21,0 мм — 25 мм.
ЗАКЛЕПКА 6,4
Заклепка такого диаметра используется только с двуручным заклепочником, так как одноручный уже «слабоват» для таких действий.
Итак:
- для того, чтобы соединить две детали общей толщиной от 4,0 до 6,0 мм, необходимо использовать заклепку длиной 12 мм;
- 6,0-8,0 мм — 14 мм;
- 8,0-11,0 мм — 16 мм;
- 9,0-13,0 мм — 18 мм;
- 11,0-15,0 мм — 20 мм;
- 15,0-19,0 мм — 25 мм;
- 17,0-22,0 мм — 28 мм;
- 18,0-24,0 мм — 30 мм.
- 24,0-30,0 мм — 35 мм;
- 35,0-40,0 мм — 40 мм.
На этом буду завершать эту тему. Надеюсь, она будет полезна вам.
Подписывайтесь на канал! Ставьте лайки, впереди много всего интересного!
Заклёпки. Как рассчитать требуемую длину заклёпки
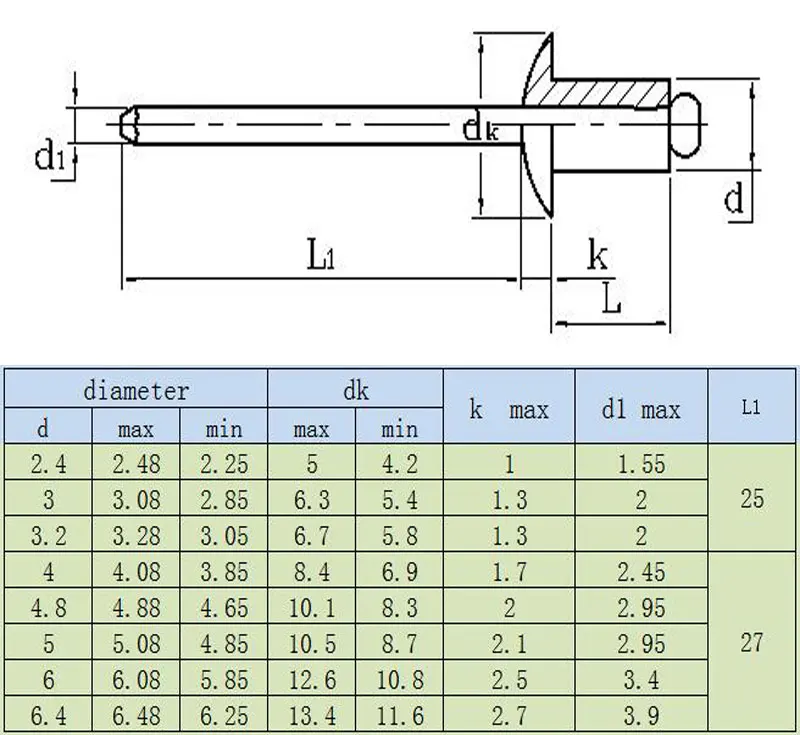
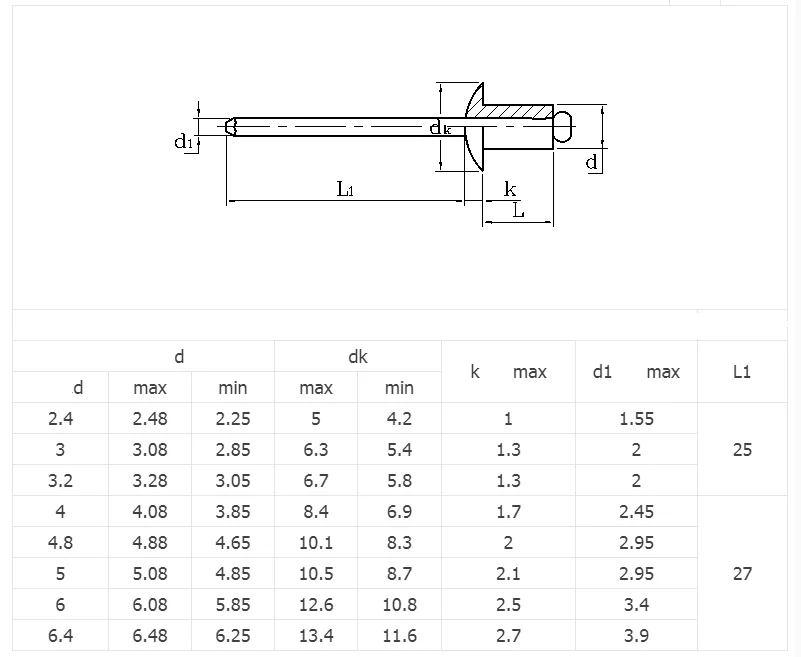
Заклёпка — один из простейших видов крепежа для создания неразъёмных соединений.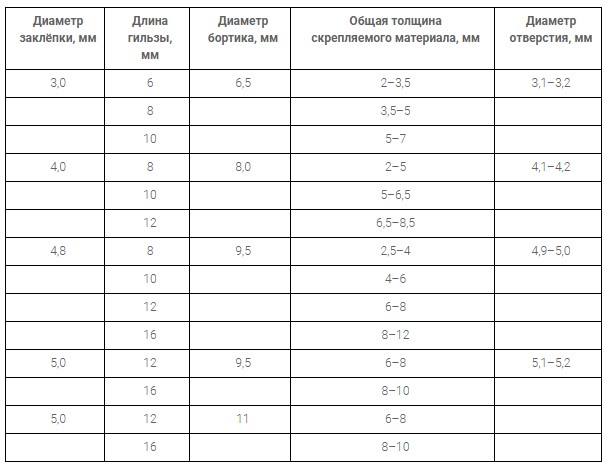 В общем случае — это стержневая или трубчатая деталь, имеющая на одном конце опорную «закладную» головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
В общем случае — это стержневая или трубчатая деталь, имеющая на одном конце опорную «закладную» головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
По форме заклёпки можно условно разделить на несколько основных типов:
- Заклёпки с замыкающей головкой (бывают полнотелые, пустотелые и полупустотелые)
- Заклёпки с протяжкой (называют также — отрывные или вытяжные)
- Заклёпки резьбовые (также называют — гайки клепальные)
Исторически первыми были изобретены заклёпки с замыкающей головкой — поэтому они получили наибольшее распространение. Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
По форме головки заклёпки с замыкающей головкой делятся на:
Также конструктивно они отличаются наличием отверстия внутри заклёпки:
- Полнотелые заклёпки — отверстие отсутствует
- Пустотелые заклёпки — трубчатые — имеют сквозное отверстие
- Полупустотелые заклёпки — под развальцовку — имеют глухое отверстие
Заклёпки с замыкающей головкой могут быть изготовлены из разнообразных металлов и сплавов, которые хорошо поддаются пластической деформации.
Наибольшее распространение получили следующие материалы:
- Стали — в основном, используются пластичные высококипящие стали 03кп, 05кп, 08кп, 10кп, 15кп, 20кп
- Нержавеющие стали — аустенитные стали 12Х18Н9, 08Х18Н10, 03Х18Н11, 12Х18Н10Т
- Алюминиевые сплавы — наиболее применимы сплавы АД, АД1, алюминиево-магниевые сплавы АМг2, АМг5, АМг5П, АМг6, сплавы АМц, В94, В65, также используют дюралюминиевые сплавы Д1, Д16, Д16Т, Д18, Д18П, Д19П
- Латунные сплавы — в основном, сплав Л63
- Медь — марки МТ, М3
Заклёпки могут быть маркированы на головке — для последующей идентификации. Маркировка может быть выпуклой или вогнутой (клеймение).
Далее приведена таблица с принятой маркировкой основных материалов в виде точек или штрихов.
Алюминиевые сплавы | Сталь | Медь и латунь | ||||||
| В65 | Д18П | Д19П | АМг5 | АМц | АД1 | 20ГА | 10, 20, 12Х18Н10Т | М3, Л63 |
| без метки | без метки | без метки | ||||||
Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов. Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки.
«Справочник конструктора-машиностроителя» под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
| Конструкция заклёпки | Припуск «Н» для заклёпок без зазора | Припуск «Н» для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
| H=0,54d | H≈0,5d+0,1S | |
| H=0,6d | H≈0,5d+0,1S | |
| H=0,8d | H≈0,7d+0,1S | |
| H=d | H≈0,9d+0,1S | |
| H=1,2d | H≈1,1d+0,1S |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
- 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180
Например, нам необходимо склепать несколько листов общей толщиной 32 мм; склёпывать будем без зазора заклёпками с полукруглой головкой Ø6 мм (1-я конструкция в таблице).
d = 6 мм
S = 32 мм
H = 1,2d = 1,2 x 6 = 7,2 мм
Таким образом, необходимо использовать заклёпку с длиной стержня
L = S + H = 32 + 7,2 = 39,2 мм
Выбираем ближайшую длину из стандартного ряда — это 40 мм.
В итоге, мы выяснили, что для склёпывания пакета листов толщиною 32 мм нам понадобится заклёпка размера Ø6х40 мм.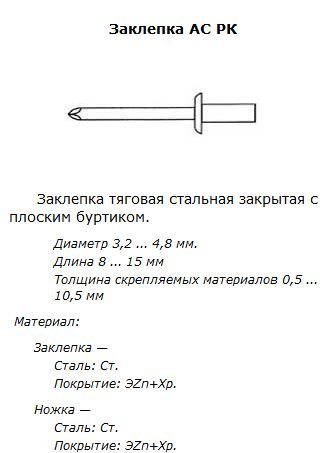
Заклёпки с протяжкой изготавливают пустотелыми, с головкой на одном конце, внутрь заклёпки вставляется подвижный расширительный стержень, который при установке протягивается через заклепку, расширяет её, формирует вторую замыкающую головку и стягивает скрепляемые листы материала. После затяжки стержни обламываются или протягиваются полностью через заклепки.
Такие заклёпки часто называют отрывными или вытяжными — по технологии установки. Заклёпки с протяжкой в последнее время становятся всё более и более популярными. Это происходит по нескольким причинам:
- технологическая простота установки заклёпок;
- достаточно иметь доступ к монтажу только с одной стороны конструкции;
- не требуется поддержка заклёпки с обратной стороны;
- дешевизна и компактность инструмента для установки заклёпок;
- высокая производительность при установке заклёпок
- разнообразие видов заклёпок
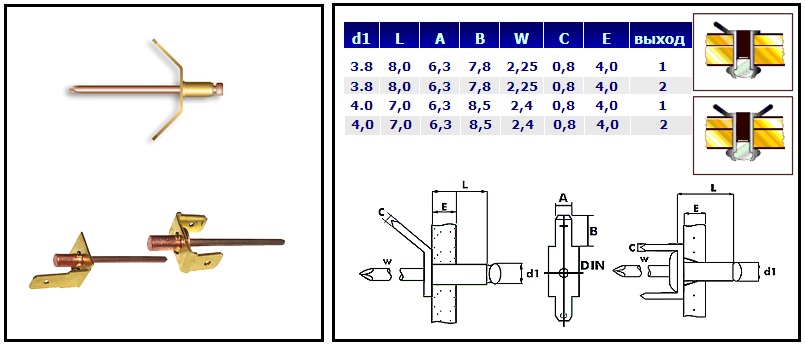
Так как отрывные заклёпки пустотелые, то после установки внутри заклёпки остаётся отверстие, в которое можно проложить провода, установить другой крепёж — например, винты. Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Выпускается также специальный тип водо- и газонепроницаемых заклёпок с протяжкой — глухие или герметичные заклёпки, после установки которых соединение получается герметичным.
Установка заклёпок с протяжкой осуществляется с помощью специального инструмента — пистолета для заклёпок — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические и аккумуляторные электрические.
Принципиальная схема установки заклёпки с протяжкой показана на видео:
Материалы для заклёпок с протяжкойИсходя из способа установки заклёпок с протяжкой, логичным представляется, что заклёпка в сборе состоит из двух материалов, и материал стержня должен быть прочнее, чем материал самой заклёпки — иначе как стержень разожмёт и спрессует заклёпку раньше, чем разрушится сам. В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
- Алюминиевая заклёпка + стальной оцинкованный стержень (на самом деле заклёпка сделана не из алюминия, а из алюминиево-магниевого сплава АМг, который может иметь различное процентное содержание магния (Mg): 1%; 2,5%; 3,5%; 5% — соответственно сплавы АМг, АМг2, АМг3, АМг5 — чем больше содержание магния (Mg), тем прочнее заклёпка) — обозначают Al/St
- Алюминиевая заклёпка окрашенная + стальной оцинкованный стержень (заклёпка сделана из алюминиево-магниевого сплава АМг, и снаружи окрашена порошковой краской в определённый цвет из цветовой раскладки RAL) — обозначают Al/St 0000, где 0000 — четырёхзначный номер цвета раскладки RAL
- Алюминиевая заклёпка + алюминиевый стержень (заклёпка и стержень сделаны из алюминиево-магниевых сплавов АМг, но с различным процентным содержанием магния — стержень прочнее) — обозначают Al/Al
- Алюминиевая заклёпка + нержавеющий стержень — обозначают Al/A2
- Нержавеющая заклёпка + нержавеющий стержень (и заклёпка и стержень изготовлены из нержавеющей стали, но различных марок, и стержень прочнее) — обозначают A2/A2 или A4/A4
- Медная заклёпка + стальной оцинкованный стержень — обозначают Cu/St
- Медная заклёпка + бронзовый стержень — обозначают Cu/Br
- Медная заклёпка + нержавеющий стержень — обозначают Cu/A2
- Стальная оцинкованная заклёпка + стальной оцинкованный стержень (заклёпка и стержень из стали, но различных марок и стержень прочнее) — обозначают St/St
Длину заклёпки с протяжкой можно определить с помощью следующей таблицы, в зависимости от толщины скрепляемых материалов (производитель настоятельно не рекомендует применять заклёпки для склёпывания материалов толщиною менее нижнего рекомендуемого предела и выше верхнего предела).
Резьбовые заклёпки, хотя и были изобретены почти одновременно с заклёпками с протяжкой, но широкое распространение получили только в последнее время.
