Марка нержавеющей стали 12Х18Н10Т обзор
Сталь 12Х18Н10Т легирующие элементы
Сталь марки 12х18н10т – нержавеющая титаносодержащая сталь аустенитного класса. Хим. состав марки утверждён ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Основные преимущества 12х18н10т: большая пластичность и ударная вязкость.
Наилучшей термической обработкой для сталей этого класса является закалка с температурой 10500С-10800С в воде, после процесса закалки мех. свойства стали отличаются высокой вязкостью и пластичностью, но низкими прочностью и твёрдостью.
Стали аустенитного класса используют как жаропрочные при температурах до 6000С Главными легирующими элементами являются Хром и Никель. Однофазные стали имеют устойчивую структуру однородного аустенита с небольшим содержанием карбидов Tитана (для избежания межкристаллитной коррозии. Подобная структура образуется после процесса закалки с температур 10500С-10800С). Аустенитные и и аустенитно-ферритовые стали обладают относительно небольшим уровнем прочности (700-850МПа).
Сталь 12Х18Н10Т – влияние легирующих элементов на механические свойства
Остановимся подробнее на особенностях влияния легирующих элементов на структуру нержавеющей стали 12Х18Н10Т.
Хром, процентное содержание которого в 12Х18Н10Т составляет от 17- до 19%, является главным элементом, обеспечивающим способность металла к пассивации и обуславливающим высокие антикоррозийные свойства стали марки 12Х18Н10Т.
Легирование никелем определяет сталь в аустенитный класс, что позволяет сочетать большую технологичность нержавеющей стали с отличным комплексом эксплуатационных характеристик. При содержании 0,1% углерода, 12Х18Н10Т при температуре свыше 9000С имеет полностью аустенитную структуру, это обусловлено сильным аустенитообразующим влиянием C (углерода).
Соответствие концентраций Cr и Ni специфически сказывается на стабильности аустенита при понижении температуры обработки на твердый раствор (10500С-11000С). Помимо влияния основных элементов, также немаловажно принимать во внимание присутствие в нержавеющей стали Кремния(Si), титана(Ti) и алюминия(Al), благоприятствующих образованию феррита.
Сталь 12Х18Н10Т методы упрочнения
Остановимся на методах упрочнения нержавеющей стали марки 12Х18Н10Т.
Одним из распространённых способов увеличения прочности сортового металлопроката является Высокотемпературная термическая обработка (ВТМО). При изучении возможности увеличения прочности с применением технологии ВТМО, выяснилось, что наилучшая прочность имелась у проката, подвергнутого Высокотемпературной термической обработке при минимальных температуре деформации и отрезке времени от конца прокатки до закалки. Так, при ВТМО стали 08Х18Н10Т предел текучести повысился на 45-60% в сравнении с аналогичным уровнем после обычной термообработки (ОТО) и в 1,7-2 раза по сравнению с ГОСТ 5949-75. Свойства пластичности при этом уменьшились ненамного и не вышли за пределы допустимых значений стандарта.
Сравнение марок 12Х18Н10Т и 08Х18Н10Т
У стали марки 12Х18Н10Т прочность увеличилась больше чем у стали марки 08Х18Н10Т, между тем понижение прочности по мере увеличения температуры увеличивалось в большей мере из-за снижения предела стойкости стали против разупрочнения при увеличении содержания углерода.![]()
Сталь 12Х18Н10Т – сфера применения
Хромоникелевые нержавеющие стали применяют для сварных конструкций в криогенной технике при низких температурах, порядка -2690С, для емкостного, теплообменного и реакционного оборудования, а также для паро-нагревателей, водонагревателей и трубопроводов высокого давления с предельной температурой применения до 6000С, для деталей печной аппаратуры, муфелей, коллекторов выхлопных систем. Наибольшая температура применения жаростойких изделий из подобных сталей в промежутке времени до 10000 часов составляет 8000С, при температуре 8500С начинается процесс интенсивного окалинообразования. При непрерывной рабочей нагрузке сталь 12Х18Н10Т сохраняет антиокислительные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 9000С , а в условиях теплосмен до 8000С.
Коррозионно-стойкая труба марки 12Х18Н10Т (бесшовная) широко применяется для изготовления в разнообразных отраслях промышленности, а также металлоконструкций, работающих в контакте с агрессивными средами – азотной кислотой и другими окислительными средами, определёнными органическими кислотами небольшой концентрации, органическими растворителями и тп. Нержавеющая сталь 08Х18Н10Т применяется для сварных изделий, работающих в более агрессивных средах, нежели сталь 12Х18Н10Т и обладает высокой степенью сопротивляемости межкристаллитной коррозии.
В результате, уникальное сочетание свойств и характеристик прочности, позволил нержавеющая сталь марки 12Х18Н10Т найти широчайшее применение в большинстве отраслей промышленности, изделия из стали этой марки имеют высокие характеристики в течение длительного срока службы.
Трубы б/ш 25х2, 12Х18Н10Т, ГОСТ 9941-81, нерж.
НЕРЖАВЕЮЩАЯ БЕСШОВНАЯ ТРУБА 25х2,0
В наличии имеются трубы нержавеющие цельнотянутые ГОСТ 9941-81 тонкостенные из стали 12Х18Н10Т, размерности 25х2мм, оформите заказ по электронной почте zakaz@metproc.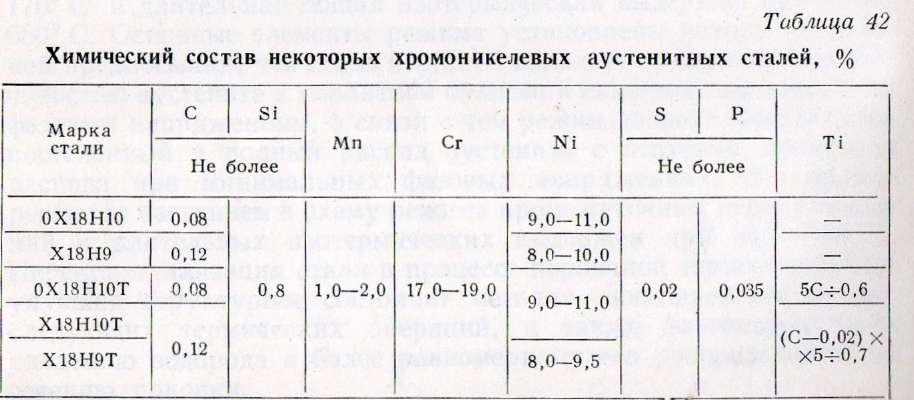 ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные.
ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные.
характеристики продукции: Диаметр: 25,0 миллиметров
|
|
Химический состав стали 12Х18Н10Т:
| железо (Fe) | углерод (С) | марганец (Mn) | хром (Cr) | никель (Ni) | сера (S) | кремний (Si) | титан (Ti) | медь (Cu) | фосфор (P) |
| 63-71% | < 0,12% | < 2% | 16-19% | 10-11% | < 0,02% | < 0,8% | < 0,8% | < 0,3% | < 0,035% |
Условия поставок: Доставка по России от 2 до 7 рабочих дней после оплаты счета.
Применение: Трубы по ГОСТ 9941 25х2 из нержавейки 12Х18Н10Т с титаном, цельнотянутые, бесшовные отличаются высокой прочностью и износостойкостью в агрессивных средах, их используют в изготовлении инвентаря и оборудования, в котельных и других системах с повышенной нагрузкой, применяют в производстве различных механизмов, деталей трубопроводов, закрытых систем, ёмкостей высокого давления и других изделий. Бесшовные коррозионностойкие трубы незаменимы в оборонной, химической и атомной промышленности, в авиастроении, в химической промышленности, фармацевтической, в атомной энергетике.
Технические требования и документация: Металлопрокат нашей компании отвечает необходимым стандартам качества по ГОСТ. Бесшовная нержавеющая труба 25х2 имеет сертификаты завода производителя с указанием химического состава и механических свойств. Вы можете заказать дополнительную проверку нержавеющей трубы 25х2 ГОСТ 9941-81: соответствие требованиям ГУП «ТЭК СПб», проверка химического состава, УЗК (ультразвуковой контроль) и т.д.
14Х17Н2
Характеристики стали 14Х17Н2
Данный материал представляет собой жаропрочную низколегированную сталь. По-другому эта марка еще обозначается как 20Х17Н2. Она относится к классу перлитных сплавов.
Точный химический состав стали 14Х17Н2
Эксплуатационные и технические характеристики изделий из данного материала, а также его химический состав прописаны в нормативе ГОСТ 5632-72. Сплав включает в себя 9 элементов.
Основные из них:
Второстепенные:
- Кремний
- Марганец
- Медь
- Титан
- Углерод
- Фосфор
- Сера
Точное процентное соотношение веществ вы можете посмотреть в таблице и на диаграмме ниже.
|
Cr |
Ni |
Si |
Mn |
Cu |
Ti |
С |
Р |
S |
|
от 16 до 18 |
1,5 – 2,5 |
менее 0,8 |
меньше 0,8 |
менее 0,3 |
до 0,2 |
0,11 – 0,17 |
до 0,03 |
меньше 0,025 |
Свойства стали 14Х17Н2
Данный сплав обладает отличными техническими характеристиками. Он очень надежный и долговечный. Изделия из этого материала широко используются в различных направлениях современной промышленности.
Он очень надежный и долговечный. Изделия из этого материала широко используются в различных направлениях современной промышленности.
Удельный вес данного металла составляет 7750 кг/м3. Его термическая обработка осуществляется следующим образом:
- закалка при температуре до 1020oC,
- обработка в масле,
- отпуск при показаниях термометра около +700oC,
- охлаждение на воздухе.
Начальная температура ковки достигает 1250 oC, конечная — 900oC. Сечение доходит до 350 мм. Твердость материала составляет HB 10 -1 = 228 — 293 МПа.
Критические температурные отметки:
- Ac1 = 720
- Ac3(Acm) = 830
- Ar1 = 700
Обрабатываемость резанием возможна в закаленном и отпущенном состоянии. Материал относится к трудносвариваемым, поэтому осуществлять сварку необходимо с предварительным нагревом и дальнейшей термообработкой. При этом стоит учитывать, что сплав склонен к отпускной хрупкости.
Применение стали 14Х17Н2
- фасонный и сортовой прокат,
- рабочие лопатки, диски, валы и втулки,
- фланцы, фитинги и крепежи,
- калиброванные и шлифованные прутки,
- запчасти компрессорных машин, предназначенных для работы на нитрозном газе,
- серебрянки,
- тонкостенные и толстостенные листы,
- полосы, поковки и кованные заготовки,
- детали, которые работают с агрессивными средами и при пониженных температурах.
Технические характеристики наиболее распространенных изделий из стали 14Х17Н2Н2
Стальные прутки
Во время первого этапа обработки их закаливают маслом при температуре от +975° до +1040°С. Затем отпускают на воздухе при показаниях термометра от +275° до +350°С. При втором шаге изделия закаливаю маслом с температурой 1000°-1030°С, затем вновь следует отпуск на воздухе, но уже при 620°-660°С.
Такие прутки имеют сечение до 60 мм. Их условный предел текучести варьируется от 635 МПа до 835 МПа. Максимальный предел прочности при растяжении составляет 1080 МПа. Показатели относительного удлинения после разрыва варьируются в пределах от 10% до 16%, сужения – от 30% до 55%.
Их условный предел текучести варьируется от 635 МПа до 835 МПа. Максимальный предел прочности при растяжении составляет 1080 МПа. Показатели относительного удлинения после разрыва варьируются в пределах от 10% до 16%, сужения – от 30% до 55%.
Горячекатаные и холоднокатаные стальные листы
Их закаливают в воде или на воздухе при температуре 960°-1050°С. Отпуск поперечных образцов происходит на воздухе при 275°-350°С.
Условный предел текучести данных листов составляет 882 МПа. Сопротивление на разрыв достигает 1078 МПа. Относительное удлинение после разрыва около 10%, сужение при этом не происходит.
Стальные поковки
Изготовление этих деталей осуществляет двумя методами.
Первый:
Изделие закаливается маслом при температуре 980° — 1020°С и отпускается на воздухе при 680° — 700°С. Его сечение при этом может доходить до 1000 мм. Предел текучести составляет 637 МПа. Временное сопротивление разрыву – 784 МПа. Относительное удлинение после разрыва достигает двенадцати процентов, а сужается деталь до 30%.
Временное сопротивление разрыву – 784 МПа. Относительное удлинение после разрыва достигает двенадцати процентов, а сужается деталь до 30%.
Второй:
Поковку закаливают маслом при 1000° — 1030°С. Затем ее ждет двойной отпуск в печи или на воздухе при температуре от 665° до 675°С. Сечение таких деталей доходит до 100 мм. Предел текучести условно достигает 540 МПа. Сопротивление на разрыв – 690 МПа. Удлинение после разрыва может доходить до 15%, а сужение до 40%.
Отечественные и зарубежные аналоги стали 14Х17Н2
|
Россия |
20Х17Н2 |
|
Германия |
X22CrNi17, X20CrNi72 |
|
Франция |
Z15CN16-02 |
|
Англия |
431S29 |
|
США |
431 |
|
Япония |
SUS431 |
Сталь 12Х18Н10Т.
 Характеристики, применение и расшифровка
Характеристики, применение и расшифровкаСталь 12Х18Н10Т
Марка стали – 12Х18Н10Т
Стандарт – ГОСТ 5632
Заменитель – 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т
Сталь 12Х18Н10Т содержит углерода не более 0,12%, Х18 – указывает содержание хрома в стали примерно 18%, Н10 – указывает содержание никеля в стали около 10%, буква Т в конце марки означает, что в стали содержится примерно 1% титана. Сталь легированная, коррозионно-стойкая, жаростойкая и жаропрочная.
Нержавеющая сталь 12Х18Н10Т применяется для изготовления сварных изделий, работающих в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей. Неустойчива в серосодержащих средах. Применяется в случаях, когда не могут быть применены безникелевые стали.
Из нержавеющей стали 12Х18Н10Т изготовляют трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей, корпуса и другие детали, работающие под давлением при температуре от -196 до +600°С, а при наличии агрессивных сред до +350°С.
| Массовая доля основных химических элементов, % | |||||
|---|---|---|---|---|---|
| C – углерода | Si – кремния | Mn – марганца | Cr – хрома | Ni – никеля | Ti – титана |
| Не более 0,12 | Не более 0,80 | Не более 2,00 | 17,00-19,00 | 9,00-11,00 | Не более 0,80 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе. |
| Свариваемость | Сваривается без ограничений. Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, электрошлаковая сварка, контактная сварка. Рекомендуется последующая термообработка. |
| Обрабатываемость резанием | При HB 169 и σв = 608 МПа: Kv твердый сплав = 0,60 Kv быстрорежущая сталь = 0,35 |
Флокеночувств. | Не чувствительна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 198 | 194 | 189 | 181 | 174 | 166 | 157 | 147 | – | – |
| Модуль упругости при сдвиге кручением G, ГПа | 77 | 74 | 71 | 67 | 63 | 59 | 57 | 54 | 49 | – |
| Плотность ρn, кг/м 3 | 7900 | – | – | – | – | – | – | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | 15 | 16 | 18 | 19 | 21 | 23 | 25 | 27 | 26 | – |
| Удельное электросопротивление ρ, нОм*м | 725 | 792 | 861 | 920 | 976 | 1028 | 1075 | 1115 | – | – |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*10 6 , K -1 | 16,6 | 17,0 | 17,2 | 17,5 | 17,9 | 18,2 | 18,6 | 18,9 | 19,3 | – |
| Удельная теплоемкость c, Дж/(кг*К) | 462 | 496 | 517 | 538 | 550 | 563 | 575 | 596 | – | – |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Сталь 12Х18Н10Т характеристики, применение и расшифровка
Уникальные технические характеристики и особенности стали 12Х18Н10Т в сочетании с доступной ценой делают материал незаменимым во многих отраслях деятельности. Простая механическая обработка и возможность применения различных видов сварки позволяют изготавливать изделия и конструкции самого разного назначения. Нержавейка отличается высокой прочностью, экологической чистотой и имеет большой спрос на рынке металлопроката.
Конструкционная криогенная сталь марки 12Х18Н10Т относится к аустенитному классу, выплавляется в дуговых электропечах и отличается устойчивостью к межкристаллической коррозии при возможном нагреве до 800ºC. Техническая характеристика 12Х18Н10Т обеспечивает хорошую технологичность металла во время горячей или холодной пластической деформации. Благодаря этому она применяется для изготовления большого количества наименований проката и поковок.
Благодаря этому она применяется для изготовления большого количества наименований проката и поковок.
12Х18Н10Т – расшифровка стали
Маркировка 12Х18Н10Т говорит о расчетном количестве основных компонентов, входящих в сплав: 12 – означает 0,12% углерода, Х18 – процентный состав хрома, Н10 – никеля и Т – присутствие титана. Исходя из этого, можно определить, что в состав основных химических элементов нержавеющих сталей марки 12Х18Н10Т входит:
- около 67% железа;
- до 0,12% углерода;
- 17-19% хрома;
- 9-11% никеля;
- до 2% магния;
- до 1% титана;
- до 0,8% кремния.
Кроме этого в химическом составе металла в небольших количествах присутствуют: сера, медь, силиций, марганец и фосфор.
Высокие антикоррозионные свойства стали 12Х18Н10Т обеспечивает высокое содержание хрома. Наличие никеля способствует аустенитной структуры металла и позволяет в результате сочетать расширение эксплуатационных характеристик стали с прекрасной технологичностью во время обработки. Кроме этого наличие никеля в сплаве изменяет его свойства и повышает сопротивление металла воздействию кислот и щелочей.
Кроме этого наличие никеля в сплаве изменяет его свойства и повышает сопротивление металла воздействию кислот и щелочей.
Присутствие титана и кремния в стали приводят к образованию феррита, что изменяет характеристики, устраняет межкристаллитную коррозию в сварочных швах, замедляет скорость роста зерна при нагреве и увеличивает плотность получаемого слитка.
Механические свойства нержавеющей стали 12Х18Н10Т
Режимы термической обработки предусматривают применение закалки в результате нагрева до 1100ºC при последующем охлаждении в воде. Сечения нержавейки до 35 мм допускается применять охлаждение на открытом воздухе. Пределы температур для ковки от 850ºC до 1200ºC.
Удельный вес металла 7920 кг/м 3 . Твердость, которой обладает сталь НВ 10 -1 = 179 МПа, с пределом выносливости 279 МПа.
Технология сварных соединений особых ограничительных свойств не имеет. Применяют следующие характеристики технологий сварки:
- ручная электродуговая, с применением электродов ЦТ-26;
- электрошлаковая;
- контактная точечная.
Для обеспечения повышенной прочности рекомендуется завершающая термическая обработка швов.
Применение
Марка 12Х18Н10Т применяется для изготовления следующих изделий сортового и фасонного проката:
- толстого и тонкого листа;
- круглых и профильных труб различного сечения;
- уголки и швеллера;
- калиброванного и шлифованного прутка;
- ленты и полос различной толщины;
- сталь в виде круга и проволоки;
- капиллярные трубки мелких диаметров;
- поковки и кованые заготовки.
Весь предлагаемый прокат из нержавеющей стали может иметь матовую, шлифованную или полированную поверхность, что в значительной степени определяет качество, свойства и стоимость материалов.
Эти материалы применяют в промышленности для производства сварных сосудов и аппаратов, работающих под давлением и температуре среды от -195ºC до 600ºC. Допускается применение 12Х18Н10Т для транспортировки, обработки и хранения разбавленных кислотных, щелочных растворов и солей.
В строительстве и ремонте нержавеющая сталь применяется для монтажа особо ответственных и декоративных элементов. В машиностроении стальной круг, поковки и другой прокат применяют для изготовления деталей и узлов машин и механизмов. Из стальных нитей плетут канаты и тросы высокого качества и свойств.
Бесшовные трубы из стали 12Х18Н10Т применяются в нефтехимической и газоперерабатывающей отрасли, в производстве и переработке пищевых продуктов, а так же в фармацевтике и для изготовления медицинского инвентаря и оборудования.
Высокая эксплуатационная температура позволяет использовать прокат из этой стали для изготовления горелок, печной аппаратуры, муфелей, деталей выхлопных систем и в других случаях. Минимально допустимая температура -195ºC допускает пользоваться сталями этих характеристик в криогенных и холодильных системах глубокого охлаждения.
Зарубежные аналоги
Среди близких по химическому составу и характеристикам стали, выпускаемой в других странах мира, следует отметить:
- 321, 321H, S32100 в США;
- сталь SUS321 в Японии;
- 0Cr18NiTi18-11, 0Cr18Ni11Ti, 1Cr18Ni11Ti в Китае;
- STS321 в Южной Корее;
- 2337 в Швеции;
- 1.4541, 1.4878, X10CrNiTi18-10 в Евросоюзе.
При этом следует отметить, что кроме общеевропейских стандартов, которым соответствует сталь 12Х18Н10Т, каждое государство Евросоюза имеет собственную маркировку этого сплава. Так, например, в Германии это X12CrNiTi18-9, в Великобритании сталь марок 321S31, 321S51 и LW18. Единого европейского стандарта на нержавеющие металлы пока еще не разработано.
Стоимость проката и поковок из стали 12Х18Н10Т
Цена материалов изготовленных из нержавейки 12Х18Н10Т определяется:
- сложностью сечения проката;
- качество и свойства, которые имеет сталь;
- степенью поверхностной обработки;
- складскими и транспортными расходами;
- существующими предложениями на рынке.
Кроме этого на стоимость заказа могут оказать влияние его объем и способ приобретения материалов.
Очень часто нержавеющая сталь 12Х18Н10Т продается по демпинговым ценам, что обычно объясняется низким качеством материала. Так, например, листовая сталь этой марки продается по цене 230-330 руб/кг, а максимальная цена на металл второго сорта не превышает 180 руб/кг.
Отпуск проката осуществляется по весу. При этом большое влияние оказывает качество обработки поверхности и технические характеристики. Средняя стоимость матовых листов толщиной 1,0 мм составляет 260 руб/кг, а полированный лист стоит в два-три раза больше.
Еще один фактор определения цены на 12Х18Н10Т зависит от местонахождения покупателя. В центральных районах страны стоимость ниже, чем в отдаленных регионах. Это объясняется малым количеством конкурентных предложений на рынке металлопроката, а так же увеличением транспортных расходов.
Оформление заказа, покупка и доставка в компаниях
Компании предлагают всем заинтересованным организациям, предприятиям и частным лицам купить нержавеющий прокат из стали марки 12Х18Н10Т по самым выгодным ценам на рынке металлопроката. Для получения технической консультации, уточнения цен, характеристик и оформления заявки вам нужно позвонить по телефонам компаний. Так же возможно просто оставить заявку на сайте и специалист свяжется с вами в самое ближайшее время.
Наличие нержавеющего проката 12Х18Н10Т на складе позволяет обеспечить самую оперативную доставку металла по указанному в заявке адресу. По желанию клиент всегда может обеспечить получение товара на условиях самовывоза.
Компании всегда готовы обсудить вопрос предоставления скидок постоянным и оптовым покупателям. Работать с нами всегда выгодно и удобно.
Нержавеющая сталь 12х18н10т
Бурное развитие инновационных технологий привело к появлению достаточно большого количества новых металлов, которые характеризуются исключительными эксплуатационными качествами. Примером можно назвать появление материалов с коррозионной стойкостью, за счет которых существенно продлевается срок службы изготавливаемых изделий. Наиболее распространенной версией считается сталь 12х18н10т. Характеристики стали 12х18н10т во многом определяют востребованность и применение в различных отраслях промышленности. Особые свойства связаны с включением в состав различных легирующих элементов и выдерживании их концентрации на требуемом уровне. Расшифровка маркировки определяет наличие большого количества хрома и других примесей.
Общая характеристика стали 12х18н10т
Рассматривая 12х18н10т (ГОСТ определяет все стандарты) следует учитывать, что высокая концентрация основных легирующих элементов определяет особые свойства металла. Больше всего в марке присутствует хром и никель.
Технические особенности нержавеющей стали 12х18н10т можно охарактеризовать следующим образом:
- Показатель плотности составляет 7920 кг/м 3 .
- Закалка проводится при воздействии температуры около 1100 градусов Цельсия. Для нагрева среды до этой температуры требуется специальное оборудование.
- Аналог стали 12х18н10т должен иметь показатель твердости 179 МПа.
- Важным параметром можно назвать степень свариваемости. Марка нержавеющей стали 12х18н10т не имеет ограничений по свариваемости, могут применяться различные методы. После сварки рекомендуется проводить термическую обработку, которая повышает прочность и надежность соединения.
- Температура применения составляет 650 градусов Цельсия. Большая температура может привести к повышению пластичности и снижению защиты от химического воздействия.
- Есть возможность проводить обработку материала резанием в закаленном состоянии. Именно поэтому заготовка применяется для обработки резанием при использовании токарного или фрезерного оборудования.
В продаже также поставляется нагартованная заготовка, которая может применяться для получения самых различных изделий.
Аналог aisi производят многие зарубежные производители. При этом маркировка проводится согласно правилам, которые установлены в стране.
Химический состав и структура сплава
Рассматриваемый материал 12х18н10т относится к классу конструкционных криогенных. Структуру можно охарактеризовать высокой устойчивостью к воздействию агрессивной среды. Химический состав стали 12х18н10т представлен сочетанием следующих элементов:
- Практически любой металл в своем составе имеет высокую концентрацию железа. Вторым наиболее важным химическим элементом является углерод, концентрация которого составляет 0,12%.
- Вторым по концентрации элементом является хром. Его концентрация составляет от 17% до 19%.
- В состав включили большую концентрацию никеля: от 9% до 11%.
- В последнее время в состав современных сплавов включается титан, концентрация которого около 0,8%.
Химический состав стали 12х18н10т
Остальные химические вещества имеют концентрацию в пределах нормы в соответствии с ГОСТ. Избежать наличие вредных примесей в составе практически не возможно, но есть возможность выдерживать низкий показатель концентрации: фосфора около 0,035% и серы не более 0,02%.
Легирующие элементы стали 12х18н10т
Основные легирующие элементы представлены хромом и никелем. Они оказывают следующее воздействие:
- Практически все распространенные нержавейки получаются при включении в состав хрома, который определяет коррозионную стойкость. Кроме этого, увеличивается способность структуры с пассивации.
- Никель добавляется в состав для того чтобы повысить эксплуатационные качества структуры. Примером назовем то, что рассматриваемая марка хорошо прокатывается в холодном и горячем состоянии.
Другие легирующие элементы лишь незначительно изменяют эксплуатационные характеристики рассматриваемого металла. Примером можно назвать ферритные свойства, а также межкристаллическую коррозионную устойчивость, связанная с высокой концентрацией титана.
Физические свойства
При выборе металла следует уделить внимание его физическим свойствам. Они во многом определяют область применения и его основные эксплуатационные качества. В рассматриваемом случае плотность нержавеющей стали составляет 7920 кг/м 3 . Довольно высокая плотность 12х18н10т определяет то, что изготавливаемые детали обладают прочностью.
К другим физическим свойствам отнесем следующие моменты:
- Температура плавления нержавеющей стали более 1000 градусов Цельсия. Провести подобную обработку в домашней мастерской практически невозможно.
- Коррозионная стойкость – основная причина востребованности распространенных нержавеек. Он может применяться в случае, если условия эксплуатации предусматривают воздействие повышенной влажности и химической среды.
- Низкие магнитные свойства позволяют применять ее при изготовлении различных изделий. Они достигаются за счет добавления титана.
Коэффициент линейного расширения и коэффициент теплопроводности определяют возможность применения материала при изготовлении изделий, которые могут эксплуатироваться при воздействии высокой температуры.
Удельный вес нержавеющей стали во многом зависит от химического состава и применяемого метода обработки.
Механические свойства
При рассмотрении металла учитываются и механические свойства стали 12х18н10т. они характеризуются следующим образом:
- Твердость по Бринеллю соответствует 179 МПа. Этот момент определяет то, что поверхность материала может выдерживать воздействие самого различного типа.
- Предел прочности варьирует в различном диапазоне, обычно составляет 279 МПа.
Механические характеристики стали 12х18н10т
При выборе 12х18н10т также учитывается предел текучести, который определяет возможность его применения при литье различных изделий.
К другим особенностям рассматриваемого металла отнесем следующие моменты:
- При легировании в состав включается кремний. Он повышает плотность и показатель текучести. Концентрация этого химического элемента в составе неблагоприятно воздействует на пластичность.
- Достаточно высокая пластичность и ударная вязкость являются привлекательными эксплуатационными качествами металла.
- При снижении температуры окружающей среды механические свойства металла начинают существенно снижаться.
Недостаток заключается в том, что металл не выдерживает на воздействие веществ, в состав которых включены ионы хлора. Кроме этого, коррозионная стойкость низкая в отношении к соляной или серной кислоты. Поэтому сфера применения несколько ограничена.
Сфера применения
Применение стали 12х18н10т весьма обширно:
- Пищевая промышленность. Стоит учитывать, что к изделиям, применяемым в пищевой промышленности, предъявляется достаточно много требований. Металл не должен взаимодействовать с продуктами питания и напитками.
