Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
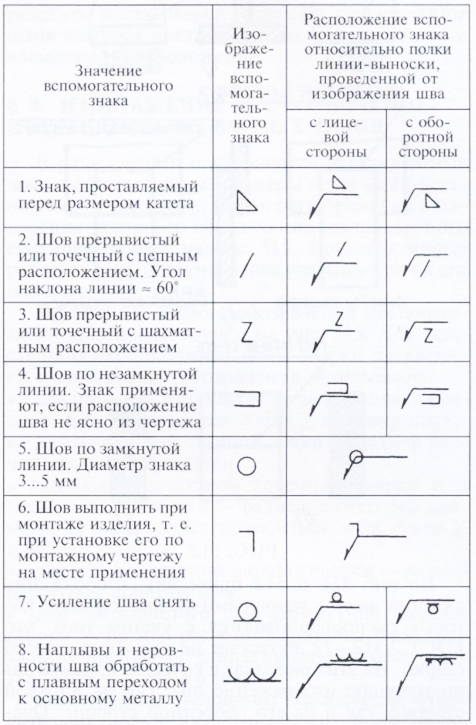
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто.
А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
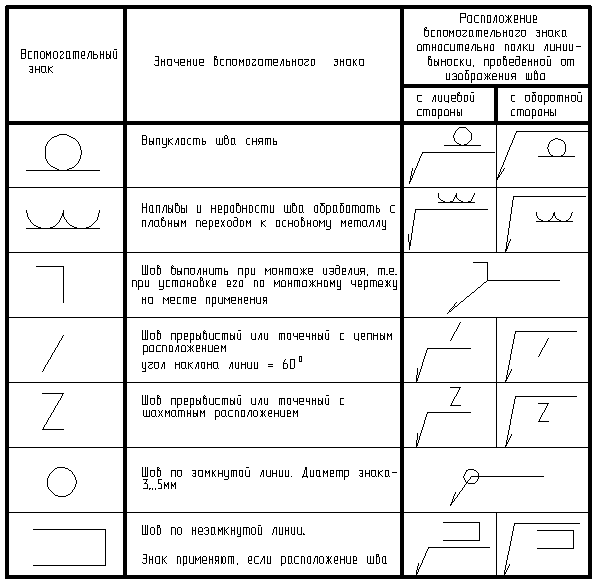
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.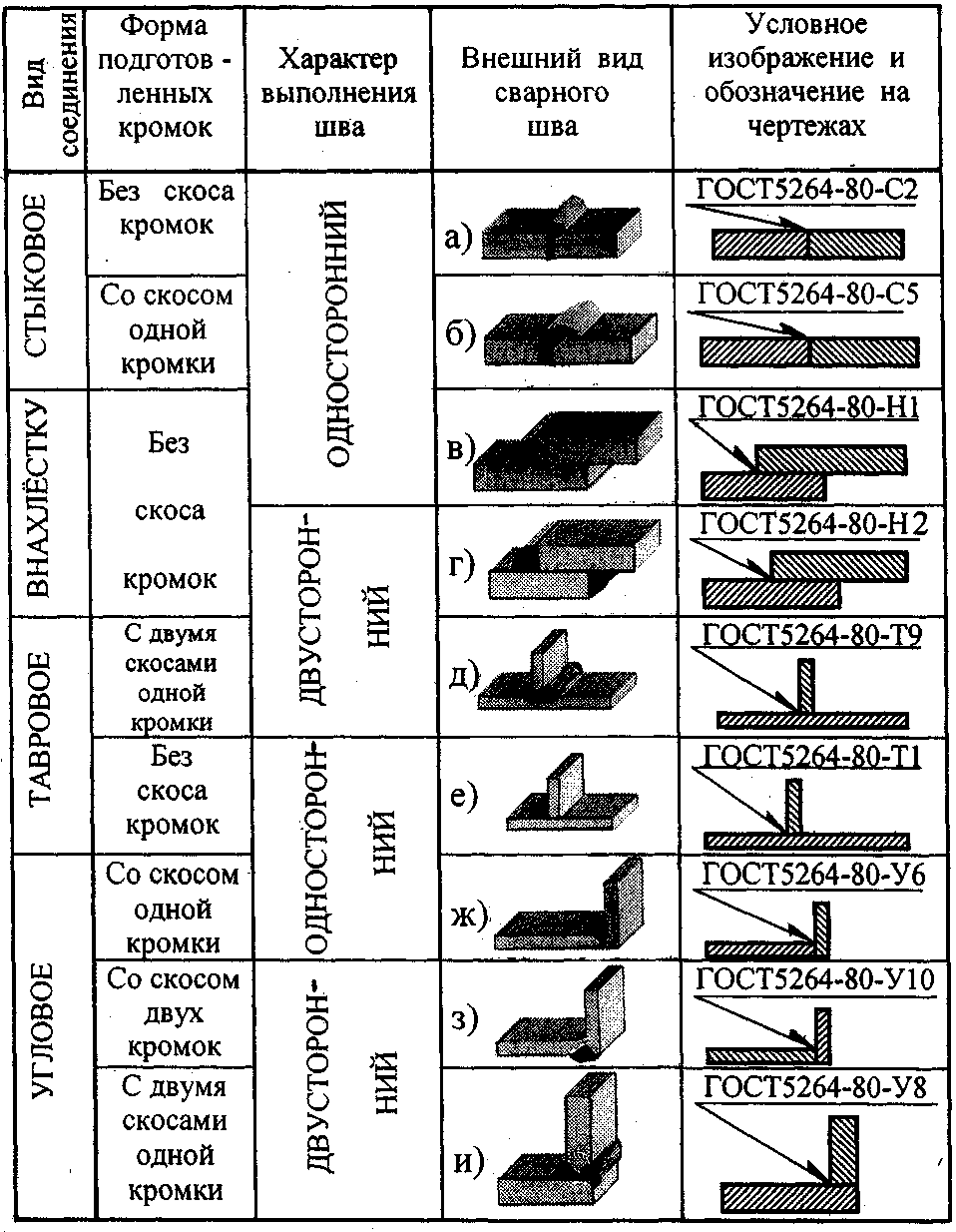
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок д
Практическая работа №4 и №5 по МДК.01.01. Изучение условных обозначений сварных швов на чертежах. Расшифровка условных обозначений сварных швов
Практическая работа №4 и №5
Тема: Изучение условных обозначений сварных швов на чертежах и чтение сварных швов и технологической документации электрогазосварщика.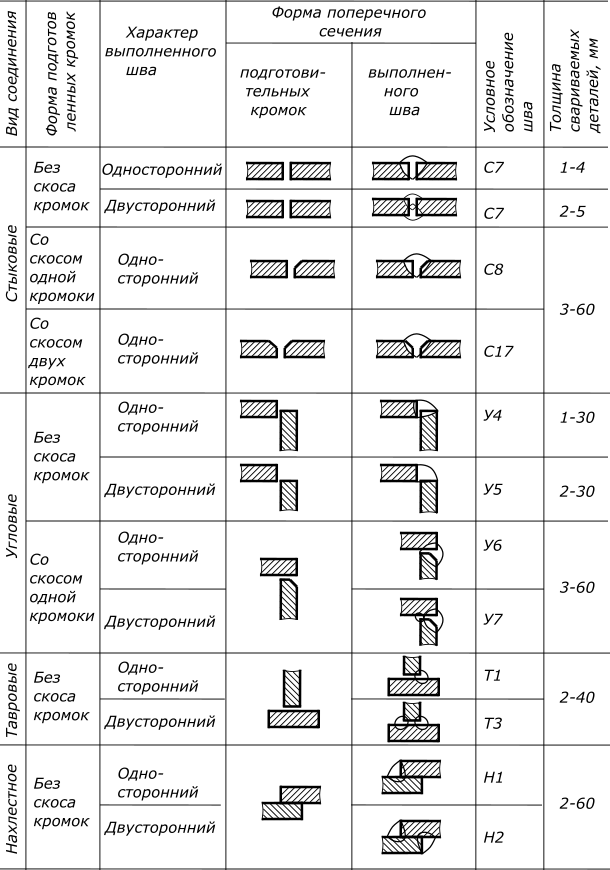
Расшифровка условных обозначений сварных швов по карточкам
Цель работы: Научиться читать изображения сварных соединений и швов на чертежах. Расшифровка условных обозначений сварных швов по карточкам
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Чтение сборочного чертежа
Определение на чертеже сварных швов, составление спецификации сварных швов.
Расшифровка условных обозначений сварных швов по карточкам
Ответить на контрольные вопросы.
Теоретические сведения
Согласно Единой системе конструкторской документации, изображения и обозначения швов сварных соединений в конструкторских документах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Обозначение сварки выполняется наклонной линией с односторонней стрелкой, а характеристика шва, способ сварки и прочее указывается над или под горизонтальной полкой, которая смыкается с наклонной линией. Односторонняя стрелка указывает место шва.
Обозначение сварки выполняется наклонной линией с односторонней стрелкой, а характеристика шва, способ сварки и прочее указывается над или под горизонтальной полкой, которая смыкается с наклонной линией. Односторонняя стрелка указывает место шва.
Условное изображение видимого шва: независимо от способа сварки видимый шов сварного соединения условно изображают сплошной основной линией.
Невидимого шва: независимо от способа сварки невидимый шов сварного соединения условно изображают штриховой линией.
Одиночной сварной точки: видимую одиночную сварную точку условно изображают знаком «+», который выполняют сплошными линиями. Невидимые одиночные точки не изображают.
Сечения многопроходного шва: при изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их обозначают прописными буквами русского алфавита.
