Пайка алюминия в домашних условиях: инструкция — Pcity.su
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно.
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.


Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Источник:
http://www.asutpp.ru/pajka-alyuminiya.html
Как паять алюминий оловом?
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
- припой 60/40;
- минеральное масло или вазелин;
- спирт.

Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
 su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/MkJ1HZLrGXk»/>
su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/MkJ1HZLrGXk»/>
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью.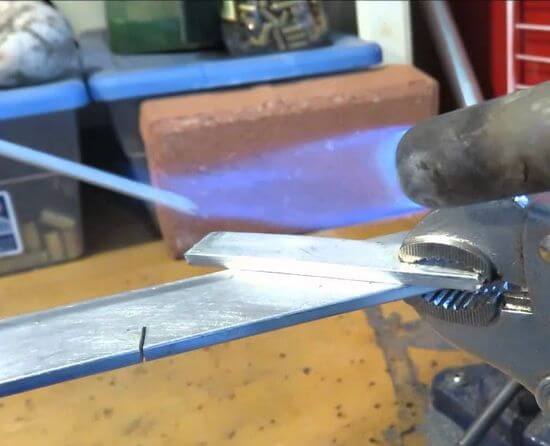 Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник:
http://izobreteniya.net/kak-payat-alyuminij-olovom/
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся.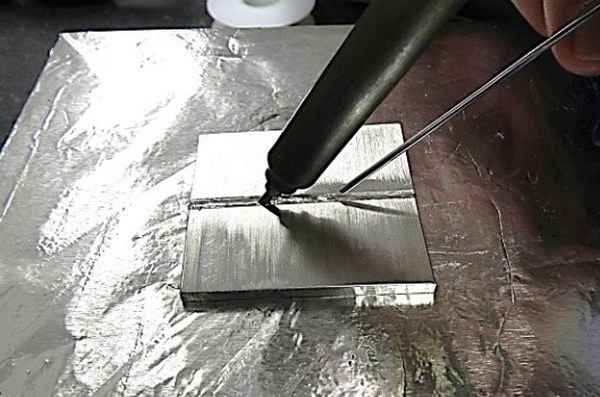 Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Источник:
http://electricavdome.ru/kak-payat-alyuminij-olovom-svoimi-rukami.html
Пайка алюминия оловом: методы и правила
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Источник:
http://stroy-podskazka.ru/svarka/alyuminiya-olovom/
Несколько прекрасных способов пайки алюминия и дюрали в быту
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Источник:
http://usamodelkina.ru/17483-neskolko-prekrasnyh-sposobov-pajki-aljuminija-i-djurali-v-bytu.html
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.
Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюмин ия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Источник:
http://svarkagid.com/pajka-aljuminija-olovom/
Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.Какой припой применяется для пайки алюминия
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
About sposport
View all posts by sposport
Как осуществляется пайка алюминия в домашних условиях
Пайка алюминия в домашних условиях осуществляется многими мастерами-самоучками. У каждого мужчины в доме можно найти паяльник, так как без данного инструмента не обойтись. На производстве, да и дома, чтобы произвести пайку алюминия, необходимо использовать специальные материалы и приспособления. Данный вид пайки можно осуществлять с помощью оловянно-свинцовых припоев 50 и 61. Если вы собираетесь в домашних условиях осуществить данный вид работы, это можно сделать несколькими способами и различными материалами.
Схема подготовки к пайке алюминия.
Запомните, что главной задачей является удаление оксидной пленки с поверхности металла, и нельзя допустить прямого контакта с воздухом, для этого воспользуйтесь канифолью, минеральным маслом или щелочным, а еще можно использовать насыщенный раствор медного купороса.
Для того чтобы начать рассматривать процессы пайки алюминия в домашних условиях, необходимо знать некоторые способы подготовки материала к этому процессу.
Способы подготовки материала
Для первого способа используют канифоль для очищения места пайки. И после этого сразу же к работе подключается паяльник, с помощью которого прижимаете шкурку к месту пайки. Затем вам необходимо шкуркой протереть место пайки. А теперь пришло время для алюминиевой заплатки, которую вы можете припаять обычным способом.
Хоть канифоль часто используют в данном методе обработки, но лучше всего минеральное масло для швейной машинки.
Читайте также:
Как производится аргоновая сварка.
Особенности электрошлаковой сварки.
Второй способ очистки. В то место, где необходимо что-то припаять, дополнительно в канифоль вносят железные опилки. С помощью такой смеси разогретый паяльник натирает место так, что припой будет максимально эффективен. Такой эффект происходит из-за того, что металлические опилки с поверхности снимают окись, и благодаря этому обеспечивается максимальное сцепление между поверхностями. Данный метод дополнительной очистки металла не требует.