- Химическая и нефтяная отрасли. В этих отраслях также часто создают различные емкости и элементы, которые контактируют с нефтепродуктами и различными химическими веществами.
- Машиностроение. В машиностроительной отрасли изготавливают различные изделия путем резания. Если ни будут эксплуатироваться при высокой влажности и воздействии химических веществ, то часто выбирается рассматриваемая материал.
- В секторе топливной промышленности и энергетики. Металл может выдерживать воздействие высокой температуры.
Металл может обрабатываться при применении автоматической и ручной сварки. Высокий показатель коэффициента теплопроводности определяет применение стали при изготовлении теплообменного оборудования. Также листовой металл применяется при изготовлении коллекторных элементов для передачи и распределения выхлопных газов.
Большое распространение получили бесшовные нержавеющие трубы, которые эксплуатируются под большим давлением. Кроме этого, в химическом составе есть титан, который определяет низкие магнитные качества. Достаточно высокая концентрация углерода определяет высокий уровень прочности.
Термообработка стали 12х18н10т
Существенно увеличить эксплуатационные качества материала можно путем термической обработки. Она способна существенно повысить эксплуатационные качества ответственных изделий.
Особенностями термической обработки можно назвать нижеприведенные моменты:
- Проводится закалка. Она позволяет существенно повысить показатель твердости поверхности. Закалка предусматривает перестроение структуры, для чего заготовка нагревается до температуры 1060 градусов Цельсия. При перестроении структуры, для чего проводится термическая обработка, может снижаться пластичность, и этом станет причиной хрупкости. Рекомендуется проводить охлаждение в масле, за счет чего существенно повышается качество поверхности.
- Нормализация 12х18н10т для снижения внутренних напряжений проводится путем отпуска.
- При желании может проводится ковка при температуре около 1200 градусов Цельсия.
Нагреть среду до требуемой температуры можно при применении индукционной печи. Они позволяют автоматизировать процесс и повысить качество. Устанавливаться индукционные печи могут в домашних мастерских.
В заключение отметим, что нержавейки сегодня обладают наиболее высокими эксплуатационными характеристиками. Это связано с точной концентрацией определенных химических веществ. Однако, применение подобных материалов не всегда целесообразно, что связано с высокой стоимостью изготовления.
Характеристики и расшифровка марки стали 12х18н10т
Проблемой большинства металлов можно назвать высокую восприимчивость к воздействию повышенной влажности. По этой причине были предприняты успешные попытки изменения свойств металлов, повысив коррозионную стойкость. Рассмотрим легированную сталь с повышенной коррозионной стойкостью 12×18н10т. Она обладает довольно большим количеством особенностей, которые и определили область ее применения.
Расшифровка маркировки
Рассматривая расшифровку по стандартам ГОСТ (12×18н10т имеет зарубежные аналоги, маркировка которых проводится по несколько иному принципу), следует отметить следующие моменты:
- Основным химическим элементом принято считать углерод, который определяет особенности кристаллической решетки металла. У этой марки около 0,12% углерода.
- Коррозионная стойкость достигается путем добавления большого количества хрома (от 17 до 19%).
- Для повышения характеристик в состав включается никель в концентрации от 9%до 11%.
- Титан является одним из самых распространенных элементов на земле, его концентрация в рассматриваемой стали около 0,8%.
Расшифровка 12×18н10т стали не позволяет определить концентрацию других элементов, но принято считать, что у металлов этой группы в составе есть сера, кремний, марганце, фосфор и углерод. Некоторые из них считаются вредными примесями, и показатель их концентрации доводится до десятых или сотых долей процента.
Основные характеристики
Особенности химического состава определяют основные характеристики 12×18н10т. Примером назовем нижеприведенные моменты:
- Именно высокая концентрация хрома определяет коррозионную стойкость металла. Поэтому он применяется при создании деталей и материалов, которые эксплуатируются в сложных условиях.
- Включение в состав большого количества никеля позволяет перевести металл в класс аустенитов. За счет этого существенно расширяется технологичность металла. Именно из-за никеля такие стали хорошо прокатывать в холодном и горячем состоянии. Никель определяет повышенную устойчивость к агрессивным средам, в число которых относится серная кислота.
- Склонность к межкристаллической коррозии была снижена путем добавления в состав титана. За счет реакции с углеродом создается тугоплавкий карбид.
- Кремний становится причиной повышения плотности. Во многие составы кремний добавляется для того чтобы повысить плотность и увеличить прочность, предел текучести. Стоит учитывать, что кремний становится причиной снижения пластичности. Поэтому его высокая концентрация может существенно усложнить процесс проката.
- Марганец вводится в состав для получения мелкозернистой структуры, которая обладает более высокой устойчивостью к механическому и иному воздействию.
При производстве легированной стали уделяется внимание концентрации фосфора. Это вещество существенно ухудшает эксплуатационные качества материала. Поэтому качественная легированная сталь в своем составе имеет не более 0,035% фосфора.
Достоинства и недостатки
К достоинствам рассматриваемого сплава можно отнести:
- Высокую ударную вязкость.
- Пластичность.
Основным недостатком назовем снижение коррозионной стойкости при эксплуатации материала в среде с высокой концентрацией ионов хлора. Кроме этого, коррозионная стойкость теряется в случае воздействия серной или соляной кислоты.
Область применения
Характеристики стали 12×18н10т определяют следующее ее применение:
- Машиностроительная область.
- Химическая промышленность.
- Пищевая промышленность.
- Энергетический сектор.
- Сфера перегона и переработки нефтепродуктов.
В химической промышленности металл применяется для изготовления различных емкостей, которые могут работать при высоком давлении. Кроме этого, проводится производство устройства для выработки жидкого кислорода. Из стали 12×18н10т производят трубы, предназначенные для транспортировки растворов с повышенной химической агрессивностью. Примером можно назвать вещества с повышенной концентрацией уксусной или фосфорной кислоты.
Легированная сталь с повышенной концентрацией хрома и никеля применяется при производстве криогенной техники, которая может эксплуатироваться при температуре до -270 градусов Цельсия. Особенности состава определяют то, что он может выдержать воздействие температуры до 600 градусов Цельсия. Поэтому сталь подходит для изготовления различных деталей, которые предназначены для производства проволоки, кругов и листов, печной арматуры и патрубков.
В заключение отметим, что исключительное сочетание эксплуатационных качеств определяет распространение материала практически во всех отраслях промышленности. Практически все получаемые изделия характеризуются высоким сроком эксплуатации.
Сталь 12Х18Н10Т – свойства и области применения
Развитие нашей цивилизации напрямую связано с изобретением новых технологий, получением новых материалов с целью применения в разнообразных отраслях промышленности и увеличения срока эксплуатации созданных деталей, механизмов и оборудования.
Важнейшим этапом в развитии металлургии было создание нержавеющей стали.
В этой статье мы подробно рассмотрим наиболее распространённую марку нержавеющей стали 12Х18Н10Т – постараемся определить её достоинства, недостатки, рассмотрим влияние легирующих элементов на свойства нержавейки и возможность применения ее в различных отраслях промышленности.
Сталь 12Х18Н10Т легирующие элементы
Сталь марки 12х18н10т – нержавеющая титаносодержащая сталь аустенитного класса. Хим. состав марки утверждён ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Основные преимущества 12х18н10т: большая пластичность и ударная вязкость.
Наилучшей термической обработкой для сталей этого класса является закалка с температурой 1050 0 С-1080 0 С в воде, после процесса закалки мех. свойства стали отличаются высокой вязкостью и пластичностью, но низкими прочностью и твёрдостью.
Стали аустенитного класса используют как жаропрочные при температурах до 600 0 С Главными легирующими элементами являются Хром и Никель. Однофазные стали имеют устойчивую структуру однородного аустенита с небольшим содержанием карбидов Tитана (для избежания межкристаллитной коррозии. Подобная структура образуется после процесса закалки с температур 1050 0 С-1080 0 С). Аустенитные и и аустенитно-ферритовые стали обладают относительно небольшим уровнем прочности (700-850МПа).
Сталь 12Х18Н10Т – влияние легирующих элементов на механические свойства
Остановимся подробнее на особенностях влияния легирующих элементов на структуру нержавеющей стали 12Х18Н10Т.
Хром, процентное содержание которого в 12Х18Н10Т составляет от 17- до 19%, является главным элементом, обеспечивающим способность металла к пассивации и обуславливающим высокие антикоррозийные свойства стали марки 12Х18Н10Т. Легирование никелем определяет сталь в аустенитный класс, что позволяет сочетать большую технологичность нержавеющей стали с отличным комплексом эксплуатационных характеристик. При содержании 0,1% углерода, 12Х18Н10Т при температуре свыше 900 0 С имеет полностью аустенитную структуру, это обусловлено сильным аустенитообразующим влиянием C (углерода). Соответствие концентраций Cr и Ni специфически сказывается на стабильности аустенита при понижении температуры обработки на твердый раствор (1050 0 С-1100 0 С). Помимо влияния основных элементов, также немаловажно принимать во внимание присутствие в нержавеющей стали Кремния(Si), титана(Ti) и алюминия(Al), благоприятствующих образованию феррита.
Сталь 12Х18Н10Т методы упрочнения
Остановимся на методах упрочнения нержавеющей стали марки 12Х18Н10Т.
Одним из распространённых способов увеличения прочности сортового металлопроката является Высокотемпературная термическая обработка (ВТМО). При изучении возможности увеличения прочности с применением технологии ВТМО, выяснилось, что наилучшая прочность имелась у проката, подвергнутого Высокотемпературной термической обработке при минимальных температуре деформации и отрезке времени от конца прокатки до закалки. Так, при ВТМО стали 08Х18Н10Т предел текучести повысился на 45-60% в сравнении с аналогичным уровнем после обычной термообработки (ОТО) и в 1,7-2 раза по сравнению с ГОСТ 5949-75. Свойства пластичности при этом уменьшились ненамного и не вышли за пределы допустимых значений стандарта.
Стравнение марок 12Х18Н10Т и 08Х18Н10Т
У стали марки 12Х18Н10Т прочность увеличилась больше чем у стали марки 08Х18Н10Т, между тем понижение прочности по мере увеличения температуры увеличивалось в большей мере из-за снижения предела стойкости стали против разупрочнения при увеличении содержания углерода. Кратковременные высокотемпературные тесты показали, что наибольший уровень прочности термомеханически упрочненного проката, определённый при комнатной температуре, продолжает сохранятся и при увеличенных температурах. При этом нержавейка после ВТМО теряет прочность с повышением температуры, меньше, нежели сталь после обычной термообработки.
Сталь 12Х18Н10Т – сфера применения
Хромоникелевые нержавеющие стали применяют для сварных конструкций в криогенной технике при низких температурах, порядка -269 0 С, для емкостного, теплообменного и реакционного оборудования, а также для паронагревателей, водонагревателей и трубопроводов высокого давления с предельной температурой применения до 600 0 С, для деталей печной аппаратуры, муфелей, коллекторов выхлопных систем. Наибольшая температура применения жаростойких изделий из подобных сталей в промежутке времени до 10000 часов составляет 800 0 С, при температуре 850 0 С начинается процесс интенсивного окалинообразования. При непрерывной рабочей нагрузке сталь 12Х18Н10Т сохраняет антиокислительные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 900 0 С , а в условиях теплосмен до 800 0 С.
Коррозионно-стойкая сталь марки 12Х18Н10Т широко применяется для изготовления сварной аппаратуры в разнообразных отраслях промышленности, а также металлоконструкций, работающих в контакте с агрессивными средами – азотной кислотой и другими окислительными средами, определёнными органическими кислотами небольшой концентрации, органическими растворителями и тп. Нержавеющая сталь 08Х18Н10Т применяется для сварных изделий, работающих в более агрессивных средах, нежели сталь 12Х18Н10Т и обладает высокой степенью сопротивляемости межкристаллитной коррозии.
В результате, уникальное сочетание свойств и характеристик прочности, позволил нержавеющая сталь марки 12Х18Н10Т найти широчайшее применение в большинстве отраслей промышленности, изделия из стали этой марки имеют высокие характеристики в течение длительного срока службы.
Характеристики стали 12Х18Н10Т. 12Х18Н10Т расшифровка марки стали
Нержавеющая сталь 12Х18Н10Т – расшифровка марки стали, ГОСТ, характеристика материала
Марка стали – 12Х18Н10Т
Стандарт – ГОСТ 5632
Заменитель – 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т
Сталь 12Х18Н10Т содержит углерода не более 0,12%, Х18 – указывает содержание хрома в стали примерно 18%, Н10 – указывает содержание никеля в стали около 10%, буква Т в конце марки означает, что в стали содержится примерно 1% титана. Сталь легированная, коррозионно-стойкая, жаростойкая и жаропрочная.
Нержавеющая сталь 12Х18Н10Т применяется для изготовления сварных изделий, работающих в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей. Неустойчива в серосодержащих средах. Применяется в случаях, когда не могут быть применены безникелевые стали.
Из нержавеющей стали 12Х18Н10Т изготовляют трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей, корпуса и другие детали, работающие под давлением при температуре от -196 до +600°С, а при наличии агрессивных сред до +350°С.
| Не более 0,12 | Не более 0,80 | Не более 2,00 | 17,00-19,00 | 9,00-11,00 | Не более 0,80 |
| Ковка | Температура ковки, °С: начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе. |
| Свариваемость | Сваривается без ограничений.Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, электрошлаковая сварка, контактная сварка. Рекомендуется последующая термообработка. |
| Обрабатываемость резанием | При HB 169 и σв = 608 МПа: Kv твердый сплав = 0,60 Kv быстрорежущая сталь = 0,35 |
| Флокеночувствительность | Не чувствительна |
| Модуль нормальной упругости E, ГПа | 198 | 194 | 189 | 181 | 174 | 166 | 157 | 147 | – | – |
| Модуль упругости при сдвиге кручением G, ГПа | 77 | 74 | 71 | 67 | 63 | 59 | 57 | 54 | 49 | – |
| Плотность ρn, кг/м3 | 7900 | – | – | – | – | – | – | – | – | – |
| Коэффициент теплопроводности λ Вт/(м*К) | 15 | 16 | 18 | 19 | 21 | 23 | 25 | 27 | 26 | – |
| Удельное электросопротивление ρ, нОм*м | 725 | 792 | 861 | 920 | 976 | 1028 | 1075 | 1115 | – | – |
| Коэффициент линейного расширения α*106, K-1 | 16,6 | 17,0 | 17,2 | 17,5 | 17,9 | 18,2 | 18,6 | 18,9 | 19,3 | – |
| Удельная теплоемкость c, Дж/(кг*К) | 462 | 496 | 517 | 538 | 550 | 563 | 575 | 596 | – | – |
Марка стали 12Х18Н10Т: характеристики, ГОСТ, расшифровка | Справочник
Марка: 12Х18Н10Т (старое название Х18Н10Т) (заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т).
Класс: Сталь конструкционная криогенная.
Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.
Химический состав стали 12Х18Н10Т
| C | Cr | Fe | Mn | Ni | P | S | Si | Ti |
| ≤0,12 | 17-19,0 | Осн. | ≤2,0 | 9-11,0 | ≤0,035 | ≤0,020 | ≤0,8 | 5·С-0,8 |
Свойства нержавеющей стали 12Х18Н10Т
Сталь 12х18н10т – нержавеющая титаносодержащая сталь аустенитного класса. Химический состав регламентирован ГОСТ 5632-72 нержавеющих сталей аустенитного класса.
Преимущества: высокая пластичность и ударная вязкость.
Оптимальной термической обработкой для этих сталей является закалка с 1050°-1080° в h4O, после закалки механические свойства характеризуются максимальной вязкостью и пластичностью, не высокими прочностью и твёрдостью.
Аустенитные стали используют как жаропрочные при температурах до 600°С. Основными легирующими элементами являются Cr-Ni. Однофазные стали имеют устойчивую структуру однородного аустенита с незначительным содержанием карбидов Ti (для предупреждения межкристаллитной коррозии. Такая структура получается после закалки с температур 1050°С-1080°С). Стали аустенитного и аустенитно-ферритного классов имеют относительно небольшой уровень прочности (700-850МПа).
Сталь конструкционная криогенная 12Х18Н10Т (Х18Н10Т) – характеристики, свойства, аналоги
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки 12Х18Н10Т (Х18Н10Т).
Классификация материала и применение марки 12Х18Н10Т (Х18Н10Т)
Марка: 12Х18Н10Т (Х18Н10Т)Классификация материала: Сталь конструкционная криогеннаяПрименение: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.- сталь аустенитного класса
Химический состав материала 12Х18Н10Т (Х18Н10Т) в процентном соотношении
| C | Si | Mn | Ni | S | P | Cr | Cu | – |
| до 0.12 | до 0.8 | до 2 | 9 – 11 | до 0.02 | до 0.035 | 17 – 19 | до 0.3 | (5 С – 0.8) Ti, остальное Fe |
Механические свойства 12Х18Н10Т (Х18Н10Т) при температуре 20oС
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Трубы холоднодеформир., ГОСТ 9941-81 | 549 | 35 | ||||||
| Трубы горячедеформир., ГОСТ 9940-81 | 529 | 40 | ||||||
| Пруток, ГОСТ 5949-75 | до Ø- 60 | 510 | 196 | 40 | 55 | Закалка 1020 – 1100oC,Охлаждение воздух, | ||
| Проволока, ГОСТ 18143-72 | 540-830 | 20-25 | ||||||
| Поковки, ГОСТ 25054-81 | до 1000 | 510 | 196 | 35-38 | 40-52 | Закалка 1050 – 1100oC, вода, | ||
| Лист толстый, ГОСТ 7350-77 | 530 | 235 | 38 | Закалка 1000 – 1080oC,Охлаждение вода, | ||||
| Лист тонкий, ГОСТ 5582-75 | 530 | 205 | 40 | Закалка 1050 – 1080oC,Охлаждение вода, | ||||
| Лист тонкий нагартован., ГОСТ 5582-75 | 880-1080 | 10 | ||||||
| Лист тонкий полунагартован., ГОСТ 5582-75 | 740 | 25 |
Технологические свойства 12Х18Н10Т (Х18Н10Т)
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
Зарубежные аналоги 12Х18Н10Т (Х18Н10Т)
Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Австралия | Юж.Корея | |||||||||||||||||||||||||||||||||||||||||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | ONORM | AS | KS | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Расшифровка обозначений, сокращений, параметров
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
| Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
| Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Другие марки из этой категории:
Обращаем ваше внимание на то, что данная информация о марке 12Х18Н10Т (Х18Н10Т), приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки 12Х18Н10Т (Х18Н10Т) могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке 12Х18Н10Т (Х18Н10Т) можно уточнить на информационном ресурсе “Марочник стали и сплавов”. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
Марки стали — WiKi
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%, а железа более 50%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.
Одним из важнейших параметров, по которому стали делят на различные классы, является химический состав. Среди сталей по данному критерию выделяют легированные и углеродистые, последние подразделяются на мало- (углерода до 0,25%), средне- (0,25–0,6%) и высокоуглеродистые (в них содержится больше 0,6% углерода).
Сталь подлежит обязательной маркировке.
Для уточнения сведений по конкретной марке стали могут использоваться так называемые марочники. 2-е (2003) и 3-е (2011) издания «Марочника сталей и сплавов» под ред. А. С. Зубченко содержат описание около 600 марок сталей и сплавов черных металлов, 4-е (2014) издание – более 700 марок[5].
Легированные стали, в отличие от нелегированных, имеют несколько иное обозначение, поскольку в них присутствуют элементы, специально вводимые в определённых количествах для обеспечения требуемых физических или механических свойств. К примеру:
- хром (Cr) повышает твёрдость и прочность
- никель (Ni) обеспечивает коррозионную стойкость и увеличивает прокаливаемость
- кобальт (Co) повышает жаропрочность и увеличивает сопротивление удару
- ниобий (Nb) помогает улучшить кислостойкость и уменьшает коррозию в сварных конструкциях.
Маркировка элементов сталей:
Расшифровка марок сталей требует знать, какими буквами принято обозначать те или иные химические элементы, входящие в состав марки или сплава.
Если в самом конце марки стоит буква А, то таким образом обозначается высококачественная сталь, содержание фосфора и серы в которой сведено к минимуму. Две буквы А в самом конце (АА) говорят о том, что данная марка стали особо чистая, т. е. серы и фосфора в ней практически нет.
Буквенные обозначения «кп», «пс», «сп» применяются для указания степени раскисления стали[6]:
- «кп» — кипящая
- «пс» — полуспокойная
- «сп» — спокойная
Нестандартные стали обозначают по разному. Так, опытные марки, выплавленные на заводе “Электросталь”, обозначаются буквой И (исследовательские) и П (пробные) и порядковым номером, например, ЭИ179, ЭИ276, ЭП398 и т.д. Опытные марки, выплавленные на металлургическом заводе “Днепроспецсталь”, обозначают ДИ 80, где Д – завод-изготовитель, И – исследовательская, 80 – порядковый номер, присвоенный марке стали.
«; cachedBlocksArray[206122] = «»; cachedBlocksArray[206119] = «»; cachedBlocksArray[206117] = «»; cachedBlocksArray[206126] = «»; cachedBlocksArray[206125] = «»; cachedBlocksArray[206124] = «»; cachedBlocksArray[206123] = «»; cachedBlocksArray[206121] = «»; cachedBlocksArray[206120] = «»; cachedBlocksArray[206118] = «»;Состав стали 12х18н10т молярная масса
Нержавеющая жаропрочная сталь 12х18н10т представляет собой удобный и практичный материал для изготовления металлоконструкций различного назначения. Сталь имеет аустенитную структуру, а также следующий химический состав, согласно ГОСТ 5632-72:
- хром — 17-19%;
- углерод – 0,12%;
- кремний – 0,8%;
- марганец – 2%;
- фосфор – 0,035%;
- сера – 0,02%;
- никель – 9-11%;
- медь – 0,3%;
- титан – 0,8%.
Сталь 12х18н10т (аналог AISI 321) отличается высокими показателями пластичности, ударной вязкости, а также стойкости к коррозии и высоким температурам. При необходимости улучшить механические свойства стали она может быть подвергнута закалке, правда в таком случае снизятся характеристики прочности и твердости. Магнитные свойства у стали отсутствуют. Сталь очень удобна в обработке: она легко формуется, сваривается и механически обрабатывается. Чтобы не допустить образования межкристаллитной коррозии, производится стабилизация титаном. Сталь применяется в таких сферах, как машиностроение и строительство, а также в пищевой, химической, топливно-энергетической и целлюлозно-бумажной промышленности. В зависимости от содержания легирующих элементов существуют различные виды нержавеющей стали (например, AISI 304, AISI 316, AISI 430 по зарубежной классификации). В настоящее время на рынке востребованы такие виды заготовок из стали 12х18н10т , как труба, лист, прутки круглого и квадратного сечения.
Труба из нержавеющей стали
Основными сферами применения трубы являются изготовление металлических конструкций и прокладка трубопроводов. Существует множество бесшовных труб различного сечения и толщины металла (например,25х2 12х18н10т). Труба из нержавейки широко используется в машиностроении благодаря высокой надежности и прочности. Так, она востребована при производстве емкостей, теплообменников, криогенных и реакционных установок. Помимо этого, труба соответствует строгим нормативам пищевой промышленности, так как способна успешно контактировать с органическими растворителями и неконцентрированными кислотами.
Лист нержавеющий
На рынке представлен как холоднокатаный, так и горячекатаный нержавеющий лист. Технические условия листов регулируются ГОСТ 5582-75 и ГОСТ 7350-77. Сферой их применения является производство различных сборных и сварных конструкций с высокими требованиями к механической нагрузке, коррозионной стойкости и высоким температурам (например, выхлопные системы, теплообменные установки и пр.).
Прокат сортовой нержавеющий
Для производства различных металлоконструкций используются прутки из нержавеющей стали круглого или квадратного сечения (например, AISI 201 круг ). Диаметр прутков может колебаться от 8 до 320 мм (для круга), а сторона – от 6 до 250 мм (для квадрата).
Сталь 12Х18Н10Т
- Сталь 12Х18Н10Т — Сталь коррозионно-стойкая жаропрочная. Сталь нержавеющая титаносодержащая пищевая аустенитного класса.
- Заменитель: Х18Н10Т — другое обозначение стали. Зарубежный аналог — AISI 321H. Стали 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т.
- Вид поставки: Трубный прокат:ГОСТ 9941-81, ГОСТ 9940-81 , Лист , Круг , , Шестигранник и в том числе сортовой и фасонный прокат: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Лист ГОСТ 7350-77. Лист ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 14162-79.
- Применение: Детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от -196 до +600 °С, а при наличии агрессивных сред до +350°С. Товары для дома, пищевая промышленность, промышленные трубопроводы, строительные конструкции, общее назначение.
Сталь 08Х18Н10
- Сталь 08Х18Н10 — Сталь коррозионно-стойкая жаропрочная. Сталь нержавеющая пищевая аустенитного класса.
- Заменитель: Сталь 0Х18Н10 — другое обозначение стали. Зарубежный аналог — AISI 304.
- Вид поставки: Трубный прокат: ГОСТ 9941-81, ГОСТ 9940-81 . Лист , Круг , Уголок , Отводы ТУ 1468-020-39918642-03 с геометрией по ГОСТ 17375-01, 30753-01 12Х18Н10Т , а также прокат сортовой и фасонный: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Лист ГОСТ 7350-77. Лист ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 14162-79.
- Применение: Трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки, коллекторы выхлопных систем, электроды искровых зажигательных свечей, сварные аппараты и сосуды химического машиностроения. работающие при температуре от -196 до 600 °С в средах средней активности. Товары для дома, пищевая промышленность, промышленные трубопроводы, строительные конструкции, общее назначение. Медицина, химическая, нефтегазовая, пищевая, горнодобывающая, строительство и архитектура, судостроение, текстильная, целлюлозно-бумажная, теплоэнергетика и др.
Сталь 10Х17Н13М2Т
- Сталь 10Х17Н13М2Т — Сталь коррозионно-стойкая жаропрочная кислотостойкая. Сталь нержавеющая молибденовая аустенитного класса.
- Заменитель: Стали Х17Н13М2Т, ЭИ448 — другое обозначение стали. Зарубежный аналог — AISI 316Ti.
- Вид поставки: Трубный прокат: ГОСТ 9941-81, ГОСТ 9940-81 . Лист , Круг , и в том числе сортовой и фасонный прокат: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Лист ГОСТ 7350-77. Лист ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 14162-79.
- Применение: Сварные конструкции, работающие в средах повышенной агрессивности, предназначенные для длительных сроков службы при 600°С.
10Х23Н18
- Сталь 10Х23Н18 — Сталь жаростойкая жаропрочная. Сталь нержавеющая пищевая аустенитного класса.
- Заменитель: 0Х23Н18 — другое обозначение стали. Зарубежный аналог — AISI 310S.
- Вид поставки: Лист , Круг и в том числе сортовой и фасонный прокат: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Лист ГОСТ 5582-75, ГОСТ 19903-74. Полоса ГОСТ 4405-75, ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 9941-81, ГОСТ 9940-81.
- Применение: Листовые детали, трубы, арматура (при пониженных нагрузках), работающие при 1000°С.
Применение
Сталь данной марки имеет широкое распространение в промышленности. Она используется для изготовления деталей, рабочая температура которых доходит до 600 градусов по Цельсию. Она устойчива к воздействию агрессивных сред, поэтому из нее также производят элементы, работающие под большим давлением, в растворах солей и щелочей, различных кислот.
Помимо этого, сталь 12Х18Н10Т применяется в процессе производства насосов Км, транспортных лент, отрезных кругов, вагонов поездов и так далее. Также сталь данного типа можно встретить в энергетической промышленности, системах горячего и холодного водоснабжения, пищевой и химической промышленностях.
Производство выполняется на высококачественном специализированном оборудовании последнего поколения. Сначала выполняется обработка заготовок, температура при этом составляет более 1000 градусов по Цельсию. Далее производят закалку холодной водой.
Стальной прокат
Сталь марки 12Х18Н10Т имеет несколько видов, однако наиболее востребованными являются трубы и листы.
Труба устойчива к развитию коррозий, благодаря чему имеет более широкую сферу применения, чем листы. Она используется в возведении как жилых, так и промышленных объектов. Помимо этого, трубы часто выбирают для строительства трубопроводов и оснащения котельных, где работа напрямую связана со средами высокого давления. Лист прост и практичен в использовании, устойчив к неблагоприятным воздействиям внешней среды. Это отличает его от стального проката других видов. Отличительной чертой труб и листов 12Х18Н10Т является отсутствие необходимости дополнительной обработки.
Химический состав
Все преимущества и механические свойства стали обусловлены ее химическим составом:
- 19-20 % хрома гарантируют высокую устойчивость к образованию коррозии.
- 12 % никеля обеспечивают возможность использования при работе с агрессивными средами, кислотами.
- Титан защищает сталь от образования губительных для металла карбидов хрома.
- Кремний отвечает за высокую прочность металла и износоустойчивость изделий из него.
