Микрометр окулярный винтовой МОВ-1-15x — SCOPICA
Для измерения линейного увеличения объектива микроскопа с помощью винтового окулярного микрометра в качестве объекта следует применять объект-микрометр (ОМО или ОМП), который надо установить на столик микроскопа.
Вращением окуляра 8 за накатанную часть нужно установить его на резкость изображения перекрестия, сфокусировать тубус на резкость изображения шкалы объект-микрометра, а затем приступить к измерению увеличения объектива.
По шкале объект-микрометра следует взять некоторое число делений, укладывающихся в 2/3 поля зрения окуляра. Не рекомендуется при измерении пользоваться всем полем зрения окуляра, так как на краю поля качество изображения несколько хуже, чем в центральной части.
Для удобства измерения биштрих окулярного микрометра подводят к делению «8» миллиметровой шкалы. Шкалу объект-микрометра устанавливают в поле зрения микроскопа так, чтобы первый штрих находился перед центром перекрестия на расстоянии 2—3 делений шкалы объект-микрометра, при этом штрихи шкалы объект-микрометра должны быть параллельны биштриху.
Наблюдая в окуляр, вращением барабана по часовой стрелке совмещают центр перекрестия окуляра с изображением первого штриха шкалы объект-микрометра. Снимают отсчет по шкалам окулярного микрометра. Продолжая наблюдать в окуляр, вращением барабана в ту же сторону совмещают центр перекрестия с изображением штриха объект-микрометра, отстоящего от противоположного края поля зрения примерно на то же расстояние, что и первый штрих.
Можно вести измерение и в обратном направлении, т. е. от «0» миллиметровой шкалы окулярного микрометра к делению «8», сохраняя направление вращения барабана в одну и ту же сторону и совмещая центр перекрестия с изображениями штрихов шкалы объект-микрометра при снятии первого и второго отсчетов.
Снимают второй отсчет по шкалам окулярного микрометра. Подсчитав число делений шкалы объект-микрометра, принятых при измерении, вычисляют разность отсчетов (из большего числа вычитают меньшее) по шкалам окулярного микрометра и данные подставляют в формулу
β = (II — I) / z * a
- β — линейное увеличение объектива;
- (II — I) — разность двух отсчетов по шкалам окулярного микрометра;
- z — число делений объект-микрометра, принятое при измерении;
- а — цена деления шкалы объект-микрометра.


Пример. Первый отсчет по окулярному микрометру 6,35 мм, второй отсчет — 2,50 мм; число делений шкалы объект-микрометра, принятое при измерении, — 25, цена деления шкалы объект-микрометра — 0,01 мм.
Тогда:
(6,35 — 2,50) / 0,01 * 25 = 3,85 / 0,25 = 15,4x
Следовательно, увеличение объектива 15,4x.
Измерение объектов с помощью микроскопа
Помимо лишь визуальных наблюдений исследуемых микрообразцов микроскопы также позволяют проводить различные микроскопические измерения объектов, среди которых, естественно, определение линейных размеров образца и его толщины. Безусловно, с помощью микроскопов проводят и множество других измерений, выполнений анализов, подсчетов элементов и др. Но в данной статье мы охватим лишь некоторые наиболее популярные, с нашей точки зрения, микроскопические измерения.
Измерение толщины объекта.
Итак, задавались ли Вы вопросом, что это за такая шкала на микровинтах лабораторных биологических, металлографических и многих других типов микроскопов? Для чего она нужна? Хоть и предполагается, что под биологическим микроскопом исследуют прозрачные плоские образцы, все же в терминах микроскопии, такой образец (например, гистологический срез) может иметь некоторую толщину, пусть и измеряемую в микрометрах. Естественно, если же говорить об исследовании минералов, горных пород, руд, металлов и сплавов, то такие объекты, очевидно, будут иметь какие-то углубления, трещины и пр. Собственно-то, ввиду неоднородности объекта при наблюдениях в микроскоп одни детали будут в фокусе, другие же – расфокусированные.
Итак, верхней поверхности образца, его выступу, соответствует одно положение микровинта настройки фокуса, а нижней поверхности образца, его углублению, впадине – другое положение микровинта. Нетрудно догадаться, что сравнив эти два положения микровинта и определив их разность, мы сможем вычислить толщину объекта.
При наблюдении в иммерсионные объективы данная величина и будет составлять толщину объекта. А вот с использованием сухих объективов полученное значение необходимо умножить на коэффициент 1.5, представляющий собой соотношение между коэффициентами преломления стекла и воздуха.
К сожалению, на точность данного метода влияют возможные сферическая аберрация и артефакты рефракции. Но в целом же, метод обеспечивает довольно неплохую точность измерений.
Измерение ширины и длины объекта с помощью окуляра-микрометра и объекта-микрометра.
Зачастую перед лаборантом также стоит задача установить линейные размеры отдельных микроэлементов и частиц исследуемого препарата. Для выполнения подобной задачи микроскоп необходимо оснастить специальным окуляром со шкалой или сеткой – окуляром-микрометром, и калибровочной линейкой-слайдом – объектом-микрометром. С помощью данных аксессуаров можно определить длину и ширину объекта в микрометрах (микронах).
*Заметка 1. Кстати, обратим внимание, что, независимо от того, используется монокулярный, бинокулярный или тринокулярный микроскоп, для выполнения микрометрических измерений необходим лишь один микрометрический окуляр. Т.е. в случае бино- или тринонасадки, нет необходимости в установке еще одного микрометрического окуляра во второй окулярный тубус. Более того, это было бы даже серьезной ошибкой, так как не позволило бы лаборанту видеть единую цельную картинку шкалы.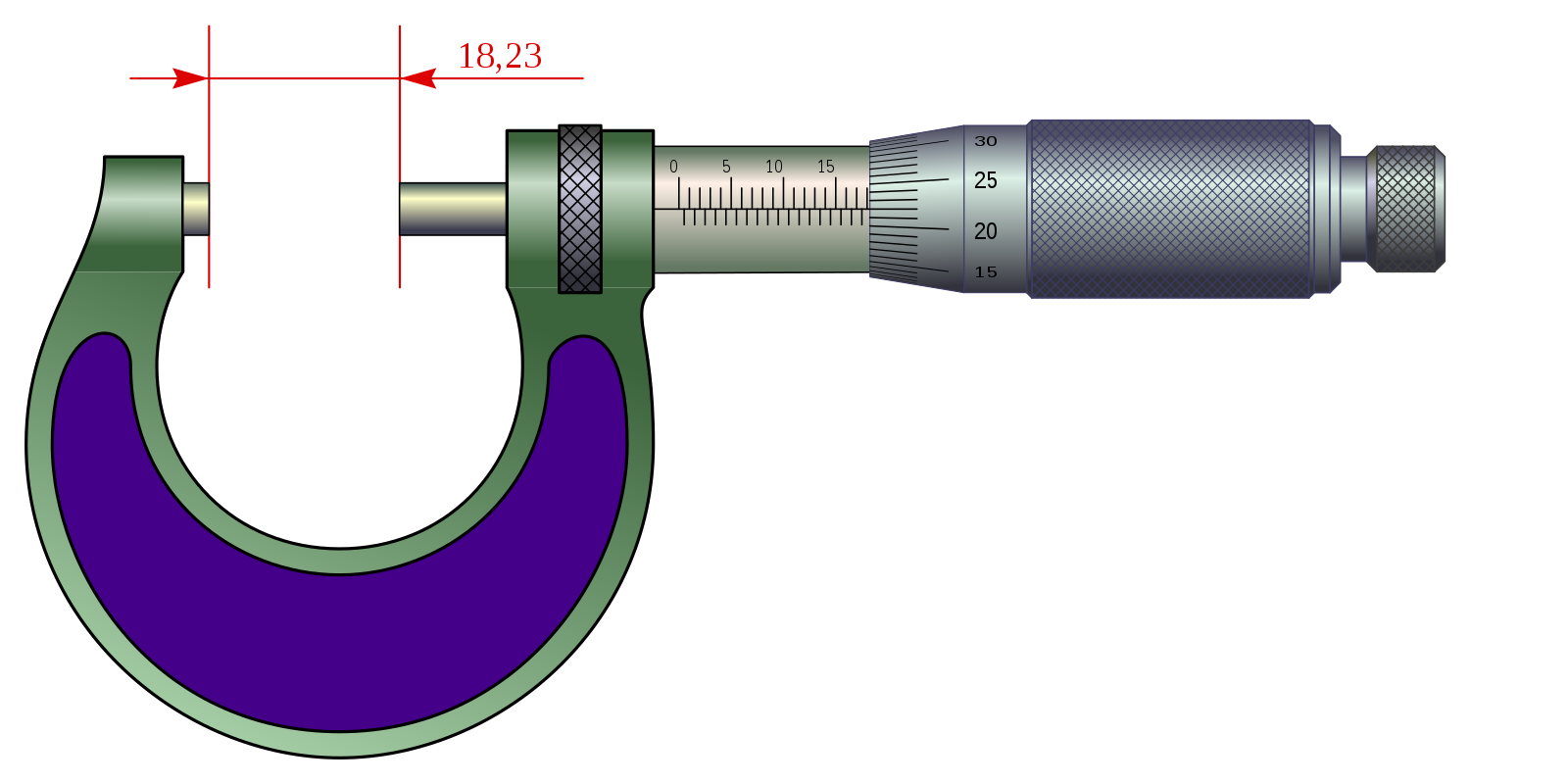
Окуляр-микрометр представляет собой специальный окуляр, в котором в плоскости полевой диафрагмы окуляра (в плоскости промежуточного изображения) установлено дополнительное стеклышко с разметкой – шкалой для выполнения микрометрических измерений, вычисления длины и ширины частиц, величины зерна, глубины слоя (азотирования, цементации), размера микродефектов.
Цена деления самого окуляра-микрометра составляет 0,1мм. При наблюдении же в микроскоп цена деления зависит от конкретной комбинации окуляра и объектива, а также от длины тубуса микроскопа. Так, в идеальных условиях при выборе 100х объектива мы бы получили цену деления 0,001мм (1 микрометр). Методом интерполяции нетрудно было бы получить, что:
- 100х объектив и 10х окуляр-микрометр => цена деления 0,001мм=1мкм
- 40х объектив и 10х окуляр-микрометр => цена деления 0,0025мм
- 20х объектив и 10х окуляр-микрометр => цена деления 0,005мм
- 10х объектив и 10х окуляр-микрометр => цена деления 0,01мм
- 4х объектив и 10х окуляр-микрометр => цена деления 0,025мм
Однако же, при производстве объективов принято считать допустимую погрешность увеличения в пределах 2-2.5%. Так, 100х объектив по факту может оказаться 97.5х или 102.5х. Но лаборанту не будет это известно до тех пор, пока не будет выполнена калибровка. По этой причине лаборанты вынуждены самостоятельно выполнять калибровку окуляра-микрометра для каждого объектива с помощью такого аксессуара, как объект-микрометр. И так как каждый объектив может иметь определенную погрешность увеличения, то ни о какой интерполяции на практике не может быть и речи.