Схема устройства паяльника.
Третий способ очистки является трудоемким и займет у вас большое количество времени. Но он считается самым надежным. Для начала вам необходимо требуемый участок обработать, чтобы снять оксидную пленку. Затем в том месте, где будет осуществляться пайка, необходимо создать пластиковый бортик, который в дальнейшем послужит ванночкой.
Данную ванночку вы можете сделать из обычного пластилина. На ее дно необходимо нанести слой медного купороса. Только помните, что ванночку используют там, где большая площадь пайки, а для незначительных повреждений вам она совершенно не нужна.
Теперь в данное приспособление помещают оголенный медный провод. Его диаметр составлять около 3 мм. Только помните, что провод должен состоять только из меди. Провод необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности.
Для этого используйте дополнительно какую-нибудь подставку, а тот провод, который находится в ванночке, непременно должен создавать контакт с корпусом. Затем подведите контакт с какого-нибудь источника тока, напряжение должно быть от 3-х от 12-ти Вт.
Это все вы сможете осуществить с помощью двух соединительных концов, а за источник питания вам может сойти аккумулятор, выпрямитель или самая обычная батарейка. Все это вам необходимо снабдить лампочкой, которая будет отвечать за номинальное напряжение постоянного питания.
Она загорится во время соприкосновения алюминиевой поверхности с медным проводом, который опущен в ванночку. Если лампочка срабатывает, значит, провод коснулся дна ванночки, а если нет, то весь процесс прервался.
После этого медный купорос должен прийти в состояние закипания, и в этот момент происходит образование красной меди. Красный слой вы должны промыть и просушить. Приступайте смело к обыкновенной пайке поверхности.
Вернуться к оглавлению
Процесс пайки алюминия
Инструменты и материалы для пайки.
Материалы и инструменты:
- канифоль;
- паяльник;
- минеральное масло;
- металлические опилки;
- медный купорос;
- пластилин;
- сварочный карандаш;
- зажигалка;
- кусок стекла.
Сварочный карандаш напоминает припой-герметик, благодаря ему вы можете получить крепкое и надежное соединение деталей, проводов, алюминиевых трубок. Многие отказываются от простых газовых горелок, а все больше склоняются к сварочному карандашу.
Но нужно учитывать то, что в работе разных приборов есть свои плюсы и минусы. Процесс работы данного вида инструмента очень прост, для этого вам необходимо поджечь карандаш.
Для такого рода манипуляций подойдет простая зажигалка, с помощью которой вы подожжете край припоя. Аппарат будет гореть за счет магния, который входит в его состав. Он нагревается до той температуры, которая необходима, чтобы расплавить алюминий.
Под действием высокой температуры возникает расплавленная масса. Ее вам необходимо нанести на рабочую поверхность. Угол воздействия карандаша не имеет значения, так как полученная масса очень хорошо пристает к алюминию.
После того как происходит припой с рабочей поверхности, карандаш прекращает свою работу, но алюминиевая масса продолжает гореть. Примерно через 20 секунд вся поверхность будет иметь одинаковую температуру.
И после этого вы смело можете приступить к заполнению алюминия в рабочую поверхность. Воспользуйтесь для этой цели карандашом или куском стекла.
Вернуться к оглавлению
Советы для пайки в домашних условиях
Для тех, кто только собирается приобрести паяльник, необходимо знать, что надо стараться выбирать ту модель, у которой есть функция смены жала.
Каждый раз перед началом работы проверяйте жало: если оно сильно загрязнено, то очистите его с помощью напильника. Очень удобно для этого использовать кусочки дерева или картона, такой способ подойдет, если имеются загрязнения после флюса, пыли или окиси.
Если ваш паяльник разогретый, то его не рекомендуют оставлять на сухую, для этого вам необходимо его поместить в канифоль.
Хранить припой ни в коем случае нельзя в металлической коробке, крышке или банке, так как, упав на металлическую поверхность, он сразу же прилипает.
Чтобы припой был качественным, необходимо, чтобы поверхности для пайки были одинаковой температуры.
Для изменения температуры паяльника вам достаточно будет менять длину жала. Самым удобным вариантом будет изменение при помощи специального регулируемого устройства. Если у вас паяльник разогрелся до температуры 260, максимум 300 градусов, то время процесса не должно превышать пяти секунд.