Резьбовая заклёпка представляет собой гибрид пустотелой заклёпки и гайки, поэтому второе название таких заклёпок — гайки клепальные. Вообще-то единства в названии нет — называют также гайка-заклепка, заклепка с резьбой, заклёпочная гайка. Такой кавардак с названиями объясняется отсутствием стандарта ISO или DIN на данный вид крепежа. Конструктивная особенность клепальных гаек обуславливает их двойное назначение: с их помощью можно как склёпывать между собой листовые материалы, так и просто создавать точки резьбового крепления на тонкостенных элементах конструкции. Удобство установки заклёпок связано с отсутствием необходимости доступа с обратной стороны конструкции — так называемая «установка вслепую». При установке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской.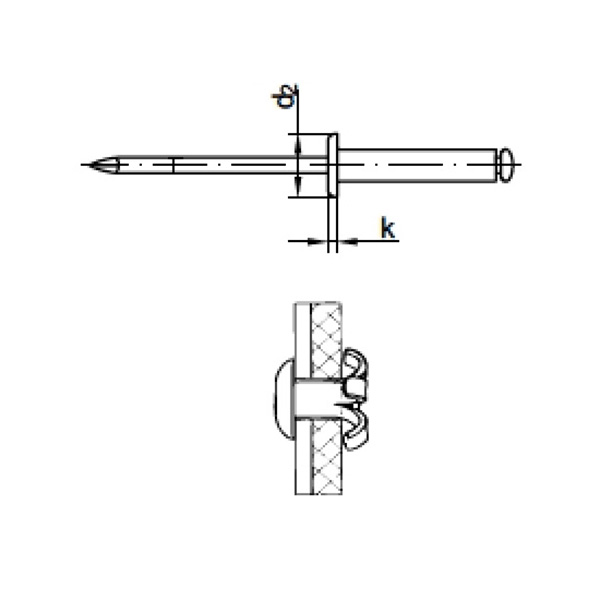
По форме бурта (головки) гайки клепальные делят на:
- с плоским цилиндрическим буртом (нормальным и уменьшенным)
- с потайным буртом (нормальным и уменьшенным)
По конструкции заклёпки резьбовые разделяют на открытые — со сквозным отверстием, и глухие — закрытые с одной стороны.
По форме наружной поверхности резьбовые заклёпки делят на:
- гладкие
- рифлёные
- шестигранные
- полушестигранные
Установка, как и в случае с заклёпками отрывными (вытяжными) осуществляется с помощью специализированного инструмента — щипцов для клепальных гаек — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические.
Материалы для резьбовых заклёпокВ настоящее время европейские производители изготавливают резьбовые заклёпки из следующих материалов:
- Алюминиево-магниевые сплавы
- Сталь оцинкованная
- Нержавеющая сталь
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
 youtube.com/embed/Nn8tkAga0bQ?rel=0&loop=0&autoplay=0&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
youtube.com/embed/Nn8tkAga0bQ?rel=0&loop=0&autoplay=0&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
| В65 | Д18П | Д19П | АМг5 | АМц | АД1 | 20ГА | 10, 20, 12Х18Н10Т | М3, Л63 |
| без метки | без метки | без метки | ||||||
 Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения. Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения.
Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения. Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения. Длина выпускаемых заклепок под молоток варьируется в пределах от 2 – 180 мм и подбирается исходя из толщины пакета скрепляемых материалов. Сначала необходимо определить длину выступающей части стержня (припуска). Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.
Длина выпускаемых заклепок под молоток варьируется в пределах от 2 – 180 мм и подбирается исходя из толщины пакета скрепляемых материалов. Сначала необходимо определить длину выступающей части стержня (припуска). Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.
 Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи. Маркировка может быть выпуклой или вогнутой (клеймение).
Маркировка может быть выпуклой или вогнутой (клеймение). Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.| Конструкция заклёпки | Припуск «Н» для заклёпок без зазора | Припуск «Н» для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
- 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180
Например, нам необходимо склепать несколько листов общей толщиной 32 мм; склёпывать будем без зазора заклёпками с полукруглой головкой Ø6 мм (1-я конструкция в таблице).
d = 6 мм
S = 32 мм
H = 1,2d = 1,2 x 6 = 7,2 мм
Таким образом, необходимо использовать заклёпку с длиной стержня
L = S + H = 32 + 7,2 = 39,2 мм
Выбираем ближайшую длину из стандартного ряда — это 40 мм.
В итоге, мы выяснили, что для склёпывания пакета листов толщиною 32 мм нам понадобится заклёпка размера Ø6х40 мм.
Заклёпки с протяжкой изготавливают пустотелыми, с головкой на одном конце, внутрь заклёпки вставляется подвижный расширительный стержень, который при установке протягивается через заклепку, расширяет её, формирует вторую замыкающую головку и стягивает скрепляемые листы материала. После затяжки стержни обламываются или протягиваются полностью через заклепки.
Такие заклёпки часто называют отрывными или вытяжными — по технологии установки. Заклёпки с протяжкой в последнее время становятся всё более и более популярными. Это происходит по нескольким причинам:
- технологическая простота установки заклёпок;
- достаточно иметь доступ к монтажу только с одной стороны конструкции;
- не требуется поддержка заклёпки с обратной стороны;
- дешевизна и компактность инструмента для установки заклёпок;
- высокая производительность при установке заклёпок
- разнообразие видов заклёпок
Так как отрывные заклёпки пустотелые, то после установки внутри заклёпки остаётся отверстие, в которое можно проложить провода, установить другой крепёж — например, винты. Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Выпускается также специальный тип водо- и газонепроницаемых заклёпок с протяжкой — глухие или герметичные заклёпки, после установки которых соединение получается герметичным.
Установка заклёпок с протяжкой осуществляется с помощью специального инструмента — пистолета для заклёпок — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические и аккумуляторные электрические.
Принципиальная схема установки заклёпки с протяжкой показана на видео:
Материалы для заклёпок с протяжкойИсходя из способа установки заклёпок с протяжкой, логичным представляется, что заклёпка в сборе состоит из двух материалов, и материал стержня должен быть прочнее, чем материал самой заклёпки — иначе как стержень разожмёт и спрессует заклёпку раньше, чем разрушится сам. В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
- Алюминиевая заклёпка + стальной оцинкованный стержень (на самом деле заклёпка сделана не из алюминия, а из алюминиево-магниевого сплава АМг, который может иметь различное процентное содержание магния (Mg): 1%; 2,5%; 3,5%; 5% — соответственно сплавы АМг, АМг2, АМг3, АМг5 — чем больше содержание магния (Mg), тем прочнее заклёпка) — обозначают Al/St
- Алюминиевая заклёпка окрашенная + стальной оцинкованный стержень (заклёпка сделана из алюминиево-магниевого сплава АМг, и снаружи окрашена порошковой краской в определённый цвет из цветовой раскладки RAL) — обозначают Al/St 0000, где 0000 — четырёхзначный номер цвета раскладки RAL
- Алюминиевая заклёпка + алюминиевый стержень (заклёпка и стержень сделаны из алюминиево-магниевых сплавов АМг, но с различным процентным содержанием магния — стержень прочнее) — обозначают Al/Al
- Алюминиевая заклёпка + нержавеющий стержень — обозначают Al/A2
- Нержавеющая заклёпка + нержавеющий стержень (и заклёпка и стержень изготовлены из нержавеющей стали, но различных марок, и стержень прочнее) — обозначают A2/A2 или A4/A4
- Медная заклёпка + стальной оцинкованный стержень — обозначают Cu/St
- Медная заклёпка + бронзовый стержень — обозначают Cu/Br
- Медная заклёпка + нержавеющий стержень — обозначают Cu/A2
- Стальная оцинкованная заклёпка + стальной оцинкованный стержень (заклёпка и стержень из стали, но различных марок и стержень прочнее) — обозначают St/St
Длину заклёпки с протяжкой можно определить с помощью следующей таблицы, в зависимости от толщины скрепляемых материалов (производитель настоятельно не рекомендует применять заклёпки для склёпывания материалов толщиною менее нижнего рекомендуемого предела и выше верхнего предела).
Резьбовые заклёпки, хотя и были изобретены почти одновременно с заклёпками с протяжкой, но широкое распространение получили только в последнее время.
Резьбовая заклёпка представляет собой гибрид пустотелой заклёпки и гайки, поэтому второе название таких заклёпок — гайки клепальные. Вообще-то единства в названии нет — называют также гайка-заклепка, заклепка с резьбой, заклёпочная гайка. Такой кавардак с названиями объясняется отсутствием стандарта ISO или DIN на данный вид крепежа. Конструктивная особенность клепальных гаек обуславливает их двойное назначение: с их помощью можно как склёпывать между собой листовые материалы, так и просто создавать точки резьбового крепления на тонкостенных элементах конструкции. Удобство установки заклёпок связано с отсутствием необходимости доступа с обратной стороны конструкции — так называемая «установка вслепую». При установке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской.
По форме бурта (головки) гайки клепальные делят на:
- с плоским цилиндрическим буртом (нормальным и уменьшенным)
- с потайным буртом (нормальным и уменьшенным)
По конструкции заклёпки резьбовые разделяют на открытые — со сквозным отверстием, и глухие — закрытые с одной стороны.
По форме наружной поверхности резьбовые заклёпки делят на:
- гладкие
- рифлёные
- шестигранные
- полушестигранные
Установка, как и в случае с заклёпками отрывными (вытяжными) осуществляется с помощью специализированного инструмента — щипцов для клепальных гаек — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические.
Материалы для резьбовых заклёпокВ настоящее время европейские производители изготавливают резьбовые заклёпки из следующих материалов:
- Алюминиево-магниевые сплавы
- Сталь оцинкованная
- Нержавеющая сталь
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
Как правильно рассчитать длину заклепки под молоток
Заклепка – один из самых удобных и быстрых в монтаже крепежных элементов, обеспечивающих надежное неразъемное соединение. Сегодня существует огромное многообразие форм и размеров клепального крепежа, но самыми первыми были изобретены заклепки под молоток. Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения. Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения.
Сегодня существует огромное многообразие форм и размеров клепального крепежа, но самыми первыми были изобретены заклепки под молоток. Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения. Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения.
Принцип действия молотковой заклепки
Классическая заклепка под молоток представляют собой стержень, имеющий закладную головку определенной формы (полукруглую, потайную, полупотайную, плоскую). Замыкающая головка формируется из противоположного конца стержня путем его пластической деформации при помощи клепального молотка и специальной ударной оправки, которая придает головке аккуратную полукруглую форму. При этом со стороны закладной головки нужно обеспечить массивную поддержку. Очевидно, что для установки такой заклепки необходимо иметь доступ с двух сторон скрепляемых поверхностей.
Определение длины заклепки с замыкающей головкой
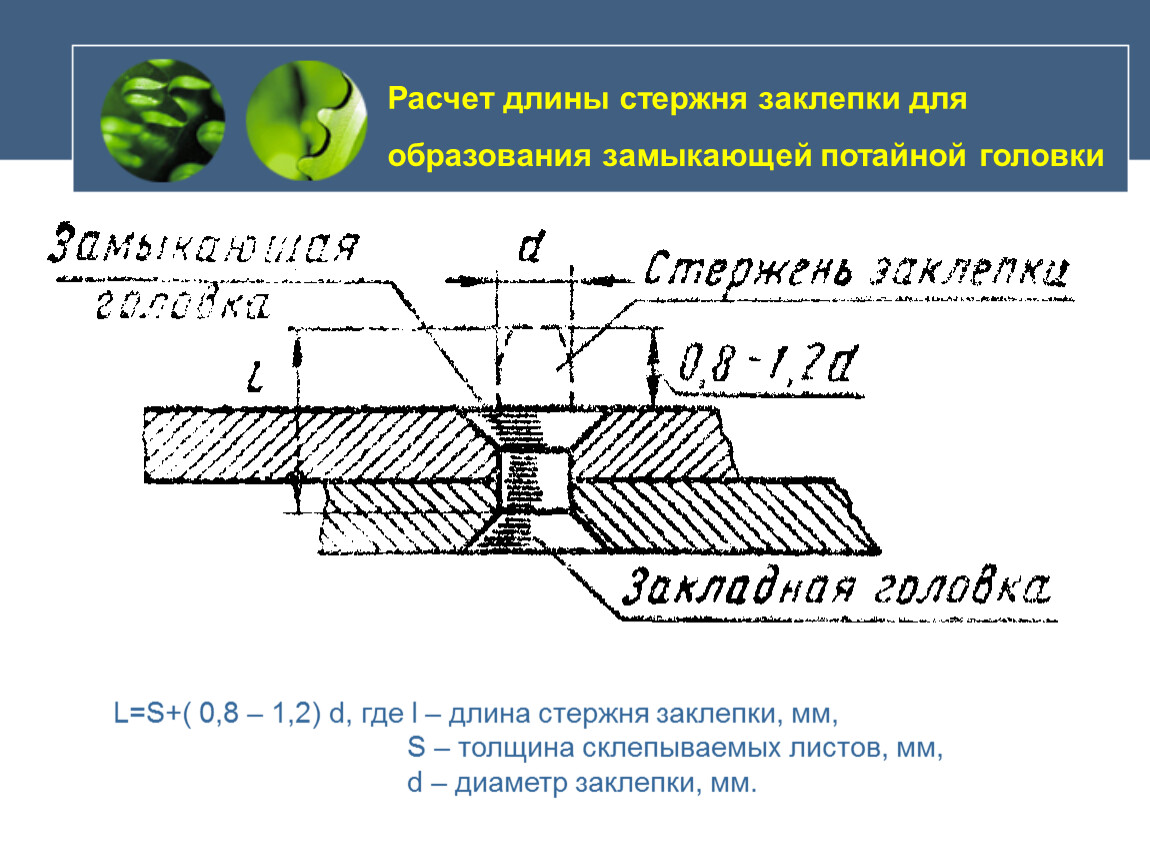
Для правильной установки заклепочного крепежа важно точно подобрать его длину, чтобы была возможность создать из выступающей части стержня замыкающую головку необходимой формы и получить соединение без зазоров. Длина выпускаемых заклепок под молоток варьируется в пределах от 2 – 180 мм и подбирается исходя из толщины пакета скрепляемых материалов. Сначала необходимо определить длину выступающей части стержня (припуска). Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.
- Расчет длины заклепки с полукруглой головкой: L = S + (1.2…1.5d)
- Расчет длины заклепки с потайной головкой: L = S + (0.8…1.2d)
Пример расчета:
Требуется склепать материалы суммарной толщиной 41 мм заклепкой потай Ø8 мм
L = 41 + 0. 8 х 8 = 41 + 6.4 = 47.4 мм
8 х 8 = 41 + 6.4 = 47.4 мм
Затем выбираем из существующего стандартного ряда длин заклепок ближайшее к 47.4 значение, то есть – 48 мм. Итак, для создания потайного заклепочного соединения листов толщиной 41 мм нам потребуется крепеж размера Ø8х48 мм.
Заклепки под молоток отличаются большим разнообразием диаметров в пределах 1.0 – 36 мм. Диаметр просверливаемого в материалах отверстия должен обеспечивать свободный ввод стержня, при этом величина зазора между телом заклепки и стенками отверстия не должна превышать параметров прописанных в ГОСТ. Так, для получения качественной клепки зазор для деталей диаметром до 5 мм составляет не более 0.1 мм, а для деталей от 5 мм не более 0.2 мм. Когда материалы склепывают потайной заклепкой, то под головку в отверстии снимают фаску под углом 60° – 90° на глубину, соответствующую высоте закладной головки.
Полезные советы 19.11.2020 14:29:53
Заклепки
Для размещения заявки свяжитесь с нами по телефону: (383) 284 44 40. Заявку можно отправить на [email protected], либо заполните форму для расчета стоимости изделия.
Заявку можно отправить на [email protected], либо заполните форму для расчета стоимости изделия.