Объект-микрометр представляет собой специальное предметное стекло (пластину) со шкалой. В большинстве случаев, шкала выполнена в виде линейки длиной 1мм, разделенной на десятые и сотые доли. Цена деления такой линейки равна 0.01мм. Но встречаются и модели с ценой 0.1мм, а также есть необычные калибровочные слайды со специальными оригинальными сетками, окружностями, перекрестиями и т.п.
Цена деления такой линейки равна 0.01мм. Но встречаются и модели с ценой 0.1мм, а также есть необычные калибровочные слайды со специальными оригинальными сетками, окружностями, перекрестиями и т.п.
Итак, разместив объект-микрометр на предметном столике микроскопа, можно легко и просто выполнить калибровку окуляра-микрометра. Настроив резкость (фокус) при заданном объективе в микроскопе четко видны две сетки: сетка окуляра-микрометра и сетка объекта-микрометра. Поворачивая окуляр-микрометр в окулярном тубусе, и перемещая калибровочный слайд в плоскости предметного столика с помощью препаратоводителя, необходимо добиться того, чтобы штрихи-деления сеток окуляра и калибровочной линейки находились параллельно друг другу. Определив, сколько делений шкалы объекта-микрометра укладывается в шкале окуляра-микрометра для объективов большого и среднего увеличения, или, наоборот, для объективов малого увеличения, можно вычислить и непосредственно цену деления окуляра-микрометра по совершенно несложной математической формуле:
Цок= N*Цоб/K,
где Цок — цена деления окуляра-микрометра, Цоб – цена деления объектива-микрометра, N – число делений объектива-микрометра, K – число делений окуляра-микрометра.
Так, например:
Если лаборант все время работает за одним микроскопом, то ему вполне достаточно единожды выполнить подобную поверку-калибровку для каждого объектива, запротоколировать у себя полученные данные и использовать их в дальнейшем.
*Заметка 2. Учтите, что в случае, если микроскоп оснащен специальными объективами с механизмом коррекции на толщину покровного стекла, то все сравнительные микроскопические измерения следует выполнять при одинаковой настройке такого корректирующего устройства.
*Заметка 3. Кстати, определять линейные размеры микроэлементов образца также можно и с помощью специальной цифровой камеры для микроскопа и соответствующего программного обеспечения.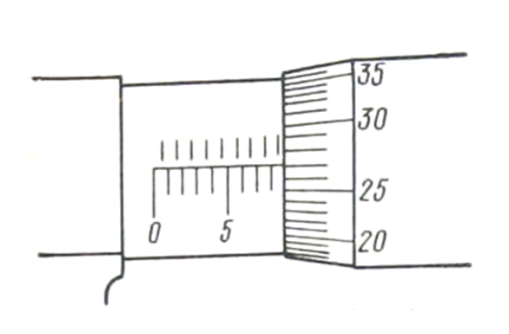 Объект-микрометр также используется для калибровки цифровой камеры для каждого объектива отдельно согласно инструкции к камере.
Объект-микрометр также используется для калибровки цифровой камеры для каждого объектива отдельно согласно инструкции к камере.
Определение линейной меры микрообъекта с помощью координатного столика, препаратоводителя и шкалы нониуса.
Также в лабораторных микроскопах, оснащенных координатным столиком, предусмотрена возможность определения линейных размеров (длины/ширины) микрообъектов с помощью шкалы нониуса. Допустимы точные измерения от 0,1мм и приблизительные – до 0.05мм. С этой целью в окулярные тубусы микроскопа должны быть установлены окуляры с перекрестием либо с указателем. Аккуратно поворачивая винты координатного перемещения образца, добиваются совпадения точки измеряемого объекта, принимая ее за исходную точку отсчета, с перекрестием. При этом фиксируется показание шкалы нониуса. Далее перемещением препаратоводителя по оси Х или по оси У (продольным либо поперечным перемещением) передвигаются к конечной точке отсчета, после чего устанавливают и фиксируют новые показания шкалы. Подсчитав разность установленных показаний, находят соответствующие линейные размеры исследуемого препарата.
Кроме того, существуют и ряд других микроскопических измерений, выполняемых, например, с помощью специальных счетных камер. Но это уже темы для других статей.
Автор статьи (текст и фото): Галина Цехмистро
Расчет шкалы нониуса штангенциркуля. Пример решения задачи.
Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
- а) – 38,8 мм;
- б) – 58,6 мм.
2. Метод измерений.
В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.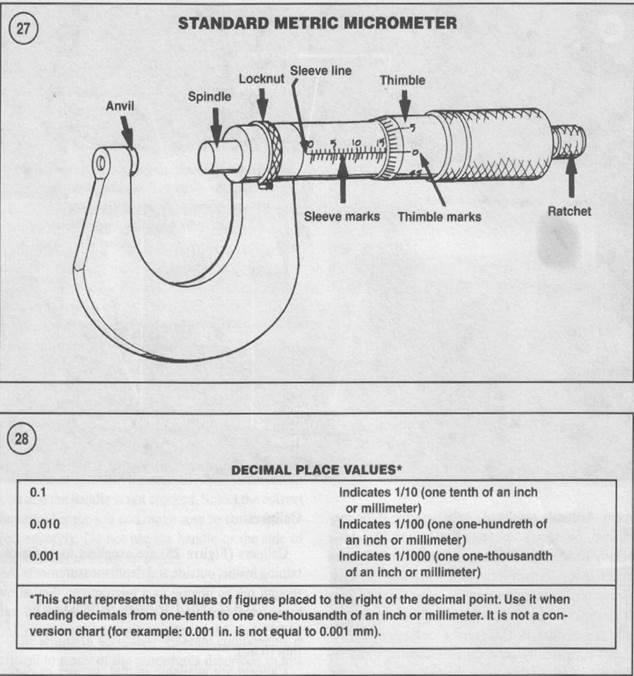
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
n = c/i = 1/0,1 = 10,
где c — интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ — модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей.
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм.
Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
***
Общее устройство штангенинструментов
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра.
По нониусу отсчитывают десятые и сотые доли миллиметра.
Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1).
Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи.
На подвижной рамке установлен стопорный винт.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.
***
Допуски и посадки подшипников качения
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
| о компании | ||||||||||
| Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее | ||||||||||
|
| |||||||||
 Мы рады предложить Вам услуги по поверке манометров показывающих, напоромеров, мановакуумметров на самых выгодных условиях! В случае … подробнееДоставка товаров Теперь для Вашего удобства возможно приобрести средства измерений с доставкой по РБ. Подробнее смотри здесь. … подробнееМетрологический сервис Уважаемые коллеги, напоминаем, работает сервис по оказанию метрологических услуг. Вы можете заказать поверку или калибровку самых различных СИ, при этом Вам предлагается удобный и простой сервис: Вы можете отследить исполнение Вашей заявки на … подробнее
Мы рады предложить Вам услуги по поверке манометров показывающих, напоромеров, мановакуумметров на самых выгодных условиях! В случае … подробнееДоставка товаров Теперь для Вашего удобства возможно приобрести средства измерений с доставкой по РБ. Подробнее смотри здесь. … подробнееМетрологический сервис Уважаемые коллеги, напоминаем, работает сервис по оказанию метрологических услуг. Вы можете заказать поверку или калибровку самых различных СИ, при этом Вам предлагается удобный и простой сервис: Вы можете отследить исполнение Вашей заявки на … подробнее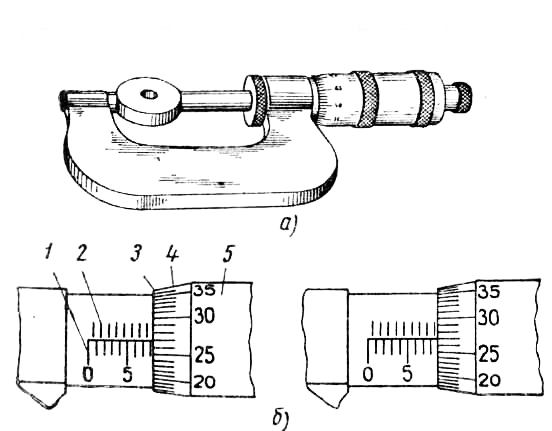 05, ШЦ-II 300 0.05 Штангенциркули ШЦ-II с диапазонами измерений 0…250 мм и 0…300 мм, с ценой деления 0,05 мм производства КНР. Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …… подробнее
05, ШЦ-II 300 0.05 Штангенциркули ШЦ-II с диапазонами измерений 0…250 мм и 0…300 мм, с ценой деления 0,05 мм производства КНР. Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …… подробнееОшибки при измерении физических величин в диагностике и экспертизе.
Автотехническому эксперту и диагносту при работе приходится сталкиваться с проведением различного рода измерениями. Суть процесса измерения – сравнение реального значения физической величины с однородной ей эталоном, принятым за единицу. При измерениях, к примеру, размер сравнивается с единицей длинны – метром, сила тока сравнивается с Ампером, напряжением с Вольтом и т. п. Измерения проводятся с использованием соответствующих измерительных приборов, которые и производят сравнение и выдают результат в виде, удобном для считывания или последующей обработки.
Однако произвести измерения с абсолютной точностью невозможно – всегда будет иметь место неточность или погрешность. Единственное исключение из данного правила – измерение дискретных величин, таких как количество, но и здесь можно ошибиться. Основные причины неточности в измерениях возникают в следующих случаях:
· Измерительный прибор не является абсолютно точным и имеет погрешность. Данная погрешность может быть оценена заранее. Для различных приборов погрешности определяются по-разному:
◦ Погрешность может быть указана в паспорте измерительного прибора
◦ Может быть указан класс точности прибора – величина, умножая которую на максимальное значение шкалы в итоге получим погрешность данного прибора.
◦ Если не указан класс точности прибора и в паспорте не содержатся сведения о погрешности, то погрешность будет равна половине цены деления шкалы. Для приборов с фиксированным шагом (секундомер, к примеру), нониусом (штангенциркуль), либо с цифровым дисплеем, погрешность будет равна шагу, минимальному значению, которое можно замерить данным прибором.
Точность измерительных приборов со временем снижается. Тот же микрометр требуется периодически настраивать с использованием прилагаемой концевой меры.
