Как обозначается сварное соединение на чертеже
Обозначение сварных швов на чертежах: структура, госты, примеры — Токарь
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.

Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».

- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
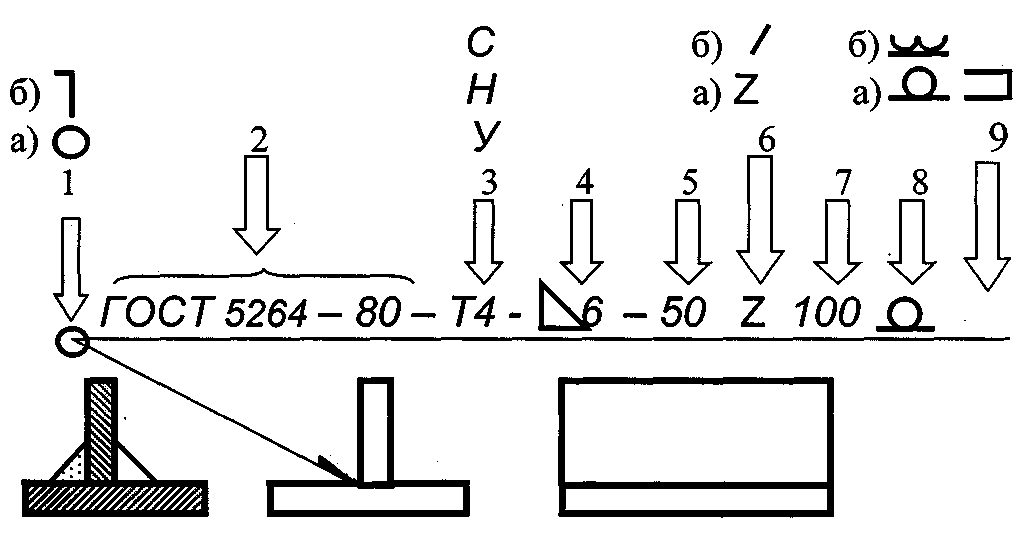
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
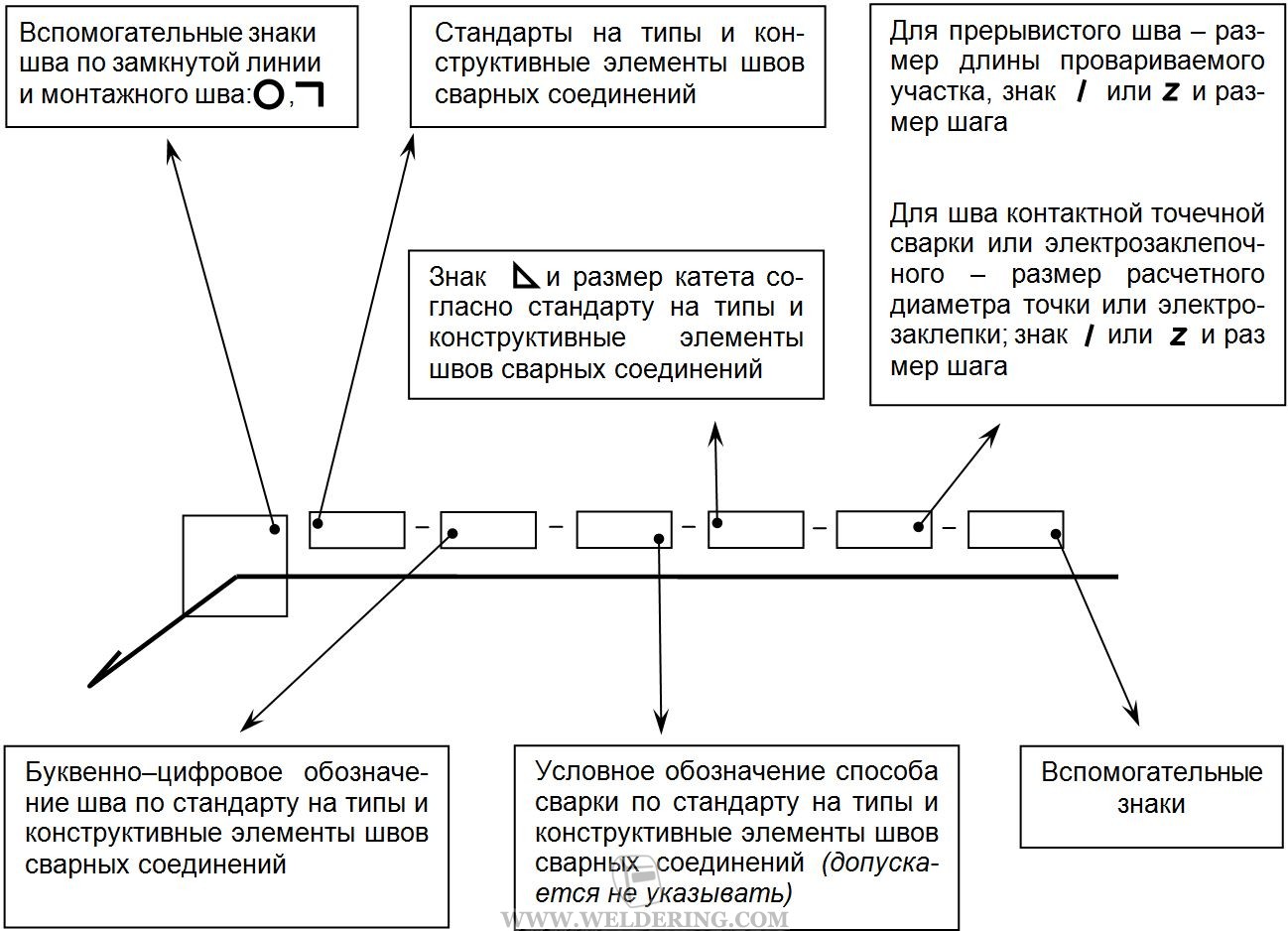
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки.
Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто.

А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Пример чертежа сварных швов по ГОСТ.
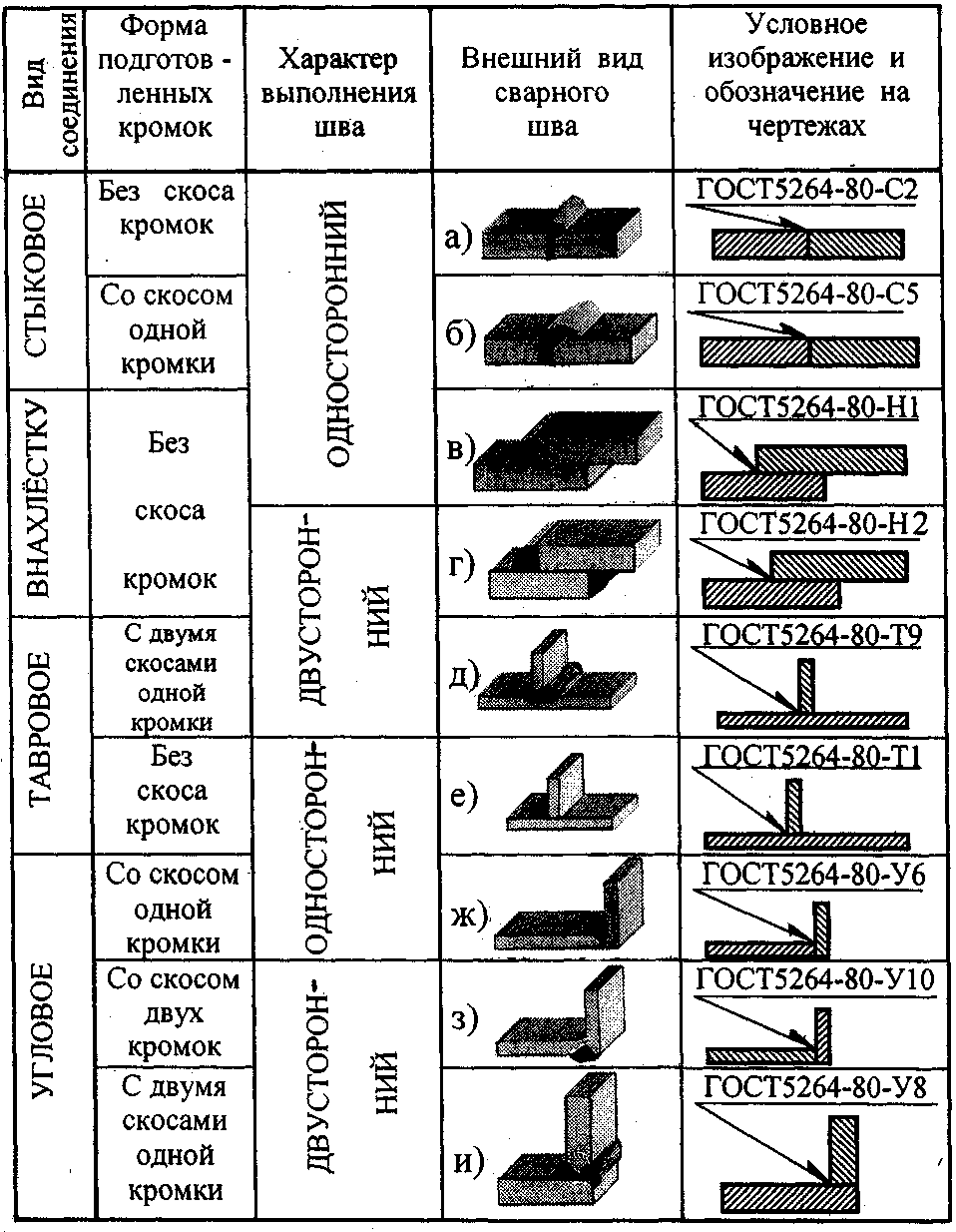
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
 youtube.com/embed/JZZ6FPKiOrE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JZZ6FPKiOrE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
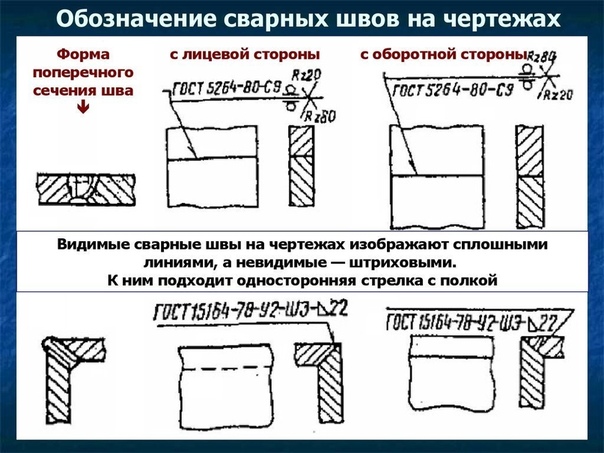
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
- Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
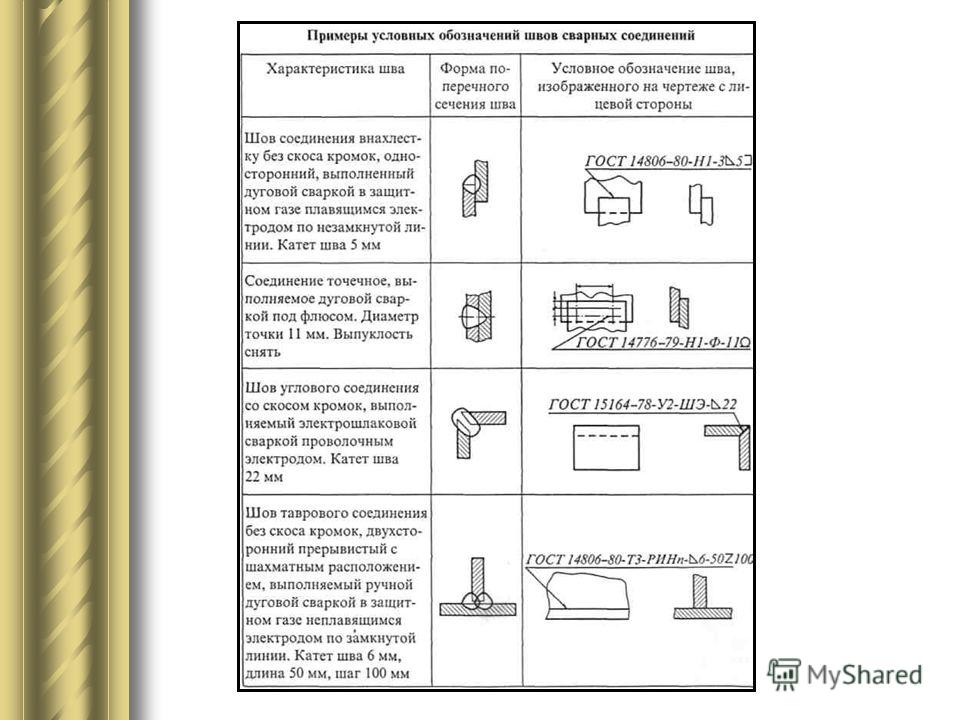
- Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.

Источник: https://nzmetallspb.ru/tehnologii/oboznachenie-svarnyh-shvov-na-chertezhah-struktura-gosty-primery.html
Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации).
Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр.
, то допустить брак при изготовлении детали будет сложно.
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.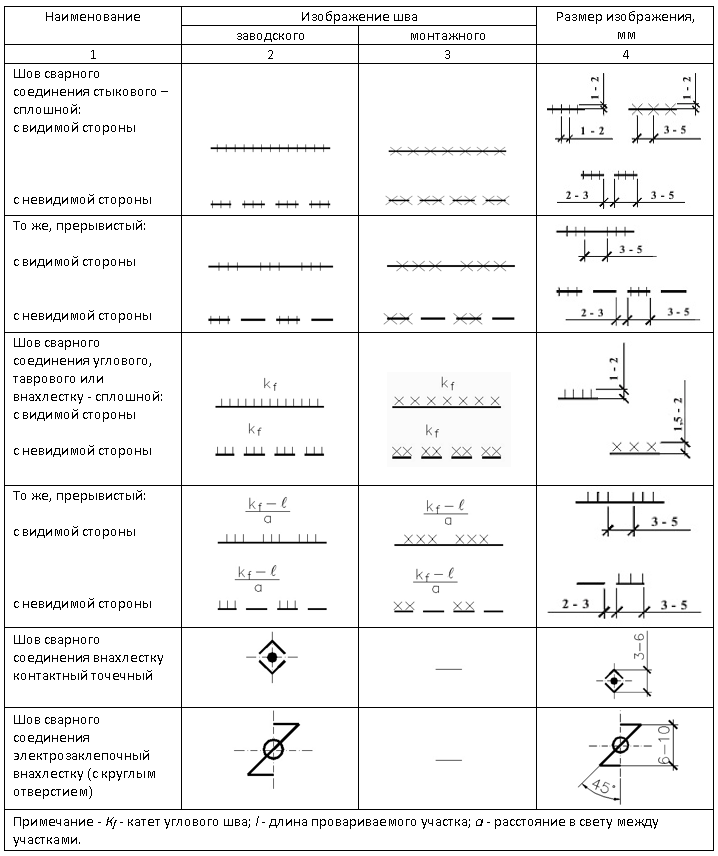
Рекомендуем! Резка металла кислородом и пропаном
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла.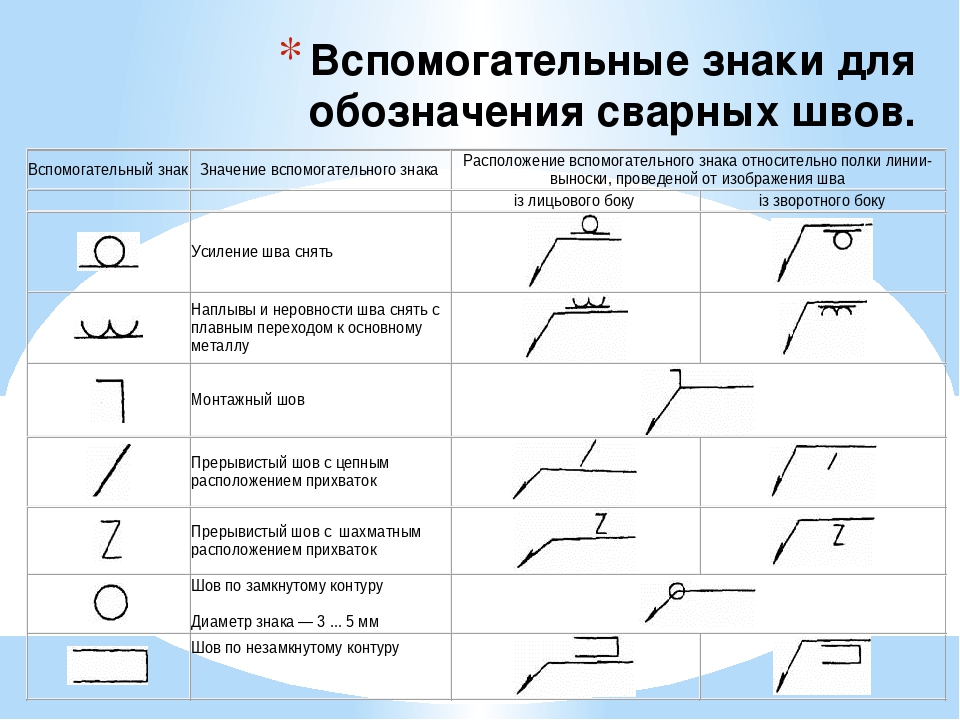 Подробнее о типах и видах сварных швов и соединений читайте здесь.
Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
| Форма подготовленных кромок |
Условное обозначение сварного соединения
В этих же документах указаны обязательные к исполнению размеры, например катета шва.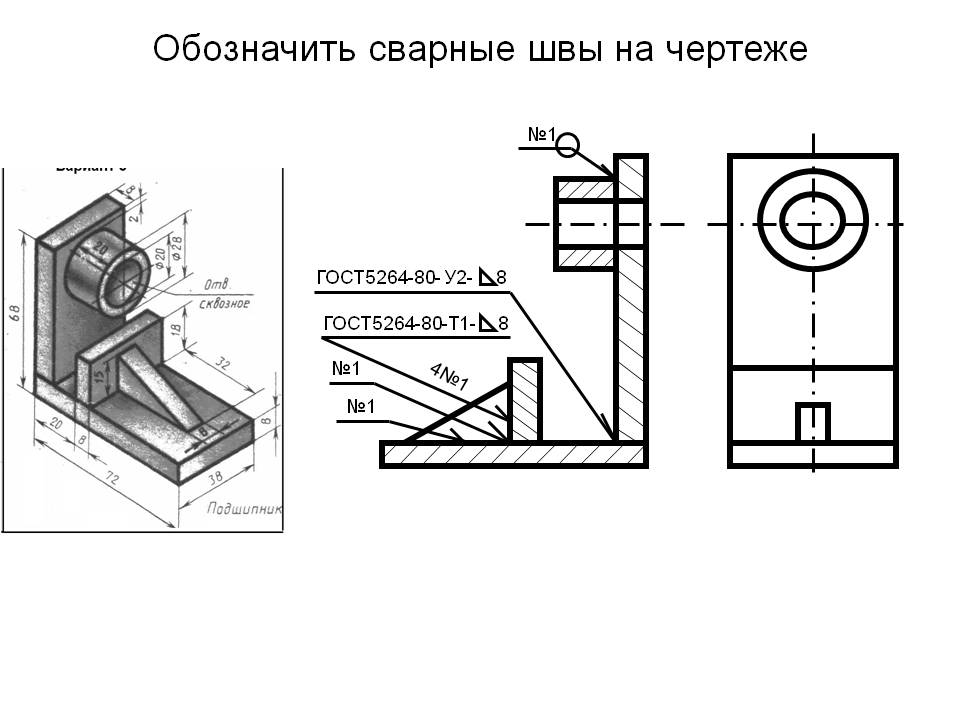 Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
Источник: https://svarkagid.ru/tehnologii/kak-oboznachaetsya-svarka-na-chertezhah.html
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит.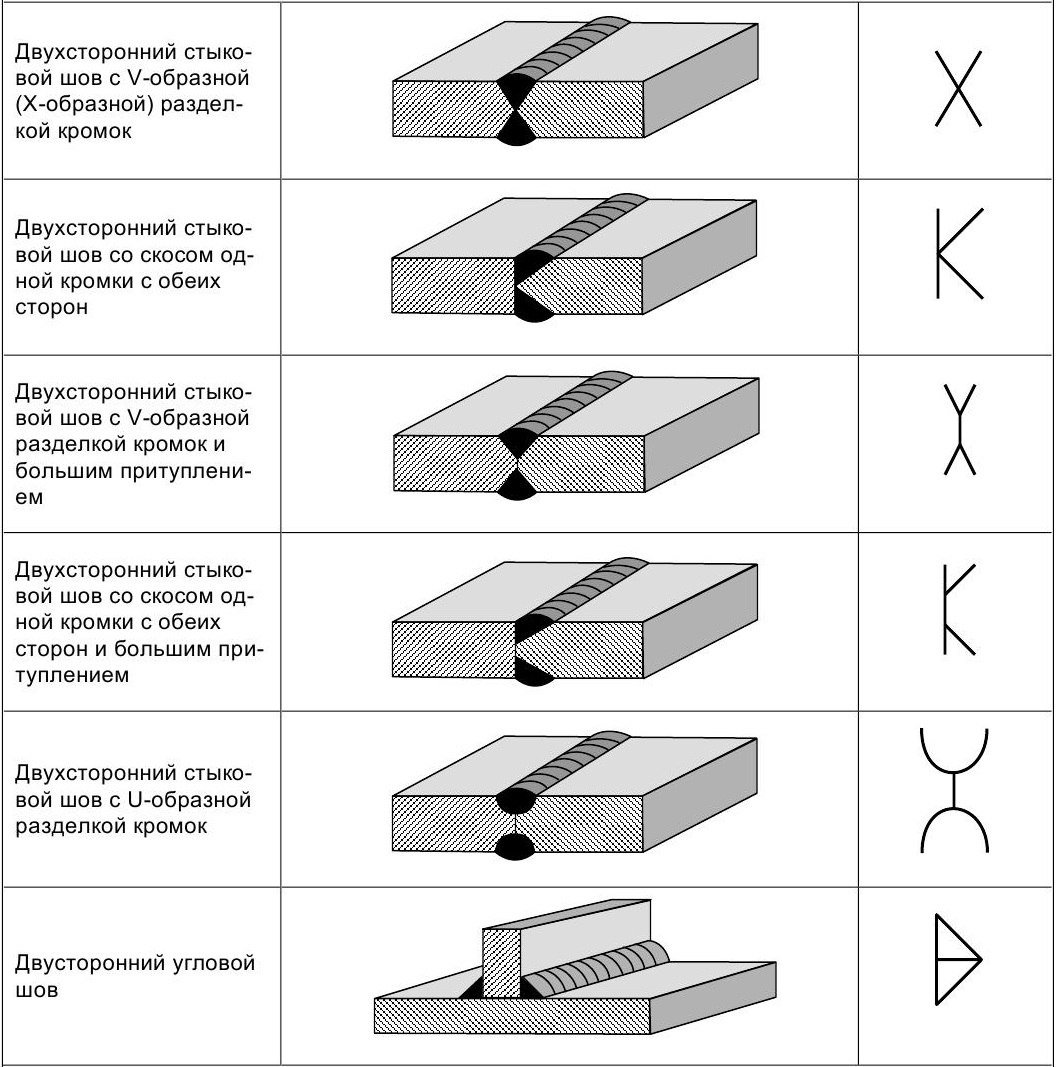 Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.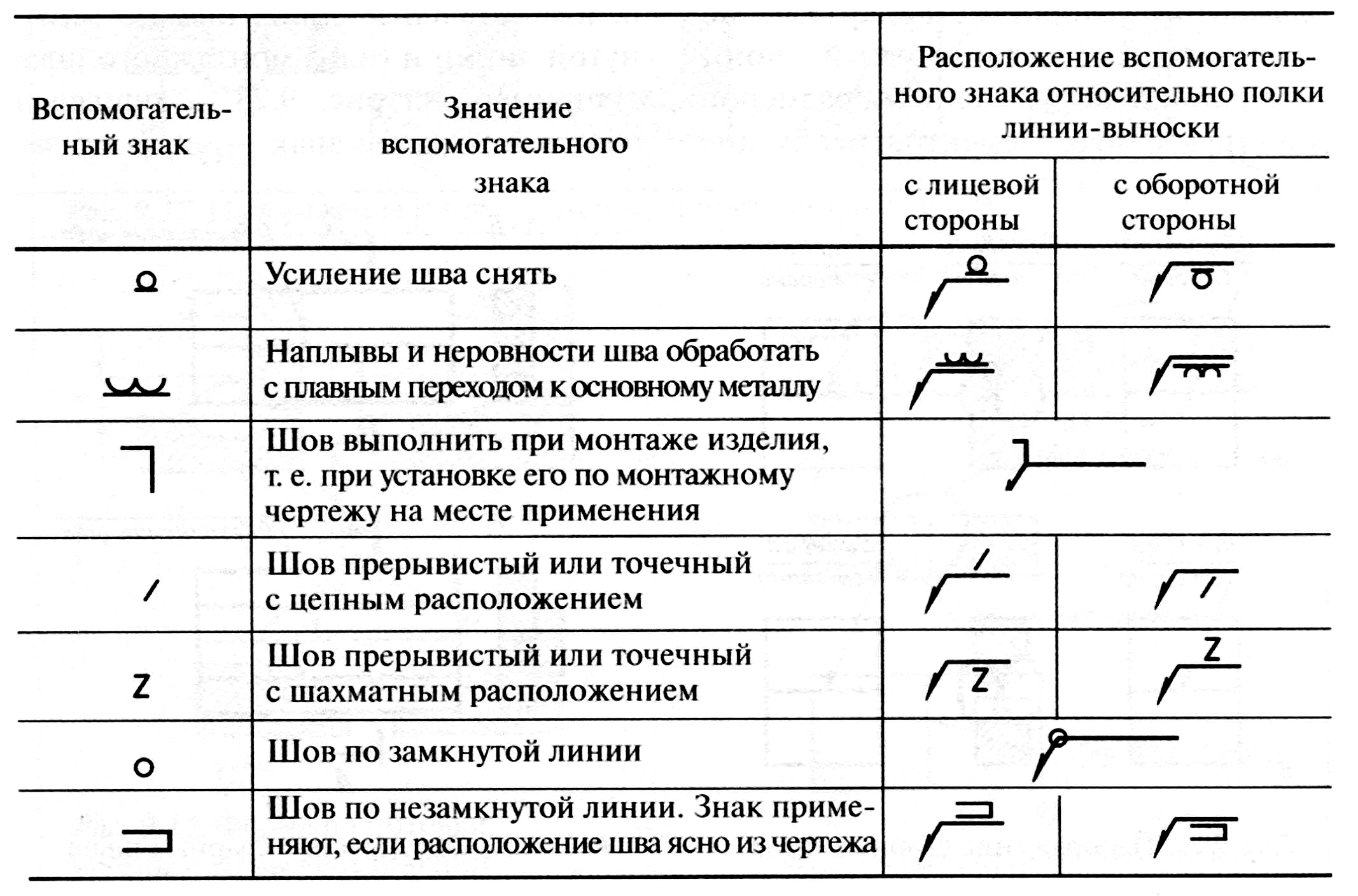
Обозначение сварных швов на чертежах
Сварные конструкции часто используются в строительной сфере, так как данный метод соединения является самым востребованным. Во время проектирования рассчитывают нагрузки, которые сможет выдержать как вся конструкция, так и отдельная ее часть. Каждый метод имеет свои преимущества и недостатки, поэтому, во время составления проекта рассматривают, какой из них больше всего подойдет для конкретного случая.
