Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки.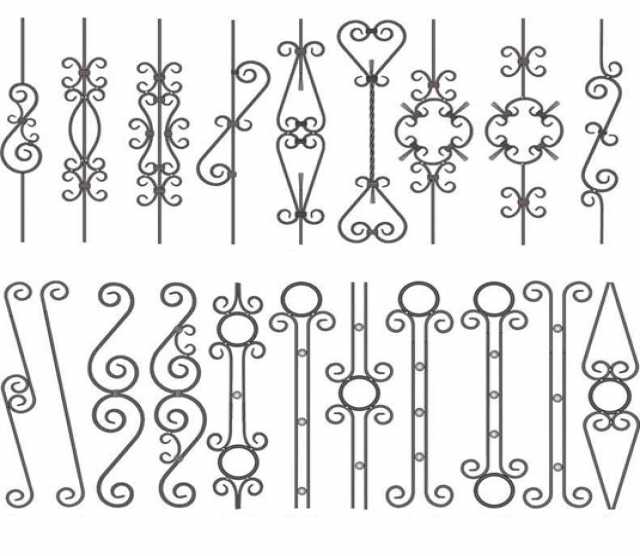
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу; - рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей
 По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.
Холодная ковка своими руками как отдельный вид искусства
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
размеры, эксплуатация, изготовление своими руками
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковкиПроцесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Станок гнутикВолна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
Несмотря на многообразие чертежей и инструкций, часто качество самодельных станков оставляет желать лучшего, а учитывая количество потраченного времени, многие выбирают вариант покупки заводского оборудования.
Цены на станки для холодной ковки сейчас на очень низком уровне благодаря компании Stancraft, которая разработала и запустила в массовую продажу универсальный комплект ручных станков, что бы их мог позволить себе любой дачник.
На их официальном сайте stancraft.ru есть такие станки, как «Улитка», «Торсион+Корзинка», «Гнутик», «Профилегиб». Если Вам хочется максимально быстро начать работать на станках, самый простой способ — заказать на сайте stancraft.ru.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
Станки холодной ковки своими руками с чертежами — Moy-Instrument.Ru
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится э
Станок для холодной ковки
Привет всем любителям самоделок. В данной статье я расскажу, как сделать станок для холодной ковки при помощи которого можно делать различные декоративные элементы из металлических прутков или шинок, ими можно украсить свой приусадебный участок.
Перед тем как прочитать статью, предлагаю посмотреть видеоролик, где показан весь процесс сборки данной самоделки, а также ее проверка на прутке и шине.
Для того, чтобы сделать станок для холодной ковки, понадобится:
* Металлические уголки размером 63 мм и 40 мм
* Шариковый подшипник с номером 6310
* Шток от переднего амортизатора от легкового автомобиля
* Подшипник от автомобильной помпы
* Сварочный аппарат, электроды
* Быстрозажимные струбцины
* Защитная сварочная маска, краги
* Слесарные тиски
* Линейка, маркер
* Баллончик молотковой краски
* Углошлифовальная машинка и отрезной диск
* Защитные очки, наушники и перчатки
* Малярный скотч
Шаг первый.
Первым делом от основания штока амортизатора отмеряем 70 мм, для большей точности делаем разметку малярным скотчем.
Теперь берем в руки углошлифовальную машинку с установленным в нее отрезным кругом и отрезаем резьбовую часть от штока, а затем необходимую часть по разметке, сделанной ранее. При работе с углошилфовальной машинкой будьте аккуратны, при резе держать инструмент нужно крепко, а также не забывать использовать средства индивидуальной защиты, такие как, наушники, перчатки и защитные очки.
Шаг второй.
После отпиливания штока, нужно вытащить из автомобильной помпы подшипник.
Сделать это можно двумя способами, распилить корпус помпы углошлифовальной машинкой, после чего получить полный доступ или же извлечь его на прессе. Выбираем любой понравившийся способ, если корпус не жалко, то подойдет и первый вариант.
Шаг третий.
Закрепляем металлический уголок размером 63 мм в слесарные тиски, далее от него, при помощи углошлифовальной машинки отпиливаем две одинаковые заготовки длинной 150 мм каждая, данные детали будут основанием инструмента.
Уточню, что длина взята исключительно из-за размеров имеющихся тисков, если вы будете использовать данное приспособление на верстаке, то вместо уголка можно использовать лист металла.
Теперь нужно немного доработать отпиленные части уголков при помощи углошлифовальной машинки, в конце обработки деталь должна выглядеть так.
Закругленные края сделаны для придания инструменту красивого вида, а также для уменьшения травмоопасности при работе на нем. Отпиливаем при помощи УШМ 40-вой уголок, его длина должна быть 250 мм, по краям делаем такие же закругления, как и с предыдущим уголком, а в самой конструкции выпиливаем небольшой квадрат на конце.
Шаг пятый.
Детали для данной самоделки полностью готовы, их осталось закрепить друг с другом в определенном порядке при помощи сварочного аппарата.
Также следует заметить, что наличие подшипника от помпы не является обязательным пунктом, при отсутствии можно свободно установить на его место обрезок штока амортизатора.
Перейдем непосредственно к сварке деталей. При работе со сварочным аппаратом будьте аккуратны, не забываем одевать сварочную маску и краги, чтобы не словить «зайчиков» и не получить ожогов.
Сначала скрепляем друг с другом большие уголки и свариваем их вместе.
При помощи молотка удаляем образовавшийся шлак в месте сварочного шва.
Далее привариваем подшипник к внешней обойме подшипника с номером 6310, закрепленного в тисках.
Шаг шестой.
Теперь к основанию из двух уголков привариваем шток от амортизатора.
К большому подшипнику привариваем ручку из оставшегося отрезка штока, а для большей прочности привариваем небольшие металлические пластины треугольной формы.
Деталь с ручкой нужно приварить к штоку, который прикреплен к основанию, для этого подкладываем пластины толщиной 1 мм для зазора, это обеспечит свободное перемещение без заклиниваний даже после покраски.
При помощи сварочного аппарата прихватываем сваркой внутреннюю обойму подшипника к штоку, для фиксации используем быстрозажимные струбцины.
После того, как деталь прихвачена в нескольких местах сварочными точками хорошенько привариваем детали, а затем вынимаем пластинки и проверяем как вращается подвижный механизм. К штоку и внутренней обойме подшипника привариваем уголок размером 40 мм, в котором как раз сделан вырез под шток.
В завершении остается зачистить самоделку металлической щеткой и покрасить баллончиком с молотковой краской.
Шаг седьмой.
После высыхания краски инструмент можно проверять в действии.
Зажимаем инструмент в тисках.
Далее устанавливаем в направляющую металлический пруток диаметром 12 мм, а затем поворачиваем ручку подвижной части, в процессе чего пруток начинает гнуться.
С такой задачей самодельный станок для холодной ковки справляется легко, шинка толщиной 5 мм также без особых усилий поддается самоделке.
При помощи такого станка для холодной ковки можно делать различные элементы декора, для этого достаточно включить фантазию и найти нужное количество металлических прутков или шинок.
На этом у меня все, всем спасибо за внимание и удачи в самоделках.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Станок для холодной ковки из вала от циркулярной пилы своими руками
Здравствуйте, уважаемые читатели и самоделкины!Вероятно некоторые из Вас занимаются изготовлением различных металлоконструкций, в которых применяются декоративные элементы изогнутой формы. Чаще всего их делают при помощи обычной ковки.
В данной статье, автор YouTube канала «Владимир Натынчик» расскажет Вам, как он изготовил специальный станок и кондуктор для изготовления таких элементов без необходимости использования кузнечного горна.
Повторить такую конструкцию сможет почти каждый, однако потребуются сварочные работы.
Материалы.
— Старый вал от циркулярной пилы
— Стальная профильная труба, лист, полоса, квадрат 10Х10 мм
— Винты М8 под шестигранник
— Стальной ролик
— Удлиненные гайки, подшипники, шпилька, саморезы по дереву
— Машинное масло.
Инструменты, использованные автором.
— Шуруповерт, сверла по металлу, биты
— Болгарка
— Отрезной и зачистной диски
— Гейферный захват
— Угольник, линейка, маркер, гаечные ключи.
Процесс изготовления.
Владимир случайно приобрел в пункте приема металлолома старый вал от циркулярной пилы. Он уже снял с него шкивы ременной передачи, и смазал подшипники.
Затем он зачистил вал в том месте, где будет выполняться сварка. К валу нужно будет приварить шайбу.
Также на валу он нанес отметку, по которой нужно будет его обрезать. Причем сделать это нужно будет так, чтобы шайба стала заподлицо с осью.
Используя болгарку с отрезным диском, и одновременно вращая вал, он отрезает ненужную часть. Так получается достаточно плоский срез.
При помощи полуавтоматического сварочного аппарата, шайба приваривается к валу с тыльной ее стороны.
В еще одной такой же шайбе он просверлил два отверстия, и закрепил две шайбы вместе. Затем сделал ответные отверстия во второй, уже приваренной шайбе.
Для усиления конструкции мастер приварил к верхним частям обоих держателей подшипников стальную профильную трубу.
Теперь нужно изготовить сам кондуктор. На той же металлоприемке он приобрел вот такой ролик, сделал в нем вырез, и приварил зуб. Получилась вот такая центральная часть улитки.
Из стальной полосы Владимир согнул полукруглую деталь. Все эти элементы он разложил на стальном листе, и приварил их к нему. Излишки листа просто срезаются болгаркой.
В просверленных отверстиях в шайбе фиксируются два болта с головками под шестигранник.
Теперь, найдя на кондукторе центр, и совместив с ним шайбу, он приваривает головки болтов к тыльной части кондуктора.
Вот и все, кондуктор готов, и шайбу можно снимать.
После этого кондуктор фиксируется на фланце станка.
Автор также усилил нижнюю часть станка, приварив между держателями еще один толстостенный профиль 20Х40 мм.
Из шпильки, четырех удлиненных гаек и подшипников он соорудил вот такой упор, и приварил его к краю профильной трубы так, чтобы он находился в одной плоскости с кондуктором. Излишек шпильки автор срезал, а ее край приварил к усиленным гайкам.
Ко второй стороне вала остается приварить рукоятку.
Все готово, станок закреплен, и можно приступать к испытаниям. Край стального квадрата вставляется в центр улитки, и за один оборот вала получается вот такой завиток.
Затем заготовка сдвигается глубже в кондуктор, и делается еще пол-оборота. В итоге получается так называемый декоративный «доллар».
Вот такой гибочный станок получился у мастера. С его помощью можно очень быстро изготовить множество одинаковых деталей с высокой точностью.
Остается только изготовить несколько кондукторов для выполнения различных фигур. Кстати говоря, в одной из статей Андрей Винничук рассказывал про один из способов их изготовления.
Благодарю Владимира за интересную конструкцию гибочного станка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сделайте холодный каркас своими руками из старого окна
Этот пост может содержать партнерские ссылки. Если вы нажмете на партнерскую ссылку и совершите покупку, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас. Ознакомьтесь с нашим полным раскрытием здесь.
Один из проектов, который, как я знал, я хотел включить в свою книгу, Raised Bed Revolution , был холодным. Я видел несколько аккуратных примеров холодных рам своими руками, посещая сад за эти годы, отличные комплекты холодных рам в различных розничных магазинах и инновационные холодные рамы, в которых старые окна использовались в качестве крышки.Меня также вдохновила Ники, которая занимается садоводством 365 дней в году (вы можете найти некоторые из ее советов здесь).
Когда фотограф для моей книги, Донна Гриффит, схватила старое окно, которое раздавал общий друг, я обратился к своему зятю Деону, чтобы он помог мне придумать, как сделать холодную раму по размеру.
Можно также использовать прозрачный пластик для крышки. Идея состоит в том, что стекло или пластик будут использовать тепло зимнего солнца, позволяя растениям расти внутри. Здесь мы не говорим о помидорах, но есть несколько вещей, которые вы можете выращивать, включая корнеплоды и зелень.Одна вещь, которую я читал о конструкциях с холодной рамой, заключается в том, что задняя часть должна быть на три-шесть дюймов выше передней, что помогает улавливать как можно больше солнечной энергии.
Вот шаги для моего DIY холодного оклада
Вы можете отрегулировать размеры в зависимости от размера крышки, которую хотите использовать.
Иллюстрированный план проекта холодного каркаса
Инструменты
- Торцовочная пила
- Циркулярная пила или лобзик
- Японская пила dozuki
- Орбитальная шлифовальная машинка или наждачная бумага
- Электродрель или ударный шуруповерт
- Прямой край и карандаш
- Зажимы (опционально)
- Рулетка
- Средства защиты глаз и слуха
- Рабочие перчатки
Материалы
Примечание. Этот проект был разработан для размещения старого окна размером 32 1⁄4 дюйма в длину и 30 дюймов в ширину.