- Помимо перечисленных компонентов в составе представлен кислород, водород, азот и прочие сплавы.
| Механические свойства стали 12Х18Н10Т (стар. Х18Н10Т) | ||||||
| ГОСТ | Состояние поставки, режимы термообработки | Сечение, мм | σ 0,2 (МПа) | σ в (МПа) | δ 5 (%) | ψ % |
| ГОСТ 5949-75 | Прутки. Закалка 1020-1100 °С, воздух, масло или вода. | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Прутки шлифованные, обработанные на заданную прочность. Прутки нагартованные. | — До 5 | — — | 590-830 930 | 20 — | — — |
| ГОСТ 7350-77 (Образцы поперечные) ГОСТ 5582-75 (Образцы поперечные) | Листы горячекатанные и холоднокатанные: — закалка 1000-1080 °С, вода или воздух. — закалка 1050-1080 °С, вода или воздух. — нагартованные | Св. 4 До 3,9 До 3,9 | 236 205 — | 530 530 880-1080 | 38 40 10 | — — — |
| ГОСТ 18143-72 | Проволока термообработанная. | 1,0-6,0 | — | 540-880 | 20 | — |
| ГОСТ 9940-8 | Трубы бесшовные горячедеформированные без термообработки | 3,5-32 | — | 529 | 40 | — |
| Физические свойства стали 12Х18Н10Т (старое название Х18Н10Т) | ||||||
| T (Град) | E 10 — 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м 3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1.98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 | |||||
Развитие нашей цивилизации напрямую связано с изобретением новых технологий, получением новых материалов с целью применения в разнообразных отраслях промышленности и увеличения срока эксплуатации созданных деталей, механизмов и оборудования.
Важнейшим этапом в развитии металлургии было создание нержавеющей стали .
В этой статье мы подробно рассмотрим наиболее распространённую марку нержавеющей стали 12Х18Н10Т – постараемся определить её достоинства, недостатки, рассмотрим влияние легирующих элементов на свойства нержавейки и возможность применения ее в различных отраслях промышленности.
Сталь 12Х18Н10Т легирующие элементы
Сталь марки – нержавеющая титаносодержащая сталь аустенитного класса. Хим. состав марки утверждён ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Основные преимущества : большая пластичность и ударная вязкость.
Наилучшей термической обработкой для сталей этого класса является закалка с температурой 1050 0 С-1080 0 С в воде, после процесса закалки мех. свойства стали отличаются высокой вязкостью и пластичностью, но низкими прочностью и твёрдостью.
Стали аустенитного класса используют как жаропрочные при температурах до 600 0 С Главными легирующими элементами являются Хром и Никель. Однофазные стали имеют устойчивую структуру однородного аустенита с небольшим содержанием карбидов Tитана (для избежания межкристаллитной коррозии. Подобная структура образуется после процесса закалки с температур 1050 0 С-1080 0 С ). Аустенитные и и аустенитно-ферритовые стали обладают относительно небольшим уровнем прочности (700-850МПа) .
Сталь 12Х18Н10Т — влияние легирующих элементов на механические свойства
Остановимся подробнее на особенностях влияния легирующих элементов на структуру нержавеющей стали 12Х18Н10Т .
Хром, процентное содержание которого в 12Х18Н10Т составляет от 17- до 19%, является главным элементом, обеспечивающим способность металла к пассивации и обуславливающим высокие антикоррозийные свойства стали марки 12Х18Н10Т . Легирование никелем определяет сталь в аустенитный класс, что позволяет сочетать большую технологичность нержавеющей стали с отличным комплексом эксплуатационных характеристик. При содержании 0,1% углерода, 12Х18Н10Т при температуре свыше 900 0 С имеет полностью аустенитную структуру, это обусловлено сильным аустенитообразующим влиянием C (углерода). Соответствие концентраций Cr и Ni специфически сказывается на стабильности аустенита при понижении температуры обработки на твердый раствор (1050 0 С-1100 0 С ). Помимо влияния основных элементов, также немаловажно принимать во внимание присутствие в нержавеющей стали Кремния(Si), титана(Ti) и алюминия(Al), благоприятствующих образованию феррита.
Сталь 12Х18Н10Т методы упрочнения
Остановимся на методах упрочнения нержавеющей стали марки 12Х18Н10Т .
Одним из распространённых способов увеличения прочности сортового металлопроката является Высокотемпературная термическая обработка (ВТМО). При изучении возможности увеличения прочности с применением технологии ВТМО, выяснилось, что наилучшая прочность имелась у проката, подвергнутого Высокотемпературной термической обработке при минимальных температуре деформации и отрезке времени от конца прокатки до закалки. Так, при ВТМО стали 08Х18Н10Т предел текучести повысился на 45-60% в сравнении с аналогичным уровнем после обычной термообработки (ОТО) и в 1,7-2 раза по сравнению с ГОСТ 5949-75 . Свойства пластичности при этом уменьшились ненамного и не вышли за пределы допустимых значений стандарта.
Стравнение марок 12Х18Н10Т и 08Х18Н10Т
У стали марки 12Х18Н10Т прочность увеличилась больше чем у стали марки 08Х18Н10Т , между тем понижение прочности по мере увеличения температуры увеличивалось в большей мере из-за снижения предела стойкости стали против разупрочнения при увеличении содержания углерода. Кратковременные высокотемпературные тесты показали, что наибольший уровень прочности термомеханически упрочненного проката, определённый при комнатной температуре, продолжает сохранятся и при увеличенных температурах. При этом нержавейка после ВТМО теряет прочность с повышением температуры, меньше, нежели сталь после обычной термообработки.
Сталь 12Х18Н10Т — сфера применения
Хромоникелевые нержавеющие стали применяют для сварных конструкций в криогенной технике при низких температурах, порядка -269 0 С , для емкостного, теплообменного и реакционного оборудования, а также для паронагревателей, водонагревателей и трубопроводов высокого давления с предельной температурой применения до 600 0 С, для деталей печной аппаратуры, муфелей, коллекторов выхлопных систем. Наибольшая температура применения жаростойких изделий из подобных сталей в промежутке времени до 10000 часов составляет 800 0 С, при температуре 850 0 С начинается процесс интенсивного окалинообразования. При непрерывной рабочей нагрузке сталь 12Х18Н10Т сохраняет антиокислительные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 900 0 С, а в условиях теплосмен до 800 0 С.
Коррозионно-стойкая сталь марки 12Х18Н10Т широко применяется для изготовления сварной аппаратуры в разнообразных отраслях промышленности, а также металлоконструкций, работающих в контакте с агрессивными средами — азотной кислотой и другими окислительными средами, определёнными органическими кислотами небольшой концентрации, органическими растворителями и тп. Нержавеющая сталь 08Х18Н10Т применяется для сварных изделий, работающих в более агрессивных средах, нежели сталь 12Х18Н10Т и обладает высокой степенью сопротивляемости межкристаллитной коррозии.
В результате, уникальное сочетание свойств и характеристик прочности, позволил нержавеющая сталь марки 12Х18Н10Т найти широчайшее применение в большинстве отраслей промышленности, изделия из стали этой марки имеют высокие характеристики в течение длительного срока службы.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Особенности и характеристики стали 12Х18Н10Т
Современное развитие человечества неразрывно связано с разработкой новых технологий, созданием новых материалов для применения в различных отраслях промышленности и продления срока службы создаваемых деталей, машин и оборудования.
Одним из важнейших этапов в развитии металлургии было создание и освоение нержавеющих сталей. Рассмотрим наиболее используемую и распространенную сталь 12Х18Н10Т — выявим достоинства, недостатки, влияние легирующих элементов на свойства стали и возможность использования ее в различных отраслях промышленности.
Химический составСталь 12х18н10т — нержавеющая титаносодержащая сталь аустенитного класса(определяем по диаграмме Шеффлера, Рис.1). Химический состав регламентирован ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Преимущества: высокая пластичность и ударная вязкость.
Рисунок 1.
Оптимальной термической обработкой для этих сталей является закалка с 1050 о С-1080 о С в h3O, после закалки механические свойства характеризуются максимальной вязкостью и пластичностью, не высокими прочностью и твёрдостью.
Термообработка стали необходима для того, чтобы придать материалу определенные свойства. Например, повышенную пластичность, износоустойчивость, повышенную твердость или стойкость. Всеми этими качествами может похвастаться лист 12х18н10т .
Процесс термической обработки можно подразделять на четыре вида:
1. Отжиг. Данный процесс термообработки позволяет добиться равномерной структуры. Отжиг проходит в три этапа: сталь нагревают до определенной температуры, затем выдерживают при определенной температуре, а потом медленно охлаждают в печи. Равномерная структура получается только при отжиге второго рода, при первом роде никаких структурных изменений не происходит.
2. Закалка. Этот вид термообработки позволяет создать сталь с разнообразной структурой и свойствами. Весь технологический процесс проходит в три стадии: при определенной заданной температуре происходит нагрев стали, затем ее выдержка при той же температуре и в отличие от отжига быстрое охлаждение.
3. Отпуск. Эту технологию термической обработки используют, чтобы уменьшить внутреннее напряжение материала.
4. Нормализация. Эта разновидность термообработки также ведется в три приема: нагрев, выдержка и охлаждение. Температуру задают для первых двух стадий, а третью стадию проводят на воздухе.
Чтобы получить качественный лист 12х18н10т, нужно провести процесс термообработки правильно. В первую очередь внимание обращают на свойства стали, а именно ее эксплуатационные и технологические характеристики. Они наиболее важны при изготовлении определенных деталей и изделий, таких например, как лист 12х18н10т. С учетом марки стали процесс закалки проходит в температурном диапазоне 530-1300оС. Посредством термообработки можно значительно изменить структуру металла.
Механические свойства
Термообработка, состояние поставки | Сечение, мм | |||||
Прутки. Закакла 1020-1100 °С, воздух, масло или вода. | ||||||
Прутки шлифованные, обработанные на заданную прочность. | ||||||
Прутки нагартованные | ||||||
Листы горячекатаные или холоднокатаные. Закалка 1000-1080 °С, вода или воздух. | ||||||
Листы горячекатаные или холоднокатаные. Закалка 1050-1080 °С, вода или воздух. | ||||||
Листы горячекатаные или холоднокатаные нагартованные | ||||||
Поковки. Закалка 1050-1100 °С, вода или воздух. | ||||||
Проволока термообработанная | ||||||
Трубы бесшовные горячедеформированные без термообработки. |
Механические свойства при повышенных температурах
t испытания, °C | |||||||
Аустенитные стали используют как жаропрочные при температурах до 600 о С. Основными легирующими элементами являются Cr-Ni. Однофазные стали имеют устойчивую структуру однородного аустенита с незначительным содержанием карбидов Ti (для предупреждения межкристаллитной коррозии. Такая структура получается после закалки с температур 1050 о С-1080 о С). Стали аустенитного и аустенитно-ферритного классов имеют относительно небольшой уровень прочности (700-850МПа).
Рассмотрим особенности влияния легирующих элементов на структуру стали 12Х18Н10Т .
Хром, содержание которого в этой стали составляет 17-19%, представляет собой основной элемент, обеспечивающий способность металла к пассивации и обеспечивающий ее высокую коррозионную стойкость. Легирование никелем переводит сталь в аустенитный класс, что имеет принципиально важное значение, так как позволяет сочетать высокую технологичность стали с уникальным комплексом эксплуатационных характеристик. В присутствии 0,1% углерода сталь имеет при >900 о С полностью аустенитную структуру, что связано с сильным аустенитообразующим воздействием углерода. Соотношение концентраций хрома и никеля оказывает специфическое воздействие на стабильность аустенита при охлаждении температуры обработки на твердый раствор (1050-1100 о С). Кроме влияния основных элементов, необходимо учитывать также присутствие в стали кремния, титана и алюминия, способствующих образованию феррита.
Рассмотрим способы упрочнения стали 12Х18Н10Т.
Одним из способов упрочнения сортового проката является Высокотемпературная термическая обработка (ВТМО). Возможности упрочнения при помощи ВТМО исследовали на комбинированном полунепрерывном стане 350 производственного объединения «Кировский завод». Заготовки (100х100 мм, длиной 2,5 — 5 м.) нагревали в методической печи до 1150 — 1200 о С и выдерживали при этих температурах 2-3 часа. Прокатку выполняли по обычной технологии; готовые прутки диаметром 34 мм поступали в закалочные ванны, заполненные проточной водой, где охлаждались не менее 90 с. Наибольшую прочность имел прокат, подвергнутый ВТМО при наименьших температуре деформации и промежутке времени от конца прокатки до закалки. Так, при ВТМО стали 08Х18Н10Т предел текучести увеличился на 45-60% по сравнению с его уровнем после обычной термической обработки (ОТО) и в 1,7-2 раза по сравнению с ГОСТ 5949-75; Пластические свойства при этом снизились незначительно и остались на уровне требований стандарта.
Нержавеющая сталь 12Х18Н10Т упрочнилась больше чем сталь 08Х18Н10Т однако разупрочнение по мере увеличения температуры возрастало в большей степени вследствие снижения устойчивости стали против разупрочнения при повышении содержания углерода. Кратковременные высокотемпературные испытания показали, что более высокий уровень прочности термомеханически упрочненного проката, выявленный при комнатной температуре, сохраняется и при повышенных температурах. При этом сталь после ВТМО разупрочняется с повышением температуры, в меньшей степени, чем сталь после ОТО.
Хромоникелевые нержавеющие стали используют для сварных конструкций в криогенной технике при температуре до -269 о С, для емкостного, теплообменного и реакционного оборудования, в том числе для паронагревателей и трубопроводов высокого давления с температурой эксплуатации до 600 о С, для деталей печной аппаратуры, муфелей, коллекторов выхлопных систем. Максимальная температура применения жаростойких изделий из этих сталей в течение 10000 ч составляет 800 о С, температура начала интенсивного окалинообразования составляет 850 о С. При непрерывной работе сталь устойчива против окисления на воздухе и в атмосфере продуктов сгорания топлива при температурах
Коррозионно-стойкая сталь 12Х18Н10Т используется для изготовления сварной аппаратуры в разных отраслях промышленности, а также конструкций, работающих в контакте с азотной кислотой и другими окислительными средами, некоторыми органическими кислотами средней концентрации, органическими растворителями, в атмосферных условиях и т.д. Сталь 08Х18Н10Т рекомендуется для сварных изделий, работающих в средах более высокой агрессивности, чем сталь 12Х18Н10Т и обладает повышенной сопротивляемости межкристаллитной коррозии.
Таким образом, благодаря уникальному сочетанию свойств и прочностных характеристик, нержавеющая сталь 12Х18Н10Т нашла самое широкое применение практически во всех отраслях промышленности, изделия из этой стали имеют длительный срок службы и неизменно высокие характеристики в течение всего срока службы.
Сварка стали 12Х18Н10Т
Сварка стали — основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе отличались невысокой надежностью и нестабильным качеством. Это зачастую приводило к авариям из-за разрушения детали в месте шва.
Открытие электродугового нагрева и высокотемпературного газо-кислородного горения наряду с возросшими требованиями к качеству сварного соединения совершили мощный технологический прорыв в области сварки, в результате чего создалась технология бескузнечной сварки — такой, какую мы привыкли наблюдать сегодня.
С появлением легированной стали процессы сварки усложнились в связи с необходимостью предотвращения карбидации легирующих элементов, в основном — хрома. Появились методы сварки в инертных средах или под флюсом, а также технологии долегирования сварного шва.
Рассмотрим особенности сварки аустенитных сталей на примете наиболее распространенной нержавеющей стали 12Х18Н10Т.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800?С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия — хрупкие разрушения конструкции в процессе эксплуатации. сталь химический состав сварка
Чтобы добиться стойкости стали нужно исключить или ослабить эффект выпадения карбидов и стабилизировать свойства стали в месте сварного шва.
При сварке высоколегированных сталей используют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Применение электродов с покрытием основного вида позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путём использования высоколегированной электродной проволоки и долегирования через покрытие.
Сочетание легирования через электродную проволоку и покрытие позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и некоторые другие свойства, предназначенные для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных.
Сварку высоколегированных сталей под флюсом осуществляют с применением или нейтральных по кислороду фторидных флюсов, или защитно-легирующих в сочетании с высоколегированной электродной проволокой. С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяет легировать сварочную ванну титаном через электродную проволоку. При этом процесс сварки малочувствителен к образованию пор в металле шва из-за водорода. Однако фторидные бескислородные флюсы имеют относительно низкие технологические свойства. Именно низкие технологические свойства фторидных флюсов служат причиной широкого использования для сварки высоколегированных сталей флюсов на основе оксидов.
Сварку высоколегированных сталей для снижения вероятности формирования структуры перегрева, как правило, выполняют на режимах, характеризующихся малой величиной погонной энергии. При этом предпочтение отдают швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2-3мм). Поскольку высоколегированные стали обладают повышенным электросопротивлением и пониженной электропроводностью, то при сварке вылет электрода из высоколегированной стали уменьшают в 1,5-2 раза по сравнению с вылетом электрода из углеродистой стали.
При дуговой сварке в качестве защитных газов используют аргон, гелий (реже), углекислый газ.
Аргонодуговую сварку выполняют плавящимися и неплавящимися вольфрамовыми электродами. Плавящимся электродом сваривают на постоянном токе обратной полярности, используя режимы, обеспечивающие струйный перенос электродного металла. В некоторых случаях (в основном при сварке аустенитных сталей) для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся электродом используют смеси аргона с кислородом или углекислым газом (до 10%).
Сварку неплавящимся вольфрамовым электродом в основном осуществляют на постоянном токе прямой полярности. В некоторых случаях при наличии в сталях значительного количества алюминия используют переменный ток для обеспечения катодного разрушения оксидной плёнки.
Применение дуговой сварки в атмосфере углекислого газа позволяет снизить вероятность образования пор в металле шва из-за водорода; при этом обеспечивается относительно высокий коэффициент перехода легкоокисляющихся элементов. Так, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80-90%. При сварке в углекислом газе сталей, имеющих высокое содержание хрома и низкое содержание кремния, на поверхности шва образуется тугоплавкая трудноудаляемая оксидная плёнка. Её присутствие затрудняет проведение многослойной сварки.
При сварке сталей с малым содержанием углерода (ниже 0,07-0,08%) возможно науглероживание наплавленного металла. Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание может изменить свойства металла шва и, в частности, снизить коррозийные свойства. Кроме того наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозийную стойкость.
Технологии сварки нержавеющих высоколегированных сталей постоянно совершенствуются. На данном этапе при строгом соблюдении технологического процесса качество сварного шва нержавейки практически не уступает по своим свойствам металлу соединяемых деталей и гарантирует высочайшую надежность сварного соединения.
Образование Дефекто в сварных соединений при сварке
При сварке плавлением наиболее частыми дефектами сварных соединений являются неполномерность шва, неравномерная его ширина и высота (рис. 1), крупная чешуйчатость, бугристость, наличие седловин. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификациейсварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов.
Рис. 2 . Дефекты формы и размеров шва : а — неполномерность шва; б — неравномерность ширины стыкового шва; в — неравномерность по длине катета углового шва; h — требуемая высота усиления шва
Для сварки давлением (например, точечной) характерными дефектами являются неравномерный шаг точек, глубокие вмятины, смещение осей стыкуемых деталей.
Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаверенные кратеры.
Наплывы (натеки) (рис. 2) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются: большая величина сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание ее металла на горизонтальную полку. В результате на вертикальной стенке появляются подрезы, а на горизонтальной полке — наплывы. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки, а при электрошлаковой — из-за неправильной установки формующих ползунов.
Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.
Рис3. Наружные дефекты : а — стыковых; б — угловых; 1 — наплыв; 2 — подрез.
Прожоги — это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, прожоги могут иметь место в результате плохого поджатия флюсовой подушки или медной подкладки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки).
Незаваренные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
Размещено на Allbest.ru
…Подобные документы
История открытия нержавеющей стали. Описание легирующих элементов, придающих стали необходимые физико-механические свойства и коррозионную стойкость. Типы нержавеющей стали. Физические свойства, способы изготовления и применение различных марок стали.
реферат , добавлен 23.05.2012
Механические свойства стали при повышенных температурах. Технология плавки стали в дуговой печи. Очистка металла от примесей. Интенсификация окислительных процессов. Подготовка печи к плавке, загрузка шихты, разливка стали. Расчет составляющих завалки.
курсовая работа , добавлен 06.04.2015
Механизмы упрочнения низколегированной стали марки HC420LA. Дисперсионное твердение. Технология производства. Механические свойства высокопрочной низколегированной стали исследуемой марки. Рекомендованный химический состав. Параметры и свойства стали.
контрольная работа , добавлен 16.08.2014
Понятие и сферы использования стали в современной промышленности, ее классификация и разновидности. Порядок и критерии определения свариваемости стали. Механизм подготовки стали к сварке, виды дефектов и этапы их устранения, экономическая эффективность.
курсовая работа , добавлен 28.01.2010
Производство стали в кислородных конвертерах. Легированные стали и сплавы. Структура легированной стали. Классификация и маркировака стали. Влияние легирующих элементов на свойства стали. Термическая и термомеханическая обработка легированной стали.
реферат , добавлен 24.12.2007
Строение и свойства стали, исходные материалы. Производство стали в конвертерах, в мартеновских печах, в дуговых электропечах. Выплавка стали в индукционных печах. Внепечное рафинирование стали. Разливка стали. Специальные виды электрометаллургии стали.
реферат , добавлен 22.05.2008
Характеристика рельсовой стали — углеродистой легированной стали, которая легируется кремнием и марганцем. Химический состав и требования к качеству рельсовой стали. Технология производства. Анализ производства рельсовой стали с применением модификаторов.
реферат , добавлен 12.10.2016
Условия эксплуатации и особенности литейных свойств сплавов. Механические свойства стали 25Л, химический состав и влияние примесей на ее свойства. Последовательность изготовления отливки. Процесс выплавки стали и схема устройства мартеновской печи.
курсовая работа , добавлен 17.08.2009
Конструкционные стали с повышенным содержанием углерода. Качество и работоспособность пружины. Маркировка и основные характеристики пружинных сталей. Основные механические свойства рессорно-пружинной стали после специальной термической обработки.
курсовая работа , добавлен 17.12.2010
Стали конструкционные углеродистые обыкновенного качества. Механические свойства горячекатаной стали. Стали углеродистые качественные. Легированные конструкционные стали. Низколегированный сплав, среднеуглеродистая или высокоуглеродистая сталь.
| Вид полуфабриката | ТУ или ГОСТ | Состояние полуфабриката или контрольных образцов | σ0,2 | σв | δ* | ψ | Число гибов |
|---|---|---|---|---|---|---|---|
| кгс/мм2 | % | ||||||
| Прутки калиброванные, шлифованные,и серебрянка | ТУ 14-1-378-72 | Термически обработанные по режиму: — закалка с 1050-1100°С, — охлаждение в воде, в масле или на воздухе | 20 | 55 | 40 | 55 | — |
| Прутки и полосы | ТУ 14-1-377-72 | Термически обработанные по режиму: — закалка с 1050-1100°С, — охлаждение в воде, в масле или на воздухе | 20 | 55 (12Х18Н9Т) | 40 | 55 | — |
| 52 (12Х18Н10Т) | — | — | — | ||||
| Кольца сварные | АМТУ 529-2-67 | Закалка с 1000-1050°С, охлаждение в воде | |||||
| — основной металл | 20 | 55 | 40 | 55 | — | ||
| — сварной шов | 18 | 50 | — | 35 | — | ||
| Лента | ТУ 14-1-1073-74 | Нагартованная (без термической обработки) | — | 85 | 5 | — | 4 (при r=35) |
| ТУ 14-1-652-73″ | Термически обработанная (закаленная) | — | 54 | 35** | — | — | |
| Трубы | ТУ 14-3-138-73 | Закаленные | — | 56 | 40 | — | — |
| * Для листов и труб l0 = 5,65√F, для ленты l0 = 4·b0, l0 = 5d для прутков, профилей и колец, l0 = 100 мм для проволоки. **δ4 | |||||||
Нержавеющая сталь 12Х18Н9Т — Материалы для сеток
Нержавеющая сталь 12Х18Н9Т: состав сплава
Сталь марки 12Х18Н9Т применяется в промышленности наряду с другими стальными сплавами: 08Х18Н10Т, 12Х18Н10Т, зарубежным аналогом AISI 321. Отличие этой стали заключается в составе сплава: 12% углерода, 18% хрома, до 9,5% никеля. Основной легирующий компонент – титан (содержится до 0,8%), который повышает прочность металла, устойчивость к межкристаллитной коррозии.
Чем отличается сталь марки 12Х18Н9Т
Нержавеющая сталь 12Х18Н9Т в соответствии с ГОСТ 5632-72 классифицируется как жаропрочный и жаростойкий аустенитный сплав.
Характеристики сплава марки 12Х18Н9Т:
- высокая сопротивляемость межкристаллитной и атмосферной коррозии: стальные изделия сохраняют рабочие свойства в кислотных растворах, морской воде, при воздействии щелочей или солей. Однако материал становится восприимчивым в серосодержащей среде;
- отличная свариваемость: нержавеющая сталь этой марки рекомендована к использованию в сварных конструкциях, включая детали для криогенной техники. Сваривается без ограничений, сплав используется при электрошлаковой, контактной, ручной дуговой сварке;
- устойчивость к температурным перепадам: сталь применяется для изготовления сварных элементов криогенного оборудования при температуре -269°С, сохраняет механические свойства при нагревании до 900°С. Рабочая температура эксплуатации материла – от -196 до +600°С;
- гигиеничность: изделия из стали применяются в оборудовании для фармакологической и пищевой промышленности. Сплав не вступает в контакт с другими материалами, не окисляется, не влияет на вкусовые свойства пищевых продуктов;
- слабомагнитный сплав: при термической обработке сталь становится немагнитной;
- стойкость к коррозии: нержавеющий сплав в 4500 раз более устойчив к воздействию коррозии, чем обычная углеродистая сталь без покрытия;
- длительный срок службы: сталь и металлопрокатные изделия из этого сплава годами сохраняют прочность на открытом воздухе, под воздействием высоких температур и агрессивных химических веществ.
Ценными эксплуатационными свойствами объясняется, почему стабильно высоким спросом пользуется сталь нержавеющая 12Х18Н9Т, купить сплав выгодно и для изготовления популярных металлопрокатных изделий: листов, проволоки, сеток. Еще один фактор, почему покупателей привлекает нержавеющая сталь 12Х18Н9Т, – цена, у продукции из нержавейки этой марки также приемлемая стоимость.
Нержавеющая сталь 12Х18Н9Т: где используется сплав
Сталь марки 12Х18Н9Т – очень востребованный сплав благодаря универсальности применения. Сегодня из нержавеющей стали этой марки изготавливают трубы, сварную аппаратуру, детали энергетического, теплообменного оборудования, печной арматуры. Сварные стальные конструкции рассчитаны на эксплуатацию в широком температурном диапазоне: от -269 до +600°С. Материал сохраняет рабочие свойства в агрессивной кислотной среде при нагревании до 350°С.
Нержавеющая сталь 12Х18Н9Т – основа для изготовления металлопрокатной продукции:
- проволоки;
- прутков;
- тонко- и толстолистового проката;
- лент;
- бесшовных горяче- и холоднодеформированных труб;
- калиброванного проката.
Из нержавеющей проволоки марки 12Х18Н9Т изготавливают различные виды металлических сеток: тканые, сварные, плетеные. Стальные листы используются для изготовления цельнометаллических просечно-вытяжных сеток (ЦПВС).
Интересует металлопрокатная продукция из стали этой марки? ТОРГОВЫЙ ДОМ СЕТОК предлагает сетки и проволоку, выбрать, заказать и купить (нержавеющая сталь 12Х18Н9Т в основе) металлопрокатную продукцию можно на сайте нашей компании.
Сталь нержавеющая пищевая 12х18Н10Т Характеристики. Блог о заточке. Описание механического обозначения
Уникальные технические характеристики и особенности стали 12х18н10т в сочетании с доступной ценой делают материал незаменимым во многих сферах деятельности. Простая механическая обработка и возможность применения различных видов сварки позволяют изготавливать изделия и конструкции самого разного назначения. Нержавеющая сталь отличается высокой прочностью, экологической чистотой и пользуется большим спросом на рынке металлопроката.
Сталь конструкционная криогенная марки 12х18х20Т относится к аустенитному классу, оплачивается в электродуговых полостях и отличается стойкостью к межкристаллитной коррозии с возможным нагревом до 800ºС. Техническая характеристика 12х18н10т обеспечивает хорошую технологичность металла при горячей или холодной пластической деформации. Благодаря этому из него изготавливают большое количество прокатных наименований и поковок.
12х18Н10Т — сталь расшифровка
Маркировка 2х18х20Т указывает расчетное количество основных компонентов, входящих в состав сплава: 12 означает 0.12% углерода, X18 — процентное содержание хрома, h20 — никель, а T — присутствие титана. Исходя из этого, можно определить, что в состав основных химических элементов нержавеющей стали марки 12х18Н10Т входят:
- около 67% железа;
- с содержанием углерода до 0,12%;
- 17-19% хрома;
- 9-11% никеля;
- до 2% магния;
- до 1% титана;
- до 0,8% кремния.
Кроме того, в химическом составе металла в небольших количествах присутствуют: сера, медь, кремний, марганец и фосфор.