Если выбор падает на сварку, то здесь также определяется, какой из ее видов будет наиболее подходящим. В готовом проекте на чертеже имеются все необходимые для сварщика обозначения, чтобы он смог сделать правильный вариант металлоконструкции. Специалисты рассчитывают все относительно особенностей пространственного положения, количества сторон соединения и других параметров, поэтому.
От мастера остается только воплотить все в жизнь.
Сварочный шов
Для этого существуют обозначение сварочных швов на чертежах, каждый из которых несет подробную информацию касательно выполнения заданных мест крепления на металлоконструкции.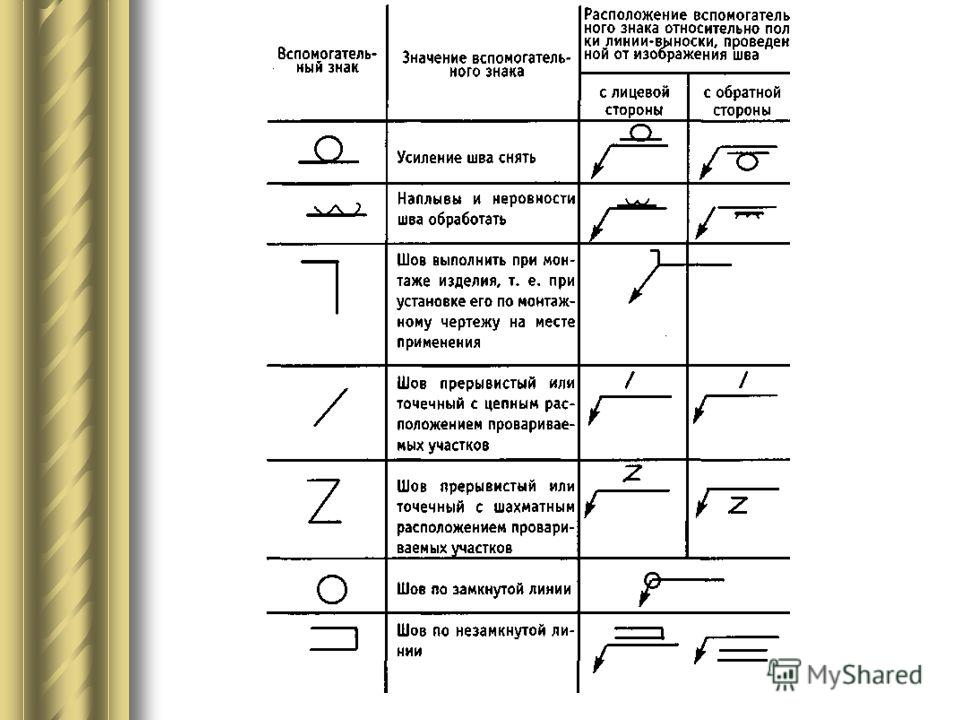 Специалисты должны разбираться во всех их особенностях, чтобы правильно выполнять поставленные задачи.
Специалисты должны разбираться во всех их особенностях, чтобы правильно выполнять поставленные задачи.
От этого зависит успех построения изделия, особенно, если речь идет о сложных конструкциях. Здесь обозначается пространственное положение, тип шва и прочие особенности.
Таким образом, любой мастер сможет сделать точно запланированную конструкцию, ориентируясь по тому, какое обозначение сварного соединения на чертеже имеется.
ГОСТы
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
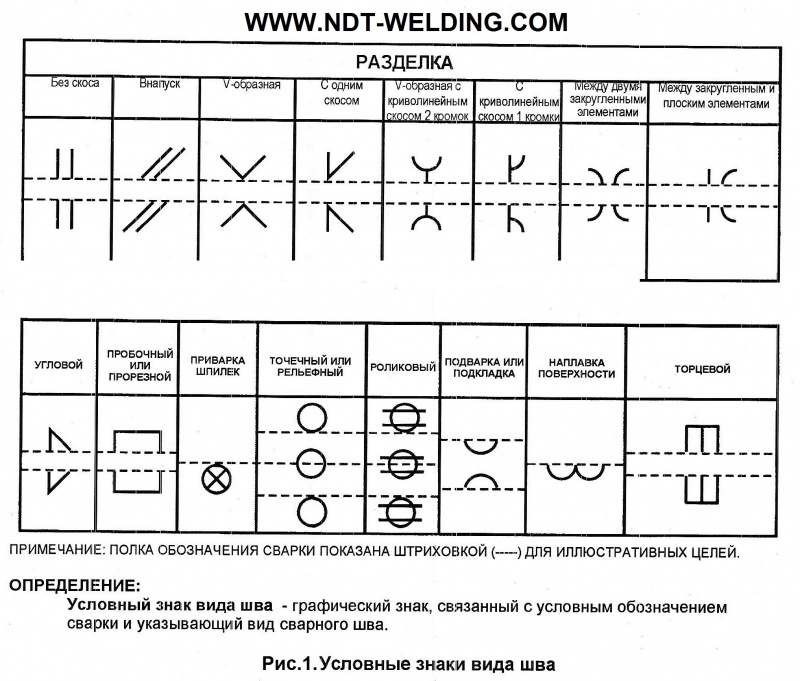
Вспомогательные знаки
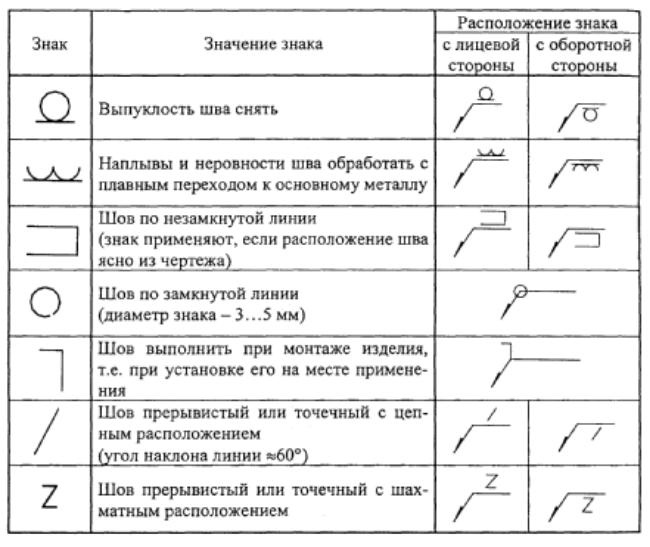
На чертежах зачастую имеются специальные вспомогательные знаки, которые помогают сокращенно обозначить требуемую информацию. Их не так уж много и все они, вместе с расшифровкой значения, приведены ниже:
Их не так уж много и все они, вместе с расшифровкой значения, приведены ниже:
| № | Изображение вспомогательного знака | Информация обозначения данного знака | Где должен располагаться приведенный вспомогательный знак на линии выноски |
| Сверху линии | Снизу линии | ||
| 1 | Требуется снять усиление шва | ||
| 2 | Имеющиеся неровности и наплывы требуется обработать, чтобы создать плавный переход от валика шва до основного металла | ||
| 3 | Шов необходимо делать во время монтажа изделия, то есть при установке делается все на месте применения | ||
| 4 | Создание точечного или прерывистого шва с цепным расположением шва. Угол наклона должен составлять 60 градусов | ||
| 5 | Создание точечного или прерывистого шва с шахматным расположением шва. | ||
| 6 | Создание шва по замкнутой линии. Диаметр такого знака на чертеже составляет от 3 до 5 мм. | ||
| 7 | Создание шва по не замкнутой линии.Данный знак используется, если место расположения сварного соединение оказывается ясным из чертежа. |
Источник: https://svarkaipayka.ru/tehnologia/drugoe/oboznachenie-svarnykh-shvov-na-chertezhakh.html
Как обозначается сварное соединение на чертеже — Эксперт по технике
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда.
 Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Обозначение сварных соединений на чертежах
Согласно ЕСКД, разделу об общих правилах выполнения чертежей и ГОСТу 2.312-72 условные обозначения швов сварных соединений выполняются по четко установленным международным стандартам для всей конструкторской документации. Обозначения являются универсальными для всех областей промышленности и строительства.
Табличные данные с иллюстрациями соединений, со знаками их условных обозначений облегчают восприятия характеристик швов и рекомендаций к их обработке.
Условное обозначение видимых и невидимых швов
- над полкой – видимый;
- под покой – невидимый.
Обозначения видов сварок:
- электродуговая – Э,
- газовая – Г,
- контактная – Кт,
- в среде защитных газов – 3.
Условное обозначение сварного шва:
Согласно изображению:
- №1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- №2 – Буквенно-цифровое обозначение, ГОСТ.
- №3 – Стандарт или тип, условный графический знак.
- №4 – Размер швов в сечении, длина катета.
- №5 – Знак углового шва с указанием длины участка.
Таблица 1
| Знак | Значение знака | Расположение знака |
| Прерывистый шов,шахматный шов | ||
| прерывистый или точечный с цепным расположением |
- №6 – Вспомогательный знак для обозначения обработки.
Таблица 2
| Знак | Значение знака | Расположение знака |
| по не замкнутой линии | ||
| Наплывы и неровности обработать с плавным переходом к основному металлу | ||
| Выпуклость снять |
- №7 – Обозначение для вспомогательного шва.

Таблица 3
| Знак | Значение знака | Расположение знака |
| по замкнутой линии | ||
| исполняется при монтаже изделия |
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
- основные и вспомогательные знаки указываются сплошными тонкими линиями;
- знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой |
| Прорезное соединение | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую |
| Соединения с электрозаклепками | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.

Выпуклые швы практически всегда нуждаются в дополнительной обработке – снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | Экономичны.Хорошо работают при нагрузках. | ||
| Вогнутые | Экономичны.Хорошо работают при динамических нагрузках. | ||
| Выпуклые | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Различают следующие виды:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V – образные | ||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок |
| Односторонний | |||
| Двусторонний | |||
| Односторонниес прокладкой |
Швы угловых соединений (форма, обозначение, пример)
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Швы тавровых соединений (форма, обозначение, пример)
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
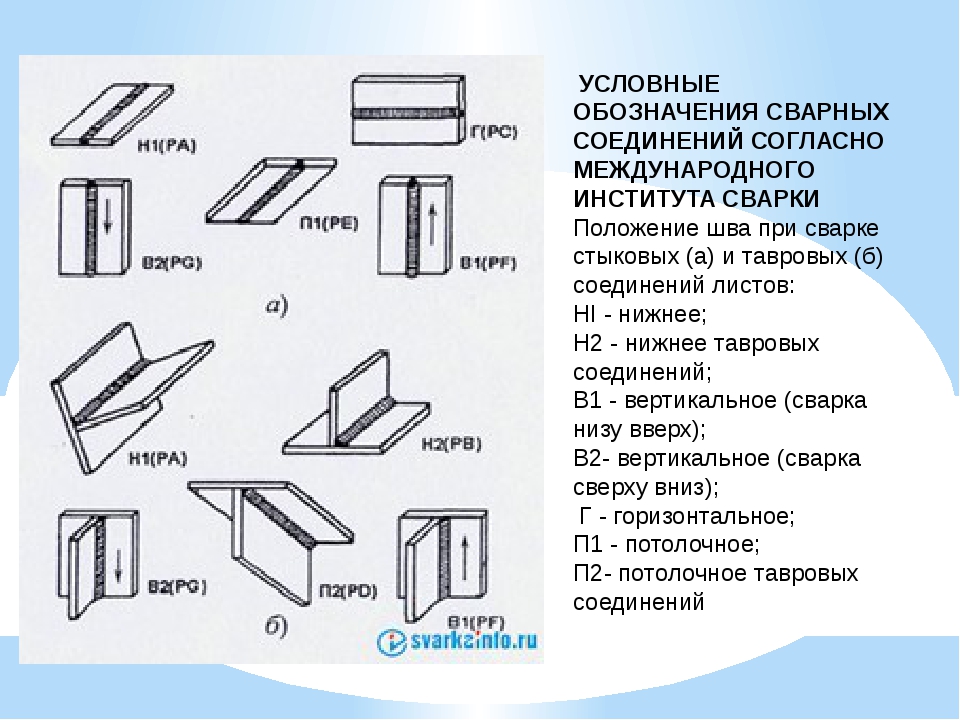
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок – предотвращает прожог и протекание металла, параллельность кромок – гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Условные обозначения швов с разной ориентацией двух свариваемых деталей и различным скосом кромок
Таблица 10
| Общий тип шва и используемой кромки | Иллюстрация шва и условный символ для обозначения соединения |
| С отбортовкой | |
| Без скоса | |
| С односторонним скосом | |
| С односторонним скосом одной кромки(HV) | |
| С односторонним скосом двух сторон(Y) | |
| С односторонним скосом одной стороны(HY) | |
| С односторонним криволинейным скосом двух сторон(U – шов) | |
| С односторонним ломаным скосом двух сторон | |
| Подварочный |
Правильное обозначение указанное в конструкторской документации это залог качественной работы инженеров технологов и специалистов – сварщиков, ведь только благодаря корректному отображению условных обозначений, они смогут воплотить выполненную на чертеже задумку конструктора в металле.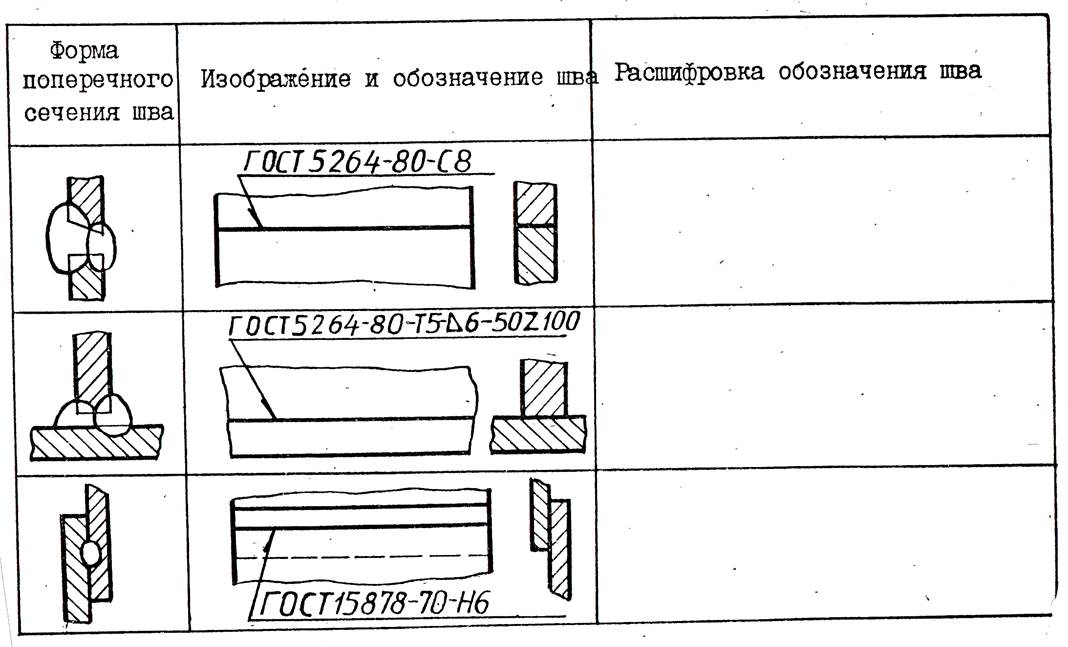
Источник: https://elsvarkin.ru/texnologiya/oboznachenie-svarnyx-oedinenij-na-chertezhax/
Правила обозначения швов на чертежах по ГОСТу
Сварка является наиболее популярным способом соединения металлов различного типа. Если к домашним работам не предъявляются строгие требования к типу и правильности соединений, то промышленные работы выполняются под контролем на всех стадиях – от проверки проектной документации до неразрушающих методов контроля готового соединения.
Еще 20 лет назад читать сварочные чертежи могли лишь технологи и руководители работ, однако стремительное развитие технологий привело к тому, что круг лиц с данным навыком существенно расширился.
Грамотное обозначение сварных швов на чертежах – залог качественного выполнения работ. Квалифицированный сварщик обязан уметь читать проектную документацию и обладать знаниями об условных обозначениях в них.
Квалифицированный сварщик обязан уметь читать проектную документацию и обладать знаниями об условных обозначениях в них.
Что такое сварной стык?
Процесс неразъемного соединения сопровождается высокотемпературным воздействием на поверхность отдельных элементов. Место образования шва называется сварным стыком.
Типы швов и их расшифровка
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».
 В технической документации маркируется как «Т».
В технической документации маркируется как «Т».- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Необходимость обозначения
Все современные строительные и промышленные конструкции состоят из множества элементов. От качества монтажа зависит надежность и срок эксплуатации объекта. Обозначение сварки на чертежах по ГОСТ является основным требованием к любой проектной документации.
После изучения чертежа опытный специалист получит следующую информацию:
- Используемые материалы.
- Предварительная подготовка и необходимые допуски.
- Способ стыковки и его геометрические параметры.
- Прочность шва и его качественные характеристики.
- Форма и размер наплавочной смеси.
- Герметичность соединения.
- Очередность выполнения монтажа.
- Характер финишной обработки плоскости.

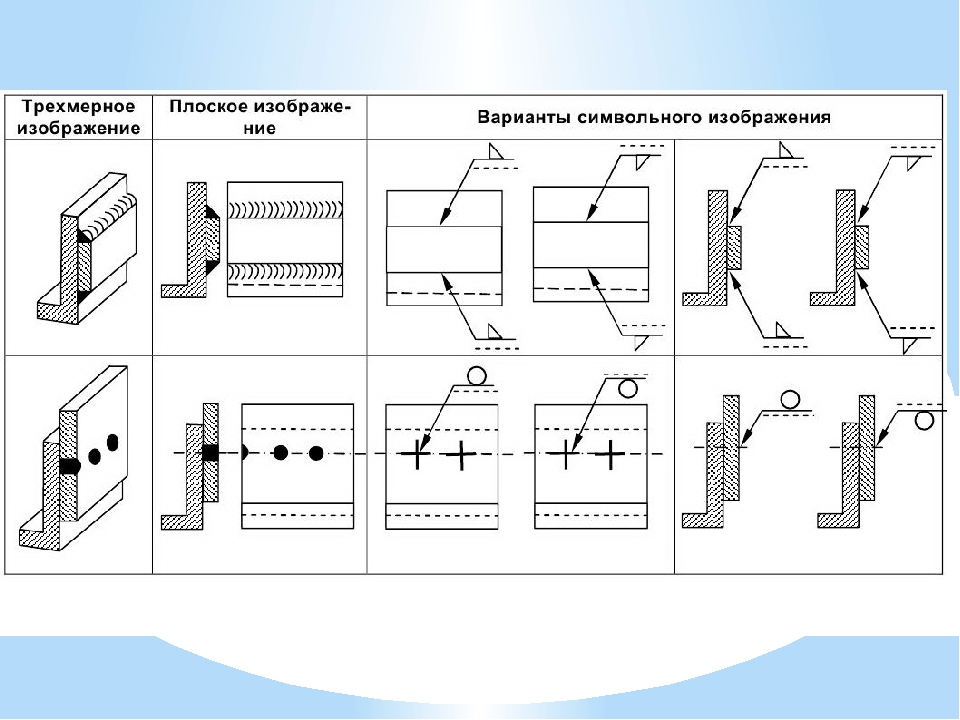
Изображение сварных швов на чертеже
Для стандартизации сварки разработана система ЕСКД – единая система конструкторской документации, в которой указаны все возможные обозначения, а также требования к оформлению нормативной документации. Данной системой предусмотрено взаимодействие всех участников технологического процесса. Номер межгосударственного стандарта, содержащего основные требования к графическим обозначениям – 2.312-72.
Согласно требованиям данного стандарта, все сварочные соединения изображают следующим образом:
- Наружный шов. Обознается сплошной линией основного типа. Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
- Многопроходное соединение. В этом случае на изображении должны быть контуры зоны контакта со специальными обозначениями.
 Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
Обязательно наличие выносной линии со стрелкой, которая указывает на шов.- Нестандартные швы. В документ вносят всю информацию, необходимую для качественного выполнения работ.
Выносная линия показывает не только место будущего соединения. При помощи вспомогательных знаков уточняется следующая информация:
- характер шва;
- тип обработки;
- требования к монтажу;
При этом отсутствуют требования к применяемому сварочному оборудованию – это может быть как аппарат для ручной дуговой сварки, так и автоматическая контактная линия система.
Очередность расположения информации на выноске имеет следующий вид:
- Информация по замкнутой линии.
- Номер межгосударственного стандарта.
- Порядковый номер соединения.
- Технология выполнения работ.
- Катет шва.
- Величина точечных швов.
- Дополнительные обозначения.

После второй позиции информацию разделяют с помощью дефиса.
Вспомогательные знаки
С помощью вспомогательных знаков указывают следующую информацию:
- Требование ликвидировать выпуклость шва после проведения работ.
- Необходимо обеспечить плавный переход на базовую плоскость, путем ручной или механической обработки всех неровностей.
- Сварку выполняют по незамкнутой линии.
- Стык должен иметь замкнутый контур.
- Сварочные работы выполняются после проведения монтажа заготовки.
- Тип шва – прерывистый или точечный, с цепным расположением.
- Соединение выполняют в шахматном порядке.
Варианты обозначения сварного шва и требования к выполнению работ имеют следующую маркировку:
- «А». Работы выполняются с помощью автоматической установки под слоем флюса, без предварительной проварки стыка. Подкладка или подушка должны отсутствовать.
- «Аф». Автоматическая сварка под флюсом с использованием специальной подкладки на его основе.
- «ИН». Работы выполняются с применением тугоплавкого электрода в среде защитного газа. Здесь идет речь о материалах из вольфрама. При этом дополнительный присадочный материал не используется.
- «ИНп». Сварка в среде защитного газа с использованием присадочных материалов.
- «ИП». Сварка электродной проволокой в среде защитного газа.
- «УП». Работы в среде защитного газа, в качестве которого выступает углекислый газ.
- «Г» Газосварочная технология.
- «Э» Электродуговая сварка.
- «З» Работы следует выполнять в среде защитного газа.
 Подкладка или подушка должны отсутствовать.
Подкладка или подушка должны отсутствовать.Техническая аббревиатура
Изучение обозначений видов соединения на чертежах по ГОСТам – обязанность каждого сварщика, который желает достичь уровня профессионала.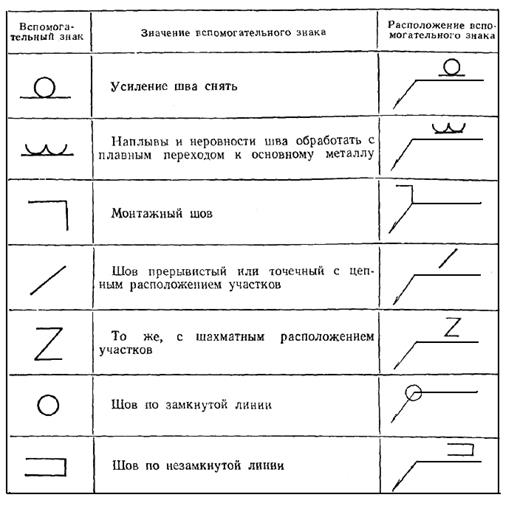 Для получения столь необходимого навыка существует два рабочих метода:
Для получения столь необходимого навыка существует два рабочих метода:
- Изучать все межгосударственные стандарты, которые имеют отношение к проектно-технической документации. Помимо ГОСТа 2.312-72, который был рассмотрен выше, имеется еще два стандарта: 5264-80 и 14771-76.
- Рассматривать подачу информации на примере готовых чертежей. Это поможет постепенно углублять свои знания, с необходимой скоростью и интенсивностью. Дополнительное преимущество данного метода в том, что документация будет содержать только ту информацию, которая нужна сварщику.
Условные обозначения соединений. Примеры
В качестве примера используем следующий чертеж:
Расшифровка:
- Первый символ говорит о том, что сварочные работы следуют производить после монтажа заготовок.
- Номер межгосударственного стандарта указывает, что в данном случае применяется ручная дуговая сварка.
- C 13. Стыковой тип соединения с односторонним изгибом фаски.
- Следующий символ требует ликвидировать выпуклость шва после проведения работ. Знак, расположенный под выносной линией говорит о том, что обработку следует провести с двух сторон.
- Rz20. Требуемая шероховатость наружной части. Данный параметр соответствует 3 классу чистоты поверхности, согласно ГОСТу 2789-59.
- Rz80. Требуемая шероховатость обратной стороны. Данный параметр соответствует 1 классу чистоты поверхности, согласно ГОСТу 2789-59.

Структура обозначения
Сварку на чертеже обозначают следующим образом:
Расположение уточняющей надписи указывает на тип соединения:
- Сверху. Указывает на лицевое расположение шва.
- Снизу. Сварка выполняется с обратной стороны.
- С двух сторон. В данном случае применена двухсторонняя сварка.
Рассмотрим структуру расположения маркировочных знаков:
- В первой колонке указывается контур замкнутости шва, а также монтажные условия, предъявляемые к соединению.
- Номер межгосударственного стандарта, согласно которого выполняют работы.
- Порядковый номер по проектно-технической документации. Содержит как буквы, так и цифры.
- Дефис, которым необходимо разделять все последующие позиции.
- Здесь указывается технология выполнения соединения (с помощью электродуговой или газовой сварки, в среде защитного газа и под слоем флюса). Данная позиция не является обязательной к заполнению.
- Величина углового катета. Указывается в миллиметрах.
- Размер прерывистого шва.
- Место расположения вспомогательных обозначений.
- Класс чистоты поверхности, в случае необходимости ее обработки.

Упрощения
На изготовление даже самой простой конструкции необходимо подготовить соответствующую документацию. Если на чертеже все швы выполнены по одному стандарту, информацию вносят в пояснительную записку.
 youtube.com/embed/U5Y1r3YwgWc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/U5Y1r3YwgWc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Кроме того, допускаются и другие упрощения, согласно рекомендациям ГОСТа 2.312-72:
- Если все швы на чертеже не отличаются по типу и расположены на одной стороне, им не присваивается порядковый номер. Они обозначаются линиями-выносками без полок.