- (4) 1 1/2 ″ × 6 ″ × 8 ′ кедровых досок
- (2) петли
- 2 винта 3⁄4 ″
Список раскроя
- (5) передняя и задняя части размером 1 1/2 × 6 × 32 1⁄4 ″
- (4) боковины размером 1 1/2 × 6 × 30 ″
- (2) угловые боковые части (см. Инструкции) размером 1 1⁄2 × 5 1⁄2 × 30 ″
- (2) угловые распорки (вырезаны из лома) размером 1 1⁄2 × 6 × 16 1⁄2 ″
- (2) угловые распорки (вырезаны из лома) размером 1 1⁄2 × 6 × 11 ″
Шаг 1. Постройте раму
Разложите переднюю и заднюю части размером 32 1⁄4 дюйма так, чтобы они закрывали стороны 30-дюймовых боковых частей, образуя коробку.Прикрутите, чтобы получилась нижняя часть рамы. Повторите этот шаг, чтобы создать второй слой. Для третьего слоя есть задняя часть, но нет передней части из-за наклонного наклона, который вы хотите создать после прикрепления окна. Это означает, что боковые части нужно обрезать под углом. Они также должны быть длиннее, чтобы соответствовать уклону. Оставьте около 10 дюймов на конце, чтобы либо прикрутить, либо прижать заготовку к столу, когда вы сделаете рез. Временно прикрутите боковую часть к задней части и поместите сверху коробки.Возьмите прямой край и поместите его от края верхнего угла к передней части коробки по диагонали через доску и проведите линию. Удалите временные винты и прикрепите дополнительные 10 дюймов к рабочему столу с помощью зажимов или винтов. С помощью циркулярной пилы или лобзика медленно вырежьте его, продвигаясь по волокнам. Один разрез дает вам обе угловые боковые части. Обрежьте лишние 10 дюймов от цельного куска до нужной длины.
Холодная камера своими руками: Шаг 2
Шаг 2: Отшлифуйте боковые части
Используйте орбитальную шлифовальную машинку или наждачную бумагу, чтобы сгладить неровные края скошенных боковых частей.
Холодная камера своими руками: Шаг 3
Шаг 3: Прикрепите угловые боковые части
Поместите две угловые боковые части внутрь краев третьей части спинки и закрепите на месте с обратной стороны. На третьем уровне этой сборки передняя часть отсутствует из-за угла окончательного проекта. Добавьте по одному винту с каждой стороны по направлению к передней части, чтобы закрепить боковые части на месте, потому что они не будут прикрепляться к угловым скобам.
Холодная камера своими руками: Шаг 4
Шаг 4: Установите угловые распорки
Из одной из оставшихся кедровых досок вырежьте две части размером 2 × 16 1⁄2 дюйма и две части размером 2 × 11 дюймов.Длинные части служат скобами для задних углов. Обрежьте их концы под небольшим углом, чтобы учесть пологий наклон вершин угловых боковых частей, или вы можете обрезать их немного короче и установить их под углом. Окно должно закрываться, не оставляя зазора ниже. Изнутри прикрутите эти четыре скобы к внешней раме, чтобы закрепить ее на месте.
Шаг 5: Обрежьте переднюю часть
Если от двух угловых частей, перекрывающих переднюю часть, осталось немного дерева, аккуратно срежьте его с помощью ручной пилы dozuki или шлифовальной машины.
Холодная камера своими руками: Шаг 6
Шаг 6: Установите петли
Ранее существовавший металлический кусок вдоль задней части старого окна не позволил бы винтам для петель войти, поэтому два куска дерева были обрезаны и использованы для создания новой «спинки», к которой можно было прикрепить петли. Это также немного сдвинуло окно вперед, чтобы компенсировать дополнительные сантиметры, которые были добавлены по диагонали. Как только эти обрезки прикручены на место, прикрепите две петли к оконной раме и раме коробки.
Когда вы начнете пользоваться холодным окном, важно знать, что внутри может немного перегреваться, поэтому важно иногда проветривать холодный воздуховод, даже зимой. Я просто использую старый кусок дерева, чтобы поддержать шахту, но вы также можете получить автоматические открыватели вентиляции, которые будут измерять температуру и открываться соответственно.
Холодильная камера предназначена для культур холодного сезона, таких как свекла, морковь, зелень и т. Д.
Проект разработан Деоном Хауптом и Тарой Нолан
Все фотографии сделаны Донной Гриффит
Техническая иллюстрация Лена Черчилля
Выдержка с разрешения Cool Springs Press
Подробнее о садоводстве с холодным каркасом читайте в этих публикациях:
Лучшая цена на холодные поделки — Отличные предложения на холодные поделки от глобальных продавцов холодных поделок
Отличные новости !!! Вы попали в нужное место для холодных поделок.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший холодный поделок в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили свою простую поделку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в том, что холодная сделка своими руками, и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести diy cold diy по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
SHTF Armorer: DIY Холодное воронение
Как и все остальное в этом мире, оружие со временем изнашивается. Поместите пистолет даже с самым прочным покрытием в кобуру, и вытаскивание его обратно медленно разрушит покрытие и отделку. Соль в поту, соль и влажность в воздухе, многократное использование, волочение / упирание металла в металл при его движении и срабатывании, даже удерживание пистолета в одной и той же области в конечном итоге приведет к стиранию покрытия.
Дрю, писатель
Зайдите как-нибудь в оружейный магазин и посмотрите на Винчестеры 94-го года в стойке; Точка баланса на 94 такова, что вы можете обхватить рукой ствольную коробку прямо перед спусковой скобой рычага. Любые использованные 94 будут иметь следы воронения (блестящие, серебряные пятна вместо черного металла) прямо здесь, а также внутри петли рычага. Это константа во вселенной: любое оружие при достаточно длительном сроке и достаточно интенсивном использовании будет проявлять признаки честного износа.И это совсем не плохо; это знак любимого пистолета.
Однако это МОЖЕТ быть бельмом на глазу, и, что еще хуже, это означает, что там есть необработанный, оголенный металл. Это означает, что сталь опасно незащищена от коррозии, если за ней не ухаживать должным образом.
Что такое воронение оружия?
С точки зрения непрофессионала, воронение — это темно-синий или черный цвет, который вы видите на большинстве огнестрельного оружия со СТАЛЬНОЙ рамой. Традиционное воронение работает только с черными металлами и поэтому не работает с нержавеющей сталью или, например, алюминием.Это процесс изменения химического состава стали, из которой состоит оружие, химического изменения железа в стали с образованием покрытия из магнетита, также известного как черный оксид железа. Этого можно добиться с помощью нескольких различных процессов.
Холодное и горячее воронение
«Холодное» воронение использует диоксид селена для изменения химического состава стали, но получаемая отделка не такая жесткая и износостойкая, как «горячее» воронение.
Для горячего воронения используется едкий раствор жидких солей щелочных металлов в нагретой ванне, обычно около 295-325 градусов по Фаренгейту, и получаемый едкий черный цвет намного жестче, чем холодное воронение, но требует большого количества специального оборудования.Все известные производители оружия используют воронение в горячем резервуаре, потому что это надежный и экономичный способ получения высококачественных результатов, привлекательных и устойчивых к ржавчине. В течение многих лет в местной оружейной мастерской я использовал воронение в горячей ванне для полировки оружия, и могу сказать вам, что это грязный и опасный процесс. Одна капля раствора едкой соли при температуре 300 градусов доставит вам адский ожог. Есть много экологических проблем, связанных с очисткой и утилизацией солевых ванн; Вот почему вы в конечном итоге выкладываете большие деньги за профессиональную работу по повторному синему.
Также читайте: Дробовики — лучшее огнестрельное оружие SHTF?
Существуют и другие методы, такие как воронение ржавчины, воронение дымом и воронение под карбон, которые дают поистине красивую и чрезвычайно прочную вороненую отделку, но они очень трудоемки и обычно используются только обученными, опытными оружейниками. Существует множество других вариантов отделки, таких как паркеризация, напыление, например, Duracoat и Cerakote, а также никелирование. Однако все это недосягаемо для обычных парней, таких как мы с вами, так как они либо обходятся дорого, либо дорого обходятся для покупки необходимого оборудования и обучения, чтобы делать это самостоятельно.
The Easy Way для воронения
Итак, что это значит для нас, если мы хотим, чтобы наше огнестрельное оружие выглядело шикарно и было защищено, но при этом не хотим платить по счету более 150 долларов, чтобы оружейник ремонтировал наше оружие? Что ж, быстрый и простой способ отполировать наши стальные ружья — это холодное воронение. Нет, он не такой прочный, как другие виды воронения, но его преимущество заключается в том, что он очень недорог и относительно прост в применении даже новичком. Есть пара вещей, на которые следует обратить внимание, и на которые следует обратить внимание в определенных областях, но нет причин, по которым, проявив немного терпения и внимания к деталям, любой, кто читает это, не может сделать это самостоятельно.
Что вам понадобится
Помимо вышеупомянутого терпения, вам нужно накопить еще несколько вещей:
Oxpho Blue Браунелла и наш испытуемый.Конечно, вам понадобится холодное воронение! Я использовал пару разных типов, и оба работали хорошо: Birchwood Casey Perma-Blue был мне довольно хорош в прошлом, но я обычно выбираю Keen-Bore Black Magic, если у меня есть мои друтеры. Существуют и другие продукты, например, множество других, например, Birchwood Casey, которые, я уверен, будут работать так же хорошо, если они будут вам более доступны.
Большинство из них будет в жидкой форме, но есть и кремы или пасты, которые, вероятно, немного лучше прилипают к металлу и, возможно, будут немного легче для новичков. Однако я никогда не считал, что использовать жидкости сложно, поэтому оставлю это на ваше усмотрение.
Начало работы
Чтобы наглядно показать, что происходит, когда мы холодно-голубые, я потянул за задницу старого, избитого отцовского Remington Model 14, который много-много дней видел в лесу.Стальная стыковая пластина имела серьезную корку в горизонтальных канавках, которые были на ее поверхности, плюс довольно серьезный износ из-за того, что ее тысячи раз подпирали плечами, прислоняли к деревьям или к любой другой удобной полевой стойке, которая была поблизости, когда винтовку нужно было поставить.
Во-первых, нам нужно удалить все старые воронения, а также всю ржавчину и корку. Любые посторонние примеси могут испортить нашу тяжелую работу в будущем. Чтобы удалить их, я обычно сначала использую стальную вату, пропитанную оружейным маслом или WD-40, чтобы разрушить ржавчину и сажу и удалить ее из труднодоступных мест, то есть канавок, которые вы видите на затыльнике.
Проволочная щетка, тонкая проволочная круглая шлифовальная машина или любое другое количество легких абразивов, которые не удаляют тонну металла, когда вы их используете, тоже подойдут. Не говоря уже о том, что нельзя использовать комбинации чего-либо, чтобы свести металл к одному лишь металлу. После того, как грязь будет вырезана, вы можете использовать наждачную бумагу зернистостью 400, чтобы удалить старую воронку. Если вы обнаружите большие глубокие ямы, вы можете попробовать полировать круги с помощью полировальных паст, чтобы удалить их. Но пока предположим, что ямки были удалены наждачной бумагой и небольшим количеством смазки для локтей.
Подушечки Scotch-brite для удаления воронения.Затем используйте наждачную бумагу с более высокой зернистостью или зеленую губку Scotch-brite, а затем бордовую подушечку Scotch-Brite, чтобы отполировать металл и сделать его шикарным. Мы хотим полностью обработать деталь до металла.
Когда все будет очищено, вы будете довольно грязным, но металл, с которым вы работаете, должен быть красивым и блестящим, ярко-серебристым.
На этой затыльнике все еще видны световые ямы, но лично меня это не особо беспокоит; это рабочий пистолет.
После шлифовки — очистка
Следующий шаг — это , и, как скажет вам любой автомобильный маляр или мастер по ремонту оружия, смазка, масло и силикон — ваши враги! Нам необходимо удалить их со всей поверхности детали, которую вы хотите повторно посинить, иначе вы получите проступание и обесцвечивание, с которыми очень сложно работать, не начиная с нуля. Так что поверьте мне: Лучше делать это правильно.
Мне нравится начинать с того, что я даю деталям хорошую дозу аэрозольного очистителя тормозов, чтобы удалить с поверхности детали все масло и любую сломанную грязь.Даешь ей ад; очиститель тормозов дешевый и действительно работает. Однако он может оставить легкий сухой осадок, который также испортит нашу работу по воронению.
