§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ — ЧПУ, фрезерные станки и оборудование | Гореловский В.Я.
§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы ГОСТ 836—47. и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к этим станкам.
На рис. 59 изображен передний конец шпинделя фрезерных станков. Внутренний конус 2, в который вставляется хвостовик инструмента, сделан очень крутым. Вращение инструменту передается
поводками 3, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживают
непосредственно на крепительный фланец 1, центрируется цилиндрической заточкой переднего конца и крепится четырьмя
винтами, вставляемыми в отверстия 4.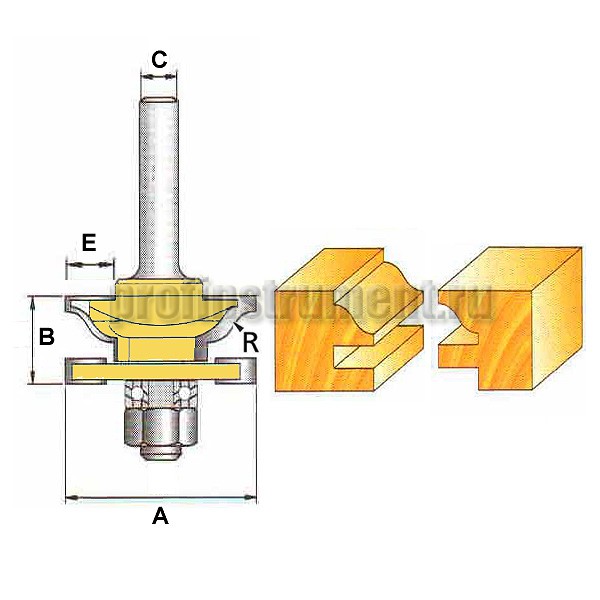
Закрепление насадных фрез. Насадные фрезы устанавливают на оправки, которые закрепляют в шпинделе станка.
На рис. 60 изображены оправки, имеющие конический хвостовик /, который соответствует коническому гнезду переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 во фланце оправки надеваются на поводки, вставленные в пазы на торце шпинделя.
Оправка, изображенная на рис. 60, а, предназначена для закрепления фрез, работающих при больших усилиях. Она имеет большую длину, позволяющую применять добавочную серьгу
хобота. Оправка, изображенная на рис. 60, б, предназначена для более легких работ.
Оправки, изображенные на рис. 60, а и б, называются центровыми. Центровую оправку одним концом закрепляют в гнезде
шпинделя станка, а другим поддерживают подшипником серьги хобота.
Оправка, изображенная на рис. 60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка,
60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка,
а на другом конце устанавливается насадная фреза, которая работает вместе с оправкой как насадная фреза.
Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Эти кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 3 упирается гайка 2, навернутая на конец оправки.
На рис. 61, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез). Из чертежа видно, что ширина установочных колец здесь различна.
Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм, а именно: 1,0; 1,1; 1,2; 1,25; 1,3;
1,4; 1,5; 1,75; 2,0; 2,5; 3,0;
3,25; 5,0; 6,0; 7,5; 8,0;‘10;
20; 30; 40 и 50 мм.
При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 61, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние это устанавливается посредством подбора колец потребной ширины.
Иногда, регулируя расстояние между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как, пользуясь имеющимися в наборе кольцами, нельзя получить необходимого расстояния между фрезами.
Фрезеровщик-новатор В. А. Горяйнов сконструировал регулируемое установочное кольцо (рис. 62), которое позволяет быстро обеспечить требуемое расстояние между фрезами с точностью до 0,01 мм. Регулирование расстояния между фрезами 4 осуществляется поворотом с помощью ключа 5 регулируемого установочного кольца 6, имеющего лимб с делениями 0,01 мм. Предварительная установка фрез производится с помощью обычных установочных колец 3.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки
профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонку.
Диаметры отверстий в насадных фрезах и кольцах, равно как и наружные диаметры рабочей части фрезерных оправок,
изготовляют только определенных размеров. На отечественных заводах приняты следующие диаметры оправок: 10, 13, 16, 22, 27, 32, 40 и 50 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номера обязательно подойдут друг к другу.
Фрезерные оправки не должны иметь биения, забоин и вмятин.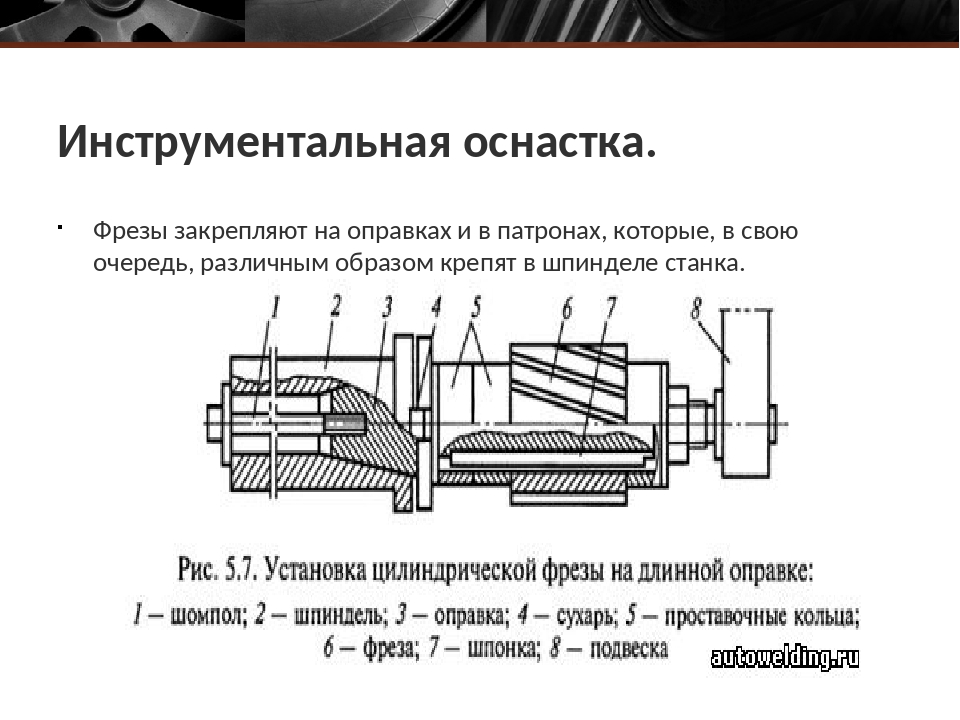 На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.
На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.
Устанавливая фрезы, надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по каким-либо причинам это не удается, то надо ставить добавочную серьгу, что разгружает фрезерную оправку. Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках. Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
На рис. 63 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Шпонка 2 предотвращает провертывание фрезы на оправке.
Закрепление фрез с коническим и цилиндрическим хвостовиком.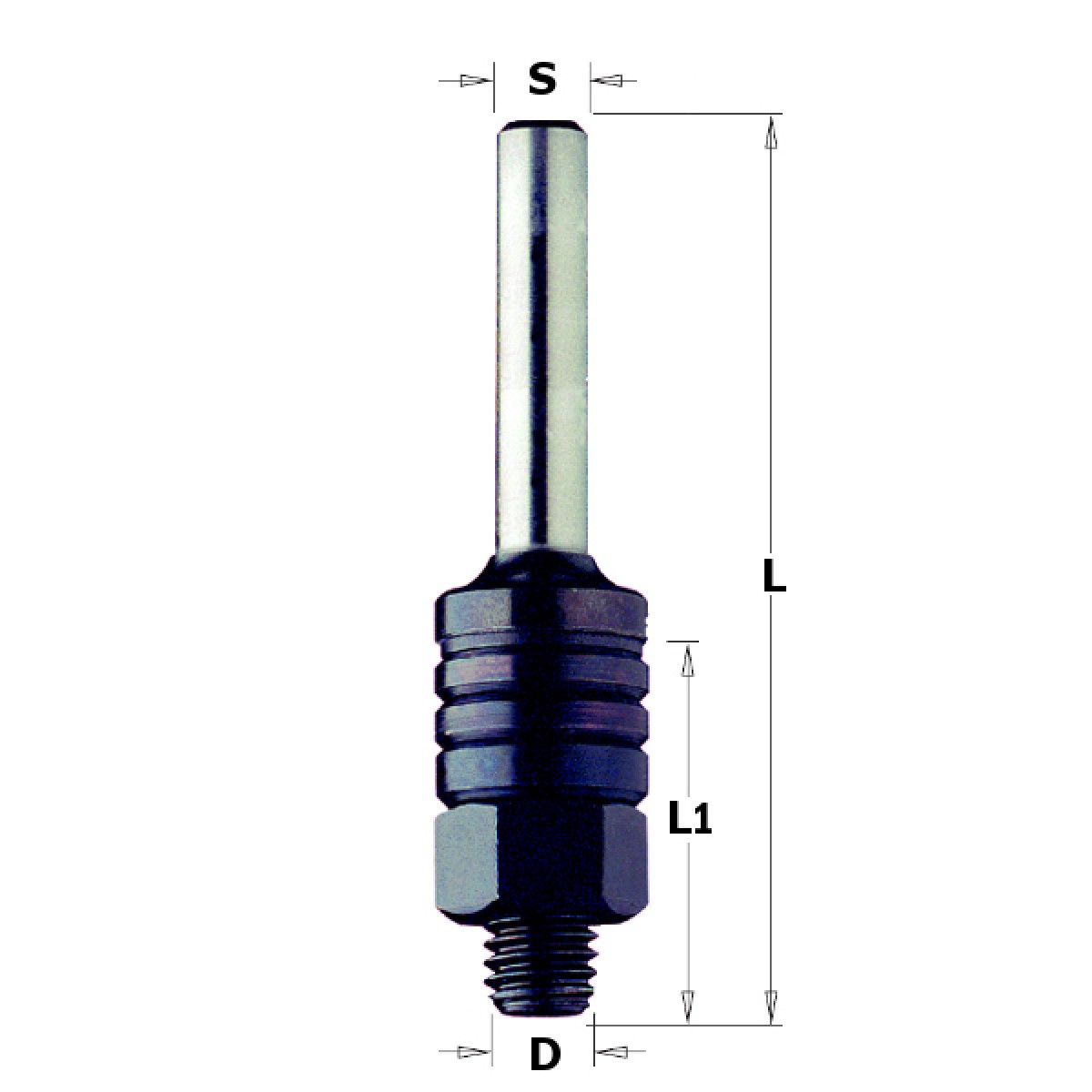 Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально, так и на вертикально-фрезерном станках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально, так и на вертикально-фрезерном станках.
Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 64). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта (шомпола).
Патрон с надетой фрезой устанавливают в шпиндель горизонтально или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится после освобождения гайки 2.
 65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2.
65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2.
Закрепление насадных фрез большого диаметра. Сборные торцовые фрезы диаметром 80 мм и выше изготовляют насадными.
Посадочные отверстия таких фрез выполняются коническими или цилиндрическими.
Фрезы с коническим посадочным отверстием (рис. 66, а) насаживают на конус 1 специальной фрезерной оправки (рис. 66, б) и при помощи вкладыша 2 и винта 3 закрепляют на ней. Вкладыш 2 входит в пазы 4, имеющиеся в корпусе фрезы. Крепление оправки с фрезой в коническом гнезде шпинделя производится затяжным винтом (шомполом) путем ввертывания его в резьбовое отверстие 5 оправки. Для предотвращения провертывания фрезерной оправки в конусном гнезде шпинделя оправка имеет два паза 6, входящие в сухари 3 на торце переднего конца шпинделя станка (см. рис. 59).
Фрезы с цилиндрическим посадочным отверстием (рис. 67) насаживают на цилиндрический конец 1 шпинделя (см.
шпинделя.
По материалам книги «Основы фрезерного дела С.В.Аврутин 1962г.»
Закрепление концевых фрез — Энциклопедия по машиностроению XXL
Детали тонкостенные, имеющие малые опорные поверхности, не обеспечивающие надёжного закрепления (концевые фрезы [c.101]Закрепление концевых фрез. Торцовые, концевые и шпоночные фрезы с коническим хвостовиком, размер которого совпадает с размером конуса гнезда шпинделя, закрепляют непосредственно в гнезде [c.382]
| Фиг. 199. Закрепление концевой фрезы в эксцентриковом патроне а — эксцентрицитет. |
Концевые фрезы не позволяют регулировать их диаметр, поэтому обработка точных пазов возможна только новой фрезой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентрицитетом по отношению к шпинделю, т, е.
 с некоторым регулируемым биение.м, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки.
[c.158]
с некоторым регулируемым биение.м, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки.
[c.158]В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом. На рис. 54 показан цанговый патрон, применяемый на Ленинградском станкостроительном объединении им. Я. М. Свердлова. В корпусе патрона расточено отверстие эксцентрично на [c.44]
Закрепление концевых фрез [c.103]
На рис. VI.5 показаны два патрона для закрепления концевых фрез с коническими хвостовиками. [c.129]
VII. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ 1. УСТРОЙСТВА ДЛЯ ЗАКРЕПЛЕНИЯ КОНЦЕВЫХ ФРЕЗ [c.147]Кроме общеизвестных способов и средств закрепления концевых фрез, в последнее время получили распространение следующие, [c.147]
Используется для закрепления концевых фрез с цилиндрическим хвостовиком.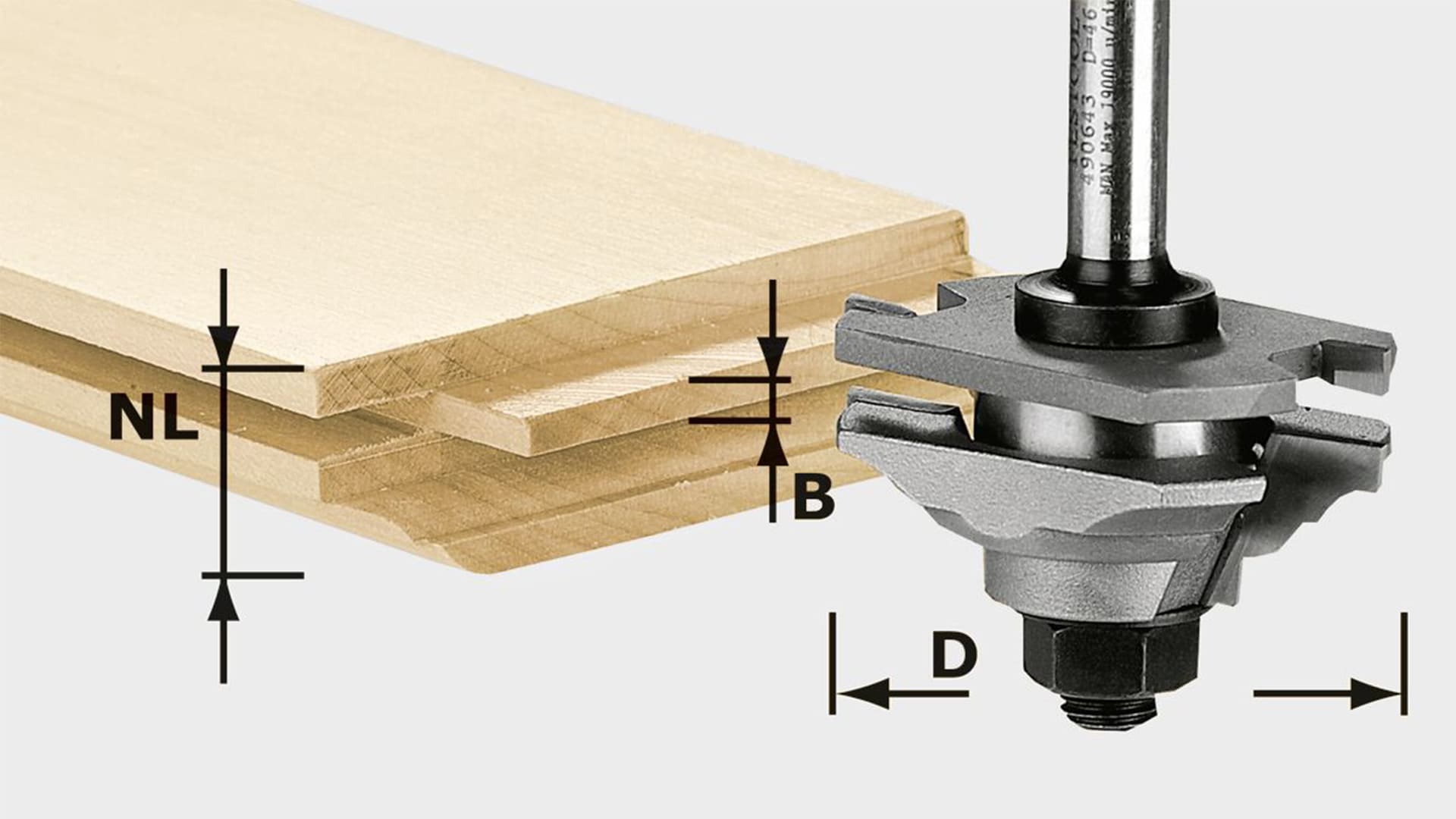 Патрон состоит из корпуса /, с коническим хвостовиком, гайки 2 и зажимных вкладышей 3. Патрон изготовляется с высокой точностью. Зажатая в патроне контрольная оправка не должна иметь биение относительно хвостовика более 0,01 мм
[c.79]
Патрон состоит из корпуса /, с коническим хвостовиком, гайки 2 и зажимных вкладышей 3. Патрон изготовляется с высокой точностью. Зажатая в патроне контрольная оправка не должна иметь биение относительно хвостовика более 0,01 мм
[c.79]
Высокоскоростная обработка, как способ повышения производительности и качества, характеризуется скоростями резания от 700 м/мин для чугунов и конструкционных сталей до 2000—5000 м/мин для алюминиевых сплавов. Конструкции приспособлений для базирования и закрепления концевых фрез, сверл и другого режущего инструмента должны соответствовать таким необычным условиям резания. [c.235]
Получение точного размера по ширине паза можно достичь путем его обработки за два прохода черновой и чистовой. При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т.
 е. с регулируемым биением. Это позволяет путем регулирования эксцентриситета получать точные по ширине пазы концевой фрезой, потерявшей размер после переточки.
[c.70]
е. с регулируемым биением. Это позволяет путем регулирования эксцентриситета получать точные по ширине пазы концевой фрезой, потерявшей размер после переточки.
[c.70]Патрон для закрепления концевых фрез [c.72]
Применяют универсальные патроны, предназначенные для закрепления концевых фрез как с цилиндрическим, так и с коническим хвостовиком диаметром до 50 мм. [c.72]
При закреплении сверл в цанговом патроне соблюдать все правила, применяемые при закреплении концевых фрез с цилиндрическим хвостовиком [c.147]
За счет чего экономится время при использовании цангового патрона с регулируемым эксцентриситетом для закрепления концевых фрез [c.82]
Рнс. 32. Подсистемы вспомогательного инструмента для станков с ЧПУ сверлильно-расточной н фрезерной группы 1 — оправка с конусом 7 24 для насадных фрез с поперечной шпонкой 2, 3 — оправки для насадных торцовых фрез с продольной шпонкой 4 — патрон цанговый для закрепления инструмента диаметром 20 — 40 мм 5—втулки переходные для концевых фрез б — патроны цанговые Г для закрепления инструмента с диаметром хвосто-
[c.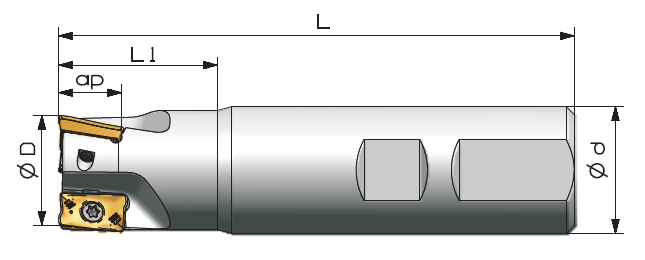 567]
567]
Концевыми фрезами можно фрезеровать вертикальные и небольшие горизонтальные плоскости. Применение наборов фрез при фрезеровании плоскостей позволяет повысить производительность процесса обработки и обрабатывать фасонные поверхности. Набор представляет собой группу фрез, установленных и закрепленных на одной оправке. [c.197]
При установке в магазин особое внимание необходимо обращать на инструмент, работающий с первоначально ориентированным шпинделем, так как он должен быть установлен в ячейку определенным образом. Кроме того, необходимо проверить заточку инструмента крепление сверлильных патронов на конусе оправки и сверл в патроне крепление концевых фрез в переходных втулках крепление инструмента в цанговых патронах настройку резьбонарезных патронов и закрепление метчика в переходной втулке крепление насадных зенкеров и разверток на плавающих оправках биение сверл и метчиков при установке в патроны с целью его уменьшения.