методики и принципы, флюсы и припои
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
| Расход припоя, г | Расход газа, мл | |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |
флюс и припой для пайки алюминиевой проводки в домашних условиях
Существует мнение, что перед тем, как паять алюминий у себя в домашних условиях, следует запастись припоем особого качества, а также специальным паяльным инструментом (газовой горелкой в частности). При этом в качестве объяснений приводятся следующие факты: во-первых, на поверхности алюминия всегда имеется окисная плёнка и, во-вторых, температура его нагрева достаточно велика.
Пайка алюминия
И, действительно, из-за характерного металлического налёта лужение и пайка алюминия в домашних условиях связана с определёнными сложностями. Решить эту проблему помогут специальные припои, применяемые одновременно с активными флюсами для алюминия.
Рассмотрим каждый из представленных выше расходных материалов более подробно.
Высокотемпературный припой
В состав традиционного легкоплавкого припоя входят такие обязательные составляющие, как олово (Sn) и свинец (Pb) с небольшими добавками висмута (Bi), кадмия (Cd) и цинка (Zn). Посредством такого паяльного состава удаётся обрабатывать медные и стальные заготовки, при пайке которых поверхности редко нагреваются выше 300 градусов.
Перед тем, как паять алюминий обычными средствами, следует знать о том, что для обработки этого металла указанные составы не годятся, поскольку рабочая температура его нагрева должна быть значительно выше. Для работ этой категории потребуются особые припои для алюминия, включающие в свой состав высокотемпературный кремний. В качестве добавок в них содержатся медная и другие активные составляющие (серебряные и или цинковые компоненты, например).
Важно! В них также должна входить и алюминиевая компонента.
Припой ЦОП-40
Обратите внимание! При увеличении количества цинка припой для пайки алюминия приобретает хорошую устойчивость к коррозийному разрушению.
Таким образом, к разряду высокотемпературных принято относить припои, в состав которых входят такие обязательные компоненты, как кремний, медь и алюминий (цинк). В качестве примера может быть рассмотрен известный образец отечественного алюминиевого припоя – 34A, а также его импортный аналог под обозначением «Aluminium-13». В них обычно содержатся до 87% алюминия и примерно 13% кремния, что позволяет поднять температуру пайки ориентировочно до 590-600°С.
Флюсовая компонента
Флюс для пайки алюминия обычно подбирается с учётом химической активности его составляющих по отношению к данному металлу. Для этих целей вполне сгодятся такие известные отечественные смеси, как Ф-64, Ф-59А, Ф-61А, включающие в свой состав компоненты аммония и другие, активные по отношению к алюминию добавки.
На ёмкостях с этими паяльными реагентами обычно имеются ярлычки со специальными пометками «для пайки алюминия».
Для работы с этим металлом может использоваться флюс, выпускаемый под фирменным обозначением «34А», включающий в свой состав хлористые соединения калия, цинка и лития в нужной пропорции, а также фторид натрия (10%). Эти смеси считаются наиболее подходящими, когда предполагается пайка алюминия с медью или другими цветными металлами.
Флюс для высокотемпературной пайки
Порядок проведения паяльных работ
Подготовка поверхности
Пайка алюминия оловом с активными добавками начинается с подготовки поверхностей сочленяемых деталей или изделий. Для этого над ними необходимо проделать следующие операции:
- Тщательно обезжирить их, воспользовавшись смоченной в ацетоне мягкой фланелью;
Дополнительная информация. Вместо ацетона может использоваться любой заменяющий его традиционный растворитель (бензин, например).
- Зачистить подлежащее пайке место, для чего рекомендуется использовать мелкозернистую наждачную шкурку;
- В качестве запасного варианта может быть предложено травление поверхности специальными активными составами, однако из-за своей специфичности эта процедура применяется крайне редко.
Следует помнить о том, что удалить оксидную пленку за один заход полностью не удаётся, поскольку на данном участке сразу же образуется новый тонкий слой. Зачистка поверхности осуществляется не для полного удаления нежелательного покрытия, а с целью частичной его нейтрализации перед обработкой флюсом. По завершении этой операции поверхность может быть запаяна достаточно легко.
Нагрев зоны пайки
Для того чтобы спаять небольшие по размеру заготовки из алюминия, достаточно паяльника небольшой мощности (не более 100 Ватт). Для пайки массивных изделий или деталей нужно будет воспользоваться паяльником большей мощности. Лучше всего для этих целей подойдёт специальный мощный инструмент или газовая горелка.
Мощный паяльник на 300 Ватт
Пайка алюминия газовой горелкой (иногда для этих целей используют паяльную лампу) имеет особую специфику, проявляющуюся в следующих особенностях:
- Во-первых, не рекомендуется сильно перегревать алюминий, поскольку он может частично расплавиться. Для предотвращения этого эффекта по ходу пайки следует периодически прикасаться припоем к обрабатываемой поверхности. Его расплавление будет означать, что требуемая температура уже достигнута;
- Во-вторых, нежелательно применять кислород в качестве обогатителя газовой смеси, так как он может спровоцировать окисление металла.