· Измерительный прибор воздействует на объект измерения. Пример – штангенциркуль (или микрометр) сжимает измеряемый объект, что приводит к уменьшению размера. При измерении размеров деталей из твердых и прочных материалов (например, сталей) деформация пренебрежимо мала – штангенциркуль ее не почувствует. Если же материал будет мягче, то деформация может достигнуть и превзойти величину, сопоставимую цене деления прибора, и в итоге это отразится в результате проведенных измерений. Заедающая или перетянутая трещотка микрометра может привести к перетяжке винта и, соответственно, сжатию измеряемого объекта и смещению губок микрометра на воспринимаемую шкалой величину.
· Воздействие параметров объекта и внешних условий на измеряемую величину. Измеряемый объект может быть подвержен влиянию, как внешней среды, так и обладает другими параметрами, влияющими на измеряемую величину. Пример – тепловое расширение материалов. Суть в том, что при большей температуре деталь имеет бОльшие размеры. Рассмотрим простейший пример – измеряется стальной вал диаметром 50 мм при температуре самого вала 60 градусов Цельсия. Примем коэффициент теплового расширения стали 13*10-6. Измерения проводятся микрометром, паспорт которого требует проведения измерений при температуре 20±0,5ºC. В итоге получаем размер 50,026 мм. Такое различие в диаметре микрометр вполне указывает и выдается специалистом, в итоге, неверный результат. Алюминиевые сплавы имеют больший коэффициент температурного расширения и размеры деталей выполненных из них зависят от температуры в еще большей степени. Можно еще вспомнить пример из жизни – регулировка клапанного зазора. Если зазор будет регулироваться при температуре, заметно отличной от требуемой +20ºC, то итоговый зазор (на двигателе, нагретом до рабочей температуры) выйдет за пределы допуска и клапанный механизм будет работать некорректно. Хотя допуск клапанного зазора составляет 0,05-0,1 мм.
Хотя допуск клапанного зазора составляет 0,05-0,1 мм.
· При измерениях чувствительный элемент измерительного прибора взаимодействует с объектом измерения. Взаимодействие (например, контакт) проходит не идеально. Пример – измерение электрического сопротивления электромеханического или электронного компонента. При таких измерениях прибор позывает сумму сопротивлений измеряемого объекта, сопротивлений проводов и контактов от объекта до прибора (сам прибор тоже не идеален). В итоге, довольно часто, контактные сопротивления (в месте контакта щупа прибора с выводом измеряемого устройства) оказываются весьма заметны на фоне сопротивления измеряемого объекта. При измерениях размеров неправильное положение чувствительных элементов прибора (например, перекос микрометра или нутромера) приводит к весьма заметной погрешности.
· Использование различных приспособлений также вносит в измерения свою погрешность, потому как приспособления изготовлены не идеально точно.
По частоте возникновения погрешности можно разделить на два основных типа:
1.Систематические. Это те погрешности, которые возникают в любом случае, сколько бы измерений не было проведено. Основные причины данных ошибок описаны выше.
2.Случайные. Данные погрешности возникают из-за действия случайного фактора. Например, под чувствительный элемент прибора или в контакт попал посторонний предмет, измеряемый объект некорректно лег в опорах, плохой контакт щупа измерительного прибора с разъемом измеряемого объект и т. п. При повторном измерении данная погрешность исчезает (либо заменяется другой такого же характера). Избавиться от такой погрешности можно путем проведения нескольких повторных измерений. Если при одинаковых условиях результаты отдельных измерений заметно отличаются от остальных, то это и будет результат измерения со случайной погрешностью. Учитывать такой результат не стоит, но разобраться в причине возникновения случайной погрешности есть смысл.
Как видно, существует множество причин, по которым показания прибора могут заметно отличаются от истинного значения измеряемой величины. На объект измерения и прибор действует великое множество различных факторов, которые в той или иной степени изменяют измеряемую величину и показания прибора. Все учесть, конечно, невозможно. Но учет факторов, влияющих на показания прибора в заметной степени (изменение показаний прибора на величину в несколько делений и более) необходим. Поэтому, прежде чем проводить измерения, стоит оценить погрешности и затем учесть их. Все это важно как для проведения диагностики узлов и деталей автомобиля,а так же и в ходе проведения из экспертизы.
На объект измерения и прибор действует великое множество различных факторов, которые в той или иной степени изменяют измеряемую величину и показания прибора. Все учесть, конечно, невозможно. Но учет факторов, влияющих на показания прибора в заметной степени (изменение показаний прибора на величину в несколько делений и более) необходим. Поэтому, прежде чем проводить измерения, стоит оценить погрешности и затем учесть их. Все это важно как для проведения диагностики узлов и деталей автомобиля,а так же и в ходе проведения из экспертизы.
Специалист Александр (ник на форуме Sancho)
регулировка и описание, примеры и эталон; эксплуатация
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но ограничен меньшим диапазоном измеряемой длины. Они изготовляются с метрической и дюймовой шкалами измерений. В последнее время нашли широкое применение устройства с электронной системой измерения. Сегодня без такого точного прибора невозможно выпустить ни одно современное изделие металлообработки.
Принципиальное устройство микрометра
Последние модели устройств оснащены двумя усовершенствованиями, которые помогают выполнить качественно измерения. Первым из них является блокировка винта, которая фиксирует его в любых положениях. Микрометр можно установить в нужное положение, а затем заблокировать. Второе усовершенствование — трещотка, расположенная на конце барабана. Теперь относительно небольшое давление на барабан может привести к значительной силе, действующей между двумя зажимами.
Если усилие будет чрезмерными, оно может вызвать перенапряжение измерительной конструкции, привести к её повреждению и неправильным показаниям. Чтобы преодолеть эту проблему, нужно настроить прибор, в этом помогает барабан, который приводится в движение через трещотку. Существуют три типа микрометров:
- Внешние используются для измерения внешнего расстояния или диаметра с точностью до 0, 001 дюйма.
- Внутренние используются для измерения внутреннего диаметра с точностью до 0, 001 дюйма.
- Глубинные используются для измерения глубины с точностью до 0, 001 дюйма.
Они обычно состоят из таких элементов:
- Скоба.
- Пятка.
- Винт.
- Зажим.
- Трещотка.
- Стебель.
- Барабан.
- Шкалы.
Правильное использование и уход
Это очень точное и надёжное измерительное устройство. Однако, работа с микрометром, долговечность и функциональность, будет зависеть от правильного ухода:
- Прежде чем пытаться вращать трещотку, нужно обязательно разблокировать блокирующий зажим.
- Очистить измерительные поверхности чистой тканью до и после измерений.
- Необходимо периодически чистить винт, чтобы предотвратить попадание любых загрязняющих веществ.
- Не оставлять открытым микрометр на жарком солнце, тем более не выполнять измерения нагретым прибором. Это также приведёт к ошибочному чтению показателей.
Настройка прибора на ноль
Когда микрометр перед измерением уже показывает минимальное значение, т. е. горизонтальная линия не совпадает с «0» на барабане, его необходимо отрегулировать. Для этого в каждом микрометре используется специальный зажим. Чтобы сделать настройку, закрутите его в сторону винта и вставьте отвёртку в отверстие зажима. Это не потребует больших усилий, чтобы повернуть зажим, который закрепит винт, и он тогда никогда не будет двигаться сам по себе. Более крупные устройства поставляются с эталоном для проверки правильности калибровки.
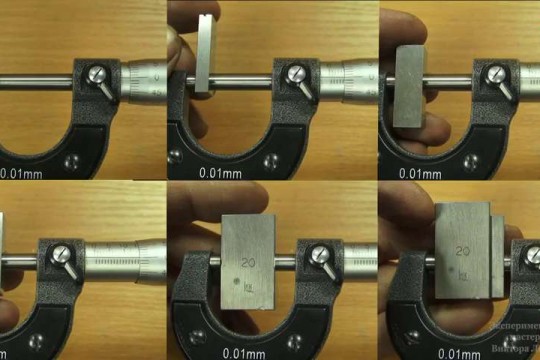
При проверке обязательно нужно держать его между пяткой и винтом, слегка править и вращать барабан пальцами, аккуратно поворачивая его, когда он зажимается.
Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.
Замеры длин в дюймах
Эта простая инструкция научит, как мерить микрометром. Шаг винтовой резьбы на стандартном шпинделе составляет 40 нитей на дюйм. Один оборот барабана продвигает винт или к пятке ровно 1 / 40, или 0, 025, равное расстоянию между двумя градуировочными окончаниями на шкале. Линия считывания на шкале делится на 40 равных частей вертикальными линиями, соответствующих количеству нитей на винте.
Поэтому она обозначает 1 / 40 или 0, 025. Каждая четвёртая строка, длина которой больше, чем остальные, обозначает 0. 100, она пронумерована.
Скошенная грань делится на 25 равных частей, каждая строка которых составляет 0, 001, и каждая строка может быть или не быть пронумерована, однако, каждая пятая строка пронумерована обязательно.
Как читать микрометр, градуированный в 0, 01 мм
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Измеритель с градуировкой в 0, 001 мм
Микрометрическое считывание 5. 783 миллиметра.
На приведённом выше рисунке этот микрометр имеет дополнительную шкалу Нониуса. Он читается примерно так же, что и в предыдущем примере, однако, более точное чтение может быть получено с помощью шкалы Нониуса. Таким образом, показание будет 5. 00 + 0. 5 + 0. 28 +. 003 = 5. 783 мм. Если пользователю все ещё непонятно, можно в интернете посмотреть описание и видеоурок, как пользоваться микрометром.