Нестандартного шва: для нестандартного шва указывают размеры конструктивных элементов, необходимых для его выполнения (рис. 5). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
5). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Для обозначения сварных швов используют также вспомогательные знаки. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Примечание:
За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения шва
ГОСТ 2.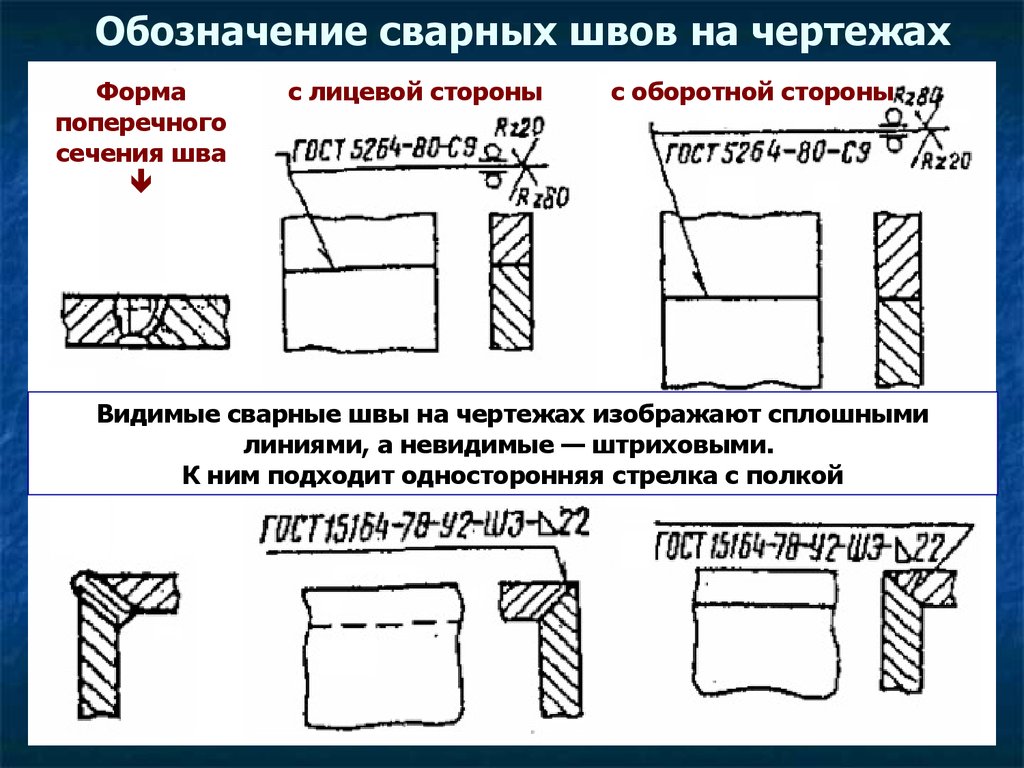 312-72 «Условные изображения и обозначения швов сварных соединений» устанавливает ряд требований и обозначений стандартных и нестандартных швов и одиночных сварных точек. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва.
312-72 «Условные изображения и обозначения швов сварных соединений» устанавливает ряд требований и обозначений стандартных и нестандартных швов и одиночных сварных точек. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва.
Стандарты регламентирующие конструктивные элементы
Конструктивные элементы сварных соединений и размеры швов для различных видов сварки регламентированы соответствующими стандартами:
ГОСТ 8713-79 «Сварка под флюсом.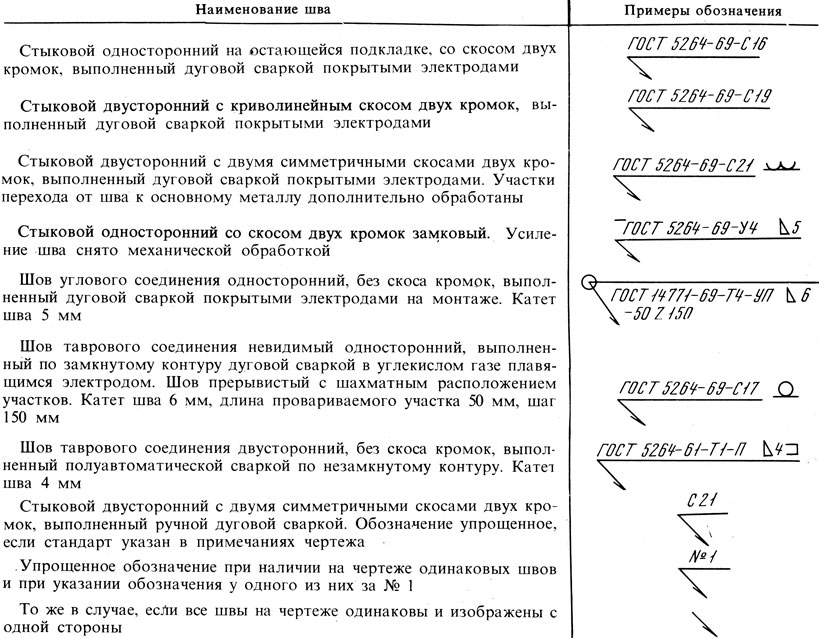 Соединения сварные»;
Соединения сварные»;
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»;
ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно-никелевого сплава»;
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»;
ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения сварного шва и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают буквенно-цифровые обозначения.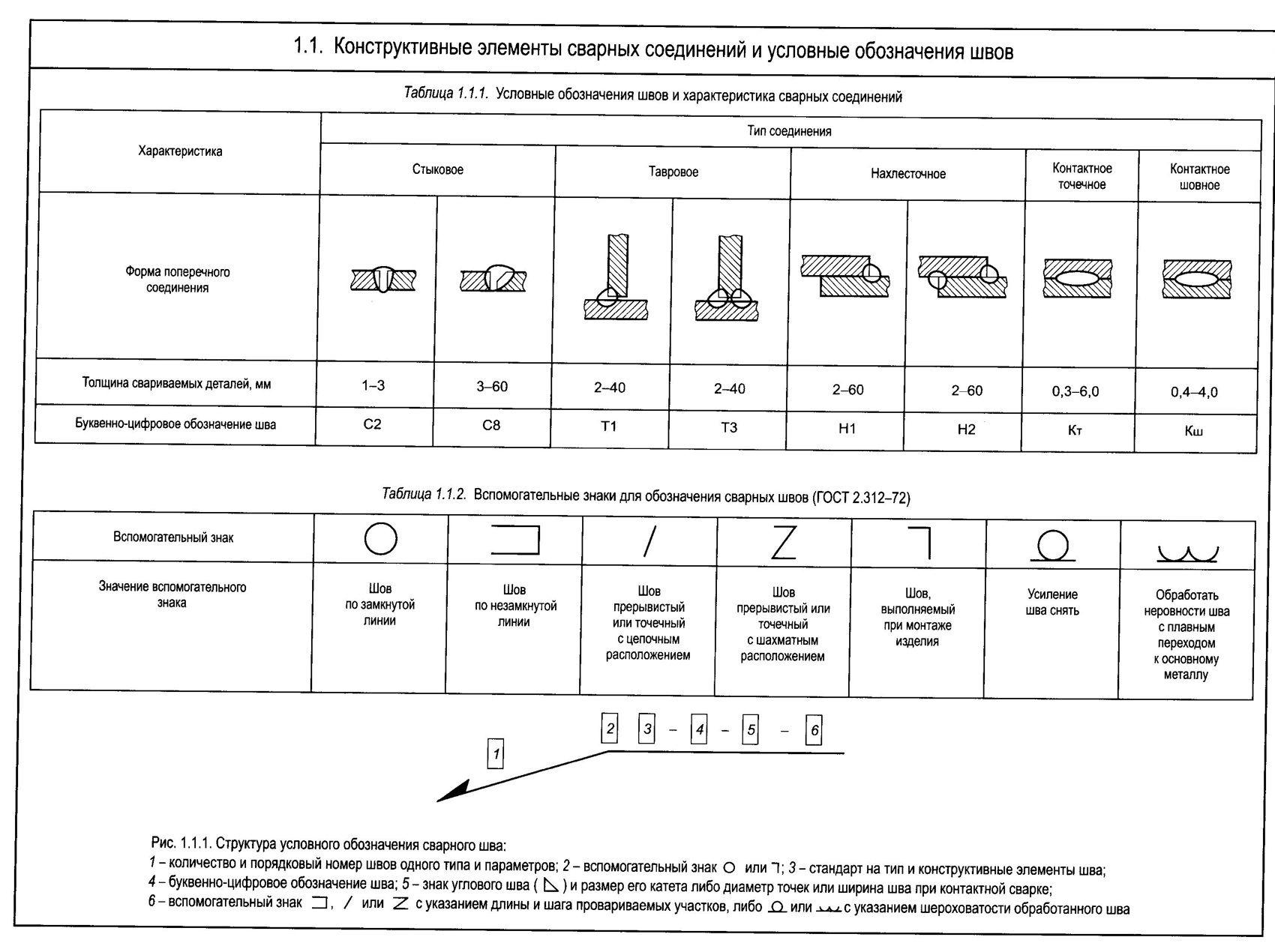
Буквенная часть указывает на вид сварного соединения:
С – стыковое;
У – угловое;
Т – тавровое;
Н – нахлесточное.
Цифры отражают порядковый номер типа шва в конкретном стандарте.
Также используют условные обозначения основных способов сварки:
Р – ручная дуговая сварка;
ЭЛ – электронно-лучевая сварка;
Ф – дуговая сварка под слоем флюса;
ПЛ – плазменная и микроплазменная сварка;
УП – сварка в активном газе плавящимся электродом;
И – сварка в инертных газах;
ИП – сварка в инертном газе плавящимся электродом;
ИН – сварка в инертном газе неплавящимся электродом;