Заклепки под молоток
В местах, где требуется идеально соединение и герметичное прилегание швов, обычно используют сварку. Но она подходит далеко не каждому материалу и процессу. Тогда на помощь строителям и конструкторам приходит метод клепки, при котором механическим путем листы и детали соединяются друг с другом с помощью специальных заклепок. Изготавливаются они из разных материалов, а также могут отличаться функциональностью и внешним видом.
Что такое клепка?
Процесс клепки – это метод соединения деталей путем механического усилия. Используется процесс не только на металлических конструкциях, но также в аксессуарах и одежде. Широкое применение алюминиевые заклепки нашли в авиастроении, а также при монтаже профилированных листов.
Важно! Среди преимуществ использования заклепок при монтаже крыш и заборов из профнастила – невозможность снять крепеж. Если болты и саморезы можно выкрутить, то надежно зафиксированную заклепку снять не получится.
Если болты и саморезы можно выкрутить, то надежно зафиксированную заклепку снять не получится.
Установка заклепок происходит в полуавтоматическом режиме: сначала метиз устанавливается в сквозное отверстие, а затем его конец расплющивается под действием силы. Именно поэтому главное условие для производства заклепок – использование пластичных металлов.
Виды заклепочных швов
Чтобы алюминиевые заклепки и швы, созданные с их помощью, служили дольше, важно правильно проводить клепку. Для этого существует несколько методов:
- крепление листов внахлест или встык может использоваться с многорядным методом монтажа заклепок;
- также подходит двухрядный способ монтажа;
- существует и третий способ – однорядный, как самый простой и быстрый.
Располагаться алюминиевые заклепки под молоток по ходу шва могут напротив друг друга или в шахматном порядке.
Заклепки под молоток
Заклепки под молоток.
Заклепки — популярная разновидность крепежа для неразъемного соединения, которая так же с успехом используется в производстве молотка.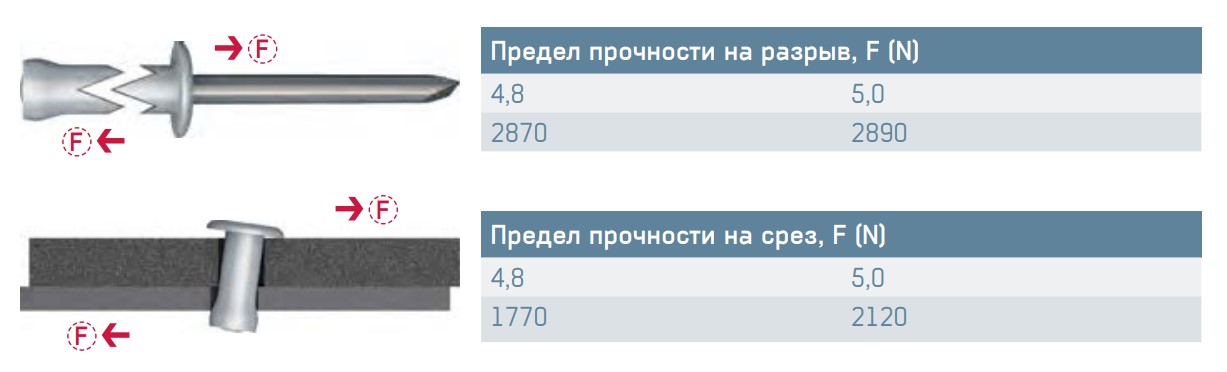 Заклепки алюминиевые под молоток абсолютно не подвержены внешним воздействиям: влаге и механическим нагрузкам. При дополнительном покрытии могут служить десятками лет. Так же они востребованы за счет своей пластичности. Для использования и крепления заклепки под молоток не нужны дополнительные или какие-то особенные инструменты, достаточно клепального молотка, который расплющивает конец заклепки, скрепляя необходимые элементы. Даже при своей мягкости заклепки прочно держат соединения.
Заклепки алюминиевые под молоток абсолютно не подвержены внешним воздействиям: влаге и механическим нагрузкам. При дополнительном покрытии могут служить десятками лет. Так же они востребованы за счет своей пластичности. Для использования и крепления заклепки под молоток не нужны дополнительные или какие-то особенные инструменты, достаточно клепального молотка, который расплющивает конец заклепки, скрепляя необходимые элементы. Даже при своей мягкости заклепки прочно держат соединения.
Заклепки купить
Купить заклепки под молоток вы можете на заводе Nedwals, их стоимость зависит от размера партии, но остается небольшой благодаря собственному производству заклепок компании. Вы можете приобрести заклепки под молоток изготовленные по ГОСТ 10299, 10300, 10303, 10302.
Материал, из которого изготавливаются заклепки алюминиевые под молоток, разнообразен – это сталь, латунь, медь, алюминий или алюминиевый сплав, а так же из других сплавов, хорошо поддающихся ударному воздействию. Заклепки покрывают специальными веществами для увеличения срока их службы.
Заклепки покрывают специальными веществами для увеличения срока их службы.
Заклепки под молоток еще называют ударными заклепками, они выпускаются в разных видах модификаций, поэтому, когда планируется купить заклепки под молоток необходимо определиться, где планируется их использовать. В промышленности выпускают стержневые, трубчатые, полутрубчатые и обычные заклепки.
Подробно о материалах для производства заклепок
Главное требование к материалам, из которых изготавливаются заклепки под молоток, — максимальная пластичность и вязкость в холодном состоянии. Это существенно ограничивает набор возможных веществ: медь, латунь, алюминий, серебро, обычная сталь.
Важно! Если используется горячий метод клепания, то можно применять сталь 30, 35 и 45 марки, а в специальных соединениях используют сталь, устойчивую к коррозии, жаропрочный материал.
Если же предполагается холодное соединение деталей, то применяют пластичные стали 10 и 20 марки. Если к финальной металлоконструкции предъявляются повышенные требования прочности, то применяют 15Х и 20Х марки.
Если к финальной металлоконструкции предъявляются повышенные требования прочности, то применяют 15Х и 20Х марки.
Также можно выделить дополнительные особенности выбора материала для ГОСТ заклепок:
- крепление цветных и мягких металлов – выбирают бронзу, медь, латунь, а также возможно использование алюминиевых сплавов;
- если к цветным металлам применяются повышенные требования по защите от коррозии – используют нержавеющую сталь, никелевые и титановые соединения;
- крепление благородных металлов – используют сплавы золота, платины и серебра;
- применение неоднородных материалов – используют алюминиевые заклепки, а также другие сплавы, но дополнительно крепеж покрывают кадмием или цинком.
Если монтаж выполняется холодным методом, то нельзя использовать металлы с электрохимическим потенциалом, так как они могут приводить к образованию гальванических паров. Это повышает уязвимость крепежа перед коррозией.
Заклепка производство
Классификация заклепок в производстве:
Трубчатые и полутрубчатые, а так же пистонные заклепки алюминиевые под молоток имеют внутри полость и были специально разработанные для легкого процесса крепления. Но их прочность будет невысока, так как толщина стенок всего 0,5 миллиметра.
Но их прочность будет невысока, так как толщина стенок всего 0,5 миллиметра.
Закладные заклепки представляют собой трубчатый ствол, внутри которого размещают металлический стержень, который формируют замыкающую головку. Чаще всего используют, если нет возможности подобраться к скрепляющим деталям с двух сторон.
Винтовые заклепки выглядят как трубка с резьбой внутри, в которую при необходимости можно вкрутить какое-нибудь крепеж с резьбой снаружи, что бы создать более прочное соединение. Такие заклепки устанавливаются только специальным оборудованием.
Заклепки под молоток представляют собой гладкий стержень и головкой на одной из сторон. Длина стержня зависит от назначения и варьируется от 10 до 180 миллиметров, диаметр колеблется от 2 до 22 миллиметров.
Чтобы купить заклепки под молоток свяжитесь с нашими специалистами, мы поможем подобрать любой, производимый у нас заклепочный материал, который полностью поможет решить ваши задачи. Так же мы организуем быструю доставку, с учетом вашей территориальной удаленности.
Так же мы организуем быструю доставку, с учетом вашей территориальной удаленности.
Виды заклепок под молоток:
Классифицируют заклепки на производстве по виду головки: заклепка с потайной головкой, заклепка с полукруглой головкой, заклепки с полукруглой низкой головкой, заклепки с плоской головкой.
Особенности заклепок для мягких металлов
Если требуется установка заклепки под молоток в таких материалах, как ДСП или пластик, то применяются метизы с меньшей прочностью:
- лепестковые – корпус раскрывается на несколько лепестков, что существенно снижает нагрузку на основной материал в месте крепления;
- распорные – вид вытяжной заклепки с надрезами на корпусе, при монтаже они складываются, образуя двойные лепестки, но головка остается на поверхности.
Чуть реже используются пластиковые заклепки – в основном в мебельной сфере и при отделке декоративными панелями.
Заклепки алюминиевые
Заклепка ГОСТ 10299-80 с полукруглой головкой изготавливается из стали и алюминиевых сплавов, представляет собой небольшие металлические стержни, на одном конце, которого находится небольшая полукруглая шляпка, которая чаще всего несет декоративную функцию. Купить заклепки под молоток вы можете разной длины, все будет зависеть от толщины соединяемых элементов. Это самые распространенные заклепки под молоток, они позволяют делать прочные неразъемные соединения, работающие на разрыв, поэтому крепеж получается равным прочности металла, из которого изготавливается изделие. Для крепкого соединения сквозное отверстие для заклепки должно быть больше на 0,1 миллиметра, но не более чем 0,5, так как при большом свободном пространстве заклепка алюминиевая под молоток может искривиться. Это повлияет на ее прочность и надежность соединения — в процессе использования клепка расшатается и перестанет качественно скреплять детали. Длина стержня должна быть на 1,5 диаметра больше суммарной толщины скрепляемых материалов, что бы сформировать при ударе вторую скрепляющую головку.
Купить заклепки под молоток вы можете разной длины, все будет зависеть от толщины соединяемых элементов. Это самые распространенные заклепки под молоток, они позволяют делать прочные неразъемные соединения, работающие на разрыв, поэтому крепеж получается равным прочности металла, из которого изготавливается изделие. Для крепкого соединения сквозное отверстие для заклепки должно быть больше на 0,1 миллиметра, но не более чем 0,5, так как при большом свободном пространстве заклепка алюминиевая под молоток может искривиться. Это повлияет на ее прочность и надежность соединения — в процессе использования клепка расшатается и перестанет качественно скреплять детали. Длина стержня должна быть на 1,5 диаметра больше суммарной толщины скрепляемых материалов, что бы сформировать при ударе вторую скрепляющую головку.
Заклепка ГОСТ 10302-80 с полукруглой низкой головкой изготавливается из стали с никелевым или цинковым покрытием, выглядит как металлический стержень, на одном конце которого приплюснутая полукруглая головка.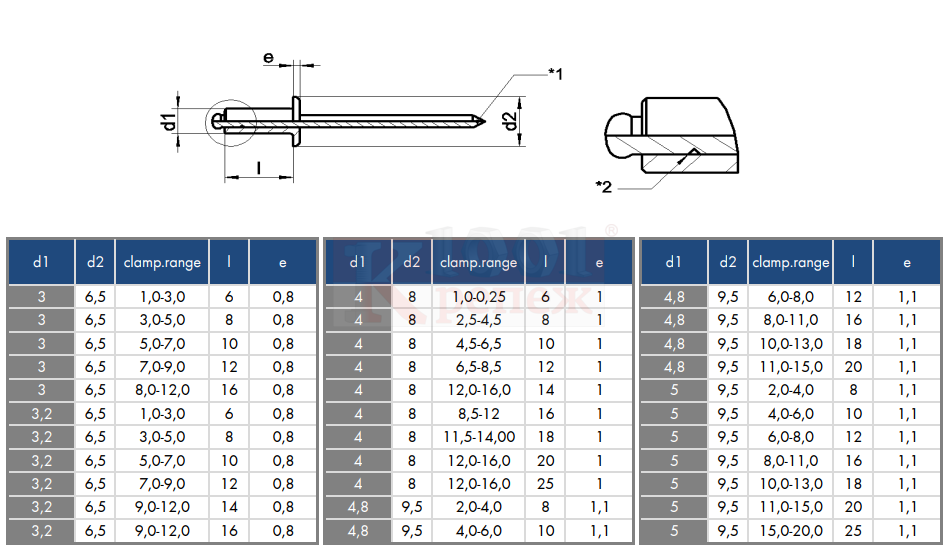 Заклепка предназначена для соединений твердых конструкций и материалов классов точности В и С. Для таких заклепок под молоток делается отверстие не более 0,2 миллиметра, что бы не дать места для деформации стержня во время удара для создания крепления. Длина заклепки должна составлять сумма толщины скрепляемых деталей и иметь выход в размере 1,5 диаметра самого стержня для создания скрепляющей головки на другом конце. Купить заклепки под молоток с полукруглой низкой головкой можно на нашем заводе Nedwals. Вам нужно только позвонить нашим менеджерам по телефонам указанным на сайте.
Заклепка предназначена для соединений твердых конструкций и материалов классов точности В и С. Для таких заклепок под молоток делается отверстие не более 0,2 миллиметра, что бы не дать места для деформации стержня во время удара для создания крепления. Длина заклепки должна составлять сумма толщины скрепляемых деталей и иметь выход в размере 1,5 диаметра самого стержня для создания скрепляющей головки на другом конце. Купить заклепки под молоток с полукруглой низкой головкой можно на нашем заводе Nedwals. Вам нужно только позвонить нашим менеджерам по телефонам указанным на сайте.
Заклепка ГОСТ 10300-80 с потайной головкой, изготавливаются из стали и алюминиевых сплавов, представляют собой металлический стержень, на одном конце, которого цилиндрическая головка со скошенными краями. Форма такой заклепки алюминиевой под молоток позволяет во время клепальных работ создавать высадную головку, размещенную заподлицо, то есть без выступа над поверхностью скрепляемой детали. Эти заклепки очень удобны, если есть необходимость обеспечить вращение или свободный ход скрепляемых деталей. Устанавливаются заклепки под молоток в установочные отверстия шириной не более 0,5 миллиметров больше чем сама заклепка. Что бы создать идеально ровную поверхность отверстие под заклепку готовится тщательным образом: на поверхности под головку делается углубление с учетом ее размеров, что бы при клепании она встала туда, создавая ровную правильную поверхность без зазора и неровностей.
Эти заклепки очень удобны, если есть необходимость обеспечить вращение или свободный ход скрепляемых деталей. Устанавливаются заклепки под молоток в установочные отверстия шириной не более 0,5 миллиметров больше чем сама заклепка. Что бы создать идеально ровную поверхность отверстие под заклепку готовится тщательным образом: на поверхности под головку делается углубление с учетом ее размеров, что бы при клепании она встала туда, создавая ровную правильную поверхность без зазора и неровностей.