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных).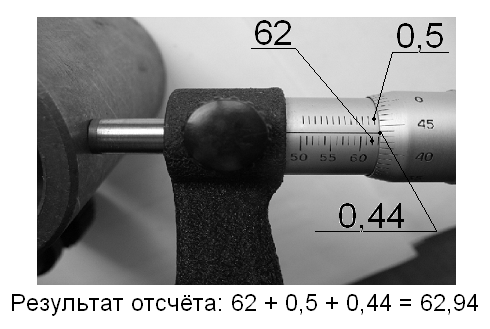 Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Измерения с помощью цифровых микрометров
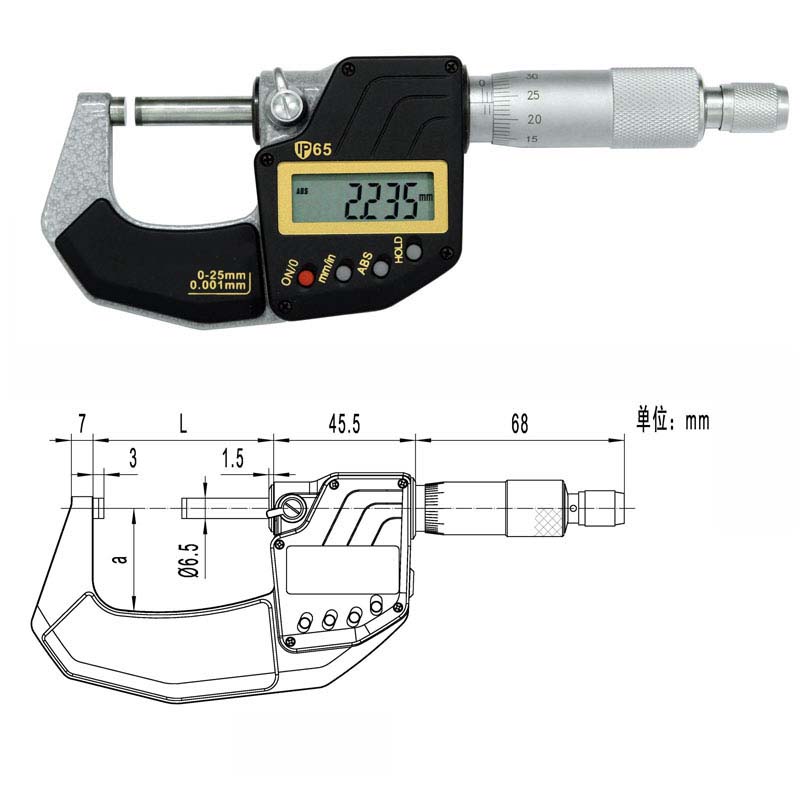
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
- Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Не нужно прикасаться к измерительной поверхности микрометра и предмета руками, потому что пот на руках вызывает неточность измерения. Вы должны держать их сухими и чистыми все время.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
- Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Он может обеспечить высокоточное считывание с помощью ЖК — дисплея. Таким образом, вы можете получить показания непосредственно с большого ЖК — дисплея.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.

Рейтинг цифрового измерителя 2018
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
Оцените статью: Поделитесь с друзьями!Выбор измерительных средств. Приемы и точность измерений: штангенглубиномер, микрометрический нутромер, резьбовой микрометр, резьбомеры
Большое разнообразие объектов измерений приводит к большому разнообразию контрольно-измерительных инструментов и приборов, а также методов и приемов измерений. Вместе с тем в зависимости от назначения отдельных деталей машин, измерения необходимо производить с различной точностью. В одном случае достаточно воспользоваться обычной масштабной линейкой, а в другом — применить точный прибор, дающий возможность произвести измерение с точностью до величины ±0,01 мм.
Допустим, требуется замерить диаметр поршня. Его можно замерить кронциркулем и масштабной линейкой, штангенциркулем и микрометром. В первом случае точность измерений соответствует величине —0,5 мм, во втором — от 0,1 до 0,05 мм, а в третьем — 0,01 мм.
Нормальные условия выполнения линейных и угловых измерений установлены ГОСТ 8.050-73. Погрешности, допускаемые при измерении линейных размеров от 1 до 500 мм, в зависимости от допусков и номинальных размеров изделий регламентированы в ГОСТ 8.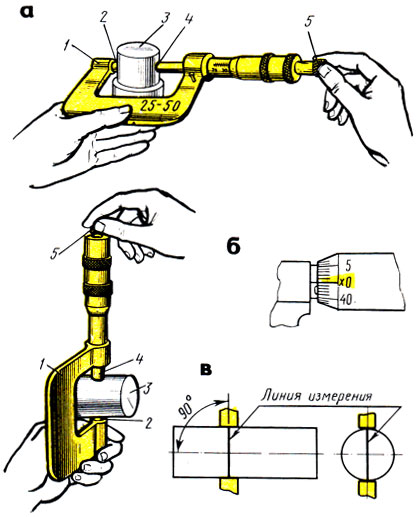 051-73. Предел допускаемой погрешности измерения учитывает влияние погрешности измерительных средств, установочных мер, температурных деформаций, метода измерения и т. д. Результат измерений с погрешностью, не превышающей допускаемую, принимают за действительное значение.
051-73. Предел допускаемой погрешности измерения учитывает влияние погрешности измерительных средств, установочных мер, температурных деформаций, метода измерения и т. д. Результат измерений с погрешностью, не превышающей допускаемую, принимают за действительное значение.
Основные факторы, влияющие на выбор средства измерения, — это размер и квалитет (класс точности) измеряемого изделия, допускаемая погрешность средства измерения, условия и метод использования средства измерения.
Раздвижной измерительный инструмент с линейным нониусом. Штангенциркуль — многомерный раздвижной инструмент с нониусом* для измерения наружных и внутренних размеров, диаметров, глубин и высот деталей. Конструкции выпускаемых штангенциркулей позволяют производить отсчет размеров с точностью до 0,1 и 0,05 мм. Такая высокая точность достигается применением специального устройства для отсчета — линейного нониуса.
На рис. 129 изображен штангенциркуль (универсальный) с точностью измерений до 0,1 мм ГОСТ 116-89. Он состоит из штанги 1, на которой нанесена шкала линейки, губок 2 и 9 и перемещающейся по штанге рамки 7 с губками рамки 3 и 8.
Рис. 129
Измеряемый предмет слегка зажимают между губками, фиксируют рамку зажимным винтом 4 и затем по шкалам штанги и нониуса производят отсчет размера. В пазу обратной стороны штанги свободно скользит линейка 5 глубиномера, представляющая собой плоский стержень. Один конец ее жестко соединен с рамкой. В сомкнутом положении свободный торец линеики глубиномера точно совпадает с торцом штанги. При измерении глубины штанга торцом устанавливается на плоскость детали у измеряемого отверстия. Нажимом на рамку стержень глубиномера перемещают до упора в дно отверстия и затем фиксируют положение рамки зажимным винтом.
Отсчет размеров производят по штанге и нониусу. Нониус длиной 19 мм разделен на 10 частей. Одно его деление, таким образом, составляет 19/10 = 1,9 мм, что на 0,1 мм меньше целого миллиметра (рис. 130,I). При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета 0,1 мм, умноженной на порядковый номер штриха нониуса, не считая нулевого (рис. 130, II). Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета ОД мм на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
130,I). При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета 0,1 мм, умноженной на порядковый номер штриха нониуса, не считая нулевого (рис. 130, II). Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета ОД мм на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
На рис. 130, III показано два примера отсчета. В первом по шкале штанги читаем целое число 39 мм, затем по шкале нониуса определяем дробную величину 0,1 мм х 7 = 0,7 мм (седьмой штрих обозначен крестиком). Значит, замеряемый размер 39 мм + 0,7 мм = 39,7 мм. Во втором примере аналогично первому определяем 61 мм + 0,1 мм х 4 = 61,4 мм.
Рис. 130
Точность отсчета в 0,1 мм иногда бывает недостаточной. В этом случае пользуются штангенциркулем, позволяющим производить измерение с точностью до 0,05 мм.
Штангенглубиномер (ГОСТ 162-90) (рис. 131) предназначен для измерения глубины глухих отверстий, пазов, канавок, уступов и высот с величиной отсчета по нониусу 0,1 и 0,05 мм. Он отличается от штангенциркуля только конструкцией: штанга заканчивается срезанным торцом, являющимся измерительной поверхностью, рамка имеет вместо губок широкую опорную поверхность — основание 1.
Рис. 131
При измерениях штангенглу- биномер основанием устанавливают над отверстием, а штангу выдвигают до упора в его дно. Далее все действия аналогичны операции по замеру детали штангенциркулем.
Микрометрический измерительный инструмент. Микрометр (ГОСТ 6507-90) — более сложный по устройству инструмент, чем рассмотренные раньше (рис. 132). Он позволяет производить измерения с большей точностью.
Рис. 132
Микрометр для наружных измерений состоит из подковообразной скобы 1, пятки 2, стебля 5, зажимного устройства — стопора 4, барабана 6 с микрометрическим винтом 3, колпачка 7 с насечкой, навинченного на правую часть барабана, и трещотки, присоединенной при помощи винта к торцу шейки колпачка. Отсчеты измерений производятся по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
Отсчеты измерений производятся по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
Шкала на стебле имеет 25 делений, нанесенных вдоль оси стебля сверху и снизу и перпендикулярных к ней с расстоянием между ними в 1 мм. Штрихи, расположенные над риской, смещены вправо относительно нижних штрихов на 0,5 мм. По ,нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.
При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, т. е. на расстояние, равное 0,5 мм : 50 = 0,01 мм.
Для определения какого-либо размера детали микрометром ее помещают между пяткой 2 и торцом микрометрического винта 3. Затем поворачивают барабан до тех пор, пока торец микрометрического винта не приблизится к поверхности детали. Дальнейшее продвижение винта 3 производят при помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный треску пружины часов при заводе, поворот колпачка прекращают. После этого стопором 4 стопорят микрометрический винт, отделяют микрометр от детали и считывают показания.
Отсчет показаний производят следующим образом (рис. 133): если кромка барабана остановится ближе к нижнему штриху стебля (рис. 133, I), то число целых миллиметров полученного размера определяют по нижнему делению шкалы, а Число сотых долей миллиметра — по показаниям барабана. Так, приведенное на рисунке положение шкал соответствует размеру 8 + 0,24 = 8,24 мм;
Рис. 133
если кромка барабана остановится ближе к верхнему штриху стебля, то полученный размер представит сумму трех величин: числа целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле плюс 0,5 мм от него до верхнего деления и плюс показания сотых долей миллиметра по барабану. В приведенном случае (рис.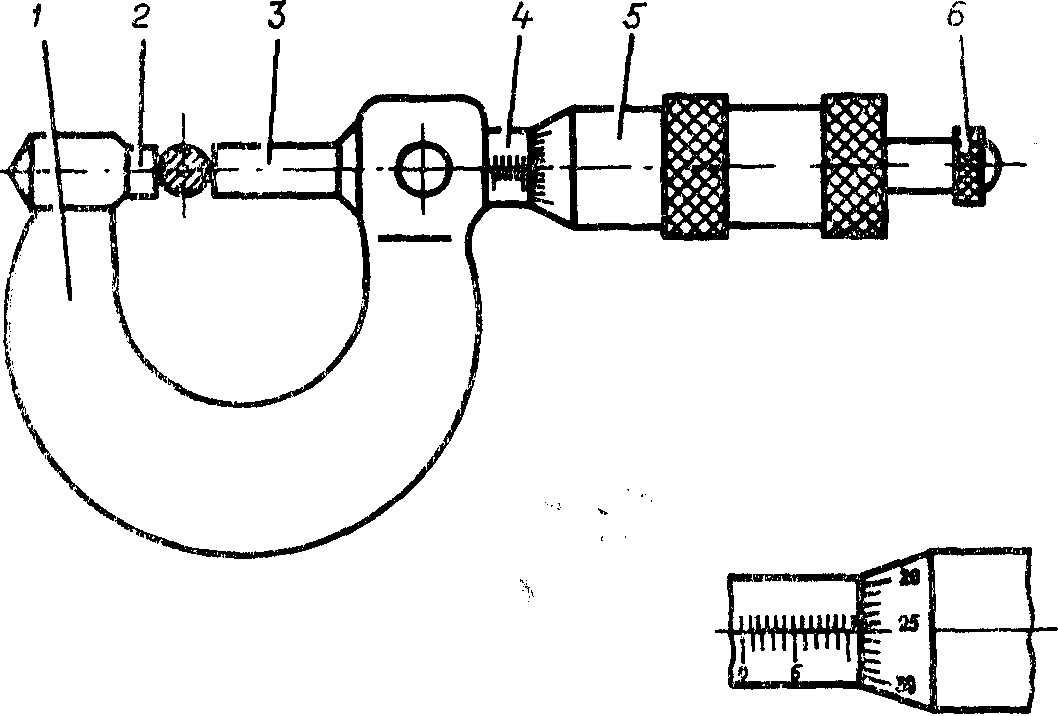 133, II) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм. На рис. 134 показаны приемы измерения деталей микрометром.