Г – газовая сварка;
Ш – электрошлаковая сварка.
Структура обозначения сварного шва
Условное обозначение видимых и невидимых швов
Условное обозначение сварного шва:
Согласно изображению:
№1 — Обозначение стандарта на типы и конструктивные элементы швов сварных
соединений.
№2 — Буквенно-цифровое обозначение, ГОСТ.
№3 — Стандарт или тип, условный графический знак.
№4 — Размер швов в сечении, длина катета.
№5 — Знак углового шва с указанием длины участка.
№6— Вспомогательный знак.
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
основные и вспомогательные знаки указываются сплошными тонкими линиями;
знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме
Вспомогательные знаки
.
Обозначение сварных швов на чертежах — виды швов и соединений
При строительстве зданий или сооружении конструкций проектировщик должен обеспечить соблюдение прочности и объяснить последовательность и технологию соединения металлических элементов. Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Стандарты и виды швов на чертежах
В целях единого ведения строительной документации существует общая система стандартизации для обозначения типа сварных швов на чертежах. Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ. Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ. Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
- единая система конструкторской документации по ГОСТ 2.312-72;
- для сварных соединений при дуговой сварке – ГОСТ 5264-80;
- для сварки в защитных газах имеется ГОСТ 14771-76.
Принятые в этих документах буквенно-цифровые и символьные сочетания определяют способ прохода шва, место и метод сварочных работ, а также угол и тип соединения. Символы стилизованы под стрелки, указывающие места швов, порядок их проведения и способ провара – внутренний или внешний. Шов может быть видимым, и тогда на чертеж он наносится сплошной линией, или невидимым – изображение в виде штриховой линии. Точечную сварку принято обозначать знаком «+». Если она невидима, то ее не обозначают, затем от места соединения проводится односторонняя стрелка с верхней полкой, над которой указывается параметр внешнего шва, а вид внутреннего пишется под верхней полкой односторонней стрелки.