Заклепки ГОСТ 10303-80 с плоской головкой, чаще производство заклепок происходит из алюминия и выглядит как небольшой отрезок металлического стрежня с плоской шляпкой на одном конце. Их, как правило, используют, когда нужно создать прочное и надежное соединение, выдерживающее динамические нагрузки. Такие заклепки алюминиевые под молоток помещают в отверстие больше чем диаметр заклепки на 0,1-0,2 миллиметра, что бы дать возможность микросмещения скрепляемых материалов.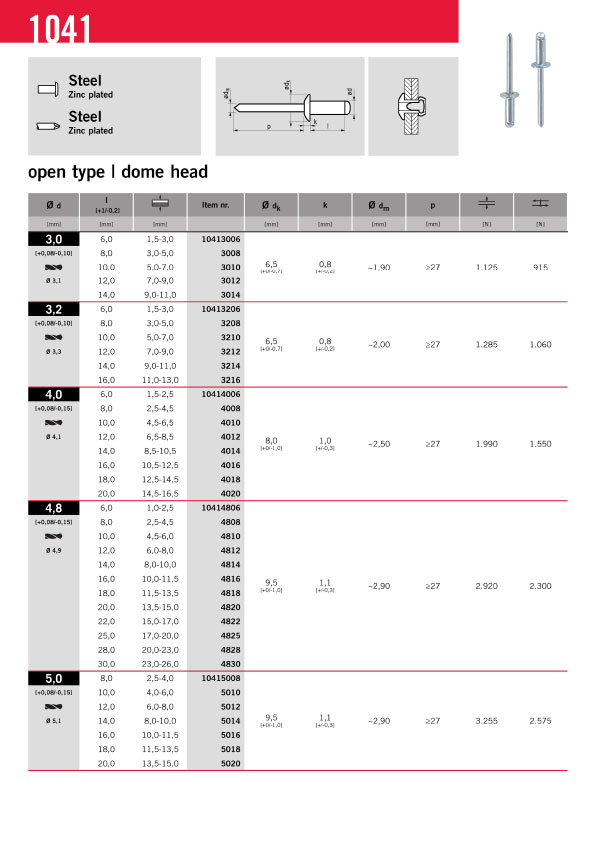 Длина изделия должна быть равна суммарной толщине скрепляемых материалов и плюс 1,5 диаметра самого стержня для создания обратной головки при ударе. Если при креплении плоская головка заклепки под молоток не сравнялась с поверхностью – ее зачищают наждачной бумагой или напильником.
Длина изделия должна быть равна суммарной толщине скрепляемых материалов и плюс 1,5 диаметра самого стержня для создания обратной головки при ударе. Если при креплении плоская головка заклепки под молоток не сравнялась с поверхностью – ее зачищают наждачной бумагой или напильником.
Свойства и преимущества алюминиевых заклепок
У алюминиевых заклепок много положительных свойств, которые нашли широкое применение в сфере строительства и монтажа различных конструкций. Главное – учесть свойства металлов, для которых подбирается такой крепеж. Ведь использовать их нельзя с неоднородными по структуре веществами, особенно при отсутствии оцинковки или другого защитного покрытия.
Алюминиевые заклепки разрушаются при длительном контакте со стальными поверхностями, поэтому нужно внимательно подходить к выбору сплава. Очень важно, чтобы метиз был изготовлен в соответствии с ГОСТом. Среди материалов, используемых для этого вида крепежа, используют следующие сплавы:
- 2017-Т4 с отечественным аналогом Д1;
- 2024 – для его производства в России используется сплав Д16;
- 2117 – аналогичен сплаву Д18;
- 5056 – редкий материал, для которого нет прямого аналога, но он заменим сплавом АМt5;
- 7050 – тоже редкий материал, но может заменяться группой сплавов В94.

Некоторые сплавы обладают повышенной твердостью, например, Д16. Такие материалы «доводятся» до готовности в процессе установки алюминиевой заклепки. В ходе монтажа их нагревают до 500 градусов и быстро остужают в воде.
Плюсы алюминиевых заклепок
Алюминий может обеспечивать высокую защиту от коррозии благодаря цинковому покрытию. Есть у алюминиевых заклепок и другие положительные свойства:
- небольшой вес – даже если использовать крепежный элемент с малым шагом, конечный вес конструкции будет значительно меньше;
- простой монтаж – заклепки быстро устанавливаются и надежно фиксируются в заданном положении;
- широкий выбор форм и размеров – при изготовлении по чертежам заказчика несложно добиться требуемых параметров;
- невысокая стоимость – так как заклепки быстро и просто изготавливаются, то их цена будет ниже, чем у многих других метизов;
- из-за простоты установки существенно снижается и стоимость этой услуги.

Однако использовать алюминий со сталью и титаном нельзя, так как это агрессивные материалы, которые способствуют разрушению алюминиевой заклепки. Но даже в этом случае существует особый выход из положения – применение меди, резиновых прокладок и других материалов, предотвращающий контакт металлов друг с другом.
Процесс клепания заклепок под молоток.
Прежде чем начать процесс крепления необходимо вычислить необходимое количество заклепки алюминиевые под молоток, если у вас нет такой возможности, то специалисты завода Nedwals готовы вам помочь в этом. Когда у вас будет нужное число купленных заклепок под молоток, то вы сможете приступить к клепанию.
Крепление заклепок происходит в несколько небольших этапов. Сначала для установки делается разметка на соединяемых деталях, после чего делается отверстие насквозь дрелью или другим инструментом, все зависит от материала скрепляемых деталей. Отверстия на деталях необходимо сверлить по нанесенной ранее разметке, диаметр сверла или любого другого инструмента, которым вы будете делать отверстие под заклепку, должен быть больше примерно на 0,2 миллиметра стержня самой заклепки. Если детали тонкие и легкие, к примеру, тонкий листовой материал, то детали проще пробить пробойником, это сэкономит вам время.
Если детали тонкие и легкие, к примеру, тонкий листовой материал, то детали проще пробить пробойником, это сэкономит вам время.
Затем заклепки алюминиевые под молоток помещают отверстие соединяемых деталей расширением или головкой вниз. Прежде чем начать клепание необходимо убедиться, что соединяемые детали плотно прижаты к друг другу и не смещены. После этого специальным клепальным молотком вкруговую разбивается конец заклепки, торчащий вверх, который деформируясь, создает вторую головку, создавая надежное крепление. В итоге вы получите неразъемное крепление, которое хорошо держит даже при применении грубой физической силы.
Стоит обратить внимание, если скрепляемые детали разной толщины, тогда более тонкую деталь размещают вниз и с ее стороны в отверстие размещают заклепку под молоток. Так же если планируется делать ряд заклепок, то заклепки алюминиевые под молоток размещают по всему ряду, а затем начинают скрепление с двух крайних с каждой стороны. Это необходимо для плотного крепления деталей и недопущения смещения конструкции во время крепления.
Это необходимо для плотного крепления деталей и недопущения смещения конструкции во время крепления.
Заклепки ГОСТ
В каталоге нашего сайта вы можете купить заклепки под молоток:
Заклепки ГОСТ 10300-80 с потайной головкой
Заклепки ГОСТ 10303-80 с плоской головкой
Заклепки ГОСТ 10299-80 с полукруглой головкой
Заклепки ГОСТ 10302-80 с полукруглой низкой головкой
Все производство заклепок проходит с соблюдением все стандартов и норм. На производстве есть специальные сотрудники, регулярно отслеживающие соблюдение технологий на каждом этапе производства. Наши заклепки под молоток обладают рядом неоспоримых преимуществ: среди них и высокий уровень качества и надежности соединения, и способность выдержать значительные нагрузки.
Наши менеджеры всегда вас проконсультируют и помогут с выбором материала заклепок под молоток, а так же с оформлением заказа.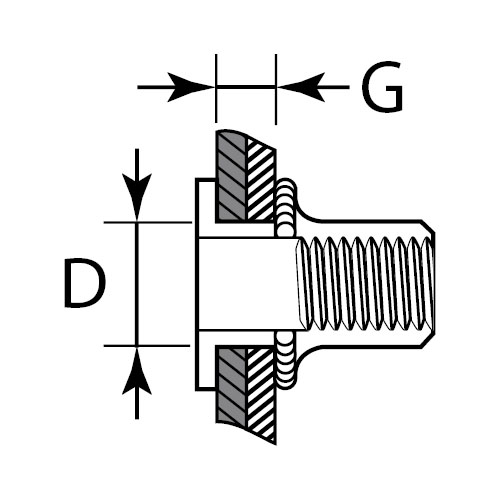 Для оптовых покупателей, как производитель, мы предоставляем особые условия сотрудничества, цены и условия оплаты. Для каждого покупателя мы организовываем доставку удобной для него транспортной кампанией.
Для оптовых покупателей, как производитель, мы предоставляем особые условия сотрудничества, цены и условия оплаты. Для каждого покупателя мы организовываем доставку удобной для него транспортной кампанией.
Заклепки, сплошные и слепые: конструкция, материалы и применение
Заклепки относятся к постоянным, несъемным крепежным изделиям. Еще недавно заклепки считались устаревшими и неэкономичными. Однако, в последние десятилетие заклепки повторно изобрели и появились такой вид заклепок, как «слепые заклепки». В настоящее время их широко применяют, например, в автомобилестроении. Нашли свое применение, хотя во многом ограниченное, новые заклепки и в строительстве.
Классические (сплошные) заклепки
Классические заклепки являются самыми старыми и наиболее надежным типом механических крепежных изделий. Они требуют заранее подготовленного отверстия и доступа к соединению с обеих сторон. До установки классическая заклепка состоит из цилиндрического стержня и головки на одном из концов
Часто классические заклепки называют просто сплошными заклепками.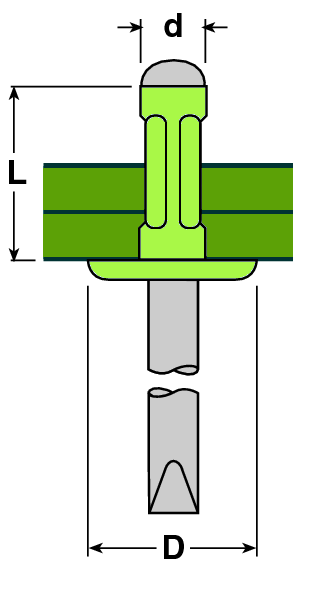 Сплошные заклепки классифицируют по форме головки и форме стержня. Наиболее часто применяются сплошные заклепки с круглой и плоской головками, а иногда также с потайной головкой. Кроме полностью сплошных стержней применяют также полу-трубчатые и трубчатые (полые) стержни заклепок, чтобы снизить усилия, которые требуются для формирования второй головки. Характеристики заклепочного соединения, в том числе, прочностные, значительно зависят от типа заклепки, ее материала и формы.
Сплошные заклепки классифицируют по форме головки и форме стержня. Наиболее часто применяются сплошные заклепки с круглой и плоской головками, а иногда также с потайной головкой. Кроме полностью сплошных стержней применяют также полу-трубчатые и трубчатые (полые) стержни заклепок, чтобы снизить усилия, которые требуются для формирования второй головки. Характеристики заклепочного соединения, в том числе, прочностные, значительно зависят от типа заклепки, ее материала и формы.
(рисунок 1).
Рисунок 1 — Различные виды головок и стержней сплошных заклепок
При установке сплошной заклепки из ее стержня путем пластического деформирования формируется вторая, стягивающая материалы, головка. Поскольку установленная заклепка имеет головки по обе стороны соединения, она может нести растягивающие нагрузки (вдоль своей оси), однако предназначена в основном для сопротивления нагрузкам на срез (перепендикулярно оси). Болты и винты, напротив, предназначены, в первую очередь, для сопротивления растягивающим нагрузкам [1].
Болты и винты, напротив, предназначены, в первую очередь, для сопротивления растягивающим нагрузкам [1].
Процесс установки заклепки зависит от типа стержня заклепки. Стержень сплошной заклепки расширяется в отверстии в ходе клепки и полностью заполняет его, что и обеспечивает плотное и надежное соединение ( рисунок 2). В случае полу-трубчатой заклепки задняя часть стержня развальцовывается и создает усилия, которые сжимают материалы вместе, а диаметр стрежня внутри отверстия остается практически без изменений. Поэтому часто полу-трубчатые и трубчатые заклепки применяют для создания оси между элементами, которые поворачиваются относительно друг друга.
В алюминиевых конструкциях применяют почти исключительно алюминиевые заклепки с холодной установкой, то есть без предварительного их нагрева. Их применяют там, где требуется надежность и безопасность, например, в несущих конструкциях самолетов, а также в критичных автомобильных компонентах.
Рисунок 2 — Установка сплошной заклепки
Слепые заклепки
Типы слепых заклепокОсновной особенностью слепых заклепок является то, что эти крепежные изделия устанавливаются и заклепываются с одной рабочей стороны с применением предварительно подготовленного отверстия. Конструкции и способы установки слепых заклепок имеют много вариантов (рисунок 3). Однако только часть из них применяются для конструкционных, несущих соединений, остальные — для вспомогательных, декоративных целей.
Конструкции и способы установки слепых заклепок имеют много вариантов (рисунок 3). Однако только часть из них применяются для конструкционных, несущих соединений, остальные — для вспомогательных, декоративных целей.
Рисунок 3 — Различные типы слепых заклепок
Стандартные (вытяжные) слепые заклепки
Основным типом слепых заклепок, которые применяются в качестве конструкционных крепежных изделий, являются слепые заклепки с отрывным сердечником. У нас они получили название «вытяжные заклепки»
Стандарты и термины
В российской версии международного стандарта ISO, ГОСТ Р ИСО 14588-2005 официальным общим названием всех таких заклепок является: «заклепки „слепые“» (рисунок 4). В английской версии стандарта DIN 7337, уже замененного на европейские (международные) стандарты, этот вид заклепок назывался «break mandrel blind rivets», то есть «заклепки слепые, с отрывным сердечником». Американский отраслевой стандарт IFI 114, который был первым стандартом по таким заклепкам, называет их «break mandrel rivets», то есть «заклепки с отрывным сердечником». На практике и, часто, в технической литературе, эти заклепки называют «вытяжные заклепки».
Американский отраслевой стандарт IFI 114, который был первым стандартом по таким заклепкам, называет их «break mandrel rivets», то есть «заклепки с отрывным сердечником». На практике и, часто, в технической литературе, эти заклепки называют «вытяжные заклепки».
Рисунок 4 — Термины по ГОСТ Р ИСО 14588-2005:
1 — корпус «слепой» заклепки, 2 — конец «слепой» заклепки,
3 — головка «слепой» заклепки, 4 — стержень «слепой» заклепки,
5 — сердцевина «слепой» заклепки, 6 — сердечник, 7 — головка сердечника,
8 — зона отрыва сердечника, 9 — хвостовик сердечника, 10 — конец сердечника.
Преимущества вытяжных заклепок
Тремя основными причинами применения вытяжных заклепок являются следующие:
-
Низкая стоимость установки. Другие методы соединения материалов — сварка, винты, болты с гайками и сплошные заклепки — требуют большей затраты человеческого труда.
-
Многообразие. Вытяжные заклепки имеют много типов, размеров и сочетаний материалов, чтобы удовлетворять специфическим конструкторским требованиям.