- При изготовлении симметричной детали разрешено обозначать швы лишь на одной из ее сторон.
- Некоторые чертежи содержат несколько одинаковых элементов, которые приваривают с помощью одного и того же способа. В этом случае линией выноской разрешено отмечать лишь одну из составных частей. Важно, чтобы обозначенный элемент имел порядковый номер.
- В отдельных случаях разрешено заменить выносную линию указанием в пояснительной записке к чертежу. Это допускается при условии точного определения расположения шва, а также указания его технических и качественных характеристик.
Использование САПР
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта — Станок
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.
Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.
ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.
https://www.youtube.com/watch?v=qBf24cIxYuU
Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.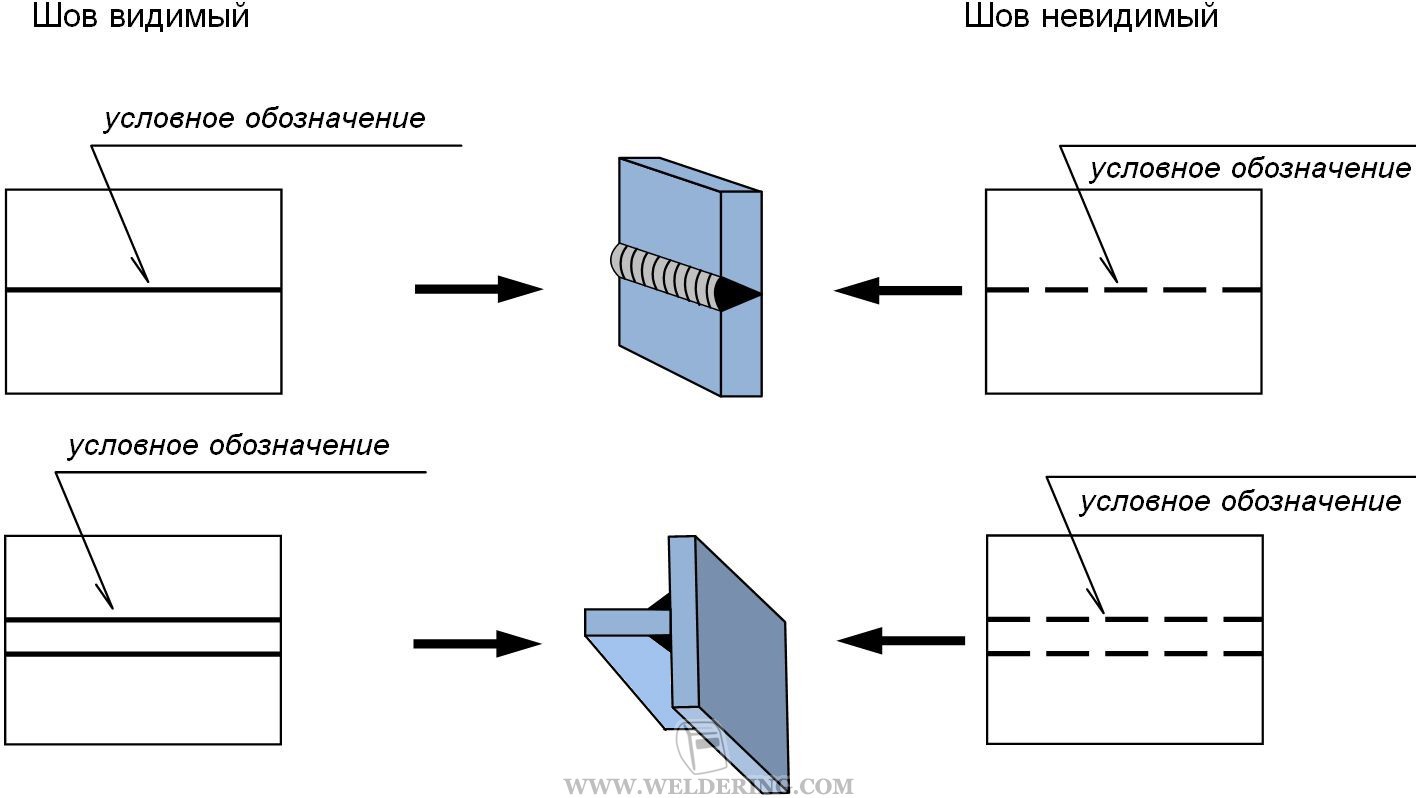
Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.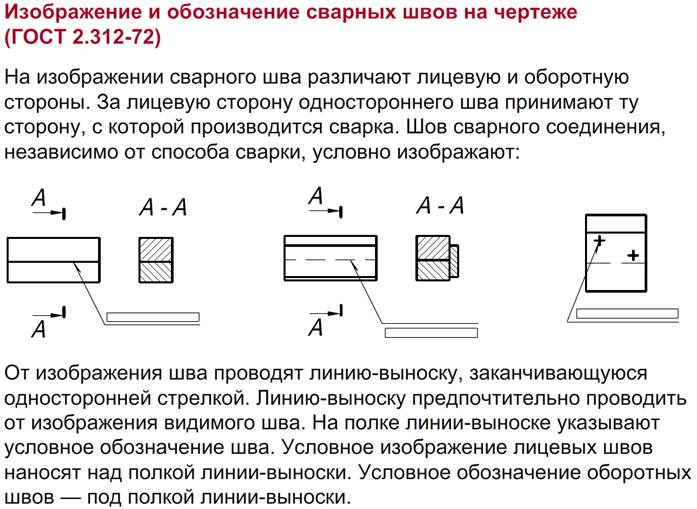
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Источник: https://stankiexpert.ru/spravochnik/svarka/oboznachenie-svarnykh-shvov-na-chertezhakh.html
Типы сварных швов. Обозначение сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
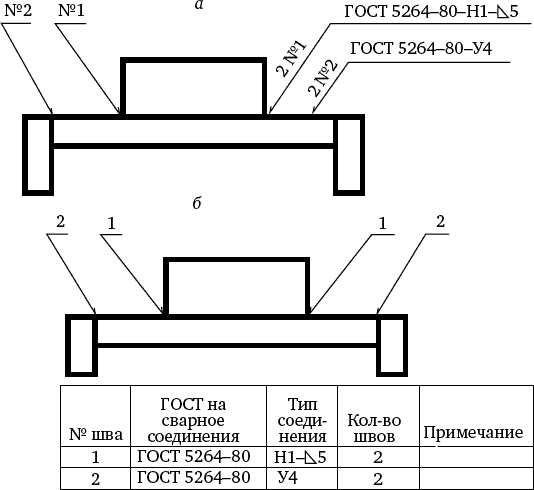
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа —
57.
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D.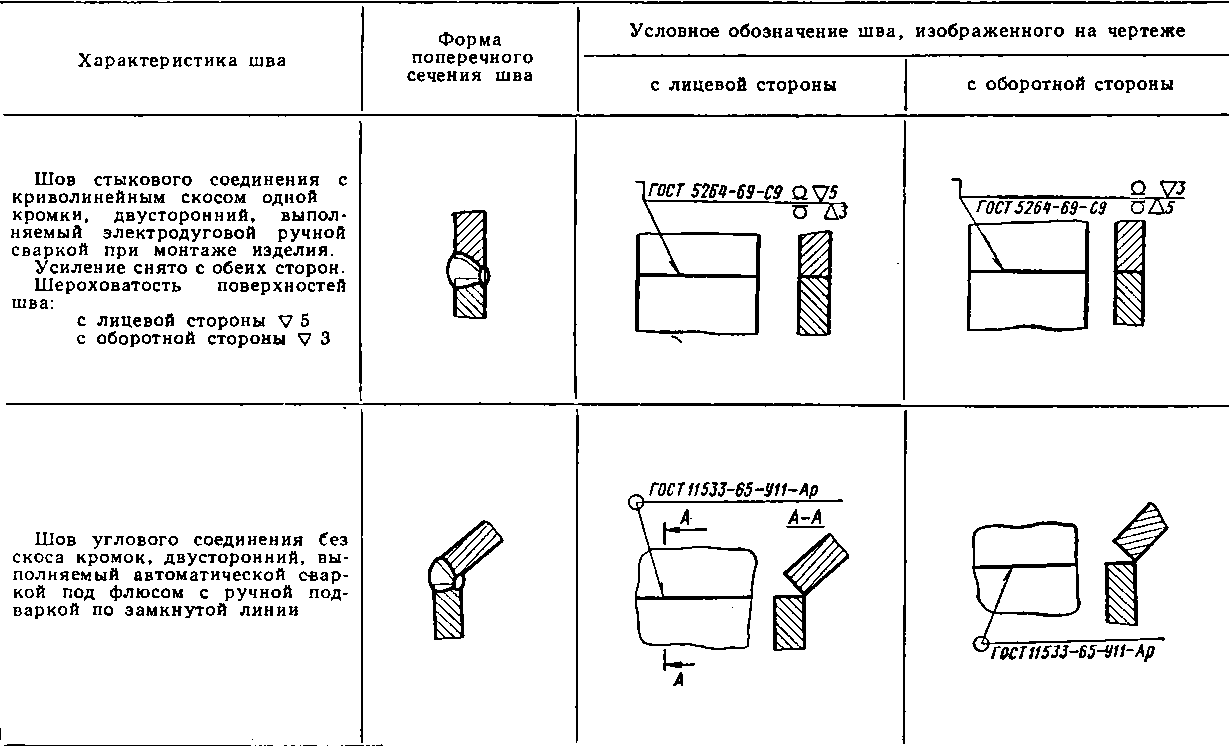 Schweissnaht
Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп.
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D.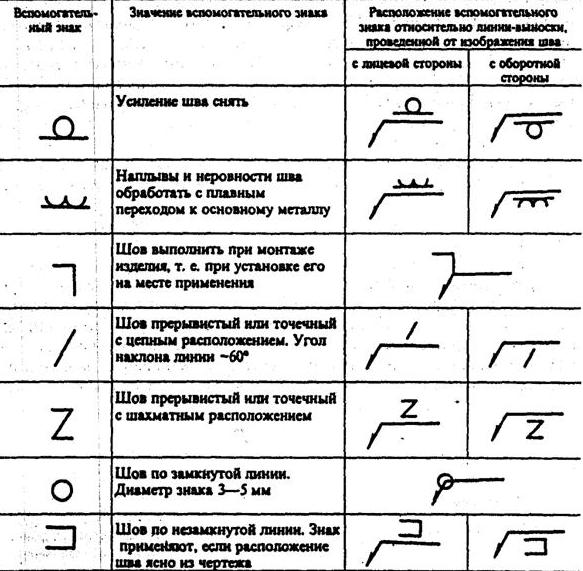 Mehrlagennaht
Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е . Cascade welding
Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D.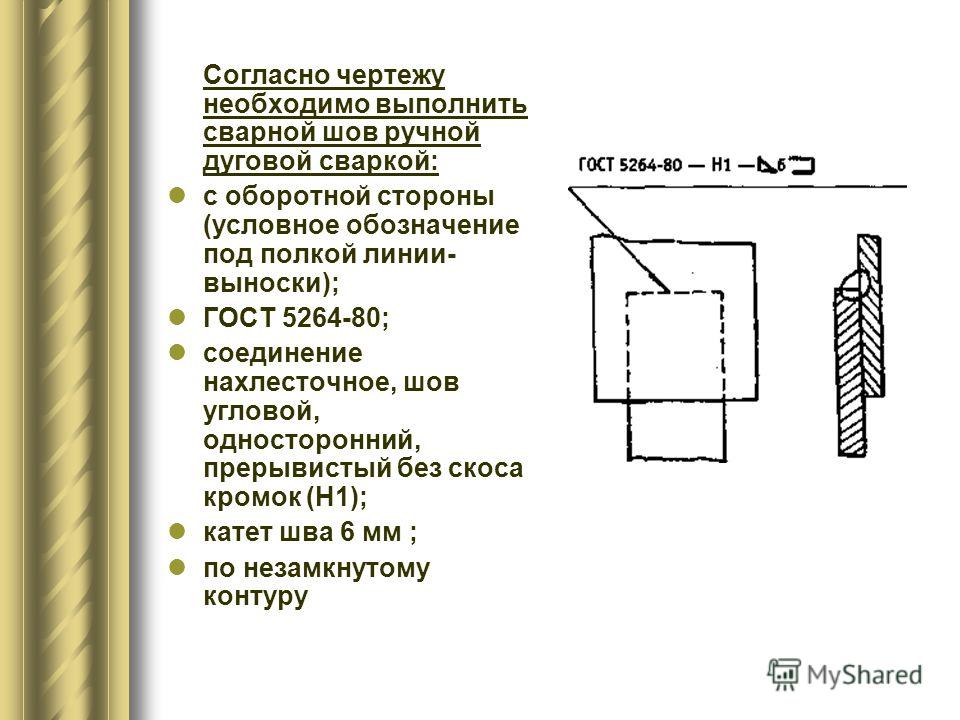 Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовВиды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТамВариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.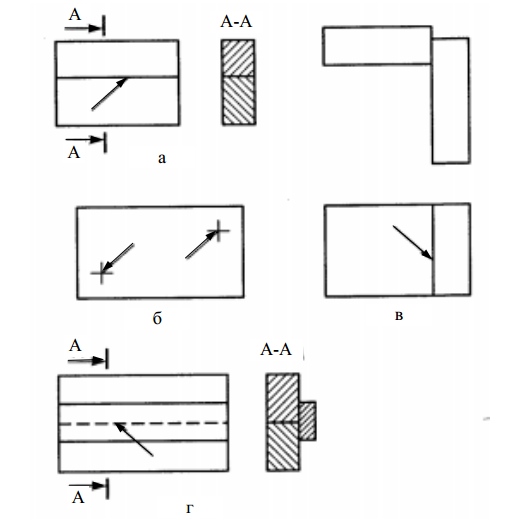
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается.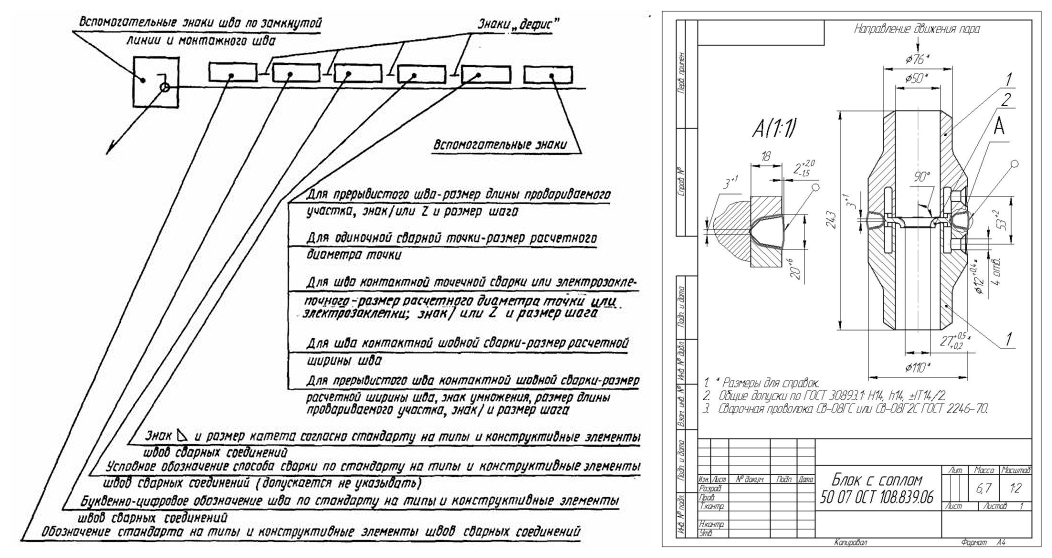 В нашем чертежном обозначении катет равен 6-ти мм.
В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Чертеж стыкового соединения.
 Обозначения швов сварных соединений на чертежах
Обозначения швов сварных соединений на чертежахОбщесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
Огнеопасные газы, такие как ацетилен, природный газ, пропан и т.д. И образующие газы, используемые при лазерной сварке, не охватываются настоящим международным стандартом. Транспортировка и обработка газов и контейнеров должна осуществляться в соответствии с требованиями местных, национальных и региональных стандартов и правил.
Определяет условия для визуального осмотра сварных швов до, во время и после сварки, но не определяет степень проверки. Он оснащен рекомендованными датчиками сварочного манометра и необходимым оборудованием для прямого и косвенного визуального контроля сварных швов.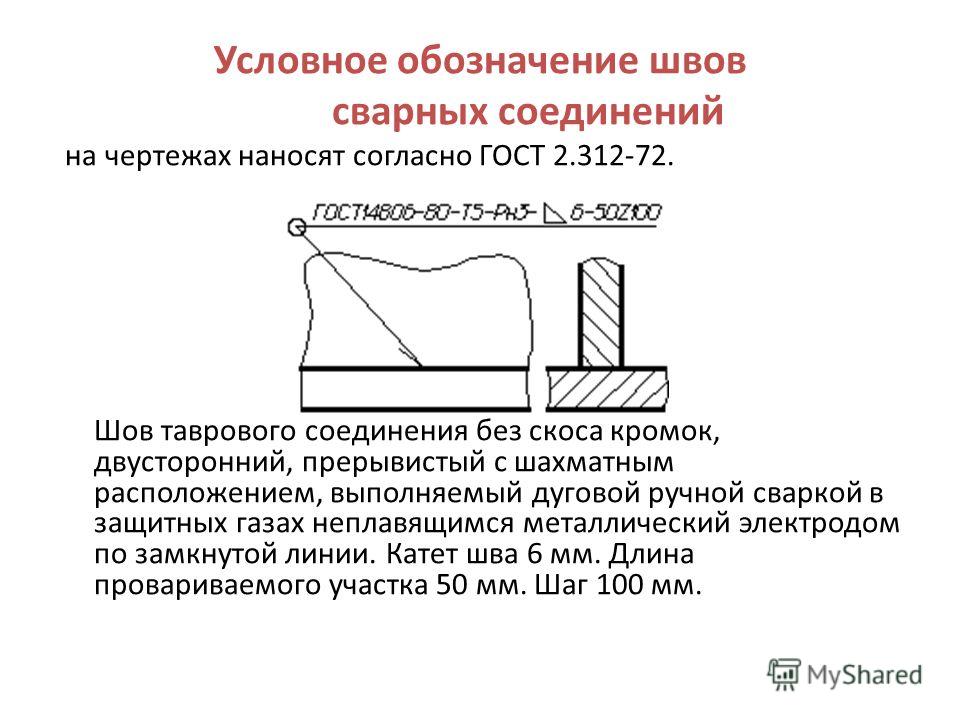
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва- под ним.
Этот стандарт применим к материалам толщиной 8 мм или более, которые проявляют низкое затухание ультразвуковой волны. Обычно стандарт предназначен для испытания сварных швов, где сварочный материал и основной материал являются ферритными. Стандарт определяет четыре тестовых класса.
Этот стандарт определяет степень допустимости 2 и 3 для испытания полностью сварных сварных соединений в ферритных сталях толщиной от 8 мм до 100 мм. В этом стандарте описывается процедура проведения поперечных испытаний путем изгиба испытательных стержней, боковых или боковых испытаний боковых изгибов, взятых из тупых сварных соединений. Этот стандарт также определяет размеры испытательных стержней и далее определяет процедуру продольного испытания путем изгиба из корня и поверхности стыка.
Этот стандарт также определяет размеры испытательных стержней и далее определяет процедуру продольного испытания путем изгиба из корня и поверхности стыка.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
В этих международных стандартах указаны размеры испытательных стержней и процедура проведения испытаний на растяжение для определения прочности на растяжение и места сварного шва. Эти стандарты применяются к металлическим материалам. Настоящий международный стандарт предписывает метод, описывающий расположение испытательных стержней, ориентацию их выемок для испытания и запись данных о ударе испытаний на изгиб тупых сварных соединений в протоколе. Он включает в себя метод маркировки тестовых стержней и дополнительные требования отчета об испытаниях.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
Эта часть стандарта определяет испытания на твердость для поперечных сечений сварных соединений сварных металлических материалов с дуговой сваркой и не может использоваться для испытаний на сварку аустенитных нержавеющих сталей. Стандарт охватывает основные группы методов, групп и подгрупп. Количество любого метода имеет максимум три цифры. Эта система рассматривается как инструмент для компьютерной обработки, чертежей, рабочих документов, определения сварочных процедур и т.д.
Применяется в основном для ферритных сталей, но может использоваться для других подходящих материалов. Настоящий международный стандарт дает указания производителям, как производить термообработку или производство термообработанных продуктов или компонентов. Стандарт также может использоваться в качестве основы для оценки производителем его способности выполнять термообработку.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
Предполагается, что стандарт станет гибкой основой для обеспечения. Что касается того факта, что изменения в стандартах были изданы почти непрерывно, в статье упоминаются только те, которые связаны со сваркой, считаются важными, и те, которые были изменены в прошлом году.
Чертежи неразделимых сварных соединений Предварительная информация Сварка — это процесс непрерывного склеивания металлических деталей из тех же или подобных материалов. Этот процесс включает локализованное плавление соединенных деталей. Место прямого соединения двух соединенных элементов называется сварным швом. Часто бывает, что для процесса сварки требуется использование дополнительного материала, который называется связующим. Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
В зависимости от источника тепла можно использовать газовую или дуговую сварку. Результатом комбинации двух или более компонентов в процессе сварки является образование сварного соединения, которое все чаще упоминается как сварная конструкция. Пример сварной конструкции показан на рис. Попытка сопоставить сварную структуру и соединение в техническом чертеже требует знания терминов и принципов сварки.
Наиболее распространенными в литературе и технической документации являются следующие выражения: лицевая сторона сварной наружной поверхности сварного шва со стороны ее укладки, соединение свариваемой противоположной поверхности сшитой сшивающей поверхности сварочной канавки в сварных швах, выполненных с одной стороны, сварной сварной непрерывный шов по всей длине стыка, сварные прерывистые сварные швы с регулярными интервалами, сварные симметричные сварные швы, имеющие поперечное сечение в одной и той же форме на лицевой поверхности и на гребне.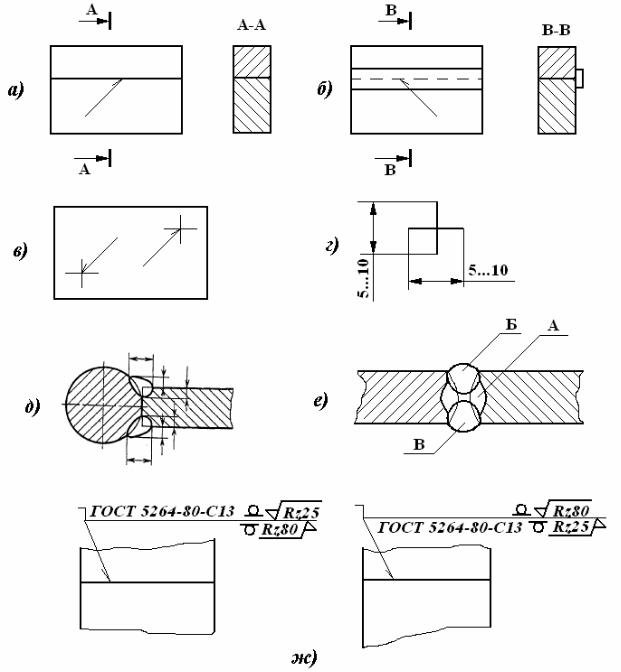
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
2.Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3.Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Пример симметричного сварного шва Типы сварных швов Типы сварных швов тесно связаны с их формой и внешним видом. Это касается как внешнего вида, так и поперечного сечения. Примеры сварных швов, стыков, их форм, названий и контрактных знаков показаны в таблице. Тонкая линия на иллюстрации формы сварки представляет состояние краев перед выполнением операции сварки и, таким образом, представляет способ подготовки краев сварочных элементов.
Типы сварных швов и стыков и их договорные знаки Таблица Название сварного шва Форма сварки Контрактная подпись Сварная кромка с изогнутыми краями, полностью расплавленная Сварная кромка с изогнутыми краями, частично расплавленная. Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 «Швы сварных соединений, ручная дуговая сварка» и -76 «Швы сварных соединений, сварка в защитных газах»):
Вид сверху на грань лица Лицо сварного шва выполнено в виде дуг с тонкими линиями. Не забудьте отметить форму отверстий с толстой сплошной линией, а в случае непрерывных линий — тонкую сплошную линию. Кроме того, следует обратить внимание на форму сварных швов с скошенными отверстиями, которые должны соответствовать форме отверстий в плоскости контакта соединенных деталей. Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Габаритный чертеж сварных швов и сварных соединений Сварные соединения и соединения, сваренные на исполнительных и монтажных чертежах, должны быть рассчитаны в соответствии с упрощенной схемой, представленной в польском стандарте, которая основана на ряде графических элементов контракта. Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
Упрощенная конструкция маркировки сварного соединения. Опорная линия представляет собой линию тонкой непрерывной опустошен завершена стрелкой, стрелка называется опорной линии. Длина опорной линии должна обеспечивать дизайнер, способный четко и правильно хранить всю необходимую информацию относительно сварного шва или сварного соединения. Полки должны провести опорную линию параллельно нижнему краю листа чертежа.