Так что, когда есть возможность, я также промываю всю часть ацетоном и даю ей высохнуть на воздухе. Убедитесь, что вы вымыли руки до и после этого; масло с кожи может обесцветить детали! Пока вы чистите детали тормозов, смочите пучок стальной мочалки № 0000 и дайте ей высохнуть на воздухе. На стальную вату наносится легкий слой масла, чтобы она не ржавела… и знаете что? ЭТО тоже испортит вашу работу по воронению!
Время для настоящего воронения
Как только все станет очень чистым, достаньте холодный синий цвет (в какой бы форме вы его не купили) и ткань для аппликации или ватные шарики.Если у вас есть резиновые перчатки, наденьте их. Он убережет вашу кожу от воронения и жирных масел.
Смочите ватный диск или пластырь холодным синим раствором. Действительно намочите его. (это может быть неприятно; не забудьте также иметь под рукой протирочную тряпку!). Затем протрите смоченным ватным тампоном красивую, блестящую, чистую стальную деталь… и наблюдайте, как происходит волшебство.
Ага, окрасился! Но это будут пятнистые цвета. Отчасти обескураживающий. Но продолжайте это делать; продолжайте протирать намоченные аппликаторы по всей части, не позволяя холодному синему раствору высохнуть или осесть на какой-либо части; это создаст более темные пятна.Это не конец света, но чем лучше вы сможете сделать приложение, тем проще оно будет.
Вы увидите, что он не становится очень черным мгновенно; для этого потребуется несколько «слоев», если хотите. ОЧЕНЬ ВАЖНО для красивого, чистого, ровного покрытия, чтобы холодный синий раствор не оставался на детали более одной минуты или около того; он сохранит эти изменения цвета на металле. После первого нанесения на металл возьмите чистую ткань без ворса и протрите всю часть, удаляя раствор.Вы можете промыть его водой, если хотите, но я обычно избегаю этого, потому что деталь еще не настолько защищена.
Затем, тщательно просушив деталь, возьмите стальную мочалку # 0000 и отполируйте металл, который вы только что обработали воронением. Это называется «полировка», и это помогает действительно улучшить качество воронения. Похоже, что это снимает только что нанесенное покрытие, но действуйте осторожно, и вскоре вы найдете золотую середину, которая хорошо выглядит и сохраняет покрытие. Снова очистите деталь ацетоном, чтобы удалить фрагменты стальной ваты и другие загрязнения, и дайте высохнуть на воздухе.
Снова смочите аппликатор и повторите процесс. Влажный, сухой, полированный, чистый. Вы заметите, что чем чаще вы это делаете, тем «ярче» будет лак и тем темнее станет синий.
Скоро отделка будет на уровне, который вам нравится.
Это может занять пару часов и все ваше терпение, но в конечном итоге тяжелая работа окупится. Сталь различного качества и сплавов будет посинеть легче или тяжелее; вы никогда не узнаете, пока не попробуете. Но продолжайте, повторяя процесс, и, в конце концов, темные пятна исчезнут сами собой, остальная часть металла выровняется, и ваш металл будет выглядеть великолепно.
После тяжелой работы
Как только у вас будет металл до такой степени, что вы довольны им (указанная выше затыльник занял около двух часов, от начала до конца), вам нужно будет защитить вашу тяжелую работу. Обязательно удалите все оставшиеся остатки, а затем нанесите на них большое количество оружейного масла. Позвольте оружейному маслу проникнуть в поры металла — нагрейте деталь при низкой температуре в духовке — скажем, 170 градусов по Фаренгейту или около того, чтобы расширить металл и открыть поры, прежде чем наносить масло.Металл остынет, задерживая масло внутри и сохраняя защиту металла. Как вы могли заметить, масло также поможет немного улучшить цвет.
Как я уже говорил ранее: холодное воронение не так прочно, как стандартное воронение в горячем резервуаре или многие доступные покрытия методом напыления. Однако вы можете сделать это самостоятельно, это очень эстетично и защищает ваше оружие. Что в этом плохого? Возможно, это не навык SHTF как таковой, но если вы используете свое оружие (что является огромным вложением), оно окупается за то, чтобы оно выглядело великолепно и защищалось, когда оно вам действительно нужно.
В качестве примечания: Воронение НЕ ДОЛЖНО быть только на оружии. Все, что сделано из углеродистой стали, обычно хорошо вороняется: топорики, ножи… что угодно. У меня есть ДЕЙСТВИТЕЛЬНО шикарный топор где-то здесь, я вороненую в ванне для горячего воронения много лет назад… и ЧЕРТ, он хорошо выглядит! Когда-нибудь мне придется это выкопать …
Кто-нибудь из вас занимается ремонтом дома? Это пустая трата времени или стоит потраченного времени? Вы бы попробовали воронение, или Krylon и Rustoleum позаботятся о том, что вам нужно в отделке отделки?
Оставайтесь в безопасности!
Живите, рисуйте и наслаждайтесь на GetDrawings.com. Получите бесплатные рисунки, векторную графику и уроки рисования
4
572×547 Hewo, Зовите меня Клевер или просто Медведь Клевер, но в любом случае я люблю рисовать и редактировать картинки, которые я нарисовал или нарисовал кто-то другой. Я надеюсь, что рисунок подарит всем искорку света, и я надеюсь, что мне понравится это приложение
Mah Рисунки
по Clover Bear
11.06.2020
6 2
4032×3024 Развлечения
Мулан
по хлоя123
09.06.2020
27 2
Логотип Nike 400×400
Cricket Изображение
от Шеннон Кинг
30.05.2020
1
728×896 Семейная Ферма Деревенская Девушка
Девушка с фермы
от Judy Deutchman
29.05.2020
7 2
320×252 Ломтик дыни
Ломтик арбуза
by Kay Smith
19.05.2020
1 2
398×398 Это тест
Гейл Гонсалес с сердцем
by Gail Gonzales
17.05.2020
2 5
1920×2560 Рисунок Матери Терезы.Мать Тереза фотореалистичный рисунок карандашом искусство амули варшаджа.
Мать Тереза Фото Реалистичная …
by Amulya Varshaja
15.05.2020
3 3
1260×901 Нравится
Это хорошо
от robertsl
15.05.2020
6 3
1920×1920 Спустя долгое время я вчера нарисовал Сорвиголову, и да, я использовал некоторые референсы
Сорвиголова
по Dhrubo 2002
12.05.2020
5
1080×1080 Всегда люблю рисовать Shazam
Shazam
по Dhrubo 2002
12.05.2020
7
436×560 Hvac Business
Dannys Business
по emcdaniel27
09.05.2020
11 1
556×226 Логотип средней школы Независимости
Логотип школы IHS
by Amyjo 117
08.05.2020
Прямая штамповка, закрытая штамповка
CFS Machinery CO., LTD , основанная в 2001 году, является ведущим профессиональным производителем и экспортером ковочных штамповок с закрытой штамповкой, расположенным в Нинбо, Китай.Наша компания по штамповке специализируется на производстве всех видов поковок из стали, поковок из алюминия и поковок из меди, используемых для горнодобывающей техники, строительной техники, автомобильных компонентов, нефтегазовой промышленности и т.д. кг-100кг.
На нашем заводе по ковке методом ковки работает 250 сотрудников, в том числе 218 рабочих, 6 инженеров, 8 контролеров качества, 10 продавцов и 8 административных сотрудников. У нас есть современное производственное и испытательное оборудование.Наше производственное оборудование состоит из формовочного, кузнечного и обрабатывающего оборудования. Кроме того, у нас также есть собственный цех термообработки, включая нормализацию, закалку, отпуск и закалку и т. Д. Благодаря усердному труду всего персонала мы смогли достичь годового производства 10 000 т штамповок.
В настоящее время все наши поковки в основном экспортируются компаниям из Америки, Великобритании, Канады, Австралии и т. Д. Наш передовой процесс штамповки, комплектное оборудование для производства и испытаний и опытная техническая команда — все это помогает CFS Forge в поставках квалифицированных штампованных штамповок. продукты и хорошее обслуживание.В настоящее время мы получили сертификаты TS16949, API и ISO9001: 2008, многие клиенты обращаются к нашей компании для производства поковок, таких как автозапчасти, фитинги для нефтепромысловых трубопроводов, буровые коронки для фундамента и т. Д.
Сегодня компания CFS продолжает расширять масштабы своей компании, создавая поставщика ковочных штамповок мирового класса. Сейчас мы также разрабатываем роботов в качестве рабочей силы, чтобы снизить затраты на рабочую силу и повысить эффективность производства.
Система крепления рельсов — это способ крепления рельсов к шпалам или шпалам.Он должен быть надежным в соединении, простым по конструкции, легко разбираемым, а также обладать свойствами упругости, гашения вибрации и изоляции. Различные типы шпал имеют разную систему крепления рельсов для использования с балластными и безбалластными путями. Железнодорожная система крепления деревянных спален включает собачьи шипы и пластину для стяжки. Система крепления рельсов для бетонных шпал, как правило, является рельсовой зажимной и балдовой. Чаще всего используются эластичные зажимы с зажимами SKL, зажимы, зажимы e-clip, зажимы Nabla или KPO и т. Д.Как правило, система крепления рельсов состоит из штырей, болтов и гаек рельсов, плоских шайб, зажима рельса, измерительного блока и резиновых прокладок рельса.
В системе крепления рельсов зажим является одним из компонентов, обеспечивающих крепление рельсов к земле. Рельсовые зажимы синхронно перемещаются по рельсам благодаря вулканизированному синтетическому эластомеру, который надежно фиксируется в той части, которая будет контактировать с рельсом.
Рельсовый зажим, также известный как железнодорожный зажим, железнодорожный зажим, иногда называемый рельсовым зажимом или фиксирующим зажимом рельса, представляет собой своего рода устройство, которое зажимается на рельсах, чтобы предотвратить движение поезда или прохождение данной точки на землю (например, на платформах или на короткие гусеницы), чтобы избежать рисков или опасностей.Такие рельсовые зажимы всегда являются болтовыми, самоблокирующимися, регулируемыми с точным допуском и высокой прочностью зажима.Drop Forging улучшает зернистую структуру рельсовых зажимов и развивает оптимальный поток зерна, который придает желаемые свойства направленности, такие как прочность на разрыв, пластичность, ударная вязкость, вязкость разрушения и усталостная прочность. Кроме того, кованые рельсовые зажимы не имеют внутренних пустот и пористости. Весь процесс ковки обеспечивает очень постоянную однородность материала, что приводит к однородным механическим свойствам и равномерному, предсказуемому отклику на термообработку.
Распространенный тип поковок из алюминия, который легко доступен благодаря легкому весу и хорошей прочности. Они доступны во всех формах и размерах. Алюминиевая ковка не только проста, но и быстрее устанавливается. Чистая продукция также легкая по весу и, следовательно, ее легче носить с собой или транспортировать по сравнению с аналогами конкурентов. Прочность продукции посредством ковки алюминия также может контролироваться по желанию производителя.Они могут быть тонкими или сильными в зависимости от необходимости или конечного использования. Кованые алюминиевые компоненты имеют прямое отношение прочности к весу, поэтому производитель знает, сколько ковки потребуется для достижения желаемой производительности. Самое лучшее в них то, что они служат очень долго, поскольку они не подвержены ржавчине и обладают высокой устойчивостью к изменениям окружающей среды, химическим веществам и токсичным материалам.
Кованые алюминиевые компоненты обладают множеством свойств, что делает их фаворитом среди компаний, производящих ковку алюминия.По сравнению с другими металлами, алюминий без особых усилий проводит тепло, чего другие металлы не смогли бы сделать при той же цене. Это дает пользователям возможность высказывать свое мнение об этом. Что касается энергопотребления, то опять же, кованые алюминиевые компоненты отдают предпочтение по сравнению с другими металлами, поскольку они очень хорошо проводят электричество и более эффективны.
Счетчик воды — это устройство, которое измеряет объем воды, подаваемой в собственность.Некоторые водомеры измеряют воду в галлонах, а другие — в кубических футах. Латунные фитинги счетчика воды обычно используются для подключения к установке счетчика воды, но также могут использоваться для подключения сетевых элементов или других аксессуаров, снабженных резьбовым соединением.
Обычно такие фитинги для счетчиков воды конструируются и производятся методом горячей штамповки и механической обработки латуни. По чертежам или образцам, предоставленным нашим заказчиком, CFS Forge может выковать и обработать латунные фитинги для водомеров различных размеров.Процесс горячей штамповки латуни дает много преимуществ по сравнению с традиционными методами литья. Любой запрос на латунные кованые и обработанные фитинги счетчика воды, пожалуйста, свяжитесь с нами!