133, II) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм. На рис. 134 показаны приемы измерения деталей микрометром.
Рис. 134
Микрометрический нутромер (штихмас) (ГОСТ 10-88) служит для измерения внутренних размеров деталей, а также размеров диаметров отверстий. Точность измерений нутромером такая же, как и микрометром — 0,01 мм. Состоит он (рис. 135) из головки и сменных калиберных стержней (удлинителей). Микрометрическая головка состоит из микрометрического винта 6, расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника 1. С помощью сменных наконечников (удлинителей) увеличивают предел измерений.
Рис. 135
Считывают размеры при пользовании зтим инструментом так же, как и при замерах микрометром.
Инструмент для измерения углов и конусов. Размеры углов, как и все другие, могут иметь допуски. Верхнее и нижнее отклонения угловых размеров располагают на чертежах так же. как и линейных размеров. Например, означает угол с номинальным размером 90°, верхнее допустимое отклонение которого равно 10°, а нижнее — 8°. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
Для измерения углов и конусов применяют различные инструменты. Рассмотрим некоторые из них.
Универсальный угломер (ГОСТ 5378-88) (рис. 136) применяют для измерения наружных и внутренних углов различных деталей.
Рис. 10
Угломер состоит из основания 1, на котором нанесена основная шкала на дуге 130°, и жестко скрепленной с ним линейки 4. По дуге основания перемещается сектор 3, несущий нониус 2. К сектору 3 посредством державки 7 может быть прикреплен угольник 6, в котором в свою очередь с помощью державки 8 закреплена съемная линейка 5. Угольник 6 и съемная линейка 5 имеют возможность перемещаться по краю сектора 3.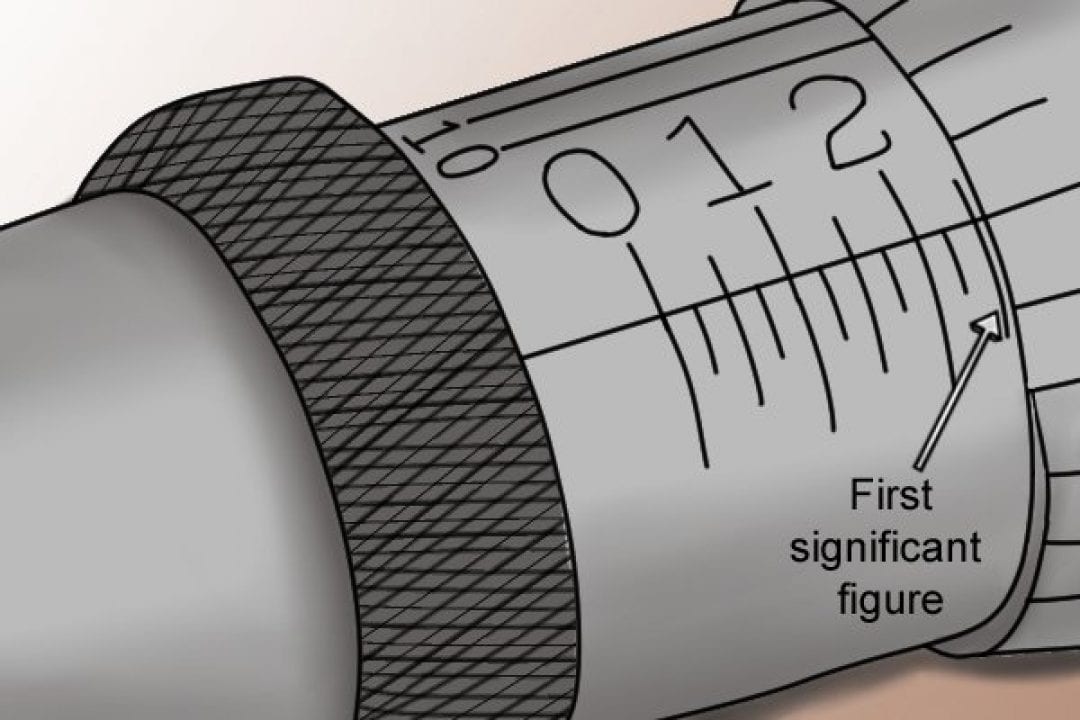
Хотя основная шкала угломера нанесена лишь на дуге 130°, но, меняя установку измерительных деталей, можно измерять углы от 0 до 320°. Точность отсчета по нониусу равна 2′. Отсчет, полученный при измерении угловых величин или при установке заданного угла, производится так же, как и на линейных шкалах штангенинструмента, т. е. по шкале и нониусу. Число градусов отсчитывают по шкале основания, а минут — по шкале иониуса.
Например, на рис. 137 нулевой штрих нониуса пришелся на деление между 76 и 77° основной шкалы, а со штрихом (отмечен крестиком) шкалы основания совпадает 9-й штрих нониуса. Следовательно, по основной шкале отсчитывают 76°, а по шкале нониуса 9 х 2′ = 18′. Значит, угол в данном случае равен 76°18′.
Рис. 137
Калибры и шаблоны. Предельные калибры —скобы ГОСТ 16775-71…16777-71 применяют для контроля наружных диаметров валов по предельным размерам.
Предельная скоба имеет две стороны с размерами: наибольший допустимый ПР — проходная сторона и наименьший допустимый НЕ — непроходная сторона.
На рис. 138 показана схема и прием контроля измеряемого диаметра вала 1 проходной скобой; 2 — непроходная скоба; 3 — проходная скоба. Разница между этими размерами составляет допуск на размер диаметра контролируемого вала. Сторона скобы НЕ делается по наименьшему допустимому размеру диаметра таким образом, чтобы вал не проходил через нее. Действительный размер диаметра вала при этом виде контроля установить нельзя. Нельзя также установить действительный размер отклонений от геометрических форм вала, т. е. овальность, конусность и т. д. Для определения действительного размера диаметра вала и действительных отклонений, выраженных в числовых значениях, следует применять универсальные измерительные средства.
Рис. 138
Предельные калибры — пробки (рис. 139) применяют для контроля цилиндрических отверстий ГОСТ 24962- 81, для определения соответствия размера диаметра отверстия заданным на чертеже пределом (допуском). Принцип контроля этим калибром аналогичен предыдущему.
Принцип контроля этим калибром аналогичен предыдущему.
Рис. 139
Для проверки цилиндрической крепежной резьбы II применяют рабочие, приемные и контрольные калибры ГОСТ 24963-81. Рабочие калибры используют для проверки правильности размеров резьбы изделий в процессе их изготовления. Приемные калибры — для проверки правильности размеров резьбы контролерами и заказчиками. Контрольные калибры (контркалибры) — для контроля и регулировки (установки) размеров рабочих калибров.
Шаблоны широко распространены в машиностроении для проверки деталей сложного профиля. Профиль шаблона (отсюда название профильный калибр — шаблон) по идее представляет собой ту идеальную форму, которую следует придать детали. Проверка шаблоном заключается в прикладывании его к изделию и оценке величины световой щели между проверяемым профилем и измерительной кромкой шаблона. Шаблонами контролируют профиль зубьев зубчатых колес I и зубьев ходовых резьб II, профиль кулачков и шпоночных пазов, радиусы скруглении, углы заточки режущего инструмента и др. (рис. 140).
Рис. 140
Шаблоны профильные служат для определения отклонений действительного профиля зуба от теоретического. Проверка заключается в накладывании шаблона на зуб колеса и определении отклонения по величине световой щели на просвет. Такая проверка не дает числового выражения отклонения, но во многих случаях бывает достаточной.
Кроме специальных шаблонов индивидуального назначения, в производстве используют еще и нормализованные шаблоны. Один из них ГОСТ 4126-82 показан на рис. 141. Он представляет собой набор стальных пластинок с закругленными по определенному радиусу (отмеченному на пластинках) концами. Данный радиусомер имеет комплект пластин для замера радиусов от 1 до 6,5 мм. Промышленность располагает радиусомерами и большего размера.
Рис. 141
Измерение цилиндрических резьб. Наиболее ходовыми средствами измерения и контроля резьбы являются резьбовой микрометр и резьбомеры.
Резьбовой микрометр ГОСТ 4380-86 предназначен для измерения среднего диаметра наружной резьбы на стержне (рис. 142,I). Внешне он отличается от обычного только наличием измерительных вставок: конусного наконечника, вставляемого в отверстие микровинта и призматического наконечника, помещаемого в отверстие пятки. Вставки к микрометру изготовляются парами, каждая из которых предназначена для измерения крепежной резьбы с углом профиля 55 или 60° с определенным шагом. Например, одна пара вставок применяется в тех случаях, когда надо измерить резьбу с шагом 1… 1,75 мм, другая — 1,75 … 2,5 мм и т. д.
Рис. 142
После установки микрометра на нуль вставками как, бы обнимается один виток проверяемой резьбы (рис. 142, II). После того как вставки вошли в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки (рис. 142, III).
Резьбомеры ГОСТ 519-77 (рис.143) применяют для измерения шага резьбы. Это наборы шаблонов (тонких стальных пластинок), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или числа ниток на дюйм для подсчета шага. Резьбомеры изготавливают двух типов: на одном из них № 1 выбито клеймо «М60°», на другом № 2 — «Д55°».
Рис. 143
Для измерения шага резьбы подбирают шаблон-пластинку (гребенку), зубцы которой совпадают с впадинами измеряемой резьбы. Затем читают указанный на пластинке шаг или число ниток на дюйм. Для определения шага по резьбомеру № 2 требуется дюйм — 25,4 мм разделить на число ниток, указанное на шаблоне.