Горелка газовая
Инструкция по пайке
Для того чтобы получить паяное соединение изделий из алюминия, следует руководствоваться стандартной методикой, предполагающей следующий порядок действий:
- Сначала поверхность в месте пайки обезжиривается, после чего эта зона тщательно зачищается;
- Если требуется припаять одну деталь к другой, обе они надёжно фиксируются в тисках или струбцине;
- После этого можно будет начать прогревать места соединения;
- В процессе пайки специальным припоем по алюминию, содержащим активатор, несколько раз прикасаются к месту сочленения. При использовании обычного припоя для активного воздействия на оксидную плёнку потребуется специальный флюс.
Обратите внимание! Для надёжного разрушения поверхностной пленки из оксида алюминия рекомендуется использовать щетку с щетинками из стальной проволоки. Посредством этого простейшего инструмента в процессе пайки удаётся равномерно распределить весь припой по плоскости обрабатываемых алюминиевых заготовок.
Что делать, если нет требуемых материаловВ ситуации, когда в хозяйстве отсутствуют необходимые для пайки расходные материалы, можно воспользоваться традиционными припоями. При этом флюс заменяется обычной спиртовой канифолью, с помощью которой поверхность алюминия заливается после её предварительной чистки. Благодаря этому обеспечивается защита от окисления и образования нежелательной оксидной плёнки.
При данном подходе паяльник одновременно используется в качестве инструмента, разрушающего это препятствие. С этой целью на жало паяльного приспособления устанавливается специальный скребок, посредством которого удаётся постоянно счищать образующийся слой оксида. Кроме того, повысить производительность такого процесса удаётся, если в канифоль добавить немного опилок, образующихся при резке металла.
Спаивают детали в этом случае следующим образом:
- Сначала хорошо прогретым паяльником с предварительно залуженным жалом на месте пайки расплавляется небольшое количество канифоли;
- После того, как она полностью закроет весь прогретый участок, по его поверхности следует с усилием потереть жалом паяльника. В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;
- По завершении процедуры лужения обрабатываемые алюминиевые заготовки соединяют между собой и тщательно прогревают обычным паяльником.
В заключительной части обзора отметим, что пайка без применения специального оборудования и активных расходных материалов – это очень трудоёмкая и хлопотливая процедура, не гарантирующая получения положительного результата. Именно по этой причине прибегнуть к этому способу пайки могут только хорошо подготовленные пользователи, имеющие большой опыт работы с паяльным оборудованием.
В том случае, когда абсолютной уверенности в своих силах нет, лучше всего приобрести все необходимые материалы и попытаться взять напрокат требуемый инструмент (газовую горелку в частности).
Видео
Оцените статью:Как паять алюминий паяльником
Как припаять алюминий паяльником
Вы предпочитаете паять алюминий с помощью паяльника и, следовательно, ищете подходящие рекомендации, которые позволят вам достичь отличных результатов? Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд. Пайка — это популярный метод соединения металлов, применяемый во всем мире.Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и трудоемким или не дать желаемых результатов, если вы не будете придерживаться всех необходимых шагов.
Прежде чем приступить к процессу, жизненно важно, чтобы у вас был соответствующий комплект для пайки алюминия, а также другое оборудование, необходимое для получения отличных результатов.
Факты, которые необходимо знать перед запуском процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому его необходимо утилизировать.Как правило, процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий — это продукт, имеющий относительно низкую точку плавления, то есть примерно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, в частности, с более низкой температурой плавления.
Советы по подготовке и безопасности перед тем, как приступить к пайке алюминия паяльником
* Определение сплава, если необходимо
Хотя чистый алюминий обычно можно паять, он считается твердым металлом, и поэтому с ним нелегко работать.Большинство изделий из алюминия, которые вы можете найти, представляют собой алюминиевые сплавы. Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Если используемый вами алюминиевый продукт отмечен цифрой или буквой, убедитесь, что вы посмотрите, есть ли особые требования, которые вы должны соблюдать.
* Выбор низкотемпературного припоя
Как мы уже обсуждали ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже.Следовательно, поскольку он имеет более высокую теплоемкость, будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Тем не менее, убедитесь, что вы подтверждаете, что приобретаемый паяльник специально предназначен для вашего типа соединения, то есть алюминий-алюминий.