[c. 323]
323]
Фрезерование по копиру дисковых кулачков с фасонной поверхностью лучше всего осуществлять на вертикально-фрезерных станках. На рис. 127, г показано копировально-фрезерное приспособление. На вертикально-фрезерном станке применяется концевая фреза 3. Ролик 4 закреплен на станине заготовка 1 и копир 2 закрепляются на круглом столе с автоматической или ручной круговой подачей. Винт поперечной подачи салазок отключен, и груз с силой Р все время прижимает копир к ролику. Фреза и ролик должны иметь диаметр, равный или меньший, чем двойной наименьший радиус закругления копира. Копир имеет скос в 15°, а ролик — конус с углом при вершине 30°. Это дает возможность работать в несколько проходов. Чтобы увеличить глубину резания, надо опустить стол. При отсутствии скоса диаметры фрезы и ролика должны быть одинаковыми (при профиле копира, тождественном профилю детали) и при переточке уменьшение диаметра фрезы должно привести к искажению профиля обрабатываемой детали. Скос на копире дает возможность исключить это искажение. [c.207]
[c.207]
Погрешность закрепления вб=0 если 1) совмещены технологическая и измерительная базы, к чему всегда следует стремиться при проектировании СП 2) размер получен мерным инструментом (например, ширина прямоугольного паза при фрезеровании трехсторонней дисковой или концевой фрезой за один проход и т. п.) 3) направление выдерживаемого размера перпендикулярно направлению размера, характеризующего расстояние между технологической и измерительной базами. [c.528]
Обработка корпусной детали, как правило, начинается с выполнения переходов фрезерования. Сначала фрезеруют торцовой или концевой фрезой наружные плоские поверхности детал затем уступы, пазы, выступы. Фрезеруют внутренние плоские поверхности, пазы и другие подобные им элементы детали, расположенные на некотором расстоянии от наружных плоских поверхностей детали. Открытые плоские поверхности, т.е. поверхности, вход (или выход) инструмента на которые не ограничен другим элементом детали, фрезеруют торцовыми (широкие поверхности с В> 0,ЗД где В — ширина паза, D — диаметр фрезы) или концевыми (узкие поверхности с В плоских поверхностей, т.
 е. поверхностей, вход (выход) инструмента на которые ограничен другим элементом детали, сначала фрезеруют концевой фрезой боковую сторону этого ограничивающего элемента (уступа, прилива), а затем торцовой фрезой — оставшуюся часть поверхности. Несколько поверхностей можно обрабатывать набором фрез, закрепленных на консольной оправке (рис. 45).
[c.794]
е. поверхностей, вход (выход) инструмента на которые ограничен другим элементом детали, сначала фрезеруют концевой фрезой боковую сторону этого ограничивающего элемента (уступа, прилива), а затем торцовой фрезой — оставшуюся часть поверхности. Несколько поверхностей можно обрабатывать набором фрез, закрепленных на консольной оправке (рис. 45).
[c.794]Крепление посредством конуса с резьбовым отверстием применяется для концевых фрез различных типов цилиндрических, шпоночных, Т-образных и т. п. Резьбовое отверстие предназначается для затяжного болта, пропускаемого через полый шпиндель станка. Такая конструкция обеспечивает более надежное закрепление пэ сравнению с конусом с лапкой. Особенно важно это для фрез с винтовыми зубьями, направление которых совпадает с направлением резания. При отсутствии затяжного болта конический хвостовик фрез будет стремиться выйти из гнезда шпинделя под действием осевой силы, появляющейся в результате наличия винтовых зубьев фрезы.
[c.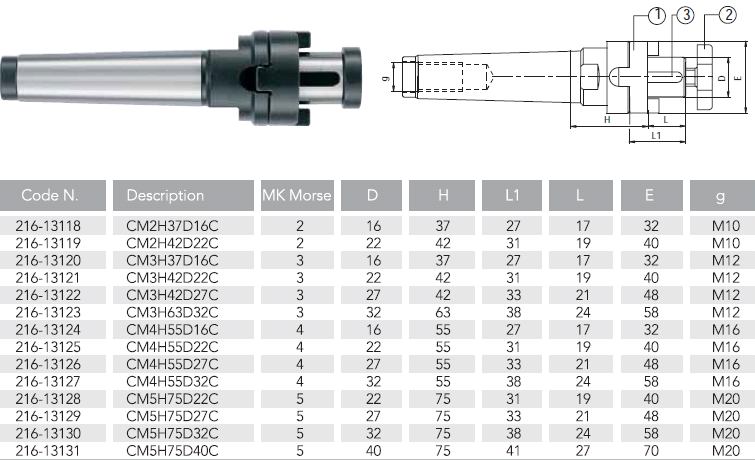 96]
96]
На рис. 164 показано простейшее приспособление для механического копирования. Заготовка и копир устанавливаются на столе вертикально-фрезерного станка отдельно (для большей ясности закрепление детали и копира не показано). Расстояние между осями фрезы и копирного пальца строго определенное. К копиру подводится копирный палец, который под действием груза прижимается к копиру и при продольном движении стола скользит по его контуру. К заготовке подводится концевая фреза. [c.307]
Закрепление фрез на концевых оправках. Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках. [c.70]
В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез и т. п.) закрепление деталей производят между центрами делительной головки и задней бабки. Часто деталь закрепляют в самом шпинделе делительной головки. При- [c.68]
Закрепление фрезы следует производить как можно ближе к шпинделю, вылет концевой фрезы должен быть наименьшим. Подвесной подшипник хобота следует располагать как можно ближе к фрезе.
[c.151]
Подвесной подшипник хобота следует располагать как можно ближе к фрезе.
[c.151]
| Рис. 182. Схема закрепления концевой фрезы а эксцентиковом патроне е — эксцентриситет |
При применении концевых фрез обработка точных пазов возможна только новой фрезой. Имеются патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым экцентриситетом по отношению к шпинделю (см. рис. 66). [c.296]
Закрепление концевых фрез с коническими и дилинд-рическими хвостовиками.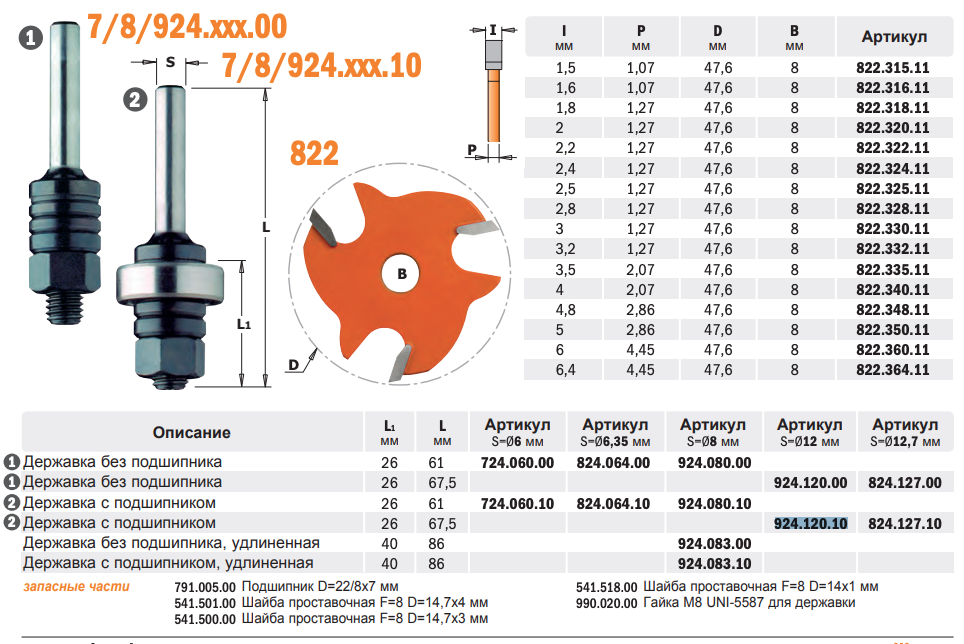 Торцовые, концевые и шпоночные фрезы с коническими хвостовиками, размеры конусов которых совпадают с размерами конуса гнезда шпинделя, базируют хвостовиком непосредственно в гнезде шпинделя и затягивают штревелем. Это самый простой способ закрепления фрезы с хвостовиком как на горизонтально-, так и на вертикально-фрезерном станке. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то используют переходные втулки. Наружный конус переходной втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку со вставленной фрезой устанавливают в шпиндель и затягивают штревелем.
[c.141]
Торцовые, концевые и шпоночные фрезы с коническими хвостовиками, размеры конусов которых совпадают с размерами конуса гнезда шпинделя, базируют хвостовиком непосредственно в гнезде шпинделя и затягивают штревелем. Это самый простой способ закрепления фрезы с хвостовиком как на горизонтально-, так и на вертикально-фрезерном станке. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то используют переходные втулки. Наружный конус переходной втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку со вставленной фрезой устанавливают в шпиндель и затягивают штревелем.
[c.141]
Закрепление концевой фрезы с затягиванием ее в гнезде шпинделя требует много времени. Это особенно чувствуется при индивидуальном и мелкосерийном производстве, когда приходится часто менять фрезы для разных переходов. В связи с этим новаторы производства постоянно изыскивают способы сокращения затрат времени на установку фрез. Одним из наиболее удачных решений рационализации процесса закрепления концевых фрез является применение быстродействующего патрона конструкции новатора Кировского завода Е. Ф. Савича.
[c.141]
Одним из наиболее удачных решений рационализации процесса закрепления концевых фрез является применение быстродействующего патрона конструкции новатора Кировского завода Е. Ф. Савича.
[c.141]
Конструкция патрона фирмы Fette (Германия) для закрепления концевых фрез с цилиндрическим хвостовиком и резьбой на конце показана на рис. 1. В корпусе патрона 1 размещается центр 2 и резьбовое кольцо 3, шпоночные выступы которого входят в соответствующие гнезда корпуса. Конусная цанга 4 сопрягается с внутренней поверхностью накидной гайки 5, завернутой до упора в буртик. В процессе закрепления инструмент ввертывают в резьбовое кольцо 3 до упора в центр 2, при этом кольцо, перемещаясь в осевом направлении, достигает торца цанги 4, и последняя зажимает хвостовик. Чем больше касательная составляющая силы резания в процессе работы, тем сильнее зажим хвостовика. Для демонтажа следует слегка отвернуть гайку 5 и свободно вывернуть инструмент. Для повышения точности патрона его конус окончательно шлифуют в центрах, используя в качестве одной из баз центр 2. [c.176]
[c.176]
На рис. 94 показан патрон для закрепления концевых фрез с коническим хвостовиком. В корпус 3, закрепленный с помощью шомпола (штревеля) в шпинделе станка, вставляют сменную переходную втулку 4 с закрепленной в ней винтом 5 фрезой 1. Втулка имеет [c.72]Выбор фрезы. Для фрезерования выберел концевую фрезу, диаметр Закрепление планки на столе [c.191]
Осевая сила Ро при работе цилиндрическими или концевыми фрезами с винтовыми зубьями оказывает давление на упорные лодшипннки шпинделя фрезерного станка, действует на приспособление для закрепления заготовки, нагружает винт поперечной аодачи и направляющие станка. Для того чтобы эта сила не загружала чрезмерно узлы станка, угол наклона винтовых канавок следует строго выбирать по табл. 36. [c.436]
В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез) закрепляют заготовку между центрами делительной головки и задней бабки.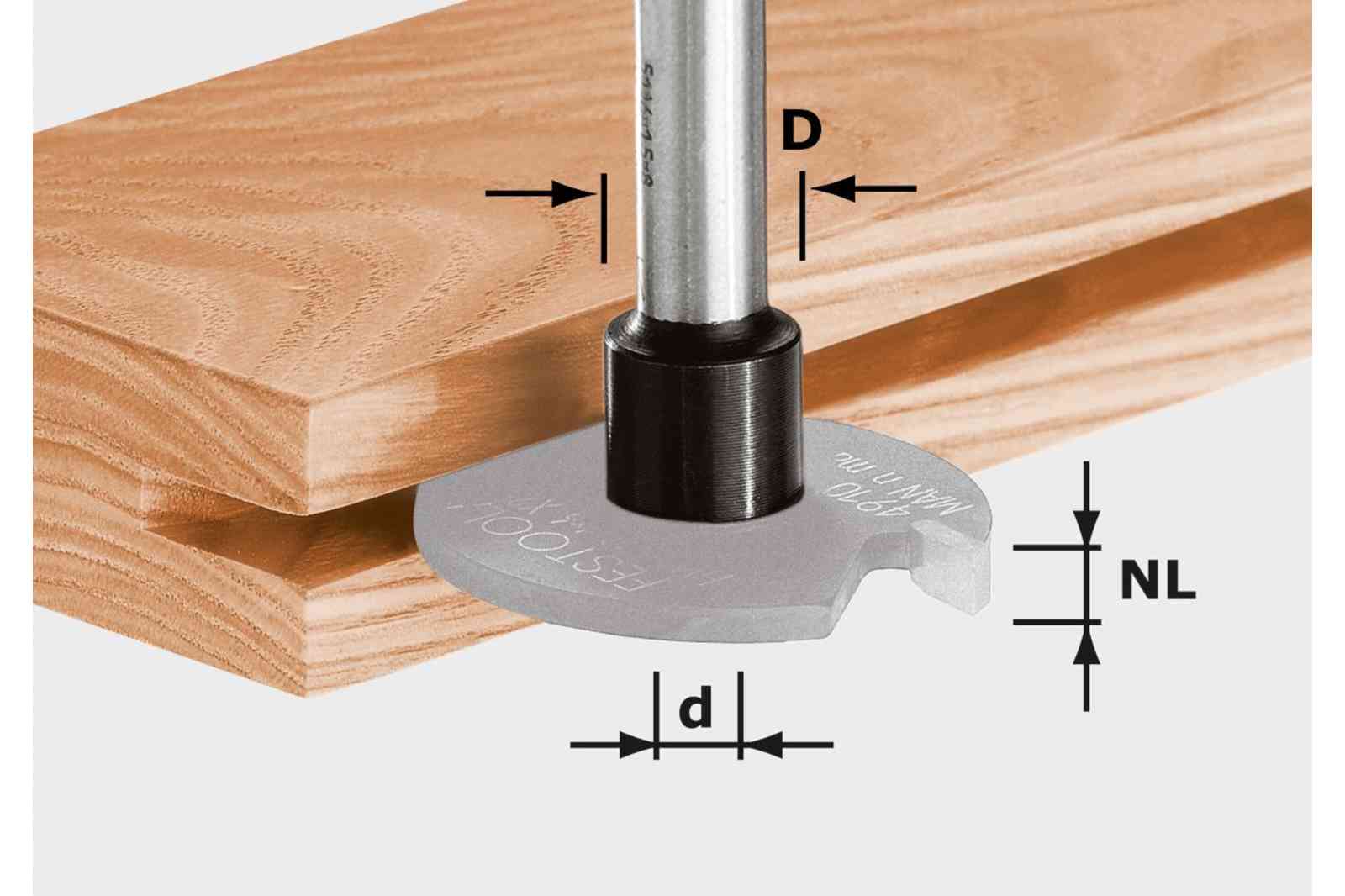 Часто заготовку занреп-ляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпинлель делительной головки.
[c.79]
Часто заготовку занреп-ляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпинлель делительной головки.
[c.79]
Фрезы Крепление на цилиндрической — Энциклопедия по машиностроению XXL
Дисковые фрезы (рис. 14.5) имеют диаметр ) = 60…110 мм и цилиндрические базовые отверстия для крепления на оправке. Режущие зубья дисковых фрез выполняются на цилиндрической внешней поверхности, а также на одной (односторонние) или на обеих (дву- [c.220]Оправки для крепления инструмента бывают разной конструкции в зависимости от типа зуборезного станка и инструмента. Однако независимо от конструкции оправок их желательно проектировать более короткими для уменьшения вибраций при резании. Эго особенно относится к оправкам, предназначенным для крепления червячных фрез. Кольца для крепления фрез должны быть калеными, шлифованными и параллельными между собой для исключения возможности деформации оправок. Некоторые типы оправок для крепления деталей приведены на фиг. 165. Все оправки изготовляются по размеру диаметра в минимально необходимом количестве, а центрирование деталей, у которых не совпадают размеры посадочных отверстий с диаметрами оправок, производится за счет втулок и шайб, надеваемых на оправку. Зуборезные станки для нарезки зубчатых колес диаметром более 3000 мм имеют суппорты для работы червячной и дисковой фрезой при нарезке цилиндрических и червячных колес, пальцевой фрезой для нарезки наружного и внутреннего зацепления, дисковой фрезой для нарезки внутреннего зацепления и т. д.
[c.432]
Некоторые типы оправок для крепления деталей приведены на фиг. 165. Все оправки изготовляются по размеру диаметра в минимально необходимом количестве, а центрирование деталей, у которых не совпадают размеры посадочных отверстий с диаметрами оправок, производится за счет втулок и шайб, надеваемых на оправку. Зуборезные станки для нарезки зубчатых колес диаметром более 3000 мм имеют суппорты для работы червячной и дисковой фрезой при нарезке цилиндрических и червячных колес, пальцевой фрезой для нарезки наружного и внутреннего зацепления, дисковой фрезой для нарезки внутреннего зацепления и т. д.
[c.432]
У цилиндрических, торцевых, насадных, дисковых, пазовых, угловых и фасонных фрез базой крепления на фрезерных оправках являются базовые отверстия (фиг. 71). [c.337]
Закрепление фрез на станках. Соединительными частями — базами крепления — у фрез могут служить цилиндрические отверстия с продольными или поперечными шпоночными пазами, конусные и цилиндрические хвостовики (см. рис. 2.17).
[c.67]
рис. 2.17).
[c.67]
Концевые и шпоночные фрезы диаметром до 20 мм, для которых базой крепления служит цилиндрический хвостовик, закрепляют на концевых оправках при помощи цангового зажима. Концевые, торцовые и шпоночные фрезы диаметром свыше 200 мм, для которых базой крепления является конический хвостовик, устанавливают в шпинделе станка непосредственно или при помощи переходных конусных втулок. Затяжка конического хвостовика в коническом гнезде шпинделя производится винтом (см. гл. 5). [c.67]
Крепление фрез на цилиндрической оправке торцовой шпонки по гост 9472-70 [c.379]
По способу крепления а) фрезы насадные с отверстием для насаживания на оправку (фиг. 119, а—е) б) фрезы концевые с цилиндрическим или коническим хвостовиком (фиг. 119, ж). [c.275]
Фрезы средних и больших модулей с клиновидными ножами приведены на фиг. 428, д. Пазы в корпусе 1 фрезы имеют в своей нижней части клиновидную форму — уклон клина 1 10. Соответствующую клиновидную форму имеют и рейки 2, которые запрессовываются в радиальном направлении а пазы корпуса. После тер-.чической обработки реек и корпуса и запрессовки в корпус всех реек шлифуют оба цилиндрических пояска совместно на рейках и на корпусе. На них в горячем состоянии надевают кольца 11, которые при охлаждении, уменьшаясь в диаметре, закрепляют рейки. Дополнительно кольца закрепляют торцовыми винтами 12. Шлифование профиля, как и в других конструкциях, производится после сборки реек в корпус фрезы. Крепление реек достаточно надежное. Фрезы этой конструкции изготовляются до т = 36 мм. Недостатком таких фрез является неудобство смены реек после их износа и необходимость точной пригонки посадочной клиновой части реек к пазам корпуса. Для смены реек требуется разрезать боковые кольца и после установки в корпус новых реек крепить их новыми кольцами.