-
Надежность. Правильно подобранная и установленная вытяжная заклепка способна выдерживать высокие механические нагрузки и жесткие климатические воздействия.
Ограничения вытяжных заклепок
Однако вытяжные — «слепые» — заклепки имеют свои ограничения:
-
Прочность заклепок ограничена прочностными характеристиками применяемых в ней материалов и особенностями ее пустотелой формы.
-
Может применяться только для соединения относительно тонких материалов.
Установка вытяжных заклепок
Слепые — вытяжные — заклепки устанавливаются в плотное отверстие, которое проходит через соединяемые материалы (шаги 1 и 2) — рисунок 5. Заклепочный инструмент, который называют заклепочником, захватывает хвост сердечника и тянет его на себя, удерживая при этом заклепку на месте (шаг 3). Когда сердечник вытягивается, он деформирует заклепку и формирует заднюю, слепую головку заклепки. В определенный момент сердечник обрывается и часть его вместе с головкой остается в заклепке (шаг 4). Образовавшаяся на задней части соединения головка заклепки прочно прижимает материалы друг к другу.
Когда сердечник вытягивается, он деформирует заклепку и формирует заднюю, слепую головку заклепки. В определенный момент сердечник обрывается и часть его вместе с головкой остается в заклепке (шаг 4). Образовавшаяся на задней части соединения головка заклепки прочно прижимает материалы друг к другу.
Усилие разрыва сердечника
Усилие, которое требуется, чтобы оторвать сердечник, задается количеством деформации, которая требуется для формирования задней головки заклепки, и диаметром паза (засечки) на сердечнике. Усилие разрыва сердечника задается таким образом, чтобы:
— во-первых, избежать возникновения слишком большого усилия зажатия, которое может повредить соединяемые материалы, и
— во-вторых, его величина была достаточной для выполнения плотного соединения материалов.
Толщина заклепочного соединения
Вытяжные заклепки конструируются так, чтобы соединять вместе материалы с заданной общей толщиной. Количество деформации тела заклепки, которое происходит при ее осадке, зависит от этой толщины (рисунок 6).
Количество деформации тела заклепки, которое происходит при ее осадке, зависит от этой толщины (рисунок 6).
Рисунок 6 — Захват заклепочного соединения
Если заклепка слишком длинная, то на «слепой» стороне соединения будет оставаться слишком много материала заклепки и потребуется большее усилие для разрыва сердечника.
Если заклепка слишком короткая, то на «слепой» стороне соединения может быть недостаточно материала заклепки, чтобы обеспечить плотное соединение материалов.
Типы головок вытяжных заклепок
Слепые заклепки имеют несколько типов головок (рисунок 7). Головки заподлицо предназначены для случаев, когда заклепки не должны выходить за плоскость поверхности. Широкие головки применяют для крепления более мягких материалов, чтобы увеличить площадь контакта.
Рисунок 7 — Основные типы головок
а — стандартная, б — потайная, в — широкая
Материалы стержней и сердечников
Вытяжные заклепки заслужили свою популярность благодаря легкости установки и разнообразию применяемых форм и материалов.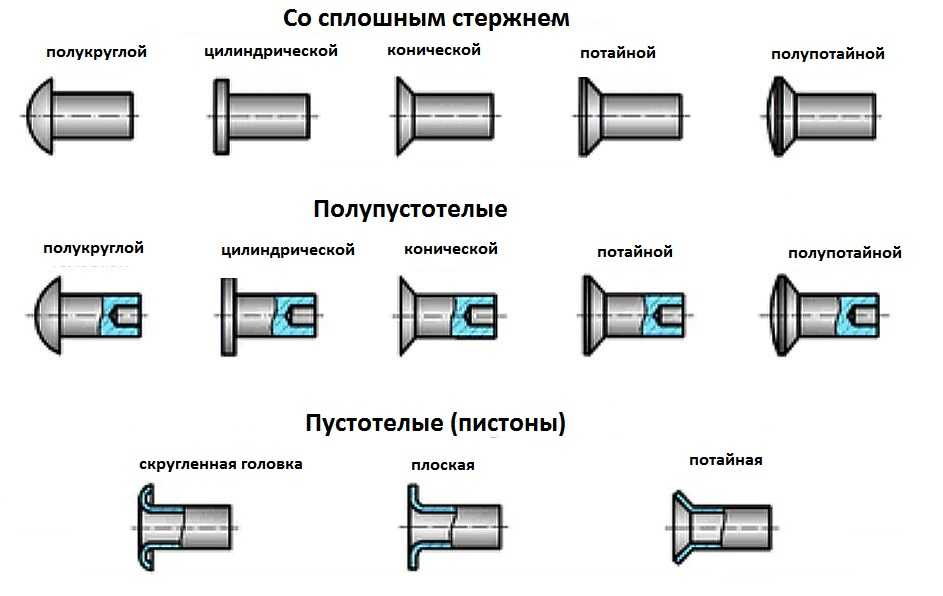 Применение вытяжных заклепок в самых различных областях промышленности и строительства создает потребность в заклепках из различных типов материалов.
Применение вытяжных заклепок в самых различных областях промышленности и строительства создает потребность в заклепках из различных типов материалов.
Обычно решающими факторами при выборе материалов компонентов вытяжной заклепки — собственно заклепки и сердечника — являются прочность, коррозионная стойкость и материалы, которые будут соединять этой заклепкой.
Материалы стержней и сердечников:
-
Алюминиево-магниевые сплавы (серия 5ххх): AlMg2,5; AlMg3, AlMg5.
-
Оцинкованная углеродистая сталь.
-
Нержавеющие стали 304 или 316.
Гальваническая коррозия на заклепках
Когда разнородные металлы находятся в контакте в присутствии какого-либо электролита, то они подвергаются гальванической коррозии, причем один металл корродирует быстрее, а другой — медленнее.
Скорость коррозии зависит от:
-
разности химических потенциалов металлов;
-
степени электропроводимости электролита и
-
относительных размеров площадей контактирующих металлов.

Вытяжные заклепки могут применяться с такими разнородными материалами, как алюминий, нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь и медь. При применении заклепок во влажной, химически загрязненной и морской атмосфере должны быть предприняты меры по минимизации гальванической коррозии:
-
избегать образования соединения из разнородных металлов путем правильного выбора материала корпуса заклепки;
-
устанавливать барьер между разнородными материалами, например, в виде слоя краски, пластмассовой шайбы или резинового уплотнителя;
-
предпринимать меры по устройству дренажа, чтобы позволить воде и другим электролитам выходить из конструкции.
Гальваническая совместимость металлов
Алюминиевые заклепки могут применяться без ограничений для крепления алюминиевых деталей и материалов.
Заклепки из нержавеющих сталей 304 и 316 применяются без ограничений для крепления нержавеющих сталей.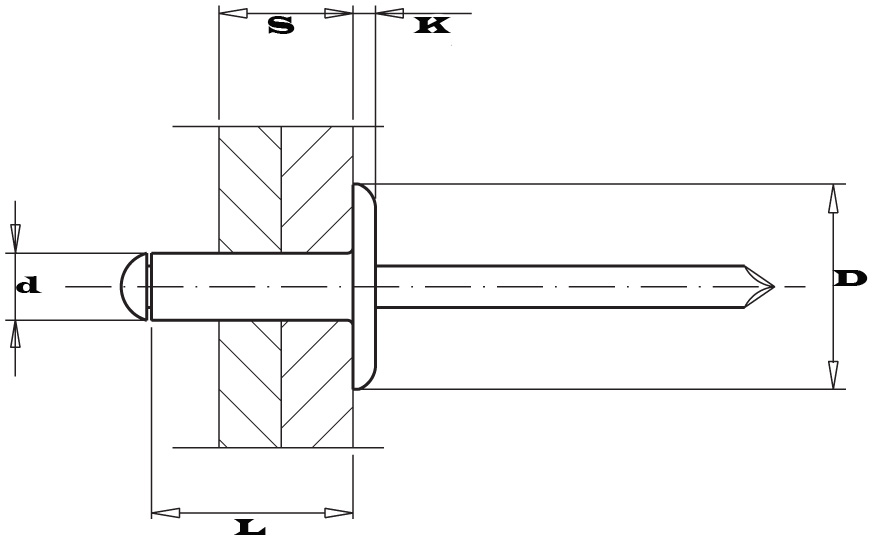 Применение нержавеющих заклепок для соединения деталей из алюминиевых сплавов и оцинкованной стали возможно только в сельских районах и районах с сухим климатом и слабозагрязненной атмосферой.
Применение нержавеющих заклепок для соединения деталей из алюминиевых сплавов и оцинкованной стали возможно только в сельских районах и районах с сухим климатом и слабозагрязненной атмосферой.
Читайте также: Защита строительного крепежа от коррозии
Особенности применения вытяжных заклепок
«Захват» заклепкиТехнические характеристики любой вытяжной заклепки включает минимальный и максимальный захват скрепляемых материалов. По-английски он называется «grip». Максимальный захват — это самая большая толщина комбинации материалов, которые данная заклепка может скрепить вместе. Минимальный захват — это такая толщина, для которой существует нужно применять более короткую заклепку из существующего размерного ряда заклепок. Например, заклепку с минимальным захватом 6 мм можно применять и для меньшей толщины, на задней стороне заклепки будет оставаться больше тела заклепки, чем это должно быть у заклепки нормального размера (рисунок 8, а) и б)). Иногда эта чрезмерная длина может мешать смежным деталям конструкции. Так называемые «мультизахватные» заклепки являются в этом смысле более универсальными и могут работать в широком диапазоне захвата (рисунок Х, в)).
Так называемые «мультизахватные» заклепки являются в этом смысле более универсальными и могут работать в широком диапазоне захвата (рисунок Х, в)).
Так называемые «мультизахватные» заклепки (рисунок 8, в) являются в этом смысле более универсальными и могут работать в широком диапазоне захвата, но стоят они дороже.
Размер отверстия под вытяжную заклепку
Правильное отверстие очень важно для получения максимальной несущей способности вытяжной заклепки. Даже небольшое увеличение размера может привести к резкому снижению несущей способности заклепок, как на разрыв, так и на срез. Поэтому при установке заклепок применяют точно заданные размеры сверла и хороший сверлильный инструмент, чтобы не получить разбитое отверстие, как показано на рисунке 9б.
Рисунок 9 — а — нормально, б — не допускается
Не стягивать материалы заклепкой
Как многие другие крепежные изделия, заклепки не предназначены для того, чтобы стягивать материалы друг с другом. Они должны применяться, когда скрепляемые материалы уже временно прижаты друг к другу тем или другим способом. Если же пытаться стягивать материалы вместе с помощью заклепки, то заклепка может начать формировать заднюю головку между материалами, как это показано на рисунке 10. Этот дефект очень трудно устранять, так для этого нужно высверлить заклепку, удалить остатки заклепки между материалами, просверлить отверстие с увеличенным диаметром и установить новую заклепку с увеличенным диаметром.
Они должны применяться, когда скрепляемые материалы уже временно прижаты друг к другу тем или другим способом. Если же пытаться стягивать материалы вместе с помощью заклепки, то заклепка может начать формировать заднюю головку между материалами, как это показано на рисунке 10. Этот дефект очень трудно устранять, так для этого нужно высверлить заклепку, удалить остатки заклепки между материалами, просверлить отверстие с увеличенным диаметром и установить новую заклепку с увеличенным диаметром.
Источники:
1. EAA Aluminium Automotive Manual — Joining. 8. Mechanical joining
2. https://www.boltdepot.com/fastener-information/Rivets/About-Blind-Rivets.aspx
3. Ajax Rivet Handbook
Навесные вентилируемые фасады Алюком
Как измерить толщину материала для установки заклепок
Определение длины заклепки
Глухие заклепки, часто называемые заклепками POP, служат простой цели в мире крепления: скреплять материалы вместе, имея доступ только с одной стороны. Так они стали известны как «слепые заклепки», поскольку вы прикрепляете заклепку к чему-либо, что может быть на другой стороне вашей заготовки. Несмотря на свою эффективность, этот тип установки может вызвать проблемы при выборе заклепки.
Так они стали известны как «слепые заклепки», поскольку вы прикрепляете заклепку к чему-либо, что может быть на другой стороне вашей заготовки. Несмотря на свою эффективность, этот тип установки может вызвать проблемы при выборе заклепки.
Почему проблема с доступом к одной стороне материала?
Длина заклепки определяет ее эффективный диапазон захвата или количество материала, которое она может эффективно удерживать. Доступ к обеим сторонам материала позволяет пользователю легко установить и измерить размер нужного ему крепежа. Если у вас нет доступа к противоположной стороне материала для установки заклепки, выбор правильной заклепки может оказаться настоящей проблемой.
Проблемы, вызванные просмотром только одной стороны установочного материала
- Невозможно использовать традиционные гайку и болт
- Невозможно определить толщину материала, так как толщина материала слепой стороны неизвестна
- Часто приводит к тому, что пользователи пытаются использовать рукоятки разной длины, пока не найдут подходящую.

Определение толщины материала
В случае необходимости скрепить один материал к другому с помощью заклепки, относительно легко определить толщину.Проблема заключается в определении толщины, когда вы не можете получить доступ к обратной стороне обоих материалов.
Многие пользователи прибегают к использованию заклепок с несколькими захватами на этом этапе, поскольку это лучший вариант для вслепую. Хотя в заклепках с несколькими захватами нет ничего плохого, они не всегда являются лучшим ответом и все же не могут покрывать необходимую толщину или подходить для любого применения.
Измерение толщины материала с доступом с обеих сторон
Толщину материала можно легко измерить, если у вас есть доступ с обеих сторон.Все, что вам нужно сделать, это приложить два материала друг к другу и измерить их рулеткой или штангенциркулем, или измерить оба материала отдельно и сложить их вместе: Материал 1 + Материал 2 = Толщина материала. Например, если оба материала имеют толщину 1/4 дюйма, тогда вам понадобится заклепка, которая может быть толщиной 1/2 дюйма. Определив толщину материала, вы сможете определить необходимый размер заклепки.
Определив толщину материала, вы сможете определить необходимый размер заклепки.
Измерение толщины материала без доступа к обеим сторонам
Что вам понадобится
- Сверло
- Карандаш / маркер
- A Диаметр заклепки
- Сверло
- 1 Гвоздь с головкой меньше диаметра сверла.
Определение толщины
- Первый шаг — выровняйте материалы и определите, куда вы будете вкладывать заклепку.
- Отметьте это место и просверлите оба материала сверлом.
- Просверлив отверстие, возьмите гвоздь и вставьте его головкой вперед.
- Потяните за гвоздь и начните вытаскивать его. Он зацепится за внутренний материал.
- Затем возьмите карандаш / маркер и отметьте открытую часть гвоздя, где он входит в просверленное отверстие.
- Теперь прекратите тянуть гвоздь вверх и выньте его из отверстия.
- С помощью рулетки или штангенциркуля измерьте расстояние от головки гвоздя до отметки. Это число и есть толщина вашего материала.