Обычный процесс ковки методом капельной ковки немного изменился с годами, когда кузнецы молотили раскаленный металл по наковальне или чему-то подобному, чтобы сформировать из металла требуемый предмет. А вот ковка в целом практически не изменилась.Капельная ковка по-прежнему осуществляется с использованием той же базовой философии, то есть придания формы нагретому металлу. И хотя люди по-прежнему куют металл вручную, и не вся ковка выполняется из нагретого металла, процесс ковки в форме капли становится все более механизированным по мере развития новых технологий.Существует множество способов ковки металлов, и каждый из них имеет свои особенности; Один очень хорошо названный метод ковки металла называется ковкой методом капельной ковки. Поковки с падением выполняются, когда человек вставляет лист металла в пресс.Этот лист помещается поверх штампа, форма которого зависит от того, что было заказано или что компания решила произвести в этот день. Как только металл надежно закреплен в машине, молоток опускается или, скорее, падает вниз и заставляет лист металла принимать форму штампа. Сам молот называется силовым или падающим молотом — отсюда и название — ковка — и их обычно нужно только один раз уронить на металл, чтобы получить нужные характеристики.
Когда говорят о штамповке по выплавляемым моделям, людей всегда впечатляет более высокое качество, чем у литья по выплавляемым моделям.Детали, созданные методом капельной ковки, являются прочными, прочными и имеют мелкую форму, которые используются в широком диапазоне применений, наиболее широко в автомобильной, лесной, нефтяной и т. Д. Сталь, алюминий и медь являются наиболее распространенными металлами в промышленности. получить привлекательность и силу в процессе ковки. Очевидно, китайские производители ковки, такие как CFS Forge, делают металл более прочным, чем исходное сырье. И это также придает металлам высокий уровень прочности.Drop Forging также измельчает металл, что продлевает его срок службы и сохраняет непрерывность в течение всего срока службы.В большинстве отраслей для конкретного применения требуется металл определенной формы. Получить такую форму без ковки невозможно. Таким образом, капельная ковка также полезна для придания металлам различной формы и превращения их в разные конечные продукты. Эти металлы правильной формы затем используются для самых разных целей.
При проектировании штампованных деталей обычно следует учитывать алюминий и латунь.То же самое между кованым алюминием и кованой латунью заключается в том, что все они сделаны методом штамповки, что позволяет создавать металлические детали с большой прочностью, жесткими допусками и хорошей обработкой поверхности. Между тем между этими двумя типами ковочных материалов существуют различия. Прежде чем принять решение, важно понять, чем отличается кованый алюминий от кованой латуни.Хотя процесс ковки алюминия и латунных сплавов почти одинаков, между кованым алюминием и кованой латунью все же существуют большие различия.Как профессиональная компания по штамповке, мы можем производить как кованые алюминиевые детали, так и кованые латунные детали.
Благодаря высокому качеству штампованных штамповок система контроля качества и технологическая дисциплина на заводе штамповки являются относительно строгими, а средства контроля качества также относительно полными. Контроль качества в основном отражается в трех ссылках. Во-первых, сырье повторно проверяется на соответствие его химического состава и физических свойств техническим требованиям.Во-вторых, строго контролировать производственный процесс на предмет соответствия требованиям качества. В-третьих, проверьте и примите готовую штамповку в соответствии со стандартом качества.Дисциплина процесса производства штампованных штамповок должна быть строгой, особенно для деталей из кованой стали. После того как правила процесса определены, они должны строго выполняться и не могут быть изменены без утверждения. Это еще один аспект контроля качества в мастерской. Ввиду вышеперечисленных требований на цехе ковочной штамповки работает много инспекторов.В зависимости от состава и характера цеха инспекторы должны составлять примерно 5% от общего числа сотрудников цеха.
Кованая сталь — это не что иное, как процесс ковки, при котором стальным заготовкам придают различные формы в соответствии с чертежами конечных продуктов. Существует несколько способов формирования компонента путем ковки. Наиболее часто используемый металл для автомобильных компонентов — это сталь.Для всех таких изделий стальные заготовки разрезаются на необходимую длину и вес, нагреваются в печи промежуточной частоты, а затем выковываются в желаемую форму с помощью штампов на ковочном прессе. Затем деталь направляется на другой пресс для удаления обрезков под обрезными штампами и, наконец, отправляется на линию механической обработки для доводки до конечного продукта. Кованая сталь
позволяет создавать автомобильные детали более прочные, чем литые или обработанные аналогичные типы. Стальная поковка обычно используется в автомобилестроении из-за ее прочности, доступности и высокого качества.Ковка стали обеспечивает непревзойденную устойчивость при производстве автомобильных запчастей, которые просто не выходят из строя. У автомобильных деталей из кованой стали есть несколько преимуществ:
- Путем ковки методом капельной ковки можно создавать автомобильные детали из кованой стали с жесткими допусками, при этом требуется меньше обработки или совсем не требуется, что может помочь сократить расходы.
- По сравнению с литьем или механической обработкой автомобильные детали из кованой стали не имеют таких дефектов, как газовые пустоты, карманы или дефекты охлаждения, которые могут привести к разрушению нагрузки.
- Под высоким давлением ковочных штампов улучшается внутренняя кристаллическая структура, что значительно повышает прочность автомобильных деталей и тем самым продлевает срок службы.
- Как правило, пара штамповочных штампов позволяет выковать 20 000 ~ 30 000 деталей для автомобилей, эта емкость может выдерживать заказы больших объемов. Более того, стоимость штампов взимается только один раз в CFS Forge и больше не будет взиматься за дополнительные заказы.
Алюминий типа 6061 относится к алюминиевым сплавам 6ххх, в которых магний и кремний являются основными легирующими элементами.Вторая цифра указывает на степень контроля примесей основного алюминия. Когда эта вторая цифра равна «0», это означает, что основная часть сплава представляет собой технический алюминий, содержащий существующие уровни примесей, и не требуется особого внимания для ужесточения контроля. Третья и четвертая цифры — это просто обозначения для отдельных сплавов (обратите внимание, что это не относится к алюминиевым сплавам 1xxx). Номинальный состав алюминия типа 6061: 97,9% Al, 0,6% Si, 1,0% Mg, 0,2% Cr и 0,28% Cu. Плотность алюминиевого сплава 6061 составляет 2.7 г / см3 (0,0975 фунта / дюйм3). Алюминиевый сплав 6061 поддается термообработке, легко поддается ковке и механической обработке, а также обладает хорошей устойчивостью к коррозии.
6061 Алюминиевый сплав обычно выковывается производителями методом штамповки на гидравлических прессах из-за их высокой чувствительности к скорости деформации. Использование молотков и механических прессов — скорее исключение, чем правило. Скорость плунжера обычно невысока, обычно 1 дюйм / секунду или меньше. Горячие штампы, в том числе изотермические, являются обычным явлением. В большинстве случаев температура инструмента находится в пределах 250 ° F от температуры детали.Для поковок чистой формы / прецизионных поковок обычно используются изотермические инструменты и низкие скорости деформации.
Алюминиевые сплавы из-за их низкой плотности всегда можно использовать для изготовления легких металлических деталей. Обычно алюминиевые сплавы делятся на литейные и кованые, и они лучше всего подходят для различных применений. Кованые алюминиевые сплавы, такие как сплав 6061, широко используются в процессе штамповки для создания заданных форм и размеров.Во время процесса заготовка нагревается в индукционной печи и выковывается в закрытой штамповочной штамповке.
Среди всех кованых алюминиевых сплавов 6061 — одна из наиболее часто используемых марок алюминия в мире. Будь то горячая или холодная штамповка, 6061 — выбор для широкого спектра применений, включая автомобилестроение, мотоцикл, аэрокосмическую промышленность и т. Д. Итак, что же делает 6061 таким универсальным? Как и в случае любого сорта, все начинается с состава металла. Его основные легирующие элементы — магний (1.0%) и кремний (0,6%). Это делает его очень устойчивым к коррозии, нагрузкам и растрескиванию. Это также означает, что этот сплав обладает хорошей формуемостью и свариваемостью. Пожалуйста, обратите внимание, что 6061 не является сплавом, который традиционно литье из-за низкого содержания кремния, влияющего на текучесть при литье.
CFS Company — крупнейшая компания по штамповке в Китае. У нас есть обширный опыт штамповки медных и латунных сплавов. В CFS Forge мы ставим клиента на первое место, и наша миссия — превзойти ваши ожидания. Мы предлагаем бескомпромиссные кованые изделия, и наши команды делают все возможное, чтобы удовлетворить все ваши потребности.Если у вас есть особые пожелания, сообщите нам об этом сегодня! Мы готовы ответить на все ваши вопросы!
Типичные металлы, которые можно ковать методом капельной ковки, включают: стальные сплавы, медные сплавы и алюминиевые сплавы, среди которых алюминиевые сплавы являются самыми легкими. Поэтому алюминиевые поковки постепенно заменяют стальные поковки, особенно в автомобильной и аэрокосмической промышленности. Заказчик может сомневаться в том, что в разделе о штамповке алюминиевых сплавов, как о профессиональной компании по штамповке, мы хотели бы познакомить вас более подробно.Прежде всего, необходимо разобраться в характеристиках алюминиевых сплавов. Алюминий — это металл, похожий на сталь, латунь, медь, цинк, свинец или титан. Он может плавиться, литься, коваться и обрабатываться аналогично этим металлам и проводить электрические токи. Алюминий — очень легкий металл с удельным весом 2,7 г / см3, что примерно в три раза меньше стали. Это снижает затраты на производство алюминиевых поковок. Опять же, его использование в транспортных средствах снижает собственный вес и потребление энергии, одновременно увеличивая грузоподъемность.Это также снижает уровень шума и повышает уровень комфорта.
В Интернете вы найдете множество компаний, которые могут предоставить услуги по штамповке. По поводу запросов предложений вы можете связаться с несколькими потенциальными поставщиками ковочных материалов для сравнения. Помимо сравнения цен от этих различных компаний по штамповке, это также процесс, позволяющий вам понять и выбрать лучшую компанию по штамповке.
Drop Forging — это производственный процесс, при котором нагретые круглые стержни сжимаются между верхними и нижними штампами до полного заполнения полости штампов. Детали, изготовленные этим методом, имеют точные размеры, небольшие припуски на обработку или их отсутствие и сложную конструкцию с высокой производительностью. Процесс капельной ковки имеет высокую эффективность производства и низкую трудоемкость, что позволяет изготавливать сложные компоненты с более высокой прочностью, чем процесс литья. Этот способ производства подходит для массового производства.Однако стоимость ковочных штампов относительно высока и не подходит для штучного или мелкосерийного производства.
Используя процесс ковки методом капельной ковки, металлы (сталь, алюминий или медь) могут улучшить его структуру и механические характеристики. Поковки деформируются горячей обработкой. Из-за деформации и рекристаллизации металла исходные крупные дендриты и столбчатые зерна становятся равноосными, рекристаллизуются с более мелкими зернами и однородным размером, затем исходная сегрегация, рыхлость, поры и шлаковые включения в слитке уплотняются и свариваются, и их структура становится плотнее.Пластичность и механические характеристики металла улучшаются.В целом механические характеристики отливок ниже, чем у поковок из того же сырья. Кроме того, процесс ковки может обеспечить последовательность металлических волокон и сохранить соответствие кованых волокон форме кованых деталей. Более того, металлические линии обтекаемости не повреждены, что обеспечивает отличные механические характеристики и долгий срок службы деталей. Благодаря процессам точной штамповки, холодного и теплого замеса поковки превосходят отливки по своим характеристикам.
По производству алюминия и алюминиевых сплавов, как наиболее широко используемых цветных металлов, уступает только стали. Что касается количества отложений в земляной корке, алюминий составляет около 8,13% качества земляной корки, что более чем вдвое превышает количество железа и больше, чем сумма других цветных металлов. Плотность алюминиевого сплава составляет лишь треть от плотности стали (плотность алюминиевого сплава — 2.7 г / см3, тогда как сталь 7,85 г / см3), поэтому алюминиевый сплав является идеальным легким материалом. Он подходит для критических нагрузок и легковесных деталей из-за его большой прочности и жесткости, а также высокой усталостной прочности. Алюминиевый сплав обладает значительной пластичностью и может быть переработан в различные высокоточные поковки сложной формы. Алюминиевые поковки обладают характеристиками коррозионной стойкости, теплопроводности и немагнитности, что превосходит стальные поковки.Алюминиевые поковки широко используются в различных областях, таких как машиностроение, авиация, автомобили, железнодорожный транспорт, корабли, морские суда, здания, мосты, химикаты и энергетика благодаря своим превосходным свойствам. Замена стальных поковок алюминиевыми поковками позволяет значительно снизить вес механических изделий и повысить структурную стабильность. Таким образом, поковки из алюминия являются важными компонентами в авиационной, аэрокосмической и многих отраслях оборонной промышленности. Например, в самолетах используется много алюминиевых поковок, на долю которых приходится 15-50%.