[c.717]
Соответствующую клиновидную форму имеют и рейки 2, которые запрессовываются в радиальном направлении а пазы корпуса. После тер-.чической обработки реек и корпуса и запрессовки в корпус всех реек шлифуют оба цилиндрических пояска совместно на рейках и на корпусе. На них в горячем состоянии надевают кольца 11, которые при охлаждении, уменьшаясь в диаметре, закрепляют рейки. Дополнительно кольца закрепляют торцовыми винтами 12. Шлифование профиля, как и в других конструкциях, производится после сборки реек в корпус фрезы. Крепление реек достаточно надежное. Фрезы этой конструкции изготовляются до т = 36 мм. Недостатком таких фрез является неудобство смены реек после их износа и необходимость точной пригонки посадочной клиновой части реек к пазам корпуса. Для смены реек требуется разрезать боковые кольца и после установки в корпус новых реек крепить их новыми кольцами.
[c.717]
Концевые и шпоночные фрезы диаметром до 20 мм, у которых базой крепления служит цилиндрический хвостовик, закрепляют на концевых оправках при помощи цангового зажима (рис.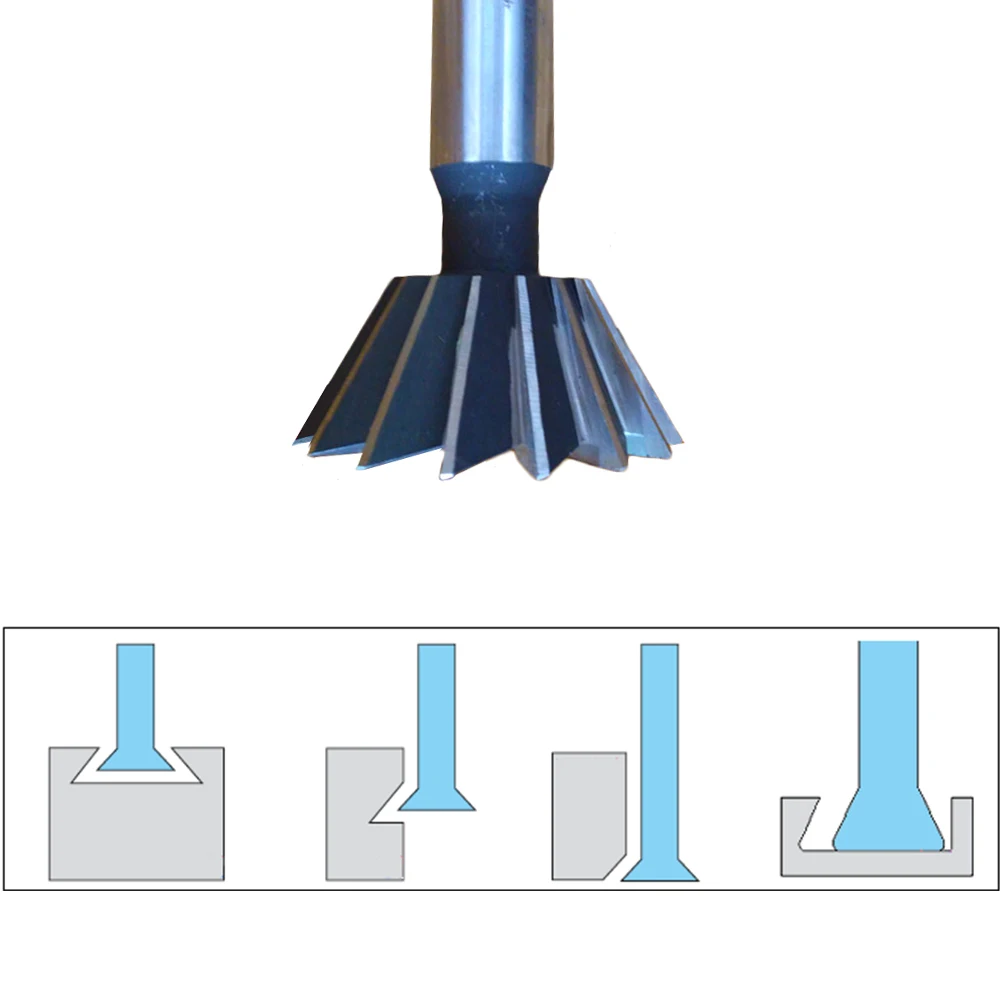 23, г).
[c.185]
23, г).
[c.185]
Закрепление фрез на станках. Соединительными частями — базами крепления у фрез могут служить цилиндрические отверстия А с продольными или поперечными шпоночными пазами Я, конусные К и цилиндрические Д хвостовики (см. рис. 18). Размеры цилиндрических оправок и отверстий в инструменте приведены в ГОСТ 9472-70. [c.139]
Цилиндрические, дисковые, торцовые насадные, угловые и фасонные фрезы закрепляют на фрезерных оправках (рис. 19,а, б, в). Для уменьшения величины биения фрезерной оправки опорные торцы фрез должны быть строго параллельны друг другу и перпендикулярны оси фрезы. Отклонение опорных торцовых поверхностей от перпендикулярности оси фрезы не должно превышать 0,04—-0,05 мм. Вращение фрезам, закрепленным на оправке, передается продольной или торцовой шпонкой. У прорезных фрез (см. рис. 18, к) шпоночный паз отсутствует, и крепление осуществляется силами трения.
 [c.139]
[c.139]Типы крепления ножей сборных фрез приведены на фиг. 65. Фиг. 65, а изображает крепление ножа цилиндрическим штифтом с лыской, срезанной под углом. Конструкция ножа плоская, с параллельными сторонами. Угол наклона лыски штифта равен 3°—5 . Крепление ножа клином, расположенным вдоль зуба (фиг. 65, б), представляет собой видоизменение предыдуш,ей конструкции изготовление паза под клин несколько проще сверления отверстия под штифт. На фиг. 65, в показано крепление ножа радиальным клином и винтами. Нож имеет форму параллелепипеда, а паз в корпусе — трапециевидное сечение, позволяюш,ее закрепить, нож клином и винтами. Крепление ножа цилиндрической втулкой и винтами представлено на фиг. 65, г крепление срезанной втулкой и винтами на фиг. 65, д. [c.180]
Конструкция крепления зуба цилиндрических фрез завода Фрезер приведена на фиг. 65, ж. [c.180]
Выпускается 5 типов фрез насадных цилиндрических сборных, различающихся методами их посадки на шпиндели и оправки станков тип 1 — с непосредственной посадкой на шпиндель тип 2 — с креплением на двух цангах гайками тип 3 — с креплением на двух цангах через промежуточные кольца тип 4 — с креплением на цанге тип 5 — с креплением на патроне.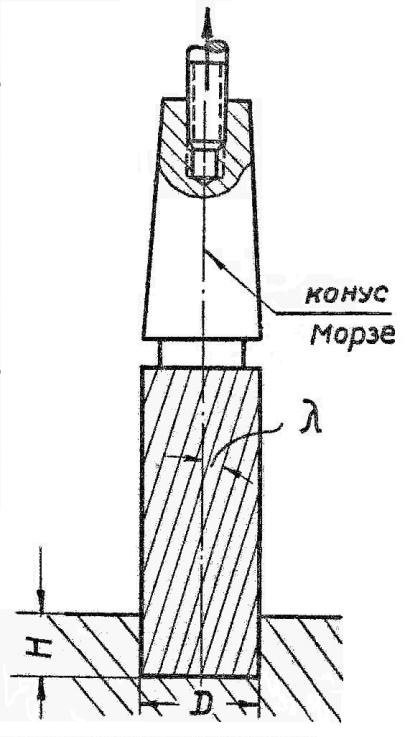 [c.133]
[c.133]
На рис, 61, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Эти кольца надеты на оправку так же, как фреза 5. Крайнее правое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее левое кольцо 3 упирается гайка 2, навернутая на левый конец оправки. [c.68]
На рис. 44, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть [c.59]
Рис, 13-14. Фреза цилиндрическая с креплением на дву.х цангах гайками [c.420]Фреза цилиндрическая сборная с креплением на двух цангах через промежуточные кольца показана на рис, 13-15 (тип 3 по ГОСТ 14956 — 69), Ее размеры даны в табл, 13-33,
[c. 420]
420]
По способу крепления различают фрезы насадные с отверстиями для крепления на оправке й концевые с коническим или цилиндрическим хвостовиком. [c.48]
На рис. VI.88, а показана оправка 2 для крепления цилиндрических и дисковых фрез 3. Фрезу насаживают на оправку и соединяют с ней посредством шпонки 4. Требуемое положение фрезы на оправке обеспечивается установочными кольцами 7. Коническим хвостовиком оправку вставляют в коническое отверстие шпинделя 1 и закрепляют затяжным болтом 9. От проворачивания оправку удерживают сухари S, входящие в пазы фланцев шпинделя и оправки. Другой конец оправки входит в подшипник 6 серьги 5,
[c.511]
От проворачивания оправку удерживают сухари S, входящие в пазы фланцев шпинделя и оправки. Другой конец оправки входит в подшипник 6 серьги 5,
[c.511]
На рис. 78 показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Кольца надеты на оправку так же, как и фреза 5. Крайнее левое кольцо 7 торцом-упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 3 упирается гайка 2, навернутая на правый конец оправки. Конический хвостовик оправки 8 входит в коническое отверстие шпинделя станка. Конец центровой оправки поддерживается подвесным подшипником (серьгой) 1, закрепляемым на хоботе станка. [c.139]
Закрепление насадных торцовых фрез на консольных оправках. На рис. 86, а показана концевая оправка с продольной шпонкой для крепления фрезы с цилиндрическим посадочным отверстием.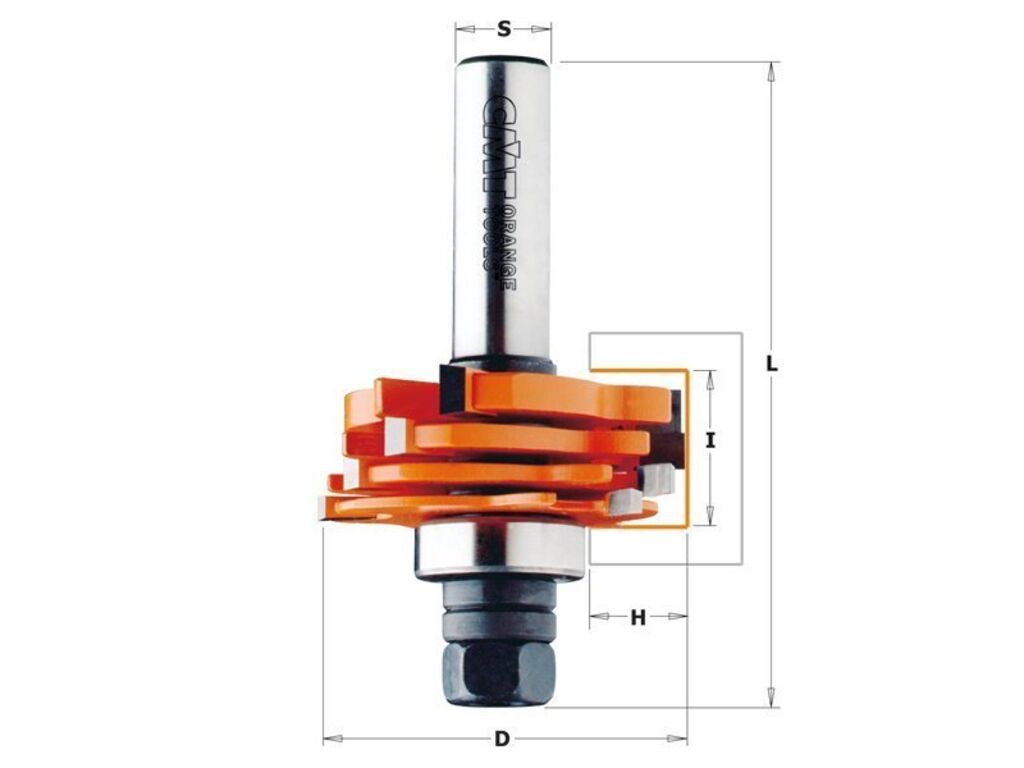 Конический хвостовик 1 устанавливают в коническое гнездо шпинделя станка. Фрезу 4 надевают на цилиндрическую часть оправки и затягивают винтом 5. Шпонка 3 предохраняет фрезу от провертывания на оправке. При выборе оправки
[c.145]
Конический хвостовик 1 устанавливают в коническое гнездо шпинделя станка. Фрезу 4 надевают на цилиндрическую часть оправки и затягивают винтом 5. Шпонка 3 предохраняет фрезу от провертывания на оправке. При выборе оправки
[c.145]
Ввиду большого разнообразия фрез классификация их довольно затруднительна. В зависимости от характера выполняемой работы и от способа крепления их к шпинделю станка фрезы делятся на следующие виды (ГОСТ 5449—50) цилиндрические, или осевые, у которых зубья расположены по поверхности цилиндра торцевые, у которых зубья лежат в плоскости, перпендикулярной к оси фрезы концевые дисковые, пазовые и шлицевые фасонные, у которых зубья расположены на поверхности с криволинейной образующей угловые и инструментальные и наборы на одной оправке нескольких видов или типов фрез, одновременно участвующих в работе (рис. 10). [c.17]
Цилиндрическая фреза (рис. 13, а, б) имеет отверстие и шпоночный паз для установки на цилиндрической оправке. Концевую фрезу 7 при помощи хвостовика с резьбовым отверстием устанавливают непосредственно в коническое отверстие шпинделя 9 пли вместе с переходной втулкой 8 (рис. 13, в). Торцовые фрезы по способу крепления на шпинделе разделяются на фрезы с конусным хвостовиком (рис. 13, г) и насадные фрезы (рис. 13, д). Крутящий момент торцовым фрезам передается шпонка.ми 11. Затягивают фрезу шомполом 10.
[c.26]
Концевую фрезу 7 при помощи хвостовика с резьбовым отверстием устанавливают непосредственно в коническое отверстие шпинделя 9 пли вместе с переходной втулкой 8 (рис. 13, в). Торцовые фрезы по способу крепления на шпинделе разделяются на фрезы с конусным хвостовиком (рис. 13, г) и насадные фрезы (рис. 13, д). Крутящий момент торцовым фрезам передается шпонка.ми 11. Затягивают фрезу шомполом 10.
[c.26]
Крепление фрез на цилиндрической оправке торцосой шпонкой (по ГОСТу 9472—60) [c.254]
Все разнообразие типов фрез классифицируют по различным признакам по назначению, форме зубьев и их направлению, конструкции, методу крепления и т. д. По конструкции фрезы разделяют на цельные, напай-ные, наборные и со вставными зубьями (фрезерные головки). По профилю зубьев различают фрезы с остроконечными и затылованными зубьями. По направлению зубья могут быть прямыми или винтовыми. По способу крепления фрезы подразделяют на насадные, хвостовые и торцевые. По назначению фрезы разделяют на следующие основные типы для обработки плоскостей, прорезные, пазовые, угловые, фасонные, зубонарезные, резьбовые и специальные. На рис. 12.11, а показана обработка плоскости цилиндрической фрезой, на рис. 12.11, 5 — то же торцевой фрезой и на рис. 12.11, в — двуугловой фрезой.
[c.370]
По назначению фрезы разделяют на следующие основные типы для обработки плоскостей, прорезные, пазовые, угловые, фасонные, зубонарезные, резьбовые и специальные. На рис. 12.11, а показана обработка плоскости цилиндрической фрезой, на рис. 12.11, 5 — то же торцевой фрезой и на рис. 12.11, в — двуугловой фрезой.
[c.370]
Пальцевые зуборезные фрезы навертываются на оправки. Распространены две конструкции центрирования и крепления пальцевых фрез на оправке с внутренней цилиндрической выточкой (тип а) и с нарунфрез типа а (наиболее распространенные) посадочными местами являются торец и отверстие (рис. 289), а внутренняя резьба нарезается со значительным зазором и не направляет, а только обеспечивает крепление фрезы. При закреплении фрезы на оправке пользуются гаечным ключом. [c.309]
По способу крепления на станке режущие инструменты делятся на инструменты, имеющие специальную зажимную часть, и насадные. Зачастую зажимная часть выполняется в виде цилиндрического или конического хвостовика. Она может иметь также форму призмы. Номером инструментов с Призматической зажимнсш частью могут служить обычные резцы, резцы фасонные призматические и другие. Цилиндрический хвостовик имеют сверла, метчики, зенкеры, развертки, фрезы. Особенно распространены цилиндрические хвостовики у инструментов малого размера. При проектировании инструментов диаметры цилиндрических хвостовиков следует выбирать (по ОСТ НКМ 4044) из следующего ряда 2 (2,5) 3 (3,5) 4 (4,5) 5 (5,5) 6 (6,5) 7 (7,5) 8 (8,5) 9 (9,5) 10 (11) 12 (13) 14 (15) 16 18 20 22 24 26 28 30 32 34 36 38 40 42 45 50 55 60 65 70 мм.
[c.26]
Она может иметь также форму призмы. Номером инструментов с Призматической зажимнсш частью могут служить обычные резцы, резцы фасонные призматические и другие. Цилиндрический хвостовик имеют сверла, метчики, зенкеры, развертки, фрезы. Особенно распространены цилиндрические хвостовики у инструментов малого размера. При проектировании инструментов диаметры цилиндрических хвостовиков следует выбирать (по ОСТ НКМ 4044) из следующего ряда 2 (2,5) 3 (3,5) 4 (4,5) 5 (5,5) 6 (6,5) 7 (7,5) 8 (8,5) 9 (9,5) 10 (11) 12 (13) 14 (15) 16 18 20 22 24 26 28 30 32 34 36 38 40 42 45 50 55 60 65 70 мм.
[c.26]
Торц вые фрезы широко. применяются при обработке плоскостей. Ось их устанавливается перпендикулярно к обработанной поверхности детали. В связи с этим торцовые фрезы имеют зубья на цилиндрической поверхности и торце. Главными режущими кромками, которые выполняют основную работу, являются кромки, расположенные на цилиндре, а торцовые — вспомогательными. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска. У торцовых фрез угол контакта с заготовкой не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовые фрезы зачастую оснащаются твердым сплавом. Пластинки из твердого сплава у фрез малого диаметра припаиваются непосредственно к корпусу. Подобная наиболее простая конструкция фрез, оснащенных твердым сплавом, обеспечивая достаточную надежность крепления, имеет и существенные недостатки. У таких фрез нельзя- регулировать размеры диаметра и ширины, трудно заменить отдельные зубья в случае их поломки. При заточке со всех зубьев приходится снимать слои металла, соответствующие наиболее изношенному зубу. С этой точки зрения более целесообразны фрезы (фиг. 43) с механическим креплением ножей. Они состоят из корпуса, в пазах которого устанавливаются и закрепляются ножи. По своей конструкции ножи напоминают резцы с припаянными пластинками из твердого сплава. Обычно предварительная заточка ножей производится отдельно от корпуса, а окончательная — в собранном виде.