Высокие антикоррозионные свойства стали 12х18х20Т обеспечивает высокое содержание хрома. Присутствие никеля способствует аустенитной структуре металла и позволяет в результате сочетать расширение эксплуатационных характеристик стали с превосходной технологичностью при обработке. Кроме того, присутствие в сплаве никеля изменяет его свойства и увеличивает устойчивость металла к воздействию кислот и щелочей.
Наличие в стали титана и кремния приводит к образованию феррита, который изменяет характеристики, устраняет межкристаллитную коррозию в сварных швах, замедляет скорость роста зерна при нагревании и увеличивает плотность полученного слитка.
Механические свойства нержавеющей стали 12х18н10т
Режимы термообработки предусматривают использование закалки в результате нагрева до 1100ºС при последующем охлаждении в воде. Профили из нержавеющей стали до 35 мм разрешено использовать для охлаждения на открытом воздухе. Верхний предел температуры от 850ºC до 1200ºC.
Удельный вес металла 7920 кг / м 3. Твердость, которую имеет Сталь HB 10 -1 = 179 МПа, составляет 279 МПа.
Технология сварных соединений особыми ограничительными свойствами не имеет.Применяются следующие технологии сварки:
- электроды ручные, с использованием электродов СТ-26;
- электрошлак; Контактный пункт
- .
Приложение
Марка 12х18Н10Т используется для производства сортового и фасонного проката:
- толстый и тонкий лист;
- трубы круглые и профильные различного сечения;
- углов и капеллеров;
- калиброванный и полированный пруток;
- ленты и полосы разной толщины; Сталь
- в виде круга и проволоки;
- капиллярных трубок малого диаметра;
- поковка и кованые заготовки.
Вся предлагаемая в прокате нержавеющая сталь может иметь матовую, полированную или полированную поверхность, что во многом определяет качество, свойства и стоимость материалов.
Эти материалы используются в промышленности для изготовления сварных сосудов и аппаратов, работающих при давлении и температуре среды от -195ºС до 600ºС. Применение 12х18н10т допускается при транспортировке, переработке и хранении разбавленных кислых, щелочных растворов и солей.
В строительстве и ремонте нержавеющая сталь применяется для монтажа особо ответственных и декоративных элементов.В машиностроении из стального круга, поковок и прочего проката изготавливают детали и узлы машин и механизмов. Стальные нити плетут канаты и тросы высокого качества и свойств.
Трубы бесшовные из стали 12х18н10т используются в нефтехимической и газоперерабатывающей промышленности, при производстве и переработке пищевых продуктов, а также в фармацевтике и для изготовления медицинского оборудования и оборудования.
Высокая рабочая температура позволяет использовать прокат из этой стали для изготовления горелок, печного оборудования, муфелей, выхлопных деталей и в других случаях.Минимально допустимая температура составляет -195ºC, что позволяет использовать сталь данных характеристик в криогенных и более глубоких системах охлаждения.
Зарубежные аналоги
Среди химического состава и характеристик стали, производимой в других странах мира, следует отметить:
- 321, 321h, S32100 в США; Сталь
- SUS321 в Японии;
- 0Cr18niti18-11, 0Cr18ni11ti, 1cr18ni11ti в Китае;
- STS321 в Южной Корее;
- 2337 в Швеции;
- 1.4541, 1.4878, X10CRNITI18-10 в Европейском Союзе.
Следует отметить, что помимо общеевропейских стандартов, которым соответствует сталь 12х18Н10Т, в каждом государстве Евросоюза есть своя маркировка этого сплава. Так, например, в Германии это Х12СрНИТИ18-9, в Великобритании — стали марок 321с31, 321с51 и LW18. Единый европейский стандарт на нержавеющую сталь до сих пор не разработан.
Стоимость проката и поковок из стали 12х18Н10Т
Определена цена материалов из нержавеющей стали 12х18Н10Т:
- сложность аренды сечения;
- качество и свойства, которыми обладает сталь;
- степень обработки поверхности;
- складские и транспортные расходы;
- существующих рыночных предложений.
Кроме того, его объем и способ приобретения материалов могут повлиять на стоимость заказа.
Очень часто нержавеющая сталь 12х18н10т продается по демпинговым ценам, что обычно объясняется некачественным материалом. Так, например, листовая сталь этой марки продается по цене 230-330 руб. / Кг, а максимальная цена на металл второго сорта не превышает 180 руб. / Кг.
Аренда на отпуск осуществляется на развес. В этом случае большое влияние имеет качество обработки поверхности и технические характеристики.Средняя стоимость матовых листов толщиной 1,0 мм составляет 260 руб. / Кг, а полированных — в два-три раза дороже.
Еще один фактор определения цены 12х18х20Т зависит от местонахождения покупателя. В центральных регионах страны стоимость ниже, чем в удаленных. Объясняется это небольшим количеством конкурентных предложений на рынке металла, а также увеличением транспортных расходов.
Заказ, покупка и доставка в компаниях
Компании предлагают всем заинтересованным организациям, предприятиям и частным лицам купить нержавеющую сталь марки 12х18Н10Т по самым выгодным ценам на рынке проката.Чтобы получить техническую консультацию, уточнить цены, характеристики и применение, вам необходимо позвонить в компании. Также можно просто оставить заявку на сайте и специалист свяжется с вами в самое ближайшее время.
Наличие на складе нержавеющего проката 12х18х20Т позволяет обеспечить максимально оперативную доставку металла по адресу, указанному в заявке. По запросу клиент всегда может обеспечить получение товара на условиях самовывоза.
Компании всегда готовы обсудить вопрос предоставления скидок постоянным и оптовым покупателям. С нами всегда выгодно и удобно.
Заменитель:
Сталь марок 08х18г8н2т, 10х14г14н4т, 12х17г9ан4, 08х22н6т, 08х17т, 15х25т, 12х18н9т.
Стандарт ASTM: 321 AISI, 321H AISI.
12x18N10T — пищевая нержавеющая сталь Коррозионно-стойкая аустенитная сталь, которая нашла свое применение в различных отраслях промышленности, прежде всего в пищевой, фармацевтической и химической.Детали из этой марки стали могут эксплуатироваться в различных агрессивных средах, а также при высоких температурах (до +600 ° С). Очень часто из нержавеющей стали 12х18н10т изготавливают сварные аппараты и сосуды, а также различные виды для трубопроводов.
Химический состав 12х18Н10Т.
Механические свойства 12x18n10t
Поперечное сечение, мм. | Поперечное сечение, мм. | В, МПа | 0,2, МПа | ||
Загрузить 1020-1100 ° C, воздух, масло или вода. | |||||
Стержень полированный, обработанный до заданной прочности. | |||||
Куплены удочки. | |||||
Горячекатаный или холоднокатаный. Загрузить 1000-1080 ° C, вода или воздух. | |||||
Лист нержавеющий горячекатаный или холоднокатаный. Загрузить 1050-1080 ° C, вода или воздух. | |||||
Горячекатаный или холоднокатаный прокат из нержавеющей стали | |||||
Поковки.Загрузить 1050-1100 ° C, вода или воздух. | |||||
Подол обработанный. | |||||
Горячий фокус без термообработки. |
Механические свойства 12x18n10t при повышенных температурах
t Испытания, ° C | Загрузить 1050-1100 ° C, воздушное охлаждение | ||||||
0.2, МПа | |||||||
В, МПа | |||||||
KCU, Дж / м 2 |
Технологические свойства 12x18N10T
Температурная штамповка
Начальная температура при горячей обработке должна быть около +1200 ° C, а в конце она снижается до +850 ° C.Если сечение листов нержавеющей стали не превышает 350 мм, то охлаждение осуществляется на воздухе.
Цветочная чувствительность
Не чувствителен.
Режущая способность
В затвердевшем состоянии при НВ 169 и В = 610 МПа: КУ ТВ. сплит = 0,85, КУ б. Изобразительное искусство. = 0,35.
Свариваемость
Нержавеющая сталь отличается отличной свариваемостью, поэтому сварку можно проводить без каких-либо ограничений.После сварки рекомендуется произвести термическую обработку.
12x18N10T нержавеющая сталь ударная вязкость
Предел выносливости
Физические свойства 12x18n10t
Температура испытания, ° С | Модуль нормальной эластичности, э, гп | Модуль упругости при переключении G, ГПа | Плотность, кг / см3 | Коэффициент теплопроводности Вт / (М · ° С) | УД.Электрическое сопротивление (П, кол · м) |
Температура испытания, ° С | Коэффициент линейного расширения | , (10-6 1 / ° C) | Удельная теплоемкость (C, Дж / (кг · ° C)) |
Чувствительность к охрупчиванию
Нержавеющая сталь 12х18н10т Дополнительно содержит до 10% никеля, около 18% хрома, 1.5% титана и до 12% углерода. Такой состав сплава обеспечивает отличные технические характеристики стали, что делает ее универсальной.
Как уже было сказано выше, область применения из нержавеющей стали 12х18Н10Т. № Очень и очень широкий — в большинстве случаев используется при изготовлении сварных конструкций в химической, пищевой, фармацевтической, нефтехимической промышленности, а также в машиностроении, энергетике и многих других областях.
Стремительное развитие инновационных технологий привело к появлению достаточно большого количества новых металлов, которые отличаются исключительными эксплуатационными качествами.Примером может служить появление материалов с коррозионной стойкостью, за счет чего срок службы выпускаемой продукции значительно продлевается. Самым распространенным вариантом считается сталь 12х18н10т. Характеристики стали 12х18н10т во многом определяют востребованность и применение в различных отраслях промышленности. Особые свойства связаны с включением в состав различных легирующих элементов и выдерживают их концентрацию на нужном уровне. Маркировка расшифровки определяет наличие большого количества хрома и других примесей.
Общая характеристика стали 12х18Н10Т
Рассматривая сталь 12х18н10т (ГОСТ определяет все стандарты), следует иметь в виду, что высокая концентрация основных легирующих элементов определяет особые свойства металла. Больше всего в марке хрома и никеля.
Скачать ГОСТ 5632-72
Технические характеристики нержавеющей стали 12х18х20Т можно охарактеризовать следующим образом:
- Показатель плотности 7920 кг / м 3.
- Закалка осуществляется при температуре около 1100 градусов Цельсия. Для нагрева теплоносителя до этой температуры требуется специальное оборудование.
- Аналог стали 12х18х20Т должен иметь показатель твердости 179 МПа.
- Важным параметром можно назвать степень свариваемости. Марка нержавеющей стали 12х18Н10Т не имеет ограничений по свариваемости, могут применяться различные методы. После сварки рекомендуется провести термическую обработку, повышающую прочность и надежность соединения.
- Температура использования составляет 650 градусов Цельсия. Высокая температура может привести к повышению пластичности и снижению защиты от химического воздействия.
- Возможна обработка материала резкой в затвердевшем состоянии. Именно поэтому заготовка используется для обработки резанием на токарном или фрезерном оборудовании.
В продаже также имеется искомая заготовка, которую можно использовать для производства разнообразной продукции.
АналогAISI выпускают многие зарубежные производители.В этом случае маркировка проводится по правилам, которые установлены в стране.
Химический состав и структура сплава
Рассматриваемый материал 12х18н10т относится к классу конструкционных криогенных. Конструкция отличается высокой устойчивостью к воздействию агрессивной среды. Химический состав стали 12х18Н10Т представлен сочетанием следующих элементов:
- Практически любой металл в своем составе имеет повышенное содержание железа.Второй по важности химический элемент — углерод, концентрация которого составляет 0,12%.
- Второй на концентрационном элементе — хром. Его концентрация колеблется от 17% до 19%.
- В состав входит большая концентрация никеля: от 9% до 11%.
- В последнее время в состав современных сплавов входит титан, концентрация которого составляет около 0,8%.
Остальные химические вещества имеют концентрацию в пределах нормы по ГОСТу.Избежать наличия в составе вредных примесей практически невозможно, но можно выдержать показатель низкой концентрации: фосфор около 0,035% и сера не более 0,02%.
Легирующие элементы из стали 12х18н10т
Основные легирующие элементы представлены хромом и никелем. Они оказывают следующее воздействие:
- Практически вся обычная нержавеющая сталь получается при включении хрома, который определяет коррозионную стойкость.Кроме того, повышается способность конструкции к пассивации.
- Никель добавлен в состав с целью повышения эксплуатационных характеристик конструкции. Примером может служить то, что рассматриваемая марка хорошо прокатывается в холодном и горячем состоянии.
Другие легирующие элементы незначительно изменяют эксплуатационные характеристики рассматриваемого металла. Примером являются ферритные свойства, а также стойкость к межкристаллитной коррозии, связанная с высокой концентрацией титана.
Физические свойства
При выборе металла следует обращать внимание на его физические свойства. Они во многом определяют сферу применения и его основные характеристики. В рассматриваемом случае плотность нержавеющей стали составляет 7920 кг / м 3. Довольно высокая плотность 12х18х20Т определяет то, что изготавливаемые детали являются прочными.
К другим физическим свойствам возьмем следующие точки:
- Температура плавления нержавеющей стали превышает 1000 градусов Цельсия.Провести такую обработку в домашней мастерской практически невозможно.
- Коррозионная стойкость — основная причина спроса на обычную нержавеющую сталь. Его можно использовать, если условия эксплуатации связаны с воздействием повышенной влажности и химической среды.
- Низкие магнитные свойства позволяют применять его при изготовлении различных изделий. Они достигаются за счет добавления титана.
Коэффициент линейного расширения и коэффициент теплопроводности определяют возможность использования материала при изготовлении изделий, которые могут эксплуатироваться при воздействии высоких температур.
Доля нержавеющей стали во многом зависит от химического состава и используемого метода обработки.
Механические свойства
При рассмотрении металла учитываются механические свойства стали 12х18н10т. Они характеризуются следующим образом:
- твердость по Бринеллю соответствует 179 МПа. Этот момент определяет, что поверхность материала выдерживает разного рода воздействие.
- Предел прочности варьируется в другом диапазоне, обычно 279 МПа.
При выборе 12х18х20Т также учитывается предел текучести, что определяет возможность его использования при отливке различных изделий.
Из других особенностей рассматриваемого металла возьмем следующие моменты:
- При легировании кремний переходит в состав. Увеличивает плотность и скорость потока. Концентрация этого химического элемента в составе отрицательно сказывается на пластичности.
- Высокая пластичность и ударная вязкость являются привлекательными характеристиками металла.
- При понижении температуры окружающей среды механические свойства металла начинают значительно ухудшаться.
Недостаток в том, что металл не выдерживает воздействия веществ, в состав которых входят ионы хлора. Кроме того, коррозионная стойкость низкая по отношению к соляной или серной кислоте. Поэтому сфера применения несколько ограничена.
Область применения
Сталь 12х18Н10Т применяется очень широко:
- Пищевая промышленность.При этом следует учитывать, что требований к продукции, применяемой в пищевой промышленности, довольно много. Металл не должен взаимодействовать с едой и напитками.
- Химическая и нефтяная промышленность. В этих отраслях также часто создаются различные контейнеры и элементы, которые контактируют с нефтепродуктами и различными химическими веществами.
- Машиностроение. В машиностроении путем резки изготавливают различные изделия. Если ни один из них не будет эксплуатироваться в условиях повышенной влажности и воздействия химикатов, то часто выбирается рассматриваемый материал.
- В топливной промышленности и энергетике. Металл выдерживает воздействие высокой температуры.
Особенности термической обработки можно назвать следующими моментами:
- Закалка проведена. Это позволяет значительно повысить твердость поверхности. Закалка предусматривает перестройку конструкции, для которой заготовка нагревается до температуры 1060 градусов Цельсия. При перестройке конструкции, для которой проводится термообработка, может снизиться пластичность, а это вызовет хрупкость.Рекомендуется охладить в масле, благодаря чему качество поверхности значительно повышается.
- Нормализация 12х18х20Т для снижения внутренних напряжений проводится отпуском.
- При желании ковку можно проводить при температуре около 1200 градусов Цельсия.
Нагрев среды до желаемой температуры можно использовать при применении индукционной печи. Они позволяют автоматизировать процесс и повысить качество. Индукционные печи можно устанавливать в домашних цехах.
В заключение отметим, что нержавеющая сталь на сегодняшний день имеет самые высокие эксплуатационные характеристики. Это связано с точной концентрацией определенных химикатов. Однако использование таких материалов не всегда целесообразно, что связано с высокой стоимостью изготовления.
(PDF) Причины выхода из строя футеровки реакторного блока на нефтехимическом заводе
бетонной смесью с оцинкованной поверхностью металлоконструкций. Шипы S-образной формы изготавливаются из жаропрочной стали
12х18Н10Т и привариваются к металлоконструкциям.В качестве огнеупорного материала для формирования эрозионно-стойкой футеровки
используются современные сухие жаропрочные смеси
, что позволяет получать композиты прочностью до 90-120 МПа.
Многие нефтехимические предприятия (ЗАО «Тольяттисинтез», ОАО «Новокуйбышевская нефтехимическая компания»
) поставляют такие смеси в ООО «Алитер-Акси», созданное с помощью иностранных партнеров
в Ленинградской области.
Смеси жаропрочные, отличающиеся высокими прочностными характеристиками,
содержат высокоглиноземистый цемент, шамот, боксит и корундсодержащие заполнители.Прочность огнеупорных материалов
в технологических конструкциях нефтехимической промышленности
в определенной степени, а в некоторых случаях в большей степени зависит от состава газовой среды
.
При переработке природного газа, а также его сжигании на нефтехимических установках
увеличивается содержание восстановительных газов: CO, h3, Ch5, C2H6.
Углеводороды — метан, этан и, следовательно, природный газ выделяют углерод сажи в присутствии катализаторов
.Углерод сажи также образуется по реакции
СО + Н2 oС сажа + Н2О (1)
Из кислородных материалов наиболее эрозионными являются корундовые огнеупоры с низкой пористостью-
устойчивые к действию вспомогательных носителей катализатора при окислении. условия.
Изделия из корундовой керамики обладают высокой эрозионной стойкостью. Износ тугоплавких материалов
под воздействием измельченного носителя катализатора в основном происходит из-за постоянного износа
на месте и во время процессов износа в результате трения твердых частиц
о поверхность подкладка.
При выборе огнеупора также учитываются такие свойства, как плотность, пористость, прочность на сжатие,
теплостойкость. В случае применения негорючего жаропрочного бетона
в качестве огнеупорного футеровочного материала
разрабатываются сухие смеси на глиноземистом цементе, позволяющие получить высокие прочностные результаты в начальные периоды твердения.
Окись углерода CO — одно из самых агрессивных веществ по отношению к
огнеупорам.Его коррозионное действие заключается в восстановлении тугоплавких оксидов и в действии углерода сажи.
Реакция выделения углерода сажи протекает в объеме пористого тела (огнеупора)
медленно и может быть ускорена действием катализаторов. Катализатор — это, прежде всего, металлическое железо
. Образование сажевого углерода может происходить в реакторе с восстановительной средой
по реакции
СО + Н2 oСsoot + Н2О (2)
4 Обсуждение
Осаждение сажевого углерода в порах огнеупоров приводит к реакциям восстановления
оксидов железа до металла и взаимодействия металлического железа с монооксидом углерода с образованием
карбидов и оксидов (Fe3C; FeO; Fe3O4).Эти последние реакции сопровождаются значительным увеличением объема на
.
Увеличение объема приводит к кольматизации бетонной конструкции и частичному упрочнению
, но по мере накопления карбидов и оксидов железа создаются внутренние напряжения и растрескивание
в бетоне.
Увеличение объема вызывает напряжения в теле материала футеровки, превышающие прочность
, что приводит к разрушению (рисунки 1, 2). Изучая износ огнеупорных материалов
под воздействием газообразных и пылевидных компонентов, немецкие инженеры установили
DOI: 10.1051 /, 00179 (2017) 71170017
117
MATEC Web of Conferen ces matecconf / 201
XXVI Семинар R-S-P 2017, Теоретические основы гражданского строительства
9
6
1,6% PDF- % 3528 0 объект > эндобдж xref 3528 880 0000000016 00000 н. 0000020565 00000 п. 0000020634 00000 п. 0000034483 00000 п. 0000036923 00000 п. 0000038968 00000 п. 0000040738 00000 п. 0000042411 00000 п. 0000044283 00000 п. 0000046191 00000 п. 0000048337 00000 п. 0000051282 00000 п. 0000051433 00000 п. 0000051579 00000 п. 0000115241 00000 н. 0000115339 00000 н. 0000115573 00000 н. 0000116397 00000 н. 0000117226 00000 н. 0000200368 00000 н. 0000200473 00000 н. 0000200697 00000 н. 0000201857 00000 н. 0000202973 00000 н. 0000203156 00000 н. 0000203334 00000 н. 0000203518 00000 н. 0000203696 00000 н. 0000203877 00000 н. 0000204049 00000 н. 0000204235 00000 н. 0000204407 00000 н. 0000204593 00000 н. 0000204765 00000 н. 0000204940 00000 н. 0000205115 00000 н. 0000205288 00000 н. 0000205464 00000 н. 0000205643 00000 н. 0000205819 00000 н. 0000205994 00000 н. 0000206171 00000 н. 0000206345 00000 н. 0000206525 00000 н. 0000206697 00000 н. 0000206888 00000 н. 0000207072 00000 н. 0000207246 00000 н. 0000207427 00000 н. 0000207601 00000 н. 0000207773 00000 н. 0000207945 00000 н. 0000208133 00000 н. 0000208330 00000 н. 0000208505 00000 н. 0000208679 00000 н. 0000208871 00000 н. 0000209047 00000 н. 0000209224 00000 н. 0000209399 00000 н. 0000209586 00000 н. 0000209758 00000 н. 0000209949 00000 н. 0000210121 00000 п. 0000210294 00000 п. 0000210474 00000 п. 0000210644 00000 п. 0000210818 00000 н. 0000210993 00000 п. 0000211168 00000 н. 0000211349 00000 н. 0000211527 00000 н. 0000211702 00000 н. 0000211880 00000 н. 0000212054 00000 н. 0000212231 00000 п. 0000212405 00000 н. 0000212579 00000 н. 0000212772 00000 н. 0000212959 00000 н. 0000213138 00000 н. 0000213322 00000 н. 0000213521 00000 н. 0000213703 00000 н. 0000213880 00000 н. 0000214054 00000 н. 0000214268 00000 н. 0000214455 00000 н. 0000214627 00000 н. 0000214801 00000 п. 0000214993 00000 н. 0000215168 00000 н. 0000215347 00000 н. 0000215522 00000 н. 0000215700 00000 н. 0000215875 00000 н. 0000216056 00000 н. 0000216234 00000 н. 0000216415 00000 н. 0000216593 00000 н. 0000216766 00000 н. 0000216945 00000 н. 0000217126 00000 н. 0000217303 00000 н. 0000217491 00000 н. 0000217665 00000 н. 0000217853 00000 п. 0000218027 00000 н. 0000218203 00000 н. 0000218390 00000 н. 0000218566 00000 н. 0000218740 00000 н. 0000218917 00000 н. 0000219104 00000 п. 0000219288 00000 п. 0000219479 00000 н. 0000219661 00000 п. 0000219866 00000 н. 0000220048 00000 н. 0000220222 00000 н. 0000220402 00000 н. 0000220581 00000 н. 0000220761 00000 н. 0000220946 00000 н. 0000221123 00000 н. 0000221302 00000 н. 0000221477 00000 н. 0000221656 00000 н. 0000221831 00000 н. 0000222011 00000 н. 0000222186 00000 н. 0000222361 00000 н. 0000222543 00000 н. 0000222714 00000 н. 0000222894 00000 н. 0000223066 00000 н. 0000223237 00000 н. 0000223411 00000 п. 0000223603 00000 н. 0000223774 00000 н. 0000223966 00000 н. 0000224137 00000 н. 0000224335 00000 п. 0000224509 00000 н. 0000224716 00000 н. 0000224890 00000 н. 0000225090 00000 н. 0000225260 00000 н. 0000225466 00000 н. 0000225640 00000 н. 0000225841 00000 н. 0000226050 00000 н. 0000226258 00000 н. 0000226463 00000 н. 0000226642 00000 н. 0000226825 00000 н. 0000227003 00000 н. 0000227185 00000 н. 0000227362 00000 н. 0000227543 00000 н. 0000227718 00000 н. 0000227902 00000 н. 0000228080 00000 н. 0000228255 00000 н. 0000228429 00000 н. 0000228603 00000 н. 0000228777 00000 н. 0000228952 00000 н. 0000229160 00000 н. 0000229331 00000 п. 0000229539 00000 н. 0000229714 00000 н. 0000229918 00000 н. 0000230092 00000 н. 0000230294 00000 п. 0000230465 00000 н. 0000230670 00000 н. 0000230844 00000 н. 0000231045 00000 н. 0000231216 00000 н. 0000297820 00000 н. 0000297999 00000 н. 0000298177 00000 н. 0000298362 00000 н. 0000298537 00000 н. 0000298716 00000 н. 0000298893 00000 н. 0000299068 00000 н. 0000299252 00000 н. 0000299427 00000 н. 0000299604 00000 н. 0000299778 00000 н. 0000299950 00000 н. 0000300121 00000 п. 0000300296 00000 п. 0000300465 00000 н. 0000300637 00000 п. 0000300808 00000 н. 0000300977 00000 н. 0000301146 00000 н. 0000301315 00000 н. 0000301490 00000 н. 0000301667 00000 н. 0000301851 00000 н. 0000302039 00000 н. 0000302217 00000 н. 0000302405 00000 н. 0000302583 00000 н. 0000302767 00000 н. 0000302940 00000 н. 0000303128 00000 н. 0000303303 00000 н. 0000303476 00000 н. 0000303645 00000 н. 0000303814 00000 н. 0000303983 00000 н. 0000304158 00000 н. 0000304327 00000 н. 0000304504 00000 н. 0000304681 00000 н. 0000304873 00000 н. 0000305046 00000 н. 0000305229 00000 н. 0000305409 00000 н. 0000305591 00000 н. 0000305784 00000 н. 0000305972 00000 н. 0000306158 00000 п. 0000306341 00000 п. 0000306524 00000 н. 0000306702 00000 н. 0000306880 00000 н. 0000307054 00000 н. 0000307229 00000 н. 0000307407 00000 н. 0000307580 00000 н. 0000307755 00000 н. 0000307935 00000 п. 0000308120 00000 н. 0000308300 00000 н. 0000308474 00000 н. 0000308647 00000 н. 0000308816 00000 н. 0000308989 00000 н. 0000309158 00000 н. 0000309332 00000 н. 0000309506 00000 н. 0000309675 00000 н. 0000309844 00000 н. 0000310024 00000 н. 