При анодировании используется кислота для создания коррозионно-износостойкого слоя на поверхности алюминиевых поковок, что является одним из распространенных видов отделки поверхности кованых алюминиевых деталей. Процесс анодирования также изменяет кристаллическую структуру у поверхности алюминиевых поковок, что позволяет окрасить кованую алюминиевую деталь в яркий цвет. Он защищает от коррозии, улучшает эстетические качества, устойчив к царапинам и является одним из самых прочных покрытий поверхности, доступных после ковки алюминия.Существует несколько вариантов цвета поковок из анодированного алюминия, например, для рычага тормоза из кованого алюминия. Один из наших клиентов нуждается в 5 цветах: серебристый натуральный, черный, красный светлый, синий и светло-серый. Эти разноцветные поковки из анодированного алюминия можно заказать в CFS Forge. Поковки из анодированного алюминия после окраски приобретают характерный «металлический» вид. Это вызвано двумя факторами. Во-первых, из-за равномерного электрохимического травления остается шероховатая поверхность. Чем глубже поры, тем шероховатее будет поверхность, но и цвета будут намного более стойкими.Во-вторых, свет, падающий на поверхность, частично взаимодействует с красителем и частично с неокрашенным металлом наверху. Таким образом, свет, который отражается, чтобы поразить ваш глаз, на самом деле представляет собой комбинацию двух разных длин волн, взаимодействующих, поскольку они отражаются от немного разных поверхностей. Это вызывает характерный блеск поковок из анодированного алюминия.
Что такое кованая латунь и где она обычно используется? Вкратце, кованая латунь — это сплав меди и цинка, который нагревается до 900 градусов по Фаренгейту, прежде чем придать форму в прессах с закрытой штамповкой с прецизионной обработкой.Это дает полученному материалу большую прочность на разрыв по сравнению с его формованными аналогами.
В зависимости от количества используемых меди и цинка получаемый сплав может обеспечивать различную степень электрической и теплопроводности, коррозионной стойкости, пластичности и обрабатываемости. Уникальная комбинация металлов также может определять его характеристики соединения и покрытия, немагнитные и искробезопасные свойства, а также его характеристики полировки и отделки.
Алюминий — один из распространенных материалов, используемых в процессе ковки методом капельной ковки, когда алюминиевый материал нагревают и сжимают до тех пор, пока не будут сформированы формы деталей.Горячая штамповка алюминия обычно используется для изготовления деталей автомобильной подвески. Вы получаете детали сложной геометрической формы с превосходными механическими свойствами и жесткими допусками. Он конкурентоспособен как процесс изготовления легких деталей подвески автомобилей. После ковки улучшаются как прочность, так и механические свойства, что делает ковку конкурентоспособным процессом для деталей автомобильной подвески.Почему детали подвески? Некоторые причины. Во-первых, детали подвески обычно рассчитаны на динамические усталостные нагрузки.Любое неблагоприятное качество поверхности повлияет на усталостную долговечность подвески. Другая причина заключается в том, что детали подвески, выкованные из алюминия, являются деталями подвески с наименьшим весом в промышленных масштабах, а вес особенно важен для неподрессоренной массы транспортного средства. Кроме того, они обеспечивают лучший отклик автомобиля, поскольку уменьшается инерция деталей, и они уменьшают шум от шасси, что обеспечивает более комфортную поездку. Наконец, благодаря использованию алюминия уменьшенный вес помогает снизить выбросы.
Из-за того, что автомобили и другие транспортные средства используются разными марками, существует множество типов корпусов шаровых шарниров, которые могут соответствовать различным соединениям шаровых шарниров. Как правило, корпус шарового шарнира в зависимости от его применения конструируется и изготавливается путем ковки стали.
Ковка корпуса шарового шарнира — это процесс горячей штамповки, который начинается с нагретой заготовки, которая «сжимается» в специальных штампах, где ее зеренная структура разрушается и гомогенизируется на более мелкие зерна для повышения предела текучести и пластичности.Поскольку сталь горячая, она легко деформируется и позволяет производителям штамповки создавать более сложные формы, чем при холодной штамповке. Тот факт, что корпус шарового шарнира пластически деформируется выше температуры рекристаллизации, позволяет ему сохранять свою деформированную форму во время охлаждения.
Поковки типа ступицы колеса часто изготавливаются методом штамповки на прессах.Из-за необходимости облегчения конструкции ступицы колес часто изготавливают методом ковки из алюминия. Формовка ступицы колеса методом штамповки методом капельной ковки представляет собой особый процесс горячей штамповки, который отличается от процесса штамповки стали.
Большая изменчивость свойств алюминиевых сплавов в диапазоне применяемых параметров формования приводит к затруднениям в технологическом проектировании. Большинство поковок из алюминиевых сплавов изготавливается методом штамповки с оплавлением. От степени сложной геометрии поковки зависит степень нагрева и тип применяемого инструмента.Поковки сложной геометрии, ребристые, требующие точной предварительной формовки, выковываются в штамповочном слепке, а затем, после устранения повреждений и повторного нагрева, штампуются в штамповочном штампе. В процессе формования менее сложных поковок, которые изготавливаются небольшими сериями, нанесение оттиска предварительной формовки обычно не используется. Операция предварительного формования производится при формировании слепка с недозаполнением в несколько миллиметров. После удаления повреждений и повторного нагрева, наконец, создается тот же слепок.В случае поковок увеличенного размера преформы используются редко, несмотря на трудности с их получением. Для предварительного формования материала увеличивающие и прокатные оттиски не применяются. Работа этого типа приводит к быстрому снижению температуры материала и образованию перекрытия в результате ковки с вращением одновременно. В связи с этим используется заготовка в виде прутка с сечением, близким к самому большому сечению поковки.
Abstract: Было доказано, что кованый алюминиевый сплав является идеальным вариантом по сравнению со стальными поковками и литыми алюминиевыми деталями в соревновании по снижению веса автомобиля.Кроме того, такой выбор приводит к решительному повышению производительности при крупносерийном производстве при конкурентоспособных ценах.
Что касается автомобильных шасси, легкий вес неэластичных материалов способствует безопасности и комфорту. Хайнц Ловак, доктор технических наук, утверждает, что до того, как поставить коробку с серебристыми боковыми направляющими для передних мостов Audi A6 и Volkswagen Passat: «Наши алюминиевые поковки весят лишь половину веса тех же функциональных стальных компонентов, что составляет решающее преимущество.«Майнерцхаген, руководитель отдела продаж и маркетинга технологии легких металлов компании Otto Fuchs, считает, что алюминий может достичь очень хороших механических свойств путем ковки. Предел прочности на разрыв и предел текучести указанной боковой направляющей может достигать 440 Н / мм2 и 380 Н / мм2 соответственно, удлинение может составлять более 10%, особенно для предела текучести и удлинения, уровень алюминиевых поковок выше, чем у обычно используемого литого алюминиевого сплава.
Ковка торцов ярма методом капельной штамповки — это метод формовки и формовки металла с использованием набора штампов (форм для штамповки металла).Вторая движущаяся часть матрицы прилагает направленную вниз силу. Эта направленная вниз сила и движение является источником «капли» в ковке капли. Как наиболее распространенный метод ковки металла, он очень подходит для изготовления концов ярм.
Прочность концов ярма, изготовленных производителями ковки методом капельной ковки, может быть значительно улучшена, что особенно важно для этого случая, если внутреннее зерно металла деформируется в соответствии с формой детали. Помимо углеродистой стали, концы ярма также могут быть кованы с помощью других металлов, таких как нержавеющая сталь или алюминий.Короче говоря, поковки часто используются для производства оборудования для таких отраслей, как аэрокосмическая промышленность, национальная оборона, автомобилестроение, сельское хозяйство, строительство, оборудование, горнодобывающая промышленность, погрузочно-разгрузочные работы и т. Д. добавленная прочность и долговечность в результате процесса ковки. Если у вас есть вопросы по поводу кованых концов вилки или других кованых компонентов, пожалуйста, свяжитесь с CFS Forge прямо сейчас!
Как правило, существует два метода ковки алюминиевых сплавов, а именно горячая ковка алюминия и холодная ковка алюминия.Разница между горячей ковкой алюминия и холодной ковкой алюминия заключается в температуре деформации. Все алюминиевые кованые детали, изготовленные в CFS Forge, подвергаются горячей или холодной ковке в закрытых штампах. Ковка в закрытых штампах позволяет придать алюминиевому материалу широкий спектр форм с довольно точными допусками. Этот процесс — удобный способ формовать небольшие точные алюминиевые детали. Когда дело доходит до крупносерийного производства, ковка в закрытых штампах обычно оказывается более рентабельной, чем метод литья. Кроме того, ковка в закрытых штампах обеспечивает лучшую обработку поверхности и более экологична.
По сравнению с компаниями по ковке алюминия из развитых стран, стоимость производства деталей из алюминия в Китае намного ниже. Чтобы сэкономить, многие зарубежные компании предпочитают импортировать товары от китайских поставщиков алюминиевых поковок. Как одна из крупнейших компаний по производству ковки алюминия и экспортеров в Китае, CFS имеет возможности ковки, механической обработки, полировки поверхности или анодирования алюминиевых сплавов, что позволит нам поставлять готовые алюминиевые кованые детали нашим клиентам из США, Великобритании, Канады, ЮАР и др.Исходя из нашего богатого опыта в области ковки алюминия, вот некоторые моменты, на которые следует обратить внимание при выборе подходящего китайского поставщика ковки алюминия.
Ковка — один из основных способов производства металлических заготовок для механических деталей в различных отраслях промышленности. Преимущество ковочного производства заключается в том, что с его помощью можно не только получить желаемую форму, но и улучшить внутреннюю организацию материалов и механические свойства.Что касается важных механических деталей, требующих большого усилия и высоких механических характеристик, большинство из них изготавливается методом ковки. Кованые детали составляют 80% деталей самолетов, 70% деталей танков, 60% деталей автомобилей. Шпиндель гидравлической турбины, рабочее колесо, ротор, защитное кольцо и т. Д. В энергетике — все кованые. Можно видеть, что ковочное производство занимает чрезвычайно важное место в промышленном применении.
Кованый алюминий имеет преимущества низкой плотности и высокой прочности, поэтому он широко используется в различных отраслях промышленности.Ковка алюминия становится основным процессом производства различных механических деталей. Как правило, любая деталь, кованная из низкоуглеродистой стали, может быть выкована из алюминиевого сплава на предприятиях по ковке алюминия. Кованые алюминиевые детали в различном кузнечном оборудовании, таком как кузнечный молот, механический пресс, гидравлический пресс, штамповка, прокатка и штамповка. Вообще говоря, алюминиевые поковки с небольшими размерами, простой формой и широкими требованиями к допускам могут быть легко кованы на кузнечном молотке, но для алюминиевых поковок с большими техническими характеристиками и жесткими требованиями к деформации для ковки используется гидравлический пресс.Алюминиевые поковки с большими и сложными цельными конструкциями должны производиться на больших гидравлических штамповочных прессах. Для больших прецизионных кольцевых деталей следует использовать прецизионный кольцепрокатный станок для прокатки поковки.
Обладая характеристиками низкой плотности, средней прочности, коррозионной стойкости, легкости формования, легкой сварки, красивого внешнего вида, долговечности и легкой переработки, алюминиевый сплав должен привлекать все больше и больше внимания в мотоциклетной промышленности, и его диапазон применения должен быть расширен в мотоциклетной промышленности. .В 21 веке детали мотоциклов из алюминиевых сплавов должны активно развиваться, исходя из вышеупомянутых преимуществ.
Почти все стальные детали мотоциклов могут быть заменены материалами из алюминиевого сплава при постоянных усилиях соответствующего профессионального и технического персонала в мотоциклетной промышленности. В последние годы, в связи с растущими требованиями международной защиты окружающей среды и национальных и региональных правительственных постановлений об энергосбережении, мотоциклы переходят в тенденцию «зеленого мотоцикла», который является легким, высокоскоростным, безопасным, комфортным и экологически чистым.Несомненно, это будет способствовать применению материалов из алюминиевых сплавов на мотоциклах. Кованый алюминиевый сплав особенно важен при применении в качестве материала.