У торцовых фрез угол контакта с заготовкой не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовые фрезы зачастую оснащаются твердым сплавом. Пластинки из твердого сплава у фрез малого диаметра припаиваются непосредственно к корпусу. Подобная наиболее простая конструкция фрез, оснащенных твердым сплавом, обеспечивая достаточную надежность крепления, имеет и существенные недостатки. У таких фрез нельзя- регулировать размеры диаметра и ширины, трудно заменить отдельные зубья в случае их поломки. При заточке со всех зубьев приходится снимать слои металла, соответствующие наиболее изношенному зубу. С этой точки зрения более целесообразны фрезы (фиг. 43) с механическим креплением ножей. Они состоят из корпуса, в пазах которого устанавливаются и закрепляются ножи. По своей конструкции ножи напоминают резцы с припаянными пластинками из твердого сплава. Обычно предварительная заточка ножей производится отдельно от корпуса, а окончательная — в собранном виде. [c.68]
[c.68]
Пальцевые фрезы также проектирзтотся с затылованным зубом, но в отличие от дисковых фрез применяют наклонное затылование. Лучшие результаты дает затылование под углом 10—15° к оси фрезы. Если пальревая фреза имеет радиальное или осевое затылование, то при переточках профиль ее значительно искажается. Крепление пальцевой фрезы осуществляется на оправке с резьбой. Базами при креплении служит цилиндрическое отверстие и торец. Во избежание [c.149]
| Рис. 22, Насадные сборные фрезы а — цилиндрическая со вставными ножами н креплением на двух цангах гайками, б — фланцевая фреза (головка) регулируемая, в — дисковая пазовая (проушечный диск) I, 2—-нижний н верхний фланцы, 5, 5 — предохранительный и стопорный винты, 4 — прокладочное кольцо, — вилка, 7 нож |
 Поэтому обработку плоскостей в большинстве случаев целесообразно производить торцовыми фрезами. Торцовые фрезы (рис. 33), предназначенные для обработки плоскостей на вертикально- и горизонтально-фрезерных станках, в отличие от цилиндрически.х имеют зубья, расположенные на цилиндрической поверхности и на торце. Они делятся на цельные (ГОСТ 1695—80), на садные со вставными ножами из быстрорежущей стали (ГОСТ 1092—80), с кони-
[c.27]
Поэтому обработку плоскостей в большинстве случаев целесообразно производить торцовыми фрезами. Торцовые фрезы (рис. 33), предназначенные для обработки плоскостей на вертикально- и горизонтально-фрезерных станках, в отличие от цилиндрически.х имеют зубья, расположенные на цилиндрической поверхности и на торце. Они делятся на цельные (ГОСТ 1695—80), на садные со вставными ножами из быстрорежущей стали (ГОСТ 1092—80), с кони-
[c.27]Установка и закрепление торцовых фрез. При работе на вертикально- и горизонтально-фрезерных станках торцовыми фрезами наладка принципиально ничем не отличается от наладки горизонтальнофрезерного станка при работе цилиндрическими фрезами. Поэтому остано вимся лишь на отличительных особенностях наладки при фрезеровании торцовыми фрезами. В зависимости от вида применяемой фрезы крепление ее на вертикально-фрезерном станке может производиться несколькими способами. [c.34]
Фреза цилиндрическая с креплением на цанге (тип 4 по ГОСТ) 14956 — 69) показана на рис. 13-13. Размеры ее следующие (мм) > = 180 =(35) 40 (45) = 90 110 130 (размеры, заключенные в скобки, по возможности не пркмс1 ять).
[c.419]
13-13. Размеры ее следующие (мм) > = 180 =(35) 40 (45) = 90 110 130 (размеры, заключенные в скобки, по возможности не пркмс1 ять).
[c.419]
Приспособления и оснастка для фрезерных станков
Содержание:
- 1. Виды фрез
- 2. Оснастка для крепления инструмента
- 3. Приспособления для закрепления заготовки
- 4. Делительные головки
- 5. Приспособления, расширяющие функциональность станка
Трудно ли освоить фрезерный станок? Изучить основные приемы работы будет значительно проще, если вы предварительно познакомитесь с принадлежностями, которые вам потребуются — возможности оборудования полностью зависят от применяемых режущих инструментов и приспособлений.
Фрезы, оправки, патроны и разные приспособления. Без них фрезерный станок – всего лишь груда металла, с ними — он творит чудеса. Вы сможете изготовить любую даже самую сложную деталь. Разберемся, по порядку, что для этого нужно.
Виды фрез
Фрезы представляют собой тела вращения, оснащенные зубьями.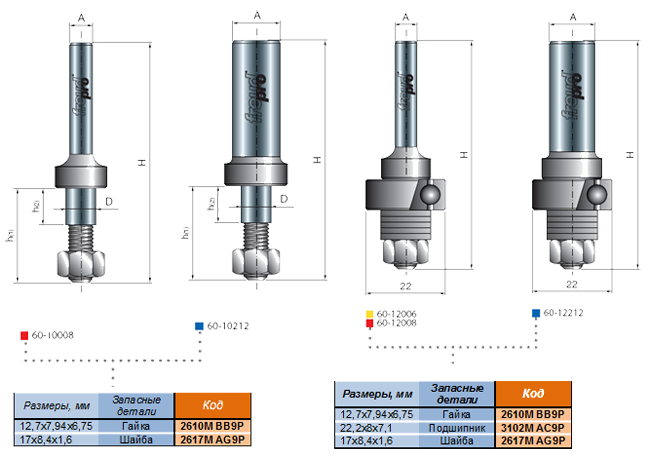 На форму поверхности, которая получается после обработки фрезой, влияет геометрия режущего инструмента, а также положениеего оси относительно заготовки. Таким образом, используя различные комбинации, можно изготавливать детали с прямой, цилиндрической и фасонной поверхностью.
На форму поверхности, которая получается после обработки фрезой, влияет геометрия режущего инструмента, а также положениеего оси относительно заготовки. Таким образом, используя различные комбинации, можно изготавливать детали с прямой, цилиндрической и фасонной поверхностью.
Оснастку различают по материалу, для обработки которого они предназначены. То, что предназначено для дерева, нельзя использовать по металлу.
Начинающему пользователю станка рекомендуем приобретать фрезы в наборах. Так, комплекты для деревообработки выпускаются в ящиках, где каждому инструменту соответствует своя ячейка, под ней табличка с его параметрами и графическое изображение получаемого в процессе обработки контура. Со временем, если мастеру потребуется специализированная оснастка, всегда сможет приобрести необходимую ее отдельно.
Также существуют наборы с оснасткой для станков по металлу. В них входят самые востребованные концевые фрезы разных диаметров. Кроме них желательно сразу приобрести хотя бы одну торцевую фрезу, чтобы обрабатывать плоские поверхности.
Кроме них желательно сразу приобрести хотя бы одну торцевую фрезу, чтобы обрабатывать плоские поверхности.
Остальные виды инструментов домашнему мастеру можно приобретать по мере поступления задач. Например, когда в деталях нужно будет выполнять паз 6 мм шириной, покупают соответствующую пазовую фрезу. При этом диаметр оснастки не должен превышать, указанного в характеристиках станка. Например, для Jet JMD-X1 максимальный размер концевой фрезы 16 мм, а торцевой – 30 мм.
Выбирают режущий инструмент по чертежу будущей детали. Допустим, нужно сделать выемку 12 мм шириной. Для этого лучше использовать концевую фрезу диаметром 12 мм. Конечно, можно взять и меньший размер, но задача будет выполнена медленнее. Кроме того, чем толще оснастка, тем дольше она служит. Поэтому для ряда работ рекомендуется сначала выполнять черновое фрезерование большой фрезой, а потом при чистовом – нужным диаметром вести точную обработку.
Тщательно подходите к выбору режущего инструмента. Фрезы плохого качества быстро ломаются, потому что их вращение идет на большой скорости. Это случается с так называемой «не фирменной» оснасткой, которая поставляется из Китая. Но не обязательно все хорошее делают только в Европе. Например, у Энкор расходные материалы выпускаются в Азии, но покупателями они ценятся высоко. Если компания следит за тем, чтобы для изготовления размещенного на стороннем заводе заказа использовался качественный металл, то на выходе будут получены отличные изделия, которые не перегреваются и не забиваются стружкой.
Фрезы плохого качества быстро ломаются, потому что их вращение идет на большой скорости. Это случается с так называемой «не фирменной» оснасткой, которая поставляется из Китая. Но не обязательно все хорошее делают только в Европе. Например, у Энкор расходные материалы выпускаются в Азии, но покупателями они ценятся высоко. Если компания следит за тем, чтобы для изготовления размещенного на стороннем заводе заказа использовался качественный металл, то на выходе будут получены отличные изделия, которые не перегреваются и не забиваются стружкой.
Конечно, фрезы стоят дорого, но при правильном обращении они служат долго. Они должны быть всегда хорошо заточены. Работа с затупившимися режущими кромками приводит не только к перегреву фрезы, но и к ухудшению качества обработки, а также повышает нагрузку на двигатель и редуктор станка. Рекомендуется после использования осматривать оснастку, удалять с нее пыль. Заточку можно проверять с помощью 20-тикратной лупы, сравнивая кромки бывшей в употреблении фрезы и новой. Если видно ребро – инструмент требует правки, для этого применяют алмазный камень или надфиль с зернистостью 600-1200
Если видно ребро – инструмент требует правки, для этого применяют алмазный камень или надфиль с зернистостью 600-1200
Оснастка для крепления инструмента
По способу крепления на шпиндель станка вся оснастка подразделяется на концевую и насадную. В первом случае инструмент зажимают с помощью цанги и патрона, во втором надевают на шпиндель с помощью оправки.
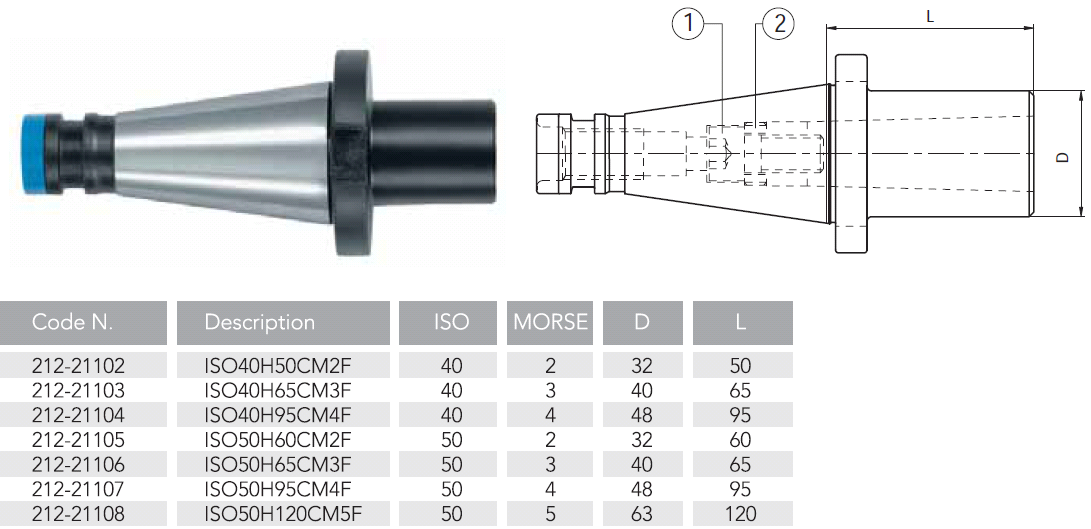
Оправки бывают двух видов. Центровые имеют конический хвостовик, размеры которого должны соответствовать типу отверстия шпинделя, которое у вертикально фрезерных станков может быть двух типов 7:24 и конус Морзе. Последний в характеристиках обозначается буквами Мк или Мт и номером. Так для машины с конусом Морзе Мк3 подойдет фреза торцевая со сменными пластинами (30 мм, Мк3).
На такие оправки можно закреплять несколько режущих инструментов, например, цилиндрических или фасонных, фиксируя их установочными кольцами.
Насадные фрезы, которым не требуется большой вылет (торцовые, дисковые) закрепляют в концевых оправках. Их надевают на буртик (3) со шпонкой (2) и удерживают винтом (4). Конический хвостовик (1) помещают в отверстие шпинделя станка.
Их надевают на буртик (3) со шпонкой (2) и удерживают винтом (4). Конический хвостовик (1) помещают в отверстие шпинделя станка.
Конические концевые фрезы закрепляют непосредственно в шпинделе и затягивают винтом.
Если размер хвостовика режущего инструмента не соответствует размерам гнезда шпинделя, используют переходные втулки.
Чтобы пользоваться цилиндрической концевой фрезой потребуется патрон с цангой. В продаже есть наборы, в которые вместе с патроном входит 7-11 цанг для работы с оснасткой разных размеров.
Приспособления для закрепления заготовки
Чтобы приступить к фрезерованию, обрабатываемую деталь необходимо установить и зафиксировать на рабочем столе. Для этого используют универсальные и специальные приспособления. Последние разрабатывают отдельно под каждое изделие, которое выпускают крупными сериями, что обеспечивает максимальную производительность и оправдывает затраты. Для единичного, мелкосерийного производства их изготовление не выгодно, поэтому применяют универсальные. К ним относят прихваты, тиски, поворотные столы.
Для единичного, мелкосерийного производства их изготовление не выгодно, поэтому применяют универсальные. К ним относят прихваты, тиски, поворотные столы.
Прихваты имеют разную форму, что позволяет зафиксировать практически любую заготовку. К столу они крепятся с помощью болтов и гаек. Продаются в наборах. Это позволяет подобрать подходящие элементы для фиксирования детали. Крупные заготовки фиксируют аналогичным образом, но только более крепкими упорами и прижимами.
Мелкие детали удобно обрабатывать в тисках, простых или поворотных. Возможность разворота в горизонтальной плоскости или сразу в нескольких плоскостях (универсальные тиски) упрощает установку детали для фрезерования наклонных поверхностей.
Для базирования и закрепления заготовок также используют столы. Как и тиски, они бывают неповоротными и поворотными. Среди устройств первого вида наиболее удобны магнитные столы. Они подходят для плоских заготовок из ферромагнитных сталей, которые на них быстро закрепляются и также быстро снимаются. Магнит включают и отключают с помощью рукоятки.
Магнит включают и отключают с помощью рукоятки.
Круглые поворотные столы предназначены для обработки криволинейных поверхностей. Могут не только вращаться, но и подниматься на заданный угол. Конструкция отдельных моделей позволяет применять их не только в горизонтальном, но и вертикальном положении, что требуется при фрезеровании валов. Стол вращают с помощью маховика вручную.
Многие производители, например компания Jet, выпускают для станков пневматические системы крепления. Они оснащены поршневым силовым приводом. Под действием сжатого воздуха поршень давит на шток, который сдвигает губки приспособления и надежно закрепляет заготовку. Преимущество такой системы состоит в возможности быстрой установки и снятия детали, что эффективно в серийном производстве, так как увеличивается производительность.
Делительные головки
Короткие цилиндрические детали закрепляют с помощью трехкулачкового патрона, длинные – устанавливают в центрах.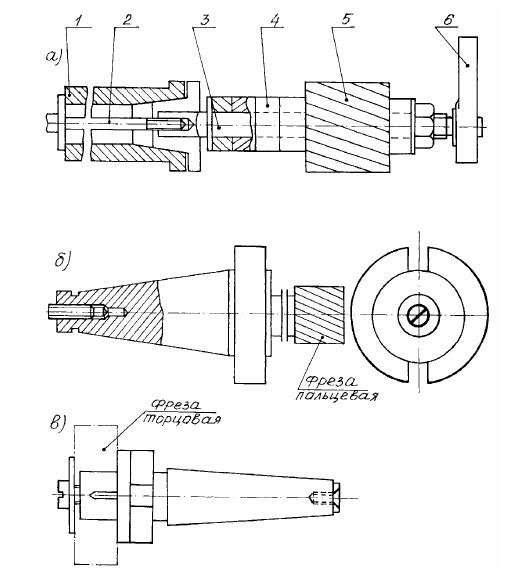 Эти два приспособления, а также хомутики и люнеты применяют вместе с делительными головками. Главная их задача — разделять окружность на части, равные и неравные. На практике это может выглядеть, как отверстия на заготовке, выполненные на определенном расстоянии друг от друга, или канавки, изготовленные под заданным углом друг к другу. Так устанавливают деталь под заданным углом, вращают заготовку во время работы.
Эти два приспособления, а также хомутики и люнеты применяют вместе с делительными головками. Главная их задача — разделять окружность на части, равные и неравные. На практике это может выглядеть, как отверстия на заготовке, выполненные на определенном расстоянии друг от друга, или канавки, изготовленные под заданным углом друг к другу. Так устанавливают деталь под заданным углом, вращают заготовку во время работы.
Делительная головка состоит из корпуса, поворотной колодки и шпинделя. Колодка может поворачиваться под разными углами. На шпиндель закрепляют трехкулачковый патрон, в котором зажимают заготовку с одного конца. Другой ее конец поддерживает задняя бабка. Если обрабатываемая деталь длинная, для исключения ее прогиба используют люнеты.
Приспособления, расширяющие функциональность станка
Существуют специальные принадлежности, которые дают новые возможности для старого оборудования. Они либо совершенствуют основной процесс фрезерования, либо их используют для выполнения дополнительных операций.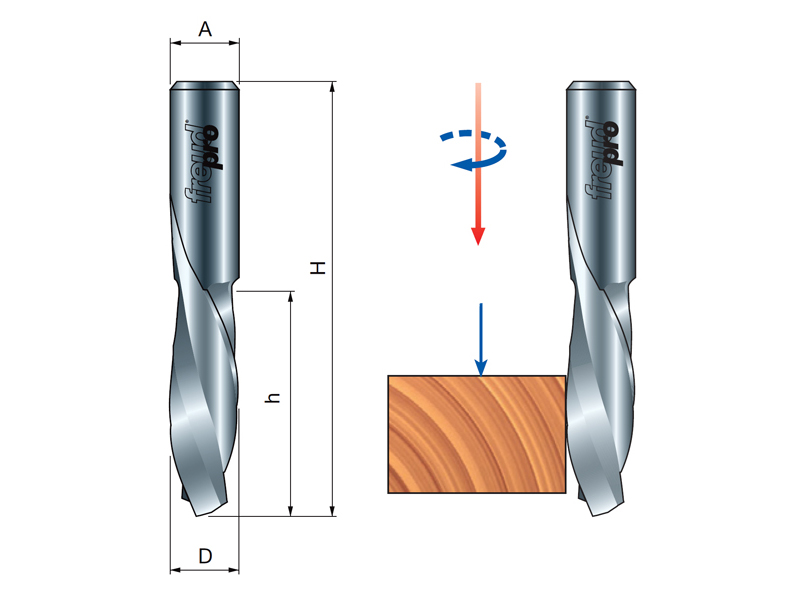
Например, на машинах по металлу подачу выполняют вручную. Производители станков Jet, Proma выпускают для них устройства для автоматической подачи. Их использование гарантирует, что скорость подачи всегда будет оптимальной, что обеспечивает стабильно высокое качество обработки.
Некоторые агрегаты с нижним вертикальным шпинделем выпускаются с шипорезной кареткой, те же модели, на которых ее нет, можно дооснастить устройством для нарезания шипов. С его помощью можно выполнять соединение деталей, например, для сращивания щитов или при изготовлении мебели.
Разнообразная оснастка и приспособления позволяют изготавливать на фрезерных станках детали, отличающиеся по форме и размерам: втулки, корпуса, формы для литья, сувенирную и рекламную продукцию и многое другое. Покупая рабочую машину, стоит подумать заранее, какие принадлежности к ней могут понадобиться. Сразу вместе с агрегатом купите наборы фрез, прихваты, тиски, круглый стол. Благодаря этому вы будете готовы к выполнению любых производственных задач.