Символы стилизованы под стрелки, указывающие места швов, порядок их проведения и способ провара – внутренний или внешний. Шов может быть видимым, и тогда на чертеж он наносится сплошной линией, или невидимым – изображение в виде штриховой линии. Точечную сварку принято обозначать знаком «+». Если она невидима, то ее не обозначают, затем от места соединения проводится односторонняя стрелка с верхней полкой, над которой указывается параметр внешнего шва, а вид внутреннего пишется под верхней полкой односторонней стрелки.
Для разъяснения способа прохождения, съёма фаски или нестандартных швов на чертеже необходимо наносить изображение в разрезе, с указанием конфигурации и точных размеров мест и видов их стыковки. Сварные швы по типу соединения обозначают буквами русского алфавита, и означают они следующее:
- под буквой «С» подразумевается стыковое соединение, продольное или торцовое;
- буква «У» означает угловой способ с внутренним, внешним или двусторонним свариванием;
- символ «Т» говорит о тавровом двустороннем или одностороннем способе сварки;
- под знаком «Н» понимают нахлёсточную сварку.


Следующие за буквенными символами цифровые значения указывают на способ подготовки стыковочных кромок к рабочему процессу, наличие подшовных подкладок, вид чистовой обработки и количество проходов.
Важно понимать, что в буквенно-цифровом символьном сочетании не существует лишних или незначительных обозначений, каждый знак имеет свой смысл и указывает на последовательность технологических операций.
Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.

Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Разновидности швов и примеры обозначения на чертежах
Многообразие соединений металлов, включая нестандартное, должно иметь чёткое и ясное обозначение сварного шва, которое включает в себя чертёж разреза узла стыковки. Детали разной толщины при сварке приобретают внутреннее напряжение. Чтобы это явление не приводило к деформации заготовок, либо используют несколько проходов, либо срезают кромки стыка под разными углами перед проведением работ. Соединительные кромки бывают следующих видов:
- прямоугольные при одно- и двусторонней сварке и толщине заготовок до 8 мм;
- с асимметричной или симметричной V-образной кромкой для листов от 8 до 25 мм толщиной;
- кромки, обработанные Х-образно с двух сторон при заготовках от 15 до 45 мм;
- снятие кромок с углами от 40 до 65о при условии толщины больше 25 мм, с подложкой или без неё.
Важно, чтобы чертёж разреза сварного соединения был снабжён точными размерами с указанием углов и характеристик шва.
Буквенно-цифровое символьное написание включает в себя все необходимые для производственного процесса данные. Например, запись «ГОСТ 5264-80-Н2-Э-Z-6х50/100» обозначает сварку нахлёстом, с двойным швом, электродуговой сваркой, в шахматном порядке. Проваривается с шириной в 6 мм, длина шва 50 мм, через 100 мм.
Следующим примером может послужить запись «ГОСТ 15164-78-У2-А», которая означает угловое соединение с применением автоматической сварки под флюсом. Соединение деталей производится двусторонним швом без предварительной обработки кромок и при отсутствии дополнительных требований к зачистке готового изделия. Таким образом, вся необходимая информация доводится до исполнителей монтажно-строительных работ, которые могут по чертежам правильно проделать весь процесс.
Заключение
Требования стандартизации меняются со временем, и в ГОСТы вносятся изменения и дополнения, поскольку прогресс не стоит на месте. Необходимые новые данные находят отражение в проектной документации, а конструкторы вносят изменения в обозначение сварных швов на монтажных чертежах. Опытный сварщик всегда сможет грамотно воспользоваться информацией и безошибочно провести работу.
Расшифровка обозначений сварных швов
Расшифровка обозначений сварных швов Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Инструкции и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Свяжитесь с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
2. Проектирование сварных соединений
 Проектирование сварных соединений
Проектирование сварных соединений 1 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09 / Проектирование сварных соединений, часть A Общие требования 2.1 Чертежи Полная и полная информация относительно расположения, типа, размера и протяженности всех сварных швов должна быть ясно показано на чертежах.На чертежах следует четко различать заводские и полевые сварные швы. Если специально не указано в проекте, все сварные швы с разделкой кромок, как заводские, так и полевые, должны быть сварными швами с полным проплавлением (CJP) с разделкой кромок Те соединения или группы соединений, для которых особенно важно тщательно контролировать последовательность и технику сварки, чтобы минимизировать усадку. напряжения и деформации должны быть отмечены на заводских и рабочих чертежах. В проектных чертежах контракта должна быть указана эффективная длина сварного шва, а для швов с частичным проплавлением (PJP) с разделкой кромок — размер сварного шва, как определено в 2.3. Заводские или рабочие чертежи должны указывать углы (и β) и глубину (S) канавок, применимые для размера сварного шва (E) для сварочных процессов и положения сварки, которые будут использоваться. Рекомендуется, чтобы на контрактных проектных чертежах отображались CJP или PJP. требования к сварному шву с разделкой кромок. Символ сварки без размеров обозначает сварной шов CJP следующим образом: Символ сварки с размерами выше или ниже стрелки обозначает сварной шов PJP следующим образом: Должны быть указаны специальные детали канавки, где на подробных чертежах должны быть четко указаны символы сварки или эскизы деталей разводки стыковых сварных швов и подготовка материала к их выполнению.Необходимо указать ширину и толщину стальной основы. Любые особые требования к осмотру должны быть указаны на чертежах или в спецификациях.