Наружный диаметр резьбы <2 на стержне или внутренний диаметр резьбы D1 в отверстии измеряют штангенциркулем. Зная два этих исходных параметра, подбирают точное значение резьбы по сравнительным таблицам стандартных резьб.
Измерение элементов зубчатых колес.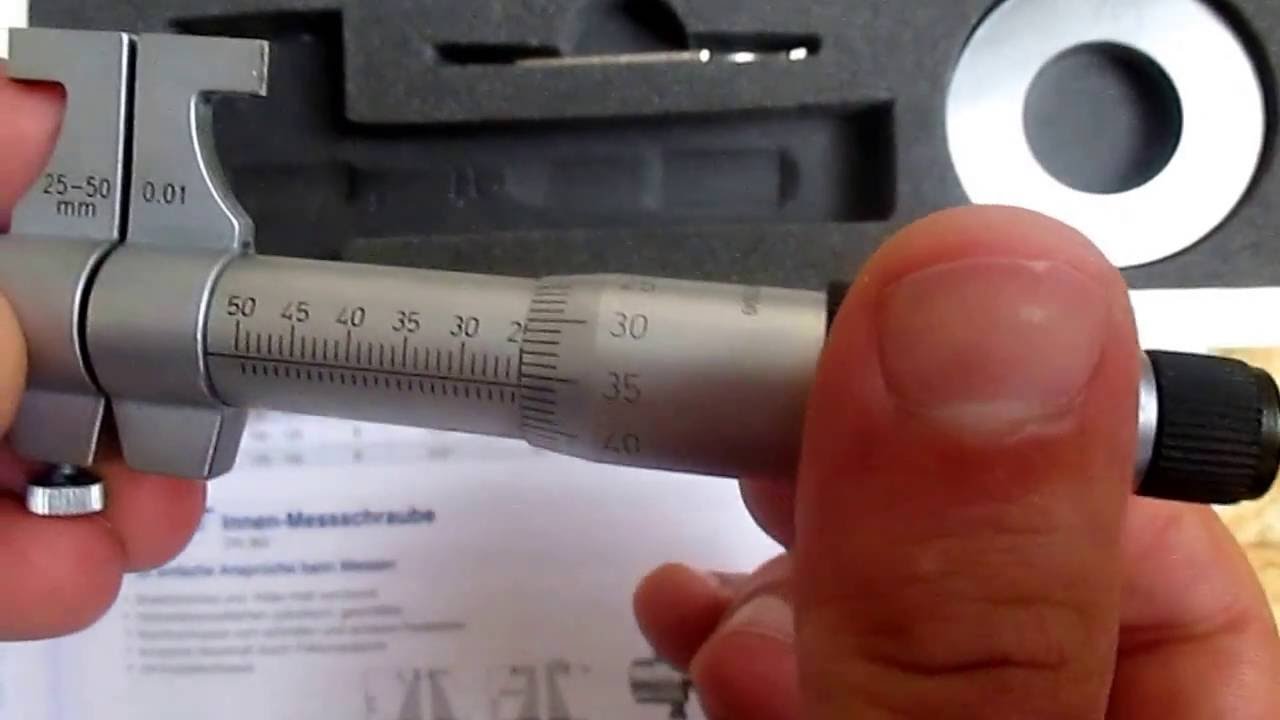 На чертеже зубчатых колес всегда задают размер толщины зуба (длину хорды) как расчетную величину.
На чертеже зубчатых колес всегда задают размер толщины зуба (длину хорды) как расчетную величину.
Штангензубомер — инструмент для замера толщины зуба у зубчатых колес (рис. 144). Он состоит из двух взаимно перпендикулярных линеек 1 и 5 со шкалами. Линейка 1 служит для установки заданной высоты, а линейка 5 для измерения толщины зуба — длины хорды по этой высоте. Заметим, что толщина зуба, замеряемая по хорде делительной окружности, всегда находится на определенном расстоянии от окружности вершин зубьев, что на чертеже специально оговаривается.
Рис. 144
В начале измерения упор 3 устанавливают при помощи нониуса 2 на размер заданной высоты и фиксируют его стопорным винтом. Штангензубомер упором 3 ставят на окружность вершины зуба, который собираются замерить. Затем сдвигают губки горизонтальной линейки до соприкосновения с профилем зуба, после чего по шкале нониуса 4 отсчитывают размер толщины зуба, так же как и при измерении штангенциркулем.
Обычно, когда говорят о точности обмера, подразумевают под этим то максимальное отклонение от истинного размера, которое может получиться при измерении. Например, точность измерения ± 0,02 показывает, что истинное значение может отличаться от прочитанного на шкале инструмента максимум на 0,02 мм. Эта величина характеризует измерительный инструмент, но для практики она неудобна, так как не дает прямого указания, когда в сложившихся обстоятельствах и каким инструментом следует производить измерение. В этом случае удобнее связать тип инструмента с размером допуска. Допуск всегда указан на чертеже. При отсутствии чертежа величину допуска выбирают в зависимости от характера сопряжения данной детали с другими.
Таблица 15
Измерительный инструмент для внешнего промера
Рис. 144 А
Таблица 16
Измерительный инструмент для внутреннего промера
Рис. 144 Б
144 Б
Таблица 17
Измерительный инструмент для промера глубины
Рис. 144 В
В табл. 15, 16 и 17 (рис. 144 А, В и В) приведены рекомендации по применению измерительного инструмента со шкалами в зависимости от установленных допусков и размеров детали. В ней даны верхние пределы применения инструмента, т. е. наименьшие допуски, которые могут быть промерены данным инструментом. Каждый из приведенных в таблице типов инструмента может быть применен и для более грубых промеров.
Совершенствование методов и средств технического контроля осуществляется путем механизации и автоматизации контрольных операций и применением так называемого активного контроля, позволяющего проверять размеры деталей во время их обработки. Прогрессивные средства контроля выбирают исходя из экономической эффективности их применения. Для механизации контрольных операций применяют многомерные контрольные приспособления и различные механические устройства.
В таких многомерных приборах и приспособлениях используются различные жесткие калибры, индикаторы и устройства, основанные на пневматических, электроконтактных и других способах измерения.
Промышленность располагает также автоматами с механическими измерительными устройствами и с электроконтактными датчиками, электроизмерительные устройства которых позволяют с высокой точностью проверять различные геометрические и физические параметры деталей.
Приборы для автоматического контроля деталей в процессе их обработки наиболее часто применяются при шлифовании валов, отверстий, плоскостей и пр. Эти приборы, устанавливаемые на станках, подают сигнал при достижении деталью заданного размера или автоматически изменяют режим обработки и останавливают станок.
* Нониус — вспомогательное отсчетное устройство, повышающее точность оценки долей делений основной шкалы измерительного инструмента
Как считывать внешний микрометр
Как считывать внешний микрометр
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но имеет ограниченные возможности. на меньший диапазон длин. Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
на меньший диапазон длин. Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
Детали внешнего микрометра
Правильное использование и уход за микрометром
Обязательно разблокируйте стопорный рычаг перед попыткой повернуть насадку.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязнения от попадания внутрь рукава. Держитесь за наперсток, когда
требуя большого количества поездок, но когда вы приближаетесь к
объект, который необходимо измерить, используйте храповой упор, чтобы не перетягивать наперсток
и дают ошибочное прочтение. Никогда не оставляйте микрометр на палящем солнце
а затем попытайтесь измерить.Это также привело бы к ошибочному чтению.
Когда микрометр на минимальном значении, горизонтальная линия на рукаве
должен совпадать с 0 на наперстке. Если это не так, это будет
необходимо откалибровать микрометр, вращая гильзу. Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется больших усилий.
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно.Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель. Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, когда вы приближаетесь к стандарту.
- Как читать внешний микрометр
-
Щелкните, чтобы перейти к
1. Считывание шкалы 0,001
2. Считывание шкалы 0,001
3.Считывание шкалы 0,01 мм
4. Считывание шкалы 0,001 ммПрежде всего, основы:
Шаг резьбы винта на стандартном шпинделе составляет 40 витков на дюйм. Один
вращение наперстка продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, соответствующими количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0.025 «. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 «и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляет 0,001 «, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте количество тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве.А теперь несколько примеров:
Как читать микрометр с градуировкой 0,001 дюйма
Наперсток микрометра показывает 0,276 дюйма
На рисунке выше наперсток расположен в положении между 2-я и 3-я пронумерованные градации, таким образом, 2 x 0,100 = 0,200. Прошлое там есть три дополнительных подразделения, что составляет 3 x 0,025 = 0,075. Наконец градация 1 на наперстке — ближайшая к центральной длинной линии на рукав поэтому 1 х 0.001 = 0,001. Таким образом, значение будет 0,200 + 0,075. + 0,001, всего 0,276 дюйма.
Как прочитать внешний микрометр с градуировкой 0,0001 « (с дополнительным нониусом шкала).
Многие микрометры включают нониусную шкалу на втулке в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 миллиметра. производится на метрических микрометрах или 0,0001 дюймов на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке.Количество этого совпадающая линия нониуса представляет собой дополнительную цифру. В следующем примере используется от 1 до 2 микрометров (показано со стандартом 1).
Горизонтальная шкала на рукаве имеет деления каждые 0,025 (25 тысячные). Каждому 4-му выпуску (начиная с 0) присваивается номер. последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается как 100 тысячных.
Вертикальная шкала на наперстке.001 (1 тысячные). Каждая 5-я градация пронумерована для наглядности.
Градуировка по вертикальной шкале на рукаве соответствует 0,0001 (десятая часть тысячные). Это нониусная шкала.Показания микрометра 1,1551 дюйма
-
Показание для этого примера определяется сложением пяти отдельных цифр.
А это:
Длина эталона — 1,0000
Пронумерованная градация на рукаве 1 или 0,1000
Две дополнительные градуировки на рукаве 2-й линии после 1, которая равна 2 x .025 = 0,050 (50 тысячных).
Число тысячных долей по вертикальной шкале наперстка — от 5 до 6, следовательно, .005
Лучшее совпадение двух вертикальных шкал, что означает 1.0001
Сумма всех пяти цифр:
1.0000
0,1000
0,0500
0,0050
0,0001
— это
1,1551, которое просто читается как 1,1551 дюйм или может быть прочитанным как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.Другой пример в дюймах с использованием от 0 до 1 микрометра:
-
Как читать микрометр с нулевой шкалой.01 мм -
Шаг резьбы метрического шпинделя составляет полмиллиметра. (0,5 мм). Один оборот наперстка перемещает лицевую сторону шпинделя в сторону или в сторону. от поверхности наковальни точно 0,5 мм. Линия чтения на рукаве градуирована. над центральной длинной линией в миллиметрах (1,0 мм) с каждым пятым миллиметром пронумерованы. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка делится на пятьдесят равных частей, где каждая строка представляет 0. 01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.