0000310209 00000 н. 0000310384 00000 п. 0000310555 00000 п. 0000310735 00000 н. 0000310928 00000 н. 0000311103 00000 п. 0000311277 00000 н. 0000311470 00000 н. 0000311645 00000 н. 0000311818 00000 н. 0000311997 00000 н. 0000312175 00000 н. 0000312352 00000 н. 0000312532 00000 н. 0000312712 00000 н. 0000312885 00000 н. 0000313056 00000 н. 0000313224 00000 н. 0000313395 00000 н. 0000313574 00000 н. 0000313766 00000 н. 0000313941 00000 н. 0000314115 00000 н. 0000314288 00000 н. 0000314494 00000 н. 0000314669 00000 н. 0000314842 00000 н. 0000315017 00000 н. 0000315191 00000 н. 0000315364 00000 н. 0000315544 00000 н. 0000315722 00000 н. 0000315893 00000 н. 0000316067 00000 н. 0000316245 00000 н. 0000316422 00000 н. 0000316593 00000 н. 0000316773 00000 н. 0000316952 00000 н. 0000317126 00000 н. 0000317303 00000 н. 0000317494 00000 н. 0000317668 00000 н. 0000317844 00000 н. 0000318037 00000 н. 0000318214 00000 н. 0000318386 00000 п. 0000318580 00000 н. 0000318757 00000 н. 0000318934 00000 н. 0000319111 00000 п. 0000319291 00000 н. 0000319461 00000 п. 0000319638 00000 н. 0000319818 00000 н. 0000319994 00000 н. 0000320171 00000 н. 0000320351 00000 п. 0000320526 00000 н. 0000320701 00000 н. 0000320867 00000 н. 0000321042 00000 н. 0000321220 00000 н. 0000321386 00000 н. 0000321559 00000 н. 0000321734 00000 н. 0000321908 00000 н. 0000322111 00000 н. 0000322285 00000 н. 0000322460 00000 н. 0000322635 00000 н. 0000322850 00000 н. 0000323027 00000 н. 0000323202 00000 н. 0000323377 00000 н. 0000323548 00000 н. 0000323724 00000 н. 0000323901 00000 н. 0000324078 00000 н. 0000324254 00000 н. 0000324431 00000 н. 0000324606 00000 н. 0000324783 00000 н. 0000324957 00000 н. 0000325135 00000 н. 0000325312 00000 н. 0000325487 00000 н. 0000325659 00000 н. 0000325836 00000 н. 0000326011 00000 н. 0000326190 00000 н. 0000326364 00000 н. 0000326543 00000 н. 0000326717 00000 н. 0000326894 00000 н. 0000327069 00000 н. 0000327249 00000 н. 0000327424 00000 н. 0000327601 00000 н. 0000327775 00000 н. 0000327952 00000 н. 0000328127 00000 н. 0000328305 00000 н. 0000328480 00000 н. 0000328657 00000 н. 0000328831 00000 н. 0000329008 00000 н. 0000329186 00000 н. 0000329362 00000 н. 0000329537 00000 н. 0000329714 00000 н. 0000329889 00000 н. 0000330066 00000 н. 0000330246 00000 н. 0000330426 00000 н. 0000330601 00000 н. 0000330778 00000 п. 0000330955 00000 н. 0000331130 00000 н. 0000331310 00000 н. 0000331484 00000 н. 0000331659 00000 н. 0000331833 00000 н. 0000332008 00000 н. 0000332185 00000 н. 0000332360 00000 н. 0000332534 00000 н. 0000332708 00000 н. 0000332883 00000 н. 0000333058 00000 н. 0000333241 00000 н. 0000333414 00000 н. 0000333591 00000 н. 0000333766 00000 н. 0000333947 00000 н. 0000334124 00000 н. 0000334304 00000 н. 0000334481 00000 н. 0000334659 00000 н. 0000334831 00000 н. 0000335009 00000 н. 0000335190 00000 п. 0000335370 00000 н. 0000335545 00000 н. 0000335721 00000 н. 0000335899 00000 н. 0000336076 00000 н. 0000336253 00000 н. 0000336430 00000 н. 0000336602 00000 н. 0000336781 00000 н. 0000336956 00000 н. 0000337130 00000 н. 0000337313 00000 н. 0000337490 00000 н. 0000337664 00000 н. 0000337844 00000 н. 0000338029 00000 н. 0000338204 00000 н. 0000338379 00000 н. 0000338556 00000 н. 0000338730 00000 н. 0000338905 00000 н. 0000339097 00000 н. 0000339272 00000 н. 0000339451 00000 п. 0000339631 00000 н. 0000339810 00000 н. 0000339989 00000 н. 0000340166 00000 н. 0000340338 00000 н. 0000340513 00000 н. 0000340693 00000 п. 0000340859 00000 н. 0000341030 00000 н. 0000341205 00000 н. 0000341382 00000 н. 0000341551 00000 н. 0000341723 00000 п. 0000341900 00000 н. 0000342075 00000 н. 0000342251 00000 н. 0000342426 00000 н. 0000342602 00000 н. 0000342785 00000 н. 0000342960 00000 н. 0000343139 00000 п. 0000343316 00000 н. 0000343493 00000 н. 0000343669 00000 н. 0000343853 00000 п. 0000344028 00000 н. 0000344203 00000 н. 0000344377 00000 п. 0000344554 00000 н. 0000344734 00000 н. 0000344926 00000 н. 0000345106 00000 п. 0000345283 00000 п. 0000345484 00000 н. 0000345667 00000 н. 0000345842 00000 н. 0000346014 00000 н. 0000346192 00000 н. 0000346373 00000 п. 0000346546 00000 н. 0000346726 00000 н. 0000346906 00000 н. 0000347079 00000 п. 0000347248 00000 н. 0000347420 00000 н. 0000347599 00000 н. 0000347771 00000 п. 0000347942 00000 п. 0000348129 00000 н. 0000348299 00000 н. 0000348471 00000 н. 0000348647 00000 н. 0000348839 00000 н. 0000349011 00000 н. 0000349183 00000 п. 0000349360 00000 н. 0000349541 00000 н. 0000349712 00000 н. 0000349884 00000 н. 0000350063 00000 н. 0000350244 00000 н. 0000350423 00000 н. 0000350598 00000 н. 0000350771 00000 н. 0000350949 00000 н. 0000351130 00000 н. 0000351299 00000 н. 0000351474 00000 н. 0000351654 00000 н. 0000351836 00000 н. 0000352007 00000 н. 0000352190 00000 н. 0000352377 00000 н. 0000352557 00000 н. 0000352729 00000 н. 0000352901 00000 н. 0000353081 00000 н. 0000353253 00000 н. 0000353429 00000 н. 0000353611 00000 н. 0000353791 00000 н. 0000353966 00000 н. 0000354147 00000 н. 0000354323 00000 н. 0000354502 00000 н. 0000354677 00000 н. 0000354858 00000 н. 0000355038 00000 п. 0000355217 00000 п. 0000355392 00000 н. 0000355573 00000 п. 0000355752 00000 н. 0000355931 00000 н. 0000356111 00000 п. 0000356288 00000 н. 0000356471 00000 н. 0000356654 00000 н. 0000356834 00000 н. 0000357014 00000 н. 0000357197 00000 н. 0000357368 00000 н. 0000357549 00000 н. 0000357739 00000 п. 0000357927 00000 н. 0000358118 00000 н. 0000358292 00000 н. 0000358472 00000 н. 0000358654 00000 н. 0000358823 00000 н. 0000358994 00000 н. 0000359175 00000 н. 0000359344 00000 п. 0000359525 00000 н. 0000359700 00000 н. 0000359874 00000 н. 0000360056 00000 н. 0000360231 00000 п. 0000360405 00000 н. 0000360584 00000 н. 0000360750 00000 н. 0000360928 00000 н. 0000361107 00000 н. 0000361286 00000 н. 0000361461 00000 н. 0000361639 00000 н. 0000361813 00000 н. 0000361992 00000 н. 0000362166 00000 н. 0000362339 00000 н. 0000362520 00000 н. 0000362701 00000 н. 0000362876 00000 н. 0000363062 00000 н. 0000363245 00000 н. 0000363420 00000 н. 0000363598 00000 н. 0000363775 00000 н. 0000363958 00000 н. 0000364135 00000 н. 0000364310 00000 н. 0000364486 00000 н. 0000364660 00000 н. 0000364835 00000 н. 0000365012 00000 н. 0000365187 00000 н. 0000365361 00000 п. 0000365541 00000 п. 0000365715 00000 н. 0000365888 00000 н. 0000366057 00000 н. 0000366233 00000 н. 0000366411 00000 н. 0000366580 00000 н. 0000366749 00000 н. 0000366928 00000 н. 0000367102 00000 н. 0000367276 00000 н. 0000367455 00000 н. 0000367638 00000 н. 0000367817 00000 н. 0000367992 00000 н. 0000368173 00000 н. 0000368362 00000 н. 0000368536 00000 н. 0000368711 00000 н. 0000368883 00000 н. 0000369068 00000 н. 0000369245 00000 н. 0000369420 00000 н. 0000369600 00000 н. 0000369781 00000 н. 0000369956 00000 н. 0000370145 00000 н. 0000370320 00000 н. 0000370499 00000 н. 0000370676 00000 н. 0000370852 00000 н. 0000371030 00000 н. 0000371206 00000 н. 0000371384 00000 н. 0000371560 00000 н. 0000371734 00000 н. 0000371908 00000 н. 0000372082 00000 н. 0000372251 00000 н. 0000372425 00000 н. 0000372601 00000 н. 0000372775 00000 н. 0000372950 00000 н. 0000373119 00000 н. 0000373299 00000 н. 0000373474 00000 н. 0000373654 00000 н. 0000373830 00000 н. 0000374013 00000 н. 0000374197 00000 н. 0000374380 00000 н. 0000374560 00000 н. 0000374743 00000 н. 0000374922 00000 н. 0000375105 00000 п. 0000375285 00000 н. 0000375471 00000 н. 0000375656 00000 н. 0000375830 00000 н. 0000376004 00000 н. 0000376178 00000 н. 0000376349 00000 н. 0000376523 00000 н. 0000376701 00000 н. 0000376875 00000 н. 0000377047 00000 н. 0000377225 00000 н. 0000377399 00000 н. 0000377571 00000 н. 0000377747 00000 н. 0000377919 00000 п. 0000378095 00000 н. 0000378273 00000 н. 0000378448 00000 н. 0000378625 00000 н. 0000378799 00000 н. 0000378973 00000 н. 0000379147 00000 н. 0000379321 00000 н. 0000379498 00000 п. 0000379676 00000 н. 0000379853 00000 н. 0000380029 00000 н. 0000380204 00000 н. 0000380381 00000 п. 0000380558 00000 н. 0000380732 00000 н. 0000380906 00000 н. 0000381080 00000 н. 0000381260 00000 н. 0000381440 00000 н. 0000381618 00000 н. 0000381801 00000 н. 0000381984 00000 н. 0000382167 00000 н. 0000382358 00000 п. 0000382549 00000 н. 0000382724 00000 н. 0000382906 00000 н. 0000383079 00000 п. 0000383261 00000 н. 0000383431 00000 н. 0000383630 00000 н. 0000383804 00000 н. 0000383994 00000 н. 0000384172 00000 н. 0000384338 00000 п. 0000384512 00000 н. 0000384678 00000 н. 0000384844 00000 н. 0000385037 00000 н. 0000385211 00000 п. 0000385389 00000 п. 0000385563 00000 н. 0000385737 00000 н. 0000385911 00000 н. 0000386077 00000 н. 0000386252 00000 н. 0000386427 00000 н. 0000386600 00000 н. 0000386773 00000 н. 0000386948 00000 н. 0000387123 00000 н. 0000387298 00000 н. 0000387476 00000 н. 0000387655 00000 н. 0000387829 00000 н. 0000388004 00000 н. 0000388178 00000 п. 0000388356 00000 н. 0000388524 00000 н. 0000388702 00000 н. 0000388880 00000 н. 0000389054 00000 н. 0000389228 00000 п. 0000389402 00000 п. 0000389579 00000 п. 0000389755 00000 н. 0000389935 00000 н. 00003
00000 н. 00003
00000 н. 00003
00000 н. 00003
00000 н. 00003 00000 н. 00003 00000 н. 0000300000 п. 00003
00000 н. 00003
- 00000 н.
00003 00000 н.
00003
- Срочная экспресс-доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
- Заменяет ГОСТ 7350-66 Информация из перечня «Указатель государственных стандартов СССР 1980 г., издательства 1980 г. ».
- ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
- ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаропрочные и жаропрочные. Бренды. Заменен на ГОСТ 5632-2014.
- ГОСТ 6996-66 Соединения сварные. Методы определения механических свойств
- ГОСТ 7564-97 Аренда. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
- ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортировка и хранение.Заменен ГОСТ 7566-2018.
- ГОСТ 9651-84 Металлы. Методы испытаний на растяжение при повышенных температурах
- ГОСТ 19903-74 Прокат лист горячекатаный. Сортировать. Заменен ГОСТ 19903-2015.
- ГОСТ 19904-90. Прокат лист холоднокатаный. Сортман
- ГОСТ 20072-74 Сталь жаропрочная. Технические условия
- ГОСТ 9012-59 Металлы. Метод Измерение твердости по Бревеллу
- ГОСТ 9454-78 Металлы. Метод Испытания на ударный изгиб при низких, комнатных и повышенных температурах
- ГОСТ 2789-73 Шероховатость поверхности.Параметры и характеристики
- ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
- ГОСТ 28473-90. Чугун чугун, сталь, ферросплавы, хром, металлический марганец. Общие требования к методам анализа
- ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
- ГОСТ 12346-78. Кремний
- ГОСТ 12347-77 Сталь легированная и высоколегированная.Методы определения фосфор
- ГОСТ 12348-78 Сталь легированная и высоколегированная. Методы определения Марганец
- ГОСТ 12349-83 Сталь легированная и высоколегированная. Методы определения Wolframa
- ГОСТ 12350-78 Сталь легированная и высоколегированная. Методы определения хром
- ГОСТ 12352-81 Сталь легированная и высоколегированная. Методы определения никель
- ГОСТ 12353-78 Сталь легированная и высоколегированная.Методы определения Кобальт
- ГОСТ 12354-81 Сталь легированная и высоколегированная. Методы определения Молибден
- ГОСТ 12355-78 Сталь легированная и высоколегированная. Методы определения Медицинские
- ГОСТ 12356-81 Сталь легированная и высоколегированная. Методы определения Титан
- ГОСТ 12357-84 Сталь легированная и высоколегированная. Методы определения Алюминий
- ГОСТ 12359-99 Стань
- ГОСТ 12360-82. Сталь легированная и высоколегированная. Методы определения Bora
- ГОСТ 12362-79 Сталь легированная и высоколегированная. Методы определения Сурьма, свинец, олово, цинк и кадмий микро
- ГОСТ 12363-79 Сталь легированная и высоколегированная. Методы определения Селена
- ГОСТ 12364-84 Сталь легированная и высоколегированная. Методы определения Церия.
- ГОСТ 12365-84 Сталь легированная и высоколегированная. Методы определения Цирконий
- ГОСТ 1778-70 Сталь.Металлографические методы определения неметаллических включений
- ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
- ГОСТ 7565-81 Чугун чугун, сталь и сплавы. Метод отбора проб для определения химического состава
- ГОСТ 12358-2002. Сталь легированная и высоколегированная. Методы определения мышьяк
- ГОСТ 12361-2002. Сталь легированная и высоколегированная. Методы определения Ниобия
- ГОСТ 12344-2003 Сталь легированная и высоколегированная.Методы определения Углерод
- ГОСТ 14019-2003 Материалы металлические. Метод испытания на изгиб
- ГОСТ 6032-2003 Сталь А сплавы коррозионностойкие. Методы испытаний на стойкость к межкристаллитной коррозии. Заменен ГОСТ 6032-2017.
- ГОСТ 12351-2003 Сталь Легированная и высоколегированная. Методы определения ванадия
- ГОСТ 12359-81 Сталь Углерод легированный и высоколегированный. Методы определения азота.Заменен на ГОСТ 12359-99.
- ГОСТ 1497-84 Металлы. Методы испытаний на растяжение Сталь
- ГОСТ 1778-70. Металлографические методы определения неметаллических включений
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
- ГОСТ 5632-72 Сталь высоколегированная и сплавы коррозионно-стойкие, жаропрочные и жаропрочные. Бренды
- ГОСТ 5639-82 Сталь и сплавы. Методы выявления и определения величины зерна
- ГОСТ 6032-2003 Сталь и сплавы коррозионностойкие.Методы испытаний на стойкость к межкристаллитной коррозии
- ГОСТ 6996-66 Соединения сварные. Методы определения механических свойств
- ГОСТ 7564-97 Аренда. Общие правила Отбор проб, заготовок и образцов для механических и технологических испытаний
- ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
- ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортировка и хранение
- ГОСТ 9012-59 Металлы.Метод измерения твердости по Бринллю
- ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатных и повышенных температурах
- ГОСТ 9651-84 Металлы. Методы испытаний на растяжение при повышенных температурах
- ГОСТ 12344-2003 стал легированным и высоколегированным. Методы определения углерода
- ГОСТ 12345-2001 легированные и высоколегированные. Методы определения серы
- ГОСТ 12346-78 Сталь легированная и высоколегированная. Методы определения кремния
- ГОСТ 12347-77 стал легированным и высоколегированным.Методы определения фосфора
- ГОСТ 12348-78 стал легированным и высоколегированным. Методы определения марганца
- ГОСТ 12349-83 стал легированным и высоколегированным. Методы определения вольфрама
- ГОСТ 12350-78 стал легированным и высоколегированным. Методы определения хрома
- ГОСТ 12351-2003 легированные и высоколегированные. Методы определения ванадия
- ГОСТ 12352-81 стал легированным и высоколегированным. Методы определения никеля
- ГОСТ 12353-78 стал легированным и высоколегированным.Методы определения кобальта
- ГОСТ 12354-81 стал легированным и высоколегированным. Методы определения молибдена
- ГОСТ 12355-78 легированные и высоколегированные. Способы определения носителя
- ГОСТ 12356-81 стал легированным и высоколегированным. Метод определения титана
- ГОСТ 12357-84 стал легированным и высоколегированным. Методы определения алюминия
- ГОСТ 12358-2002 были легированные и высоколегированные. Методы определения мышьяка
- ГОСТ 12359-99 Сталь углеродистая, легированная и высоколегированная.Методы определения азота
- ГОСТ 12360-82 стали легированными и высоколегированными. Методы определения бора
- ГОСТ 12361-2002 стал легированным и высоколегированным. Методы определения ниобии
- ГОСТ 12362-79 стал легированным и высоколегированным. Методы определения микроприцы сурьмы, свинца, олова, цинка и кадмия
- ГОСТ 12363-79 легированные и высоколегированные. Методы определения Селены
- ГОСТ 12364-84 легированные и высоколегированные. Методы определения церия Сталь
- ГОСТ 12365-84 легированная и высоколегированная.Методы определения диоксида циркония
- ГОСТ 14019-80 Металлы. Методы испытаний на изгиб
- ГОСТ 19300-86 Средства шероховатости поверхности специализированным методом. Профилографы-профилометры контактные. Типы и основные параметры
- ГОСТ 19903-74 Лист горячекатаный листовой прокат. Сортман
- ГОСТ 19904-90 Прокат лист холоднокатаный. Сортман
- ГОСТ 20072-74 Сталь жаропрочная. Технические условия
- ГОСТ 28473-90 чугун, сталь, ферросплавы, хром, металлический марганец.Общие требования к методам анализа
- емкость для молока, для кефира, для йогурта, для пива, для кваса сусла, для кваса, для брожения, для охлаждения)
- резервуары для воды из нержавеющей стали (для питьевой воды, для технической воды, для водоподготовки)
- самогонный аппарат
- Варочный чайник
- сборка контейнеров из снарядов
- установка контейнера на подготовленное основание
- изоляция резервуара
- трубопровод
- гидроиспытания
- Влага не влияет на материал.Емкости из нержавеющей стали полностью защищены от воздействия влаги, это не влияет на срок службы конструкции, ее надежность и работоспособность. Этот показатель особенно важен, ведь эксплуатация тары происходит в условиях повышенной влажности и достаточно сложных для любого материала условиях.
- Хорошие характеристики теплопроводности. Он отлично проводит тепло, поэтому вода в баке достаточно быстро нагревается. Это снизит затраты на нагрев воды.Также следует помнить, что емкости для воды довольно быстро отдают тепло ванне: для устранения этого недостатка следует принять дополнительные меры по изоляции емкости.
- Практически полное отсутствие деформации при эксплуатации. Даже при постоянных перепадах температуры сталь практически не меняет своих размеров и формы.
- При доступной и приемлемой стоимости, при высоком качестве и длительном сроке эксплуатации тары каждый год вызывают большой интерес, и это одно из ключевых преимуществ выбора нержавеющей стали для ванны.
- Аппарат равномерно прогревается, за счет чего в том или ином продукте сохраняются витамины и полезные вещества, снижаются временные затраты на приготовление, повышается производительность.
- Высокая прочность — поверхность не поцарапать столовыми приборами.
- Аппарат имеет выступы по периметру, предупреждающие о разбрызгивании жира, а также желоб для вытекания жидкости.
- Диапазон возможных температур от 50 до 300 градусов (выставляется с помощью регулятора), что позволяет жарить самые разные продукты, от нежных креветок до говядины.
- Устройство компактное, легко помещается даже в небольшом кухонном помещении.
- Имеется вилка аварийного напряжения, которая работает при температуре выше 350 градусов, и индикатор, показывающий поварам, что поверхность включена, что исключает аварийные ситуации.
- Электротехнические и газовые приборы, работа которых зависит от наличия источника энергии, в первом случае подключение осуществляется к штатной розетке 220 вольт, но для устройств большой мощности требуется напряжение 380 вольт.При выборе следует помнить, что электрические поверхности немного дольше, чем газовые, горячие.
- Рельеф поверхности гладкий — для запекания морепродуктов и мяса птицы, яиц и блинов, гофрированный — для приготовления крупных кусков мяса, после запекания на них остаются привлекательные темные полосы. Комбинированная поверхность разделена на две зоны (гладкую и рифленую), для каждой из которых выставлены отдельные температуры.
- Изготовление материала. Техника из стеклокерамики максимально гигиенична, но не устойчива к ударам, чугун и углеродистая сталь не царапаются, просты в уходе.Поверхности с тефлоновым покрытием требуют точной циркуляции и специальных инструментов для переворачивания продукта.
- Площадь зависит от количества посадочных мест в зале и популярности заведения.
- Наружное или настольное оборудование — первое для крупных предприятий, так как оно имеет большую мощность, второе — мобильное и закупается для кафе или торговли на месте.
- экологически безопасный материал;
- простота обслуживания;
- устойчивость материала к большинству химикатов;
- износостойкость;
- соответствие нормам растворения тяжелых металлов.
- экологически безопасный материал;
- простота обслуживания;
- устойчивость материала к большинству химикатов;
- износостойкость;
- соответствие нормам растворения тяжелых металлов.
- с сервантами или плоскими;
- перфорированный или цельный;
- эмалированная;
- жесть; Нержавеющая сталь
- ;
- силикон;
- керамика;
- чугун.
- способность выдерживать температуру от — 55 до +280 градусов;
- не занимает много места;
- не обжигает пальцы при извлечении из духовки;
- при использовании не требует регулярной смазки.
- Купить модели с крышкой. Без него блюдо будет нагреваться неравномерно, поэтому оно может унести края и не закопать середину.
- Обратите внимание не только на наличие антипригарной поверхности, но и на ее устойчивость к царапинам.
- Если вы любите готовить домашнее печенье и булочки, выбирайте противень с низкой стороной.
- Для приготовления бисквитных пирогов выбирайте листы с высотой стенок от 2,5 см.
- Не экономьте на покупке некачественной посуды, которая плохо смотрится. Это продлится долго.
- Перфорированный противень для выпечки помогает быстрее выпекать, при этом он не пригорает, а лишняя влага легко испаряется.
- Для приготовления курицы, рыбы или овощей в режиме «Гриль» выбирайте модели с решеткой или перфорированным дном.
00000 н. 00003
00000 н. 0000396955 00000 н. 0000397128 00000 н. 0000397300 00000 н. 0000397480 00000 н. 0000397655 00000 н. 0000397833 00000 н. 0000398012 00000 н. 0000398189 00000 н. 0000398367 00000 н. 0000398550 00000 н. 0000398725 00000 н. 0000398899 00000 н. 0000399076 00000 н. 0000399251 00000 н. 0000399426 00000 н. 0000399601 00000 н. 0000399773 00000 н. 0000399947 00000 н. 0000400121 00000 п. 0000400291 00000 п. 0000400473 00000 п. 0000400656 00000 н. 0000400836 00000 н. 0000401031 00000 н. 0000401211 00000 н. 0000401408 00000 н. 0000401594 00000 н. 0000401772 00000 н. 0000401949 00000 н. 0000402127 00000 н. 0000402302 00000 н. 0000402471 00000 н. 0000402646 00000 н. 0000402818 00000 н. 0000402990 00000 н. 0000403165 00000 н. 0000403337 00000 н. 0000403509 00000 н. 0000403684 00000 н. 0000403856 00000 н. 0000404036 00000 н. 0000404211 00000 н. 0000404386 00000 п. 0000404566 00000 н. 0000404746 00000 н. 0000404921 00000 н. 0000405099 00000 н. 0000405276 00000 н. 0000405454 00000 н. 0000405634 00000 н. 0000405806 00000 н. 0000405978 00000 п. 0000406152 00000 н. 0000406327 00000 н. 0000406499 00000 н. 0000406674 00000 н. 0000406849 00000 н. 0000407024 00000 н. 0000407198 00000 н. 0000407370 00000 н. 0000407553 00000 н. 0000407727 00000 н. 0000407910 00000 п. 0000408093 00000 н. 0000408276 00000 н. 0000408457 00000 н. 0000408632 00000 н. 0000408813 00000 н. 0000408995 00000 н. 0000409175 00000 н. 0000409347 00000 н. 0000409521 00000 н. 0000409695 00000 н. 0000409872 00000 н. 0000410047 00000 н. 0000410222 00000 п. 0000410399 00000 н. 0000410574 00000 п. 0000410749 00000 н. 0000410924 00000 н. 0000411099 00000 н. 0000411279 00000 н. 0000411453 00000 п. 0000411636 00000 н. 0000411819 00000 н. 0000411996 00000 н. 0000412177 00000 н. 0000412354 00000 н. 0000412539 00000 н. 0000412716 00000 н. 0000412888 00000 н. 0000413061 00000 н. 0000413233 00000 н. 0000413408 00000 н. 0000413581 00000 н. 0000413755 00000 н. 0000413932 00000 н. 0000414105 00000 н. 0000414282 00000 н. 0000414455 00000 н. 0000414630 00000 н. 0000414810 00000 н. 0000414985 00000 н. 0000415168 00000 н. 0000415353 00000 п. 0000415530 00000 н. 0000415711 00000 н. 0000415886 00000 н. 0000416063 00000 н. 0000416246 00000 н. 0000416423 00000 п. 0000416596 00000 н. 0000416764 00000 н. 0000416941 00000 н. 0000417116 00000 н. 0000417293 00000 н. 0000417468 00000 н. 0000417645 00000 н. 0000417822 00000 н. 0000417997 00000 н. 0000418177 00000 н. 0000418358 00000 п. 0000418546 00000 н. 0000418722 00000 н. 0000418908 00000 н. 0000419080 00000 н. 0000419257 00000 н. 0000419448 00000 н. 0000419624 00000 н. 0000419796 00000 н. 0000419972 00000 н. 0000420144 00000 н. 0000420318 00000 н. 0000420493 00000 п. 0000420670 00000 н. 0000420846 00000 н. 0000421018 00000 н. 0000421192 00000 н. 0000421369 00000 н. 0000017896 00000 п. трейлер ] >> startxref 0 %% EOF 4407 0 объект > поток xYPT> weaX.D $ c5 (h٦3Fԋ + ? Hm5j} hy, UkhF @ DvLeѩ ݝ Lg: _; | wAОтклонение листов от плоскостности на 1 м длины, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
горячекатаный | холоднокатаный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Включено до 690 (70). | Таблица 1A.
Примечания: 1.В готовом ящике допускается отклонение по массовой доле: кремний + 0,4%, сера + 0,005%, никель ± 0,2%, хром + 0,5%. 2. В стали марки 03х22н6м2 допускается увеличение массовой доли молибдена + 0,2%. 3. Массовая доля остаточного титана не более 0,05%, остальных остаточных элементов — по ГОСТ 5632. (Редакция доработанная, изм. №2). 3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл.. Таблица 2
______ * Для листов толщиной св.25 мм. Механические свойства не нормируются, определяющие. Примечание. Отжиг листов из стали марок 20х13, 12х13, 08х13 осуществляется по требованию потребителя. Нормы не являются обязательными к 01.01.94. Для набора данных требуется определение. 3.5. Механические свойства листов, определенные на контрольных термически обработанных образцах, должны соответствовать нормам, указанным в табл. . Таблица 3.
Примечание.По согласованию изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств. (Редакция доработанная, изм. №2). 3.6. Механические свойства листов и полуфабрикатов не нормируются, но определены. Нормы устанавливаются по согласованию производителя с потребителем. 3,7. По форме и качеству поверхности листы должны соответствовать требованиям, указанным в табл.. Таблица 4.