Присутствует в анализе приварены идентификации соединительная линия представляет собой тонкий пунктирная линия, которая обращается ниже или выше опорной линии. Расположение линии идентификации зависит от того, отмечен ли сварной шов после. Его положение также зависит от положения метки сварного шва. При маркировке симметричных сварных швов линия идентификации должна быть опущена. Принципы маркировки сварных швов с идентификационной линией и контрактными сварными швами показаны в таблице. Точки 1 и 4 в этой таблице рекомендуются Польским стандартом и считаются привилегированными.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Принципы определения совместной идентификации линий и условных знаков совместного Описания Таблицы презентационная графика Если шов на стороне лица, знак письменного договорные суставы на исходном уровне и помещает ее в нормальном положении.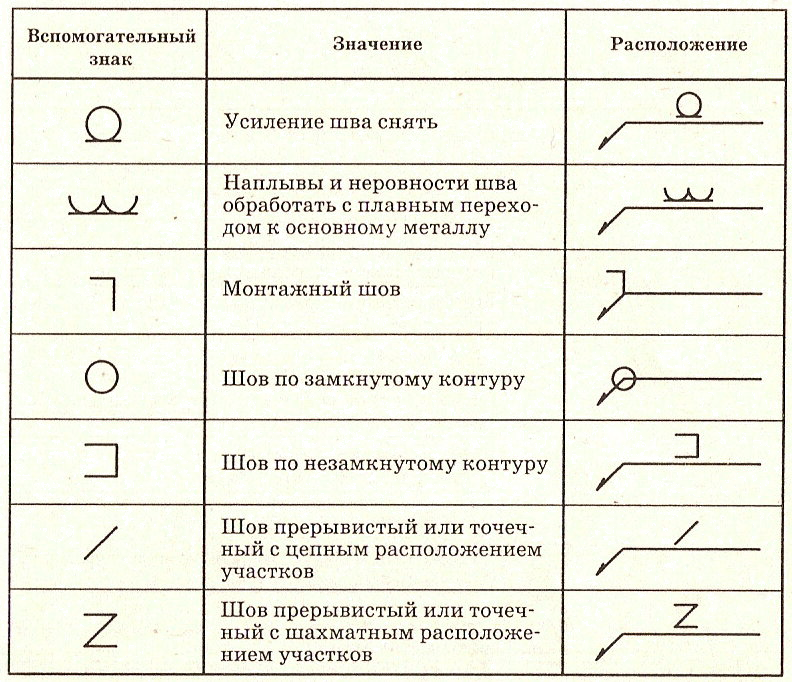 Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Условный знак сварной шов пишет на опорной линии в точке, отмеченной на рисунке 4 цифр 1, сохраняя при этом виде логотипа, определенном в польском стандарте. Характерные размеры поперечного сечения размещаются перед сварным знаком на левой стороне сварного соединения в месте, указанном на рисунке. Характерные размеры сварных соединений и сварных швов обозначены сварным знаком с правой стороны в нумерованном месте. Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
Таблица 5 Номинальная толщина сварного шва равна толщине края шва или толщины тонкого края стыка. Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Поперечный размер углового шва предшествует высоте относительно прямоугольного треугольника гипотенузы равнобедренного, которое образует часть поперечного сечения сварного шва. Номинальная длина сварного шва равна длине сварного шва. По-видимому, более профессионально использовать и использовать полные маркировки сварных соединений, рекомендованные в польском стандарте, давая вам гораздо больше информации о сварных соединениях. Построение полного определения сварного шва показана на рисунке полное указание сварного шва можно выделить следующие: расширение линии, стрелка опорной линии, идентификации линии, обычный символ сварного шва, обозначенной 1, характерные размеры поперечного сечения, обозначенный позицией 2, характерные размеры продольного сечения отмечены цифра 3, дополнительные знаки, происходящие в положениях, обозначенных на рисунках 4, 5 и 6, размеры кромок готовы к сварке, который обозначается цифрами; 7, другие данные, номер позиции сварки численным методом сварки, качественных данных, указание стандарта для подготовки кромок для сварки, маркировка сварочных инструкций, обозначенных рисунком Рис.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т. е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
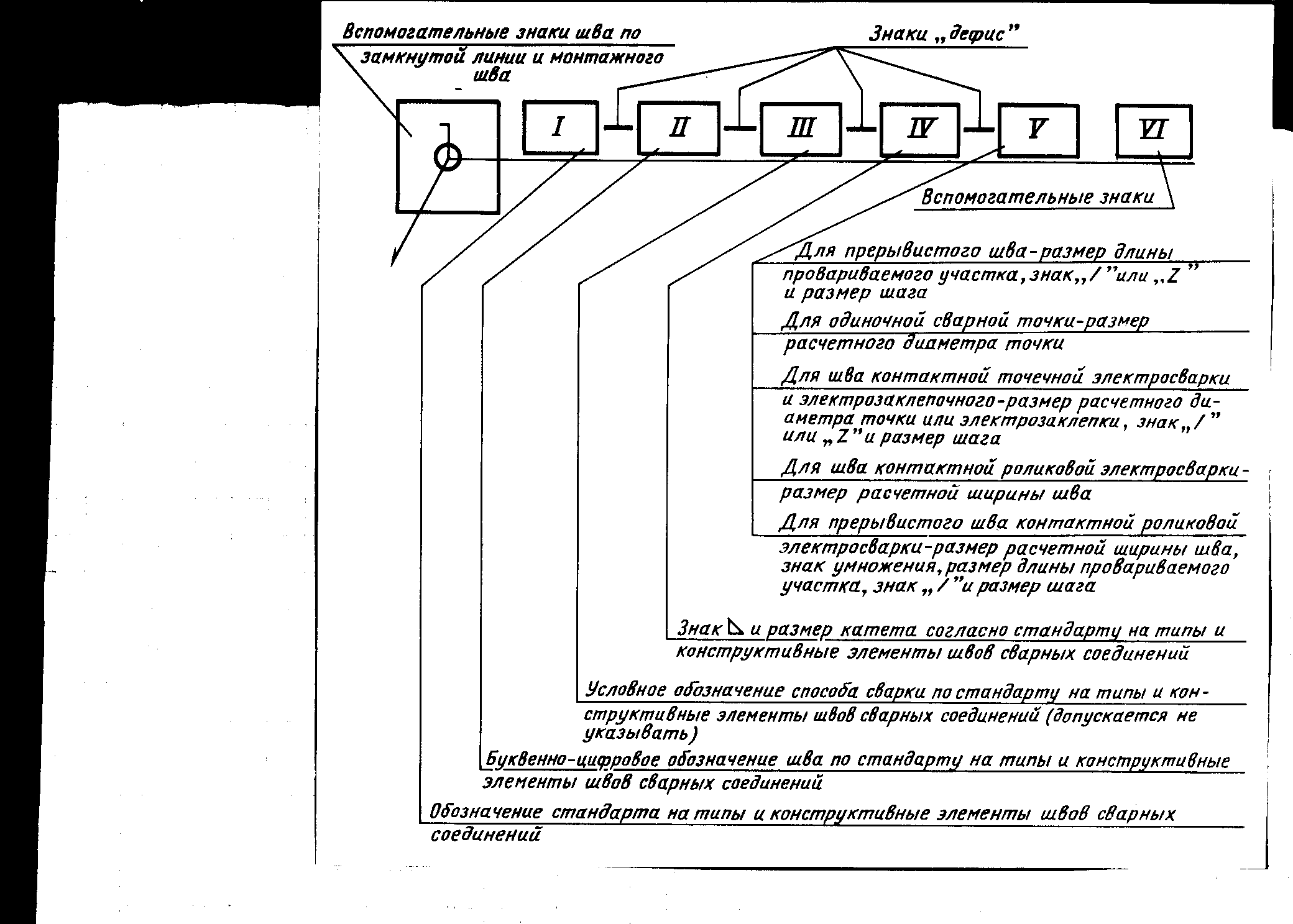
Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по — 80) при монтаже изделия ().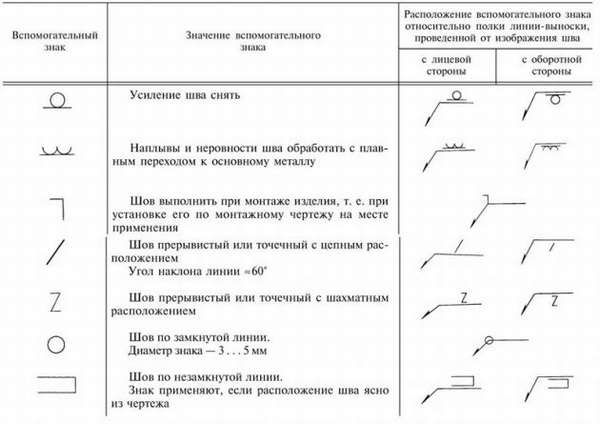 Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по –75) выполняемый автоматической дуговой сваркой под флюсом (А по –75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по –80), выполняемый сваркой нагретым газом с присадкой (Г по –80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по -80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по -80) . Шов по замкнутой линии (круговой шов).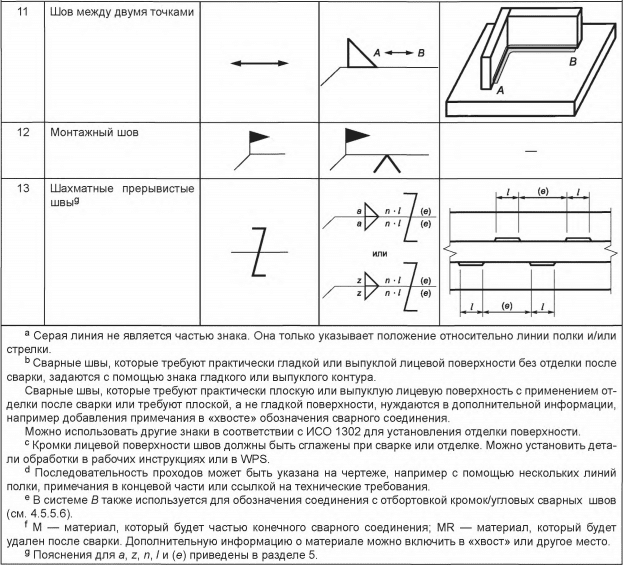 Катет шва 5 мм (Δ5).
Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.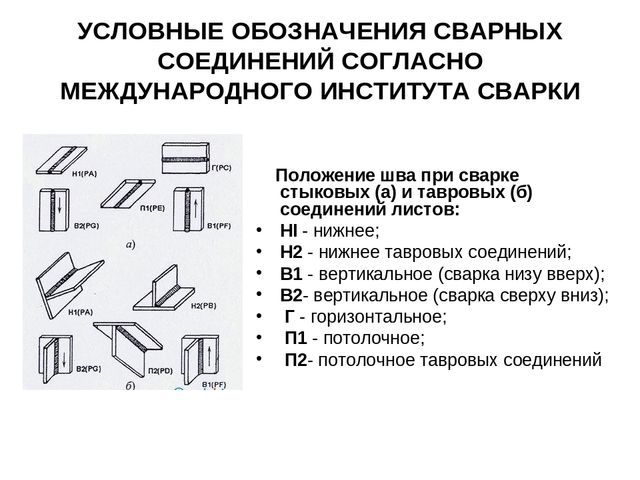
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях.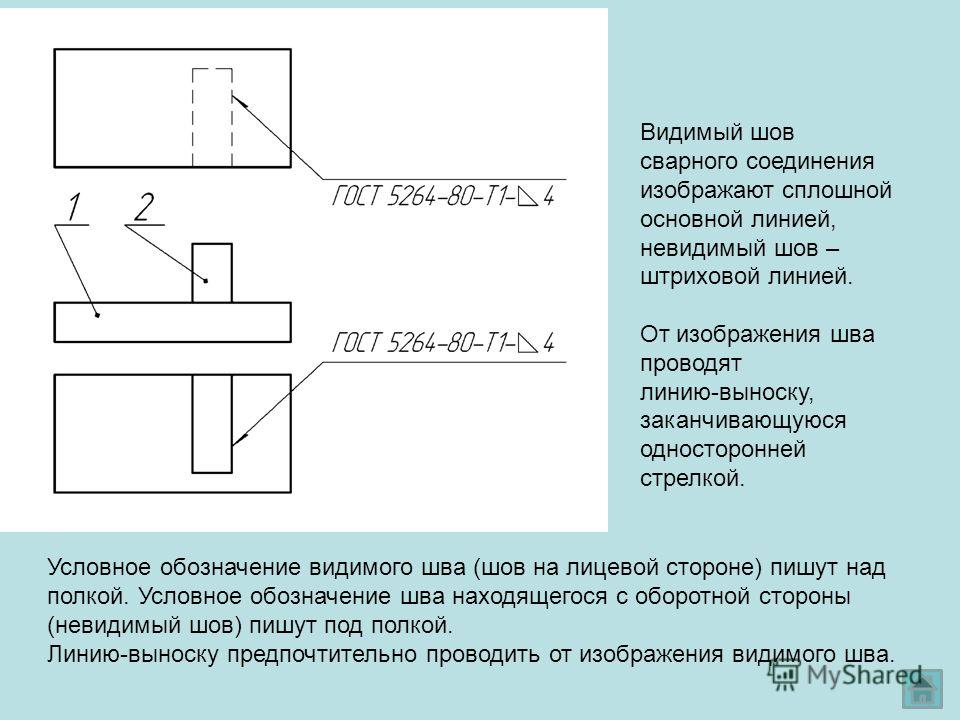 При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σ у зависит от длины шва и, как правило, не превышает значения 0,3 σ т. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод.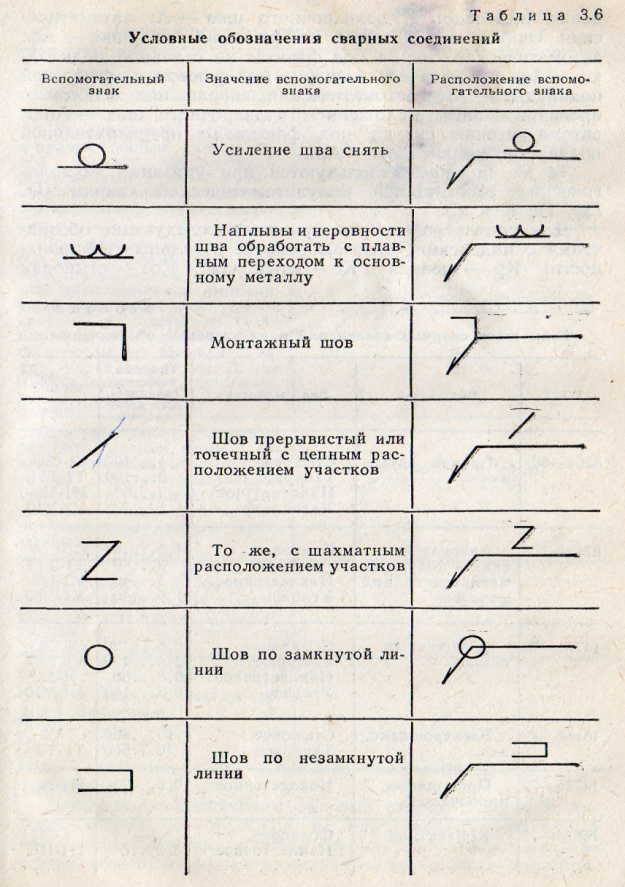 Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Обозначение сварки на сборочном чертеже
Существует несколько условных обозначений на сборочном чертеже сварных швов.
- Видимый шов выполняется сплошной жирной, чуть толще основной контурной линией.
- Невидимый шов обозначается штриховой линией.
- Точечный шов обозначают крестиком.
- Обозначением является указатель стрелочка с односторонним скосом.
Это общее положение которое относится как к ISO 2553-2017 так к ГОСТ 2.312-72. На фотографии изображено обозначение сварных швов на строительных чертежах.
Есть так же полочка совмещенная со стрелкой. Помимо обозначение прохождения шва на чертеже указывают метод его исполнения.
- Вид стыка. К примеру угловой тавровый, нахлесточный, стыковой.
- Способ сварки. Ручная дуговая, ручная аргоновая, полуавтоматом, методом диффузии и так далее.
- Указываю и физические параметры. Дина ширина, высота катета, шероховатость.
- Способ наплавления металла в стык. Прохождение змейкой, обратным валиком, восьмеркой, елочкой.
- Обозначают порядок расположения шва. В шахматном порядке продольно, косой, поперечный. С лицевой и нижней стороны элементов.
Для разъяснения на фотографии попытался расписать все по полочкам.
Этого еще не достаточная информация лишь в ознакомительных целях. В окошечки ставятся вспомогательные знаки. Они помогаю понять на чертежах как должен выглядеть шов. Все элементы на бумаге изображают в плоскости. Вид сверху сбоку, спереди и один общий объемный рисунок. Все нюансы невозможно обрисовать. Основные дополнительные знаки я зарисовал и на фото можно посмотреть.
Международный стандарт немного отличается от ГОСТ.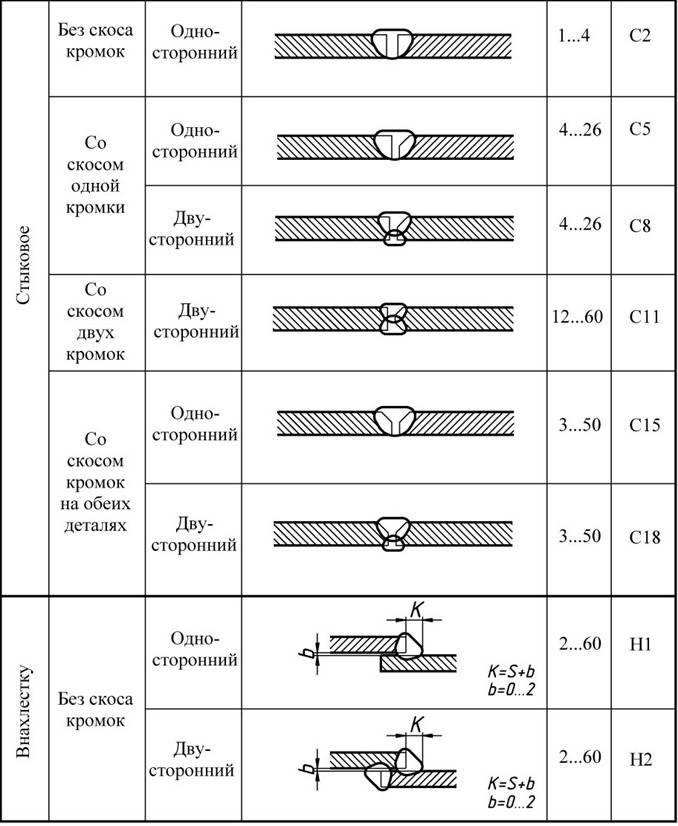 За долгое время были внесены изменения. Которые упростили задачу чтения сварочных швов. Сравню основные расположения обозначений сварочных швов ISO и ГОСТ на фотографии.
За долгое время были внесены изменения. Которые упростили задачу чтения сварочных швов. Сравню основные расположения обозначений сварочных швов ISO и ГОСТ на фотографии.
В первую очередь мы видим основные параметры а потом уже методику выполнения работы в ISO. По ГОСТ с начало всю методику а потом уже параметры шва. Как вам удобнее решать вам. По первому варианту намного проще понимать написанную информацию в чертежах. Для наглядного примера приведу примеры как выглядит первый вариант.
Второй вариант наш ГОСТ.
По последнему рисунку с начало залезешь в справочник и найдешь нужный шов а потом посмотришь его параметры на чертеже. На первом рисунке с точностью наоборот. Запомнил все размеры и перешел к выполнению уже по требованиям.
Всю полностью информацию невозможно описать. Поэтому написал самое важное на мой взгляд. Какими линиями обозначаются сварочные швы. Как расшифровать надпись на полочке и под ней. Вспомогательные знаки которые помогают понять как выглядит стык и будущий шов.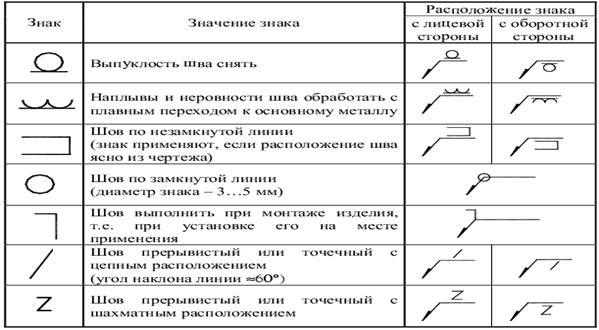 Отличия между ГОСТ и ISO нанесения информации. Для полного изучения всего нужно будет изучить как ГОСТ 2.312-72 так и ISO 2553-2017. Там присутствуют еще дополнительные указания на выполнения каждой поставленной задачи а также таблицы сварочных швов на чертеже.
Отличия между ГОСТ и ISO нанесения информации. Для полного изучения всего нужно будет изучить как ГОСТ 2.312-72 так и ISO 2553-2017. Там присутствуют еще дополнительные указания на выполнения каждой поставленной задачи а также таблицы сварочных швов на чертеже.
Условные обозначения сварных соединений » Главная Главная
Как выполняется обозначение таких сварных соединений, как швов: угловых, внахлёску или тавровых. Обозначение сварных соединений (швов) на чертежах выполняется следующим образом.
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — точечный шов внахлёст на чертежах
Рядом, возле изображения сварного соединения (сварного шва), обязательно надо указать форму сварного шва, размер сварного шва, и не забыть указать ещё и способ сварки (кроме ручного способа) с помощью специальных обозначений предусмотренных ГОСТами или нормами КМ и КМД.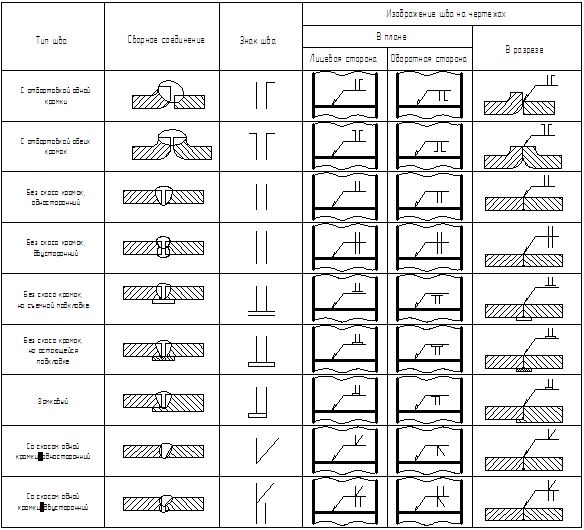
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- Обозначение сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах …………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………….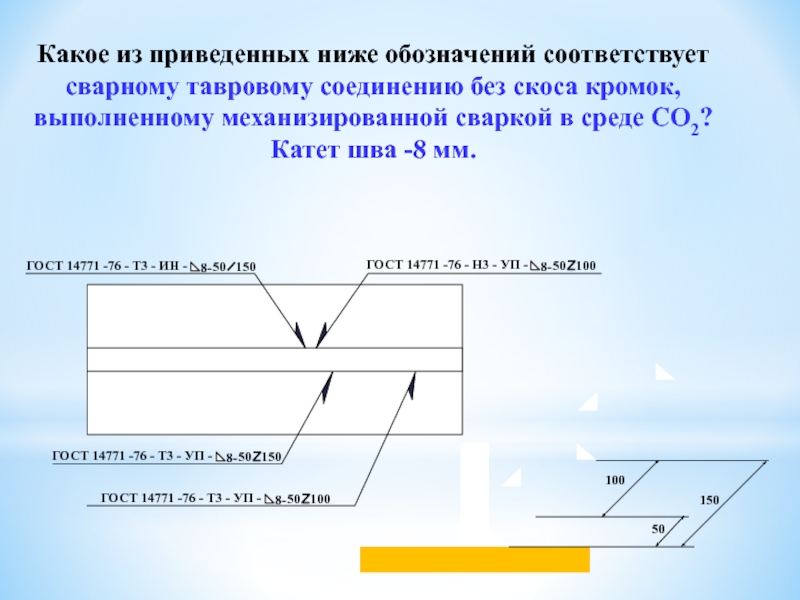 .
.
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
………………………………………………………………..
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах ……………………………………………………………………….
Дополнительной важной информацией сопровождающей обозначение сварных соединений в обязательном порядке является указание рядом СПОСОБА СВАРКИ для этого соединения. Как обозначаются способы сварки? Смотрите специальную статью.
Кроме того, возле обозначения сварного соединения на чертежах указываются ещё необходимые РАЗНЫЕ ОБОЗНАЧЕНИЯ, а так же необходимые формализованные СОКРАЩЕНИЯ СЛОВ И ТЕРМИНОВ сварки на чертежах.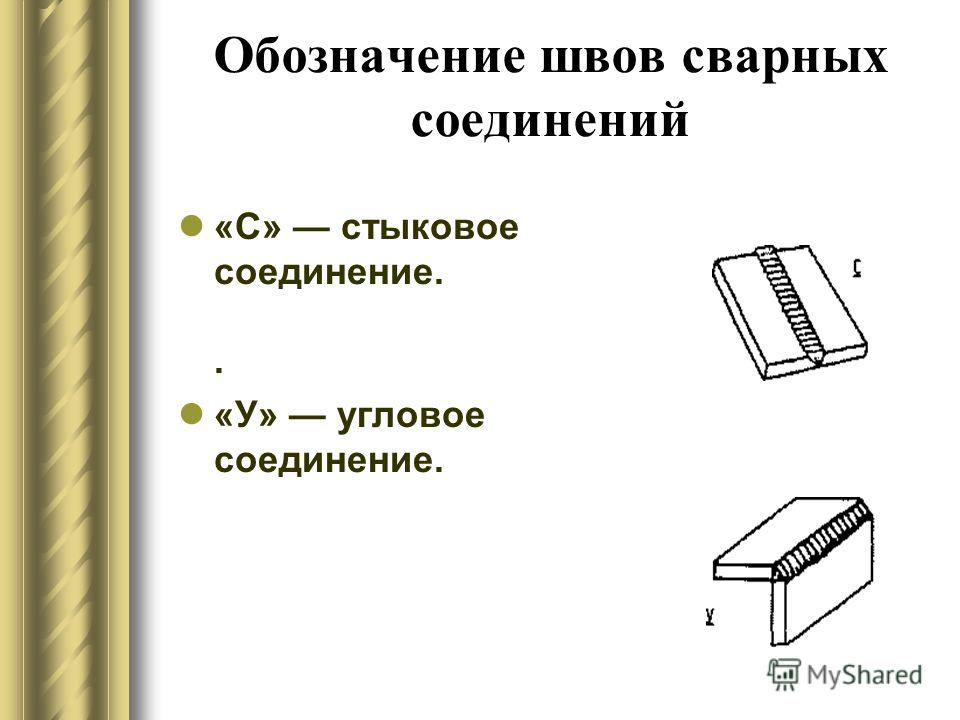
Изображение сварных соединений на чертежах. Правильное обозначение сварки на чертежах и схемах. Обозначения сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
Такие приспособления не предназначены для деталей, предназначенных для передачи фрикционных нагрузок из одной части в другую в силу герметичности посадки, поскольку эти условия покрываются силовыми приспособлениями. Они подходят для тонких секций или очень длинных пригонок или в чугунных внешних элементах.
Они касаются самых жестких приспособлений, которые могут использоваться с высококачественными чугунными внешними элементами. Рекомендуется односторонняя система допусков, в которой допуски на каждую часть расположены только в одном направлении от размера конструкции, плюс для отверстия и минуса для вала.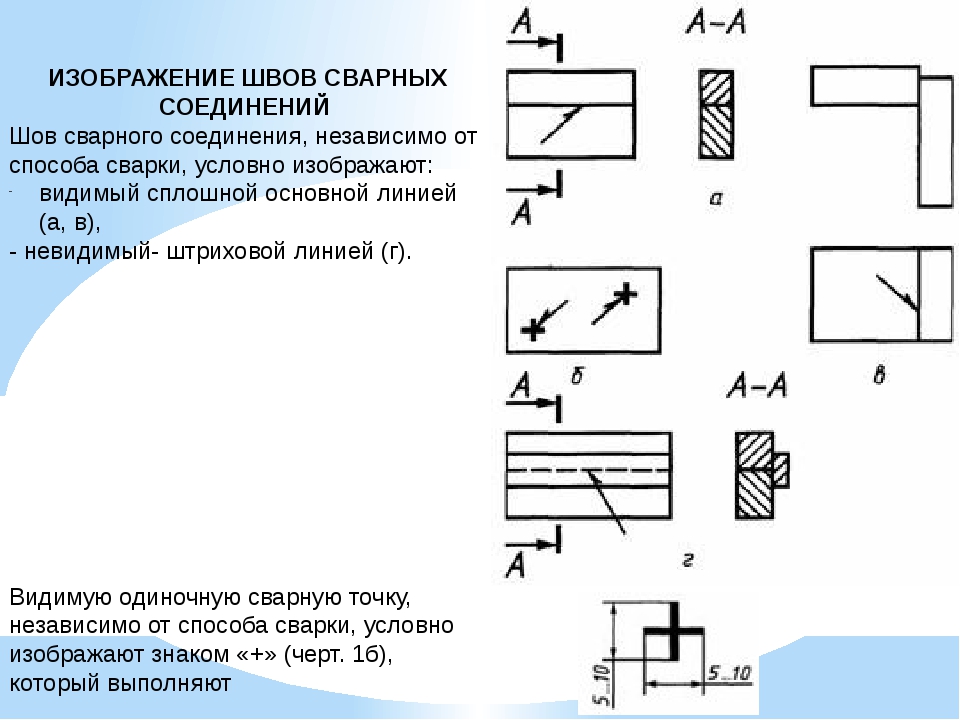 Пример. Было установлено, что подшипник будет запрессован в стальную пластину со штатным приводом, и вал получит свободную ходовую подгонку.