 Это число и есть толщина вашего материала.
Это число и есть толщина вашего материала.Заключение
Используя толщину, мы можем определить хватку, которая нам понадобится. Например, отверстие имеет диаметр 3/16 дюйма, а измерение от гвоздя — 0,30 дюйма. Это означает, что нам потребуется заклепка 6-6 с диаметром 3/16 дюйма и 0.251 — диапазон захвата 0,375 дюйма.
Лучше всего выбирать заклепку с диапазоном захвата, в пределах которого находится общая толщина материала, но не в минимальном или максимальном диапазоне захвата. Следуя предыдущему примеру, толщина материала 0,30 дюйма удобно лежит в пределах диапазона захвата 0,251–0,375 дюйма выбранной нами заклепки. Такая практика может помочь обеспечить прочность на растяжение и сдвиг глухой заклепки и повысить ее общую долговечность.
В качестве дополнительного бонуса ознакомьтесь с нашим Руководством по измерению заклепок, чтобы узнать о диаметрах и захватах заклепок, чтобы определить необходимое количество заклепок.
Как измерить толщину материала для установки заклепок СтенограммаПрокрутите вниз, чтобы продолжить чтение Боб: С возвращением в компанию «Крепежные изделия округа Олбани — крепежные детали 101». Итак, все спрашивают: «Как мне измерить материал на месте, на рабочем месте? Как измерить два куска материала для заклепки? » Мы покажем вам, как это сделать. Давайте просто посмотрим на это, как если бы оно было на месте, и вы не увидите обратную сторону, но мы покажем вам обратную сторону. Все, что вам нужно, это гвоздь или винт, винт с плоской головкой. Что-то, на котором есть какая-то губа, которой вы можете ухватиться за зад. Это то, что мы ищем. Вы вставляете гвоздь в отверстие и просто вытаскиваете его. Затем вы берете фломастер или маркер и просто тянете за него, а затем наносите отметку на ноготь. Понимаете, это отметина. Возьмите штангенциркуль или рулетку, а затем измерьте.Получается около 0,478 ”. Затем вы можете найти заклепку в пределах этого диапазона захвата. Это 8-8. Этот диапазон захвата составляет от четверти до половины дюйма. Вот и все. Он установлен. Правильный размер. Именно так вы оцениваете продукт, когда не можете перейти на другую сторону. Спасибо за просмотр. |
 Я Боб, сегодня мы покажем вам, как отмерить два куска материала, чтобы получить заклепку. Итак, приступим.
Я Боб, сегодня мы покажем вам, как отмерить два куска материала, чтобы получить заклепку. Итак, приступим. Нам потребовалось 0,479 дюйма, что попадает в этот диапазон. Размер этой заклепки составляет от 0,25 дюйма до 0,50 дюйма. Так что я вставлю его. Возьмите мой инструмент, и я покажу вам, что он будет работать идеально.
Нам потребовалось 0,479 дюйма, что попадает в этот диапазон. Размер этой заклепки составляет от 0,25 дюйма до 0,50 дюйма. Так что я вставлю его. Возьмите мой инструмент, и я покажу вам, что он будет работать идеально.Направляющая для заклепок — какую заклепку мне использовать?
Заклепки и клещи для потайных заклепок также называют заклепками и заклепками. Они используются для крепления вместе твердых материалов, таких как листовой металл и металлические предметы, когда у вас есть доступ только к одной стороне материала — например, когда вы устанавливаете брызговики на машине или водостоки в доме. Выбранная вами глухая заклепка зависит от среды, в которой она будет использоваться, а также от материалов, с которыми вы будете работать.Итак, вам необходимо выяснить, какая именно глухая заклепка и какого размера вам нужна.
Заклепка глухая для различного применения
Заклепки нержавеющие
Вытяжные заклепки из нержавеющей стали изготавливаются из нержавеющей стали класса ISO 304. Они дают прочное и прочное соединение. Они обычно служат дольше, чем соединяемые материалы, и подходят для использования на открытом воздухе, например, для крепления номерных знаков или глушителей к автомобилям или для ремонта ржавых металлических поверхностей.
Заклепки глухие водонепроницаемые
Водонепроницаемые глухие заклепки изготавливаются как одно целое для предотвращения утечки между композитными материалами.Они хорошо подходят, например, для крепления и ремонта водосточных желобов или сборки душевых панелей.
Заклепки глухие высокопроизводительные
Высокопроизводительные глухие заклепки имеют широкий спектр применения с надежным результатом. Они подходят для крепления вывесок, стыковки листовых материалов и различных ремонтов.
Ссылка на линейку высокопроизводительных заклепок Rapid
Заклепки глухие цветные
Цветные заклепки специально адаптированы для крепления номерных знаков и других аксессуаров к автомобилям.Их можно подобрать под цвет автомобиля, чтобы скрыть их.
Ссылка на линейку цветных заклепок Rapid
Заклепка глухая
Вытяжные заклепкиXL имеют очень большую головку, которая обеспечивает большую площадь поверхности для крепления и дополнительное сопротивление. Они хороши для соединения мягких материалов, таких как кожа, резина и пластик, с твердыми материалами.
Ссылка на линейку глухих заклепок Rapid XL
Заклепки стандартные
Стандартные глухие заклепки универсальны и обеспечивают надежные результаты в повседневных проектах.
Ссылка на линейку стандартных заклепок Rapid
Выбор правильного размера заклепки
Шаг 1: Измерьте диапазон захвата. Диапазон захвата соответствует общей толщине соединяемых материалов.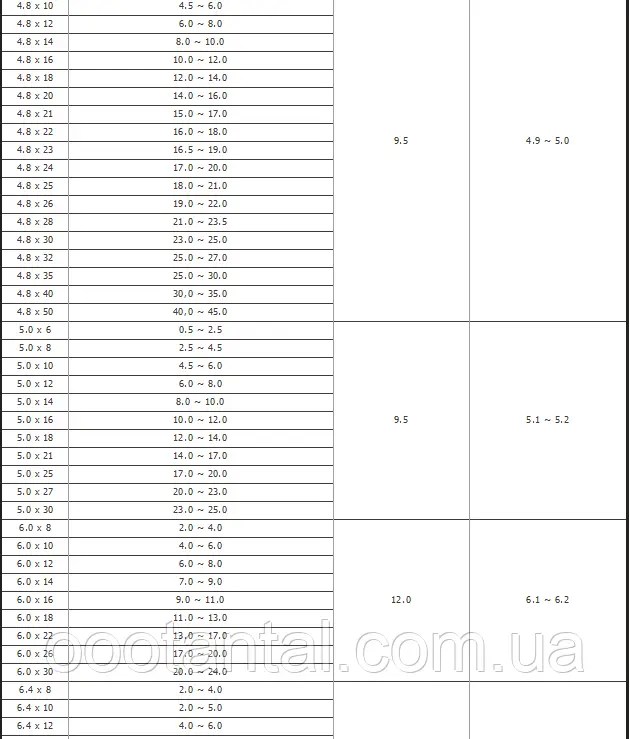
Шаг 2: Используйте приведенную ниже таблицу, чтобы определить длину глухой заклепки. Чем больше диаметр заклепки, тем прочнее соединение.
Пример: если вы собираетесь соединить две металлические пластины с захватом 13 мм и хотите использовать 4.Заглушка диаметром 8 мм, длина заклепки должна быть 18 мм.
| Ø мм | Измеренное вами Диапазон захвата | Требуемая заклепка высота (мм) |
| 3,2 | От 2 до 4 мм | 8 |
| 4,0 | От 2 до 5 мм | 8 |
| 4,0 | От 6 до 9 мм | 12 |
| 4,0 | от 8 до 10 мм | 14 |
| 4,0 | От 9 до 12 мм | 16 |
| 4,0 | от 12 до 15 мм | 18 |
| 4,8 | От 4 до 7 мм | 10 |
| 4,8 | От 6 до 9 мм | 12 |
| 4,8 | от 8 до 11 мм | 14 |
| 4,8 | От 9 до 12 мм | 16 |
| 4,8 | от 12 до 14 мм | 18 |
| 4,8 | От 14 до 16 мм | 20 |
| 4,8 | Между 19 и 22 мм | 25 |
Подробнее:
Руководство: Как пользоваться плоскогубцами для заклепок?
Руководство: Полезная информация о клещах для потайных заклепок
Зачем нужно знать размеры заклепок для вашего приложения
В 1934 году производитель самолетов обратился к компании George Tucker Eyelet Company с проблемой: можно ли разработать заклепку, которую можно было бы установить с одной стороны, особенно если не было доступа к другой стороне материала? Компания приняла вызов и разработала первую заклепку, названную так из-за хлопка, издаваемого во время установки.
Спустя более 80 лет вытяжные заклепки стали стандартом в огромном диапазоне приложений, проектов и отраслей. Также известные как глухие заклепки (а если они производятся брендом Stanley, заклепки POP®), заклепки с заклепками предлагают универсальность, прочность и простоту использования. Тем не менее, правильный размер заклепок имеет решающее значение для успеха приложения. Вот несколько факторов, которые следует учитывать при выборе размера заклепок:
Диаметр и размер отверстия
Диаметр является критическим фактором при выборе правильной заклепки для вашего приложения.Заклепка, слишком узкая для отверстия, может оставить зазор, что может увеличить напряжение сдвига или вызвать проблемы при установке; кроме того, глухая головка может расширяться в пространстве между двумя деталями. Если заклепка слишком широка для отверстия, ее будет труднее установить, что приведет к плохой посадке. Тщательно измеряйте размеры отверстий и никогда не вставляйте заклепку в место, не соответствующее ее диаметру.
Длина корпуса
Длина корпуса — это общая длина заклепки (без головки).Он отличается от диапазона захвата (который будет объяснен ниже), но является важным измерением при рассмотрении зазора на глухой стороне скрепляемого материала — слишком длинная заклепка может не поместиться должным образом или отрицательно повлиять на то, что находится за отверстием.
Диапазон захвата
Диапазон захвата — это толщина материала, который заклепка может эффективно закрепить. Если, например, вы скрепляете два куска металла толщиной в четверть дюйма, вам потребуется заклепка с минимальным захватом не менее полдюйма.При рассмотрении диапазона захвата рекомендуется, чтобы заклепка находилась не непосредственно на минимальном или максимальном уровне, а скорее между ними. Это обеспечивает прочность на сдвиг и растяжение и увеличивает срок службы установочного инструмента.
Размер головки
Заклепки с плоской головкой устанавливаются заподлицо с закрепляемым материалом. Головки заклепок купола расположены над материалом, а заклепки с большим фланцем развивают концепцию, охватывая большую площадь и обеспечивая дополнительные возможности крепления.Обращение внимания на размер головы помогает определить целостность, выступ и эстетическую ценность.
Головки заклепок купола расположены над материалом, а заклепки с большим фланцем развивают концепцию, охватывая большую площадь и обеспечивая дополнительные возможности крепления.Обращение внимания на размер головы помогает определить целостность, выступ и эстетическую ценность.
Правильная заклепка для работы
Определение правильного размера заклепок для работы — это шаг, который нельзя упускать из виду, но не менее важным является выбор правильного стиля заклепок для вашего приложения. Некоторые распространенные типы включают:
Заклепки с закрытым концом : Эти заклепки состоят из двух частей и обеспечивают большую универсальность, высокую устойчивость к вибрации и чистую установку.
Заклепки с открытым концом : Заклепки с открытым концом, также называемые гвоздевыми заклепками, отличаются от своих заклепок с закрытым концом тем, что не обеспечивают предохранительного уплотнения от выхода жидкости или пара.
Микро заклепки : Микро заклепки диаметром 2 миллиметра или меньше идеально подходят для небольших применений, таких как печатные платы и другие электронные устройства.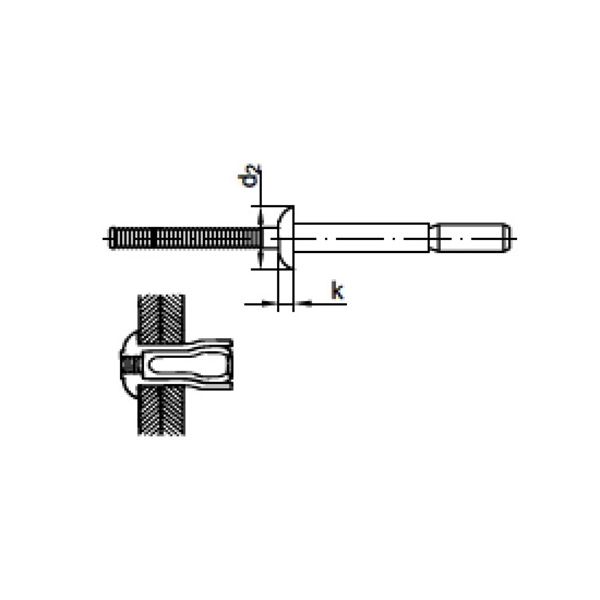
Заклепки с несколькими захватами : Эта опция обеспечивает более широкий диапазон захвата, чем стандартные заклепки, и может работать с отверстиями большого и нестандартного размера.
Правильная оценка размера и типа заклепки, а также материала, из которого она сделана, максимизирует успех вашего применения и гарантирует, что заклепка выдержит суровые условия длительного использования.
Ключевые моменты
- Выдвижные заклепки, изобретенные в 1934 году, позволяют пользователям размещать заклепку с одной стороны материала.
- Размер отверстия, длина корпуса, диапазон захвата и размер головки должны быть правильно измерены, чтобы определить правильный размер заклепок. Заклепки
- Pop бывают разных стилей, включая закрытые, открытые, микро- и универсальные.
Факторы выбора заклепок POP® — крепление STANLEY® Engineered
Факторы выбора
На этом рисунке графически представлены факторы выбора глухой заклепки POP ® , описанные ниже.
Терминология / номенклатура заклепок
1. Размер отверстия
Размер отверстия может быть важным при клепке глухой. Слишком маленькое отверстие, конечно, затруднит установку заклепки.Слишком большое отверстие снизит прочность на сдвиг и растяжение. Это также может вызвать вздутие или разделение элементов, если заклепка расширится между ними, а не только на глухой стороне. (Лучше всего следовать рекомендациям по размеру отверстий).
Избегайте заусенцев внутри и вокруг отверстий.
2. Диапазон захвата
Рекомендуемый диапазон толщины, в котором длина корпуса будет постоянно обеспечивать правильную настройку в отверстии указанного диаметра.
3. Ножницы
Нагрузка, приложенная к крепежу вдоль стыка стыка.
4. Растяжение
Нагрузка, прилагаемая к застежке по длине.
5. Общая прочность
Сначала определите значения растяжения и сдвига одинарного соединения, необходимые для данного применения. Это функции от общей прочности соединения, расстояния между крепежными элементами, материала корпуса заклепки и диаметра заклепки. Затем обратитесь к разделам «Сдвиг» и «Растяжение» в Руководстве по выбору заклепок на изделии и выберите заклепку марки POP ® , которая обеспечивает требуемые значения.Заклепки марки POP ® не сертифицированы для использования в аэрокосмических конструкциях, и такое использование не рекомендуется.