Примечания: 1.Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут быть уточнены по согласованию сторон по стандартам. 2. Допускается локальная окраска поверхности зачистки, при этом глубина зачистки не должна превышать нормы глубины появления допустимых дефектов. Лесорубы из зачистки не допускаются. 3. По требованию потребителя листы изготавливаются без зачистки и вырезания недопустимых дефектов. 4. Цвета бега и различные оттенки от травления на холоднокатаных и горячекатаных листах, подвергнутых термической обработке, протравленных или после легкого отжига, не являются смелым знаком. 5. Дефекты сварки листов допускаются по согласованию с потребителем. (Редакция доработанная, изм. №2). 3.8. Листы из стали марок 09h27N7YU, 03h28N11, 03h27N14M3, 08h32N6T, 08h31N6M2T, 10h24G14N4T, 12h27G9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12Х18Н9Т, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2, 03х23Н6, 06ХН28МДТ, 03Х28МДТ не должны иметь склонности к межкристаллитной коррозии. Нормы межкристаллитной коррозии для сталей марок 03х22 н6м2 и 03х23н6 до 01.01.93 не обязательны. Для набора данных требуется определение. (Редакция доработанная, изм. № 2, 3). а) склонность к охрупчиванию стали марки 12х21н5т. Режим и нормы термической обработки должны соответствовать таблице, указанной в табл. ; б) шероховатость поверхности мокрого и стального полуфабриката; в) альфа-фаза в аустенитном стуле; г) склонность к межкристаллитной коррозии для марок сталей, не указанных в ГОСТ 6032; д) стали ударной вязкости, для которых в табл.ударная вязкость не указана; д) зернистость; г) механические свойства горячекатаного листа, поставляемого без термической обработки и травления; ч) механические свойства при повышенных температурах; а) загрязнения стали неметаллическими включениями; k) механические свойства, отличные от указанных в табл. . Примечание. Нормы по подпунктам б, Б, Д — К, , а также методы контроля по подпунктам б, G. установить производитель с потребителем. Таблица 5. 3.10. По желанию потребителя листы выпускаются: а) с проверкой склонности к межкристаллитной коррозии сталей марок 08х17т, 15х25т и 07х16н6; б) с проверкой внутренних дефектов неразрушающими методами. Нормы устанавливаются по согласованию производителя с потребителем; c) без механических или других испытаний при соблюдении правил, установленных в настоящем стандарте; г) с контролем твердости термически обработанных листов; e) с испытанием на изгиб. (Редакция доработанная, изм. № 2, 3). 4.1. Листовую сталь принимают партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали — одного режима термической обработки. В одной партии можно комбинировать листы, различающиеся по толщине не более 40% для листов толщиной от 4 до 12 мм, не более 5 мм — для листов толщиной св. 12 мм. По согласованию изготовителя с потребителем допускаются партии, состоящие из нескольких плавок одной марки или одного плавильного листа разной толщины. (Редакция доработанная, изм. № 3). Для испытаний на растяжение, определения ударной вязкости, величины зерна и шероховатости поверхности — один лист из партии; Для определения склонности к межкристаллитной коррозии — по ГОСТ 6032; Для определения загрязнения — неметаллические включения — по ГОСТ 1778; Для проверки химического состава — по ГОСТ 7565. Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязнения неметаллическими включениями и зернистости допускается из партии, состоящей из листов разной толщины и одного режима термической обработки, выбирать лист наибольшей толщины. Листы из стали марки 03х22 н6м2 контролируются в закаленном состоянии, а из стали марки 03х23н6 — в состоянии закалки и последующей отпуска при 550 ° С в течение 1 часа. (Редакция доработанная, изм. №1, 2). 5.11. Отсутствие внутренних дефектов, указанных в перечнях внутренних дефектов, указанных в п. Предусмотрена технология производства стали и листов. Контроль осуществляется визуально по краям листов. Ультразвуковой контроль внутренних дефектов осуществляется по требованию потребителя по нормативно-технической документации (НТД). (Редакция доработанная, изм. №2). 5.12. Для проверки механических свойств и отсутствия склонности к межкристаллитной коррозии допускается применение методов статистического контроля, утвержденных в установленном порядке. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21.07.1977 | Утвержден | Государственный комитет стандартов Совета Министров СССР | 1786 |
|---|---|---|---|
| Опубликован | Standinform | 2009 | |
| Опубликованные | Издательские стандарты ИПК | 2002 | |
| Опубликованные | Издательские стандарты | 1991 | |
| Опубликованные | Издательские стандарты | 1977 | |
| Разработан | Министерство черной металлургии СССР |
Листовая сталь, коррозионно-стойкая, жаропрочная и жаропрочная.Характеристики.
стр. 1.
стр. 2.
стр. 3.
стр. 4.
стр. 5.
стр. 6.
стр. 7.
стр. 8.
стр. 9.
стр. 10.
стр. 11.
стр. 12.
Межгосударственный стандарт
Толстолическая сталь
Коррозионно-стойкая, жаропрочная
And Heat Pag
Технические условия
Дата введения 01.01.79
Настоящий стандарт распространяется на толстолистовую, горячекатаную и холоднокатаную коррозионно-стойкую, жаропрочную и жаростойкую сталь (далее — сталь), выпускаемую в листах.
1. Классификация
1.1. Подразделений стали:
По материалу и качеству поверхности в группах:
холоднокатаный рифленый — h2,
полуфабрикат холоднокатаный — Пн1,
холоднокатаный, термически обработанный, травленый или после легкого отжига — M2A, M3A, M4A, M5A,
холоднокатаный термически обработанный — М5В,
горячекатаный термообработанный,
травленые или после легкого отжига — m2b, m3b, m4b, m5b,
горячекатаный драгоценный термически обработанный — М5Г,
горячекатаный без термообработки и точный — 5д;
По точности прокатки:
повышенной точности — а,
нормальной точности — б;
По типу кромок на:
обрезной — ой,
необрезной — а;
По отклонению от плоскостности листов с временным сопротивлением 690 Н / мм 2 (70 кгс / мм 2) и менее на:
особо высокая плоскостность — по,
высокая плоскостность — PV,
повышенной плоскостности — ПУ,
нормальная плоскостность — PN.
1.2. Допускается изготовление толстолистовой стали с точностью прокатки выше указанной в заказе.
2. Ассортимент
2.1. Горячекатаный толстолистовой прокат выпускают толщиной от 4 до 50 мм, холоднокатаный — от 4 до 5 мм.
2.2. Форма, размеры и предельные отклонения по размерам толстолистовой стали должны соответствовать требованиям:
Листы горячекатаные толщиной более 20 мм с кромкой изготавливаются по согласованию изготовителя с потребителем.
Листы горячекатаные повышенной точности прокатки А изготавливаются по требованию потребителя.
(Редакция доработанная, изм. №2).
2.3. Отклонение листов от плоскостности должно соответствовать указанному в табл. один.
Таблица 1
Временное сопротивление, Н / мм 2 (кгс / мм 2) | Отклонение листов от плоскостности на 1 м длины, мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
горячекатаный | холоднокатаный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Включено до 690 (70). | Химический состав сталей марок 03х23н6 и 03х22н6м2 должен соответствовать табл. 1а. Таблица 1A.
Примечания: 1.В готовом ящике допускается отклонение по массовой доле: кремний + 0,4%, сера + 0,005%, никель ± 0,2%, хром + 0,5%. 2. В стали марки 03х22н6м2 допускается увеличение массовой доли молибдена + 0,2%. 3. Массовая доля остаточного титана не более 0,05%, остальных остаточных элементов — по ГОСТ 5632. (Редакция доработанная, изм. №2). 3.3. На листах не должно быть следов усадки оболочки, пучков, посторонних включений и пузырей. 3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл. 2. стол 2
* Для листов толщиной св.25 мм. Механические свойства не нормируются, определяющие. Примечание. Отжиг листов из стали марок 20х13, 12х13, 08х13 осуществляется по требованию потребителя. Нормы не являются обязательными к 01.01.94. Для набора данных требуется определение. 3.5. Механические свойства листов, определенные на контрольных термически обработанных образцах, должны соответствовать нормам, указанным в табл. 3. Таблица 3.
Примечание.По согласованию изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств. (Редакция доработанная, изм. №2). 3.6. Механические свойства листов и полуфабрикатов не нормируются, но определены. Нормы устанавливаются по согласованию производителя с потребителем. 3,7. По форме и качеству поверхности листы должны соответствовать требованиям, указанным в табл.четыре. Таблица 4.
Примечания: 1.Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут быть уточнены по согласованию сторон по стандартам. 2. Допускается локальная окраска поверхности зачистки, при этом глубина зачистки не должна превышать нормы глубины появления допустимых дефектов. Лесорубы из зачистки не допускаются. 3. По требованию потребителя листы изготавливаются без зачистки и вырезания недопустимых дефектов. 4. Цвета бега и различные оттенки от травления на холоднокатаных и горячекатаных листах, подвергнутых термической обработке, протравленных или после легкого отжига, не являются смелым знаком. 5. Дефекты сварки листов допускаются по согласованию с потребителем. (Редакция доработанная, изм. №2). 3.8. Листы из стали марок 09h27N7YU, 03h28N11, 03h27N14M3, 08h32N6T, 08h31N6M2T, 10h24G14N4T, 12h27G9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12Х18Н9Т, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2, 03х23Н6, 06ХН28МДТ, 03Х28МДТ не должны иметь склонности к межкристаллитной коррозии. Нормы межкристаллитной коррозии для сталей марок 03х22 н6м2 и 03х23н6 до 01.01.93 не обязательны. Для набора данных требуется определение. (Редакция доработанная, изм. № 2, 3). 3.9. По желанию потребителя листы изготавливаются с нормализацией: .а) склонность к охрупчиванию стали марки 12х21н5т. Режим и нормы термической обработки должны соответствовать таблице, указанной в табл. пять; б) шероховатость поверхности мокрого и стального полуфабриката; в) альфа-фаза в аустенитном стуле; г) склонность к межкристаллитной коррозии для марок сталей, не указанных в ГОСТ 6032; д) стали ударной вязкости, для которых в табл.2 ударная вязкость не указана; д) зернистость; г) механические свойства горячекатаного листа, поставляемого без термической обработки и травления; ч) механические свойства при повышенных температурах; а) загрязнения стали неметаллическими включениями; k) механические свойства, отличные от указанных в табл. 2. Примечание. Нормы по подпунктам б, Б, Д — К, , а также методы контроля по подпунктам б, G. установить производитель с потребителем. Таблица 5. 3.10. По желанию потребителя листы выпускаются: а) с проверкой склонности к межкристаллитной коррозии сталей марок 08х17т, 15х25т и 07х16н6; б) с проверкой внутренних дефектов неразрушающими методами. Нормы устанавливаются по согласованию производителя с потребителем; c) без механических или других испытаний при соблюдении правил, установленных в настоящем стандарте; г) с контролем твердости термически обработанных листов; e) с испытанием на изгиб. (Редакция доработанная, изм. № 2, 3). 4. Правила приема4.1. Листовую сталь принимают партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали — одного режима термической обработки. В одной партии можно комбинировать листы, различающиеся по толщине не более 40% для листов толщиной от 4 до 12 мм, не более 5 мм — для листов толщиной св. 12 мм. По согласованию изготовителя с потребителем допускаются партии, состоящие из нескольких плавок одной марки или одного плавильного листа разной толщины. (Редакция доработанная, изм. № 3). 4.1.1. Каждая партия должна сопровождаться документом о качестве ГОСТ 7566 с дополнениями результатов: Испытания механических свойств формованных и полуфабрикатов листов и листов толщиной св. 25 мм; Испытания листов из стали марок 03х22н6м2 и 03х23н6 на склонность к межкристаллитной коррозии; Проверки листов на внутренние дефекты; Контроль твердости. (вводится дополнительно, изменение № 2). 4.2. Все листы партии контролируются, отклонения от плоскостности и размеров. Изготовителю разрешается контролировать отклонения от плоскостности и размеров листов выборочно, но не менее одного листа каждой толщины в партии. 4.3. Для проверки качества листов выбрано: Для испытаний на растяжение, определения ударной вязкости, величины зерна и шероховатости поверхности — один лист из партии; Для определения склонности к межкристаллитной коррозии — по ГОСТ 6032; Для определения загрязнения — неметаллические включения — по ГОСТ 1778; Для проверки химического состава — по ГОСТ 7565. Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязнения неметаллическими включениями и зернистости допускается из партии, состоящей из листов разной толщины и одного режима термической обработки, выбирать лист наибольшей толщины. 4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводятся повторные испытания на образце, отобранном по ГОСТ 7566. 5. Методы испытаний5.1. Отбор проб для определения химического состава стали — по ГОСТ 7565. Химический состав определяют по ГОСТ 12344 — ГОСТ 12365, ГОСТ 28473 или другими методами, обеспечивающими требуемую точность анализа. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Госстандарт Союза ССР
Толстолическая сталь
Коррозионно-стойкая
Жаростойкая и жаропрочная
Технические условия
ГОСТ 7350-77
(СТ СЭВ 6434-88)
Государственный комитет СССР
По менеджменту и стандартам качества продукции
Москва
Госстандарт Союза ССР
Срок действия с 01.01.79.
до 01.01.94
Настоящий стандарт распространяется на толстолистовую горячекатаную и холоднокатаную коррозионно-стойкую, жаропрочную и жаропрочную сталь, выпускаемую в листах.
Стандарт полностью соответствует СТ СЭВ 6434-88.
1.1. Толстольская коррозионно-стойкая, жаропрочная и жаропрочная сталь марки
.по материалу и качеству поверхности в группах:
холоднокатаный рифленый -Н 1,
полуфабрикат холоднокатаный — Пн1,
холоднокатаный, термически обработанный, травленый или после легкого отжига — M2A, M3A, M4A, M5A,
холоднокатаный термически обработанный — М5В,
горячекатаный термообработанный,
травленые или после легкого отжига — m2b, m3b, m4b, m5b,
горячекатаный драгоценный термически обработанный — М5Г,
горячекатаный без термической обработки и точный — М5Д;
точной прокаткой:
повышенной точности — а,
нормальной точности — б;
по типу кромок на:
обрезной — о;
необрезной — а;
для непропускания листов с временным сопротивлением 690 Н / мм 2 (70 кгс / мм 2) и менее на:
особо высокая плоскостность — мимо; Высокая плоскостность — ПВ,
повышенной плоскостности — ПУ,
нормальная плоскостность — PN.
1.2. Допускается изготовление толстолистовой стали с точностью прокатки выше указанной в заказе.
2.1. Горячекатаный толстолистовой прокат производят толщиной от 4 до 50 мм, холоднокатаный от 4 до 5 мм.
2.2. Форма, размеры и предельные отклонения по размерам толстолистовой стали должны соответствовать требованиям:
для горячекатаного проката — ГОСТ 19903-74,
для холоднокатаного проката — ГОСТ 19904-74.
Листы горячекатаные толщиной более 20 мм с кромкой изготавливаются по согласованию изготовителя с потребителем.
Листы горячекатаные повышенной точности прокатки А изготавливаются по требованию потребителя.
(редакция доработанная, изм. № 2).
2.3. Неоднородные листы должны соответствовать таблице, указанной в Таблице ..
Таблица 1
Временное сопротивление, H / мм 2 (кгс / мм 2 ) | Безупречность листов на 1 м длины, мм | |
горячекатаный | холоднокатаный | |
Включено до 690 (70). | По ГОСТ 19903-74 (По, ПВ, ПУ, ПН) | По ГОСТ 19904-74 (По, ПВ, ПУ, ПН) |
St. 690 до 830 (Sv. 70 до 85) Включить. | ||
ул. 830 (85) | По согласованию производителя с потребителем | |
Примечания:
1.По требованию потребителя горячекатаные листы толщиной 4-5 мм изготавливают с особо высокой плоскостностью (ПО), толщиной от 6 мм и более — с повышенной (ПВ) и повышенной (ПУ) плоскостностью.
2. По согласованию изготовителя с потребителем листы толщиной более 20 мм изготавливаются без правки. При этом неплоскостность не должна превышать 30 мм на 1 м длины.
3. Для листов в термически обработанном состоянии без травления отсутствие затемнения не нормализуется.
Примеры условных обозначений
Сталь холоднокатаная, термически обработанная, травленая, толстая, марка 12X 18 H 10 T, группа поверхности M2A, повышенной точности прокатки, с кромкой, повышенной плоскостности, размер 5´ 1250 ´ 2500 мм:
То же, горячекатаный, термически обработанный, травленый, толстый, марка 20х13, группа поверхности м3б, с необрезной кромкой, нормальной плоскостности, размер 40´ 400 ´ 3000 мм:
3.1. Толстоликсталь выпускает марки: 20х13, 09х16н4б, 12х13, 14Х 17 Н.2, 08×13, 12×17, 08x17t, 15x25t, 07x16n6, 09х17Н7U, 03X 18 H. 11, 03x17n14m3, 08x22n6t, 12X 21 h 5 т, 08x21n6m2t, 20x23n13, 08x18g8n2t, 15x18n12С417x17n, 10x18n12С417x17n2, 10x18n12С417×17т, 10x18n12С417×17, 10 м 3 Т, 08х27Н15М3Т, 12х28Н9, 17Х18Н9, 12Х18Н9Т, 04х28Н10, 08х28Н10, 08Х18х20Т, 12Х18х20Т, 08х28Н12Т, 12х28Н12Т, 08х28Н12Б, 03х31Н21М4ГБ, 03х32Н336М4ГБ, 03х32Н256М6, 03х32Н336М2, 03х32Н336М2
(редакция доработанная, изм. №№ 2, 3).
3.1a. Толстолик сталь изготавливается в соответствии с требованиями настоящего Стандарта Технологического регламента, утвержденного в установленном порядке.
3.2. Химический состав всех марок — ГОСТ 5632-72, кроме стали марки 15х5м, химический состав которой должен соответствовать указанному в ГОСТ 20072-74.
Химический состав марок 03х23н6 и 03х22н6м2 должен соответствовать табл. но.
3.3. На листах не должно быть следов усадки оболочки, пучков, посторонних включений и пузырей.
3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл..
3.5. Механические свойства листов, определенные на контрольных термически обработанных образцах, должны соответствовать нормам, указанным в табл. .
Таблица 1A.
марка стали | Массовая доля элементов,% | |||||||
Углерод | Кремний | Сера | фосфор | Марганец | Хром | Никель | Молибден | |
не более | ||||||||
03X23N6. | 0,03 | 0,020 | 0,035 | 1,0-2,0 | 22,0-24,0 | 5,6-6,3 | ||
03x22n6m2 | 0,03 | 0,020 | 0,035 | 1,0-2,0 | 21,0-23,0 | 5,5-6,5 | 1,8-2,5 | |
Примечания:
1.В готовом ящике допускается отклонение по массовой доле: кремний + 0,4%, сера + 0,005%, никель ± 0,2%, хром + 0,5%.
2. В стали марки 03х22н6м2 допускается увеличение массовой доли молибдена + 0,2%.
3. Массовая доля остаточного титана не более 0,05%, остальных остаточных элементов — по ГОСТ 5632-72.
(редакция доработанная, изм. № 2).
3.6. Механические свойства листового материала и полуфабриката не нормируются, а определены.Нормы устанавливаются по согласованию производителя с потребителем.
3,7. По форме и качеству поверхности листы должны соответствовать требованиям, указанным в табл. .
3,8 листов стали марок 09h27N7YU, 03h28N11, 03h27N14M3, 08h32N6T, 08h31N6M2T, 10h24G14N4T, 12h27G9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12Х18Н9Т, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03х32Н6М2; 03х23Н6, 06ХН28МДТ, 03Х28МДТ не должны иметь склонности к межкристаллитной коррозии.
Нормы межкристаллитной коррозии для сталей марок 03х22н6м2 и 03х23н6 не являются обязательными до 01.01.93. Определение требуется для набора данных.
(редакция доработанная, изм. №№ 2, 3).
3.9. По желанию потребителя листы изготавливаются с нормализацией:
.а) склонность к охрупчиванию стали марки 12х21н5т. Режим и нормы термической обработки должны соответствовать таблице, указанной в табл. .
б) шероховатость поверхности мокрого и стального полуфабриката;
в) альфа-фаза в аустенитном стуле;
г) склонность к межкристаллитной коррозии для сталей марок, не указанных в ГОСТ 6032-84;
Таблица 2
марка стали | Режим термической обработки | Временные сопротивления.B, H / мм 2 (кгс / мм 2) | Пределы доходности. Т, Н / мм 2 (кгс / мм 2) | Относительное удлинение δ 5,% | Ударная вязкость кс. U. , Дж / см 2 (кгс · м / см 2) |
не менее | |||||
15×5м | Отжиг при 840-870 ° воздушное охлаждение | 470 (48) | 235 (24) | ||
20×13 | Нормализация или закалка при 1000-1050 ° С, охлаждение на воздухе, отпуск 680-780 ° C охлаждение в духовке или на воздухе | 510 (52) | 375 (38) | ||
Отжиг по изготовителю | Не более 750 (76) | ||||
14×17112 * | Отжиг или отпуск при 650-700 ° ИЗ | По согласованию производителя с потребителем | |||
09Х16Н4Б. | Отжиг по изготовителю | не более 1030 (105) | |||
12×13 | Закалка при 960-1020 ° С, охлаждение на воздухе, отпуск 680-780 ° С. | 490 (50) | 345 (35) | ||
Отжиг по изготовителю | Не более 650 (66) | 250 (25) | |||
08×13. | Закалка при 960-1020 ° С, охлаждение в воде или на воздухе, отпуск 680-780 ° C, охлаждение на воздухе или в печи | 420 (43) | 295 (30) | ||
Отжиг по изготовителю | Не более 650 (66) | 250 (25) | |||
12×17 * | Отжиг или отпуск при 760-780 ° С., воздушное охлаждение или духовка | 440 (45) | |||
08x17T * | Отжиг или отпуск при 760-780 ° C, воздушное охлаждение | 440 (45) | |||
15x2t * | Отжиг или отпуск при 740-780 ° C охлаждение в воде | 440 (45) | 20 (2) | ||
08х22Н6Т. | Закалка на 1000-1050 ° C охлаждение в воде | 590 (60) | 345 (35) | 59 (6) | |
03x23N6. | Загрузка 1030-1050 ° C охлаждение в воде | 590 (60) | 345 (35) | ||
12х21н5т * | Закалка при 950-1050 ° | 690 (70) | 390 (40) | ||
08х21н6м2т | Закалка на 1050.± 25 ° C охлаждение в воде | 590 (60) | 345 (35) | 59 (6) | |
03x22n6m2 | Загрузка при 1030-1050 ° C охлаждение в воде | 590 (60) | 345 (35) | ||
20x23n13 * | Закалка на 1030-1120 ° C охлаждение в воде | 570 (58) | |||
10х14г14н4т | Закалка на 1050-1080 ° C, охлаждение в воде или на воздухе | 590 (60) | 245 (25) | ||
12х17г9ан4 * | Закалка на 1030-1100 ° C охлаждение в воде | 690 (70) | 345 (35) | ||
10x17n13m2t | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | ||
08Х17Н13М2Т. | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 510 (52) | 196 (20) | ||
10x17n13m3t | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | ||
08х17н15м3т * | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 510 (52) | 196 (20) | ||
17x18n9 | Закалка на 1080-1120 ° C охлаждение в воде | 590 (60) | 265 (27) | ||
12x18n9 | Загрузка при 1050-1120 ° | 530 (54) | 215 (22) | ||
12х18н9т | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 530 (54) | 215 (22) | ||
08х18н10. | Закалка на 1050-1100 ° C, охлаждение в воде или на воздухе | 510 (52) | 205 (21) | ||
04x18n10 | Закалка на 1050-1100 ° C, охлаждение в воде или на воздухе | 490 (50) | 175 (18) | ||
12х18Н10Т. | Закалка на 1000-1080 ° С C, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | — | |
08х18Н10Т. | Закалка на 1000-1080 ° С C, охлаждение в воде или без воздуха | 510 (52) | 205 (21) | ||
12х18Н12Т. | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | ||
08х18Н12Т. | Загрузка при 1030-1080 ° C, охлаждение в воде или на воздухе | 510 (52) | 205 (21) | ||
08x18n12b | Закалка на 1000-1100.° C, охлаждение в воде или на воздухе | 510 (52) | 205 (21) | ||
20х23Н18. | Закалка при 1030-1130 ° C охлаждение в воде | 540 (55) | 265 (27) | ||
03x28mdt * | Загрузка при 1040-1080 ° C охлаждение в воде | 540 (55) | 215 (22) | ||
12х25н16г7ар * | Загрузка при 1050-1150 ° C, охлаждение в воде или на воздухе | 740 (75) | 390 (40) | ||
15x18n12С4Чт * | Закалка на 1020-1050 ° C, охлаждение в воде или на воздухе | 690-930 (70-95) | 345 (35) | ||
07x16n6. | Нормализация при (1040 ± 10) ° C, воздушное охлаждение | не более 1180 (120) | не более 390 (40) | ||
03x21n21m4GB * | Загрузка при 1060-1120 ° C, охлаждение в воде или под водяным душем | 590 (60) | 295 (30) | ||
08х18г8Н2Т. | Закалка при 980-1020 ° C, охлаждение в воде или под водяным душем | 590 (60) | 345 (35) | 59 (6) | |
09 x 17 H 7 | Загрузка при 1030-1070 ° С, охлаждение на воздухе, двукратный первый отпуск при 740-760 ° С, охлаждение на воздухе или в воде, второй отпуск при 580-680 ° C, воздушное охлаждение | 830 (85) | не более 735 (75) | 49 (5) | |
06HN28MDT | Закалка 950-1080 ° C охлаждение в воде | 540 (55) | 215 (22) | ||
03x18n11 | Загрузка при 1080-1100 ° C, охлаждение в воде или на воздухе | 490 (50) | 196 (20) | ||
03x17n14m3 | Загрузка при 1080-1100 ° C, охлаждение в воде или на воздухе | 490 (50) | 196 (20) | 40 | — |
* Для листов толщиной более 25 мм механические свойства не нормируются, требуется определение.
Примечание. Отжиг листов из стали марок 20х13, 12х13, 08х13 осуществляется по требованию потребителя. Нормы не являются обязательными к 01.01.94. Для набора данных требуется определение.
(редакция доработанная, изм. №№ 2, 3).
Таблица 3
марка стали | Режим термической обработки | Временные сопротивления. IN, Н / мм 2 (кгс / мм 2) | Пределы доходности.т. , Н / мм 2 (кгс / мм 2) | Относительное расширениеδ 5 ,% | Ударная вязкость кс. U. , Дж / см 2 (кгс · м / см 2) |
не менее | |||||
14х17Н2. | Закалка при 960-1050 ° С, охлаждение в воде или на воздухе, отпуск при 275-350 ° C, воздушное охлаждение | 1080 (110) | 885 (90) | 10 | — |
09Х16Н4Б. | Закалка при 950-980 ° С, охлаждение на воздухе, отпуск при 300-350 ° C, воздушное охлаждение | 1230 (125) | 980 (100) | 8 | — |
07x16n6. | Нормализация при (975 ± 10) ° C, холодная обработка при — 70 ° От 2-х часов отпуск в (425 ± 10) ° От 1 часа, воздушное охлаждение | 1080 (110) | 835 (85) | 10 | — |
Примечание.По согласованию изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств.
(редакция доработанная, изм. № 2).
Таблица 4
Группа поверхностей | Легендарная группа | Состояние материала | Характеристики поверхности | Наименование допущенных дефектов поверхности | Максимальная глубина залегания дефектов |
1 | h2 Пн1 | Нагалтед (H) и полуприбывшие (пн) | Блестящий, без пузырьков, вздутых пузырьков, плен, ряби, оверлейл, с небольшой разницей оттенков | Царапины, устаревание, отпечатки, риски, прокатные отпечатки | |
2 | M2A. | Серебристо-матовый или блестящий, без пузырьков, вздутых пузырьков, пленения, трещин, окалины и переплетения | Рябысна, царапины, страхи, отпечатки, риски, рулонные отпечатки | Глубина, не отображается для предельных отклонений | |
M2b | То же и гильзы | ||||
3 | M3A | а) холоднокатаный, термически обработанный или после отжига | 1/2 суммы предельных отклонений по толщине | ||
M3b. | б) горячекатаные, термически обработанные, травленные или после легкого отжига | То же и гильзы | |||
4 | M4A. | а) холоднокатаные, термически обработанные, травленные или после легкого отжига | Рябысна, царапины, отпечатки, опасения, риски, рулонные отпечатки | Величина предельных отклонений по толщине | |
M4B | б) горячекатаные, термически обработанные, травленные или после легкого отжига | То же и гильзы | |||
5 | M5A. | а) горячекатаные, термически обработанные, травленные или после легкого отжига | Матовый с серым оттенком или блестящий, без пузырей, | Рябысна, царапины, отпечатки, опасения, риски, мелкие прокатные приваты, прокатные отпечатки | Sumlimit Abandons толщиной |
M5B | б) горячекатаные, термически обработанные, травленные или после легкого отжига | Прокатные пузыри, трещины, накипь и переполнение | То же и гильзы | ||
М5В. | в) холоднокатаный, термически обработанный | Темный | Рябысна, царапины, отпечатки, опасения, риски, мелкие прокатные приваты, прокатные отпечатки, масштаб | ||
M5G. | г) горячекатаный, термически обработанный | Равбиционность, царапины, отпечатки, царапины, риски, мелкие прокатные детали, раковины, прокатные отпечатки, масштаб | |||
5д | г) горячекатаный, термически необработанный и необработанный | Также |
Примечания:
1.Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут быть уточнены по согласованию сторон по стандартам.
2. Допускается локальная окраска поверхности зачистки, при этом глубина зачистки не должна превышать нормы глубины появления допустимых дефектов. Лесорубы из зачистки не допускаются.
3. По требованию потребителя листы изготавливаются без зачистки и вырезания недопустимых дефектов.
4. Цвета бега и различные оттенки от травления на холоднокатаных и горячекатаных листах, подвергнутых термической обработке, протравленных или после легкого отжига, не являются смелым знаком.
5. Дефекты сварки листов допускаются по согласованию с потребителем.
(редакция доработанная, изм. № 2).
д) стали ударной вязкости, для которых в табл. ударная вязкость не указана;
д) зернистость;
г) механические свойства горячекатаного листа, поставляемого без термической обработки и травления;
ч) механические свойства при повышенных температурах;
а) загрязнения стали неметаллическими включениями;
k) механические свойства, отличные от указанных в табл..
Примечание. Нормы подпунктами б. , в , д. , эл. , j. , з. , г. и , с по , а также методы контроля по подпунктам в , г. установлен но по согласованию производителя с потребителем.
Таблица 5
Режим термической обработки | Толщина листа, мм | Тип образца | Ударная вязкость кс. U. , г. Дж / см 2 (кгс · м / см 2), не менее |
с подогревом до 550 ° С, выдержка 1 час, охлаждение в печи со скоростью 100 ° C / ч до 300 ° C, затем охлаждение воздухом | К 10 | А типVIII. По ГОСТ 6996-60 | 39 (4,0) 29 (3,0) |
ул. 10. | Тип I. по ГОСТ 9454-78 |
3.10. По желанию потребителя листы изготавливаются:
.а) с проверкой склонности к межкристаллитной коррозии сталей марок 08х17т, 15х25т и 07х16н6;
б) с проверкой внутренних дефектов неразрушающими методами. Нормы устанавливаются по согласованию производителя с потребителем;
c) без механических или других испытаний при соблюдении правил, установленных в настоящем стандарте;
г) с контролем твердости термически обработанных листов;
e) с испытанием на изгиб.