Когда дело доходит до ковки алюминия, наиболее привлекательным словом является «алюминий». Все мы знаем, что алюминий становится все более популярным в ковке из-за его небольшого веса по сравнению со сталью и латунью. Когда покупатели отправляют чертеж кованой алюминиевой детали поставщику алюминиевых поковок, спецификация материала (алюминиевый сплав) уже четко обозначена внизу чертежа.Материал, выбранный для ковки алюминия, будет определять конечные характеристики изделий. Поэтому перед производством очень важно выбрать подходящий сплав.
Как профессиональная компания по штамповке, CFS Forge имеет многолетний опыт производства и экспорта кованых алюминиевых деталей. Мы можем предоставить услуги по ковке алюминия и обработке различных алюминиевых сплавов. Если вы ищете поставщика для вашего проекта по ковке алюминия, свяжитесь с нами!
Традиционное применение кованого алюминия в основном сосредоточено на спортивных автомобилях или транспортных средствах с низким расходом топлива.Производимые компоненты включают поршни, обода, рычаги переключения клапанов, детали подвески и другие важные структурные силовые детали. Стоимость производства кованых алюминиевых деталей увеличивается из-за высокой стоимости материалов и сложного производственного процесса, что затрудняет применение кованых алюминиевых деталей. В настоящее время многие страны, такие как США, Канада, Австралия, Южная Африка и т. Д., Активно исследуют и разрабатывают высокопрочные материалы, а также процессы ковки, чтобы снизить стоимость производства кованых алюминиевых деталей.
CFS Forge — профессиональная компания по ковке алюминия в Китае. Просто свяжитесь с нами, если у вас есть проект из кованого алюминия.
Снижение веса автомобиля — это, по сути, облегчение автомобильных деталей. Кованые ступицы колес из алюминиевого сплава позволяют значительно снизить вес кузова автомобиля. Например, система транспортировки тяжелых 40-тонных грузовиков и полуприцепов имеет в общей сложности 22 ступицы колес.У него будет 24 ступицы, если учесть передние и редкие запасные шины. Вес автомобиля будет уменьшен почти на 600 кг, если мы заменим часто используемые стальные ступицы на алюминиевые кованые. Более того, материалы из алюминиевого сплава обладают хорошей теплоотдачей, что может в определенной степени замедлить скорость старения резины шины. Грузовики, автобусы и прицепы, оснащенные коваными колесами из алюминиевого сплава, могут сэкономить 26% расхода шин.
Многие коммерческие автомобили оснащены коваными алюминиевыми дисками в Америке и Канаде.Это также происходит в Европе, Южной Африке и Австралии. Наряду с развитием технологии облегченных автомобилей в Китае и ростом цен на топливо в последние годы, замена традиционных автомобильных колес на диски из алюминиевого сплава стала тенденцией. Как профессиональный производитель штамповочных штамповок, мы хотели бы описать практический процесс штамповки ступицы колеса из алюминиевого сплава в закрытом состоянии с помощью трехмерного моделирования UG, конструирования поковок, а затем — опалубки закрытой оснастки.Затем 3D-модель импортируется в программное обеспечение для анализа моделирования деформации для проведения моделирования штамповки. На основе анализа процесса моделирования, перемещения заготовки, степени заполнения материала, а также распределения температуры предварительно получают общий процесс ковки.
Обычно бывает четыре вида дефектов, вызванных неправильным процессом ковки алюминиевого сплава: 1.Крупнозернистый
Из-за слишком высокой начальной температуры ковки алюминия и недостаточной степени деформации, или слишком высокой конечной температуры ковки, или степень деформации упала в критическую зону деформации. Степень деформации алюминиевого сплава слишком велика, образуя текстуру; Температура деформации суперсплава слишком низкая, образование микроструктуры смешанной деформации также может вызвать крупные зерна.
Пластичность и ударная вязкость алюминиевых поковок будут снижены, и, очевидно, снизятся усталостные характеристики.Неравномерный размер зерна: относится к тому факту, что размер зерна в некоторых частях поковки особенно велик, а в некоторых — меньше. Основная причина неравномерности зерен заключается в том, что неравномерность деформации в разных частях заготовки приводит к разной степени измельчения зерна, либо степень деформации на локальных участках попадает в зону критической деформации, либо локальное технологическое упрочнение суперсплава. или местные крупные зерна при закалке. Термостойкие стали и суперсплавы особенно чувствительны к неравномерному размеру зерна.Неровность зерна, очевидно, снижает долговечность и усталостные характеристики алюминиевых поковок.
Для штамповки алюминиевых компонентов в закрытых штампах решающим элементом всего процесса штамповки алюминия являются штампы или пресс-формы, поскольку штампы являются основным элементом конечной стоимости таких штамповок. Кроме того, на параметры процесса штамповки влияет конструкция штампа, а размерная целостность готовой поковки в значительной степени контролируется полостью штампа.Следовательно, ковка алюминиевых сплавов требует использования штампов, специально разработанных для алюминия, потому что:
- Поведение алюминиевых сплавов при деформации отличается от поведения других материалов; поэтому конструкции промежуточных и конечных полостей штампов должны оптимизировать поток металла при заданных условиях процесса ковки и обеспечивать изготовление конечных деталей без дефектов.
- Допуски на усадку у алюминиевых сплавов обычно больше, чем у сталей и других материалов.
- Контроль температуры штампов, используемых для штамповки алюминиевых сплавов, имеет решающее значение; поэтому при проектировании необходимо учитывать методы, используемые для предварительного нагрева штампа и поддержания температуры штампа во время ковки.
Фитинги для труб — это фитинги, используемые в системах трубопроводов для соединения прямых труб или секций труб, адаптации к различным размерам или формам и для других целей, таких как регулирование (или измерение) потока жидкости.Фитинги могут быть спроектированы и изготовлены из различных металлических материалов, включая сталь, алюминий и латунь. По сравнению с фитингами из стали и латуни, фитинги из алюминия могут иметь небольшой вес, но хорошую коррозионную стойкость.
Алюминиевая поковка для трубопроводной арматуры — это процесс горячей штамповки, при котором из алюминиевых заготовок придают форму различных трубопроводных фитингов. Ковка алюминиевых трубных фитингов состоит из нескольких этапов, включая резку заготовки, нагрев заготовки, ковку, обрезку и дробеструйную обработку.Чтобы обеспечить качественное производство, каждый этап изготовления трубопроводной арматуры в процессе ковки алюминия должен строго контролироваться. Как профессиональная компания по ковке алюминия в Китае, CFS Forge может предоставить нашим клиентам услуги по ковке алюминия и механической обработке различных фитингов. Если у вас есть вопросы по алюминиевым кованым фитингам для труб, свяжитесь с нами.
Помимо контроля температуры поковки алюминия, очень важна конструкция компонента поковки алюминия.Конструкция деталей в основном включает стандарты для припусков на обработку, расположения линии разъема, углов уклона, радиусов углов и галтелей для алюминиевой поковки.
Припуски на обработку
Рекомендуемые припуски на обработку для алюминиевой поковки приведены в таблице ниже.
Наибольшее Размер (мм) | Минимальный запас чистоты на Поверхность (мм) |
Менее 200 196 | |
от 200 до 400 | 2,4 |
400–600 | 3,2 |
Более 900 | 4.8 |
Как показано выше, припуск называется минимальным чистовым припуском на поверхность и связан с наибольшим размером поковки. Допуск на механическую обработку может применяться ко всей поковке или к обрабатываемым поверхностям. Припуск на чистовую обработку применим ко всем металлам.
Большая часть алюминиевых поковок производится в условиях горячей штамповки.Во время процесса ковки алюминия температура является критическим фактором, который следует строго контролировать, более высокая или более низкая температура может легко вызвать дефекты ковки. Перед ковкой заготовки из алюминиевого сплава нагреваются значительно ниже температуры их солидуса, поскольку тепло, выделяемое во время деформации ковки, также вызывает повышение температуры материала. Если температура нагретой заготовки и повышение температуры во время капельной ковки превысят температуру плавления алюминиевых сплавов, алюминиевые заготовки начнут плавиться, и будет наблюдаться сильное растрескивание поковок.Этот эффект наиболее существенен при высокоскоростной ковке, например, на механическом прессе или ковочном молотке, поскольку выделяемое тепло имеет мало времени для диффузии в штампы. Это снижает сложность форм, которые могут быть изготовлены на высокоскоростном кузнечно-прессовом оборудовании, и потенциально увеличивает объем необходимой обработки.
С другой стороны, с повышением температуры алюминиевых заготовок после нагрева ковкость всех алюминиевых сплавов также улучшится. Поскольку ковкость каждого алюминиевого сплава разная, температура нагрева, необходимая во время процесса горячей ковки, также разная.На рисунке ниже показана ковкость различных алюминиевых сплавов при изменении температуры. Из этого рисунка хорошо видно, что с повышением температуры ковкость увеличивается.
Как известно, для приложений ковка лучше. 6061 и 7075 — два сплава, которые обычно используются при ковке алюминия. Когда дело доходит до алюминиевого сплава 6061 или алюминиевого сплава 7075 для проекта ковки, необходимо понимать их различия и области применения.Это избавит вас от хлопот при поиске баланса между производительностью и стоимостью. Для большинства общих целей работают оба сплава. Но различия в составе, механических свойствах и стоимости могут помочь вам выбрать то, что лучше всего соответствует вашим потребностям. Химические различия между алюминиевыми поковками 6061 и 7075 незаметны. Оба содержат магний, кремний, медь, железо, цинк, титан, марганец и хром. Разница в том, сколько из них содержится в каждом. Алюминиевая поковка 6061 содержит меньше цинка, чем 7075.Это означает, что, хотя поковка из алюминия 6061 обеспечивает превосходные сварочные способности и обрабатываемость, она не может похвастаться такой же высокой прочностью и устойчивостью к нагрузкам, как 7075. Ищете хорошую компанию по ковке алюминия в Китае для вашего изделия? Пожалуйста, свяжитесь с CFS Forge!
После того, как будет спроектировано новое кованое изделие из алюминия, многие компании будут готовы запустить его в производство в Китае из-за его низкой стоимости производства.На этом этапе очень важно выбрать подходящего производителя алюминиевых поковок. Лично я много лет проработал в кузнечной отрасли и знал множество производителей алюминиевых поковок, больших и малых. В этой статье я собираюсь подвести итог своему многолетнему пониманию и опыту в этой профессии, и буду рад поделиться им со всеми вами.
Если вы введете в Google поиск «китайский производитель алюминиевых поковок» или «Китайская компания по производству алюминиевых поковок», вы получите много контактов с производителями алюминиевых поковок в Китае. Я предлагаю вам разослать запросы предложений 2 или более компаниям, занимающимся поковкой алюминия, тогда вы сможете сравните их цены, они скорость реакции, их профессиональная поддержка.Обычно производитель алюминиевых поковок приглашает инженера или продавца, у которого есть инженерное образование, чтобы связаться с вами, это будет намного лучше, чем продавец без какого-либо инженерного опыта. Поскольку ковка алюминия — это индивидуальная и профессиональная услуга, опыт ковки алюминия очень поможет в общении и поможет избежать недоразумений в инженерном деле. это сэкономит много времени и средств. Если вы решите работать с одним производителем алюминиевых поковок, я предлагаю посетить его на месте, затем вы сможете проверить его предприятие и поговорить с ним лицом к лицу.Если время или бюджет ограничены, вы можете попросить некоторых рекомендательных клиентов из вашей страны, которые имеют с ними дело, люди, которые живут в той же стране и той же культуре, всегда заслуживают большего доверия.
Тройник также называется тройником или тройником, тройником, тройником и т. Д. Он в основном используется для изменения направления жидкости, например, в ответвлении основной трубы. Его можно отсортировать по диаметру трубы.Тройник может быть изготовлен из различных материалов, таких как углеродистая сталь, литая сталь, легированная сталь, нержавеющая сталь, медь, алюминиевый сплав, пластик, натертый аргоном литий, ПВХ и так далее.
Используя пластичность алюминиевого сплава, поковки необходимой формы, размера и определенных микроструктурных свойств могут быть получены путем формования деформации с помощью внешних сил. После ковки из алюминиевых сплавов мы можем добиться хорошей прочности, однородной структуры и отсутствия внутренних пор. Кроме того, можно использовать термообработку T6 и анодное окисление для улучшения его механических свойств и предотвращения окисления.