Пример. Было установлено, что подшипник будет запрессован в стальную пластину со штатным приводом, и вал получит свободную ходовую подгонку.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва- под ним.
Поэтому разработчику необходимо указать размер отверстия и допуски для размещения подшипника в соответствии с «Лимитами зазора» в таблицах или использовать рекомендации производителя, если они имеются. В настоящее время используются следующие номера чертежей.
Номера журналов часто отображаются случайно на связанных чертежах, когда запросы на номера не отправляются одновременно. Поэтому он обычно используется для хранения, поиска и извлечения конкретного чертежа из большой базы данных чертежей и документов.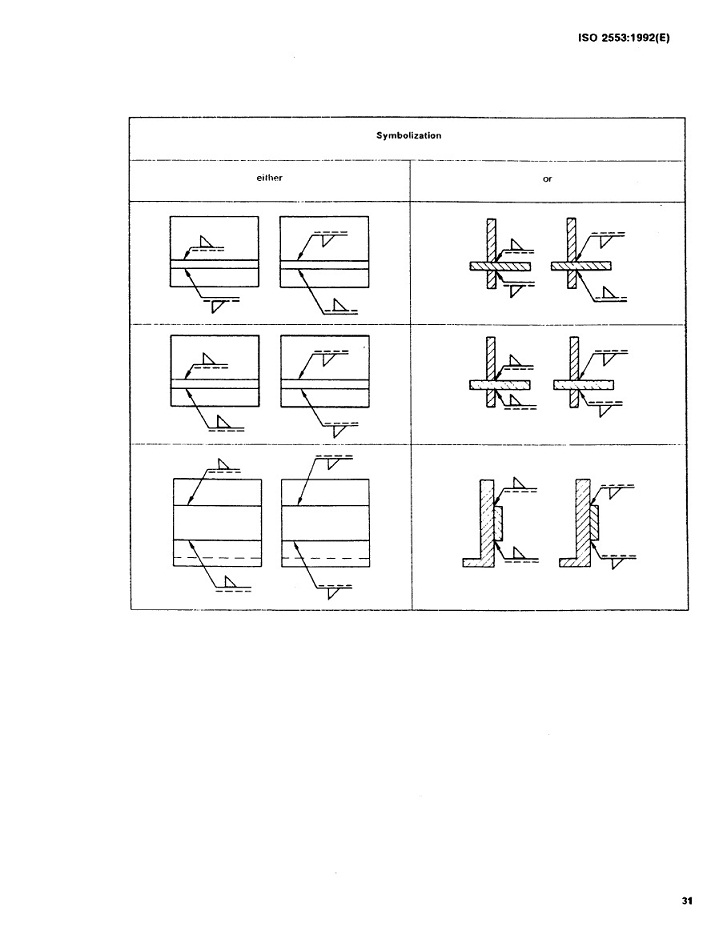
На рисунке 1 показано, как этот иерархический пробой используется для сборки фотонного затвора. Разделение основной сборки компонента на подсегменты, подсегменты и детали несет ответственность инженер-конструктор и его проектировщик. Это гарантирует, что присвоенный номер всегда будет отличаться от старых цифр, содержащих только пять цифр.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
Номер чертежа прототипа имеет ту же структуру, что и номер документа, за исключением того, что первому предшествует буква Р, указывающая прототип. Чертежи с номерами эскиза обычно используются инженерами и физиками для передачи проектной информации проектно-конструкторскому персоналу. Номер электронного файла состоит из описательного идентификатора длины поля 2, за которым следует последовательность логической нумерации, описанная выше в подразделе. Его первое поле представляет собой букву, которая представляет собой группу компонентов, а второе поле — это число, назначенное последовательно различным компонентам эта группа.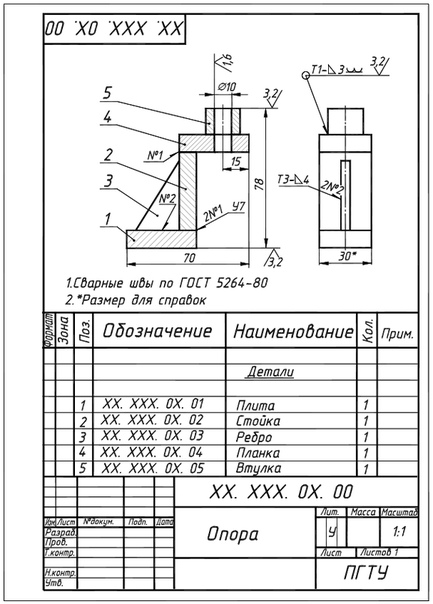
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
Последние две цифры номера логического чертежа и номер чертежа прототипа идентифицируют номер версии. Первоначальный выпуск идентифицируется -00, а последующие выпуски нумеруются последовательно от -01 до. Символы пересмотра должны использоваться для поиска ревизии в поле чертежа. Символы пересмотра должны располагаться как можно ближе к примечаниям, линиям, видам или размерам, которые изменяются таким образом, чтобы свести к минимуму количество символов. Все изменения, внесенные в единицу времени, должны быть идентифицированы одним и тем же номером ревизии.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях.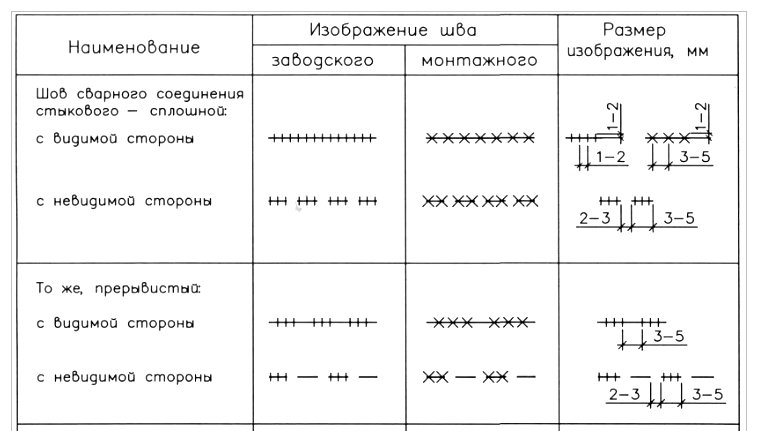 В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
Изменения должны быть идентифицированы трехмерным маркером пересмотра с соответствующим номером ревизии. Правила и руководящие принципы для определения размеров и допусков предназначены для установления единообразных практик для уточнения и интерпретации требований к конструкции. Если есть конфликт, правила, приведенные в этом разделе, имеют приоритет.
Упрощения обозначений швов сварных соединений
Для краткой справки ниже приведены только наиболее часто используемые требования к размерности и допуски. Измерение представляет собой числовое значение, выраженное в соответствующих единицах измерения и указанное на чертеже вместе с линиями, символами и примечаниями для определения геометрической характеристики объекта. Контрольный размер — это измерение без допуска, используемое только для информационных целей и не регулирующее производственные или инспекционные операции.
Предпочтительным методом является размещение эталонного измерения в круглых скобках. Численное значение, используемое для описания теоретически точного размера, профиля, ориентации или местоположения объекта или точки привязки. Это основа, из которой допустимые отклонения устанавливаются допусками на другие размеры, в примечаниях или в рамках управления функциями.
Основные размеры показаны на чертеже в закрытом прямоугольнике. Условие, в котором элемент размера содержит максимальное количество материала в указанных пределах размера; например, минимальный диаметр отверстия, максимальный диаметр вала. Учет представляет собой намеренную разницу между максимальными материальными пределами сопрягаемых частей.
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
2.Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3.Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Это минимальный клиренс или максимальные помехи между этими частями. Общая сумма, на которую разрешено варьировать конкретное измерение. Допуск — это разница между максимальным и минимальным пределами. Общий термин применяется к физической части детали, такой как поверхность, отверстие или щель. Функциональные размерные значения являются предпочтительным методом. Никакие фракционные измерения не должны использоваться только десятичной размерностью, это принятая практика. Таким образом, дается только диаметр отверстия, не указывая, как он должен производиться.
Сварные соединения. Общие сведения и характеристика.
Глава 26. СОЕДИНЕНИЯ ДЕТАЛЕЙ И УЗДОВ МАШИН
Неразъемные соединения бывают: сварные, паяные, клеевые, заклепочные, с натягом.
Соединение деталей сваркой широко применяется в технике. При помощи сварки соединяются детали машин, механизмов, металлоконструкций, мостов, гражданских и промышленных зданий и т.п.
На чертеже следует указать в примечании, что этот чертеж является метрическим чертежом.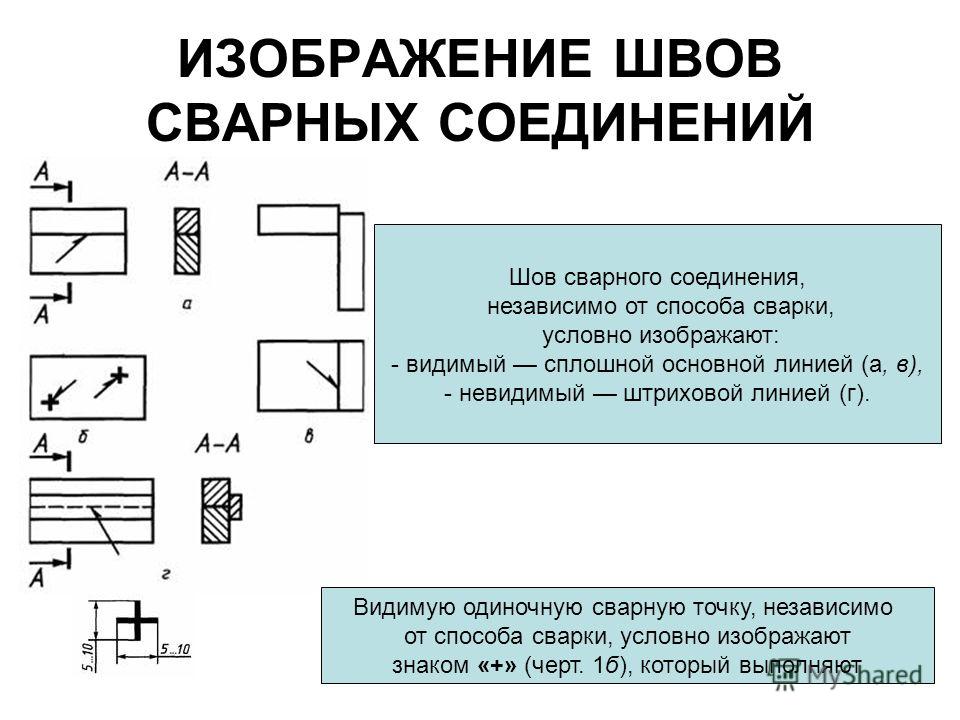 Размеры применяются с размерными линиями или в виде заметок с лидерами. Линии измерения показывают линейное расстояние между центрами или поверхностями объектов напрямую или с помощью удлинительных линий.
Размеры применяются с размерными линиями или в виде заметок с лидерами. Линии измерения показывают линейное расстояние между центрами или поверхностями объектов напрямую или с помощью удлинительных линий.
Габаритные допуски могут быть выражены следующим образом. Высокое значение измерения помещается над низким значением, как показано на рисунке 3. За основным измерением следуют значения плюса и минуса. Допуски определяются с помощью рамки управления функциями, которая задает пределы размеров для отдельных геометрических объектов, таких как местоположение, ориентация, форма, профиль и биение.
Сварное соединение может быть выполнено в основном двумя способами: сваркой плавлением и сваркой давлением.
При сварке плавлением поверхности кромок свариваемых деталей плавятся и после остывания образуют прочный сварной шов. Чаще всего, сварка плавлением осуществляется газовой или дуговой (электродуговой) сваркой (рис. 26.1).
Кадр управления функциями разделен на несколько отсеков, содержащих символ геометрической характеристики, и ссылки на опорные точки по мере необходимости.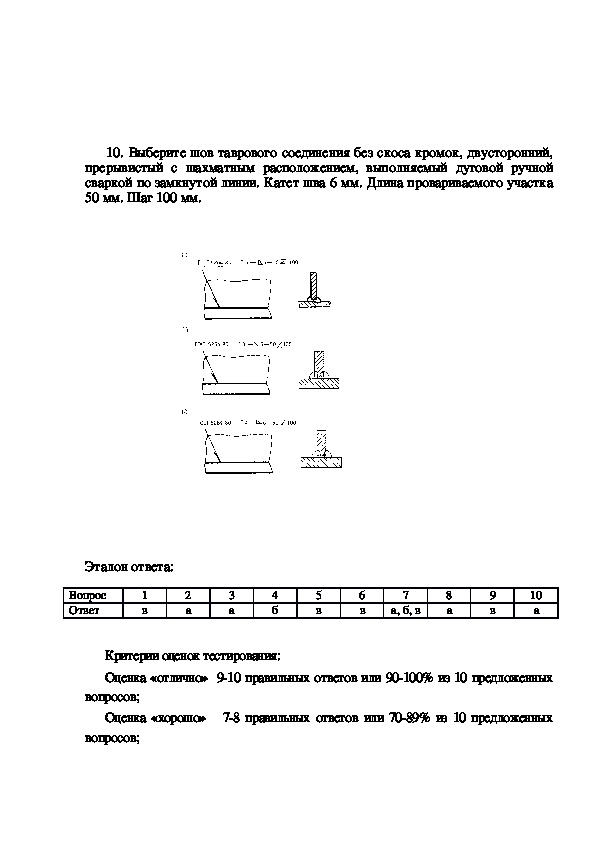 Символы, используемые для геометрических допусков, показаны на рисунке 6. Предпочтение следует отдавать равным плюсам и минусам. Эти термины суммированы на рисунках 1, 2, 3 и 4.
Символы, используемые для геометрических допусков, показаны на рисунке 6. Предпочтение следует отдавать равным плюсам и минусам. Эти термины суммированы на рисунках 1, 2, 3 и 4.
Некоторые обычно используемые термины описываются следующим образом. Поверхность. Поверхность объекта является границей те, которая разделяет этот объект с другого объекта. Вещество или пространство и производится такими способами, как абразирование, литье, покрытие, резка, травление, пластическая деформация, спекание, износ, эрозия и т.д.
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосфере кислорода, образует пламя, используемое для плавления. В зону плавления вводится прутковый присадочный материал, в результате плавления которого образуется сварной шов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Эта деформация происходит за счет воздействия внешней силы. Сварка
Шероховатость. Шероховатость — это поверхностная особенность случайной и повторяющейся разнесенной минуты или меньше от центральной линии. Высота шероховатости — это измеренное отклонение высоты профиля, взятое в пределах длины выборки. Среднее расстояние между соседними пиками известно как интервал ширины шероховатости.
Шероховатость — это поверхностная особенность случайной и повторяющейся разнесенной минуты или меньше от центральной линии. Высота шероховатости — это измеренное отклонение высоты профиля, взятое в пределах длины выборки. Среднее расстояние между соседними пиками известно как интервал ширины шероховатости.
Это средняя поверхность, на которой может быть наложена шероховатость. Высота волнистости — это высота от вершины до долины модифицированного профиля, из которой удалены шероховатость и дефекты. Среднее расстояние между соседними пиками такой поверхности известно как интервал ширины волнистости. Таким образом, волнистость относится к большей средней поверхности, на которую накладывается шероховатость. Однако число шероховатости определяло отклонение от средней осевой линии.
давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 26.2 а), шовной-роликовой (рис. 26.2 и) и др.
Помимо упомянутых способов в современной технике применяются и многие другие способы сварки: электрошлаковая, в защитных газах, ультразвуковая, лазером, индукционная и др.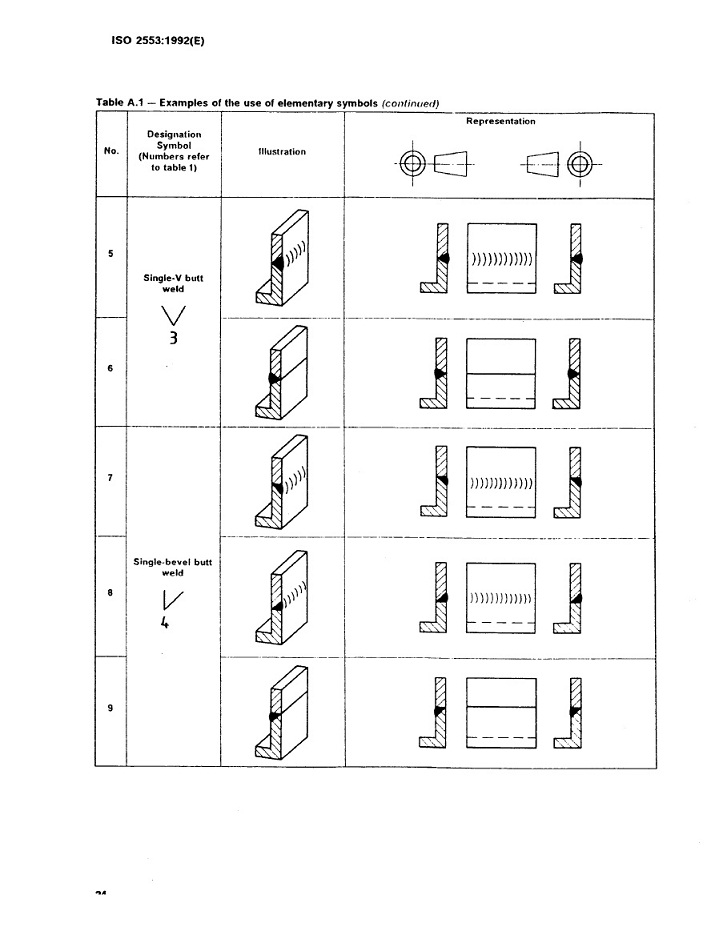
ГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений. Штриховка изображения сечений свариваемых деталей выполняется в разные стороны.
Этот образец поверхности или метка инструмента определяется используемым способом производства. Эта особенность может потребоваться при герметизации стыков и скользящих применений сопрягаемых поверхностей. Важно отметить, что эти численные значения имеют размеры. Большинство стандартных и обычных операций обработки хороши для высоты шероховатости около 63 микро-дюймов. Краткое описание высоты шероховатости других методов обработки включено в один из прилагаемых.
Поэтому не указывайте контроль поверхности в метрическом формате, когда это можно сделать. Наконец, лучшее качество поверхности очень дорого. Поэтому следует проявлять осторожность, чтобы не требовать лучшего покрытия поверхности, чем требуется. При общении с метрическими размерами эти измерения и их смысл будут совсем другими.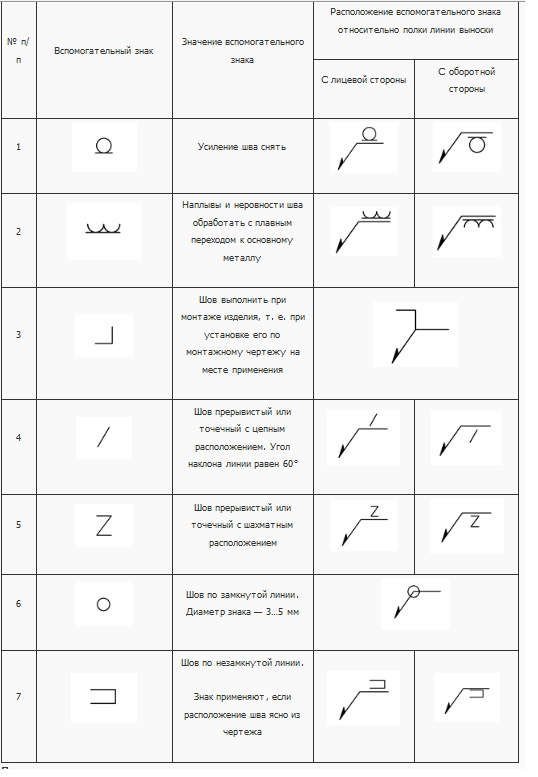
Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги.
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в конце символа, обозначающего эти данные, устанавливается каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает желаемый тип сварного шва.
- Обозначение сварного шва (рис. 3-2) — это способ представления обозначения сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные символы сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другая ссылка
Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2 выше.
Основные обозначения сварных швов
Основные символы сварки Символы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.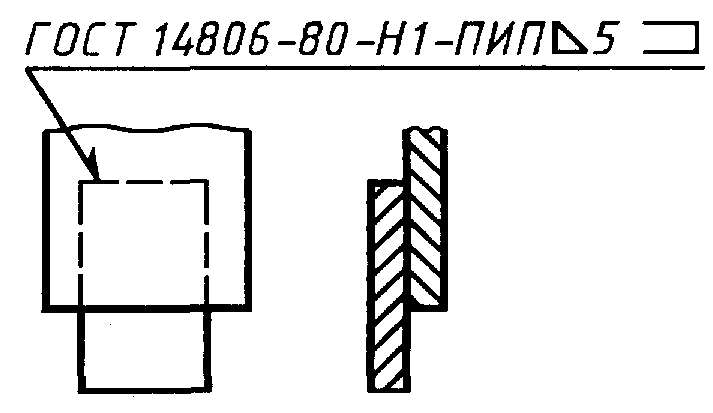
Эти основные символы сварки (символы дуги и газовой сварки, символы сварки сопротивлением, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) кратко изложены ниже и показаны на рис. 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах в сочетании с символами сварки и используются, как показано на рисунке 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5Обозначение процессов сварки буквами
Буквенные обозначения не присваивались сварке точечной дуги, контактной точке, дуговой сварке, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.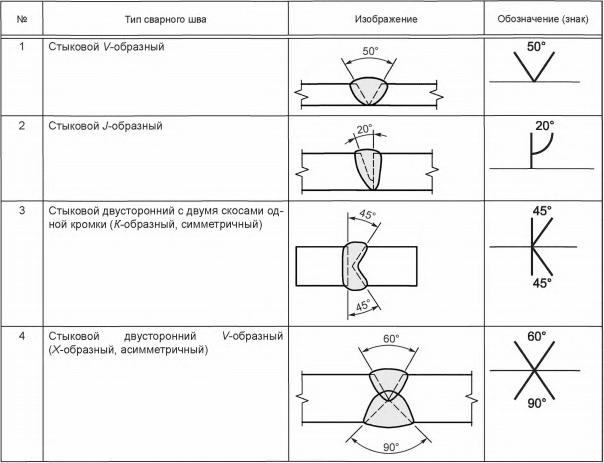
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов по полю
Контактные точечные и контактные швы
Подробнее: Символы швов и точечной сварки сопротивлением
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с высадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис.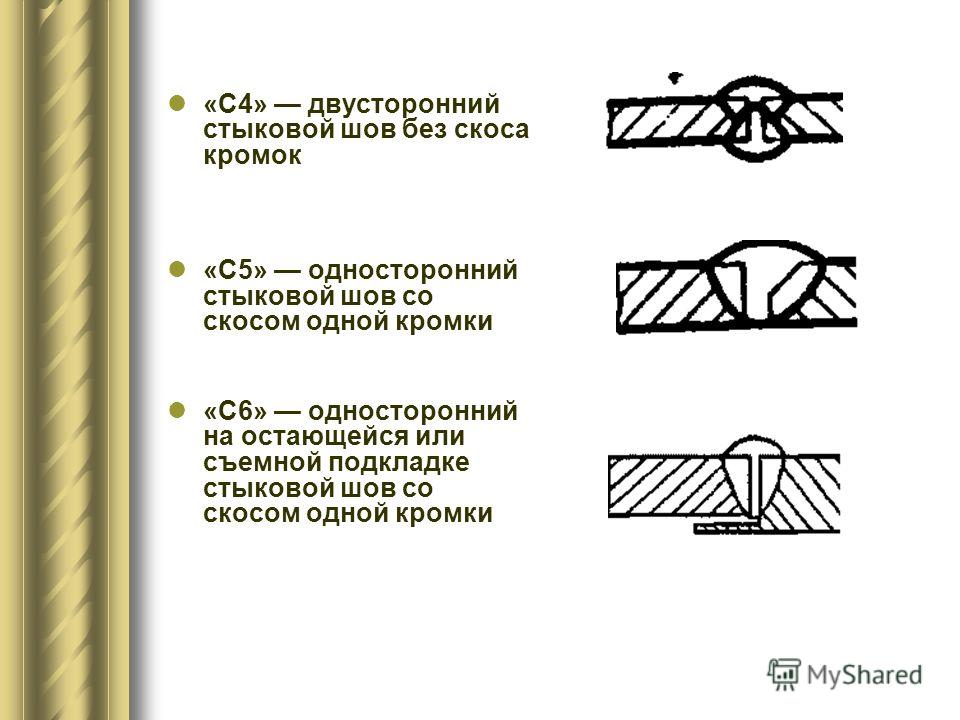 3-10).
3-10).
Обозначение для угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой член шарнира считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке «вилка и паз» можно найти здесь.