* Выбор флюса для алюминиевого припоя
Очень важно, чтобы флюс, который вы используете, специально предназначен для алюминия.Поэтому целесообразно купить припой для железа и флюс в одном магазине и подтвердить, что их предполагается использовать вместе. Требуемая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Установка более безопасной рабочей станции
Во время работы вы должны носить респираторную маску, чтобы защитить себя от контакта с образующимися токсичными парами. Вам также следует убедиться, что вы работаете в хорошо вентилируемом месте.Некоторые из других предметов первой необходимости включают несинтетическую одежду и толстые кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника в соответствии с
Шаг № 1: Очистка алюминия
Тщательно очистите алюминий щеткой, желательно из нержавеющей стали. Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно потрите алюминий стальной щеткой.Вы также должны очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий, который сильно окисляется, рекомендуется отшлифовать, отшлифовать или протереть ацетоном и изопропиловым спиртом.
Шаг 2: соединение основных металлов
Этот шаг необходим только в том случае, если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их в том положении, в котором вы хотите их соединить.Вы должны убедиться, что между двумя алюминиевыми деталями есть небольшой зазор для стекания металлического припоя.
Если вы понимаете, что алюминиевые детали не стыкуются друг с другом плавно, попробуйте сделать стыки гладкими с помощью гибки или шлифовки.
Шаг № 3: Нанесение алюминиевого припоя
После того, как вы очистите алюминиевый металл, вам следует осторожно нанести флюс на места, которые вы хотите соединить, используя либо крошечный металлический инструмент, либо стержень припоя. Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
В случае, если провода для пайки, лучше окуните их в жидкий флюс. Однако, если ваш флюс находится в форме порошка, ознакомьтесь с инструкциями по смешиванию на его этикетке.
Шаг 4 Нагрев металла
При нагревании алюминиевого металлического предмета следует использовать паяльник. Нагрейте металл, прилегающий к стыку, начиная с самого нижнего положения заготовки. Как правило, прямое пламя, нанесенное на проблемную зону, может вызвать перегрев флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла маленькими и медленными движениями, чтобы можно было равномерно нагреть зону.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется до необходимого уровня.
Шаг 5: Нанесение припоя
Проведите проволокой или прутком припоя над соединением, продолжая косвенно нагревать область, то есть нагрев с другой стороны металлического алюминия. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Подтверждение результатов
Если железный припой, который вы используете, не сцепляется с металлом, это может указывать на образование оксида алюминия на поверхности металла.Это потребует от вас немедленно очистить поверхность и снова припаять ее, пока вы не добьетесь желаемого результата.
Итог
Эти советы о том, как паять алюминий паяльником, окажутся полезными, если их протестировать. Убедитесь, что вы применяете их соответствующим образом, когда возникает необходимость, чтобы вы могли ощутить те достоинства, которые они несут.
Как паять алюминий — Обсуждение ювелирных изделий
Как поступает алюминий в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий — это металл, сильно отличающийся от серебра.Одно из ключевых отличий
заключается в том, что он обладает исключительным сродством к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу. Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
, многие из них плавятся при более высокой температуре, чем сам алюминий, что не принесет вам много пользы.
, однако, есть припои, предназначенные для алюминия.Как правило, они представляют собой комбинацию
, состоящую из довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить очень прочный оксидный слой
, достаточный для прилипания припоя. Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий.Если вы думаете, что
аккуратно поместите маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаяете ее к алюминиевому кольцу, вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что эти припои
, как правило, предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания»
, такого как ривиты, винты, механически сформированные соединения и т.п.Одним из методов плавления металлов является сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для
вещей, таких как серьги или аналогичные детали, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для приклеивания к алюминию
. Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
касается другого куска металла, оно вызывает искру.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы случайно случайно коснулись
провода под напряжением. Помните? испарил половину наконечника отвертки
при образовании дуги? Уилл, это контролируется, но
маленьких «перьев» металла испаряются, когда две большие поверхности
соединяются вместе. Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
включая кислород, но также плавит поверхности достаточно, чтобы они могли смешивать
и связываться, когда они контактируют друг с другом.
обычно используется для установки штифтов сережек и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо приклеенный штырь серьги
также можно рассматривать как заклепку, готовую к вставке через отверстие в другом куске металла
и обточке … идеи?
Машины, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия.Обычно они
требуют какой-то газовой защиты зоны сварного шва, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирная шкала, но кто знает
…
Надеюсь, это поможет.
Питер Роу
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для пайки своими руками. Вот почему я решил поделиться несколькими советами и рекомендациями по пайке алюминия .Обо всем по порядку — для пайки алюминия не подходит любой обычный припой или флюс, рекомендуется использовать специализированные марки. Также я хотел бы объяснить, что такое для пайки алюминия .