В проектных чертежах контракта должна быть указана эффективная длина сварного шва, а для швов с частичным проплавлением (PJP) с разделкой кромок — размер сварного шва, как определено в 2.3. Заводские или рабочие чертежи должны указывать углы (и β) и глубину (S) канавок, применимые для размера сварного шва (E) для сварочных процессов и положения сварки, которые будут использоваться. Рекомендуется, чтобы на контрактных проектных чертежах отображались CJP или PJP. требования к сварному шву с разделкой кромок. Символ сварки без размеров обозначает сварной шов CJP следующим образом: Символ сварки с размерами выше или ниже стрелки обозначает сварной шов PJP следующим образом: Должны быть указаны специальные детали канавки, где на подробных чертежах должны быть четко указаны символы сварки или эскизы деталей разводки стыковых сварных швов и подготовка материала к их выполнению.Необходимо указать ширину и толщину стальной основы. Любые особые требования к осмотру должны быть указаны на чертежах или в спецификациях. Использование неподходящих присадочных металлов. Несоответствующий присадочный металл может использоваться: (1) Для всех угловых швов и сварных швов PJP с разделкой кромок, если это соответствует проектным требованиям. (2) Для всех сварных швов CJP с разделкой кромок, где напряжение в сварном шве является растяжением или сжатием параллельно оси сварного шва, обеспечение сдвига на эффективной площади сварного шва соответствует проектным требованиям AASHTO для всех применений.Для швов CJP с разделкой кромок на сжатие можно использовать недосоответствие до 70 МПа [10 тысяч фунтов / кв. Дюйм]. Размеры сварного шва должны зависеть от прочности применяемого присадочного металла или прочности присадочного металла, который может быть использован. Размеры сварных швов и уровни прочности сварочного металла должны соответствовать проектным требованиям AASHTO. На проектных чертежах должен быть указан размер сварного шва и, если это разрешено, должна быть указана классификация прочности присадочного металла, не соответствующая требованиям.
Использование неподходящих присадочных металлов. Несоответствующий присадочный металл может использоваться: (1) Для всех угловых швов и сварных швов PJP с разделкой кромок, если это соответствует проектным требованиям. (2) Для всех сварных швов CJP с разделкой кромок, где напряжение в сварном шве является растяжением или сжатием параллельно оси сварного шва, обеспечение сдвига на эффективной площади сварного шва соответствует проектным требованиям AASHTO для всех применений.Для швов CJP с разделкой кромок на сжатие можно использовать недосоответствие до 70 МПа [10 тысяч фунтов / кв. Дюйм]. Размеры сварного шва должны зависеть от прочности применяемого присадочного металла или прочности присадочного металла, который может быть использован. Размеры сварных швов и уровни прочности сварочного металла должны соответствовать проектным требованиям AASHTO. На проектных чертежах должен быть указан размер сварного шва и, если это разрешено, должна быть указана классификация прочности присадочного металла, не соответствующая требованиям. Рабочие чертежи должны показывать размер сварного шва и классификацию прочности присадочного металла при использовании присадочного металла, не соответствующего требованиям.Если прочность присадочного металла не указана, следует использовать соответствующий присадочный металл. 2.2 Основные единичные напряжения Базовые единичные напряжения для основных металлов и эффективных площадей сварного металла для применения на шоссе AASHTO 5 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
Рабочие чертежи должны показывать размер сварного шва и классификацию прочности присадочного металла при использовании присадочного металла, не соответствующего требованиям.Если прочность присадочного металла не указана, следует использовать соответствующий присадочный металл. 2.2 Основные единичные напряжения Базовые единичные напряжения для основных металлов и эффективных площадей сварного металла для применения на шоссе AASHTO 5 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
2 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20.мосты должны быть такими, как показано в Стандартных спецификациях AASHTO для автомобильных мостов или в Спецификации проектирования мостов AASHTO LRFD. 2.3 Эффективные площади, длина, горловины и размеры сварных швов. Эффективная площадь должна быть эффективной длиной сварного шва, умноженной на эффективный размер сварного шва с канавкой. Эффективная длина сварного шва для любого сварного шва с канавкой, квадратного или косого, должна быть шириной соединяемой детали перпендикулярно направлению напряжения. Шов с разделкой кромок CJP должен соответствовать толщине более тонкой соединяемой части.Для усиления сварного шва увеличение не допускается. Эффективный размер сварного шва PJP-сварного шва с разделкой на кромку должен быть глубиной скоса менее 3 мм [1/8 дюйма] для канавок с углом канавки менее 60, но не менее 45 в основании канавка, выполненная методом SMAW или SAW, при выполнении вертикальной или потолочной сварки с помощью или. Эффективный размер сварного шва PJP-сварного шва с разделкой кромок должен равняться глубине скоса без уменьшения для канавок (1), имеющих угол канавки 60 или более в основании канавки, когда они выполнены любым из следующих способов сварки: SMAW, SAW ,,, EGW или ESW, или (2) имеющие угол канавки не менее 45 у основания канавки, когда они выполнены в плоском или горизонтальном положениях с помощью соединений с расширенными канавками, не должны использоваться для соединения конструкционной стали в мостах.