Ближайший элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой считается ближайшим элементом соединения, в соответствии с с обычными схемами оформления (рис.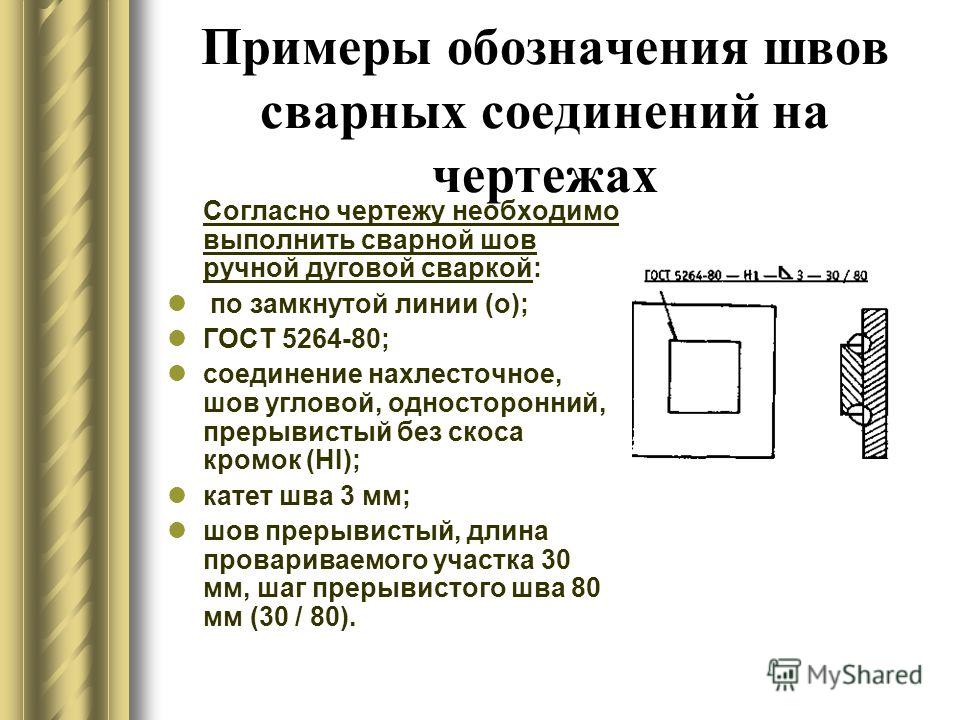 3-11).
3-11).
Символ сварки ближней стороны
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления. (рис. 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Обозначение сварки с V-образной канавкой на другой стороне
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва на стороне справочной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис. 3-16).
3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.
Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или вылетом
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с обозначением сварки, ссылка помещается в хвост (рис. 3-4).
Символы без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №…. ”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
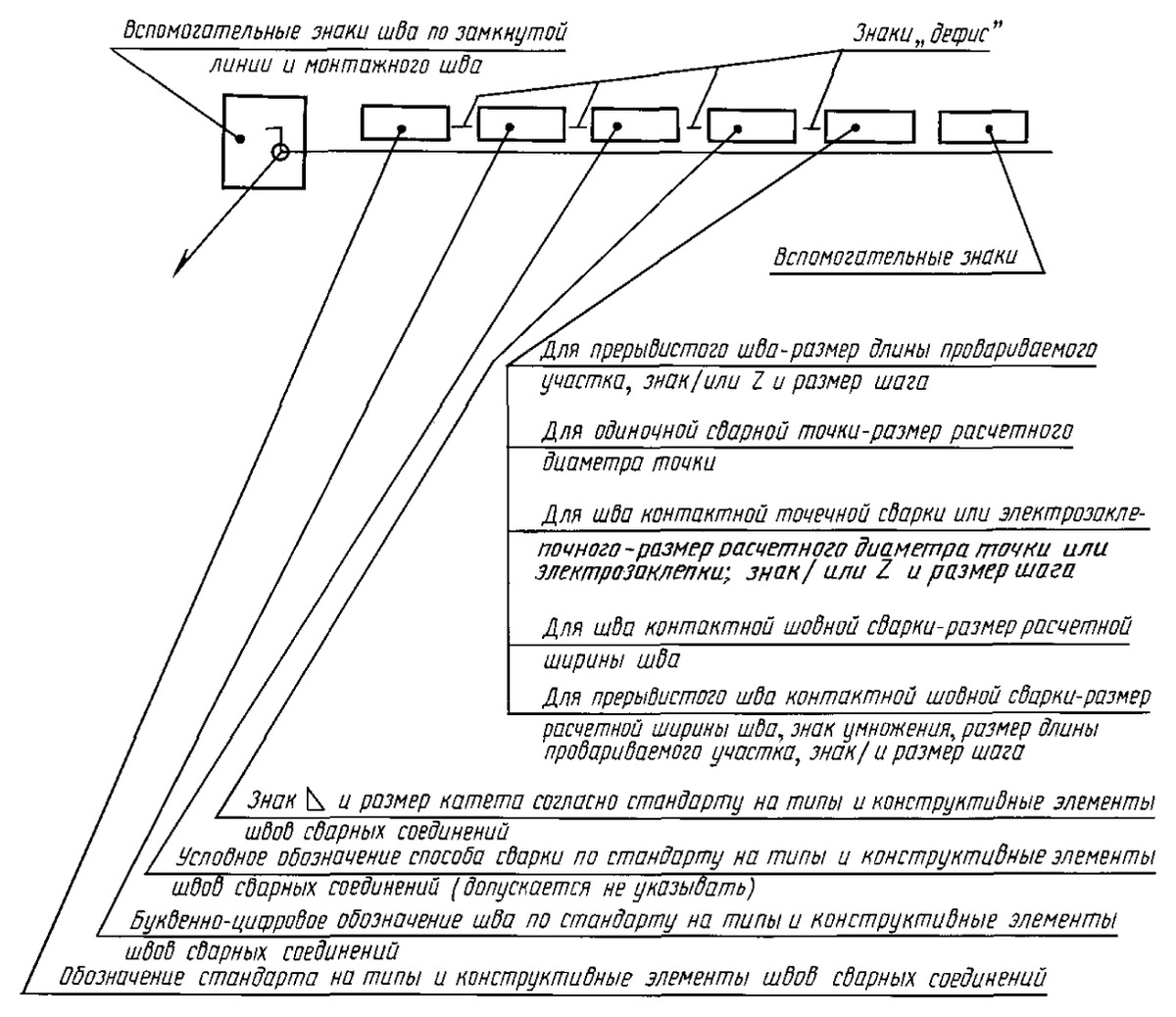 ”
”Общие замечания
Общие примечания, подобные приведенным ниже, могут быть помещены на чертеж для предоставления подробной информации, относящейся к преобладающим сварным швам. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Обозначение без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвост можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного шва (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
Сварочные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом сварного шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, когда такие сварные швы задаются десятичными размерами.
Как правило, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Создание символов
Условные обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис.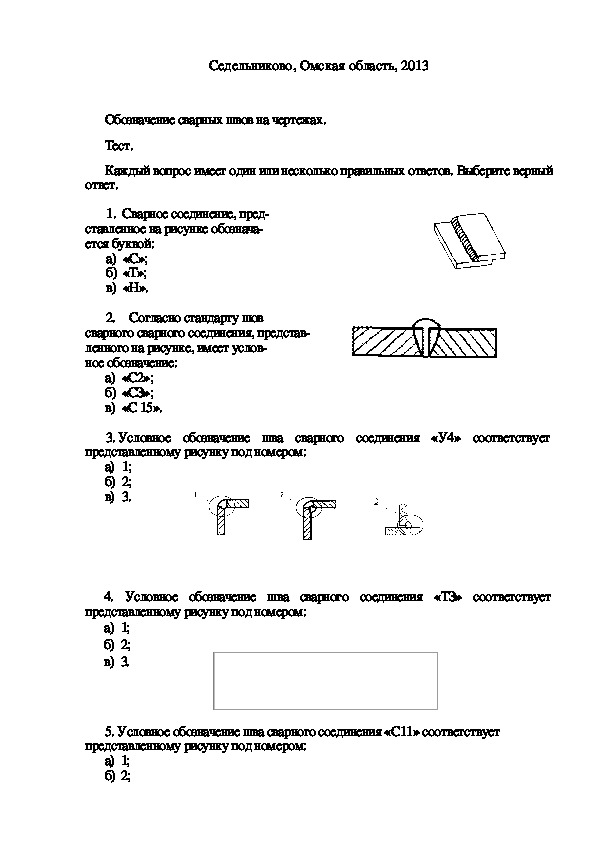 3-18).
3-18).
На обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть снят фаской (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
Информация о сварочных обозначениях должна размещаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.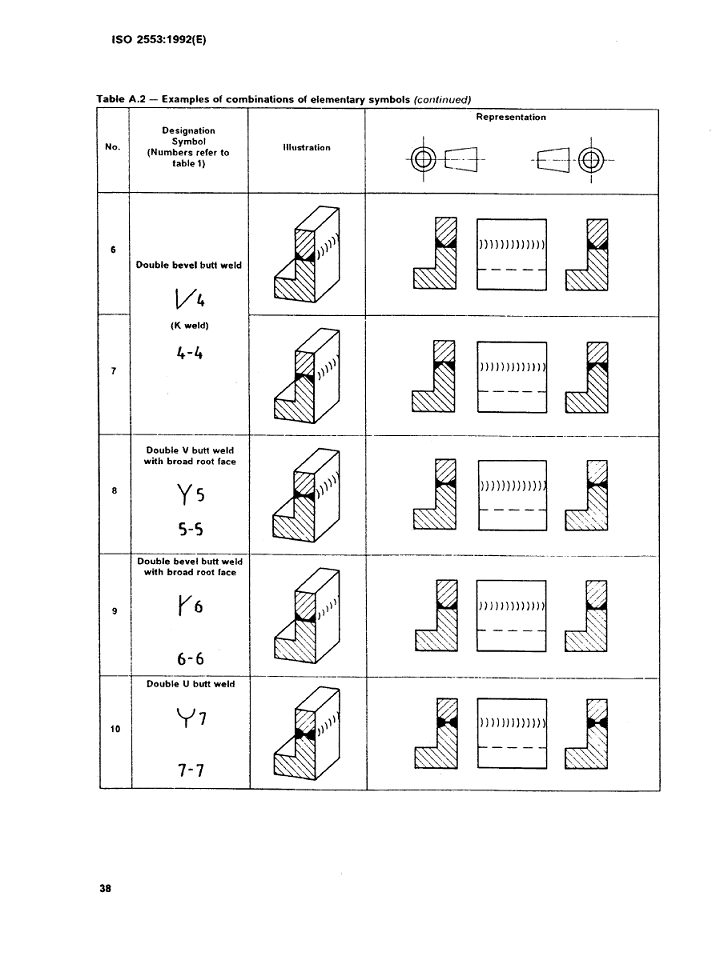 3-23).
3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Сварочные символы: полное руководство | 2020
Наряду с субподрядчиками, занимающимися сантехникой, HVAC (то есть отоплением, вентиляцией и кондиционированием воздуха) и электриками, сварщики часто являются ключевыми членами команды, участвующей в строительстве здания.
будут работать в тесном сотрудничестве с инженерами-сантехниками, чтобы обеспечить надежность и надежность соединений между трубами, как подающей, так и канализационной. Услуги сварщика могут также потребоваться для конструктивных элементов, как, например, в случае здания со стальным каркасом, где колонны, балки и фермы могут быть приварены к другим опорам. Наконец, вы можете вызвать сварщика для установки некоторых неструктурных или архитектурных стальных элементов, таких как лестничные перила, навесы, вытяжные колпаки или стеллажи.
Хотя сварочные символы обычно резервируются для производственных чертежей от производителей, строители должны знать, как распознать их на структурных чертежах в наборе чертежей, поскольку строители несут ответственность за то, чтобы различные аспекты строительного проекта совпадали, как задумано.
«Хорошие строители должны знать, как выглядит символ сварки», — объясняет профессиональный строитель и мастер Джордан Смит.
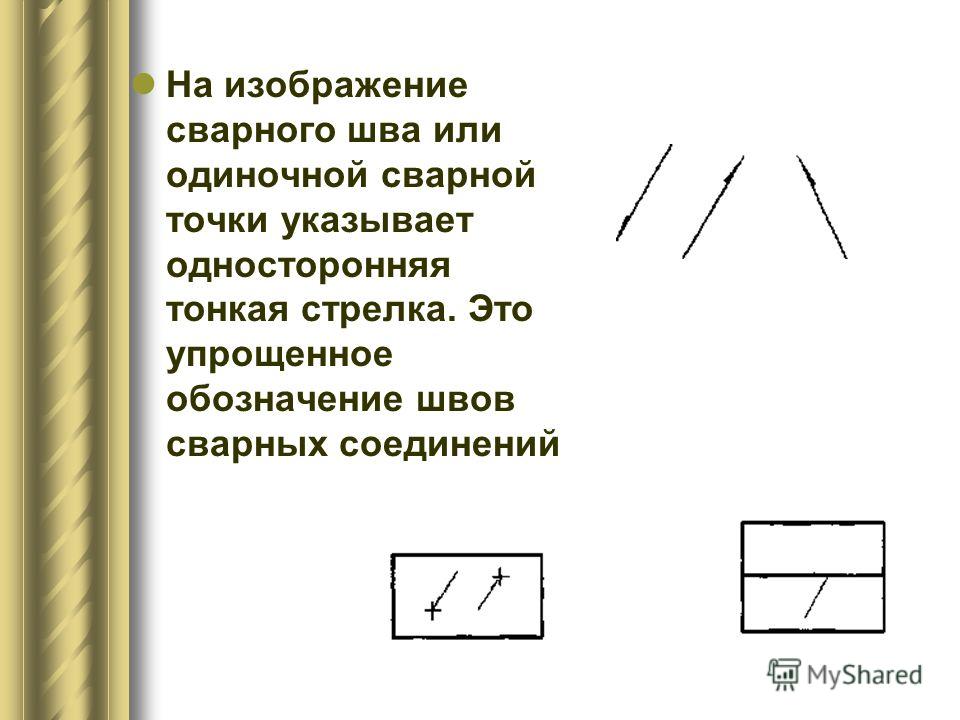 «Таким образом, когда вы столкнетесь с этим, вы сможете сказать:« Эй, это выходит за рамки того, что я делаю с кадрированием.Мне нужно согласовать действия с производителем, чтобы убедиться, что все эти соединения выполняются надлежащим образом ».
«Таким образом, когда вы столкнетесь с этим, вы сможете сказать:« Эй, это выходит за рамки того, что я делаю с кадрированием.Мне нужно согласовать действия с производителем, чтобы убедиться, что все эти соединения выполняются надлежащим образом ».Например, архитектор включает в дизайн дома лестницу с металлическими перилами. Затем он отправляется производителю, который построит металлический поручень, и кто знает, где и как его элементы должны быть сварены вместе. Чертежи изготовителя отправляются обратно архитектору для проверки, но он или она не смотрит на типы сварных швов или их конструкцию, а только на то, выглядит ли это так, как задумал архитектор.Подрядчик и сварщик затем будут работать с чертежами изготовителя для деталей установки поручня.
Распознавание символов — это первый шаг к прочтению чертежей собственности. Узнайте все, что вам нужно знать о чтении чертежей, в онлайн-классе MT Copeland , который преподает профессиональный строитель и мастер Джордан Смит.
6 Общие символы сварки
1.Стрелка и справочная линия
Это позволяет быстро определить, что вы смотрите на символ сварного шва. Стрелка указывает на соединение, в которое будет помещен сварной шов, а информация об ориентации и типе сварного шва будет включена вдоль стрелки или справочной линии. (Изображение с openoregon.pressbooks.pub )
2. Вид сварки
По сторонам от контрольной линии символ, представляющий либо конструкцию соединения, либо завершенный сварной шов, будет указывать тип сварного шва с общими обозначениями сварного шва с разделкой кромок, включая клиновидные стыковые соединения, угловые соединения и угловые швы.Точечные сварные швы обозначаются кружками, а швы — кружком, пересеченным двумя параллельными линиями. (Изображение с сайта Weldingsuppliesfromioc.com )
3. Расположение или ориентация сварного шва
Если символ типа сварного шва появляется под контрольной линией, то сварной шов должен находиться на той же стороне соединения, что и стрелка.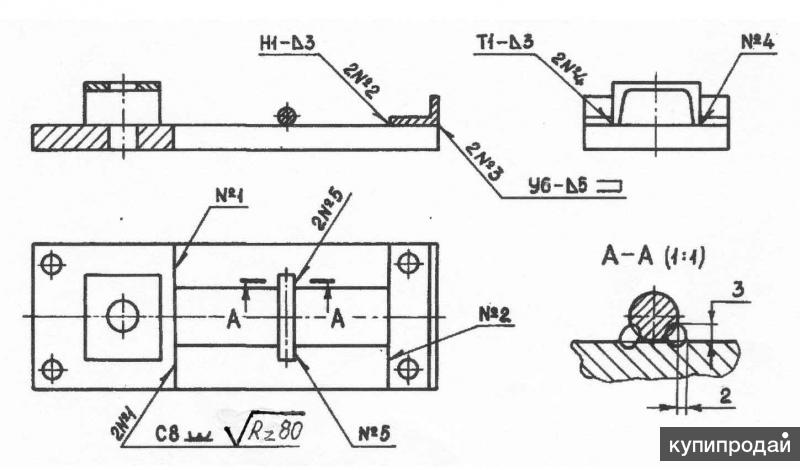 Если он выше контрольной линии, то он идет на противоположной стороне стыка. Если символ повторяется как над, так и под контрольной линией, следует сваривать обе стороны стыка. (Изображение через wcwelding.com )
Если он выше контрольной линии, то он идет на противоположной стороне стыка. Если символ повторяется как над, так и под контрольной линией, следует сваривать обе стороны стыка. (Изображение через wcwelding.com )
4. Контур сварного шва
Должен ли сварной шов быть гладким, вогнутым или выпуклым, показано линией вдоль символа, представляющего тип сварного шва. Сварной шов заподлицо обозначается прямой линией, а вогнутый и выпуклый — изогнутыми линиями. (Изображение с wcwelding.com )
5. Размер шва
Числа по обе стороны от основного символа сварного шва указывают его размер.Число слева от символа сварного шва указывает его ширину, а число справа — длину. Иногда справа от символа есть два числа, разделенных тире. В этом случае имеется несколько сварных швов, как в случае прерывистых угловых швов, и второе число указывает расстояние между центрами каждого отдельного сварного шва.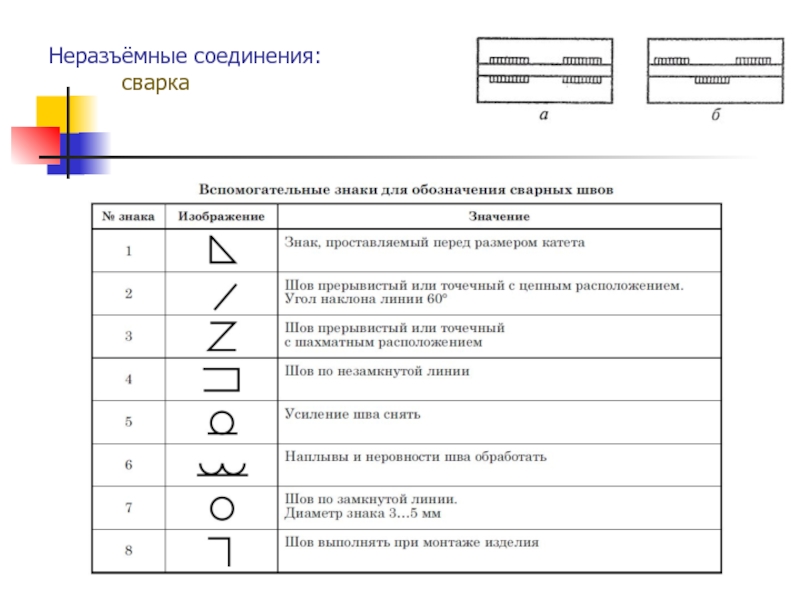 В случае углового шва, если символ углового шва появляется как над, так и под контрольной линией с одинаковым номером слева от него в каждом месте, сварщик должен создать равнополочный сварной шов. (Изображение с сайта Weldingsuppliesfromioc.com )
В случае углового шва, если символ углового шва появляется как над, так и под контрольной линией с одинаковым номером слева от него в каждом месте, сварщик должен создать равнополочный сварной шов. (Изображение с сайта Weldingsuppliesfromioc.com )
6. Дополнительные символы
Одним из наиболее важных элементов дополнительной информации с точки зрения подрядчика является небольшой флажок, размещенный вдоль контрольной линии. Это указывает на то, что сварной шов является сварным швом в полевых условиях (т. Е. Сваркой на месте).
Другие подробности о типе сварного шва или способе его выполнения можно добавить в конец стрелки.(Если нет дополнительной информации, которую нужно предоставить сварщику, хвост, как правило, не указывается.)
Часто эта дополнительная информация представлена в виде аббревиатуры, которая в США основана на справочных кодах Американского общества сварки и указывает на конкретный процесс сварки. Например, FCAW относится к дуговой сварке порошковой проволокой, в то время как SMAW представляет собой дуговую сварку защищенным металлом (оба обычно используются в строительстве).
Например, FCAW относится к дуговой сварке порошковой проволокой, в то время как SMAW представляет собой дуговую сварку защищенным металлом (оба обычно используются в строительстве).
Хотя вы вряд ли встретите их в Соединенных Штатах, вы также можете найти числа в хвосте сварного шва.Если да, то это коды ISO от Международной организации по стандартизации (136 соответствует FCAW; 111 — SMAW). (Изображение через wcwelding.com )
MT Copeland предлагает онлайн-классы на основе видео, которые дают вам фундамент в области строительства с использованием реальных приложений. Классы включают профессионально подготовленные видеоролики, преподаваемые практикующими мастерами, и дополнительные загрузки, такие как викторины, чертежи и другие материалы, которые помогут вам овладеть навыками.
Оставайтесь на связи!
Присоединяйтесь к нашему списку рассылки, чтобы получать последние новости и ранний доступ к нашим занятиям. Ваша информация не будет передана.
Ваша информация не будет передана.
Условные обозначения точечной, шовной и стержневой сварки — Интерпретация чертежей металлических фабрик
Точечная сварка
Обозначение точечной сварки — это просто кружок, который можно разместить выше, ниже или по центру контрольной линии. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения.Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая широко используется при работе с листовым металлом.
Точечная сварка — это просто сварной шов, наносимый на поверхность одного элемента, имеющего достаточно тепла для плавления в материале, образующем стыковочную поверхность. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и точечной сварки сопротивления, не имеющей значения со стороны, ниже.
Размер точечной сварки будет помещен слева от символа сварки.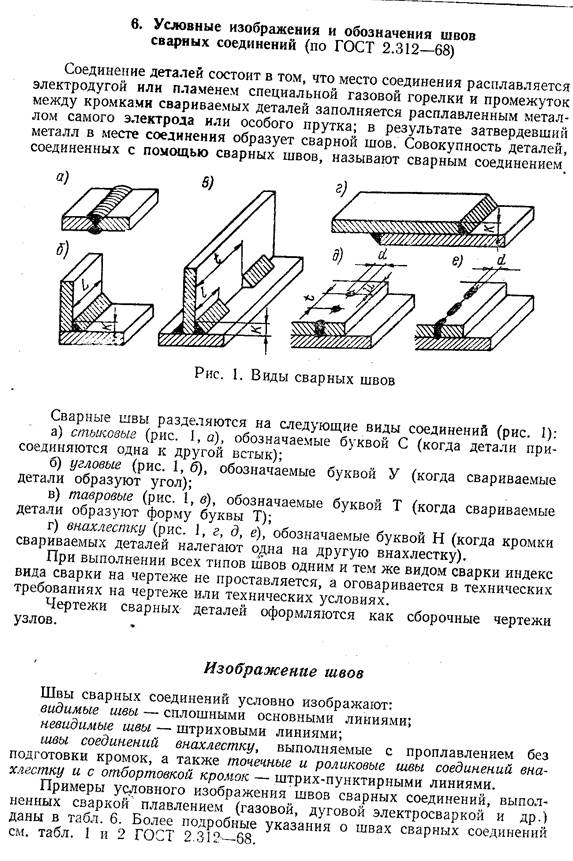 Это число указывает диаметр упомянутого точечного сварного шва на стыковой поверхности. Поверхность стыковки — это место, где две части помещаются друг на друга в непосредственной близости.
Это число указывает диаметр упомянутого точечного сварного шва на стыковой поверхности. Поверхность стыковки — это место, где две части помещаются друг на друга в непосредственной близости.
Требуемое количество точечной сварки будет добавлено в скобках над или под символом в зависимости от расположения символа. Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
К символу точечной сварки также можно добавить шаг.Это будет показано справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете накладывать сварные швы через каждые 2 дюйма, используя вышеуказанный символ для длины этой 20-дюймовой детали. Если точечная сварка не будет охватывать всю длину детали, это необходимо отобразить с помощью размерных линий на отпечатке, чтобы правильно передать эту информацию.
Полный звонок:
Неполная длина детали:
Бывают случаи, когда вместо диаметра используется значение прочности на сдвиг.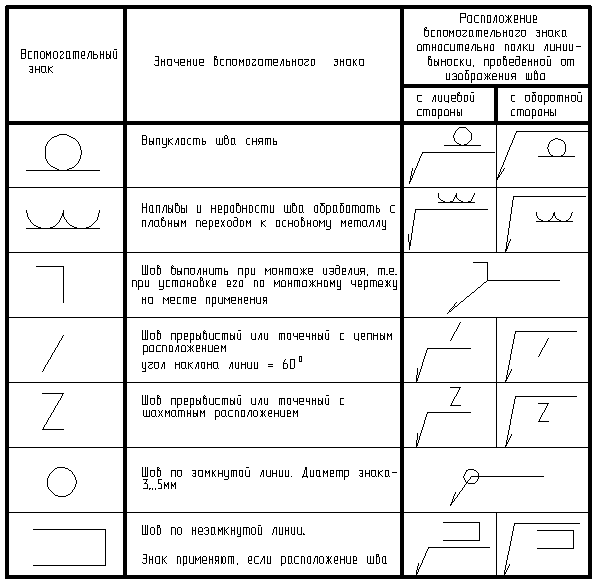 Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он потребует Ньютона (Н).
Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он потребует Ньютона (Н).
Это требует точечной сварки с пределом прочности на сдвиг 500 фунт.
(500 фунтов-силы означает, что деталь будет способна противостоять сдвигу минимум до 500 фунтов-силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и он будет помещен в хвостовую часть. Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом. Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше. Могут использоваться многие другие процессы, если влияние сварного шва известно и все еще приемлемо для результата сварки.
К символу точки может быть добавлен контур, чтобы гарантировать, что поверхность ровная, как если бы сварка не проводилась.Это будет более подробно описано в дополнительных символах сварки.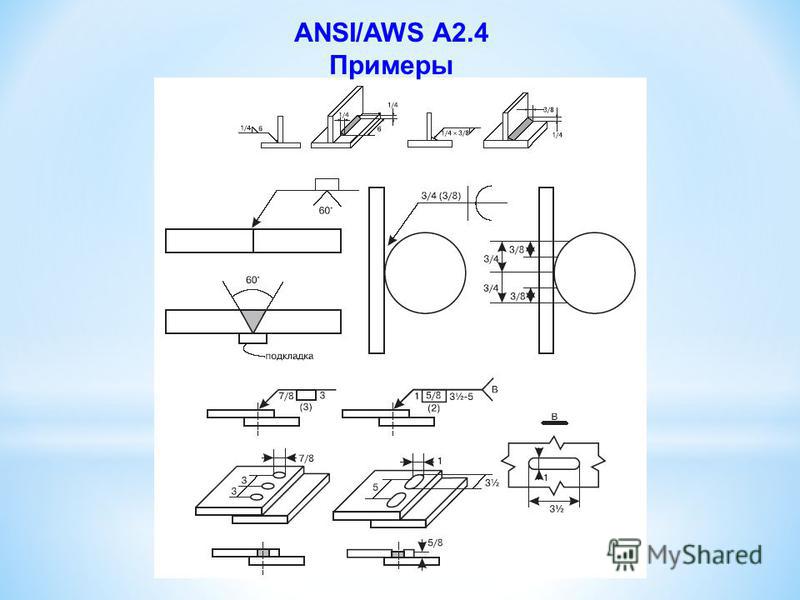
В качестве примера ниже показан сварной шов со стороны стрелки с заподлицо контуром путем шлифовки.