Показания микрометрического наконечника 5,78 ммНа рисунке выше наконечник расположен там, где край наконечника фаска расположена между 5-м и 6-м делением на верхней стороне масштабируйте таким образом 5.0миллиметр. Он также прошёл следующую градуировку на нижней стороне шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на наперсток совпадает с центральной длинной линией рукава. Тогда чтение будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Как читать микрометр с градуировкой 0,001 мм
- Показание микрометра 5,783 миллиметра
На приведенном выше рисунке этот микрометр имеет дополнительную шкалу нониуса. рукав.Он читается примерно так же, как и в предыдущем примере, но более точные показания могут быть получены с помощью этой нониусной шкалы. Выпуск 31 на Наперсток лучше всего совпадает с отметкой 0,003 на рукаве. Таким образом значение будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний всех прецизионных измерений важно держать обрабатываемую деталь перпендикулярно измерительному инструменту. Подумайте о покупке микрометра подставка, которая может служить третьей рукой. Стенд может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части постоянно.

 01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.
01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.Класс отклонен!
Приобретайте наши продукты у следующих розничных продавцов:
Закрытое окно
Анатомия микрометра и способы его чтения
Микрометр — один из инструментов, используемых для измерения предметов различных небольших размеров. В этом посте мы рассмотрим анатомию микрометра и то, как их читать. В качестве примера мы будем использовать микрометр Mitutoyo.
В этом посте мы рассмотрим анатомию микрометра и то, как их читать. В качестве примера мы будем использовать микрометр Mitutoyo.
Рама
Рама обычно имеет U-образную форму. Есть рамки с цифровым считыванием. Он также используется для крепления микрометра. Тепло может повлиять на показания микрометра, поэтому рамка должна быть изготовлена из материала, который может поглощать это тепло, например из пластика.
Наковальня
Наковальня — это компонент, который не перемещается, поэтому объект, который необходимо измерить, будет удерживаться там.
Шпиндель
Шпиндель также удерживает объект, который необходимо измерить, но он перемещается за счет вращения насадки.Шпиндель должен быть плотно прижат к объекту. Внутри шпиндель имеет резьбу и соединяется с винтом.
Зажим
Этот зажим используется во время считывания результатов измерения и фиксирует измеряемый объект на месте для точного считывания. Положение блокировки обращено к шпинделю.
Гильза
На гильзе видна первичная шкала, а наперсток вращается вокруг нее. Индексная линия также расположена на рукаве для показаний измерений.
Наконечник
Наконечник также может перемещаться, вращаясь вокруг рукава, как упоминалось ранее. Вторичная шкала находится на наперстке для измерения с более высоким разрешением. Поверхность рифленая для правильного захвата при вращении.
Ограничитель с храповым механизмом
В конце микрометра находится ограничитель с храповым механизмом, он также помогает при правильном считывании. Это гарантирует, что объект удерживается с правильным давлением — вы услышите щелчок при его повороте, чтобы подтвердить соответствующее давление.
Как читать микрометр
Для получения точных показаний микрометр лучше всего измеряет, когда он установлен, чтобы избежать ненужного нагрева во время работы. Обычно рама используется для крепления микрометра.
Обычно рама используется для крепления микрометра.
Если вам все же нужно держать рукой, рекомендуется измерять положение руки, показанное ниже. Может пригодиться использование микрометра в полевых условиях.
Как держать микрометр в рукеСовет: При удерживании в руке используйте ладонь и палец, чтобы закрепить раму.
Первичная шкала расположена на рукаве. Эта шкала содержит показания приращения 1 мм и приращения половины мм. Вторая шкала расположена на наперстке и насчитывает 50 отметок.
ВесыКогда вы измеряете свой объект, считайте только выставленные отметки до края наперстка.
ИзмеренияПока что на изображении 7 мм.
Для измерения с шагом сотых миллиметра используйте указательную линию, чтобы она соответствовала отметке на второй шкале на наперстке.
В примере на изображении размер наперстка составляет 0,14 мм.
Для получения общего показания просто добавьте измерение первичной шкалы и измерение вторичной шкалы.
7 мм + 0,14 мм = 7,14 мм
Следовательно, размер изображения 7,14 мм.
Совет: Если на основной шкале отображается приращение в половину мм, добавьте 0,5 мм к общему показанию.
На рынке представлено множество микрометров, от простых, таких как Mitutoyo выше, до микрометров с цифровым считыванием и множества размеров как в дюймах, так и в метрических единицах.Обязательно ознакомьтесь с линейкой измерительных приборов Mitutoyo MISUMI от микрометров до измерителей шероховатости поверхности в Интернете.
Метрический микрометр
| Метрический микрометр очень похож на стандартный дюйм микрометра, пока вы не посмотрите на деления на рукаве и ствол (Рисунок 1). | |
На рукаве метрики два отдельных ряда линий
микрометр (рисунок 2). | |
Нижний ряд представляет деления в миллиметрах. Верхний ряд представляет половину миллиметра. Каждый полный оборот наперстка движется миллиметр шпинделя (0,5 мм).Окружность наперстка равна разделены на 50 равных частей (рис. 2) или 0,01 мм.
Показания метрического микрометра
Чтобы прочитать метрический микрометр, сначала прочтите число целых миллиметров на нижнем ряду гильзы микрометра (рис. 3). Это целые миллиметры. Если есть дополнительная строка без покрытия в верхнем ряду, это равно половине миллиметра (рис. 3).Таким образом, к измеренному значению необходимо добавить 0,5 мм. Затем добавьте считывание показаний наперстка с точностью до показаний полымиллиметрового рукава. Ссылаться на рисунки 3,4 и 5 и попробуйте прочитать измерения, прежде чем смотреть на ответ в объяснении рисунка.
| Открыто 23 целых деления = 23 миллиметра. 0 миллиметров деления открыты = 0,0 миллиметра 15 делений 0,01 миллиметра совпадают на гильзе = 0,15 миллиметры. |
| 18 целых делений открыты = 18 миллиметров. 0,5 миллиметра деления не покрыто = 0,5 миллиметра 10 делений 0,01 миллиметра совпадают на наперстке = 0,10 миллиметры. | |
| 15 — целые деления открыты = 15 миллиметров. 1 — 0,50 миллиметра открыта = 0,5 миллиметра 13 деления 0,01 миллиметра совпадают на гильзе = 0,13 миллиметры. |
Примечание: некоторые производители микрометров могут изменить положение цельной и половинной деления миллиметра. Порядок, в котором вы считывать микрометры останутся прежними, т.е. целые миллиметры, полмиллиметра и сотые доли миллиметра.
Считывание показаний нониусного метрического микрометра
Нониусный метрический микрометр может измерять до двух тысячные доли миллиметра (0,002 мм). 0,002 мм эквивалентно приблизительно 0,00008 дюйма.
Нониус градуируется с шагом 0,002 мм от начального до 0,002 мм. оканчивающийся на 0 (рисунок 5).
Если любой 0 на шкале деления нониуса совпадает с наперстком показания, никакие дополнительные тысячные доли миллиметра не добавляются к чтение.
Рис. 5 Линия нониусной шкалы с точностью до двух тысячных долей.
с градуированной линией на наперстке добавляется к показаниям. В этом
в корпусе необходимо добавить 0,006 мм.
Считывание показаний нониусного метрического микрометра осуществляется складывая целый миллиметр, полмиллиметра и сотые доли миллиметр, как и раньше.К этому чтению добавляется количество две тысячных миллиметра, считываемые по нониусной шкале (Рисунок 5).
| 15 — целые деления открыты = 15 миллиметров. 1 — 0,50 миллиметра открыта = 0,5 миллиметра 8 0.На наперстке совмещено 01 миллиметровое деление = 0,08 миллиметры. 4 деления нониуса выстраиваются по нониусной шкале = 0,004 |
 584 миллиметрам.
584 миллиметрам. Микрометр
Микрометр© Январь 2002 г. — Д-р Рэндалл Дж. Скализ
Инструкция по эксплуатации
- Микрометр — чрезвычайно точный измерительный прибор; в погрешность чтения 1/200 мм = 0.005 мм.
- Используйте рукоятку храповика (крайний правый на рисунке выше), чтобы слегка закройте зажимы на измеряемом объекте. Это не С-зажим! Когда трещотка щелкает, челюсти закрываются в достаточной степени.
- Отметки вдоль неподвижного цилиндра микрометра представляют собой половинки миллиметры.
- При каждом обороте ручки на стволе появляется еще одна отметка, и челюсти откроются еще на полмиллиметра.
- Обратите внимание, что вокруг движущегося цилиндра обернуты 50 отметок.
микрометр.Каждая из этих отметок соответствует 1/100 миллиметра.
- Чтобы узнать расстояние между губками микрометра, просто добавьте от числа полмиллиметров до сотых долей миллиметра. В приведенном выше примере челюсти открыты (2,620 ± 0,005) мм, то есть 5 полмиллиметров и 12 сотых миллиметра.
- Если две соседние отметки на движущемся стволе выглядят одинаково выровненными с линией считывания на неподвижном стволе, значит, показание будет наполовину между двумя отметками.В приведенном выше примере, если 12-й и 13-й тик отметки на движущемся стволе выглядели одинаково выровненными, тогда будет (2,625 ± 0,005) мм.
- Микрометр нельзя откалибровать так, чтобы он считывал точный ноль, когда челюсти
полностью закрыты. Компенсируйте это, закрыв челюсти
поверните ручку храповика до щелчка. Затем снимите показания микрометра и вычтите это
смещение от всех выполненных измерений. (Смещение может быть положительным или отрицательный.)
- В тех редких случаях, когда чтение оказывается просто «приятным» числом например, 2 мм, не забудьте указать нулевые десятичные знаки, показывающие точность измерения и погрешность считывания. Так что не 2 мм, а скорее (2.000 ± 0.005) мм.
 Затем снимите показания микрометра и вычтите это
смещение от всех выполненных измерений. (Смещение может быть положительным или отрицательный.)