Эффективная длина сварного шва для любого сварного шва с канавкой, квадратного или косого, должна быть шириной соединяемой детали перпендикулярно направлению напряжения. Шов с разделкой кромок CJP должен соответствовать толщине более тонкой соединяемой части.Для усиления сварного шва увеличение не допускается. Эффективный размер сварного шва PJP-сварного шва с разделкой на кромку должен быть глубиной скоса менее 3 мм [1/8 дюйма] для канавок с углом канавки менее 60, но не менее 45 в основании канавка, выполненная методом SMAW или SAW, при выполнении вертикальной или потолочной сварки с помощью или. Эффективный размер сварного шва PJP-сварного шва с разделкой кромок должен равняться глубине скоса без уменьшения для канавок (1), имеющих угол канавки 60 или более в основании канавки, когда они выполнены любым из следующих способов сварки: SMAW, SAW ,,, EGW или ESW, или (2) имеющие угол канавки не менее 45 у основания канавки, когда они выполнены в плоском или горизонтальном положениях с помощью соединений с расширенными канавками, не должны использоваться для соединения конструкционной стали в мостах.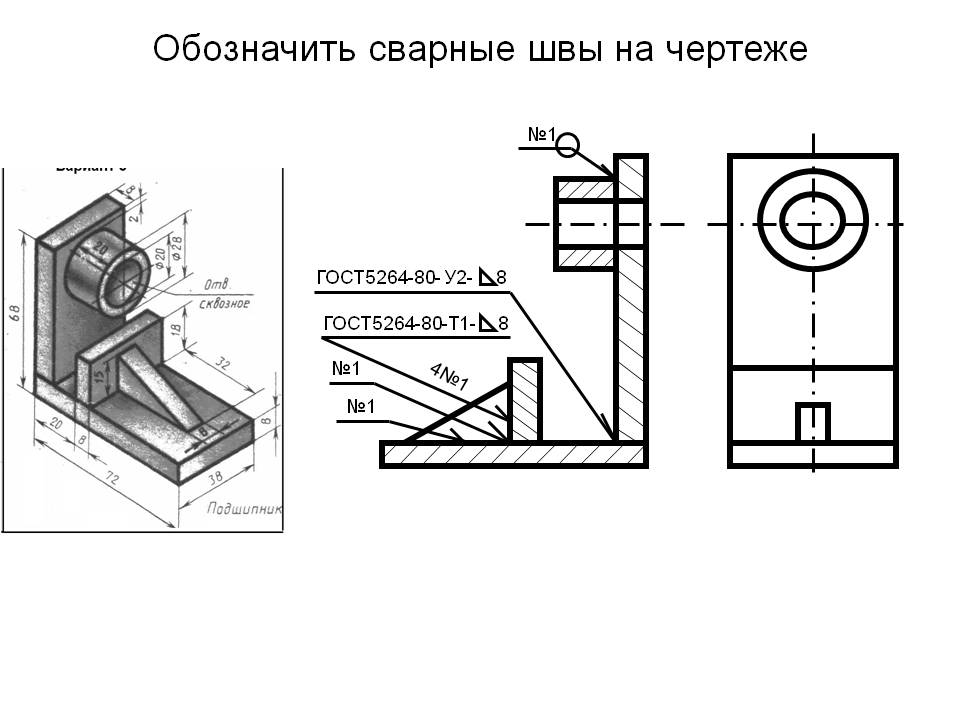 Минимальный эффективный размер сварного шва PJP с разделкой кромок должен соответствовать описанию в таблице угловых швов.Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективное сечение. Напряжение в угловом сварном шве должно учитываться применительно к этой эффективной площади для любого направления приложенной нагрузки. Эффективная длина углового шва должна быть общей длиной полноразмерного углового шва, включая коробку. Не должно производиться уменьшение эффективной длины ни начала, ни кратера сварного шва, если шов полноразмерный по всей своей длине. Эффективная длина криволинейного углового шва должна измеряться по средней линии эффективной горловины.Если площадь сварного шва углового сварного шва в отверстии или пазу, рассчитанная на основе этой длины, больше площади, определенной из 2.3.3, то эта последняя площадь должна использоваться как эффективная площадь углового шва. Минимальная эффективная длина углового шва. Размер сварного шва должен быть как минимум в четыре раза больше номинального размера, или 40 мм [1-1 / 2 дюйма], в зависимости от того, что больше.