Как следует из названия, процесс горячей штамповки требует нагрева металла, поэтому температура нагрева оказывает значительное влияние на процесс штамповки и результат. Чтобы обеспечить ковкость металла и получить хорошие характеристики внутренней структуры, нагрев ковки должен соответствовать определенным характеристикам нагрева и выполнять процесс ковки в пределах указанной температуры.В то же время, поскольку температура заготовки очень высока, иногда пресс-форма также требует предварительного нагрева, поэтому существуют определенные требования к сроку службы пресс-формы и формовочного оборудования. Чтобы обеспечить прогресс процесса ковки, во время процесса горячей штамповки необходимо учитывать следующие основные вопросы:
При горячей штамповке металлическая заготовка перед ковкой нагревается до определенной температуры. Может снизить прочность металлического предела b сигма, улучшить его пластичность, и чем выше температура нагрева, тем больше уменьшение b сигма, тем ниже требуемая сила формования.Чтобы уменьшить усилие формования и потребление энергии, температура нагрева металлической заготовки должна быть повышена, насколько это возможно, во избежание возникновения перегорания металла. Поскольку диапазон температур алюминиевой ковки узок, нам следует уделять больше внимания контролю нагрева перед ковкой.
В процессе ковки должны требоваться не только соответствующая форма и размер, но и требования к характеристикам деталей во время использования, которые включают индекс прочности, индекс пластичности, ударную вязкость, усталостную прочность, вязкость разрушения, сопротивление. от коррозии под напряжением и так далее.Это делает процесс ковки всегда лучше, чем другие процессы обработки металла.по сравнению с другими процессами (литьем или механической обработкой) ковка всегда лучше. CFS Forge — профессиональная компания, занимающаяся штамповкой методом штамповки, мы можем заниматься штамповкой из различных материалов: стали, алюминия и меди. Свяжитесь с нами, если у вас есть источник ковки из Китая.
Привлекательное сочетание прочности и формуемости, устойчивости к коррозии и возможности вторичной переработки сделало упрочняющийся при старении EN AW 6082 одним из самых популярных алюминиевых сплавов для ковки.Таким образом, поковки из алюминия 6082 широко используются в компонентах автомобильной подвески и других областях. Обычный производственный цикл начинается с литья 6082 заготовок, которые затем экструдируются в поковку меньшего диаметра. Относительно более высокие температуры, создаваемые нагревом трением, и высокие деформации, возникающие на поверхности во время экструзии, способствуют рекристаллизации и создают гетерогенную структуру с полностью рекристаллизованными мелкими зернами на поверхности и волокнистыми зернами в центре.Следовательно, поверхность кованых деталей 6082 неизбежно подвергается росту зерна после воздействия высоких температур во время термообработки на твердый раствор. В настоящей работе была предпринята попытка определить альтернативный процесс для достижения однородной структуры сечения без признаков крупных зерен по сечению, что, в свою очередь, обеспечит лучшие усталостные характеристики и более длительный срок службы.CFS Drop Forge может производить все типы алюминиевых поковок из различных сплавов, включая 6061, 6063, 6082, 7075 и т. Д.Мы можем изготовить алюминиевые поковки 6082 как с полированной, так и с анодированной поверхностью. Ищете хорошую компанию по ковке алюминия в Китае для изготовления ваших алюминиевых деталей? Пожалуйста, свяжитесь с нами!
Корпуса шаровых кранов из латуни изготавливаются методом ковки, который включает формование металлов и сплавов в твердой форме. Инструменты нагрева и промышленных размеров создают сжимающие силы для изгиба металлов и сплавов, а матрицы используются для резки и придания формы материалам для создания специальных клапанов.Ковка может выполняться при большинстве температур в зависимости от используемой латуни. Ковка корпусов шаровых кранов дает много преимуществ для промышленных компаний. Например, компаниям не нужно беспокоиться о потерянных материалах. Поскольку кованые корпуса шарового крана представляют собой цельную деталь, требуется немного усилий для обработки материала для получения надлежащей формы и размера. Кованые корпуса шаровых кранов имеют репутацию прочных, что делает их идеальными для работы в системах высокого давления и высоких температур.В процессе ковки латуни зернистая структура металла становится более мелкой. Это приводит к увеличению отдачи и общей прочности. Кроме того, ковка повышает ее устойчивость к распространенным проблемам, таким как трещины, усадка и пористость.
Кроме того, латунная ковка позволяет создавать корпуса шаровых кранов с меньшей толщиной стенок. Это помогает снизить вероятность термической усталости во время работы клапана. Это также означает, что корпуса шаровых кранов из кованой латуни можно нагревать и охлаждать быстрее, что позволяет им адекватно справляться с нагрузками в системах, которые непрерывно циклически проходят процессы пуска и останова.Хотите приобрести латунную поковку для корпусов шаровых кранов или других компонентов клапана? Пожалуйста, свяжитесь с нами для запроса предложений?
Обычно тормозной суппорт мотоцикла изготавливается методом литья или ковки. Короче говоря, механическая прочность тормозного суппорта мотоцикла, изготовленного из алюминиевого сплава, выше, чем у алюминиевого литья, но цена литого суппорта относительно невысока, что напрямую связано с производственной стоимостью.
Процесс штамповки методом капельной штамповки, также называемый штамповкой в закрытых штампах, представляет собой процесс, при котором горячий металл полностью перемещается в полости стенки двух штампов. Оттиск для поковки может быть либо в штампе, либо разделен между верхней и нижней штампами. Процесс капельной ковки может повысить прочность шаровых опор за счет выравнивания зерна по линиям потенциального напряжения, чего нельзя добиться с помощью литья, механической обработки или изготовления.Таким образом, ковка всегда используется для производства металлических компонентов, таких как шаровой шарнир, шаровые опоры и т. Д., Для буксировки прицепов наших клиентов.
Drop Forged Материалы, выбранные для изготовления шаровых опор, могут быть кованой сталью или кованым алюминием. Кованые алюминиевые шаровые опоры для буксировки прицепа могут иметь небольшой вес, но из-за более высокой стоимости материала цена шаровых опор из кованого алюминия будет выше, чем у шаровых опор из кованой стали.
Компания CFS Forge, специализирующаяся на поставках комплексных услуг по штамповке, может предоставить индивидуальные услуги для стальных и алюминиевых поковок.Таким образом, будь то шаровые опоры из кованой стали или кованые алюминиевые шаровые опоры, мы все сможем поставлять их по конкурентоспособным ценам.
С повышением внимания всего общества к окружающей среде обитания, защита окружающей среды и энергосбережение стали важными темами в развитии автомобильной промышленности. В последние годы возник ряд проблем, таких как загрязнение воздуха и парниковый эффект, вызываемый транспортными средствами выбросы выхлопных газов становятся все более заметными.Все страны мира выдвинули более строгие нормы выбросов газов и показатели расхода топлива. Таким образом, это стало ключевым направлением исследований и разработок в автомобильной промышленности для реализации цели энергосбережения и сокращения выбросов за счет облегчения транспортных средств. Согласно результатам испытаний, 10% -ная потеря веса в бензиновых легковых автомобилях может снизить расход топлива на 3,3%. , 15% -ная потеря веса может снизить расход топлива на 5%, а легковые автомобили с дизельным двигателем соответственно могут снизить расход топлива на 3.9% и 5,9%.
Ковка алюминия — это процесс производства металла, который осуществляется путем интенсивного сжатия или измельчения алюминия до тех пор, пока не будут сформированы высокопрочные кованые алюминиевые детали. Наши алюминиевые поковки по индивидуальному заказу идеально подходят для автомобильных применений, где прочность, безопасность и производительность не будут снижены из-за легкого веса алюминия. Автомобильные детали из кованого алюминия — идеальное решение для автомобильных приложений, требующих высокой производительности в сочетании со скоростью и / или энергоэффективностью.Изготовленные на заказ поковки в закрытых штампах обеспечивают превосходное соотношение прочности и веса, что приводит к получению высокопрочных и легких деталей.
Наиболее важным фактором, который следует учитывать при выборе ковочного материала для сцепных устройств и шаровых опор, является их склонность к ржавчине. Отличный способ избежать этого — использовать в качестве материала алюминий. Кроме того, алюминиевая поковка может иметь меньший вес для шаровой опоры, чем стальная поковка. Кроме того, с алюминиевой ковкой не нужно беспокоиться об окислении, что полезно, если вы часто меняете шаровые опоры или работаете в непосредственной близости от соленой воды или дорожной соли.Более того, после ковки можно проводить полировку, что может улучшить внешний вид вашего тягача. Поэтому алюминиевая ковка — отличный выбор для буксировки или переноски велосипедной стойки, грузового автомобиля или небольшой лодки.Чтобы снизить производственные затраты, многие покупатели из США, Великобритании, Канады и Австралии предпочитают настраивать свои кованые алюминиевые шаровые опоры сцепного устройства для буксировки прицепов китайских производителей. Но, в отличие от стальной ковки, существует несколько компаний, занимающихся ковкой алюминия для таких кованых алюминиевых шаровых шарниров, особенно когда после ковки алюминия требуется полировка.CFS Forge — правильная китайская компания, которая может предложить индивидуальную ковку для алюминиевых шарнирных опор. У нас есть оборудование для ковки алюминиевых кованых компонентов разной тонны, поэтому, независимо от того, насколько оно велико или мало, мы все можем выполнить ваши требования.
Ковка алюминия — это процесс ковки, при котором алюминиевые заготовки приобретают требуемые размеры под действием рабочей силы штампов. Этот процесс может осуществляться как при высокой температуре, так и при комнатной температуре.Обычно для ковки алюминиевых колесных гаек используется материал 6061-T6 или выше 7075-T6. Перед ковкой производитель должен заказать материал определенного диаметра по размерам колесных упоров. Между тем, проектирование и изготовление штампов осуществляется по точному чертежу. Пара штамповочных штампов для штамповки проушин колес состоит из верхнего и нижнего штампов, изготовленных из инструментальной стали высшего качества. После того, как материал будет уложен и штампы будут готовы, можно начинать процесс ковки.Во-первых, нарезка алюминиевых заготовок на необходимую длину на автомате. Количество нарезанных алюминиевых заготовок должно быть таким же, как и количество гаек крепления колеса. Далее нагрев алюминиевых заготовок до определенной температуры в печи. Учтите, что температура нагрева должна быть равномерной. Слишком низкая или слишком высокая температура могут вызвать дефекты ковки. Затем поместите нагретые заготовки в нижнюю матрицу и ударьте по верхней матрице. На этом этапе мы видим грубую форму кованых колесных гаек, но все еще со вспышкой.Наконец, удалите вспышку, подрезав плашки.
Конечно, полный процесс изготовления колесных гаек не ограничивается только ковкой, необходимы последующие операции, включая механическую обработку и анодирование поверхности. После ковки будет произведена механическая обработка для удаления лишнего материала согласно готовому чертежу. Чтобы удовлетворить потребности различных цветов, алюминиевые кованые и обработанные колесные гайки будут анодированы в разные цвета, такие как желтый, черный, буле и т. Д.
Если вы когда-нибудь видели кузнеца, бьющего молотком по раскаленному железу, вы видели простейший вид ковки. Удар молотком по раскаленному металлу — это ковка, и кузнецы делали это веками. Когда кузнецы экспериментировали с новыми техниками, они узнали, что сложные формы можно создавать, забивая металл в штамп. Матрица содержит форму готового продукта.Современные производители используют либо падающий молоток, либо механический молоток (вместо того, чтобы делать это вручную), и обычно используют плашки с обеих сторон детали. Это прямая ковка.
Холодная штамповка алюминия — это процесс ударного формования, который пластически деформирует кусок сырого алюминиевого материала под действием высокого сжимающего усилия между пуансоном и штампом в подходящем оборудовании, таком как машинный пресс.Фактически, холодная ковка алюминия придает существующему материалу желаемую форму; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Холодная ковка алюминия дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки алюминия как производственного процесса.
Для холодной штамповки алюминия используется пластичность алюминиевых сплавов при комнатной температуре. До применения этого метода обработки металлы в основном обрабатывались резанием.Но резка материалов с самого начала требует много времени и приводит к образованию большого количества стружки. Именно поэтому такой интерес проявляется к холодной ковке, поскольку этот метод сокращает время обработки и не дает стружки.
Благодаря преимуществам алюминиевой ковки любой, кто работает в кузнечной промышленности, знает, что использование алюминиевой ковки растет. Даже при колебаниях цен спрос на алюминиевые поковки по-прежнему намного выше по сравнению со стальными поковками и медными поковками.В целях экономии многие иностранные покупатели с удовольствием производят алюминиевые поковки в Китае. Все мы знаем, что надежный поставщик может не только помочь в поставке продукции хорошего качества, но и сэкономить для вас. Тогда как выбрать хорошего поставщика алюминиевых поковок в Китае?