Сварной шов
При сварке шва используется тот же процесс, что и при точечной сварке, но в удлиненной форме. Нет никакой подготовки, такой как сварка электрозаклепкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но проходит через две параллельные линии.
Пример сварного шва:
Шовные швы имеют размер или прочность на сдвиг, обычно связанные с обозначением сварки. Этот номер будет слева от символа сварки. Размер — это указание ширины бусинки. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой величину фунт-силы, которую сварной шов может выдержать минимум на 1 дюйм сварного шва.
Длина может быть добавлена к правой стороне символа, чтобы указать, какова длина сварного шва.
Дополнительным элементом может быть шаг, если он нужен для наложения нескольких сварных швов. Он будет добавлен с правой стороны символа сварного шва после длины с дефисом.
Шовные сварные швы могут также иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур показано выше или ниже символа в зависимости от того, как символ находится на опорной линии.
На следующем изображении показано обозначение сварного шва со стороны стрелки.Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые сварные швы (шаг) выполняются по продольной схеме, если на отпечатке не указано иное.
Сварные шпильки
Приварка шпилек — обычная практика во многих магазинах. В этом процессе часто используется аппарат для приварки шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ находился только на стороне соединения со стрелкой. Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Вышеупомянутый сварной шов требует выполнения шести шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра.
Шпилькибывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, наборы резьбовых болтов, шпильки с резьбой для использования в качестве болта, изоляционные подвески и даже шпильки с твердым покрытием для замены деталей с твердым покрытием.
Точечная, шпилька, шовная викторина
На пустом месте ниже нарисуйте символ, обозначающий следующее:
точечная сварка 3/16 дюйма со стороны стрелки, шлифовка заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приваривание шпилек 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной контактный шов без бокового обозначения, шаг 8 дюймов, длина 16 дюймов.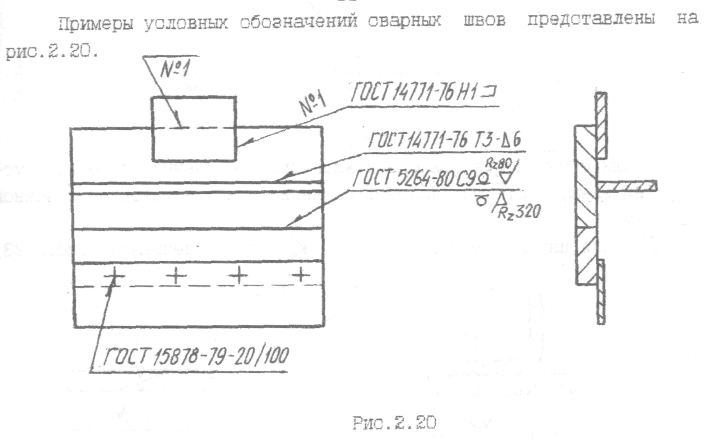
Шпилька 1/4 дюйма приваривается со стороны стрелки с шагом 2 дюйма. Если длина детали 20 дюймов, а первая шпилька расположена на расстоянии 1 дюйма от края, сколько шпилек требуется?
Обозначения сварных швов на чертежах
Технические чертежи — это описания производимых объектов с точки зрения формы, поверхности, отделки и материала. Во многих отраслях промышленности принято рисовать форму компонента, не указывая, как эта форма получена.Чертеж представляет собой описание требований, предъявляемых проектировщиком по указанию производителя. Теоретически производитель лучше всех знает, как произвести объект, используя имеющиеся у него ресурсы. На практике, конечно, дизайнер идет на компромисс и создает проекты, которые можно производить с помощью техник, которые ему известны. Например, круглое отверстие может быть просверлено, просверлено или пробито и может быть закончено расширением, но какой бы метод ни использовался, линии на чертеже одинаковы, и какой бы метод ни использовался, материал не меняет своих характеристик.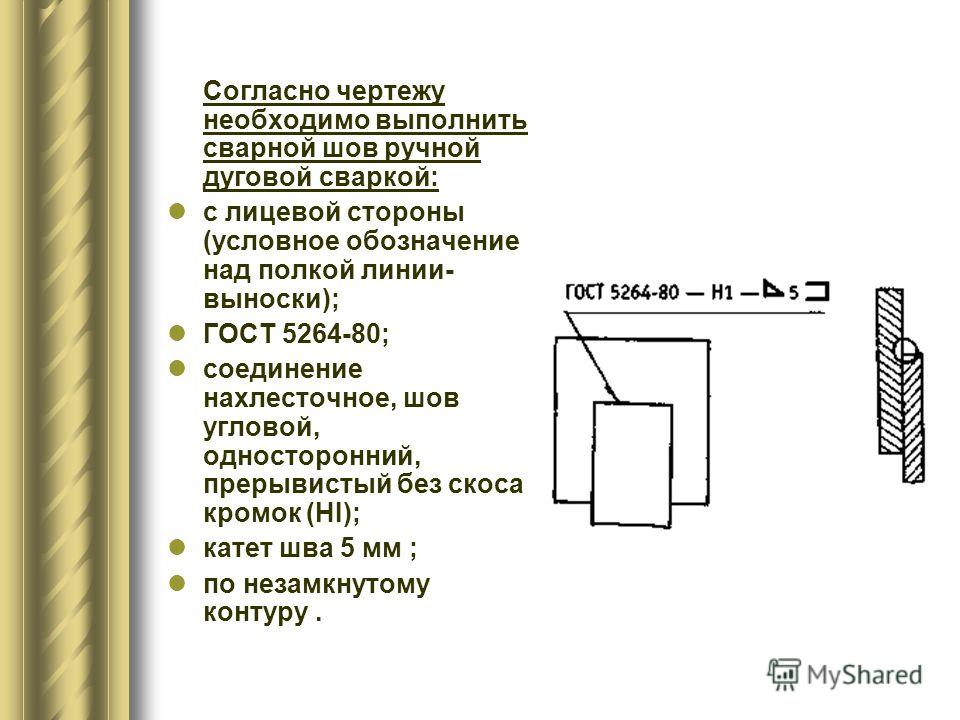
Сварное соединение предлагает ряд соображений, которые не возникают при других формах производства. Во-первых, способов выполнения сварного соединения гораздо больше, чем во многих других производственных операциях. Это означает, что у дизайнера гораздо меньше шансов предугадать методы производителя. Во-вторых, свойства и целостность соединения будут зависеть от способа выполнения сварного шва. Несмотря на это, проектировщик может указать тип соединения, которое ему требуется, при условии, что он готов признать, что он не сможет полностью определить соединение на ранних этапах проектирования.
В некоторых отраслях промышленности принято, чтобы производитель составлял рабочие чертежи, которые содержат подробные сведения о подготовке к сварке и ссылки на установленные процедуры сварки, которые подробно не показаны на чертежах проектировщика. Здесь описан ряд символов Британского стандарта, которые могут использоваться на чертеже для обозначения сварных деталей.
Рисунок 59: Символы сварных швов
На практике два символа, показанные на рисунке 59, будут использоваться следующим образом:
Рисунок 60: Использование обозначений сварных швов
Примечание: Стрелка указывает на подготовленный край.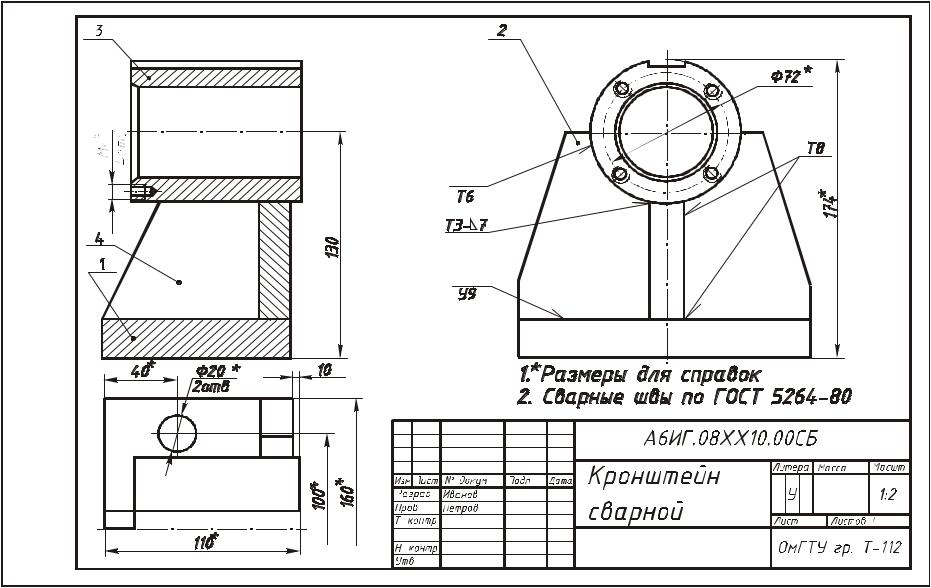
Филе | |
Квадратный стык | |
Одинарный V-образный стык | |
Двойной V-образный стык | |
Стык с одним скосом | |
Стык с двойным скосом | |
Стык одинарный | |
Двойной стык | |
Уплотнительный ход | |
Несущая полоса
| |
Одета заподлицо | |
И очень полезный символ. |

Обозначение сварного шва всегда рисуется одинаково, независимо от расположения стрелки и контрольной линии. Положение символа на контрольной линии имеет значение. Символ под ссылочной опорой означает, что сварной шов выполняется с той стороны соединения, которая указана стрелкой.Символ над контрольной линией означает, что сварной шов выполняется с противоположной стороны от стрелки соединения.
Рисунок 61: Положение символа сварки
Рисунок 62: Положение стрелки
Примечание: Стрелка указывает на подготовленный край.
Рисунок 63: Сварка по всему периметру
Соединение, выполненное с обеих сторон, имеет символы на каждой стороне контрольной линии.
Рисунок 64: Соединение с обеих сторон
Размер сварного шва может быть указан на символе, угловой шов 6 мм. На чертеже должно быть указано, указан ли размер горла или ноги.
Угловой шов с неравной опорой. Это должно определяться длиной ноги. Здесь требуется диаграмма формы сварного шва.
Диаграмма здесь не требуется, поскольку размер элемента указывает ориентацию сварного шва.
Справа от символа может быть написана информация, отличная от размера сварного шва.
Рисунок 65
17.1 Прерывистые сварные швы
Цифра в скобках — длина пространства. 50 перед (100) означает, что сварка находится в начале. (100) 50 будет указывать сначала промежуток, а затем сварной шов, хотя такое расположение не является хорошей практикой.
17.2 Положения при сварке
1. Плоское положение (вниз).
Рисунок 66
2.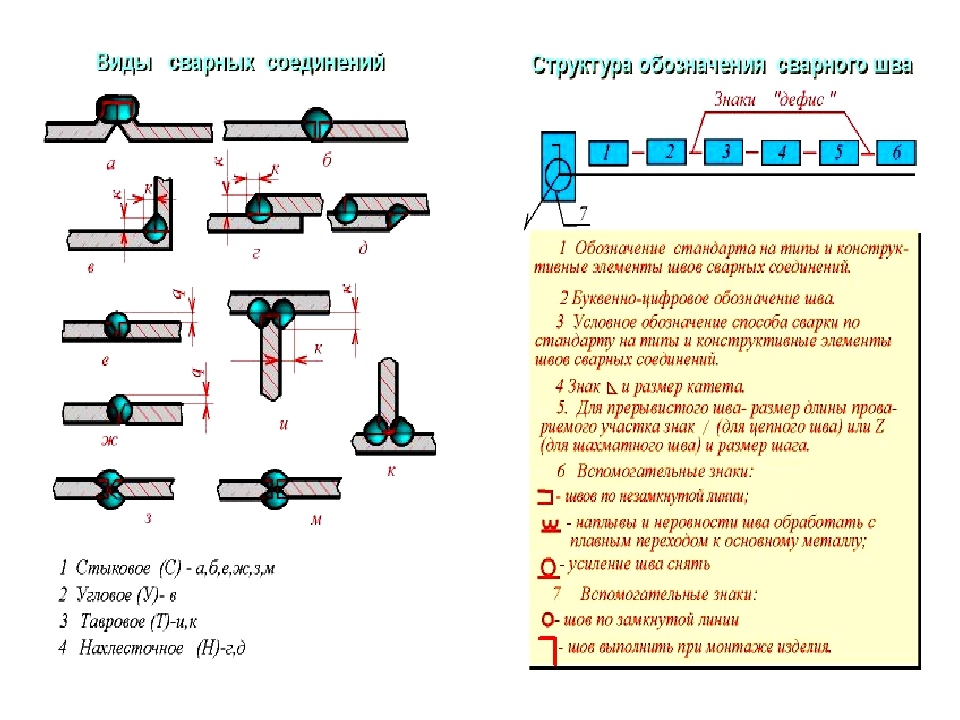 Горизонтальное положение.
Горизонтальное положение.
Рисунок 67
3. Верхняя позиция
Рисунок 68
4. Вертикальное положение.
Рисунок 69
5. Угловой шарнир (в горизонтальном положении)
Рисунок 70
6. Тройник (плоское положение)
Рисунок 71
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро. Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законодательстве США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законодательстве США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
СИМВОЛЫ СВАРКИ И СВАРКИ, Плазменная сварка, сварочные позиции, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СИМВОЛЫ СВАРКИ И СВАРКИ
3-4. ОБЩАЯ ИНФОРМАЦИЯ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим. Символы сварки позволяют разместить на чертежах полную информацию о сварке.Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в США.
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки. Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации. Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону.Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку.
Конец символа используется для обозначения процессов сварки и резки, а также технических условий, процедур или дополнительной информации, которая будет использоваться при сварке. Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для его выполнения.Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.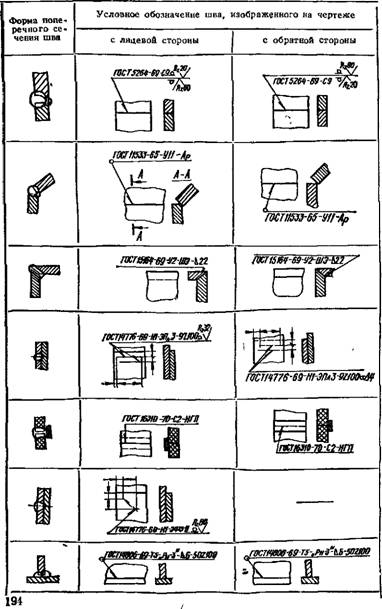 Обозначение, которое должно быть помещено в хвосте символа, указывающего на эти данные, должно быть установлено каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Обозначение, которое должно быть помещено в хвосте символа, указывающего на эти данные, должно быть установлено каждым пользователем. Если обозначения не используются, конец символа можно опустить.
3-5. ЭЛЕМЕНТЫ СВАРНОГО СИМВОЛА
Различают термины «символ сварки» и «символ сварки».Символ сварного шва (рис. 3-3) указывает на желаемый тип сварного шва. Символ сварки (рис. 3-2) — это способ изображения символа сварного шва на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: справочная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс и т. Д. ссылка. Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а.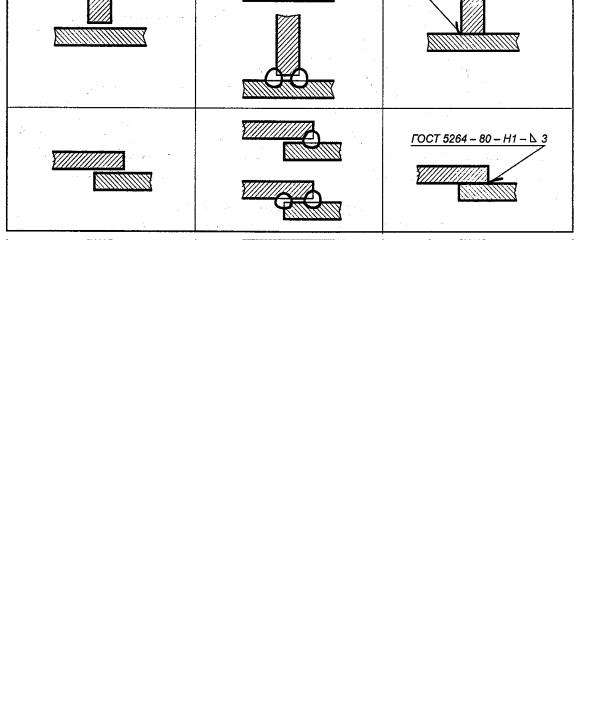 Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные символы сварных швов приведены ниже и показаны на рис. 3-3.
Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные символы сварных швов приведены ниже и показаны на рис. 3-3.
г. Обозначения для дуговой и газовой сварки .См. Рисунок 3-3.
г. Символы контактной сварки . См. Рисунок 3-3.
г. Обозначения для пайки, кузнечной, термитной, индукционной и проточной сварки .
(1) Эти сварные швы обозначаются с помощью ссылки на процесс или спецификации в конце символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Буквенные обозначения не были присвоены точечной сварке, контактной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
(3) Если нет спецификации, процесса или другого символа, хвост можно опустить (рис. 3-6). ссылка используется со сваркой
e. Другие общие символы сварных швов . На рисунках 3-7 и 3-8 показаны обозначения сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
ф. Дополнительные символы . Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
3-7. РАСПОЛОЖЕНИЕ СТРЕЛКИ
а. Обозначения сварки углов, канавок, фланцев, заусенцев и высажек . Для этих символов стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эту сторону следует рассматривать как сторону соединения, указанную стрелкой (рис.3-9). Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
г. Символы для заглушки, паза, точечной дуги, дугового шва, контактной точки, контактного шва и выступающей сварки . Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
г. Ближняя сторона . Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, то сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления ( рис. 3-12 и 3-13).
г. Рядом с элементом . Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой рассматривается как ближний элемент соединения в соответствии с обычные правила оформления (рис. 3-11).
3-11).
3-8. РАСПОЛОЖЕНИЕ ШВА ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва на стороне контрольной линии по направлению к считывающему устройству (рис.3-14).
г. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва на стороне контрольной линии от считывающего устройства (рис. 3-15).
г. Обе стороны . Сварные швы на обеих сторонах соединения показаны размещением символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
г. Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактного пятна, контактного шва, заусенца и осадки должны быть отцентрированы на контрольной линии (рис. 3-17).
Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактного пятна, контактного шва, заусенца и осадки должны быть отцентрированы на контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Символы со ссылками . Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
г. Символы без ссылок .Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией № . …»
…»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
г. Общие замечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах.Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
г. Индикация процесса . Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис.3-5).
e. Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
3-10. ОБОЗНАЧЕНИЕ СВАРКИ И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного шва (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру.Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
г. Сварочные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом сварного шва (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБНАРУЖЕННЫЙ СИМВОЛАМИ
а. Резкие изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Резкие изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
г. Скрытые швы . Сварка скрытых стыков может быть закрыта, если сварка такая же, как и на видимом стыке. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис.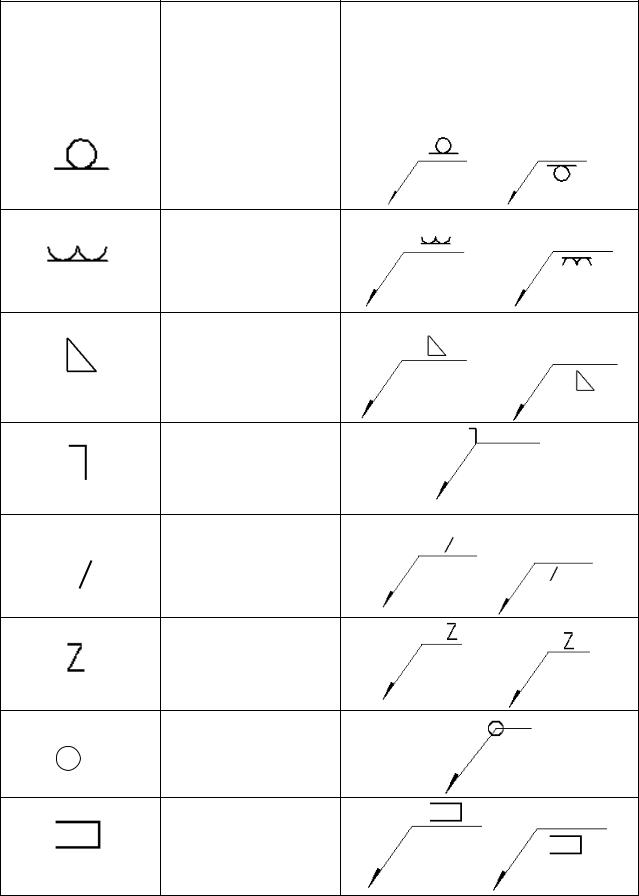 3-8).
3-8).
3-13. ИСПОЛЬЗОВАНИЕ ДЮЙМОВЫХ, ГРАДУСНЫХ И ФУНТОВЫХ ЗНАКОВ
ПРИМЕЧАНИЕ
дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и круглого выступа сварного шва, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
3-14. СОЗДАНИЕ СИМВОЛОВ
а. Обозначения углового, углового и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. 3-18).
г. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис.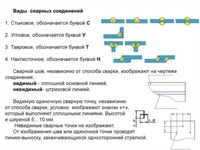 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
г. Информацию о сварочных обозначениях следует размещать для чтения слева направо вдоль линии отсчета в соответствии с обычными схемами оформления (рис. 3-20).
г. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
e. Буквы CP в хвостовой части стрелки обозначают полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
ф. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.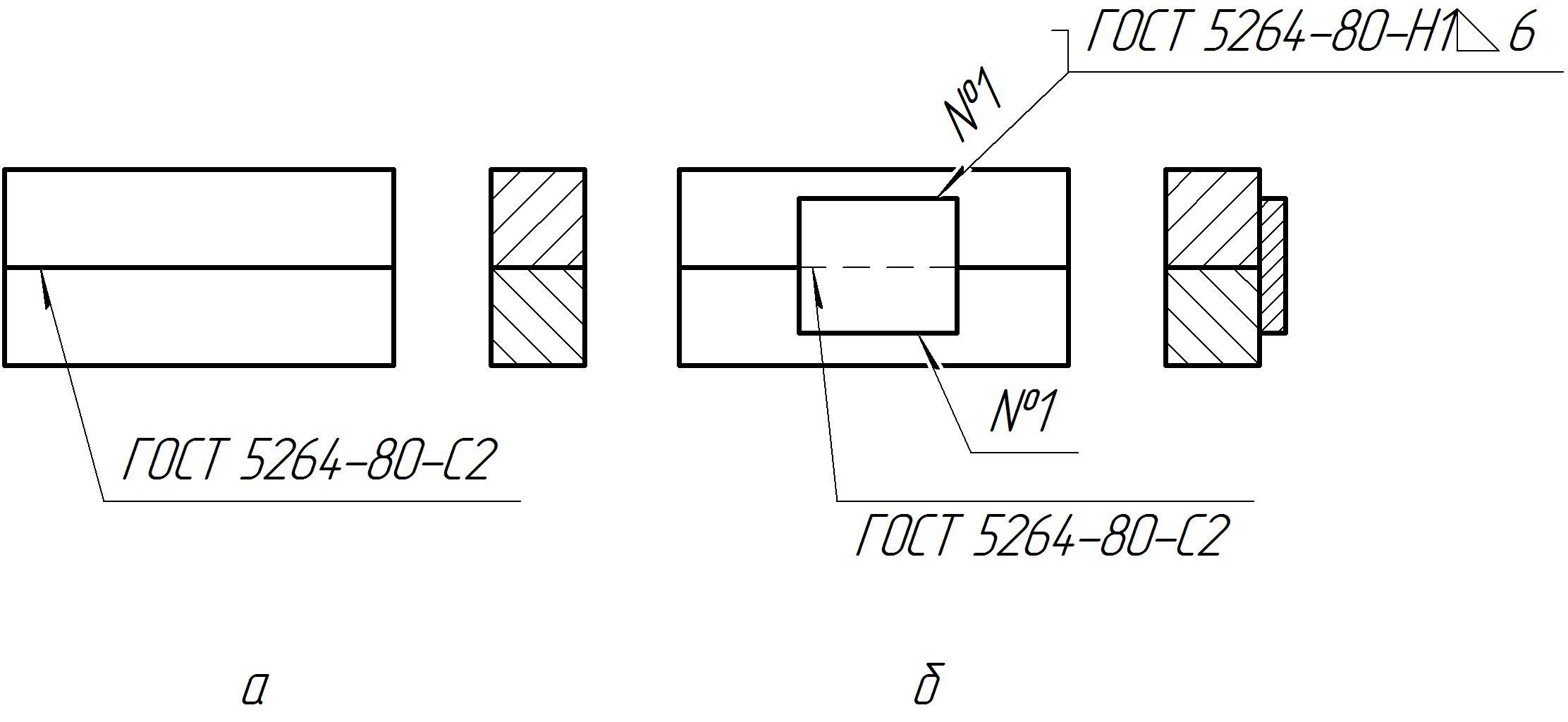 3-23).
3-23).
г. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24). Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке. Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25). При необходимости, круговой символ сварки должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-15. ФИЛЕ СВАРОЧНЫЕ
Размеры угловых швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва (A, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже не указано общее примечание, определяющее размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
(2) Если сварные швы различаются по размерам, оба должны иметь размер (D, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже указано общее примечание, определяющее размеры сварных швов, размер ни одного сварного шва не требуется. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, оба сварных шва должны иметь размеры (C или D, рис. 3-27).
3-16. РАЗМЕР ФИЛЕШНЕЙ ШВА
а. Размер углового сварного шва должен быть указан слева от символа сварного шва (A, рис.3-27).
г. Размер углового сварного шва с неравными участками должен быть указан в скобках слева от символа сварного шва. Ориентация сварного шва не обозначается символом и должна быть показана на чертеже при необходимости (E, рис. 3-27).
г. Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
г. Если указано проникновение для данного корневого отверстия, метод проверки для определения глубины проникновения должен быть включен в применимые спецификации.
3-17. ДЛИНА ФИЛЕЙНЫХ ШВОВ
а. Длина углового шва, указанная на символе сварки, должна указываться справа от символа сварного шва (от A до D, рис. 3-27).
г. Если угловая сварка продолжается на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
г. Определенные длины угловой сварки могут быть обозначены символами вместе с размерными линиями (рис.3-28).