Это функции от общей прочности соединения, расстояния между крепежными элементами, материала корпуса заклепки и диаметра заклепки. Затем обратитесь к разделам «Сдвиг» и «Растяжение» в Руководстве по выбору заклепок на изделии и выберите заклепку марки POP ® , которая обеспечивает требуемые значения.Заклепки марки POP ® не сертифицированы для использования в аэрокосмических конструкциях, и такое использование не рекомендуется.
6. Толщина шва
Измерьте общую толщину соединяемых материалов. Это определяет необходимый «захват» выбранной заклепки. Вы должны выбрать заклепку с диапазоном захвата, который включает требуемую рабочую толщину. Помните, что недостаточная длина заклепки не позволит должным образом сформировать вторичную головку позади работы.
7.Тип материалов
И заклепка, и скрепляемые материалы влияют на конечную прочность соединения. Как правило, материалы заклепок должны иметь те же физические и механические свойства, что и скрепляемые материалы, потому что заметное различие может вызвать разрушение соединения из-за усталости материала или гальванической коррозии.
8. Тип головы
Низкопрофильная куполообразная головка подходит для большинства применений. Однако, когда мягкие или хрупкие материалы прикреплены к жесткому элементу подложки, большой фланец головке следует учитывать, поскольку он предлагает вдвое несущую поверхность.Если требуется гладкая поверхность, следует выбирать потайную головку.
На этом рисунке представлены графические изображения факторов выбора заклепок, которые необходимо учитывать:
4 совета для более прочных соединений глухих заклепок
Кратко:
- Микроинжекционное формование ориентировано на производство небольших высокоточных деталей и компонентов с микронными допусками.
- Дизайнеры, которые строго придерживаются набора правил, будут ограничивать свои собственные возможности и творческий потенциал.
- Понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Скорость расширения миниатюрных высокоточных инженерных компонентов опровергает утверждение о том, что микролитье — это ниша. Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Нигде это не проявляется более очевидно, чем в индустрии медицинского оборудования, где усилия по оптимизации форм-факторов — меньших, более быстрых, дешевых — ограничиваются только способностью к инновациям.Системы доставки лекарств, системы доставки медикаментов, микрофлюидика и электронные компоненты — это лишь малая часть примеров.
В то время как литье под давлением — это процесс изготовления деталей путем впрыска расплавленного материала в форму, микролитьевое формование фокусируется на производстве небольших высокоточных деталей и компонентов с микронными допусками. В обоих случаях процесс включает нагнетание расплавленного пластика в полости стальной формы. После охлаждения детали выталкиваются.
Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold, излагает критерии успешных приложений для микролитья.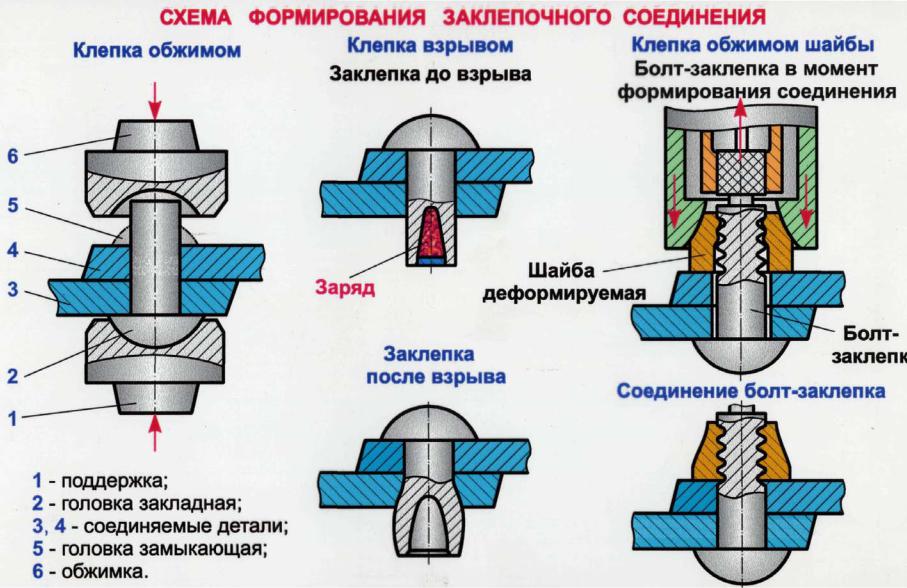 Accumold
Accumold
Микро-инжекционное формование также обеспечивает высокий уровень настройки и сложности, что делает его подходящим для специализированных и миниатюрных приложений в медицинской технике и автомобильной промышленности, где производители должны производить миллионы деталей с постоянным уровнем качества, точности и надежности .
В основе успешного проектирования микролитых компонентов и деталей лежит четкое понимание заявленных и неустановленных потребностей конечного пользователя. Это связано с тем, что производство компонентов и устройств на основе проектных параметров для небольших или микродеталей сопряжено с уникальным набором проблем и возможностей, которые обычно не связаны с традиционными методами литья под давлением, утверждает Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold. во время ноябрь.Презентация 30 Virtual Engineering Week.
Его работодатель, Accumold, предлагает оснастку, формование, упаковку и метрологию. Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Микро-литье под давлением подходит для деталей, которые спроектированы с массой менее миллиграмма и размером менее 1 мм. Accumold
По мнению Джонсона, компонент или производственная деталь, которая весит менее грамма, считается кандидатом для микролитья и может быть дополнительно определен по трем критериям:
- Размер: «Работа с деталями, размер которых во многих случаях меньше сантиметра».
- Микро-характеристики: «Это относится к немного более крупным деталям с микрочипами.Иногда мы производим большую деталь, которая может достигать трех, четырех или пяти сантиметров, но в ней есть микрофлюидные каналы длиной 100 микрон, глубиной или шириной ».
- Допуск: «Это когда позиционные или геометрические допуски должны быть относительно идеальными; мы говорим о микрометрах ».

Посредством серии тематических исследований его презентация показала, как знание материалов, знания в области обработки, допуски на размеры, тонкие стенки, скорость впрыска и сборка сыграли роль в разработке процесса микропроизводства (DfMM) до того, как можно будет производить компоненты.
Джонсон отметил, что инженеры-конструкторы часто могут проектировать инновационные продукты на экране, но это не обязательно отражается в процессе формования. «Дизайн в микромасштабе требует особого внимания к тому, что в противном случае могло бы не иметь большого значения для более крупных деталей», — сказал он. «Вы можете проектировать в САПР вещи, которые нельзя слепить».
Его коллеги могут согласиться. «Некоторые законы физики, такие как электростатическая индукция, трибоэлектрический эффект и закон Ленца, могут заставить очень небольшую часть не идти туда, куда нам нужно, в частности, вниз на землю под действием силы тяжести», — писал его коллега Рон Байотто в блог компании.
Маленькие компоненты слухового аппарата.Accumold
Выбросьте традиционные правила
Часто задаваемый вопрос о микролитье состоит в том, есть ли у него какие-либо рекомендации по микролитью. Общие рекомендации могут включать следующие правила:
- Тонкие стенки должны быть толщиной 0,004 дюйма (0,1 мм) или больше, и особое внимание следует уделять переходам между толстыми стенками и тонкими стенками, а также толщине стенок. единообразие.
- Соотношение сторон изображения около 6: 1 (хотя это сильно зависит от материала).
- Ворота могут иметь размер от 0,1 мм, а штифты выталкивателя — от 0,25 мм.
- Также важно понимать, как степень усадки повлияет на деталь, и знать о несоответствии линии разъема.
Но Джонсон отметил, что предоставление набора правил может быть ограничивающим, особенно когда правила основаны на принципах, предназначенных для традиционного литья под давлением. «Руководящие принципы нарушаются, когда вы начинаете раздвигать границы», — сказал он. «Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному — где-то в этом мире ».
«Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному — где-то в этом мире ».
В результате, по словам Джонсона, проектирование микроформованных компонентов носит ситуационный характер, и дизайнеры, которые строго связаны набором правил, ограничивают свои собственные возможности и творческий потенциал, что ограничивает результаты. По его словам, стоит отметить одно правило дизайна микролитья: «Начните со своего идеала… на самом деле все сводится к тому, чего вы в конечном итоге пытаетесь достичь».
Невероятно точное микролитье позволяет изготовить эту деталь, микролитую шестерню ротора с 18 зубьями вокруг.Диаметр 092 дюйма (2,3 мм) и отклонение от концентричности из 0,0005 (13 мкм). Accumold
Переменные и компромиссы
По словам Джонсона, компания OEMS, заинтересованная в приобретении микролитьевых компонентов, как правило, испытывает боль точки, которые вращаются вокруг двух аспектов: геометрии и масштаба.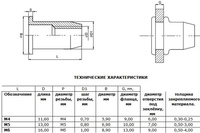
С точки зрения геометрии, дизайнеры должны задать основные вопросы о механических потребностях: является ли конструкция формуемой? Может ли конструкция соответствовать допускам? Есть ли способ открыть и закрыть или извлечь компонент из формы? «Иногда возникает мнение, что из-за того, что он маленький, ему не нужны некоторые из этих [параметров], и тем не менее традиционные правила литья под давлением все еще применяются», — сказал Джонсон.
Материалу присущи некоторые механические свойства, которые обычно являются отправной точкой для проектирования, сказал Джонсон. При выборе материала важными факторами являются такие критерии, как биосовместимость, отклонение тепла, характер износа или гибкость. Accumold работает с обычными термопластическими материалами, включая PEEK, Ultem, нейлон со стеклонаполненным покрытием и другие материалы медицинского назначения и ослабленные материалы.
Когда клиент указывает конкретный материал для соответствия условиям окружающей среды, геометрию необходимо будет адаптировать для соответствия этому выбору. По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
Рассмотрим в качестве примера PEEK (полиэфирэфиркетон). Этот материал, обычно используемый в имплантируемых устройствах, на 30% армирован стекловолокном и гранулирован для литья под давлением. Обратной стороной его использования является то, что он не может заполнять ультратонкие области. То же самое относится и к Ultem, еще одному прочному термопласту, используемому в микрооптике, а также в аэрокосмической и автомобильной промышленности.
Производство детали самого высокого качества требует понимания потенциальных недостатков, которые могут повлиять на ее применение, сказал Джонсон. Эти детали должны быть частью процесса проектирования микролитья (DfMM) в начале каждого проекта. По сути, в Accumold процесс DfMM включает в себя соединение клиента с инженером проекта, проектировщиком пресс-форм и инженером по качеству, которые проводят клиентов по этапам процесса. По его словам, значительное количество времени уходит на предварительную обработку проектов, чтобы полностью понять потребности и требования клиентов.
Accumold также связывает клиентов и поставщиков смол, чтобы они могли исследовать различные материалы, которые могут соответствовать требованиям уникального компонента. «Наша цель — предоставить клиентам компоненты, готовые к изготовлению», — сказал он.
И вместо того, чтобы отказываться от идеи, которая кажется слишком сложной, Джонсон советует обсудить ее с опытным специалистом по микропрессовке. По его словам, понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Выбор крепежа для тонкостенных швов
Болты и крепежные винты
Гайки, болты и крепежные винты являются наиболее распространенными крепежными элементами, используемыми для тонких соединений, несмотря на постоянную разработку других типов крепежных элементов. Одна из причин их популярности в том, что они бывают самых разных типов и размеров. В продаже имеется более 500 000 стандартных версий, а также бесчисленное количество индивидуальных и специальных версий.
Болты и крепежные винты также являются основным выбором для соединений, требующих последующей разборки и повторной сборки.Этому требованию соответствуют другие типы креплений, включая пружинные зажимы, но они не обеспечивают такой же прочности конструкции.
Резьбовые соединения действительно страдают от ослабления после сборки, особенно когда они подвергаются сильным вибрациям. Крепежи с намеренно деформированной резьбой борются с таким расшатыванием, но они стоят немного дороже стандартных крепежей и значительно увеличивают время установки. Самоблокирующаяся резьба на крепежных деталях больше не самоблокирующаяся, если крепежные детали используются повторно.
Для данного размера крепежа прочность соединения на сдвиг является наивысшей для болтов и крепежных винтов и последовательно ниже для самонарезающих винтов, обычных заклепок и глухих заклепок. Однако даже при использовании глухих заклепок соединительный материал обычно выходит из строя раньше, чем крепеж.
Сборка болтов и гаек выполняется относительно медленно, даже когда рабочие используют электроинструменты. В некоторых случаях время сборки можно сократить, используя вставные крепежные детали вместо обычных гаек. Толкатели также предотвращают расшатывание; однако они ограничены относительно небольшими растягивающими нагрузками.
Возможно, наиболее серьезным ограничением гаек и болтов является необходимость доступа к задней части соединения всякий раз, когда используется гайка. Это ограничение не распространяется на крепежные винты, которые входят в зацепление с резьбой в соединительных элементах, но на соединениях тоньше 1/8 дюйма. может не обеспечивать достаточного зацепления резьбы для правильного удержания крепежного винта.