Затем снимите показания микрометра и вычтите это
смещение от всех выполненных измерений. (Смещение может быть положительным или отрицательный.)Использование и считывание микрометра в сотых долях миллиметра
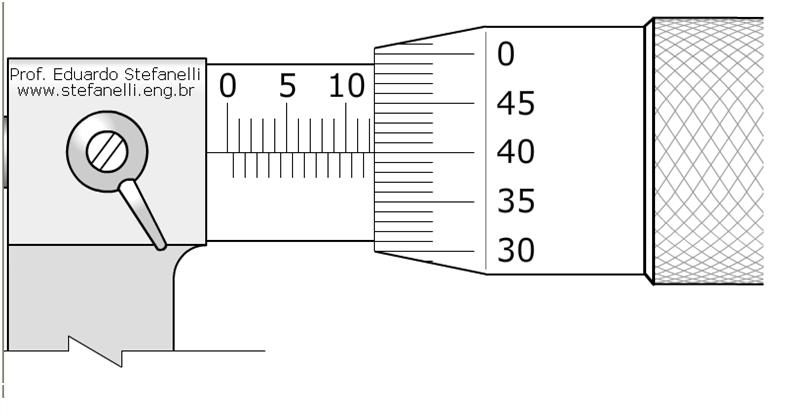
проф. Эдуардо Дж. СтефанеллиСчитывание и интерпретация микрометра в сотых миллиметрах (сотые доли миллиметра)
Использование инструмента измерения «микрометр» в метрическая система и сотенное разрешение: чтение и интерпретация
Микрометр — портативный измерительный прибор, не столь универсальный, но с хорошей точностью при правильном использовании.
Он не очень универсален, помимо других причин, потому что его диапазон измерения ограничен одним дюймом сверх этого, у него есть относительно большие потери времени в задачах регулировки меры, которая должна быть выполнена.
Перед использованием: отрегулируйте микрометр
Я использую выражение «обнулить микрометр» для описания операции регулировки инструмента, который закрывает его до известной степени, например: обнуление или другое измерение, с помощью эталоном и с помощью подходящего ключа совместите контрольную линию оболочки ‘с нулевой меткой (0) наперстка.Очевидно, чтобы его закрыть, нужно использовать «храповик». Между прочим, при каждом измерении необходимо повторять одинаковое количество оборотов храповика. См. Процесс измерения на странице: использование микрометра.
Микрометрическая операция
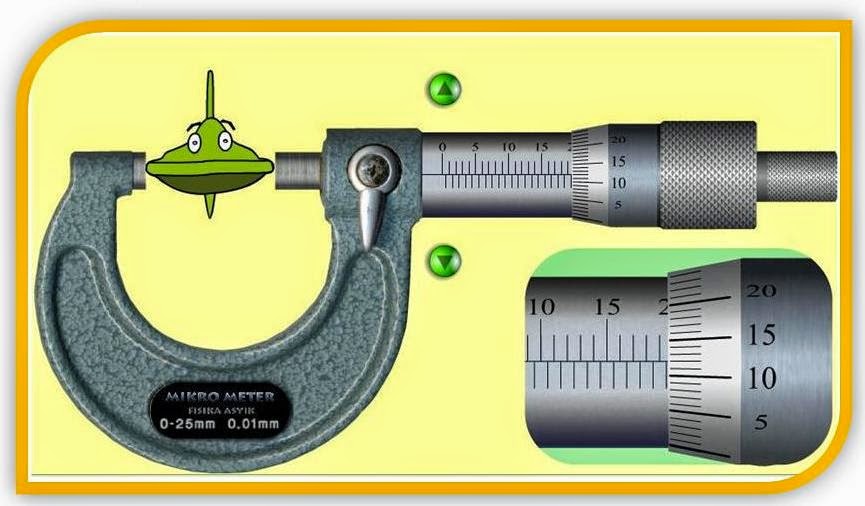
Рис. 1 — Частичный вид наперстка для отображения делений миллиметра и полмиллиметра на шкале втулки
Пара наружной / внутренней резьбы имеет шаг и калиброванные настройки. Твердым к шпинделю является барабан, окружность которого обозначена эквидистантными линиями.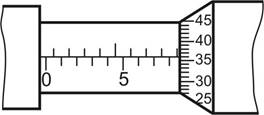 Полный оборот барабана (и шпинделя) производит продвижение, равное шагу резьбы. Этот шпиндель обычно имеет резьбу с полезной длиной чуть больше 25 миллиметров.
Полный оборот барабана (и шпинделя) производит продвижение, равное шагу резьбы. Этот шпиндель обычно имеет резьбу с полезной длиной чуть больше 25 миллиметров.
В футляре шкала, которая контролирует продвижение барабана / шпинделя — цифра 1. Обычно эти отметки находятся на расстоянии 1 миллиметра от соседей. Также есть метки для контроля полмиллиметра (0,5 мм — в этом примере ниже контрольной линии), поскольку, как мы видели, полный оборот барабана произвел продвижение 0.5 мм.
Разрешение микрометра
По определению: «разрешение» — это «наименьшая разница между показаниями устройства отображения, которая может быть существенно воспринята», это наименьшая мера, на которую может ссылаться, например, измерительный прибор.
В сотенном микрометре разрешение получается делением шага микрометрического шпинделя на количество делений барабана (Разрешение = микрометрический шаг шпинделя / количество делений барабана) или Разрешение = 0.5 мм / 50 = 0,01 мм.
Сотенное разрешение (сотые доли)
Рисунок 2 — изображение градуировки наперсточной шкалы, исправленное для отображения 50 отметок / делений
Конфигурация, которую чаще всего можно найти в офисах механиков по металлу в Бразилии, — это шпиндель микрометра с шагом 0,5 мм и наконечником на 50 делений — рис. 2. Таким образом, чтобы повернуть шпиндель микрометра, каждая отметка шпинделя, проходящая через «контрольную линию», будет указывать на то, что подвижный косяк отошел (или приблизился) 0 .01 мм (одна сотая миллиметра).
Показание микрометра в сотых миллиметрах
- Чтобы определить значение измерения, необходимо суммировать:
- Значение, считанное на шкале, нанесенной на гильзу, в миллиметрах
- Обозначается (o) ‘зеленым цветом цвет ‘на анимации ниже
- С 0,50 мм в случае счетчика полмиллиметра он будет выставлен
- Обозначается (o)’ синим цветом ‘
- Со значением шпинделя, выровненным с’ контрольной линией ‘ , в сотых миллиметрах
- Обозначается (o) ‘оранжевым цветом’
- Анимация 1 — отсчет меры по сумме участков
Советы
— щелкните значок в нижнем углу окна анимационный экран 1 для изменения значения измерения
— используйте значок «глаз», чтобы скрыть общие значения, и частичное
— с «закрытым глазом» щелкните в цветных кружках, чтобы отобразить частичное значение, относящееся к ним
C Прокомментированные примеры считывания и интерпретации микрометра в сотых долях миллиметра
Виртуальный микрометр в сотых миллиметрах — имитатор использования, считывания и интерпретации
Калибровка микрометра | GR Metrology
Блог
Микрометры используются для измерения толщины, диаметра и глубины пазов с небольшими расстояниями. Вращения формы винта и резьбы считываются по шкале и определяют точность. Микрометр состоит из рамы, наковальни, цилиндра, контргайки, винта, шпинделя, наперстка и храпового механизма. Рама представляет собой толстый С-образный корпус, на котором крепится наковальня и ствол. Толщина сводит к минимуму сжатие и расширение, сохраняя точность измерения. Образец упирается в наковальню, а шпиндель движется к ней. Ствол — это неподвижный элемент, на котором нанесена шкала. Контргайка используется для удержания шпинделя в неподвижном состоянии.Винт находится внутри ствола. Шпиндель представляет собой цилиндрический компонент, который движется к образцу и наковальне. Наперсток имеет градуированные отметки и поворачивается для перемещения шпинделя. Наконец, стопор храповика находится на конце ручки и ограничивает прилагаемое давление.
Вращения формы винта и резьбы считываются по шкале и определяют точность. Микрометр состоит из рамы, наковальни, цилиндра, контргайки, винта, шпинделя, наперстка и храпового механизма. Рама представляет собой толстый С-образный корпус, на котором крепится наковальня и ствол. Толщина сводит к минимуму сжатие и расширение, сохраняя точность измерения. Образец упирается в наковальню, а шпиндель движется к ней. Ствол — это неподвижный элемент, на котором нанесена шкала. Контргайка используется для удержания шпинделя в неподвижном состоянии.Винт находится внутри ствола. Шпиндель представляет собой цилиндрический компонент, который движется к образцу и наковальне. Наперсток имеет градуированные отметки и поворачивается для перемещения шпинделя. Наконец, стопор храповика находится на конце ручки и ограничивает прилагаемое давление.
При калибровке микрометра стандартная точность должна быть больше, чем соотношение 4: 1 по сравнению с точностью калибруемого манометра. Калибровочный блок должен иметь сертификат прослеживаемости NIST, чтобы иметь точный стандарт.
Вот несколько рекомендаций по калибровке микрометров по пяти точкам:
- Осмотрите раму на предмет повреждений
- Убедитесь, что поверхности шпинделя и упора плоские, без отверстий и чистые.
- Проверьте плавность вращения шпинделя при перемещении микрометра от 0 до 25 мл. Если повернуть тяжело, возможно повреждение. Микрометр должен плавно вращаться во всем диапазоне
- Сделайте любой ремонт, который необходимо сделать, прежде чем продолжить
- Проверьте пять точек с помощью отслеживаемых мер.Например, вы можете взять весь диапазон, разделить его пополам, разделить пополам, снова разделить пополам и разделить его в последний раз. Нулевая точка неоднократно проверяется, но не сообщается; и если у вас есть точка измерения, которая проверяется ежедневно, вы должны включить этот номер в процедуру калибровки.
Чтобы убедиться, что ваши микрометры откалиброваны точно, вы должны сделать это в аккредитованной калибровочной лаборатории.
источников:
измерение микрометрами
микрометры калибровочные
Предыдущий пост Следующий пост Тогда одно глазное деление (наименьшее деление шкалы) = 10 мкм.
при 100 мощности.Преобразование в другое увеличение выполнено.
с учетом разницы в увеличении. В этом примере
калибровка будет 25 мкм при 40x, 2,5 мкм при 400x и 1 мкм
при 1000x.
Тогда одно глазное деление (наименьшее деление шкалы) = 10 мкм.
при 100 мощности.Преобразование в другое увеличение выполнено.
с учетом разницы в увеличении. В этом примере
калибровка будет 25 мкм при 40x, 2,5 мкм при 400x и 1 мкм
при 1000x. Например, предположим, что вы измеряете длину
и диаметр объекта 65 и 30 мкм соответственно,
принимая цилиндрическую форму.Объем определяется формулой v = ¼r2l,
где r = радиус и l = длина. Формула дает объем 45 946 мкм3.
Однако объем неточен до ближайшего кубического микрометра.
Например, предположим, что вы измеряете длину
и диаметр объекта 65 и 30 мкм соответственно,
принимая цилиндрическую форму.Объем определяется формулой v = ¼r2l,
где r = радиус и l = длина. Формула дает объем 45 946 мкм3.
Однако объем неточен до ближайшего кубического микрометра.