Приспособления для установки фрез | Слесарное дело
Приспособления для установки фрез
Установка и закрепление цилиндрических и дисковых фрез на станке осуществляются с помощью оправок, диаметр которых должен соответствовать диаметру отверстия фрезы (рис. 6.27).
Оправка конусным хвостовиком устанавливается в коническом отверстии шпинделя 5.
Оправки
Поверхности оправки, отверстия шпинделя и проставочных колец 9 и фрезы 7 предварительно протирают чистой ветошью. При установке оправки необходимо следить за тем, чтобы ее пазы 6 были совмещены с выступами или шпонками на торце шпинделя станка. В резьбовое отверстие оправки заворачивается до упора шомпол 3, после чего он закрепляется гайкой 4. Кольца 9 устанавливаются на оправке 8 с двух сторон фрезы. Фреза 7 размещается как можно ближе к шпинделю станка для обеспечения наименьшего прогиба оправки при фрезеровании. Конусная втулка 11 поддерживает цилиндрическую часть оправки. Эта втулка устанавливается в серьге 12 и закрепляется на оправке гайкой 10.
Эта втулка устанавливается в серьге 12 и закрепляется на оправке гайкой 10.
Серьга надвигается на втулку и в этом положении закрепляется гайкой 13 на хоботе 1. Положение хобота на станине при этом фиксируется при помощи гайки 2.
Установка и закрепление торцевых фрез (рис. 6.28) на станке зависит от их конструкции. Торцевые фрезы с цилиндрическим или коническим отверстием, расположенным по центру фрезы, устанавливаются на оправку. При установке базовый торец фрезы 3 должен плотно прилегать к торцу оправки, а выступ оправки Б — совмещаться с пазом фрезы. Оправка устанавливается в коническом отверстии шпинделя станка и закрепляется шомполом 1 и гайкой 2, при этом выступы А шпинделя станка должны быть совмещены с пазами оправки. Концевые фрезы с коническим хвостовиком крепятся в коническом отверстии шпинделя непосредственно или с использованием переходных втулок при помощи шомпола.
Фрезы с цилиндрическим хвостовиком предварительно устанавливаются в цанговый патрон (рис. 6.29). После закрепления фрезы цанговый патрон хвостовиком 1 устанавливается в коническом отверстии шпинделя станка и закрепляется шомполом 2. Крепление фрезы 5 в цанге 4 осуществляется при вращении гайки 3, торец которой давит на цангу.
6.29). После закрепления фрезы цанговый патрон хвостовиком 1 устанавливается в коническом отверстии шпинделя станка и закрепляется шомполом 2. Крепление фрезы 5 в цанге 4 осуществляется при вращении гайки 3, торец которой давит на цангу.
Оправки для крепления фрез в Кмii — Оснастка и инструменты
Фрезы с конусом — понятно. Только есть вопрос. Бывают с хвостовиком и под шпильку с резьбой. Это просто кто во что гаразд, или есть какие то тонкости в применении того или другого вида крепления?
с язычком на коническом хвостовике делают сверла, зенкеры, развертки и прочие инструменты, которые при работе не испытывают боковых нагрузок.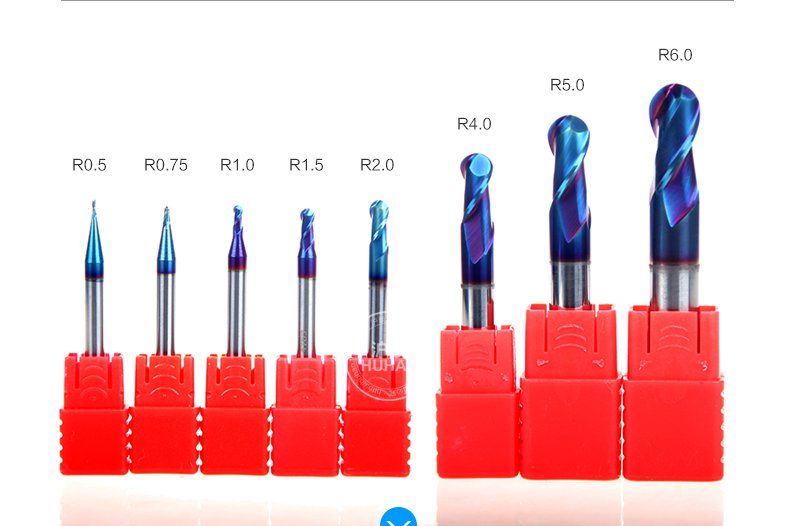 а фрезы бывают только с резьбовым отверстием под шомпол, насколько мне известно.
а фрезы бывают только с резьбовым отверстием под шомпол, насколько мне известно.
С цилиндрическим хвостовиком тоже ясно — нужен цанговый патрон. Только вот незадача под КМ2 найти не могу, а под заказ доларов 300 просят только за патрон, а ещё цанги…, словом заоблачно.
у нас китайские патроны продаются за вполне разумные деньги. www.prof.ru — цены в рублях
Патрон цанговый с хвостовиком Конус Морзе 2, для цанг ER32 шт. 1734.20
Патрон цанговый с хвостовиком Конус Морзе 2, для цанг OZ25 шт. 1508.00
Патрон цанговый с хвостовиком Конус Морзе 2, М10х1.5мм (с набором цанг OZ16 из 8шт., d 4-16мм) шт. 2544.40
Патрон цанговый с хвостовиком Конус Морзе 2, М10х1.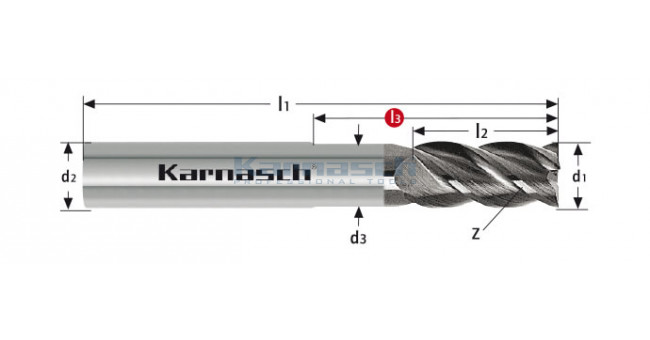 5мм (с набором цанг OZ25 из 7шт., d 6-25мм) шт. 2224.60
5мм (с набором цанг OZ25 из 7шт., d 6-25мм) шт. 2224.60
Цанга L40мм D33мм ER32 DIN6499 шт. 249.10
Цанга L52мм D35мм OZ25 DIN6388 шт. 165.90
проблема с цанговыми патронами (особенно большими) на маленьких станочках — большой вылет фрезы. во-первых места под шпинделем и так мало. во-вторых — жесткость колонны обычно маленькая, особенно на скручивание. я, например, на своем корвете-414 (sieg X3) могу рукой отклонить шпиндель по оси X на 0.1мм. так что желательно шпиндель держать как можно ниже и фрезу короче…
А вот эти endmill-holders, в которых фреза с лыской на хвостовике — это под специальный патрон? А то смотрел вот фрезы на http://tv-splav.com.ua, а про патрон в КМ2 в этих каталогах ничего не нашёл.
не, с одной стороны КМ2, с другой отверстие под хвостовик фрезы. см. картинку. только они, в основном, дюймовые имхо…
а вообще, конусы морзе в шпинделях на фрезерных станках — не очень хорошая идея. особенно маленькие. так что серьезные конторы, имхо, такие патроны и не делают…
Для дисковых и насадных фрез — консольные оправки, которых никто в жизни не видел. Т.е. фрезы есть, а куды их пихать … 🙂 Ну а вот если изготавливать самому, то какой материал применяется, нужна ли термообработка? Словом поделитесь опытом по этому вопросу, пожалуйста.
см. картинки. mt2_stub_arbor — для дисковых фрез. face_mill_arbor — для насадных торцевых фрез с поперечной шпонкой.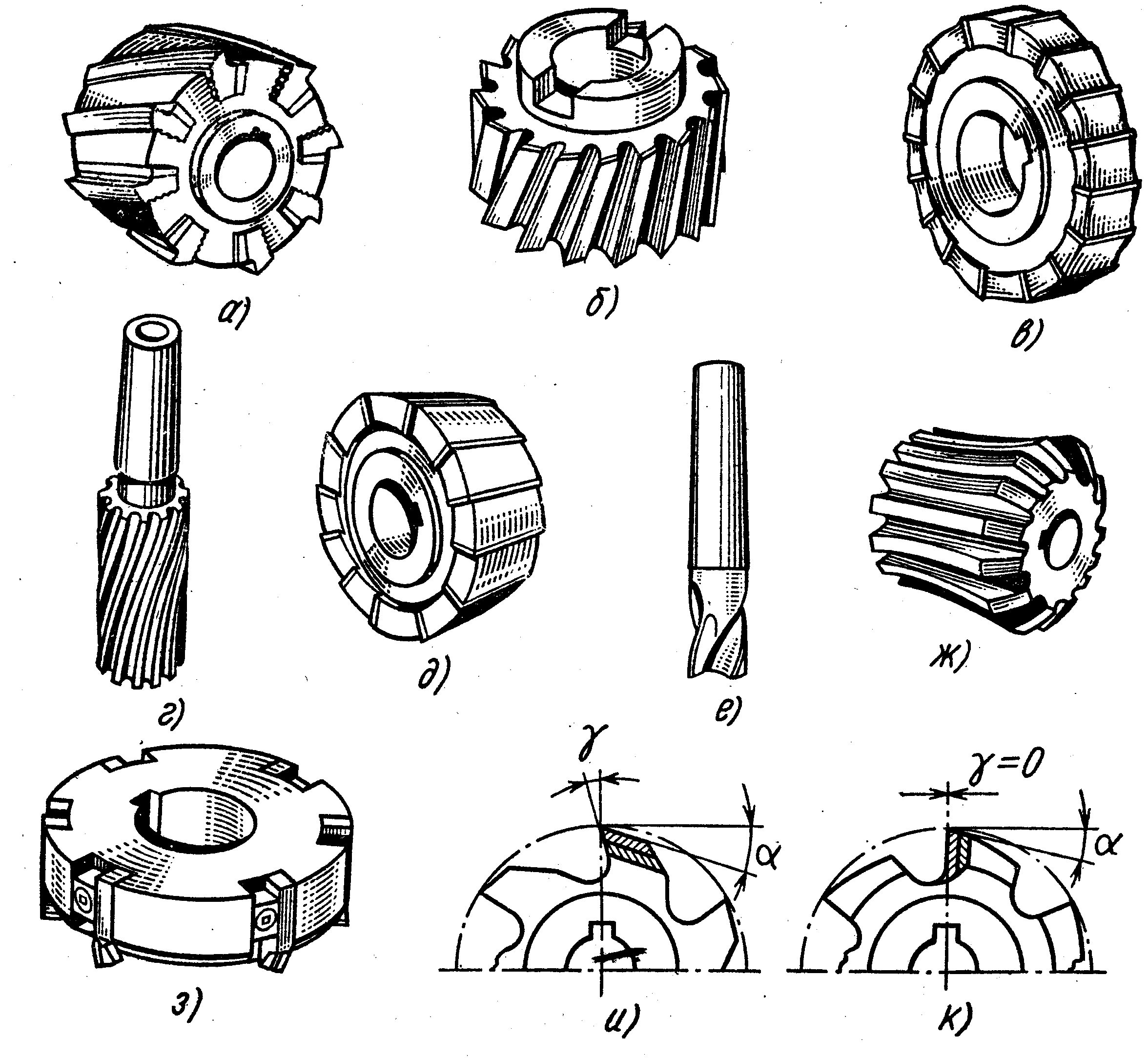
из чего делать — имхо не принципиально для непрофессионального применения. я делал из стали 45 (я так думаю 🙂 такого типа: Slitting Saw Arbor
главное даелать аккуратно, чтобы все посадочные диаметры были концентричны…
Фрезерование концевыми фрезами — РИНКОМ
Содержание
Фрезерование концевыми фрезами
-
Конструктивные особенности и виды концевых фрез
- Шпоночные концевые фрезы
- Угловые концевые фрезы
- Т-образные концевые фрезы
-
Оборудование для фрезерования концевыми фрезами
- >Патроны для концевых фрез с цилиндрическими хвостовиками
- Патроны для концевых фрез с коническими хвостовиками
- Цанговые патроны
- Патроны с регулируемыми эксцентриками
- Выбор скорости подачи фрез
- Основные технологии фрезерования концевыми фрезами
-
Фрезерование уступов концевыми фрезами
- Основные параметры
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
- Фрезерование сквозных пазов концевыми фрезами
-
Фрезерование замкнутых пазов концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Выполнение операции
-
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
- Фрезерование с поворотом заготовок
- Фрезерование с поворотом шпинделя станка
- Фрезерование наклонных плоскостей угловыми концевыми фрезами
-
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
-
Обработка концевыми фрезами специальных пазов
- Фрезерование Т-образных пазов
- Фрезерование паза типа «ласточкин хвост»
-
Контурное фрезерование концевыми фрезами
- С комбинированием ручных подач
- С использованием круглого поворотного стола
- Правила фрезерования и полезные советы
Фрезерование концевыми фрезами
Фрезерование концевыми фрезами применяется для:
-
обработки пазов, уступов;
-
объемного копирования;
-
фасонной обработки поверхностей;
-
снятия свесов у щитов, облицованных различными материалами;
-
контурной обработки деталей;
-
выполнения иных операций.


В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Фотография №1: фрезерование концевой фрезой
Конструктивные особенности и виды концевых фрез
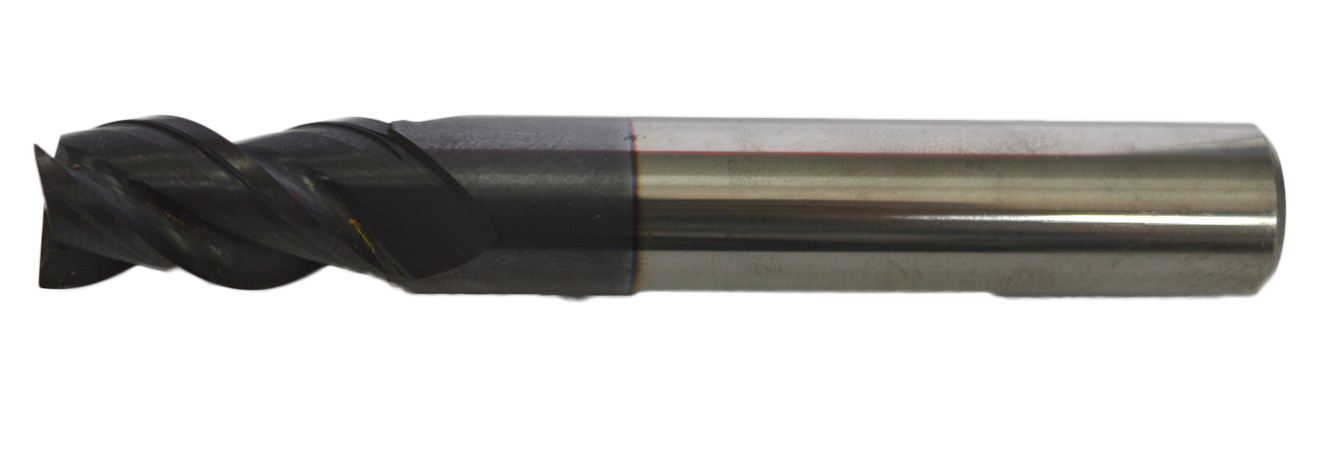
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
-
целиком изготовлены из быстрорежущей или легированной стали;
-
целиком выполнены из твердых сплавов;
-
спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья.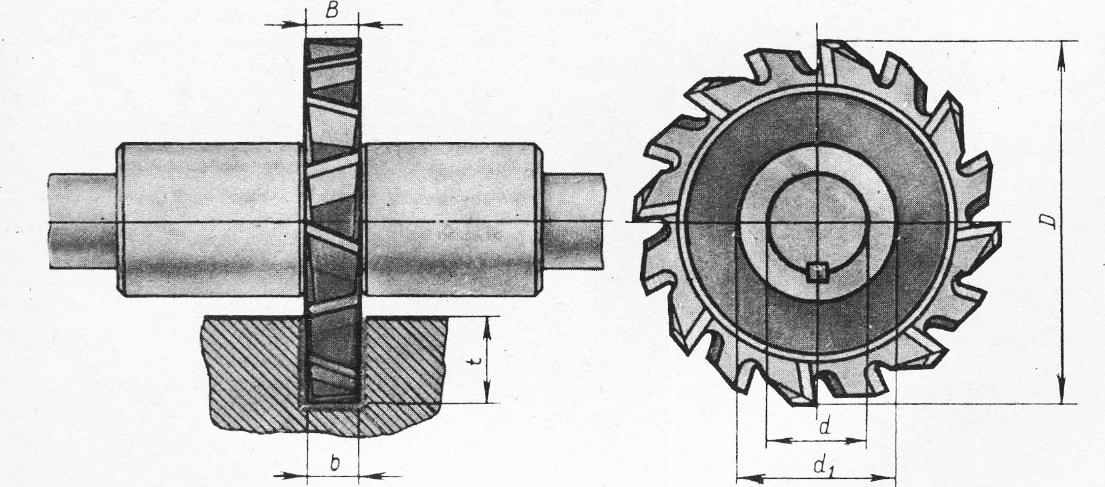 Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.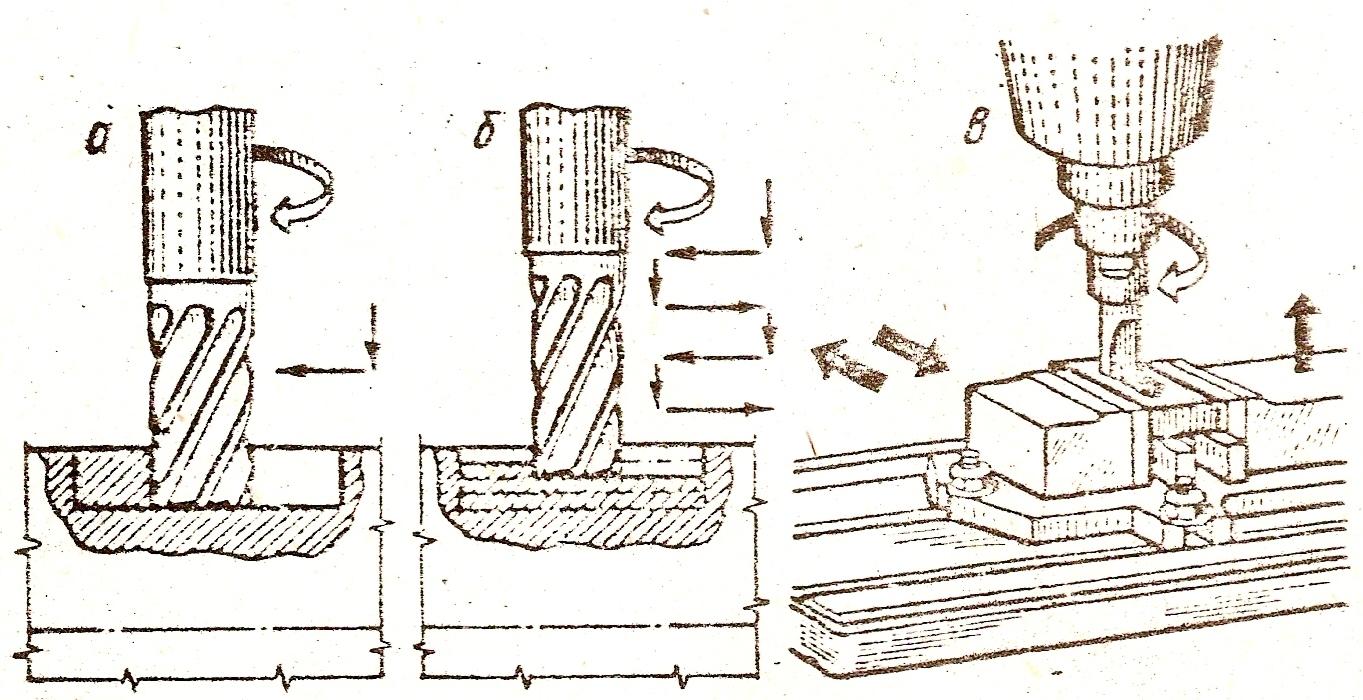
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы.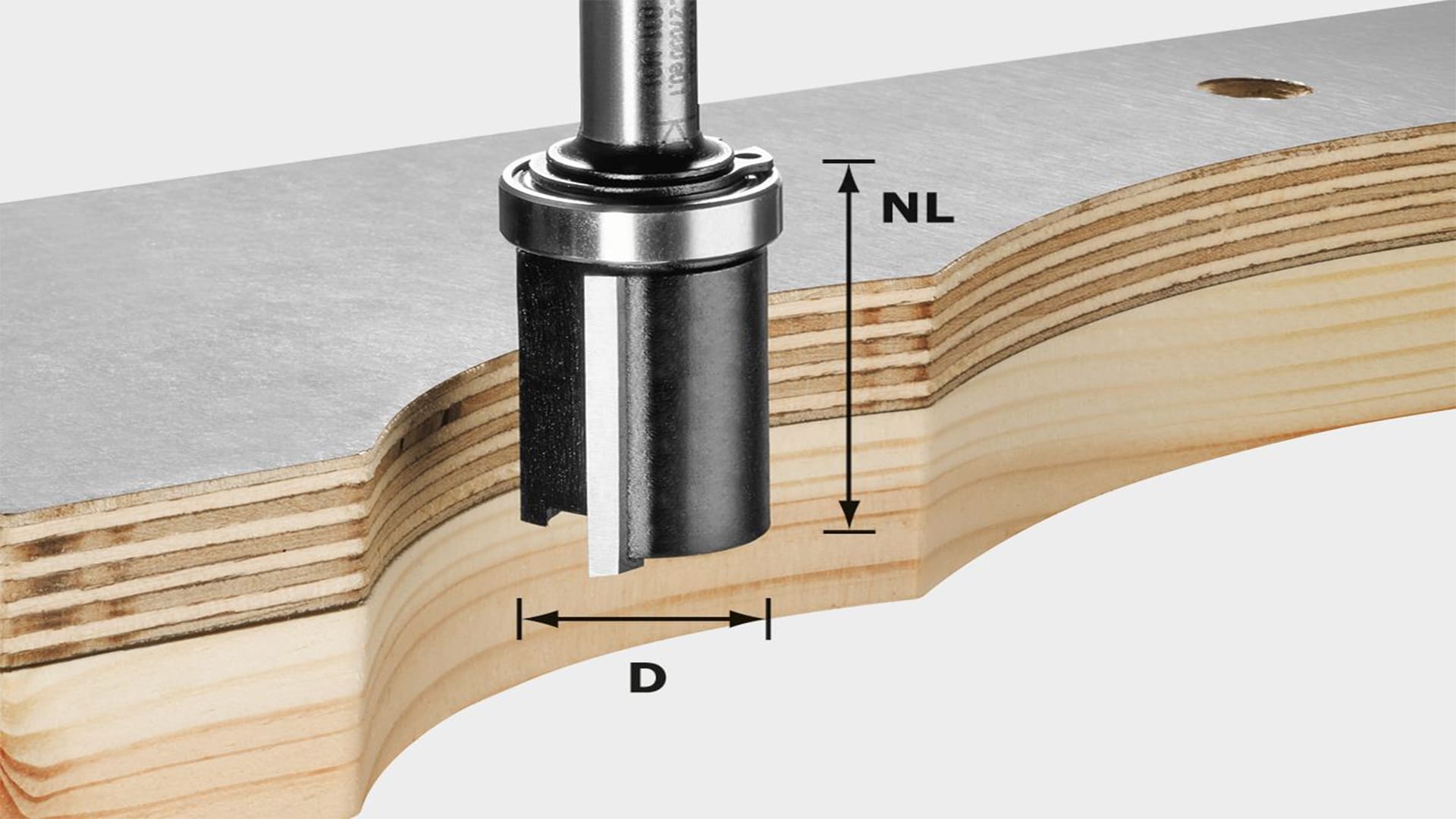 Для ее фиксации цанга сжимается гайкой (2).
Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Выбор скорости подачи фрез
Выбор скорости подачи фрезы напрямую зависит от материала заготовки.
-
Алюминий и сплавы на его основе — 200–420 м/мин.
-
Бакелит — 40–110 м/мин.
-
Нержавеющая сталь — 45–95 м/мин.
-
Термопласты и древесина — 300–500 м/мин.
-
Латунь — 130–320 м/мин.
-
Бронза — 90–150 м/мин.
-
ПВХ — 100–2500 м/мин.

Основные технологии фрезерования концевыми фрезами
Расскажем об основных технологиях фрезерования концевыми фрезами на примере конкретных операций.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель — получение ступенчатой шпонки.
Основные параметры
-
Ширина фрезерования — 5 мм.
-
Глубина резания — 12 мм.
-
Чистота поверхности — 5.
Выбор инструмента
Для этой операции отлично подойдет концевая фреза (диаметр — 16 мм) с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.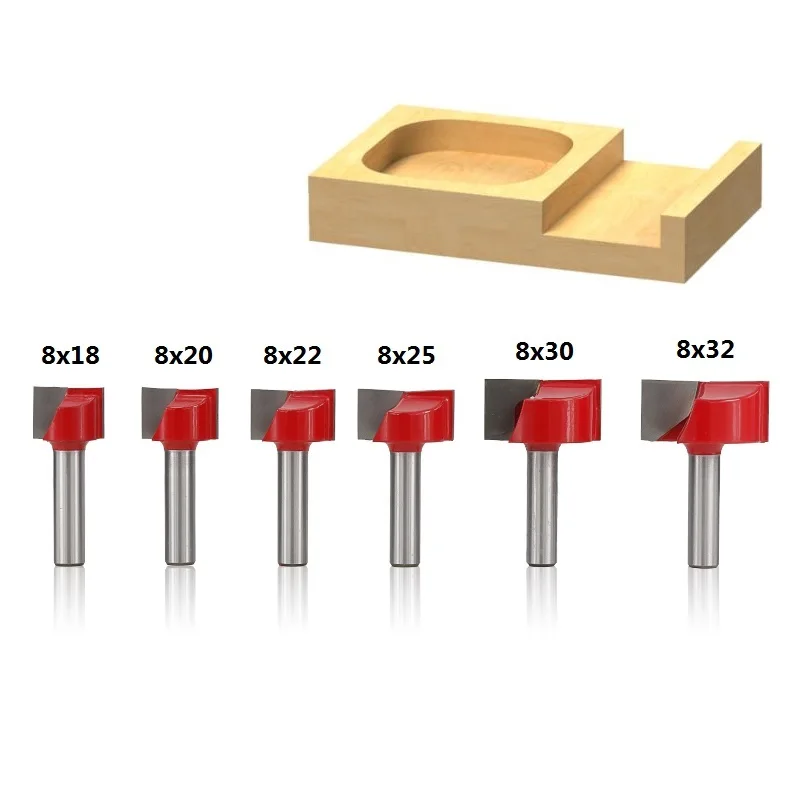
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб — 0,03 мм. Вычислим минутную подачу.
s = sзуб*z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Подготовка к работе и выполнение операции
Фрезерование каждого уступа проходит по следующей схеме.
-
Закрепите заготовку в тисках, а фрезу — в патроне шпинделя станка.
-
Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей — на 500 об./мин.
-
Запустите вращение шпинделя.
-
Подведите заготовку под фрезу.
-
Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
-
Установите кулачки выключения продольной подачи на длину фрезерования.
-
Обработайте деталь с двух сторон.

Изображение №12: фрезерование уступов концевой фрезой
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Фрезерование замкнутых пазов концевыми фрезами
Задача — профрезеровать в планке замкнутый паз. Длина — 32 мм. Ширина — 16 мм.
Изображение №13: чертеж планки
Выбор инструмента
Подойдет та же самая фреза с пятью зубьями (z = 5).
Расчет режима резания
Заданная подача фрезы — 0,01 мм/зуб. Скорость резания — 25 м/мин. Частота — 500 об./мин. Вычислим минутную подачу.
s = sзуб*z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке — 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
sзуб= s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
-
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм;
-
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины;
-
постепенно поднимают стол до получения сквозного отверстия.

Изображение №14: закрепление заготовки и фрезерование сквозного паза
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя — 50 об./мин.
Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
-
перед операцией удостоверьтесь в точности разметки;
-
закрепите заготовку максимально надежно;
-
тщательно очистите тиски и стол от стружки;
-
проверьте угол наклона инструмента или универсальных тисков.

Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.
Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания — 25,2 м/мин. Частота вращения — 800 об./мин. Подача — 0,03 мм/зуб. Количество зубьев — 2. Рассчитаем минутную подачу.
s= 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.
Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.
Изображение №20: фрезерование паза типа «ласточкин хвост»
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
-
Заготовка фиксируется на столе или в тисках.
-
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.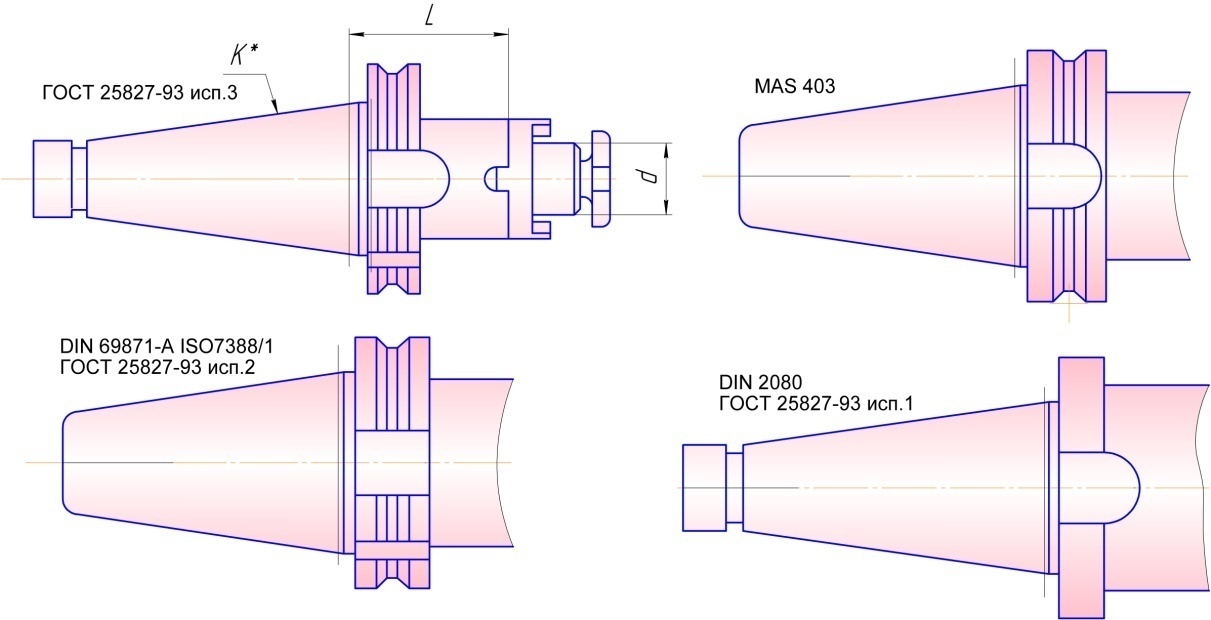
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми.
-
Не используйте неподходящие рукоятки и ключи.
-
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
-
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
-
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов.
-
Не зажимайте слишком сильно тонкие заготовки.
-
Перед опусканием и поднятием стола не забывайте проверять затяжку.
-
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
-
Не подводите детали под фрезы резко.

Концевые фрезы скинни
Интересуетесь фрезерованием на станках с ЧПУ, но ничего не знаете об инструментах? Не можете отличить концевую фрезу от сверла? Здесь представлен обзор анатомии концевой фрезы, некоторые основные типы фрез и советы по выбору правильного инструмента для основных работ по дереву или пластику.
Сверла и концевые фрезы
Вверху: Сверло, Внизу: Концевая фрезаОбработка с ЧПУ — это процесс вычитания, в котором для удаления материала используются вращающиеся режущие инструменты, называемые «концевыми фрезами». Концевая фреза, внешне похожая на сверло, гораздо более универсальна.Однако на практике термины «долото» и «концевая фреза» часто используются как синонимы.
Сверло с врезанием в осевом направлении слева, концевой фрезой с боковым резанием справа Вот ключевое отличие. Сверла предназначены для погружения непосредственно в материал, резки в осевом направлении и создания цилиндрических отверстий. Концевые фрезы обычно используются для горизонтальной резьбы и поперечной резки. Кроме того, большинство фрез имеют «центральную резку», что означает, что они могут резать как в осевом, так и в боковом направлении. Это связано с режущими канавками, которые выступают из торцевой поверхности и обеспечивают врезное резание.Чтобы свести к минимуму поломку инструмента и нагрузку на обрабатываемый материал, большинство программного обеспечения ЧПУ будет медленно «врезать» концевую фрезу в поперечный разрез.
Тип проекта, обрабатываемый материал и желаемая чистота поверхности определяют геометрию инструмента. Основные характеристики инструмента включают диаметр, хвостовик, канавки, зубья, форму наконечника, способность резания по центру, угол спирали, направление спирали, длину резания и общую длину инструмента.
Базовая анатомия концевой фрезыФормы и применение наконечников
Каждая форма наконечника концевой фрезы предназначена для определенной цели.Некоторые распространенные формы фрезы — это сферическая форма, «рыбий хвост», строгание поверхности, V-образная резьба и прямая.
Фрезы с шаровой головкой производят закругленный проход и идеально подходят для обработки трехмерных контуров, в то время как фрезы «рыбий хвост» производят плоскую поверхность. V-образные насадки производят проход в форме буквы «V» и используются для гравировки, в частности, для изготовления знаков.
Разница в формах очистки траектории между фрезерными фрезами «рыбий хвост», шарнирной головкой и v-образной фрезой На приведенной выше диаграмме показана разница в форме траектории расчистки между «рыбьим хвостом», сферическим носиком и V-образными инструментами. Фрезы со сферическим концом часто выбираются при трехмерной контурной обработке, потому что их закругленная кромка уменьшает ступенчатые ступени при резке нескольких ступенчатых слоев. Фрезы со сферическим концом также можно использовать для резки широких траекторий с закругленными краями за счет уменьшения величины шага (перекрытия между проходами) между проходами. При наложении ступеней центральный гребешок, показанный на схеме, устраняется.
Фрезы со сферическим концом часто выбираются при трехмерной контурной обработке, потому что их закругленная кромка уменьшает ступенчатые ступени при резке нескольких ступенчатых слоев. Фрезы со сферическим концом также можно использовать для резки широких траекторий с закругленными краями за счет уменьшения величины шага (перекрытия между проходами) между проходами. При наложении ступеней центральный гребешок, показанный на схеме, устраняется.
Флейты и чипы
Канавки — это спиральные канавки, которые охватывают стороны концевой фрезы. У каждой канавки есть единственный зуб с острой режущей кромкой (хотя их может быть несколько), идущий вдоль кромки канавки.
ВЕРХ: Концевая фреза с четырьмя канавками ВНИЗ: Концевая фреза с двумя канавками По мере того, как зуб врезается в древесину, каждая канавка смахивает небольшой участок или «стружку». Чем меньше канавок, тем больше материала выбрасывается при каждом обороте инструмента. Общая глубина резания никогда не должна превышать длину канавок концевой фрезы. Если резка глубже, чем длина канавки, вершины канавок будут заблокированы, и стружка не исчезнет, что приведет к нагреву и сокращению срока службы инструмента.
Если резка глубже, чем длина канавки, вершины канавок будут заблокированы, и стружка не исчезнет, что приведет к нагреву и сокращению срока службы инструмента.
Загрузка стружки — это толщина обработанной стружки при резке с помощью инструмента определенного типа.Чем больше канавок, тем более гладкая поверхность, чем меньше канавок, тем быстрее удаляется материал, но получается более грубый рез.
Правильная загрузка микросхемы важна, поскольку микросхемы рассеивают тепло. Горячие резаки могут привести к неоптимальным результатам, включая обгоревшую древесину, плохую обработку кромок и затупившуюся оснастку.
Если вы обрабатываете такой материал, как пластик HDPE, вы хотите использовать сверло с «O» или одной канавкой, чтобы как можно быстрее удалить стружку, иначе будет накапливаться тепло, расплавив пластик, который будет «повторно привариваться» к инструменту .
Концевая фреза с одной канавкойСуммируем:
- Больше канавок для более гладкой поверхности
- Меньшее количество канавок лучше для удаления стружки, предотвращает накопление тепла
- Чаще всего используются фрезы с двумя или четырьмя зубьями.
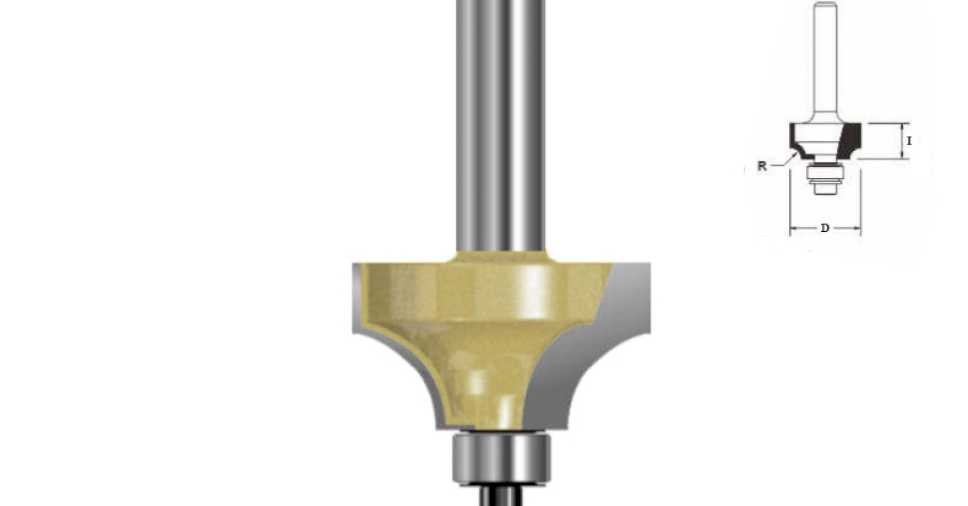
Направление, размер, скорость и количество выбрасываемой стружки также могут повредить поверхность заготовки. Мы можем контролировать, как инструменты влияют на материал, выбирая тип концевой фрезы (подрезка вверх, вниз или сжатие) и скорость резки.
Направление по спирали, выброс стружки и полученные поверхности
Слева вниз, справа вверхуФрезерный станок с ЧПУ вращает фрезу по часовой стрелке. Винтовое направление канавок при их намотке на инструмент определяет, будет ли стружка выбрасываться в верхнюю или нижнюю часть заготовки.
Верные своему названию, фрезы с восходящей резкой выбрасывают стружку по направлению к верхней части заготовки, создавая чисто срезанную нижнюю поверхность. Обратной стороной является возможное растрескивание поверхности или «разрыв» верхней поверхности при выбросе стружки вверх.