(редакция доработанная, изм. №№ 2, 3).
4.1. Листовую сталь принимают партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали — одного режима термической обработки. В одной партии могут быть объединены листы, которые отличаются толщиной не более 40% — для листов толщиной от 4 до 12 мм, не более 5 мм — для листов толщиной более 12 мм.
По согласованию изготовителя с потребителем допускаются партии, состоящие из нескольких плавок одной марки или одного плавильного листа разной толщины.
(Редакция доработанная, изм. № 3).
4.1.1. К каждой партии должен прилагаться документ по ГОСТ 7566-81 с дополнениями:
.результатов испытаний механических свойств формованных и полуфабрикатов листов и листов толщиной более 25 мм;
результаты испытаний листов из стали марок 03х22н6м2 и 03х23н6 на склонность к межкристаллитной коррозии;
результатов проверки листов на наличие внутренних дефектов;
результатов контроля твердости.
(вводится дополнительно, изменение № 2).
4.2. Все листы партии контролируются по поверхности, нестандартным размерам и размерам.
Изготовителю разрешается контролировать неплоскость и размер листов выборочно, но не менее одного листа каждой толщины в партии.
4.3. Для проверки качества листов выбрано:
для испытаний на растяжение, определения ударной вязкости, величины зерна и шероховатости поверхности — один лист из партии;
для определения склонности к межкристаллитной коррозии — по ГОСТ 6032-84;
для определения загрязнения стали стали неметаллическими включениями — по ГОСТ 1778-70;
для проверки химического состава — по ГОСТ 7565-81.
Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязнения неметаллическими включениями и зернистости допускается из партии, состоящей из листов разной толщины и одного режима термической обработки, выбирать лист наибольшей толщины.
ГОСТ 7350-77 распространяется на толстолистовую, горячекатаную и холоднокатаную коррозионно-стойкую, жаропрочную и жаропрочную сталь листового производства.
Контейнер для пищевых продуктов из нержавеющей стали. Емкости, цистерны из нержавеющей стали. Емкости из нержавеющей стали
Компания Milesta производит резервуарное оборудование для любых жидких и сыпучих продуктов. Производственные мощности компании позволяют изготавливать тару из нержавеющей стали по индивидуальным требованиям заказчика. Все резервуарное оборудование имеет сертификаты соответствия и санитарно-эпидемиологические заключения.Емкости, работающие под давлением и с легковоспламеняющимися жидкостями, подлежат техническому разрешению. Компания производит емкости из нержавеющей стали для всех отраслей промышленности.
Параметры из нержавеющей стали
Эффективность и конкурентоспособность развивающейся пищевой промышленности в любой стране мира напрямую зависит от оборудования, установленного на производстве. Бесспорно, пищевые контейнеры из нержавеющей стали лучше всего использовать для сохранения пищевой ценности и вкуса продуктов.Потому что нержавеющая сталь представляет собой высоколегированный стальной сплав, содержащий не менее 12% хрома и, следовательно, обладающий высокой устойчивостью к различным видам коррозии, прочностью и износостойкостью. В нержавеющую сталь добавляют никель, титан, молибден для обеспечения требуемых эксплуатационных характеристик. Это увеличивает устойчивость к различным агрессивным средам, которые очень распространены в процессах производства пищевых продуктов. Так, например, резервуарное оборудование из нержавеющей стали с содержанием хрома 13-17% может успешно эксплуатироваться только в умеренно агрессивных средах.Ну а повышенное содержание хрома (с 17%) и введение в его сплав никеля и молибдена приводит к повышению устойчивости к более агрессивным средам, в том числе солевым растворам. Решающее значение имеет выбор марки стали при производстве оборудования для любых производственных мощностей в различных отраслях промышленности.
Выбор марки стали
Наша компания производит цистерны и емкости из нержавеющей стали, производство емкостей осуществляется из высококачественной стали марок AISI 304L и AISI 316L.Сталь AISI 304L обладает хорошими характеристиками, сбалансированной структурой, что позволяет ей выдерживать высокие температуры без изменения свойств металла. Основным элементом в составе этой марки стали является железо (66,3-74%), легирующие элементы представлены хромом (до 20%), а также никелем (до 10,5%). Такой состав стали придает ей высокие антикоррозионные свойства и кислотостойкость даже при длительном воздействии очень высоких температур. Благодаря своей термической коррозии и кислотостойкости сталь AISI 304L широко используется в производстве оборудования, в том числе для пищевой промышленности.Популярность этой стали у производителей связана еще и с тем, что этот материал неплохо поддается механической обработке, а также формованию и сварке.
Но сталь AISI 316L имеет более высокое содержание никеля (10-14%), в ее сплав вводится молибден (2-3%). Это значительно улучшает коррозионную стойкость в различных агрессивных средах, поскольку из-за присутствия в сплаве молибдена эта сталь устойчива даже к парам уксусной кислоты. Продукция из этой марки стали идеальна для использования в виноделии, молочном производстве.Для этих производств производятся не только контейнеры, резервуары, но также трубопроводы и трубопроводная арматура. Выбор марки стали для производства той или иной емкости или оборудования определяется конечной задачей. Например, для брожения или хранения, для вина или алкоголя.
Квалифицированный подход в этом случае очень важен.
Нержавеющая сталь — универсальный материал для изготовления тары для различных отраслей промышленности. Многие компании, прежде чем заказывать резервуарное оборудование, часто пытаются найти в Интернете и купить резервуары по более низкой цене — это может касаться малого и среднего бизнеса, где производители резервуаров из нержавеющей стали могут как бы просчитать спрос или изготовить стандартное оборудование. не требующий больших капитальных вложений и точных параметров.Для крупных предприятий такой подход невозможен.
Цена
Цена контейнеров из нержавеющей стали не может быть статичной. Мы находимся в производстве почти 30 лет и кажущиеся на первый взгляд похожие решения не всегда приемлемы.
Например, мы запустили небольшой завод по производству вина, в одном из процессов используется контейнер на 1000 литров, который был подключен к автоматической системе мойки CIP, и вы варите пиво, и вам также нужен контейнер такого же объема, также изготовленный из нержавеющей стали. сталь, но без подключения CIP-установки, плюс есть небольшие перепады температурного режима.Вроде бы отличия минимальные, но изменился процесс производства и конструктивное решение контейнера, и он может быть как дешевле, так и дороже.
Для вас как покупателя дешевле — это хорошо, а если дороже?
В зависимости от поставленных задач будет различаться оборудование и, конечно же, его стоимость.
Производственные мощности компании Milesta позволяют изготавливать любую тару из нержавеющей стали и другую продукцию любой формы, отвечающую самым строгим требованиям.
Ассортимент нашей продукции охватывает все отрасли пищевой и химической промышленности, от обычных контейнеров для хранения продуктов
до сложных конструкций с теплоизоляцией, датчиками температуры и другими элементами, важными для вашего производства. Компания Milesta производит следующее технологическое и емкостное оборудование для виноделия, приготовления водки, слабоалкогольных и безалкогольных напитков. Кроме того, мы проектируем и производим сервисные платформы.
Завод резервуаров и резервуарного оборудования СтройТехМаш производит, монтирует и обслуживает резервуары из нержавеющей стали для пищевой, химической и фармацевтической промышленности.Мастерская оснащена современным высокотехнологичным оборудованием.
Типы выпускаемой тары:
1. Контейнеры для пищевых продуктов из нержавеющей стали:
Емкости для пищевой промышленности чаще всего изготавливают из стали европейского производства марок аиси-304 и аиси-304 L толщиной 1.От 5 до 12 мм. Нержавеющая сталь — один из самых прочных металлов, изобретенных человеком; при определенных условиях эксплуатации емкость из нержавеющей стали прослужит более 50 лет.
Производство тары из нержавеющей стали
Вертикальный контейнер из нержавеющей стали (на фото внизу) с полезным объемом 50м3 для хранения и охлаждения молока. Емкость для молока с двойными стенками, изготовлена из нержавеющей стали aisi-304 L. толщиной 5 + 4 мм. Бак предназначен для использования на открытом воздухе, имеет вторую оболочку, через которую проходит холодная вода для охлаждения молока до необходимой температуры летом или для нагрева горячей воды в холодную погоду.Внутри швы зачищены до нуля, чтобы не допустить слипания остатков хранимого продукта. Рабочий объем бака 50м3. Контейнер из нержавеющей стали изолирован пластинами из пенополистирола толщиной 60 мм. покрытие поверх оцинкованного листа толщиной 0,7 мм. На крыше резервуара расположены три технологических люка ДУ300 и дыхательный патрубок с защитной сеткой ДУ500. Внизу овальный люк ДУ600 и насос для перемешивания продукта. В баке есть система отвода конденсата.Дно контейнера сужается для полного удаления хранящегося продукта. Бак укомплектован 6 моющимися поворотными головками с централизованной напорной системой водоснабжения.
Стоимость резервуаров из нержавеющей стали марки AISI-304
Стоимость емкости из нержавеющей стали зависит от сложности ее конструкции, геометрического объема, толщины и марки стали. Базовая цена состоит в основном из стоимости нержавеющей стали на рынке на данный момент, а также прямых и косвенных затрат на производство контейнеров.Купить контейнеры из нержавеющей стали можно тремя способами: передать ООО с НДС, передать ИП без НДС и перевести на карту Сбербанка.
Установка резервуаров из нержавеющей стали
Завод СтройТехМаш осуществляет не только изготовление, но и монтаж емкостей из нержавеющей стали. Как правило, установка контейнеров осуществляется непосредственно на месте установки.
Установка бака включает в себя следующие этапы:
Три емкости из нержавеющей стали марки Aisi 320 объемом 3 м3 (на фото внизу) с мешалкой для смешивания химических реагентов.Емкости двустенные с рубашкой нагрева горячего пара.
Вертикальный резервуар для очищенной питьевой воды (на фото внизу) предназначен для приготовления газированных напитков объемом 30м3. Контейнер изготовлен из нержавеющей стали aisi-304 толщиной 4 мм, изолирован минеральной плитой толщиной 100 мм и покрыт полимерным листом. На крыше резервуара из нержавеющей стали имеется вентиляционное отверстие для циркуляции воздуха и смотровой люк ДУ300. В нижнем поясе цистерны имеется люк ДУ600 для обслуживания.Дно контейнера из нержавеющей стали выпуклое для полного опорожнения.
Цистерны из нержавеющей стали марки 08Х18х20Т для установки на прицеп с ТЭНом обогрева и изоляцией минеральной плитой толщиной 50 мм, покрытой оцинкованной листовой толщиной 0,7 мм. Контейнеры размещаются на тракторном прицепе для передвижения по дорогам общего пользования. Внутри контейнеров есть два волнореза для возможности перевозки контейнеров в заполненном состоянии.
Изготовление самогона и спирта для личного пользования
абсолютно законно!
После окончания существования СССР новое правительство прекратило борьбу с самогоном.Отменены уголовная ответственность и штрафы, а из Уголовного кодекса РФ исключена статья о запрете производства спиртосодержащей продукции в домашних условиях. По сей день нет ни одного закона, запрещающего нам заниматься любимым хобби — изготовлением алкоголя дома. Об этом свидетельствует Федеральный закон от 8 июля 1999 г. № 143-ФЗ «Об административной ответственности юридических лиц (организаций) и индивидуальных предпринимателей за правонарушения в области производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции». (Собрание законодательства РФ, 1999 г., N 28, ст.3476).
Выдержка из Федерального закона Российской Федерации:
«Действие настоящего Федерального закона не распространяется на деятельность граждан (физических лиц), производящих продукцию, содержащую этиловый спирт, не в маркетинговых целях».
Домашнее пивоварение в других странах:
В Казахстане в соответствии с Кодексом Республики Казахстан об административных правонарушениях от 30 января 2001 года N 155 предусмотрена следующая ответственность. Так, согласно статье 335 «Производство и реализация домашних алкогольных напитков» незаконное производство по реализации самогона, чачи, тутовой водки, самогона и других алкогольных напитков, а также реализация этих алкогольных напитков влечет наложение штрафа в размере размер тридцати месячных расчетных показателей с конфискацией алкогольных напитков, приборов, сырья и оборудования для их производства, а также денег и иных ценностей, полученных от их реализации.Однако закон не запрещает приготовление алкоголя для личного употребления.
В Украине и Беларусь по-другому. Статьями 176 и 177 Кодекса Украины об административных правонарушениях предусмотрено наложение штрафов в размере от трех до десяти необлагаемых налогом минимальных размеров оплаты труда за изготовление и хранение самогона без цели реализации, за хранение без с целью продажи устройств * для его производства.
Статья 12.43 практически дословно повторяет эту информацию.«Изготовление или приобретение крепких алкогольных напитков (самогон), полуфабрикатов для их производства (сусло), хранение приспособлений для их производства» в Кодексе Республики Беларусь об административных правонарушениях. Пункт № 1 гласит: «Производство крепких алкогольных напитков (самогона) физическими лицами, полуфабрикатов для их изготовления (сусла), а также хранение приспособлений *, используемых для их изготовления, — влекут предупреждение или штраф. до пяти базовых величин с конфискацией этих напитков, полуфабрикатов и аппаратов ».
* Еще есть возможность приобрести самогонный аппарат для домашнего использования, так как второе их предназначение — это дистилляция воды и получение компонентов для натуральной косметики и парфюмерии.
Контейнеры из нержавеющей стали для хранения и ферментации пищевых жидкостей, специально изготовленные и разработанные для небольшого производства и домашнего использования. Среди наших резервуаров каждый найдет тот, который ему нужен. Если на нашем веб-сайте нет стандартизированного продукта, отвечающего вашим потребностям, мы можем изготовить для вас любой контейнер на нашем заводе Letina inox в Хорватии.
Производимые нами бочки — образец высококачественного европейского производства, изготовлены из высококачественной нержавеющей стали Thyssen-Krupp. В нашем ассортименте практически все варианты емкостей для производства вина и напитков, жестяные банки из нержавеющей стали для приготовления сусла или домашнего вина из ягод, собранных на собственном подворье, их еще называют молочные банки или молочные фляги, но суть в них это не меняется. храните все, что хотите. Банка из нержавеющей стали — хорошая альтернатива алюминиевой банке.Специальные емкости для хранения и брожения вина, с плавающей крышкой или просто с закрытым люком, которые многие называют простой «бочкой из нержавеющей стали».
Также мы не оставили без внимания пивоваров, на нашем сайте можно найти небольшие емкости для пивоварения (CCT) с коническим дном, емкости для брожения, а производители кваса могут найти емкости с плавающей крышкой, которые являются идеальным решением для производства. кваса.
Емкости из нержавеющей стали
У нас всегда в наличии разнообразные емкости из AISI 304 для хранения пищевых жидкостей и их транспортировки, а также специальные емкости с плавающей крышкой для ферментации вина с возможностью последующего хранения.Разберемся по порядку:
Бочка из нержавеющей стали с крышкой От 100 до 500 литров. Этот тип резервуара поставляется без ножек, с одним краном из нержавеющей стали и верхней пылезащитной крышкой. Это самая простая бочка из нержавеющей стали, которую мы представили, но, помимо своей простоты, она сделана в соответствии со всеми пищевыми стандартами и идеально подходит для мацерации вина, хранения вина или любых других алкогольных продуктов, может использоваться как резервуар для воды. , или как резервуар для святой воды для крещения, что, собственно, и делают некоторые церкви, когда покупают у нас такие сосуды в бутылках.К нему может быть добавлено дополнительное полное плавающее покрытие. Но все же для брожения и хранения вин лучше всего использовать емкости на ножках, с образцом выбранных кранов и обычную пневматическую крышку, в которую входят: камера, насос, зажимы и соединительные шланги. Кран для отбора проб позволяет слить чистое вино с половины уровня и отфильтровать только мутный осадок.
Емкости из нержавеющей стали с плавающей крышкой. от 60 л. Эти типы емкостей широко используются для производства вина, в ней можно хранить и сбраживать , ее оборудование позволяет получать в домашних условиях качественные напитки, полученные в результате ферментации винограда или на производстве. сусла.Бесспорным удобством плавающей крышки является то, что емкость для брожения можно заполнить до любого объема и в емкости практически не остается кислорода, что негативно сказывается на продуктах брожения. Те. Например, в бочке объемом 620 литров можно смело хранить 100 литров и быть уверенным, что вино не испортится. Как и предыдущая бочка из нержавеющей стали, эта может использоваться для любых пищевых жидкостей.
Также резервуар из нержавеющей стали с плавающей крышкой может быть снабжен рубашкой охлаждения / нагрева для контроля температуры продукта в резервуаре и поддержания заданной температуры.Их широко используют в виноделии, производстве кваса, домашнего или домашнего пивоварения.
Емкости для хранения простые с закрытым люком. от 100 до 620 л. Эти резервуары изготовлены из нержавеющей стали на ножках, в верхней части имеется герметичный люк диаметром 200 мм. В средней части каждой бочки находится пробоотборный клапан из нержавеющей стали (3/8), в нижней части — клапан для полного слива (1/2), на резервуарах от 320 литров дно идет с наклоном в сторону третий клапан (3/4) для полного опорожнения бака. В бочках этого типа брожение можно проводить при низком давлении до 0,5 атмосферы , что будет удобно при производстве кваса или сидра.
Цистерны из нержавеющей стали CCT, для производства пива. Объем от 60 литров. Этот тип емкостей из нержавеющей стали предназначен для ферментации и хранения пива под давлением. Доступен большой ассортимент этих резервуаров, CCT может быть как с рубашкой охлаждения, так и без нее, для различных давлений от 0.От 5 до 3 бар. Бывают резервуары с боковыми и верхними люками разного диаметра. Эти небольшие бродильные чаны объемом до 630 литров — идеальное решение для мини-пивоварен и ресторанных пивоварен. А также для производства пива в домашних условиях, в данном случае я имею в виду емкости до 120 литров, и для производства пива, которое во многих отношениях превосходит по качеству то, что нам предлагают известные бренды.
Бак для ферментации, это выражение можно понимать как любой контейнер, в котором может быть получен ферментированный продукт.Вся суть вопроса заключается в удобстве и технологичности процесса, но главной цели можно достичь в любой емкости из нержавеющей стали. Бочки с пневматическими крышками идеально подходят для ферментации вина, в которых их можно хранить и использовать в качестве емкости для брожения. В домашнем пивоварении бочку с пневматической крышкой можно использовать как емкость для затора, я имею в виду небольшие объемы от 100 до 200 литров. Для производства кваса по традиционным технологиям, бочек с открытым верхом и легкости доступа внутрь емкости это незаменимая вещь.Использование CCT (пивных бродильных чанов) при производстве пива, на данном этапе развития данной технологии просто не ценится, в них можно хранить и сбраживать пиво, а некоторые используют их при проектировании заведений без розлива в бочонок и кружки для розлива прямо из емкости, установленной в баре и подключенной к кранам розлива. Емкостью для сусла можно считать бидоны из нержавеющей стали, представленные в нашем широком ассортименте.
CCT производит самое потребляемое пиво в мире на данный момент, так называемое «лагер», которое варится методом низового брожения и далее ферментируется при низких температурах.В течение первой недели сусло ферментируется, поддерживая определенную температуру, чтобы предотвратить окислительные процессы, затем осевшие дрожжи отделяются, и CCT рифленый, так что дальнейшее брожение происходит под давлением углекислого газа, выделяемого внутри резервуара во время последующего -процесс брожения. Наши бродильные чаны оснащены дыхательным клапаном, который поддерживает атмосферное давление во время первичной ферментации, и штифтом для процесса выдержки, и в них легко контролировать температуру с помощью охлаждающих рубашек.
Бак из нержавейки нужен для продуманной системы нагрева воды в бане. Этот процесс можно проводить при помощи газовой горелки или в бойлере, по возможности использовать центральное водоснабжение. Не потерял актуальности старый проверенный метод — нагреть воду на железной плите. Более того, в настоящее время практически любая модель печи может быть оборудована специальным навесным или переносным резервуаром для воды. И для этих целей как нельзя лучше подойдет бак из нержавеющей стали.
| Объем | Длина высота ширина | Толщина | Цена, марка аиси 201 | Цена, марка аиси 304 |
|---|---|---|---|---|
| 5 л | 200x150x200 | 1 мм | по запросу | по запросу |
| 10 л | 200x250x200 | 1 мм | по запросу | по запросу |
| 15 л | 250x250x250 | 1 мм | по запросу | по запросу |
| 20 л | 300x230x300 | 1 мм | по запросу | по запросу |
| 25 л | 300x280x300 | 1 мм | по запросу | по запросу |
| 30 л | 350x300x300 | 1 мм | по запросу | по запросу |
| 40 л | 500x400x200 | 1 мм | по запросу | по запросу |
| 50 л | 350x400x350 | 1 мм | по запросу | по запросу |
| 60 л | 400x380x400 | 1 мм | по запросу | по запросу |
| 70 л | 450x400x400 | 1 мм | по запросу | по запросу |
| 80 л | 500x500x320 | 1 мм | по запросу | по запросу |
| 90 л | 500x400x450 | 1 мм | по запросу | по запросу |
| 100 л | 500x400x500 | 1 мм | по запросу | по запросу |
| 110 л | 500x630x350 | 1.5 мм | по запросу | по запросу |
| 150 л | 620х390х620 | 1,5 мм | по запросу | по запросу |
| 200 л | 620x520x620 | 1,5 мм | по запросу | по запросу |
| 250 л | 1000x500x500 | 1,5 мм | по запросу | по запросу |
| 300 л | 1250x480x500 | 1.5 мм | по запросу | по запросу |
| 400 л | 1250x530x600 | 1,5 мм | по запросу | по запросу |
| 500 л | 1250x625x625 | 1,5 мм | по запросу | по запросу |
| 600 л | 1250x800x600 | 2 мм | по запросу | по запросу |
| 700 л | 1250x800x700 | 2 мм | по запросу | по запросу |
| 800 л | 1250x800x800 | 2 мм | по запросу | по запросу |
| 900 л | 1250x900x800 | 2 мм | по запросу | по запросу |
| 1000 л | 1250x1000x800 | 2 мм | по запросу | по запросу |
Изготавливаем емкости из нержавеющей стали на заказ, а также разнообразные емкости как из нержавеющей стали, так и из любых других металлов, любых нестандартных размеров и конфигураций.
Работаем с металлом толщиной: 0,8 мм, 1,0 мм, 1,5 мм, 2,0 мм, 3,0 мм и др.
Используемые марки нержавеющей стали: AISI 304 (08x18n10), AISI 321 (12x18n10t), AISI 430 (08×17), AISI 201 (12x15g9nd), AISI 409 (08×13).
Вы можете ознакомиться с характеристиками этих брендов в разделе «Характеристики»
Цистерны изготавливаются из разных марок стали, но лучшим вариантом является нержавеющая сталь.По объему они 20 л, 30 л, 50 л, 100 л, 200 л. Так же мы можем изготовить емкости для воды из нержавеющей стали на заказ по Вашим индивидуальным размерам и пожеланиям.
Ванна из нержавеющей стали подходит как для горячей, так и для холодной воды. Материал прочный, устойчивый к любым погодным условиям, в том числе к преждевременной коррозии.
Стенки резервуаров обычно тоньше. Этот фактор напрямую влияет на общую массу контейнера, которая в несколько раз меньше аналогов.Меньший вес бака облегчает транспортировку конструкции, а также значительно снижает нагрузку на фундамент бани и печи.
Нержавеющая сталь — довольно пластичный и эстетичный материал. Это дает возможность изготавливать резервуар из нержавеющей стали на заказ по типовым размерам клиента с учетом особенностей ванной комнаты и ее конфигурации.
Преимущества такой продукции:
«Где купить бак из нержавейки в Москве?»
Если вам нужны емкости из нержавеющей стали, вы всегда можете обратиться к специалистам нашей компании. Для изготовления тары используются только лучшие стали марок aisi 201, aisi 304, aisi 430, aisi 409. Этот материал зарекомендовал себя с положительной стороны, отличается надежностью, долговечностью, практически не требует дополнительного ухода.
Предлагаем различные емкости из нержавеющей стали, емкости различных форм и размеров: овальные, прямоугольные, квадратные, с нагревательным элементом.Вы также можете приобрести емкости из нержавеющей стали на заказ по индивидуальным типоразмерам, которые будут изготовлены в оптимальные сроки.
По любым вопросам вы можете обращаться к менеджерам компании. Будем рады ответить на любые вопросы, проконсультировать и помочь в выборе цистерн и тары.
Бак для накопления и хранения жидкостей — бак , нержавеющая сталь это выгодно делать из-за отсутствия угрозы коррозии. Бункеры очень похожи на цистерны — емкости для накопления сыпучих материалов, они испытывают грузы такого же однородного характера. Сделайте резервуар из нержавеющей стали важным для множества индивидуальных проектов — это такие реализации, которые обеспечивают максимальную интеграцию в существующую среду или комнату.
Контейнер из нержавеющей стали
Основным преимуществом резервуара из нержавеющей стали является его устойчивость к коррозии. Это качество важно для емкости любого назначения, потому что cook емкость из нержавеющей стали custom требуется для самых разных целей, например:
Емкости бытовые для холодной и горячей воды, в том числе для ее нагрева
цистерны для топлива и аналогичных жидкостей
емкости для питьевой воды и для нужд пищевой промышленности.
Простой, качественный и надежный резервуар для воды
Важно, чтобы коррозия отсутствовала не только внутри емкости, но и снаружи — емкости из пищевой нержавеющей стали и другие марки такой стали нельзя обрабатывать ни снаружи, ни изнутри. Такой контейнер не требует никакого ухода, кроме простого поддержания чистоты, а срок его эксплуатации практически неограничен.
Какие танки
Емкости для жидкостей отличаются своей вместимостью.Обычно резервуар из нержавеющей стали под заказ особи не делают чрезмерно большими, так как большой резервуар требует расчета на прочность. Емкости объемом 30-40 литров имеют практическое значение, а верхний предел объема определяется потребностями заказчика.
Вот еще несколько характеристик и характеристик, необходимых для заказа резервуара из нержавеющей стали :
Потребность в контакте с пищевыми продуктами
Пожарная опасность — хранение легковоспламеняющихся и легковоспламеняющихся жидкостей
Геометрическая форма и особенности крепежа
Принадлежности и арматура трубопроводов, обслуживание внутренних поверхностей
Дополнительная технологическая нагрузка, например — бак подогреваемый из нержавеющей стали .
Заказчики, не уверенные в правильности назначения параметров резервуара и конструктивных особенностей, могут рассчитывать на нашу помощь — от консультации до организации масштабного проекта. Есть дизайны, которые заказывают очень часто — их можно считать типичными.
Проектирование и производство резервуаров
Любой резервуар из нержавеющей стали для заказа s, после обсуждения его конструкции, делается в следующем порядке:
вырубка заготовок из листовой нержавеющей стали
подготовка заготовок к сборке — обработка кромок, фальцовка (гибка) в необходимых местах), сверление и вырезание отверстий и проемов
Монтаж дополнительных конструкций, например — трубы дымохода в баке водяного отопления
сборка бака под сварку
штуцер с фитингами — отводы труб.
Собранный резервуар проверяется на прочность и герметичность. Большой бак из нержавеющей стали на 500 литров и другие емкости значительного объема подлежат особенно тщательному осмотру. Герметичность также тщательно проверяется при изготовлении топливного бака из нержавеющей стали — для транспортного средства или для стационарного хранения.
Все размеры контролируются, а особенно тщательно — крепежные детали, если они предусмотрены заданием или проектом.Тесты на герметичность проводятся с использованием нескольких методов. Также проверяется качество сварных швов, при необходимости — инструментальным методом.
Изготовление резервуаров из нержавеющей стали на заказ — единственный способ получить именно ту емкость, которая необходима для существующих условий ее эксплуатации.
ГОСТ. Как определить пищевую нержавеющую сталь? Чем отличается пищевая нержавеющая сталь от технической? Пищевая нержавеющая сталь марки
Жарочные поверхности для ресторанов и фаст-фудов, столовых и кафе сегодня широко используются в Москве как альтернатива кухонной сковороде.
Преимущества жарочной поверхности
Перед тем, как купить жарочную поверхность, нужно обратить внимание на параметры, технические характеристики, стоимость и отзывы пользователей. Всю эту информацию можно получить на нашем сайте.
Особенности выбора жарочной поверхности
Материалы и инструменты, уполномоченные автором на создание этой солнечной печи:
1) влагостойкая фанера толщиной около 3 мм
2) металлический лист толщиной 0.5 мм, также подходит для кровли или оцинкованного железа
3) Деревянные бруски 4 для 4 мм
4) несколько досок толщиной 20 мм и общей длинной 400 см
5) узкая стойка для крепления стекла
6) Зеркала
7) термостойкая краска черная
8) Пара стаканов размером 500 на 500 мм
9) Ручки
10) Гвозди, шурупы
11) Лобзик
12) Пила
13) Молоток
14) Шуруповерт
15) ножницы по металлу
16) силиконовый герметик
17) минеральная вата
Рассмотрим процесс изготовления солнечной печи, основные элементы ее проектирования и этапы сборки.