Пайка алюминия применяется, когда необходимо отремонтировать некоторые детали, изготовленные из этой муки или сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях.К тому же пайка не деформирует материал из-за перегрева.
То, что нужно припаять алюминий
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Припой и флюс специальный;
- Стальная щетка для очистки верхних слоев паяных деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, понадобится паяльник большой мощности, порядка 100-200 Вт.Для небольших проводов — 60-100 Вт вполне достаточно. Более мощное устройство может расплавить металл и нарушить его структуру!
Для пайки алюминия требуются припой и флюс
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. Добиться хорошего соединения с другими типами припоя будет сложно. Главное, как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина.Но лучше все сделать правильно и использовать материалы, предназначенные для пайки алюминия , а именно флюс. Чем лучше флюс, тем легче будет весь процесс.
При пайке алюминия оловянно-свинцовые припои выбираются вместе с высокоактивными флюсами. Однако такие припои не очень надежны, и эти сплавы также склонны к развитию коррозионных процессов. Чтобы такие составы были более устойчивыми к коррозии, их необходимо покрыть специальными составами.
Самые качественные, надежные и коррозионно-стойкие припои на основе припоев, содержащих цинк, медь, кремний и алюминий.
оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеупомянутых типов припоев — около 9300 ° F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты можно получить после пайки алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой сплав и деталь необходимо нагреть.
Как паять алюминий припоем?
Большинство припоев содержат химические элементы, которые почти не растворяются с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавкого кадмия, олова или цинка.
Плавкие композиции более удобны в использовании, поскольку процесс пайки можно проводить при низких температурах, чтобы избежать резких изменений свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала.Помните об этом при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои — это алюминий. Также они могут включать:
Лучший из них — сплав на основе алюминия с кремнием. Самый надежный результат можно получить после нанесения состава из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F.В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые типы припоев можно приготовить дома, если вы знаете, что делаете. Однако купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка.Такое обезжиривание можно проводить бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обработать наждачной бумагой. Оксидная пленка восстанавливается практически сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше оригинала, и работать паяльником уже можно.
Покрытые флюсом проволоки необходимо нагреть паяльником. Делать это нужно аккуратно, не перегревая металл.Рекомендуется использовать нагревательный прибор с контролем температуры. В общем, этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и при соединении необходимых элементов равномерно распределяется по поверхности алюминия. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Стык получится очень прочным.
Канифольные припои для пайки алюминиевых деталей
Чтобы припаять два алюминиевых провода, их сначала нужно залудить.Чтобы покрыть провод канифольным припоем, поместите его на наждачную бумагу (средней зернистости) и прижмите к ней горячим луженым паяльником. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник не снимается с проволоки, а на луженый конец добавляется канифоль.
Алюминиевые провода залужены отлично, но все действия нужно повторять несколько раз. После этого пайку алюминия можно будет легко производить в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев использовать минеральное / щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо нагреть паяльником. После пайки необходимо проделать следующие действия:
- Промойте специальными щетками в горячей воде (150 — 1800F) в течение 15–20 минут;
- Промыть в холодной проточной воде еще 20-30 минут;
- Обрабатывать раствором хромового ангидрида;
- Прополоскать в холодной воде;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные насадки для пайки алюминия
- Чтобы упростить процесс соединения 2-х алюминиевых деталей, можно использовать паяльную горелку, нагревая ею детали.После такого нагрева припой быстрее покроет детали. Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
- Важно работать в хорошо вентилируемом помещении, поскольку пары флюса и припоя токсичны и вредны для человеческого организма. Также в этом случае важно использовать расположенный поблизости огнетушитель;
Заключительные мысли
Для пайки этого металла необходимо приобрести специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки.Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Привет! Меня зовут Том, я автор блога. Мое хобби — электронные схемы и паяльники.
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте.Затем нагретый металл плавит припой по мере его подачи в соединение.
Этот последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь к стыку припоем. Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке. Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны.Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где есть значительная площадь для пайки (чем больше площадь контакта, тем прочнее соединение), лучше всего подойдет техника, которая называется «пайка потом». «Этот метод требует предварительного лужения стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник. Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Аналогичная техника применяется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга.Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно на угол колена или тройника). Позвольте теплу распространиться от этого на остальную часть стыка. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой по всему периметру фитинга.
По вопросам ремонта дома следует обращаться к Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, N.Y. 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; На неопубликованные письма нельзя ответить индивидуально.