В некоторых случаях резьбовые вставки решают проблемы доступа и зацепления резьбы. Некоторые вставки привариваются к основному компоненту, но это трудоемкий метод, а нагрев может деформировать детали и повредить отделку.Лучшей альтернативой сварке является установка самозажимных вставок, чаще всего в виде гаек, запрессованных в отверстия подходящего размера.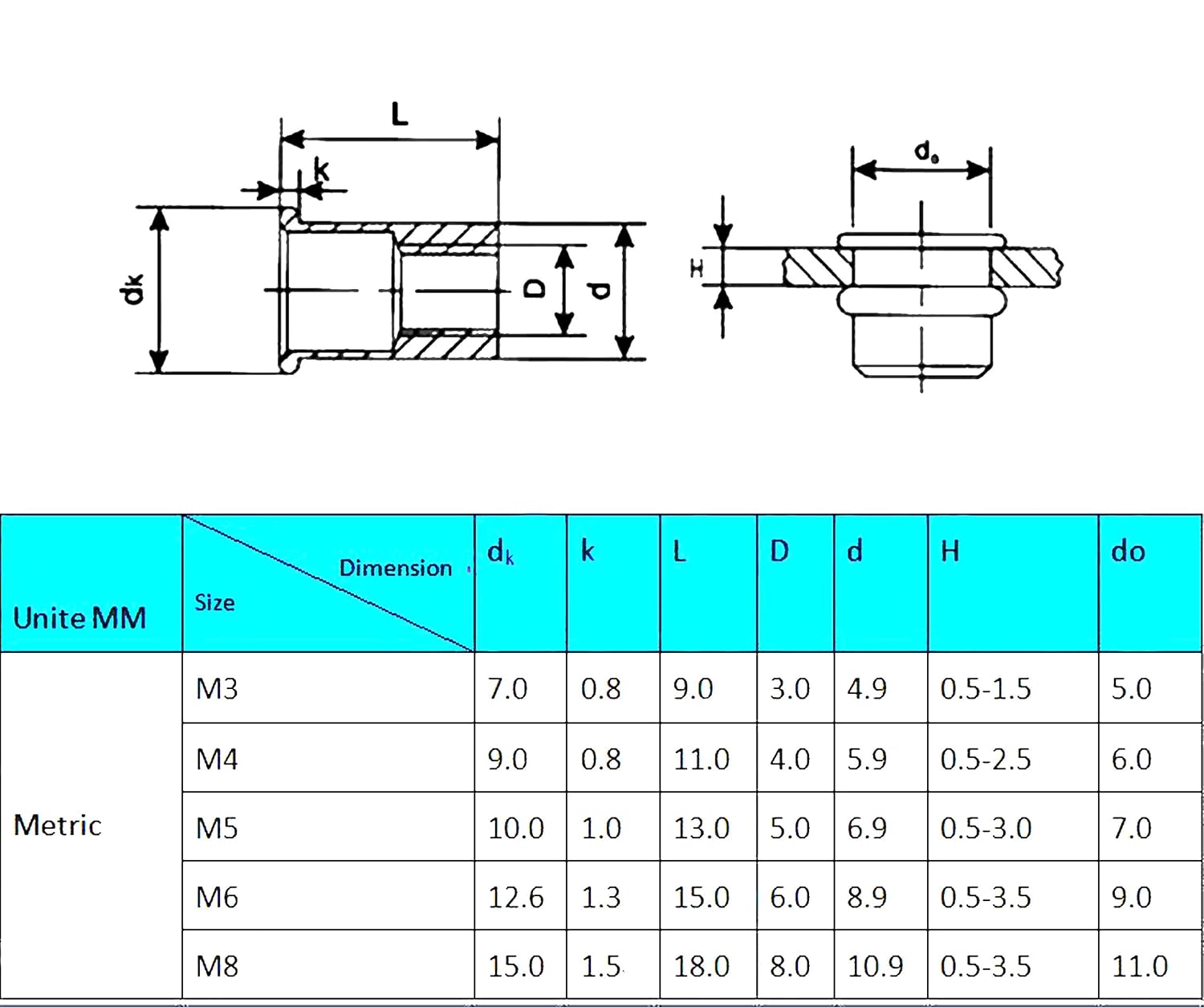 Такие вставки также доступны в виде стоек и шпилек. Типичная самозакручивающаяся гайка, обеспечивающая диаметр 1/4 дюйма. резьба от 1/16 до 1/8 дюйма холоднокатаная сталь имеет прочность на выталкивание 600 фунтов и крутящий момент 160 фунтов на дюйм.
Такие вставки также доступны в виде стоек и шпилек. Типичная самозакручивающаяся гайка, обеспечивающая диаметр 1/4 дюйма. резьба от 1/16 до 1/8 дюйма холоднокатаная сталь имеет прочность на выталкивание 600 фунтов и крутящий момент 160 фунтов на дюйм.
Саморезы
Есть две широкие категории самонарезающих винтов: резьбонарезные и резьбонарезные.Оба образуют свою собственную резьбу, когда вставляются в предварительно сформированные отверстия надлежащего размера. Некоторые прокалывают или просверливают собственные отверстия, исключая отдельную операцию формирования отверстий, а некоторые имеют встроенные шайбы для добавления дополнительных опорных или уплотнительных поверхностей.
Саморезы подходят для широкого диапазона материалов и толщины. Они работают с листовым металлом, конструкционной сталью, латунью, бронзой, цинком, алюминием, полиамидами, поликарбонатами и деревом толщиной от 0,02 до 0,50 дюйма.
Для данного размера саморезы стоят меньше, чем гайки и болты или крепежные винты, но больше, чем обычные и глухие заклепки.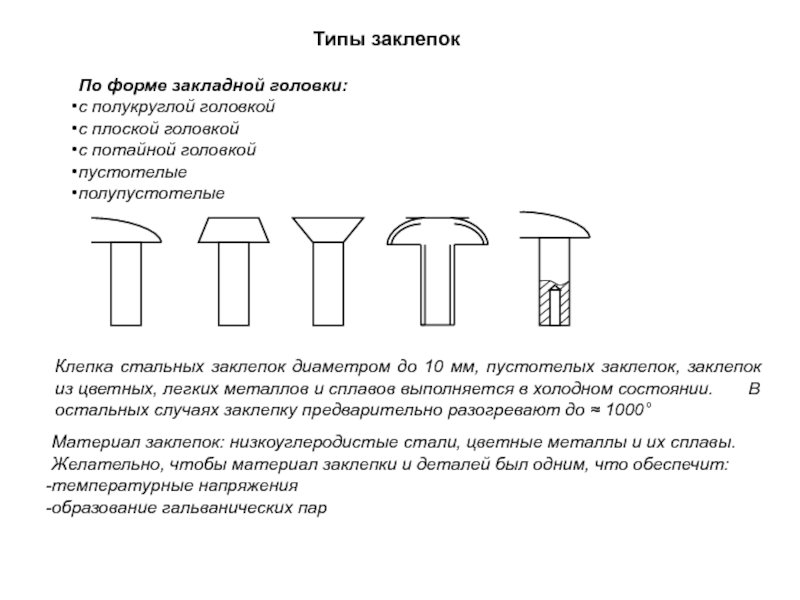 Саморезы можно установить вручную или с помощью электроинструмента. Однако установка требует много времени, особенно когда твердые материалы, такие как нержавеющая сталь, требуют высоких крутящих моментов.
Саморезы можно установить вручную или с помощью электроинструмента. Однако установка требует много времени, особенно когда твердые материалы, такие как нержавеющая сталь, требуют высоких крутящих моментов.
Может быть трудно поддерживать постоянный крутящий момент от самонарезающего винта до самонарезающего винта из-за различий в прочности и толщине материала. Эти колебания крутящего момента приводят к тому, что винты имеют широкий диапазон прочности. Кроме того, перетягивание может привести к срыву самоформованной резьбы, особенно в мягких материалах, таких как алюминий и пластик, или в соединениях менее 0.04-дюйм. толстый. Зачищенная резьба, обычная для воздуховодов, тратит время и требует запасных винтов большого размера.
Саморезы не требуют доступа к задней стороне соединения, но в соединениях до 0,06 дюйма. толщиной, винт должен выступать на 3/8 — 5/8 дюйма за заднюю часть соединения, чтобы обеспечить приемлемую прочность крепления. В некоторых случаях из-за нехватки места для резервного копирования исключается использование самонарезающих винтов в качестве варианта крепления.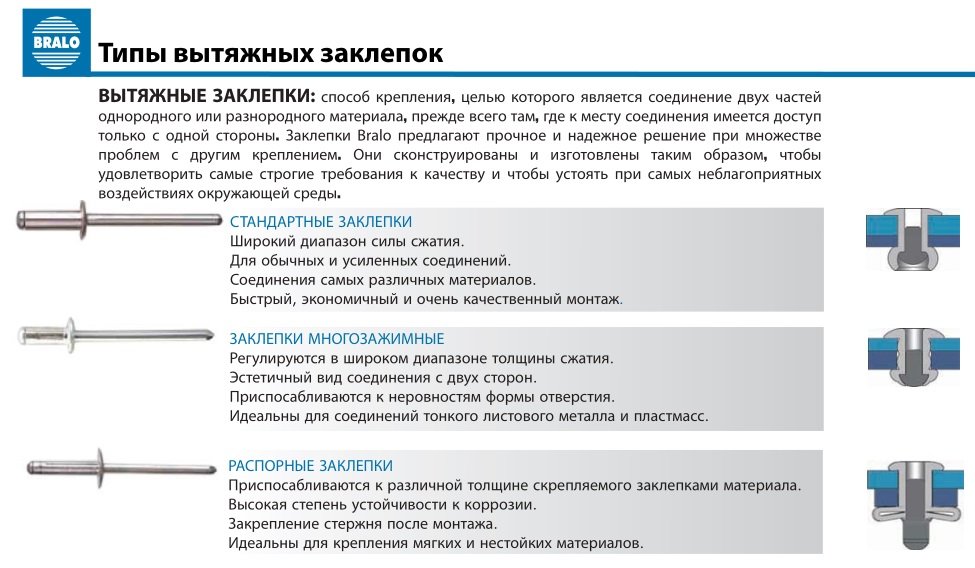
Некоторые саморезы используют самозакручивающееся действие, чтобы предотвратить ослабление из-за вибрации.Однако ослабление крепления может быть проблемой для металла толщиной 16 (0,0579 дюйма) и тоньше.
Обычные заклепки
Обычные заклепки, такие как гайки и болты, доступны в большом количестве стандартных типов, размеров и материалов. Варианты включают сплошные, трубчатые, полутрубчатые, раздвоенные и двухкомпонентные заклепки. Двухсекционные версии устанавливаются там, где цельные заклепки могут расколоться, потрескаться или расколоть такие материалы, как дерево и пластик. Инструменты и машины для настройки обычных рек варьируются от простых ручных инструментов до современных, полностью автоматизированных роботов.
Заклепки обладают отличной вибростойкостью. К сожалению, это затрудняет разборку и повторную сборку.
Возможно, основным ограничением обычных заклепок является то, что задняя часть соединения должна быть доступна для расклинивания во время установки. Во многих случаях такой доступ достигается только путем сверления отверстия для доступа.
Во многих случаях такой доступ достигается только путем сверления отверстия для доступа.
Заклепки глухие
Есть два типа глухих заклепок: вытяжная шпилька и шплинт. Оба типа бывают самых разных размеров, материалов и вариаций.
Заклепки с вытяжной оправкой могут иметь полые сердечники, сплошные сердечники с открытыми концами или паронепроницаемые сплошные сердечники с закрытыми концами. Для данной длины заклепки у них есть широкий диапазон захвата (толщина материала, который они могут закрепить). Инженеры могут выбирать из длинного списка материалов для заклепок и оправок.
Заклепки с приводным пальцем имеют выступ, выступающий из головки. Рабочие устанавливают их, забивая штифт молотком, прижимая стержень к глухой стороне соединения. Для установки не требуются специальные инструменты, но материалы должны быть достаточно жесткими, чтобы выдерживать удары молотка.
Оба типа глухих заклепок могут быть легко установлены за пять секунд или меньше, при этом нет необходимости получать доступ к задней части соединения. Инструменты для установки относительно просты и недороги.
Вытяжные заклепки не так прочны, как гайки и болты. Однако они обладают достаточной прочностью для тонких соединений и лучше противостоят вибрациям, чем саморезы, гайки и болты.
Вытяжные заклепки можно устанавливать в глухие отверстия в фанере, композитной плите и некоторых пластмассах. Ограничивающим критерием является способность материала выдерживать расширение заклепки без разрушения.При сквозном креплении глухие заклепки требуют минимального дополнительного пространства. Для 1/8 дюйма требуется около 0,15 дюйма. диаметр заклепки, для меньших размеров меньше. Глухие заклепки затрудняют разборку. Однако некоторые типы легко высверлить и заменить.
Выбор правильного крепежа
Не существует простых правил для определения лучшего крепежа для данного тонкостенного применения. Но ответы на следующие восемь вопросов могут дать дизайнерам веские основания для правильного решения.
- Будет ли соединение когда-либо разобрано и собрано для обслуживания или доступа к другим частям после первоначальной сборки? Если это так, то почти наверняка лучшим выбором будут саморезы или гайки и болты.
- Будет ли шарнир подвергаться ударам или вибрации? В таком случае, вероятно, потребуются обычные или слепые реки, а саморезы не нужны.
- Какая сила нужна? Гайки и болты обеспечивают максимальную прочность на растяжение и сдвиг, за которыми следуют в порядке уменьшения прочности обычные заклепки, саморезы и глухие заклепки.Гайки и болты также лучше всего сопротивляются скручиванию. Если соединительный материал тонкий или мягкий и требуется сопротивление расшатыванию, следует использовать глухие заклепки.
- Можно ли доставить детали шарнира на сборочную машину или нужно использовать инструмент для работы? Если инструменты нужны для работы, заклепки для заглушек, вероятно, лучший выбор.
- Доступна ли обратная сторона шарнира? В таком случае можно использовать обычные заклепки, гайки и болты. В противном случае следует использовать глухие заклепки или саморезы.И как далеко отверстие под крепеж от края стыка? Расстояния от 6 до 12 дюймов, вероятно, исключают использование обычных клепальных машин.
- Если приложение требует глухой застежки, сколько места для резервного копирования доступно? Менее 0,225 дюйма пространства требует глухой заклепки; больше места позволяет использовать саморезы.
- Могут ли какие-либо из возможных крепежных элементов иметь особенности, которые могут быть важны для применения? Например, некоторые глухие заклепки и винты являются самоуплотняющимися, а большинство заклепок можно предварительно обработать, чтобы они сочетались с цветами швов.
- Если все остальные факторы равны, какой крепеж дает наименьшую стоимость на месте? В некоторых случаях решение простое. Например, если требуется второй рабочий, который откручивает обычную заклепку сзади, то установка глухой заклепки будет стоить меньше. Другие приложения требовали глубокого анализа. Например, капитальные вложения, необходимые для установки автоматической клепальной машины, могут быть неоправданными для малых тиражей.
Bolt Depot — Определение размера глухой заклепки
Вытяжные заклепки, размеры
Размеры глухих заклепок определяются по двум важным параметрам.
| Диаметр | Это диаметр корпуса заклепки |
| Диапазон захвата | Grip — это толщина склеиваемого материала. Диапазон захвата — это минимальный и максимальный захват, для которого предназначена заклепка. Очень важно отметить, что максимальный диапазон захвата НЕ равен длине корпуса заклепки.Подробнее о диапазонах захвата см. Использование заклепок. |
В нашем каталоге вы увидите размеры заклепок, обозначенные в следующем виде:
Диаметр 1/8 дюйма, 0,251 — 0,312 дюйма
Это заклепка с диаметром корпуса 1/8 дюйма и диапазоном захвата от 0,251 дюйма до 0,312 дюйма. Эта же заклепка обозначается дробями как:
Диаметр 1/8 дюйма, 1/4 дюйма — 5/16 дюйма
Иногда можно встретить заклепки, относящиеся только к диаметру и максимальному захвату.В нашем примере это может выглядеть так:
Рукоятка 5/16 дюйма диаметром 1/8 дюйма
или
1/8 дюйма x 5/16 дюйма
Торговые размеры / номера деталей
Самый распространенный способ указать размер заклепки — это «торговый размер». Например, 45. Первое число относится к диаметру заклепки в 32-х долях дюйма. Второе число относится к максимальной длине захвата в 16-ти дюйма.
Следовательно, заклепка размера 45 имеет диаметр 4/32 дюйма (1/8 дюйма) с максимальным диапазоном захвата 5/16 дюйма.То же, что и в наших предыдущих примерах.
Для облегчения заказа в нашем каталоге в () вы найдете торговые размеры заклепок.
Отдельные производители заклепок обычно используют свои собственные номера деталей, которые включают размер заклепки, а также собственные коды, указывающие материал, тип заклепки или другую идентифицирующую информацию. Например, номер детали компании может выглядеть примерно как D45AA.