После того, как материалы, необходимые для строительства солнечных печей, были найдены и подготовлены, автор приступил непосредственно к возведению основного каркаса печи.
Для этого из деревянного бруса вырезали 4 стойки. На эти стеллажи с помощью саморезов и гвоздей будет установлена основная часть печи. Стойки делаются попарно: 2 задние стойки длиной 52,6 см и 2 передние 26,7 см.
Разница в длине стеллажа сделана специально для того, чтобы учесть наклон топки, который необходимо, чтобы она подставлялась под солнечные лучи под прямым углом.
Несущие стены каркаса солнечного коллектора были изготовлены из листовой фанеры толщиной 150 см на 150 см. Нижняя часть рамы имеет размеры от 60,5 до 67,5 см и также изготовлена из фанеры.
После этого все части каркаса собираются в единую конструкцию:
Следующим шагом автора стало изготовление стеклянного каркаса, который закроет камеру для подготовки будущей солнечной печи. Каркас был изготовлен из досок длиной 549 мм и шириной 60 мм. Эти доски соединяются между собой, а внутри полученного каркаса устанавливается рейка, на которую будет крепиться стекло.
Чтобы установить собранный каркас, необходимо подготовить площадку на основном каркасе солнечной печи. Своеобразный подрамник также сделан из досок и небольших брусков, так что внутреннее отверстие чуть меньше размера стеклянной рамы. Практически все крепежи изготавливаются с помощью обычных гвоздей.
После этого собранная рама с рельсовой стойкой устанавливается на подготовленную площадку в несущую раму солнечной печи.
Тогда автор приступил к изготовлению фотоаппарата для приготовления еды. Его автор решил сделать из металлического листа толщиной 0,5 мм. Лист промаркировали, а затем сделали надрезы таким образом, чтобы при изгибе получился своеобразный ящик, который затем гвоздями крепится в каркас солнечной печи.
Затем ножницами вырезают металлическую деталь по металлу, где будет происходить нагрев. Для бортиков делаются надрезы, делается загиб, и лист вставляется в будущую печь и закрепляется.Именно в этом металлическом ящике будет готовиться еда.
Для повышения эффективности нагрева и повышения температуры внутри камеры внутренняя поверхность металлического бокса окрашена черной термостойкой краской.
Затем автор вырезал стекло, которое впоследствии закрепилось на раме с помощью силиконового герметика. На верхней рамке бруса, на которой закреплено стекло, были установлены петли. К этим петлям будет крепиться крышка солнечной печи. Сама крышка вырезана из фанерного листа, так что при закрытии полностью защищает стекло солнечной печи.Зеркала крепились с внутренней стороны крышки.
Чтобы было удобно открывать крышку зеркала и штангу со стеклом, автор решил прикрепить к ним обычные ручки
Это самый популярный материал, из которого тара и посуда контактируют с пищевыми продуктами. Нержавеющая сталь отличается хорошими антикоррозийными свойствами, прочностью и малым весом. Однако следует учитывать, что этот материал не всегда устойчив к агрессивным средам, и в этом случае применяются специальные пищевые рецептуры.
Конечно, хранить продукты лучше всего в стальной или стеклянной посуде, поскольку популярный сегодня пенпропилен не отвечает всем необходимым требованиям. К тому же срок его службы намного меньше, чем у изделий из стали.
Многих интересует, как отличить пищевую нержавеющую сталь от материала, непригодного для хранения продуктов? Чтобы ответить на этот вопрос, стоит рассмотреть плюсы, особенности и классификацию этого металла.
Преимущества пищевой нержавеющей стали
Если говорить о плюсах пищевой нержавеющей стали, то стоит выделить:
К тому же давно доказано, что вместо сковороды с антипригарным покрытием гораздо полезнее использовать посуду из пищевой нержавеющей стали. Из этого же материала изготавливаются лучшие варочные плиты и поверхности холодильника.
Какая нержавеющая сталь считается пищевой
Для хранения и приготовления пищи подходит высоколегированный металл, в состав которого входит 25% хрома. Именно благодаря этому химическому элементу сплавы славятся своими антикоррозийными характеристиками.В случае попадания агрессивной среды на металлическую поверхность образуется специальная защитная пленка. Благодаря этому поверхностному слою металл не ржавеет.
Кроме того, в пищевую нержавеющую сталь добавляют титан, молибден, никель и другие химические компоненты, которые дополнительно повышают антикоррозионные свойства материала.
ГОСТ и марка нержавеющей стали
Если говорить о государственных стандартах, то они не регистрируют правила, касающиеся нержавеющей стали.Поэтому специалисты затрудняются ответить, какой материал рекомендуется использовать в пищевой промышленности. В свою очередь производители этого нержавеющего металла отвечают, что независимо от марки он подходит для пищевых продуктов.
Неужели в стандартах ничего не сказано о пищевой нержавейке? ГОСТ 5632-72 — это, пожалуй, ближайший нормативный документ, который можно использовать при выборе лучшего сплава для применения в быту. Этот госстандарт относится к маркам и коррозионным веществам и учитывает эту классификацию.
08x18n10
Под этой маркой производится нержавеющая аустенитная коррозионно-стойкая сталь. Европейский аналог — этот материал немагнитный. Он используется во всех промышленных и коммерческих отраслях.
Этот материал отличается невысокой ценой и хорошим качеством. Его часто используют в пищевой промышленности, но только при условии, что металл не будет контактировать с растворами каустической соды или сульфаминов.
12x18N10T.
Европейский аналог этой марки — AISI 321.Эта жаропрочная сталь также немагнитна. Нержавеющая сталь этой марки часто используется при изготовлении элементов арматуры топки, теплообменников и коллекторов вытяжной системы. Все дело в том, что эта сталь подходит для использования при высоких температурах от 600 до 800 градусов.
08×13.
Европейский аналог этого материала — AISI 409. Эта сталь широко используется в производстве кухонной утвари и столовых приборов. Такая пищевая нержавеющая сталь чаще всего встречается в магазинах.Такая популярность была получена благодаря высокой степени адгезии и способности адаптироваться к различным условиям эксплуатации.
Эта посуда может быть более смелой или хранить в ней продукты в морозильной камере.
20×13-40×13
Сталь данного типа относится к категории композиционных материалов, поэтому ее часто используют при изготовлении бытовых и промышленных моек, а также для производства посуды для гигиенической или термической обработки пищевых продуктов. Европейский аналог этой марки — AISI 420.Если на посуде есть одна из таких этикеток, ее можно смело покупать для использования в быту. Эта нержавеющая сталь не ржавеет, хорошо переносит резкое изменение температуры, а также является довольно пластичным и износостойким материалом.
12×13
В Европе этот материал производится с маркировкой AISI 410. Сталь этого типа часто используется при производстве оборудования для виноделия, пищевой промышленности и производства спирта. Кроме того, этот материал отличается повышенной термостойкостью в условиях малоагрессивной среды.
08×17
В Европе эта сталь производится под маркой, такая нержавеющая сталь незаменима, если пища в посуде подвергается термическому воздействию, этот вид отличается высочайшей прочностью. Однако этот материал быстро деформируется в условиях серной среды. При этом нержавеющая сталь не ржавеет и выдерживает механические нагрузки. Из этого материала рекомендуется покупать сковороду, так как 08х17 отличается высоким коэффициентом теплопроводности.
Все остальные материалы используются в особых условиях, их стоимость намного выше. Однако не всю нержавеющую сталь можно безопасно использовать для приготовления и хранения продуктов. Чтобы не понимать, чем пищевая нержавеющая сталь отличается от технической, гораздо проще прочитать несколько полезных рекомендаций. Они позволят быстро определить, подходит ли этот материал в пищу. Полезно знать каждому потребителю, который беспокоится о своем здоровье.
Как отличить пищевую нержавеющую сталь от технической?
Для определения состава антикоррозионного сплава, а также возможности его использования в быту можно написать марки, которые были указаны выше.Если такая маркировка есть на посуде, она подходит для приготовления и хранения продуктов.
Но иногда бывает, что на наших глазах материал неизвестной марки, и продавец агрессивно заявляет, что этот сплав абсолютно экологичен и не может навредить человеку. В этом случае достаточно поместить металл в 2-процентный раствор уксусной кислоты и дождаться реакции. Если оттенок материала изменился, он стал темным, то его лучше не использовать. Неизменность цвета говорит о том, что нержавеющая сталь действительно пищевая.Его можно использовать.
Есть еще один метод, который часто используют потребители, читая информацию о том, как определить пищевую нержавеющую сталь. Для этого используют магнит. Но стоит понимать, что этот метод совершенно неактивен, так как нержавеющая сталь магнитная и нерентабельная. Соответственно, использование магнита не поможет определить, можно ли использовать материал для еды.
Чтобы выбрать лучший металл, стоит изучить информацию о товаре и запросить у продавца сопроводительные документы.Любая посуда должна быть приготовлена в соответствии с определенными стандартами и требованиями. Если на товаре нет маркировки, то от этого продукта лучше отказаться. В противном случае можно купить солидную и опасную для здоровья человека посуду.
Использование: дома для приготовления пищи на пару. Изобретение: набор металлической посуды состоит из металлического корпуса с крышкой и вставкой, толщина стенок всего набора 1,5 — 2 мм. Вкладыш выполнен в виде совмещения в одном предмете и сковороде с перфорацией в верхней половине боковой стенки с интервалом 10 мм между отверстиями диаметром 3 мм.Количество рядов отверстий может варьироваться в зависимости от высоты вкладыша. 3 ил.
Предлагаемое устройство представляет собой набор металлической посуды из трех предметов. Предназначен для приготовления блюд: мяса, рыбы, овощей, пельменей. Набор штампов из металлического листа толщиной 1,5-2,0 мм, из алюминия, нержавеющей стали. Изобретение поясняется чертежом, где на фиг. 1 изображает противень с плоским дном и ручками для мякоти, на фиг. 2 — крышка с ручкой для мякоти; ИНЖИР. 3 — вкладыш-плоскодонная коническая чаша с опорной стойкой, изогнутой на 90 o относительно вертикальной оси.В верхней половине боковой стенки делают 6 рядов отверстий диаметром 3 мм, интервал 10 мм. Лунки 2, 4, 6 рядов смещают по горизонтали на 5 мм относительно 1-го ряда. Размеры комплекта обусловлены размером диаметра бытовой электроплиты. Размер внешнего диаметра сковороды зависит от диаметра конфорки. В зависимости от размера конфорок комплект может быть изготовлен в нескольких модификациях. Конструкция конструкции заключается в совмещении сковороды с дуршлагом, т.е.е. Два предмета в одном. Гильза (рис. 3) выполнена в виде проточной чаши изогнутой, изогнутой на 90 o относительно вертикальной оси. В верхней половине боковой стенки на высоте 15-20 мм сделана перфорация: 6 рядов отверстий диаметром 3 мм с интервалом 10 мм. Причем 2, 4, 6 ряды высверливаются со смещением 5 мм по горизонтали относительно 1-го ряда. Принцип работы. На дно кастрюли наливают воду, доводят ее до кипения. Вкладыши-вкладыши с едой вставляются в кастрюлю, закрываются крышкой, подогреваются.Пары, войдя через отверстия, доводят еду до готовности. В комплекте предусмотрено приготовление пищи паровым способом, при котором калории не перевариваются в воде, а остаются на дне вкладыша, чем качество и вкус еды. Равномерное пропускание пара через шесть рядов отверстий ускоряет готовку по сравнению со жаркой на сковороде на 1/4. Набор состоит из трех предметов, прост в использовании, легко компонуется, легко чистится. Его можно изготовить из дешевых материалов, например, из алюминия, по разработанным технологиям.В результате может быть серийный, что обеспечивает невысокую стоимость изготовления. По сравнению с аналогом (Патент США № 3141455, 1984 г.) комплект более подвесной и технологичный.
Претензия
Набор посуды металлической для приготовления на пару, состоящий из металлического корпуса с крышкой и вкладыша, отличающийся тем, что толщина стенок всего набора составляет 1,5 — 2 мм, вкладыш выполнен в виде совмещения в одном объекте река и сковорода с перфорацией в верхней половине Боковая стенка с интервалом 10 мм между отверстиями диаметром 3 мм, количество рядов отверстий может меняться в зависимости от высоты лайнер.
Набор металлической посуды для приготовления еды на двоих. Пищевая нержавеющая сталь: ГОСТ
. Материалы и инструменты, разрешившие автору создать эту солнечную печь:
1) влагостойкая фанера толщиной около 3 мм
2) металлический лист толщиной 0,5 мм, также может подходить для кровли или оцинкованного железа
3) Деревянные бруски 4 на 4 мм
4) несколько досок толщиной 20 мм и общей длинной 400 см
5) узкая стойка для крепления стекла
6) Зеркала
7) термостойкая краска черная
8) Пара стекол размером 500 на 500 мм
9) Ручки
10) Гвозди, шурупы
11) Лобзик
12) Пила
13) Молоток
14) Шуруповерт
15) ножницы по металлу
16) силиконовый герметик
17) минеральная вата
Рассмотрим процесс изготовления солнечной печи, основные элементы ее проектирования и этапы сборки.
После того, как материалы, необходимые для строительства солнечных печей, были найдены и подготовлены, автор приступил непосредственно к возведению основного каркаса печи.
Для этого из деревянного бруса вырезали 4 стойки. На эти стеллажи с помощью саморезов и гвоздей будет установлена основная часть печи. Стойки делаются попарно: 2 задние стойки длиной 52,6 см и 2 передние 26,7 см.
Разница в длине стеллажа сделана специально для того, чтобы учесть наклон топки, который необходимо, чтобы она подставлялась под солнечные лучи под прямым углом.
Несущие стены каркаса солнечного коллектора были изготовлены из листовой фанеры толщиной 150 см на 150 см. Нижняя часть рамы имеет размеры от 60,5 до 67,5 см и также изготовлена из фанеры.
После этого все части каркаса собираются в единую конструкцию:
Следующим шагом автора стало изготовление стеклянного каркаса, который закроет камеру для подготовки будущей солнечной печи. Каркас был изготовлен из досок длиной 549 мм и шириной 60 мм. Эти доски соединяются между собой, а внутри полученного каркаса устанавливается рейка, на которую будет крепиться стекло.
Чтобы установить собранный каркас, необходимо подготовить площадку на основном каркасе солнечной печи. Своеобразный подрамник также сделан из досок и небольших брусков, так что внутреннее отверстие чуть меньше размера стеклянной рамы. Практически все крепежи изготавливаются с помощью обычных гвоздей.
После этого собранная рама с рельсовой стойкой устанавливается на подготовленную площадку в несущую раму солнечной печи.
Тогда автор приступил к изготовлению фотоаппарата для приготовления еды. Его автор решил сделать из металлического листа толщиной 0,5 мм. Лист промаркировали, а затем сделали надрезы таким образом, чтобы при изгибе получился своеобразный ящик, который затем гвоздями крепится в каркас солнечной печи.
Затем ножницами вырезают металлическую деталь по металлу, где будет происходить нагрев. Для бортиков делаются надрезы, делается загиб, и лист вставляется в будущую печь и закрепляется.Именно в этом металлическом ящике будет готовиться еда.
Для повышения эффективности нагрева и повышения температуры внутри камеры внутренняя поверхность металлического бокса окрашена черной термостойкой краской.
Затем автор вырезал стекло, которое впоследствии закрепилось на раме с помощью силиконового герметика. На верхней рамке бруса, на которой закреплено стекло, были установлены петли. К этим петлям будет крепиться крышка солнечной печи. Сама крышка вырезана из фанерного листа, так что при закрытии полностью защищает стекло солнечной печи.Зеркала крепились с внутренней стороны крышки.
Чтобы было удобно открывать крышку зеркала и штангу со стеклом, автор решил прикрепить к ним обычные ручки
Это самый популярный материал, из которого тара и посуда контактируют с пищевыми продуктами. Нержавеющая сталь отличается хорошими антикоррозийными свойствами, прочностью и малым весом. Однако следует учитывать, что этот материал не всегда устойчив к агрессивным средам, и в этом случае применяются специальные пищевые рецептуры.
Конечно, хранить продукты лучше всего в стальной или стеклянной посуде, поскольку популярный сегодня пенпропилен не отвечает всем необходимым требованиям. К тому же срок его службы намного меньше, чем у изделий из стали.
Многих интересует, как отличить пищевую нержавеющую сталь от материала, непригодного для хранения продуктов? Чтобы ответить на этот вопрос, стоит рассмотреть плюсы, особенности и классификацию этого металла.
Преимущества пищевой нержавеющей стали
Если говорить о плюсах пищевой нержавеющей стали, то стоит выделить:
К тому же давно доказано, что вместо сковороды с антипригарным покрытием гораздо полезнее использовать посуду из пищевой нержавеющей стали. Из этого же материала изготавливаются лучшие варочные плиты и поверхности холодильника.
Какая нержавеющая сталь считается пищевой
Для хранения и приготовления пищи подходит высоколегированный металл, в состав которого входит 25% хрома. Именно благодаря этому химическому элементу сплавы славятся своими антикоррозийными характеристиками.В случае попадания агрессивной среды на металлическую поверхность образуется специальная защитная пленка. Благодаря этому поверхностному слою металл не ржавеет.
Кроме того, в пищевую нержавеющую сталь добавляют титан, молибден, никель и другие химические компоненты, которые дополнительно повышают антикоррозионные свойства материала.
ГОСТ и марка нержавеющей стали
Если говорить о государственных стандартах, то они не регистрируют правила, касающиеся нержавеющей стали.Поэтому специалисты затрудняются ответить, какой материал рекомендуется использовать в пищевой промышленности. В свою очередь производители этого нержавеющего металла отвечают, что независимо от марки он подходит для пищевых продуктов.
Неужели в стандартах ничего не сказано о пищевой нержавейке? ГОСТ 5632-72 — это, пожалуй, ближайший нормативный документ, который можно использовать при выборе лучшего сплава для применения в быту. Этот госстандарт относится к маркам и коррозионным веществам и учитывает эту классификацию.
08x18n10
Под этой маркой производится нержавеющая аустенитная коррозионно-стойкая сталь. Европейский аналог — этот материал немагнитный. Он используется во всех промышленных и коммерческих отраслях.
Этот материал отличается невысокой ценой и хорошим качеством. Его часто используют в пищевой промышленности, но только при условии, что металл не будет контактировать с растворами каустической соды или сульфаминов.
12x18N10T.
Европейский аналог этой марки — AISI 321.Эта жаропрочная сталь также немагнитна. Нержавеющая сталь этой марки часто используется при изготовлении элементов арматуры топки, теплообменников и коллекторов вытяжной системы. Все дело в том, что эта сталь подходит для использования при высоких температурах от 600 до 800 градусов.
08×13.
Европейский аналог этого материала — AISI 409. Эта сталь широко используется в производстве кухонной утвари и столовых приборов. Такая пищевая нержавеющая сталь чаще всего встречается в магазинах.Такая популярность была получена благодаря высокой степени адгезии и способности адаптироваться к различным условиям эксплуатации.
Эта посуда может быть более смелой или хранить в ней продукты в морозильной камере.
20×13-40×13
Сталь данного типа относится к категории композиционных материалов, поэтому ее часто используют при изготовлении бытовых и промышленных моек, а также для производства посуды для гигиенической или термической обработки пищевых продуктов. Европейский аналог этой марки — AISI 420.Если на посуде есть одна из таких этикеток, ее можно смело покупать для использования в быту. Эта нержавеющая сталь не ржавеет, хорошо переносит резкое изменение температуры, а также является довольно пластичным и износостойким материалом.
12×13
В Европе этот материал производится с маркировкой AISI 410. Сталь этого типа часто используется при производстве оборудования для виноделия, пищевой промышленности и производства спирта. Кроме того, этот материал отличается повышенной термостойкостью в условиях малоагрессивной среды.
08×17
В Европе эта сталь производится под маркой, такая нержавеющая сталь незаменима, если пища в посуде подвергается термическому воздействию, этот вид отличается высочайшей прочностью. Однако этот материал быстро деформируется в условиях серной среды. При этом нержавеющая сталь не ржавеет и выдерживает механические нагрузки. Из этого материала рекомендуется покупать сковороду, так как 08х17 отличается высоким коэффициентом теплопроводности.
Все остальные материалы используются в особых условиях, их стоимость намного выше. Однако не всю нержавеющую сталь можно безопасно использовать для приготовления и хранения продуктов. Чтобы не понимать, чем пищевая нержавеющая сталь отличается от технической, гораздо проще прочитать несколько полезных рекомендаций. Они позволят быстро определить, подходит ли этот материал в пищу. Полезно знать каждому потребителю, который беспокоится о своем здоровье.
Как отличить пищевую нержавеющую сталь от технической?
Для определения состава антикоррозионного сплава, а также возможности его использования в быту можно написать марки, которые были указаны выше.Если такая маркировка есть на посуде, она подходит для приготовления и хранения продуктов.
Но иногда бывает, что на наших глазах материал неизвестной марки, и продавец агрессивно заявляет, что этот сплав абсолютно экологичен и не может навредить человеку. В этом случае достаточно поместить металл в 2-процентный раствор уксусной кислоты и дождаться реакции. Если оттенок материала изменился, он стал темным, то его лучше не использовать. Неизменность цвета говорит о том, что нержавеющая сталь действительно пищевая.Его можно использовать.
Есть еще один метод, который часто используют потребители, читая информацию о том, как определить пищевую нержавеющую сталь. Для этого используют магнит. Но стоит понимать, что этот метод совершенно неактивен, так как нержавеющая сталь магнитная и нерентабельная. Соответственно, использование магнита не поможет определить, можно ли использовать материал для еды.
Чтобы выбрать лучший металл, стоит изучить информацию о товаре и запросить у продавца сопроводительные документы.Любая посуда должна быть приготовлена в соответствии с определенными стандартами и требованиями. Если на товаре нет маркировки, то от этого продукта лучше отказаться. В противном случае можно купить солидную и опасную для здоровья человека посуду.
Использование: дома для приготовления пищи на пару. Изобретение: набор металлической посуды состоит из металлического корпуса с крышкой и вставкой, толщина стенок всего набора 1,5 — 2 мм. Вкладыш выполнен в виде совмещения в одном предмете и сковороде с перфорацией в верхней половине боковой стенки с интервалом 10 мм между отверстиями диаметром 3 мм.Количество рядов отверстий может варьироваться в зависимости от высоты вкладыша. 3 ил.
Предлагаемое устройство представляет собой набор металлической посуды из трех предметов. Предназначен для приготовления блюд: мяса, рыбы, овощей, пельменей. Набор штампов из металлического листа толщиной 1,5-2,0 мм, из алюминия, нержавеющей стали. Изобретение поясняется чертежом, где на фиг. 1 изображает противень с плоским дном и ручками для мякоти, на фиг. 2 — крышка с ручкой для мякоти; ИНЖИР. 3 — вкладыш-плоскодонная коническая чаша с опорной стойкой, изогнутой на 90 o относительно вертикальной оси.В верхней половине боковой стенки делают 6 рядов отверстий диаметром 3 мм, интервал 10 мм. Лунки 2, 4, 6 рядов смещают по горизонтали на 5 мм относительно 1-го ряда. Размеры комплекта обусловлены размером диаметра бытовой электроплиты. Размер внешнего диаметра сковороды зависит от диаметра конфорки. В зависимости от размера конфорок комплект может быть изготовлен в нескольких модификациях. Конструкция конструкции заключается в совмещении сковороды с дуршлагом, т.е.е. Два предмета в одном. Гильза (рис. 3) выполнена в виде проточной чаши изогнутой, изогнутой на 90 o относительно вертикальной оси. В верхней половине боковой стенки на высоте 15-20 мм сделана перфорация: 6 рядов отверстий диаметром 3 мм с интервалом 10 мм. Причем 2, 4, 6 ряды высверливаются со смещением 5 мм по горизонтали относительно 1-го ряда. Принцип работы. На дно кастрюли наливают воду, доводят ее до кипения. Вкладыши-вкладыши с едой вставляются в кастрюлю, закрываются крышкой, подогреваются.Пары, войдя через отверстия, доводят еду до готовности. В комплекте предусмотрено приготовление пищи паровым способом, при котором калории не перевариваются в воде, а остаются на дне вкладыша, чем качество и вкус еды. Равномерное пропускание пара через шесть рядов отверстий ускоряет готовку по сравнению со жаркой на сковороде на 1/4. Набор состоит из трех предметов, прост в использовании, легко компонуется, легко чистится. Его можно изготовить из дешевых материалов, например, из алюминия, по разработанным технологиям.В результате может быть серийный, что обеспечивает невысокую стоимость изготовления. По сравнению с аналогом (Патент США № 3141455, 1984 г.) комплект более подвесной и технологичный.
Претензия
Набор посуды металлической для приготовления на пару, состоящий из металлического корпуса с крышкой и вкладыша, отличающийся тем, что толщина стенок всего набора составляет 1,5 — 2 мм, вкладыш выполнен в виде совмещения в одном объекте река и сковорода с перфорацией в верхней половине Боковая стенка с интервалом 10 мм между отверстиями диаметром 3 мм, количество рядов отверстий может меняться в зависимости от высоты лайнер.
Каждая хозяйка хотела бы, чтобы на ее кухне было все необходимое для приятного и комфортного процесса приготовления пищи. В специализированных магазинах продается посуда на любой случай. Однако, выбирая, например, противень, нужно учитывать некоторые правила.
Виды нот
Для того, чтобы вы могли готовить разнообразные торты, запеченные блюда и многое другое, очень важно иметь в арсенале качественный противень в духовке. Этот универсальный предмет поможет приготовить огромное количество лакомств для всей семьи.Стоит отметить, что блюда из духовки относятся к здоровой пище, поэтому форма для запекания должна быть в каждом доме. Современные медсестры для духовок оснащены антипригарным слоем, что значительно упрощает процесс готовки и расходуется совсем немного масла.
В магазине можно найти огромное количество разных видов противней:
Силиконовые формы
Настоящим открытием для кулинарии стал силиконовый противень с массой неоспоримых достоинств:
Запекание в таких формах не пригорает, хорошо вытягивается.Силиконовый антиоксидант можно использовать в микроволновых печах или духовках. Их легко мыть и удобно хранить. Даже после длительного использования ваша лепка не закипит у посторонних, поэтому ее можно использовать для запекания сладких и соленых блюд. Однако стоит отметить, что мягкость силиконовой формы можно отнести к недостаткам, ведь если она будет заполнена жидким тестом, то перенести в духовку будет проблематично. Производители позаботились об этом и некоторые модели уже имеют металлический каркас.
Стеклянный противень
Многие хозяйки считают самым безопасным, удобным и эстетичным кухонный противень для стеклянных духовок.Благодаря прозрачности продукта можно наблюдать за процессом запекания. Стакан не придает еде посторонних запахов или привкусов, долго сохраняет температуру готового блюда. Вы можете купить форму овальной, круглой или прямоугольной формы с крышкой без нее. Если вы приобрели такую модель, то перед тем, как поставить противень в духовку, рекомендуется его прогреть. В противном случае форма может потрескаться, ведь стекло плохо переносит перепады температур.
Чугун
Особенностью этого антивируса является уникальная долговечность, ведь у некоторых владельцев есть такой предмет, который достался от бабушки.При этом отлично используется и не теряет своих качественных и эксплуатационных характеристик. Среди недостатков этого вида можно отметить значительный вес. К тому же изделие очень хрупкое, поэтому с обратным следует быть осторожнее, чтобы не сломаться.
Керамика
Особенность данной модели — уникальные «дышащие» стены. Это позволяет запекать разные продукты, сохраняя при этом все полезные свойства, ведь еда в духовке будет томиться, а не вариться.Керамика при нагревании не выделяет вредных веществ, что все же является одним из достоинств модели. Среди недостатков керамической балки — пористость материала, которая может привести к разрушению формы из-за попадания жидкости в щель. Стирать такую простыню предсказуемо: надо побороться с моющим средством.
Алюминий
Эта форма отлично проводит тепло, благодаря чему сокращается время приготовления. Небольшой вес посуды — еще один плюс, благодаря которому можно готовить выпечку и брать ее с собой в гости.Алюминиевый противень для духовки идеален для вас, если вы решили печь печенье, корзины, тарталетки или пирожные. Для выпечки объемных пирогов необходимо другое устройство.
Из углеродистой стали
Выбор в пользу стальной емкости стоит делать тем, кто планирует регулярно использовать противень с духовкой. Это самый популярный и дешевый вариант, с помощью которого можно приготовить самые разнообразные блюда. Легко использовать стальной жаропрочный лист. Хорошо чистит, не меняет запах и вкус посуды, экономит ваше время.Однако важно выбрать прочный металл, который не гнется.
Как выбрать противень и запекание в духовке
Выбирая в магазине противень для духовки, рекомендуется обратить внимание на следующие моменты:
Где купить и сколько стоит
Самый бюджетный вариант — духовка в духовке — это модель из алюминия. Стоимость такого устройства начинается от 300 рублей. Модели из углеродистой стали в зависимости от размера, наличия чехла или силиконовых ручек стоят от 400 до 1500 рублей.