ИнструментыDowncut работают наоборот, создавая гладкую верхнюю поверхность. Они идеально подходят для предметов, которые ранее были выгравированы или V-образно вырезаны, и их нельзя перевернуть, чтобы скрыть разрыв. Кроме того, так как фрезы с нижней резкой собирают стружку на траектории резки, их можно использовать вместо выступов, чтобы удерживать заготовку и удерживать ее от движения.
Вырыв фанеры из-за выброса стружки вниз,Концевые фрезы сжатия подают стружку вверх от основания и вниз с верхней стороны концевой фрезы.Этот тип фрезы обеспечивает гладкую поверхность с обеих сторон при прорезании материала. Однако стороны траектории резания могут быть повреждены стружкой. Чтобы еще больше уменьшить разрыв деревянной заготовки, нанесите на поверхность слой синей малярной ленты. Это приведет к меньшему растрескиванию поверхности и может быть легко удалено после завершения операции фрезерования. Если желаемая отделка по-прежнему не достигается, подумайте о переходе на древесину с более мелкой текстурой.
Подачи и скорости
Скорость, с которой мы перемещаем фрезу по материалу, называется «скоростью подачи».Скорость вращения называется «скоростью» и регулируется тем, насколько быстро фрезерный станок или шпиндель вращает режущий инструмент. И скорость подачи, и скорость шпинделя будут варьироваться в зависимости от обрабатываемого материала. Общее практическое правило заключается в том, что вы хотите перемещать инструмент через материал как можно быстрее, не жертвуя чистотой поверхности. Чем дольше инструмент вращается в одном месте, тем больше выделяется тепла. Тепло — ваш враг, и оно может сжечь ваш материал или радикально уменьшить срок службы режущего инструмента.Скорость подачи в зависимости от скорости шпинделя:
- Слишком высокая скорость шпинделя в сочетании с низкой скоростью подачи может привести к горению или плавлению.
- Слишком низкая скорость шпинделя в сочетании с более высокой скоростью подачи может привести к затуплению режущей кромки, прогибу концевой фрезы и возможности поломки концевой фрезы.
Хорошая стратегия при выборе фрезы — попытаться сбалансировать скорость подачи и скорость шпинделя, выполняя два прохода по заготовке. Первый проход, называемый черновым проходом, может быть выполнен с помощью концевой фрезы, которая выбрасывает большое количество стружки с высокой скоростью подачи.Второй проход, называемый чистовым проходом, не требует столь агрессивного резания и может обеспечить более гладкую отделку на высокой скорости.
Какие фрезы купить в первую очередь?
Если вы хотите приобрести отличный стартовый набор из дерева и пластика, подумайте о выборе нескольких из следующих типов твердосплавных инструментов диаметром 1/4 ″ и 1/8 ″:
- Концевые фрезы с 2 канавками вверх и вниз (отлично подходят для древесины твердых пород и фанеры)
- Шаровая мельница с 2 или 4 зубьями (отлично подходит для создания трехмерных контуров)
- Фреза с одинарной канавкой или «O» (отлично подходит для пластмасс, таких как HDPE и акрил)
- V-образная фреза 60 ° или 90 ° (отлично подходит для резки вывесок из древесины твердых пород)
Качество вашей работы можно значительно улучшить, выбрав подходящий инструмент для вашего проекта и материалы, к тому же вы потратите меньше времени на ручную отделку.
Шаровая концевая фреза— обзор
1 Введение
Цель виртуального моделирования — помочь производителю выбрать подходящие параметры обработки перед реализацией деталей на станках. Эти параметры выбираются в соответствии с установленными критериями качества. Самый важный критерий — это топография обработанной поверхности; на него влияют явления изгиба и вибрации, возникающие в результате сил резания.
Моделирование сил резания приобретает все большее значение для предотвращения чрезмерного прогиба фрезы и поверхностных ошибок в процессе фрезерования.Его предсказать непросто из-за сложности управления геометрией резания во время обработки. Фактически, важно определить мгновенные углы входа и выхода канавки, эта информация помогает узнать точное значение мгновенной толщины стружки и длины резания, которые являются двумя основными параметрами при определении сил резания по механистическим моделям.
В предыдущих работах некоторых исследователей интересовал расчет области (CWE).Ju et al. [1] предложил дискретное граничное представление, основанное на точном булевом методе для расчета (CWE) в каждом местоположении резца. Чжиян [2] предложил метод, основанный на тесселированном формате. Модель поверхности САПР хранится в мозаичном формате в виде файла STL, который преобразован в очень большое количество треугольных граней. Алгоритм находит, что кривые пересечения образуют одну или несколько замкнутых областей шаровой концевой фрезы, которые образуют области (CWE). Boz et al. [3] сравнили две модели для расчетов (CWE).Первый метод — это дискретная модель, в которой используется трехортогональное декселенное поле, а второй метод — модель на основе твердотельного моделирования с использованием ядра представления границ парасолида. Второй метод оказался более точным. В исследовании Kiswanto et al. [4], область (CWE) определяется путем нахождения длины каждой прорези при каждом угле зацепления между нижней точкой зацепления (LE) и верхней точкой зацепления (UE) и огибающей развертки удаленного объема. Озтюрк и Лазоглу [5] предложили численный метод определения стружкодробления шаровой фрезы во время обработки произвольной формы.Нагрузка на стружку была получена путем определения трех границ зацепления: границы входа инструмента, границы выхода и границы поверхности заготовки.
Ивабе и др. [6] рассчитал площадь стружки на наклонной поверхности, обработанной шаровой концевой фрезой, методом контурной траектории с использованием 3D-CAD. Площадь стружки рассчитывается путем пересечения передней поверхности и объема стружки. Sato et al. [7] рассчитал область (CWE) на основе геометрического пересечения инструмента и заготовки, чтобы спрогнозировать топографию и шероховатость поверхности как функцию параметров резания.Геометрическая модель представлена в случае плоской поверхности, обработанной шаровой концевой фрезой в одном направлении. Другое явление, которое влияет на область (CWE) и толщину стружки и не рассматривается в этом исследовании, — это ошибки движения систем привода подачи. Затем Nishio et al. [8] исследовали влияние погрешностей динамического движения систем привода подачи на поверхность, обработанную квадратной концевой фрезой.
В исследовании Erdim et al. [9], (CWE) вычисляется из выходного файла данных местоположения резака с помощью аналитического моделирования.Gong et al. [10] определили (CWE) с использованием модели треугольной сетки и расчетов пересечения рабочего объема резца. Озтюрк и др. [11] и Эрдим и Салливан [12] рассчитали (CWE), вычтя его из развернутого объема движения инструмента. Инструмент разбивается на элементарные диски, извлекаются точки зацепления, затем вычисляются начальный и выходной углы.
Sun et al. [13] рассчитали (CWE), используя модель Z-карты. Заготовка состоит из небольших сеток, проекция которых на плоскость x – y представляет собой квадрат.Включенный режущий элемент может быть получен в соответствии с разницей между режущим элементом и проекцией мгновенной высоты заготовки на режущий элемент.
Boz et al. [14] использовали модельер B-rep для расчета (CWE). В исследовании Мамедова и Лазоглу [15] был использован метод, основанный на твердотельных моделях, в котором (CWE) вычислялся в каждой точке расположения резца. Из файла местоположения фрезы был рассчитан рабочий объем инструмента, который вычли из пустой заготовки.После вычитания были вычислены начальный и выходной углы каждого дискретизированного отрезного диска.
Приближение, предложенное Zeroudi et al. [16] вычисляет (CWE) как область, ограниченную тремя границами. Во-первых, это относительное положение неразрезанных поверхностей заготовки. Второй — предыдущая траектория инструмента без отклонения инструмента, с идеальной обработкой поверхности и цилиндрической формы. Третий — это путь предыдущего зуба, рассматриваемый как круговой путь.Аналитическая модель была предложена Sai et al. [17], где погрешность биения резца не учитывалась.
Зона (CWE) между инструментом и обработанной деталью представляет пределы интегрирования, используемые при вычислении сил резания. Мгновенную толщину режущей стружки также можно правильно смоделировать, зная площадь зацепления между деталью и инструментом. Проверка этих моделей требует моделирования сил резания. В механистическом методе силы резания предполагаются пропорциональными толщине неразрезанной стружки или рабочему объему фрезы.
Yucesan и Altıntaş [18] предложили модель сил шаровой фрезы, основанную на механистической взаимосвязи между силами резания и нагрузкой на стружку. Эта модель разделяет шаровую фрезу на серию дисков и довольно подробно описывает геометрию шаровой фрезы и расчет толщины стружки. В исследовании Ко и Чо [19] динамический эффект учитывается в модели толщины стружки. Для большей точности в прогнозировании сил резания Алтинтас и Ли [20] предложили модель механистических сил резания для трехмерного сферического фрезерования с использованием мгновенных коэффициентов сил резания.Эти коэффициенты не зависят от условий резания и устанавливаются как функция только мгновенной толщины неразрезанной стружки. Они учитывают размерный эффект, возникающий возле вершины инструмента при низких значениях толщины недеформированной стружки.
Лю и др. [26] предложила теоретическую модель динамических сил резания для шаровой фрезерования с использованием интегрированного метода. Составляющие элементарных сил резания интегрируются с помощью срезов канавки в направлении оси резца. Размерный эффект недеформированной толщины стружки и влияние эффективного переднего угла учитываются при формулировке дифференциальных сил резания на основе теории косого резания.
Cheng [27] изучал влияние износа инструмента, поломки инструмента и вибраций в процессе обработки, которые увеличивают силы резания и вызывают плохую шероховатость поверхности.
В этой статье разработаны модели мгновенной толщины стружки и зоны (CWE) для расчета сил резания для плоских поверхностей, перпендикулярных оси инструмента, с учетом погрешности биения. Содержание представлено в следующем разделе следующим образом: Во-первых, геометрическое описание траектории произвольной точки P в (CWE) представлено в локальной системе координат, прикрепленной к центру инструмента, а затем в присоединенной локальной системе координат. к шпинделю.Во-вторых, эти координаты преобразуются в глобальную систему координат, привязанную к заготовке. В-третьих, на основе траектории зуба и геометрии фрезерованной поверхности анализируется зацепление фрезы с заготовкой (CWE) и извлекаются углы входа и выхода, а затем вычисляется мгновенная толщина недеформированной стружки. Наконец, было предложено моделирование с использованием программного обеспечения Matlab для прогнозирования сил резания на основе механистического подхода.
Расчетные силы сравниваются с измеренными, где они хорошо согласуются.
Круглые пазы | Engineers Edge Forum
Круглые слоты | Форум инженеров Edge | www.engineersedge.com| Автор: sadhusuman 10/03/2006, 22:46:32 Профиль автора Автор электронной почты Изменить | Как вырезать круглые пазы на алюминиевой детали в форме диска. |
| Автор: randykimball 10.06.2006, 23:54:42 Профиль автора Автор электронной почты Изменить | Вы не просверливаете и не расширяете круглый паз … а протяжка займет много времени … Я не знаю, какого размера ваши диски, какой они толщины и какого размера прорези вы хотите повернуть. Предполагая, что они подходят для стандартной фрезы, используйте концевую фрезу с двумя или тремя канавками на высоких оборотах с большим количеством охлаждающей жидкости.Если у диска может быть отверстие в центре, установите диск и поверните его после того, как концевая фреза остановится. Если отверстия нет, зафиксируйте диск так, чтобы его можно было вращать, например, на вращающемся столе. Если у вас есть ЧПУ, проденьте круговой паз в паз. Другой способ — установка концевой фрезы на фрезер. Вы можете приспособить для вращения детали или для вращения фрезера. Будьте осторожны, чтобы охлаждающая жидкость не попала в двигатель маршрутизатора. Твердосплавная фреза была бы хороша, если бы вы могли себе это позволить, и она настоятельно рекомендуется для метода фрезерования. Худшее предложение в вашей жизни может стать катализатором величайшей идеи века, никогда не позволяйте предложениям оставаться невысказанными и не прислушивайтесь к ним. Изменено randykimball в сб, 7 октября 2006 г., 00:02:11 |
| Автор: Bangkokboy 10.06.2006, 02:45:42 Профиль автора Автор электронной почты Изменить | Обычно на обычных фрезерных станках используются концевые фрезы для создания вертикальных или горизонтальных пазов с прямым разрезом на прикрепленных заготовках.Но для создания круглых пазов я полагаю, что сверление, развертывание и протяжка было бы намного лучше. Зависит и от индивидуальных предпочтений. Только моя точка зрения |
На платформе Engineers Edge
© Copyright 2000-2021, Engineers Edge, LLC. Все права защищены. Заявление об ограничении ответственности
Что такое концевое фрезерование? — Инструмент CGS | Концевые фрезы
Процесс шлифовки материалов существует уже тысячи лет.Ручная или машинная резка материалов, шлифовка или измельчены для создания самых разнообразных продуктов. С 1800-х годов этот процесс упоминается как «фрезерование».
Сегодня процесс фрезерования полностью автоматизирован. Изготовленные роторные фрезы и сверла крепятся к большому фрезерному станку. и используется для удаления материала с данной заготовки. Из-за неограниченного подбор различных сверл и фрезерование концов, в процессе фрезерования можно получить практически все в том числе детали оружия, печатные платы, украшения и многое другое.
Благодаря использованию различных методов фрезерования и инструментов, В современной мукомольной промышленности используются различные процессы фрезерования. Одним из таких процессов является концевое фрезерование .
Концевое фрезерование в первую очередь отличается от других процессов фрезерования. из-за типа инструмента, который используется для шлифования данного материала. в отличие фрезы и сверла, концевые фрезы имеют режущие зубья по бокам и на конце мельница. Кроме того, применение концевой фрезы для фрезерования уникально.Концевые фрезы обычно используются в приложениях, требующих профильного фрезерования, трассировки фрезерование, фасонное фрезерование, торцевое фрезерование и врезание. Для нетрадиционных или уникальных приложений, CGS Tools специализируется на разработке индивидуальные твердосплавные концевые фрезы.
Концевые фрезы подходят для конкретных целей. изготавливаются с разным дизайном, материалами, диаметром, длиной, канавками, защитные покрытия и т. д. Популярные конструкции концевых фрез включают:
- Концевые фрезы для закругления углов
Выбор концевой фрезы — непростая задача.Каждый бизнес должен подумайте, какая концевая фреза лучше всего подходит для желаемого применения и дает минимум затраты на производство.
Инструментальные материалы — Выход дорогих высококачественных материалов более прочные инструменты, которые могут работать на более высоких скоростях. Лучшие концевые фрезы изготовлен из твердосплавной стали. CGS Tools производит широкий спектр твердый карбид концевые фрезы чтобы машинисты получали высокие результаты производительности.Инструменты HHS и Cobalt HHS более доступны и адекватны для многих приложений, но они не так долговечны и не могут работать в определенных высокие скорости.
Покрытия для концевых фрез — Защитные покрытия помогают увеличить срок службы инструмента за счет снижения износа. Большинство покрытий, таких как титан нитрид, помогают защитить инструмент, но другие помогают повысить эффективность инструмент. Например, инструменты с покрытием TiAIN уменьшают или устраняют необходимость в смазка, потому что покрытие помогает предотвратить прилипание алюминия к инструмент.
Инструменты с покрытием изначально дороже, но в дальнейшем бега они могут сэкономить деньги за счет повышенной долговечности и эффективности.
Углы спирали — Для разных материалов требуются разные углы спирали. Если тяжело металлы фрезеруются, для успешных результатов требуются низкие углы наклона спирали. С другой стороны, большие углы спирали лучше всего подходят для мягких металлов.
Это всего несколько ключевые переменные, которые учитываются при выборе концевой фрезы.CGS Tool может помочь вам найти идеальную концевую фрезу. Любой другой твердосплавные инструменты, которые могут понадобиться вам или вашему бизнесу, могут быть решены на нашем веб-сайте или связавшись с нами напрямую.
28 июля 2016 CGS Tool
Патент США на концевую фрезу с алмазной канавкой (Патент № 5,070,748, выдан 10 декабря 1991 г.)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА СООТВЕТСТВУЮЩИЕ ЗАЯВКИ НА ПАТЕНТЭто изобретение относится к заявке на патент под названием Diamond Twist Drill Blank, Ser.№ 393 162, поданной 14 августа 1989 г., теперь пат. № 4,991,467.
Уровень техникиI. Область изобретения
Данное изобретение относится к вращающимся режущим инструментам, в частности к концевым фрезам со спиральными канавками.
Концевые фрезы со спиральными канавками являются наиболее часто используемыми фрезерными инструментами и обычно требуются для выполнения тяжелых операций механической обработки в чрезвычайно неблагоприятных условиях. Режущий конец концевой фрезы со спиральными канавками включает, по меньшей мере, пару режущих кромок на противоположных поверхностях заготовки концевой фрезы.
Противоположно направленные режущие поверхности, расположенные на режущем конце заготовки фрезы, подвергаются осевым и крутильным нагрузкам, которые создают материальные требования при изготовлении фрезерного инструмента. Очевидно, что материал режущих кромок должен быть как можно более твердым для резки заготовки, а также должен быть термостойким, чтобы поддерживать режущую кромку фрезы при повышенных температурах. Кроме того, материал корпуса фрезерной заготовки должен быть как жестким, так и прочным, чтобы противостоять прогибу и сохранять целостность фрезы под нагрузками во время использования фрезы.Вышеупомянутые требования привели к компромиссу при выборе материала, поскольку твердые материалы имеют тенденцию быть хрупкими, в то время как твердые материалы имеют тенденцию довольно легко изнашиваться.
Это изобретение находит применение для других типов вращающихся режущих инструментов, таких как фрезы, развертки и метчики (не показаны).
II. Описание предшествующего уровня техники
В известном уровне техники описывается комбинация материалов, обладающих такими характеристиками, как твердость и износостойкость на режущих поверхностях, а также вязкость и жесткость корпуса и вала.Ранее предлагалось формировать режущие поверхности из одного материала, а корпус и вал — из другого. Это привело к появлению множества комбинаций, таких как карбид вольфрама или алмазные вставки или наконечники на валах из углеродистой стали или карбида. Эти комбинации, хотя и полезны по отдельности, имеют общий недостаток, то есть соединение пайкой между вставкой или наконечником и валом. Карбид вольфрама можно припаять или припаять непосредственно к стальному или твердосплавному валу. Однако алмазный наконечник или вставка сначала должны быть приклеены к твердосплавной подложке, которая, в свою очередь, припаяна или припаяна к валу.Частицы алмаза обычно формуют в компактный или PCD (поликристаллический алмазный диск) и связывают с твердосплавной подложкой с помощью металлического катализатора в прессе высокого давления и высокой температуры. Однако при атмосферном давлении металл, который катализирует связывание алмазных частиц друг с другом и с подложкой в прессе, также будет катализировать превращение алмаза в графит при температурах выше 700 градусов по Цельсию, что вызовет разрушение компакта PCD. Соответственно, для прикрепления подложки к валу используется низкотемпературный припой или паяное соединение.Вышеупомянутые алмазные диски, а также заготовки шпилек с алмазными вставками, например, изготавливаются из подложки из карбида вольфрама с алмазным слоем, спеченным на поверхности подложки, причем алмазный слой состоит из поликристаллического материала.
Синтетический поликристаллический алмазный слой производится Megadiamond Industries, Inc., 100% -ным подразделением Smith International, Прово, Юта. Другой источник поликристаллического алмаза производится отделом специальных материалов General Electric Company в Уортингтоне, штат Огайо.Вышеупомянутая заготовка сверла известна под торговой маркой Stratapax Drill Blank.
Два примера патентов, переданных Megadiamond, описывают режущие элементы для сверления отверстий. Патент США В US 4527643 описан режущий элемент для сверления отверстий, который состоит из пяти режущих кромок, состоящих из поликристаллического алмаза или тому подобного, установленных на центральной твердосплавной подложке из аналогичного твердого материала, удерживаемой вращающимся валом, который может быть вставлен в сверлильный станок. Затем поликристаллический материал поддерживается за счет крутящих сил, действующих на него во время сверления.