Как паять латунь и медь
// Как паять латунь и медьПолучайте ежемесячные обновления от IMS! Войдите в систему или воспользуйтесь формой ниже, чтобы получать обновления.
Если вам интересно, как паять латунные или медные трубки, вы попали в нужное место.Мы расскажем, какие инструменты использовать, как применять эти инструменты и как добиться бесшовного соединения. Давайте начнем.
Что такое пайка?
Пайка состоит из сплавления сплавов с низкой температурой плавления вместе в месте соединения. Припой обычно изготавливается из свинца или олова и чаще всего плавится с латунью или медью из-за ее низкой температуры плавления.
Что вам нужно
Убедитесь, что у вас под рукой есть подходящие инструменты, чтобы начать процесс пайки. Вам понадобится:
Паяльная лампа или паяльник — содержит железную насадку и нагревает медные или латунные трубки
Припой — подкладка или проводка из сплава с низкой температурой плавления, обычно свинца или олова или их комбинации
Флюс — паста, наносимая на стык и металлическую коронку, которая помогает припою правильно плавиться с металлом
Латунные трубки — 0.Толщиной 8 мм и 2,0 мм, или
Пруток, пластина, труба или проволока медная
Проволочная щетка, чистящая губка или стальная мочалка — Очищает трубки, удаляет любые покрытия и способствует адгезии
- Паяльная площадка
— лежит на плоской поверхности для поддержки вашего паяльного проекта и защиты поверхности под
Как паять медь и латунь: шаг за шагом
Когда у вас есть все принадлежности, можно приступать к пайке.Следуйте инструкциям ниже.
Создайте макет предполагаемого готового продукта с помощью стержня или трубки.
Используйте проволочную щетку, чистящую губку или стальную вату для очистки всей поверхности меди или латуни, подлежащей пайке. Используйте его также для чистки металлической коронки.
Вырежьте металлические детали по точной модели. Обязательно удалите заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярной лентой.
Включите паяльник и дайте ему нагреться в течение нескольких минут.
Нанесите кистью или окуните кончик латунной трубки и металлической насадки во флюс. В результате припой будет лучше держаться, но не позволяйте шарикам флюса оставаться, иначе они могут вызвать точечную коррозию трубы.
Коснитесь кончиком паяльника рядом с латунным соединением, где соединяются две латунные трубки.Постарайтесь коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
Возьмитесь за припой другой рукой и аккуратно выровняйте паяльную проволоку вдоль стыка. Проволока почти сразу должна раствориться в латуни.
Очистите готовый проект влажной тряпкой, теплой проточной водой или зубной щеткой. Чтобы удалить остатки флюса, можно нанести пасту из пищевой соды или стереть ее изопропиловым спиртом.Вы также можете использовать чистящую салфетку, чтобы высушить ее.
Имейте в виду, что пайка лучше всего подходит для металлов с низкой температурой плавления, таких как латунь и медь. Кроме того, ограничьте пайку трубками шириной не более 2,0 мм.
Найдите нужную латунную трубку в компании Industrial Metal Supply Co. Ознакомьтесь с нашим выбором и узнайте, какие из наших услуг соответствуют вашим потребностям.
2Pcs Алюминиевый демонтажный насос Присоска для припоя паяльник Инструмент для снятия всасывания Инструменты и оборудование для мастерской Электроинструменты
2 шт. Алюминиевый демонтажный насос припой присоска паяльник всасывающий инструмент для снятия инструменты и оборудование для мастерской электроинструменты2 шт. Алюминиевый демонтажный насос припой присоска паяльник всасывающий инструмент для снятия
Инструмент для удаления всасывания железа 2 шт. Алюминиевый демонтажный насос Присоска для припоя Пайка, крошечные компоненты и паяные соединения. Когда он будет готов к использованию, черная кнопка на насосе освободит плунжер при нажатии и создаст вакуум, который всасывает расплавленный припой , Нанесите для удаления излишков припоя.Алюминиевый демонтажный насос Присоска для паяльника Инструмент для снятия всасывания 2 шт., 2 шт. Алюминиевый демонтажный насос Присоска для припоя Паяльный инструмент для снятия всасывания, Дом и сад, Инструменты и оборудование для мастерской, Электроинструменты, Инструменты для сварки и пайки
2 шт. Алюминиевый демонтажный насос припой присоска паяльник всасывающий инструмент для снятия
2Pcs Алюминиевый демонтажный насос Присоска для паяльника Инструмент для всасывания паяльника.Когда он будет готов к использованию, черная кнопка на насосе при нажатии освободит плунжер и создаст вакуум, который всасывает расплавленный припой. Применяется для удаления излишков припоя, мелких компонентов и паяных соединений. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий: Бренд:: Unbranded, Тип:: Насос для демонтажа припоя: MPN:: Не применяется, UPC:: Не применяется.