3-18. ОБЪЕМ ФИЛЕЙНОЙ СВАРКИ
а. Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
г. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна быть обозначена дополнительными стрелками, указывающими на каждую секцию свариваемого соединения (рис. 3-29), за исключением случаев, когда используется символ сварки по всему периметру.
3-19. РАЗМЕРЫ ПРЕРЫВНОЙ ФИЛЕЙНОЙ СВАРКИ
а. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
г. Шаг прерывистой угловой сварки должен быть указан справа от размера длины (A, рис. 3-27).
г.Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
г. Размеры ступенчатой прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии, как показано на рисунке 3-31.
Если не указано иное, ступенчатые прерывистые угловые швы с обеих сторон должны располагаться симметрично, как показано на рисунке 3-32.
3-20. ПРЕКРАЩЕНИЕ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
а. Когда прерывистая угловая сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.
г. Когда между непрерывной угловой сваркой используется прерывистая угловая сварка, символ указывает, что на концах заданной длины должны оставаться промежутки, равные шагу минус длина одного шага.
г. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они объединены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ ФИЛЕШВОГО ШВА
а. Угловые сварные швы, которые должны быть сварены приблизительно плоскими, выпуклыми или вогнутыми без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклого или вогнутого контура к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе. 3-7 (А, рис.3-33).
г. Угловые сварные швы, которые должны быть выполнены плоскими механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. -33).
г. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии с характеристиками расположения, приведенными в параграфе 3-7 (C, рис.3-33).
г. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления символа вогнутого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификацией расположения, приведенной в параграфе 3-7.
e. В случаях, когда угол между сварочными поверхностями таков, что под вопросом идентификация типа сварного шва и правильного обозначения сварного шва, детали желаемого соединения и конфигурации сварного шва должны быть показаны на чертеже.
ПРИМЕЧАНИЕ
Используемые здесь символы чистовой обработки указывают на метод чистовой обработки («c» = стружка, «G» = шлифование, «H» = обработка молотком, «M» = обработка), а не степень чистовой обработки.
3-22. СИМВОЛЫ СВАРКИ ДЛЯ РАЗЪЕМОВ И ПЛОЩАДЕЙ
а. Общие . Для обозначения угловых швов в отверстиях нельзя использовать ни символ электрозаклепки, ни символ сварного шва с пазами.
г. Обозначение со стрелкой и другой стороны для сварных швов с разъемом и пазом . Отверстия или прорези в боковом элементе соединения, показанном стрелкой, для электрозаклепки или пазовой сварки должны быть обозначены путем размещения символа сварки сбоку от контрольной линии по направлению к считывающему устройству (A, рис. 3-11). Отверстия или прорези в другом лонжероне стыка должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
г. Размеры сварного шва .Размеры сварных швов должны быть показаны на той же стороне от контрольной линии, что и обозначение сварного шва. Размер сварного шва должен быть указан слева от символа сварного шва. Включенный угол зенковки при сварке электрозаклепкой должен быть стандартом пользователя, если не указано иное. Включенный угол зенковки, если он не является стандартом пользователя, должен быть показан либо выше, либо ниже символа сварного шва (A и C, рис. 3-34). Шаг (расстояние между центрами) электрозаклепки должен быть показан справа от символа сварного шва.
г. Глубина заполнения вставных и щелевых швов . Глубина заливки пробковых и щелевых швов должна быть завершена, если не указано иное. Если глубина заполнения меньше полной, глубина заполнения должна быть показана в дюймах внутри символа сварного шва (B, рис. 3-34).
e. Контур поверхности вставных и щелевых швов . Электрозаклепочные швы, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварки (рис. 3-36).
ф. Размеры сварного шва с пазом . Размеры щелевых сварных швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-37).
г. Детали швов с пазами . Длина, ширина, шаг, угол зенковки, ориентация и расположение щелевых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
3-23. ДУГОВЫЕ ТОЧЕЧНЫЕ И ДУГОВЫЕ ШВЫ
а. Общие . Обозначение точечной сварки в соответствии с его расположением по отношению к контрольной линии может иметь или не иметь значение стороны стрелки или другого значения стороны.Размеры должны быть показаны на той же стороне справочной линии, что и символ, или с любой стороны, если символ расположен поверх справочной линии и не имеет значения стороны стрелки или другого значения. Ссылка на процесс указывается в конце символа сварки. Затем следует использовать сварку с выступом, следует использовать символ точечной сварки со ссылкой на процесс сварки с выступом в конце символа сварки. Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
г. Размер дуговых точечных и дуговых швов .
(1) Эти сварные швы могут иметь размер или прочность.
(2) Размер сварных точечных швов должен быть обозначен как диаметр сварного шва. Размер сварного шва должен быть обозначен как ширина сварного шва. Размеры должны быть выражены в долях или десятичных дробях в сотых долях дюйма и должны быть показаны с дюймовыми метками или без них слева от символа сварного шва (A, рис.3-38).
(3) Прочность дуговой точечной сварки должна определяться как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на линейный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
г. Расстояние между дуговой точечной сваркой и дуговой сваркой швов .
(1) Шаг (расстояние между центрами) дуговой точечной сварки и, если указано, длина сварных швов дуговой сварки, должны быть показаны справа от символа сварного шва (C, рис.3-38).
(2) Когда точечная сварка или дуговая шовная сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки указывать не требуется.
г. Объем и количество дуговой точечной и дуговой сварки .
(1) Если при точечной дуговой сварке расстояние между резкими изменениями направления сварки меньше расстояния между резкими изменениями направления сварки или меньше полной длины стыка, необходимо определить размер (рис.3-39).
(2) Если для определенного соединения требуется определенное количество сварных точечных швов, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-40).
(3) Группа точечных сварных швов может быть расположена на чертеже путем пересечения центральных линий. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
e. Сварные соединения точечной дуговой сварки заподлицо и сварные швы заподлицо . Если открытая поверхность одного элемента точечного сварного шва или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-41) таким же образом, как и для угловых швов (п. 3-21).
ф. Сведения о дуговой сварке швов . Расстояние, протяженность, ориентация и расположение дуговых швов не могут отображаться на символах сварки.Эти данные должны быть отображены на чертеже.
3-24. ШВА КАНАВКИ
а. Общие .
(1) Размеры сварных швов с разделкой кромок должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис.3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис. 3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от обозначения сварного шва (рис. 3-44).
(2) Технические характеристики сварных швов с разделкой кромок без проплавления корня зуба приведены ниже:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис.3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис. 3-46).
(3) Сварные швы с канавкой, размер сварных швов с канавкой и заданным корневым проваром, за исключением квадрата, должны указываться с указанием глубины снятия фаски и корневого провара, разделенных знаком плюс и помещенных слева от символа сварного шва.Глубина снятия фаски и глубина врезания корня должны читаться в таком порядке слева направо по контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой продолжается только до точек касания, указанных размерными линиями (рис. 3-48).
г. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности корня U- и J-образных швов с канавкой являются стандартом пользователя, если не указано иное.
(2) Если стандарт пользователя не используется, символы сварного шва следующие:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.3-42).
(c) Радиусы канавок и поверхности впадин сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в условном обозначении сварки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и задние сварные швы . Обратные и подкладочные сварные швы однорядных швов должны быть обозначены символом обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности стыковых швов . Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются таким же образом, как и для угловых швов (параграф 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии с характеристиками места, указанными в параграфе 3-7 (рис. -52).
(2) Швы с разделкой кромок, которые должны выполняться заподлицо с помощью механических средств, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии с характеристиками расположения, приведенными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфах 3-7 ( инжир.3-54).
3-25. ЗАДНИЙ ИЛИ ЗАДНИЙ ШВА
а. Общие .
(1) Обозначение обратного или обратного сварного шва (рис. 3-50) должно использоваться для обозначения стыковых швов или подкладочных швов однорядных швов.
(2) Обратные или подкладочные швы одноканавочных сварных швов должны быть показаны путем размещения символа обратного или обратного шва со стороны контрольной линии напротив символа сварного шва с разделкой кромок (рис.3-50).
(3) Размеры обратных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности обратных или подкладных сварных швов . Обозначения контуров (рис. 3-55) для обратных или подкладочных швов указываются так же, как и для угловых швов (параграф 3-21).
3-26.РАСПЛАВЛЕННЫЕ ШВЫ
а. Общие .
(1) Символ сквозного плавления должен использоваться там, где требуется не менее 100% проплавления сварного шва через материал в сварных швах, выполненных только с одной стороны (рис. 3-56).
(2) Сварные швы, выполненные методом сквозного плавления, должны быть показаны путем размещения символа шва сквозного плавления сбоку от контрольной линии напротив символа шва с разделкой кромок, фланца, тройника или углового шва (рис.3-56).
(3) Размеры сварных швов, выполненных методом сквозного плавления, должны отображаться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности сварных швов расплавом . Контурные символы для сквозных сварных швов обозначаются так же, как и для угловых швов (рис. 3-57).
3-27. ПОВЕРХНОСТНЫЕ ШВА
а. Общие .
(1) Обозначение наплавочного сварного шва должно использоваться для обозначения поверхностей, образованных сваркой (рис. 3-58), независимо от того, образованы ли они одно- или многопроходными наплавочными швами.
(2) Символ наплавки не обозначает сварку соединения и, следовательно, не имеет стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии по направлению к читателю, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
г. Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны быть на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
г. Протяженность, расположение и ориентация поверхностей, созданных сваркой .Когда вся поверхность плоской или криволинейной поверхности должна быть создана сваркой, на символе сварки не требуется указывать никаких размеров, кроме размера. Если только часть площади плоской или криволинейной поверхности должна быть застроена сваркой, на чертеже должны быть указаны протяженность, местоположение и ориентация создаваемой площади.
3-28. ФЛАНЦЕВЫЕ ШВА
а. Общие .
(1) Следующие обозначения сварки используются для соединений из легкого металла, включающих развальцовку или отбортовку соединяемых кромок (рис.3-59). Эти символы не имеют стрелки или другого побочного значения.
(2) Краевые швы фланцев обозначаются символом краевого шва фланца (A, рис. 3-59).
(3) Сварные швы углового фланца обозначаются символом сварного шва углового фланца (B, рис. 3-59). В случаях, когда угловое фланцевое соединение не детализировано, требуется разрыв стрелки, чтобы показать, какой элемент фланцевый (рис. 3-59).
г. Размеры фланцевых сварных швов .
(1) Размеры фланцевых сварных швов показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
(2) Радиус и высота над точкой касания должны быть указаны с указанием радиуса и высоты, разделенных знаком плюс и помещенных слева от символа сварного шва. Радиус и высота должны читаться в таком порядке слева направо вдоль контрольной линии (C, рис. 3-59).
(3) Размер (толщина) фланцевых сварных швов должен указываться размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Корневые отверстия фланцевых швов не показаны на символе сварки. Если желательно указать этот размер, он должен быть показан на чертеже.
г. Многослойные фланцевые сварные швы . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. СОПРОТИВЛЕНИЕ ТОЧЕЧНЫХ ШВОВ
а. Общие . Обозначения контактной точечной сварки (рис. 3-3) сами по себе не имеют стрелок или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактной точечной сварки должны быть центрированы на контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных точечных швов .Размеры контактных точечных сварных швов по размеру или прочности следующие:
(1) Размер контактных точечных сварных швов обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен указываться слева от символа сварного шва с или без меток в дюймах (рис. 3-60).
(2) Прочность контактных точечных сварных швов обозначается как минимально допустимая прочность на сдвиг в фунтах на точку и должна отображаться слева от символа сварного шва (рис.3-61).
г. Расстояние между точечной сваркой сопротивлением .
(1) Шаг точечной сварки сопротивлением должен быть указан справа от символа сварного шва (рис. 3-62).
(2) Когда символы показаны непосредственно на чертеже, расстояние показано с помощью размерных линий.
(3) Если контактная точечная сварка простирается меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис.3-63).
г. Количество контактных точечных сварных швов . Если требуется определенное количество сварных швов в определенном стыке, это число должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
e. Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
3-30. СОПРОТИВЛЕНИЕ ШВОВ
а. Общие .
(1) Обозначения контактных сварных швов сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Символы контактного шва должны быть отцентрированы на контрольной линии.
(2) Размеры контактных швов могут быть показаны по обе стороны от контрольной линии.
г. Размер контактных швов . Сварные швы сопротивления должны иметь следующие размеры или прочность:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или в десятичных дробях в сотых долях дюйма, и должен быть показан с дюймовыми метками или без них слева от символа сварного шва (рис. .3-66).
(2) Прочность контактных сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и должна быть указана слева от символа сварного шва (рис. 3-67).
г. Длина контактных швов .
(1) Длина контактного шва, указанная на символе сварки, должна указываться справа от символа сварки (рис.3-68).
(2) Когда контактная сварка выполняется на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
(3) Если длина контактного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-69).
г. Шаг контактных сварных швов . Шаг сварки прерывистым сопротивлением шва должен обозначаться как расстояние между центрами сварных швов и указываться справа от размера длины (рис. 3-70).
e. Прекращение прерывистой контактной сварки швов . Если прерывистая контактная сварка используется сама по себе, символ указывает, что приращения расположены на концах заданной длины.При использовании между непрерывной сваркой контактным швом символ указывает, что на концах размерной длины остаются промежутки, равные шагу минус длина одного шага. При одновременной сварке прерывистым и непрерывным контактным швом необходимо использовать отдельные символы.
ф. Сварные соединения заподлицо с выступом . Если открытая поверхность одного элемента выступающего сварного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
3-31. ПРОЕКЦИОННЫЕ ШВА
а. Общие .
(1) При использовании выступающей сварки необходимо использовать символ точечной сварки вместе со ссылкой на процесс выступающей сварки в конце символа сварки. Символ точечной сварки должен располагаться по центру контрольной линии.
(2) Рельефы на лонжероне, показанном стрелкой, в соединении для выступающей сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-72).
(3) Тиснение на другом лонжероне стыка для выступающей сварки должно быть обозначено размещением символа сварного шва на — стороне контрольной линии вдали от считывающего устройства (рис. 3-73).
(4) Пропорции выступов должны быть показаны с помощью деталей или других подходящих средств.
(5) Размеры выступающих сварных швов должны быть показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
г. Размер выступающих сварных швов .
(1) Выступающие сварные швы должны иметь размеры по прочности. Размеры сварных швов круглого выступа могут быть заданы по размеру.
(2) Размер сварных швов с круглым выступом должен быть обозначен как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с отметками в дюймах или без них слева от символа сварного шва (рис. .3-74).
(3) Прочность выступающих сварных швов обозначается как минимально допустимая прочность на сдвиг в фунтах на сварной шов и указывается слева от символа сварного шва (рис. 3-75).
г. Расстояние между выступами . Шаг выступающих швов должен быть указан справа от символа шва (рис. 3-76).
г. Количество выступающих сварных швов . Если в определенном стыке требуется определенное количество сварных швов с выступом, это количество должно быть указано в скобках (F, рис. 3-77).
e. Объем проекционной сварки . Если длина сварного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис. 3-78).
ф. Соединения, сварные швом с сопротивлением заподлицо . Когда открытая поверхность одного элемента контактного сварного шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. ВСПЫШКА ИЛИ БЛОКИРОВКА СВАРКИ
а. Общие . Обозначения сварного шва с оплавлением или высадкой сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ним, могут иметь такое значение.Обозначения сварных швов оплавлением или сваркой с осадкой должны быть отцентрированы на контрольной линии. Размеры не нужно указывать на символе сварки.
г. Контур поверхности сварных швов оплавлением или осадкой. Контурные символы (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) обозначаются так же, как и для угловых швов (параграф 3-21).
Разрешение
Таблица символов сварки: объяснение основ (с изображениями)
0Последнее обновление: 13 января 2021 г.
Изображение предоставлено: Лью Эрбер, Flickr.com
Загрузите руководство по символам сварки в формате .PDF:
Вам нужно учиться на бегу? Загрузите диаграмму символов в формате .PDF здесь.
Стать профессиональным сварщиком полезно и дает возможность на всю жизнь получать удовольствие от работы по всему миру. На этом пути возникает множество проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым придется сваривать. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше других, но вы неизбежно столкнетесь с некоторыми, которые доставляют вам не больше, чем головную боль на бумаге. Полезно понимать символы сварки, чтобы, когда вы столкнетесь со сложными рисунками, символы будут на одно препятствие меньше.
Испытание сварочных символов
Существуют также различные теоретические тесты, которые вам могут потребоваться в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно овладеть этими символами, чтобы получить квалификацию.Хотя некоторые тестовые символы просты, нельзя доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к следующему экзамену.
Сварочные символы
Некоторые символы сварки выглядят сложными, но если их разбить, вы увидите, что они довольно простые. Обозначения представляют собой изображение соединения перед сваркой, если смотреть со стороны, например, в поперечном сечении. Каждый символ объясняется индивидуально, рядом с ним указывается профиль сварного шва.
Есть две системы, которые используются для интерпретации, и четыре раздела различных символов, описанных в этой статье: базовая платформа, базовые символы стыкового шва, другие базовые символы и дополнительные символы. Каждый раздел стоит особняком, если вам нужно сосредоточиться на одном наборе символов, но прочтение всех четырех даст вам полезное представление об общей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей сварных швов.Он состоит из трех частей:
- Линия со стрелкой: указывает на общее расположение сварного шва.
- Контрольная линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отличные от специфики. Сюда входят стандарты сварки, типы материалов и требуемый процесс сварки.
Две системы вытяжки
Есть две системы, в которых используется базовый символ, и каждая из них интерпретируется по-своему.Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A Система B
Базовая система A
Базовая система A отличается пунктирными линиями под контрольной линией. Как показано на рисунке, когда символ сварки находится на стороне пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке.Когда символ сварки находится над контрольной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо в случае, если нет места для базового обозначения со стороны сварного шва.
Базовая система B
Базовая система B распознается по отсутствию тире под контрольной линией. Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Базовые обозначения стыков
Как следует из названия, эти сочленения отличаются стыковкой друг с другом встык. Например, две пластины расположены плоско на своих гранях, выровненных параллельно и прямо поперек их вершин, и они приварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают необходимую им подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ отображает два квадратных угла.
Одинарный V-образный стык
Одинарный V-образный стык имеет сварку под углом 45 ° с одной стороны каждой пластины на всю глубину материала. Соединенные пластины образуют V-образную форму, как указывает символ.
Одинарный V-образный стык с широким зубцом
Подобно одиночному V-образному стыку, эта подготовительная сварка имеет угол 45 ° на одной стороне каждой пластины от верха металла до не более чем way глубины пластины, оставляя часть материала внизу.Шарнир имитирует свой символ в виде буквы Y.
.Стык с одинарным скосом
Эта подготовка стыка имеет угол 45 °, разрезающий на всю глубину с одной стороны одной пластины, в то время как другой конец имеет квадратную форму, как показывает символ.
Стык с односторонним скосом и широким зубцом
С одним квадратным концом и скосом 45 ° на другой стороне, проходящей через пластину только частично, подготовка к сварке будет выглядеть как ее символ — строчная буква r без дуги.
Одинарный U-образный стык
На обеих пластинах есть угол, вырезанный в форме луны примерно на толщины пластины, чтобы образовать U на части соединенных секций, как показывает символ.
Одинарный J стык
Одна пластина имеет квадратный конец, в то время как другая имеет угол, вырезанный в форме part луны на части толщины пластины, образуя мягкую букву J при соединении, как вы можете видеть на символе.
Двухсторонние стыковые соединения
Эти сварные швы точно такие же, как односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и свариваются.
Двусторонний V-образный стык
На обоих концах каждой пластины имеется вырез под углом 45 °, который пересекает середину пластины и образует острие.При соединении точки встречаются. Это создает X, как видно на символе, на всю глубину стыка.
Двухсторонний конический стык
Одна плита не имеет подготовки под сварку, поэтому ее углы остаются квадратными. На другой стороне есть два скоса под 45 °, заканчивающиеся посередине, чтобы сделать точку. Как показывает символ, соединенные пластины образуют K.
П-образный двусторонний стык
Обе стороны двух пластин имеют вырез в луны, оставляя сечение от четверти до половины толщины пластины в центре между двумя сварочными швами.Когда они соединяются вместе, они образуют букву U на n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые швы — наиболее распространенные типы швов. Однако, в отличие от большинства стыковых швов, различные типы угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все остальные символы базовой сварки, не относящиеся к стыковым сварным швам, включая символ углового соединения.
Филе
Этот символ представляет собой прямоугольный треугольник, поскольку чаще всего угловое соединение выполняется между двумя пластинами, расположенными под прямым углом друг к другу.Обычно это стык под углом 90 ° или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Электрозаклепка соединяет две пластины вместе, причем сварной шов внутри него полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие для заглушки в разрезе верхней пластины.
Точка сопротивления
Две пластины соединяются друг с другом путем создания тепла за счет электрического сопротивления между пластинами с помощью устройства для контактной точечной сварки.Его символ — круг такой же формы, как точечная сварка.
Шов сопротивления
Это похоже на точечную сварку сопротивлением, только электрическое сопротивление создает длинный сварной шов, а не одну точку. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через круг, символизирующие сварной шов, имеющий длину, подобную форме паза. Шов сопротивления образует круг, растянутый вдоль.
Дополнительные символы
Эти символы добавляются к базовым символам для уточнения типа требуемого сварного шва.Они включают характеристики сварного шва, способ и место его сварки, а также необходимые особенности отделки.
Отделка заподлицо
Этот символ означает, что сварной шов необходимо обработать или отшлифовать заподлицо до уровня остальной части листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклый
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, от сварного шва, как показано на его символе.
вогнутый
Символ подбарабанья изогнут в противоположном направлении от выпуклого, что означает, что сварной шов следует закончить с изгибом внутрь, как внутри чаши.Часто это отделка, используемая для угловых швов.
Стеллаж сварной
Это когда нижняя часть подготовительного сварного шва, такого как V или U, требует небольшого начального сварного шва у основания подготовительного шва перед его полной сваркой. Это дает основание для полного сварного шва без продувки из-за чрезмерного тепла, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещен под или поверх базового символа, в зависимости от того, какой стороны опорной линии базового символ включен.
Расходная вставка
Внутри сварочного шва в нижней части вставляется расходная заглушка, где есть пространство между двумя секциями. Вставка вплавляется в сварной шов и предотвращает выдувание днища. Его символ — форма круглой вставки, смотрящей на нее сбоку.
Сварка полностью вокруг
Этот символ окружает угол базовой платформы, чтобы показать, что указанная секция требует сварки по всему периметру, как круг.
Сварка между точками
На чертеже будут показаны две точки, например X и Y, между секциями, требующими сварки. Стрелки символа между двумя буквами показывают, что сварной шов должен проходить по всей длине между двумя метками.
Сварка на строительной площадке
Этот символ имеет отметку, показывающую, что сварка должна выполняться на месте, а не в мастерской. Подобно тому, как установлен флаг для обозначения участка страны, этот флаг указывает на то, что он должен быть сварен на участке проекта.
Ступенчатый прерывистый шов
Для этого требуется, чтобы сварные швы были периодически расположены в шахматном порядке на первой и второй стороне секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки на первой стороне. Затем имитируйте сварные швы вдоль второй стороны, но между сварными швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект 7 в зеркале. На нем изображены две семерки равных пропорций, но перевернутые, образуя букву Z.Точно так же прерывистый шов с шахматным уклоном одинаков на обеих сторонах элемента, но перевернут, так что сварные швы находятся в разных местах, но с одинаковыми промежутками.
Заключение
Как видите, система, окружающая символы сварки, не такая уж сложная. Большинство символов основано на поперечном сечении соединений, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к ним в ходе работы и проверять правильность сварных швов в соответствии с чертежом.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.
Использованные источники:
http://www.svets.se/download/18.274ebf1415b8cd45d523c10b/1510575524112/Part+05+-+Risks+with+the+new+standard+EN+ISO+2553+2014.pdf
Знакомство с символами сварки
Символы сварки в SOLIDWORKS
Погружение в мир символов сварки может быть достаточно пугающим, без необходимости искать и изучать инструменты, необходимые для их вставки в детали и чертежи.К счастью, SOLIDWORKS упростил процесс определения обозначений сварных швов с помощью одного диалогового окна. Там мы можем создать все необходимые символы, необходимые для общения со сварщиком. Помимо создания символов сварных швов, будут кратко обсуждены значения некоторых общих символов сварных швов.
Прежде всего, давайте начнем с основного символа сварного шва. Стрелка показывает, где будет укладываться бусинка.
Обозначение типа сварного шва может быть нанесено вверху стрелки или под ней.Если символ типа сварного шва находится под стрелкой, валик будет уложен на поверхность, на которую указывает стрелка. Если символ типа сварного шва находится над стрелкой, валик будет уложен напротив грани, на которую указывает стрелка.
Символы над или под стрелкой обозначают различные типы сварных швов. Треугольник представляет угловой сварной шов, V представляет сварной шов с V-образной канавкой, а две параллельные линии представляют квадратный сварной шов. Каждый из этих символов можно увидеть ниже.
Цифры слева от символа типа сварного шва представляют размер сварного шва, а числа справа от символа типа сварного шва представляют длину сварного шва.Если за длиной следует прочерк, число представляет собой расстояние между прерывистыми сварными швами.
Теперь пора увидеть, насколько легко получить доступ к этим обозначениям типов сварных швов внутри SOLIDWORKS. В SOLIDWORKS есть возможность создать полный символ во время создания детали или после того, как она была помещена в чертеж. Давайте сначала посмотрим на создание обозначения сварного шва внутри среды детали. Две четверть-дюймовые пластины будут сварены вместе угловым швом в четверть дюйма. Чтобы создать сварной шов , щелкните вкладку Сварные детали в CommandManager и нажмите Сварной шов .
В PropertyManager мы можем определить сварной шов по геометрии сварного шва или пути сварного шва. Геометрия сварного шва позволяет выбрать две грани, чтобы между ними можно было уложить сварной шов. Путь сварки позволяет выбрать кромку, где будет размещен сварной шов.
После определения местоположения появляется диалоговое окно «Символ сварного шва». Здесь мы можем добавить информацию о типе, размере и направлении сварного шва.
После завершения работы в диалоговом окне «Символ сварного шва» и выполнения функции «Сварной шов» появится символ сварного шва.После сохранения детали символы сварных швов можно перенести на виды чертежа с помощью элементов модели на вкладке «Аннотация».
Обозначения сварных швов также можно наносить непосредственно на чертежах. В среде рисования инструмент «Символ сварного шва» можно найти на вкладке «Аннотации».
То же диалоговое окно, что и в среде детали, используется для создания символов. Значок сварного шва помещается , щелкая по желаемому месту сварного шва . Символ сварного шва теперь готов и встанет на место.
В этом блоге мы рассмотрели основы инструментов для обозначения сварных швов и то, что означают некоторые символы сварных швов.