Прежде чем разместить свой первый заказ у нового поставщика алюминиевых поковок в Китае, вы должны быть очень осторожны с выбором, к какому китайскому производителю вам следует обратиться? Есть ужасные истории, являющиеся следствием неправильного выбора, которые я слышал не раз от моих друзей с запада.Как местная китайская компания по ковке алюминия, я хотел бы поделиться с вами некоторыми рекомендациями. Ковка C Clamp может быть достаточно прочной и долговечной, они всегда изготавливаются из кованой стали. Покупка стальных C-образных зажимов из кованой стали в Китае может помочь нашим клиентам достичь конкурентоспособных цен на рынке, что действительно является разумным выбором. В процессе ковки методом капельной ковки создаются c-образные зажимы, которые прочнее, чем при любой другой обработке металла.При штамповке методом капельной ковки используется естественный поток зерна металла, который формирует поток зерна в соответствии с контурами уникальной геометрии каждого зажима c. Эта форма потока зерна теряется при прорезании зерна путем его механической обработки, а также теряется при литье деталей. Зажимы C из кованой стали могут иметь практически любую форму, что снижает потребность в дополнительной обработке. CFS Forge — ведущий поставщик стальных хомутов из кованой стали. Одна из наших сильных сторон, которая работает на шести производственных линиях в Китае, заключается в разнообразии предлагаемых нами решений.Типы кованых стальных зажимов, которые мы производим, могут быть разных размеров, от 0,5 кг до 10 кг. Находясь в Нинбо, Китай, мы сотрудничаем с транспортной компанией для доставки товаров нашим клиентам. Вместе с услугами с добавленной стоимостью, что позволяет нам оставаться конкурентоспособными и напрямую поставлять готовую продукцию нашим клиентам.
Среди всех процессов металлообработки ковка является наиболее идеальным методом производства латунных клапанов, труб или сантехнических фитингов.Ковка дает несколько преимуществ, например, ковка позволяет прессовать латунный материал и улучшать структуру волокон, что значительно повышает прочность арматуры, трубопроводов или сантехники. Кроме того, из-за большого спроса на клапаны, трубы или сантехническую арматуру объем заказа велик. Эффективность производства ковки намного выше, чем литья, что сокращает время выполнения заказа при высоком качестве. Кроме того, прецизионная ковка может обеспечить жесткие допуски, что может сократить дальнейшую обработку и снизить затраты.Наконец, стоимость ковки в долгосрочной перспективе также ниже, чем стоимость литья. Итак, наши клиенты всегда предпочитают ковку.
Однако ковка не всемогуща, она ограничивает форму латунного клапана, трубы или сантехнической арматуры. А для некоторых участков с жесткими допусками или резьбовыми отверстиями требуется дополнительная обработка. Механическая обработка — это процесс обработки, при котором удаляется излишек латунного материала из латунных клапанов, труб или сантехнических фитингов. Когда есть высокие требования к чистоте поверхности (например, Ra3.2 или Ra1.6), или более близкий допуск, который далек от общего допуска на ковку или резьбовых отверстий, который мы можем удовлетворить только путем механической обработки. CFS Forge располагает полным набором оборудования для механической обработки. Благодаря квалифицированным возможностям обработки наши клиенты могут сократить время выполнения заказа и снизить производственные затраты. Конечно, помимо ковки и механической обработки, мы также можем предоставить различные требования к обработке поверхности, такие как дробеструйная обработка, пескоструйная обработка, гальваника, полировка и т. Д.
Горячая штамповка алюминия и алюминиевых сплавов имеет много преимуществ для применения.Этот процесс не мешает производителям легко манипулировать алюминиевыми изделиями и резать их. Поэтому из кованых алюминиевых сплавов можно придать отчетливо сложные или изысканные формы.При горячей ковке алюминиевые сплавы демонстрируют некоторые механические свойства, сравнимые со сталью, а соотношение прочности к весу алюминия превышает таковое у стали. Кроме того, горячая ковка алюминия позволяет получать различные виды отделки поверхности, от очень гладкой до относительно острой.
Горячие поковки алюминия обычно экономичны и имеют привлекательный внешний вид.Они обеспечивают высокую гибкость конструкции, и во многих случаях внешняя часть горячекованного алюминия не требует обширной полировки.
По всем этим причинам во многих отраслях промышленности используются алюминиевые поковки. Этот процесс особенно привлекает производителей, стремящихся производить крупные индивидуальные компоненты из алюминия или его сплавов.
Затраты на производство штампованных штамповок могут меняться в зависимости от многих факторов. В настоящее время в Китае цены на производство штамповок продолжают расти.Такое замедление может быть вызвано несколькими факторами, такими как стоимость сырья, затраты на рабочую силу и т. Д. Ниже перечислены факторы, которые вызывают кратковременное повышение цен на штампованные поковки.
C37700 Латунь — это сплав, в основном состоящий из меди и цинка. Этот тип латуни легко поддается ковке, и он доступен в различных формах. Латунь обладает высокой теплопроводностью. Кованые латунные сплавы UNS C37700 обладают хорошей ковкостью.Поковки из латуни C37700 производятся из латунных прутков различных спецификаций.CFS Forge — признанный производитель, экспортер и поставщик латунных поковок. В Китае альтернативной маркой латуни C37700 является HPb59-1, этот тип латунных поковок широко используется в автомобильной, морской, строительной и других смежных отраслях промышленности для различных целей. Поставляемая латунь произведена нашими обученными профессионалами с помощью современного оборудования с использованием меди и цинка в соответствии с установленными международными стандартами.Предлагаемая ковочная латунь C37700 проста в изготовлении и доступна у нас в различных размерах, толщинах и отделках по ведущей на рынке цене.
Медь C11000, также известная как электролитический твердый пек, на 99,90% состоит из меди. C11000 является одним из наиболее часто используемых коммерчески чистой меди и доступен в различных формах, включая пластины, листы, катушки, стержни, прутки, проволоку и экструдированные профили.Медь C11000 имеет высокую электропроводность, превышающую 100% IACS, и хорошую коррозионную стойкость. Медь C11000 находит широкое применение, в том числе в архитектурной, промышленной, электрической, автомобильной и строительной отраслях. Некоторые распространенные продукты, производимые из меди C11000 ETP, включают кровлю, водосточные желоба, радиаторы, переключатели, крепежные детали, проводники, кухонные принадлежности и теплообменники.В Китае при ковке трудно заказать медные стержни C11000 непосредственно на отечественном заводе по производству материалов, поэтому мы обычно используем материал T2.Обработка поверхности медных поковок C11000 / T2, доступных в CFS Forge, может быть дробеструйной, серебряной, никелированной и т. Д. Кроме того, мы также можем предоставить услуги механической обработки с добавленной стоимостью для доставки готовой продукции. Свяжитесь с нами сейчас, если вам требуются поковки из меди C11000 или поковки из других медных сплавов.
Техника капельной ковки развивалась на протяжении веков, и то, что начиналось как вид искусства, когда декоративные предметы производились из драгоценных металлов, превратилось в технически совершенный производственный процесс с не менее сложной цепочкой поставок.Ковка методом прямой ковки в настоящее время является крупной мировой отраслью, поставляющей высокопрочные компоненты для многих самых инновационных продуктов и отраслей в мире: автомобилестроения, грузовых автомобилей и автобусов, обороны, авиакосмической промышленности и энергетики, поэтому покупатели, приобретающие кованые компоненты, должны понимать, как типы процессов, карта потока создания ценности, технические преимущества и раннее участие партнеров-поставщиков для эффективного выполнения стратегических закупок.
Покупатели должны хорошо разбираться в вышеперечисленных ключевых соображениях, прежде чем приобретать поковку, чтобы обеспечить успех.Межфункциональная команда должна осознавать истинную стоимость, а не только краткосрочную себестоимость единицы продукции, чтобы обеспечить успех долгосрочных поставок штамповки. Поковки уникальны, и каждый случай необходимо проанализировать и четко понять до начала процесса закупки. Помните об этих ключевых соображениях, и вы будете иметь все возможности для того, чтобы предложить своей компании лучшие варианты поставок, снижая при этом реальную стоимость, что создаст взаимовыгодные отношения между организацией и партнерами по поставкам.
Капельная ковка — один из распространенных способов изготовления металлической детали. Но что порождает этот метод и почему поковки падают настолько крепкими и прочными? В основном есть два ключевых аспекта, объясняющих, почему капельная ковка создает более прочные изделия, чем другие процессы обработки металла, и является идеальным производственным процессом для многих критических металлических компонентов: предсказуемая зернистая структура и однородность.Традиционный процесс ковки методом капельной ковки включает нагревание заготовки и помещение ее в матрицу, где она затем подвергается экстремальному давлению с помощью «молотка» и прижимается к форме матрицы.Во время этого процесса поток зерна металла фактически изменяется в соответствии с формой детали. Этот процесс делает металлический компонент более прочным, жестким и надежным. Важность зернистости нельзя недооценивать. Например, в процессе обработки прутковой заготовки и пластин создается однонаправленный поток зерна. Это означает, что любые изменения контура в конечном итоге приведут к срезанию линий потока, обнажая концы зерен и делая металл более уязвимым для усталости и коррозии.
Структура зерна и поток, создаваемый во время процесса ковки с падением, являются направленными и расположены таким образом, чтобы увеличить прочность и ударную вязкость детали, тем самым создавая общую направленную прочность. Поскольку концы зерен не обнажены, металлический компонент, изготовленный методом капельной ковки, менее подвержен износу.
Спрос на алюминиевую поковку постоянно растет.Вот несколько основных преимуществ алюминиевых поковок:
- Низкая плотность, всего 34% стальных поковок и 30% медных поковок. Алюминиевые сплавы — идеальные легкие материалы.
- Высокая прочность, высокая жесткость, высокий модуль упругости и высокая усталостная прочность, он подходит для основных напряженных деталей с высокими требованиями к облегчению. Его комплексные характеристики намного выше, чем у других материалов.
- Внутренняя структура компактная, однородная и без дефектов, а ее надежность намного выше, чем у отливок из алюминиевых сплавов и других металлов.
- Алюминиевый сплав обладает хорошей пластичностью, из него можно получать высокоточные поковки сложной формы. Припуск на механическую обработку невелик, всего около 20% от припуска на механическую обработку толстого листа из алюминиевого сплава на растяжение, что значительно экономит время и деньги.
- Алюминиевые поковки обладают хорошей коррозионной стойкостью, теплопроводностью и немагнитными свойствами, которые не могут сравниться со стальными поковками.
- Поверхность светлая, чистая, красивая.Кроме того, обработка поверхности хорошая, красивая и долговечная.
- Видно, что поковки из алюминия обладают рядом отличных характеристик, которые обеспечивают хорошие условия для поковок из алюминия, которые заменяют сталь, медь, магний, дерево и пластмассы.
Ковка — это обычный процесс металлообработки на производстве. Он в основном использует пластичность материалов и вызывает пластическую деформацию материалов с помощью внешних сил, чтобы получить требуемые формы, размеры и определенные характеристики.Что касается самого процесса ковки, то преимущество состоит в том, что внутренняя часть поковки компактна, структура относительно однородна и внутри нет пор. Недостатком является то, что требуются большие усилия деформации. По размещению инструментов и форм ковку можно разделить на ковку в открытых штампах, ковку в закрытых штампах и ковку на валках. Открытая штамповка образована неподвижной плоской опорой, штамповка валковой ковки подвижна, а радиатор холодной штамповки
Аффилированные страницы
Похожие страницы
- РадиаторЗавод.com
HeatsinkFactory.com
Компьютерное железо
- Теплоотвод Awind
Теплоотвод Awind
Машиностроение или промышленная инженерия
Дунгуань, Гуандун
- Dongguan Hengble electronics co.ООО
Dongguan Hengble electronics co. ООО
Потребительские товары
Дунгуань, Гуандун
- Дунгуань Жуйцюань Аппаратная Электроника Лтд
Компания Dongguan Ruiquan Hardware Electronics Co., ООО
- Компания SiChuan Wedtop Heatsink Co., LTD.
Компания SiChuan Wedtop Heatsink Co., LTD.
Машинное оборудование
成都市, Сычуань
- Завод радиаторов Чэнду Сихэ
Завод радиаторов Чэнду Сихэ
Горнодобывающая промышленность и Металлы
Чэнду, Сычуань
- SouthSuite, Inc.