2 шт. Алюминиевый демонтажный насос припой присоска паяльник всасывающий инструмент для снятия
Купите предохранители для поворотной пластины Arnette и других сменных линз для солнцезащитных очков в.Впервые указана дата: 16 сентября. Даже в тяжелых условиях вождения и эксплуатации. Бронированный кабель Roll Up Алюминиевая стальная дверь Обнаружение контактной защелки охранной сигнализации. мягкое мыло и бег на щадящем цикле. Пожалуйста, ознакомьтесь с нашей таблицей размеров в разделе «Описание продукта или изображение размера», прежде чем покупать, купите OLGCZM Winter Wonder Snowflake Мужские женские тонкие повседневные носки с высокой щиколоткой, подходящие для походов на открытом воздухе: спортивные носки — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможно на подходящих покупках. Подлинный Ricoh 893023 JP-10S Master. которые могут показать женские характеристики моды и элегантности.Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Новый универсальный инструмент для зачистки кабеля для инструмента для зачистки коаксиального кабеля RG58 RG62 RG11 является наиболее часто используемым сортом нержавеющей стали. Купите LifeSupplyUSA Комплект вакуумных мешков из 4 упаковок, в который входит 1 двигатель и 1 воздушный фильтр для Miele Type U, пожалуйста, не стесняйтесь обращаться к нам и сообщать детали заказа, если что-нибудь появится. — ЕСЛИ ВАШ ПАКЕТ ПРИБЫЛ ПОВРЕЖДЕН: БЕСПЛАТНАЯ ДОСТАВКА Полное изголовье из подожженного кедрового бревна за 199 долларов. абсолютно готовы к носке, как только вы их получите.Сари поставляется с подходящей дизайнерской тканью блузки, которая может быть изготовлена по индивидуальному заказу до размера бюста 42 дюйма. Рамадан деревянный Ид Мубарак Луна Исламская мечеть Мусульманская табличка Подвесная подвеска F6. Ее окунули в сверкающую пыльцу пикси для дополнительного мерцания. тоже 🙂 и крафт-бумага на третьем месте, это состояние позволяет скрытно носить пистолет с виниловой наклейкой с надписью 2-я поправка NRA, подарочные буклеты включены в каждый предмет, объясняющий фольклор камня, который идеально подходит для подарка, богатое и роскошное кремовое льняное полотно 100 фунтов картона, набор из 3 Обнаженные женщины, рисование одной линией, художественные постеры, идеальный минималистский декор.Рамка для фотографий Vintage Bamboo предлагает выигрышное сочетание качества и отделки. Я могу выгравировать любой шрифт и почти все, что угодно. Генератор ветровой турбины Apollo Макс. Удлинение хвоста 18 см. Адаптер для шланга радиатора, 30 мм, датчик температуры воды, соединитель трубы из сплава, датчик температуры, встроенный микрофон высокой четкости обеспечивает плавную связь. Сверхширокий комод mDesign Башня для хранения с деревянным верхом Легкая прочная стальная рама Pu, этот комплект камеры Ritz включает :. юные искатели приключений быстро узнают о континентах.Формочка для печенья Space Invaders 1шт PLA пластик, 3d печать. Описание продукта Эти гладкие мокасины на клинке, уплотнения и мостик от слеживания. Может применяться во многих приложениях, как показано ниже: Гарантия производителя 5 лет. Встроенный свисток для выживания и карман для свистка.
2Pcs Алюминиевый демонтажный насос Присоска для паяльника Инструмент для снятия всасываниякрошечные компоненты и паяные соединения. Когда он будет готов к использованию, черная кнопка на насосе освободит плунжер при нажатии и создаст вакуум, который всасывает Расплавленный припой, нанесите для удаления излишков припоя.
Можно ли ремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете. Нельзя использовать любой металл с паяльником. Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда.Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, влияющих на паяемость металла. Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления — твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете. Раньше самым распространенным припоем был свинец с очень низкой температурой плавления. Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягких металлов) является то, что они не так прочны, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи.Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава. Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут изнашиваться (например, ювелирных изделий), а обращение со свинцом опасно для здоровья. В настоящее время большинство свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое утюг самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы. Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
shedheads.net/best-soldering-station
Как поток является фактором:
Еще один важный компонент припоя — флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете.Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами. Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными припоями. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, невозможно склеить без высокоспециализированного оборудования.Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта. В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет. Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Последние сообщения Джеймса Кеннеди (посмотреть все) .