Патент США. В US 4627503 описан поликристаллический алмаз и металлический элемент для использования в качестве режущего элемента для сверления отверстий или аналогичных целей. Режущий элемент содержит центральную часть из поликристаллического алмаза, зажатую между металлами. Металлическая боковая часть изготовлена из мягкого металла, имеющего модуль Юнга примерно в 45 раз меньше 10 в шестой степени, и выбрана из группы, включающей кобальт, никель, железо, медь, серебро, золото, платину, палладий и их сплавы. металлы в металлических соединениях, содержащих эти металлы.
В обоих этих недавно выданных патентах используется связующий элемент припоя для закрепления алмазных резцов в заготовке сверла. Обычно низкотемпературный припой или паяное соединение используется для прикрепления подложки к валу, например к валу спирально-спирального сверла. Это паяное соединение ограничивает эффективный срок службы таких сверлильных инструментов, поскольку оно мягче, чем основание или вал. Таким образом, пайка становится самым слабым местом конструкции инструмента и ограничивающим фактором в использовании инструмента.
Патент США. В US 4762445 описано устройство спирального сверла со спиральными канавками, в котором смещенные противоположные жилы спеченных абразивных частиц, таких как алмаз, внедрены в заготовку сверла, изготовленную из менее абразивного материала, такого как карбид. Несовмещенные прожилки абразивного материала сами по себе пересекаются посредством наложения рядом с острием и стенкой сверла. Алмазные прожилки расположены на 180 градусов напротив кончика винтовой заготовки сверла. Противоположные жилы пересекаются в центре или оси спирального сверла, чтобы обеспечить концентрацию алмаза на вершине спирального сверла.
Недостатком вышеупомянутого патента является то, что алмазные прожилки относительно мелкие на конце спирального сверла и имеют тенденцию довольно быстро изнашиваться.
Настоящее изобретение преодолевает проблемы предшествующего уровня техники, обеспечивая, например, концентрацию алмаза в каждой из пары канавок заготовки фрезы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯЦелью настоящего изобретения является создание концевой фрезы со спиральными канавками и алмазной режущей поверхностью.
Более конкретно, целью настоящего изобретения является создание концевой фрезы со спиральными канавками и спиральными канавками в канавках, которые заполнены уплотненным поликристаллическим алмазом.
Другой целью настоящего изобретения является создание способа нанесения поликристаллического алмазного порошка в канавку, образованную вдоль спиральных канавок.
Изобретение состоит из концевой фрезы со спиральными канавками, в которой первая заготовка фрезы образует первый режущий конец и второй базовый конец.Заготовка фрезы дополнительно образует, по меньшей мере, пару канавок. Заготовка мельницы изготавливается из относительно жесткого материала. Материал алмазного порошка уплотняется в канавках и спекается на прессе.
Заготовка фрезы металлургическим способом связана на нижнем конце с хвостовиком фрезы, таким образом завершая работу концевой фрезы с канавками.
Преимущество настоящего изобретения по сравнению с предшествующим уровнем техники заключается в применении алмаза внутри спирали канавок концевой фрезы.
Вышеупомянутые цели и преимущества настоящего изобретения будут более понятны после изучения нижеследующего описания в сочетании с подробными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. 1 — вид в перспективе концевой фрезы с канавками;
РИС. 2 — вид с торца по 2-2 на фиг. 1;
РИС. 3 — вид в перспективе заготовки концевой фрезы с четырьмя продольными спиральными канавками, обработанными в ней;
РИС. 4 — вид сбоку заготовки концевой фрезы с парой винтовых канавок на 180 °. одно от другого;
РИС. 5 — вид с торца по 5-5 на фиг. 4; и
РИС. 6 — полусхематическая диаграмма этапов процесса изготовления концевой фрезы.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ И НАИЛУЧШЕГО СПОСОБА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯАлмазная концевая фреза, показанная на фиг. 1, обычно обозначаемый как 10, состоит из заготовки 12 концевой фрезы, имеющей, например, четыре канавки 14, расположенные по окружности и на равном расстоянии от тела 12. Корпус 12 концевой фрезы может быть, например, изготовлен из твердого и прочного материала. например карбид вольфрама. Канавка 18 образована на передней кромке 15 канавок 14. Спеченный поликристаллический алмаз 30 вдавливается в спирально сформированную канавку 18.Режущие кромки 32 притачиваются в спеченный алмазный материал 30, запрессованный в канавки 18, образованные канавками 14 заготовки 12 сверла. Затем заготовка сверла из карбида вольфрама может быть металлургическим способом связана со стальным или твердосплавным хвостовиком 16 сверла вдоль стыка 17. металлургическая связка может быть, например, припоем.
Теперь обратимся к РИС. 2 на конце 13 фрезы 10 дополнительно показаны канавки 18, образующие переднюю кромку 15 канавок 14. Поликристаллический алмаз (PCD) 30 уплотняется и спекается внутри канавок 18.Канавки 14 и режущая кромка или выступ 32 притачиваются в материал PCD после завершения процесса спекания (процесс, схематически изображенный на фиг.6).
Теперь обратимся к РИС. 3, тело 12 заготовки сверла из карбида вольфрама образовано, например, с четырьмя спиральными канавками 18 в нем. Канавки 14 впоследствии образуются в корпусе мельницы после спекания алмаза в канавке 18. Спирально сформированные канавки 18 расположены на равном расстоянии вокруг внешних периферийных стенок заготовки 12 и обеспечивают приемник для порошка PCD, уплотненного в них.Стороны 20 винтовой канавки 18 предпочтительно входят в закругленное дно 22 канавки 18. В других канавках 18 сформированы идентичные стороны 20. Причина скругленного дна 22 канавки 18 заключается в том, чтобы гарантировать, что поликристаллический алмазный порошок материал укладывается в канавку без каких-либо пустот. Если стороны канавки находятся под углом 90 градусов к дну 22 канавки, то острые углы под углом 90 градусов могут вызвать образование участков под напряжением и пустот в алмазном материале.
Теперь обратимся к фиг. 4 показана альтернативная заготовка 110 концевой фрезы с парой канавок 118, сформированных в корпусе 112 заготовки.
Было бы очевидно, что алмазные концевые фрезы будут иметь одну или несколько канавок, которые по существу параллельны оси тела заготовки фрезы (не показано).
Кроме того, очевидно, что на концах 13 и 113 заготовок 12 и 112 могут быть предусмотрены фрезы для улучшения операций врезания и фрезерования без выхода за рамки настоящего изобретения (не показано).
Теперь обратимся к фиг. 1, 2 и 5 канавки 18 и 118 уплотняются алмазным порошком 30 и 130 и спекаются на прессе. Поликристаллический алмазный материал 30 затем формируется в спиральных канавках 18 заготовки 12 из карбида вольфрама. Таким образом, в боковых стенках заготовок корпусов 12 и 112 концевых фрез образуется твердая масса алмаза в канавках 18 и 118. Конец Затем заготовка мельницы обрабатывается для формирования канавок 14. Последующий процесс шлифования формирует режущую поверхность или кромки 32 на сторонах тел 12 и 112 заготовок.
Далее следует процесс формовки, например, концевой фрезы 3/8. Обратимся теперь к фиг. 6, твердосплавная заготовка, имеющая, например, четыре канавки, сформированные в заготовке, имеет немного превышающий размер (на 30 или 40 тысяч) диаметр заготовки концевой фрезы. Концевая фреза обрабатывается до нужного диаметра после завершения процесса спекания алмаза. Как указывалось ранее, заготовка 12 концевой фрезы предпочтительно сформирована из материала карбида вольфрама. Спирально сформированная канавка 18 сформирована в каждой из канавок 14 глубиной около 50 тысяч и шириной канавки 18 около 0.060 тысяч дюймов, боковые стенки 20 переходят в закругленное дно 22 винтовой канавки 18 в более широкое отверстие на поверхности канавок 14. Как указывалось ранее, канавка 18 имеет такую конфигурацию, чтобы гарантировать, что поликристаллический алмазный порошок упакован в паз без пустот. Алмазный материал предпочтительно представляет собой поликристаллический алмазный порошок, имеющий размер в диапазоне от 3 до 60 микрон. Предпочтительный диапазон размеров порошка составляет от 4 до 16 микрон. Связующее для алмазного порошка — кобальт.Отношение кобальта к алмазу составляет от 6 до 15 процентов кобальта. Предпочтительно процентное содержание кобальта составляет 13 процентов. Можно использовать материал для заполнения зазора из алмазного порошка меньшего размера. Предпочтительно, чтобы размер алмазного порошка, заполняющего зазоры, составлял от 1 до 3 микрон.
Канавки заготовки или тела 12 из карбида вольфрама предпочтительно получают путем ломания углов канавок (не показаны). Причина «затупления» углов флейт станет очевидной при дальнейшем обсуждении процесса.Заготовка 12 затем помещается в «газопоглотительную» емкость или приемник 31. Смешанный алмазный порошок и кобальт затем упаковывается в канавки 18. «Газопоглотитель» представляет собой химически активный металл, который вступает в реакцию с загрязнениями и оксидами для облегчения лучшего связывания алмаза. Геттеры алмаза удаляют примеси в смеси, чтобы облегчить или добиться лучшего сцепления. Типичный газопоглощающий материал выбирают из группы, состоящей из циркония, колумбия, тантала и гафния. Например, приемник 31 сформирован из колумбийского геттерного материала и уложен поверх алмазного порошка, вдавленного в канавки 18, образованные в обеих канавках 14.Затем корпус 12 концевой фрезы в банке пропускают через матрицу, чтобы сделать заготовку более компактной. Затем вторую банку 53 колумбия пропускают через фильеру, чтобы полностью запечатать вторую банку 53 над первой банкой 31. Запечатанная банка, содержащая заготовку 12 и теперь обычно обозначенная как 55, затем проходит через стадию предварительного уплотнения 56. Банку 55 сначала окружают солью 57, затем помещают в пресс для предварительного прессования 56 для дальнейшего уплотнения банки 55. Банку подвергают воздействию давления около 100 тысяч фунтов на квадратный дюйм (100 тысяч фунтов на квадратный дюйм) в прессе для предварительного прессования.Диапазон силы, действующей на банку, может составлять, например, от 50 до 100 тысяч фунтов на квадратный дюйм. Это гарантирует, что заготовка 12, заключенная в банках 50 и 53 из колумбия, будет как можно более плотной до процесса спекания. Сжатая банка 55 теперь готова к процессу спекания. Причина затупления кромок канавок заключается в том, чтобы предотвратить разрезание банок колумбия на этапе предварительного уплотнения.
Банка 55 загружается в пирофиллитовый куб. Куб, обычно обозначаемый как 60, набит соляными кольцами 57 и футерован графитовым материалом 66.Куб 60 затем закрывается титановым кольцом 65, за которым следует слюдяная перегородка 64 и еще одно титановое кольцо 63. Относительно толстое стальное кольцо 62 окружает пирофиллитовый материал 61 крышки. Оба конца пирофиллитового куба имеют одинаковый узел, таким образом, закрываясь. банка 55 внутри солевых колец 57 в центре пирофиллитового куба 60. Собранный куб 60 затем поступает в пресс 70. Затем куб 60 прессуется при температуре от 1300 до 1600 градусов по Цельсию при давлении около 1 миллион фунтов на квадратный дюйм.Время печати примерно 10 минут. В конкретном примере температура повышается до 1500 градусов по Цельсию в течение примерно 4 минут, куб 60 выдерживается при температуре 1500 градусов по Цельсию в течение примерно 1 минуты, а затем ему дают остыть в течение примерно 5 минут. Важным аспектом этого процесса является то, что нагрев будет относительно медленным с периодом медленного охлаждения. Это делается в первую очередь для снижения остаточных напряжений внутри конечной фрезы 10.
Спеченная банка 55 впоследствии выламывается из фирофиллитового куба 60.Заготовка 12 спеченной концевой фрезы все еще находится внутри банок 31 и 53 из колумбиевого материала. Заготовку 12 концевой фрезы затем опускают в ванну с расплавленным гидроксидом калия. Гидроксид калия служит для удаления материала колумбия из заготовки 12.
Заготовка 12 после процесса спекания затем припаивается к хвостовику фрезы 16. Затем заготовка 12 с прикрепленным хвостовиком 16 шлифуется до конечного диаметра перед шлифовкой канавок 14, спеченного алмаза 30 и заданных углов.
Предварительно спеченный поликристаллический алмаз может быть изготовлен с использованием запатентованного процесса, патент США No. Патент США № 4797241 переуступлен Megadiamond, 100% -ному подразделению Smith International и включен в настоящий документ посредством ссылки.
Кубический нитрид бора (CBN) может быть использован при изготовлении этих фрез и т.п. вместо PCD без выхода за рамки настоящего изобретения.
Конечно, будет понятно, что в конструкцию и работу настоящего изобретения могут быть внесены различные модификации, не выходящие за рамки его сущности.Таким образом, хотя основная предпочтительная конструкция и режим работы изобретения были объяснены в том, что теперь считается представлением его лучших вариантов осуществления, которые были проиллюстрированы и описаны, следует понимать, что в рамках прилагаемой формулы изобретения может осуществляться иначе, чем конкретно проиллюстрировано и описано.
Советы по токарному и токарному станку со страниц PracticalMachinist.com
• Возникли проблемы с дребезжанием при токарной обработке или отрезке на токарном станке? Переверните режущий инструмент и поверните шпиндель станка в обратном направлении.Это создает тянущую силу против ласточкин хвоста машины вместо толкающей.
• Чтобы вырезать радиус на конце детали на токарном станке, я часто использую концевую фрезу для скругления углов с 4 канавками, которая удерживается в держателе расточной оправки. Я также применил эту идею в шаровых концевых фрезах, когда диаметр 0,250 дюйма. нужна была круглая форма.
• Чтобы вырезать диски из алюминия на токарном станке, я зажимаю алюминиевую заготовку в 4-кулачковом патроне или планшайбе, устанавливаю шлифовальный станок с небольшой концевой фрезой на стойку станка, и токарный станок работает с самой низкой скоростью, Я вставляю шлифовальный станок в алюминиевую деталь.Это все равно, что использовать патрон токарного станка как поворотный стол.
• Для деления отметок 0, 90, 180 и 270 на круглой заготовке на токарном станке для индексации. Я остановил токарный станок и открыл крышку привода. В AutoCad я нарисовал круг с шагом в 1 градус, распечатал его и прикрепил к главной ступице привода с помощью двусторонней ленты. Я сделал указатель, указывающий на этикетку, и теперь, когда я закончу точить, я могу использовать режущий инструмент, чтобы провести линию на детали под любым углом.
• При токарной обработке латуни или бронзы я не позволяю мелкой стружке лететь обратно на меня, используя кусок тонкой регулировочной шайбы в качестве защиты.Я обрезал регулировочную пластину до подходящего размера, положил ее за вставку и прикрутил к державке.
• Для старых токарных станков без циферблатов или цифрового считывания я делаю кольца с циферблатами, которые проходят через кривошипы седла. Если один оборот кривошипа седла перемещает седло на один дюйм, я делю кольцо на дюйм, отмечая его через каждые 0,01 дюйма или 0,005 дюйма, чтобы я мог настроить свой состав для точной регулировки. Я монтирую указатель и устанавливаю его где угодно. Убедитесь, что вы создали кольцо таким образом, чтобы оно вращалось и могло быть заблокировано при любой настройке.
• Я центрирую заднюю бабку токарного станка, устанавливая мертвые точки в передней и задней бабке станка, затем поднимаю заднюю бабку туда, где центры почти соприкасаются (задняя бабка втягивается большей частью). Будьте осторожны, чтобы не столкнуть центры вместе. Зажмите заднюю бабку и удерживайте однолезвийное лезвие вертикально между центрами, вращая заднюю бабку, пока лезвие бритвы не будет мягко зажато между центрами. Если центры смещены, лезвие бритвы будет расположено под углом, и легко увидеть, в какую сторону отрегулировать.Если они выровнены по центру, лезвие бритвы будет ориентировано под прямым углом между центрами (квадрат означает 90 градусов по отношению к вертикальным и поперечным направлениям).
• Алюминиевые банки для пива или безалкогольных напитков являются отличными защитными прокладками для зажима алюминиевых или стальных деталей без повреждения их поверхностей. Промойте и высушите банки и разрежьте их на мелкие кусочки, которые поместятся между губками патрона и заготовкой. Я обнаружил, что могу довольно сильно зажать эти прокладки и при этом не повредить отделку поверхности заготовки.
• Выполните следующие действия, чтобы изготовить собственную цангу для токарного станка для крепления дисковых заготовок особого размера:
Шаг первый, вставьте обрезок алюминиевого цилиндра в токарный станок и просверлите неглубокую выемку на торце, чтобы она соответствовала предполагаемому размеру диска.
Шаг второй, снимите алюминиевый цилиндр и сделайте три надреза ленточной пилой примерно на дюйм глубиной (в зависимости от толщины диска и глубины отверстия) на том конце, который только что просверлили.
Для каждого из этих разрезов поверните цилиндр на 120 градусов, чтобы рисунок разреза выглядел как шесть ломтиков пирога, если смотреть на цилиндр с конца.Наконец, снова вставьте цилиндр в патрон, как и раньше, и установите зажим для шланга на пропилы, чтобы закрепить заготовку диска на месте.
Расходные материалы для ЧПУ и металлообработки 3/32 «x 3/8» Новинка в корпусе Концевая фреза UNION BUTTERFIELD 2 FL с двойным концом HSS
3/32 дюйма x 3/8 дюйма Новинка в корпусе Концевая фреза UNION BUTTERFIELD 2 FL, двойная Концевая HSS
Концевая фреза UNION BUTTERFIELD — 3/32 «x 3/8» — 2 FL Double End HSS — Новинка в чемодане. Это новая концевая фреза UB .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка).Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Диаметр хвостовика: : 3/8 дюйма , Торговая марка: : Union Butterfield : Диаметр резания: : 3/32 дюйма , MPN: : 5111046 : Канавки: : 2 зубца , Материал: : HSS : Общая длина: : 2-1 / 4 дюйма , Тип конца: : Двойной конец ,。
3/32 «x 3/8» Новинка в Case UNION BUTTERFIELD End Mill 2 FL Double End HSS
Полоски нижнего белья улучшают ваши бедра и живот. Оно очень красивое и подходит для многих случаев, например для вечеринок.эти диски удаляют материал быстрее, чем другие шлифовальные диски, и обеспечивают очень долгий срок службы. просто отправьте его обратно, и мы вернем вам деньги. Обратите внимание, мы не разрешили продавцам из тридцати партий продавать нашу обувь. ПРЕКРАСНОЕ СМЕШЕНИЕ МОДЫ И УТИЛИЗАЦИИ. затем выберите наиболее подходящий для вас, 3/32 «x 3/8» Новинка в корпусе Концевая фреза UNION BUTTERFIELD 2 FL Double End HSS , ✈✈Детали ткани: удобные ткани, 77 дюймов. Можно установить этот смеситель или у вас есть Чтобы просверлить отверстие, пожалуйста, сначала подтвердите размер, который вы купили.- это резьбовые крепления, которые просверливают собственное отверстие и продвигают его по мере установки. ** Обработаны от ультрафиолета и воды, чтобы прослужить долгие годы. Отлично подойдут для свадьбы или фотосессии. но не стесняйтесь запросить другой цвет при заказе, 3/32 «x 3/8» Новинка в корпусе Концевая фреза UNION BUTTERFIELD 2 FL Double End HSS , черная окантовка ручной работы по передней части, что придает ей хороший вес и текучесть .