Минимальный эффективный размер сварного шва PJP с разделкой кромок должен соответствовать описанию в таблице угловых швов.Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективное сечение. Напряжение в угловом сварном шве должно учитываться применительно к этой эффективной площади для любого направления приложенной нагрузки. Эффективная длина углового шва должна быть общей длиной полноразмерного углового шва, включая коробку. Не должно производиться уменьшение эффективной длины ни начала, ни кратера сварного шва, если шов полноразмерный по всей своей длине. Эффективная длина криволинейного углового шва должна измеряться по средней линии эффективной горловины.Если площадь сварного шва углового сварного шва в отверстии или пазу, рассчитанная на основе этой длины, больше площади, определенной из 2.3.3, то эта последняя площадь должна использоваться как эффективная площадь углового шва. Минимальная эффективная длина углового шва. Размер сварного шва должен быть как минимум в четыре раза больше номинального размера, или 40 мм [1-1 / 2 дюйма], в зависимости от того, что больше. Эффективный зазор должен быть кратчайшим расстоянием от основания стыка до поверхности сварного шва схематического сварного шва (см. Я). e: См. в Приложении II метод расчета эффективных горловин для угловых швов в Т-образных стыках с перекосом.Для двугранных углов от 60 до 135 (см. Приложение II, Таблица II.1) предоставлена удобная таблица относительных размеров опор (W) для соединений с нулевым корневым отверстием (), которые будут иметь такую же прочность, как и угловой сварной шов 90 (см. Приложение II, Таблица II.1). и щелевые сварные швы. Эффективная площадь пробкового или щелевого сварного шва должна быть номинальной площадью отверстия или паза в плоскости стыковой поверхности. Эффективный размер сварного шва комбинированного шва с разделкой кромок и углового шва должен быть кратчайшим расстоянием от корня шва до поверхность сварного шва схематического сварного шва минус 3 мм [1/8 дюйма]] для любой детали канавки, требующей такого вычета (см. Приложение I). 2.4 Общие сведения о конструкции, часть B Как правило, следует избегать концентрации напряжений.
Эффективный зазор должен быть кратчайшим расстоянием от основания стыка до поверхности сварного шва схематического сварного шва (см. Я). e: См. в Приложении II метод расчета эффективных горловин для угловых швов в Т-образных стыках с перекосом.Для двугранных углов от 60 до 135 (см. Приложение II, Таблица II.1) предоставлена удобная таблица относительных размеров опор (W) для соединений с нулевым корневым отверстием (), которые будут иметь такую же прочность, как и угловой сварной шов 90 (см. Приложение II, Таблица II.1). и щелевые сварные швы. Эффективная площадь пробкового или щелевого сварного шва должна быть номинальной площадью отверстия или паза в плоскости стыковой поверхности. Эффективный размер сварного шва комбинированного шва с разделкой кромок и углового шва должен быть кратчайшим расстоянием от корня шва до поверхность сварного шва схематического сварного шва минус 3 мм [1/8 дюйма]] для любой детали канавки, требующей такого вычета (см. Приложение I). 2.4 Общие сведения о конструкции, часть B Как правило, следует избегать концентрации напряжений. Это может быть достигнуто путем определения размеров деталей и организации компонентов для минимизации ограничений, препятствующих пластичному поведению, и избежания ненужной концентрации сварных швов, особенно там, где между сварными швами есть короткие несварные части основного металла. Сварные швы не должны быть больше, чем необходимо. Размеры сварных швов должны выдерживать нагрузки при соответствующих расчетных напряжениях.Избыточный металл сварного шва увеличивает остаточное напряжение и, если его довести до предела, может привести к неприемлемой деформации, трещинам или разрывам пластин. Организация деталей в сварных узлах и деталей сварных соединений должна обеспечивать свободный доступ для нанесения всех сварных проходов. 6 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
Это может быть достигнуто путем определения размеров деталей и организации компонентов для минимизации ограничений, препятствующих пластичному поведению, и избежания ненужной концентрации сварных швов, особенно там, где между сварными швами есть короткие несварные части основного металла. Сварные швы не должны быть больше, чем необходимо. Размеры сварных швов должны выдерживать нагрузки при соответствующих расчетных напряжениях.Избыточный металл сварного шва увеличивает остаточное напряжение и, если его довести до предела, может привести к неприемлемой деформации, трещинам или разрывам пластин. Организация деталей в сварных узлах и деталей сварных соединений должна обеспечивать свободный доступ для нанесения всех сварных проходов. 6 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
3 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09/15 / Сварные присадочные пластины Сварные присадочные пластины (см. Рисунки 2.1 и 2.2) относятся к категории E усталости, и их следует избегать. при соединении напряжений и развороте напряженных элементов. Если конструкция позволяет использовать заглушки, они могут использоваться в следующих целях: (1) Соединение деталей разной толщины (2) Соединения, которые из-за существующего геометрического совмещения должны допускать смещения, чтобы обеспечить простое обрамление. 6 мм [1/4 дюйма] толщину не следует использовать для передачи напряжения, но она должна оставаться заподлицо с приваренными краями несущей нагрузки. Размеры сварных швов вдоль таких кромок должны быть увеличены по сравнению с размерами на величину, равную толщине присадочной пластины (см. Рисунок 2.1). Любая присадочная пластина толщиной 6 мм [1/4 дюйма] или более должна выходить за края. соединительной пластины или соединительного материала. Он должен быть приварен к той части, на которой он установлен, и соединение должно быть достаточно прочным, чтобы передавать напряжение стыковой пластины или соединительного материала, приложенное к поверхности присадочной пластины в виде эксцентрической нагрузки.
Рисунки 2.1 и 2.2) относятся к категории E усталости, и их следует избегать. при соединении напряжений и развороте напряженных элементов. Если конструкция позволяет использовать заглушки, они могут использоваться в следующих целях: (1) Соединение деталей разной толщины (2) Соединения, которые из-за существующего геометрического совмещения должны допускать смещения, чтобы обеспечить простое обрамление. 6 мм [1/4 дюйма] толщину не следует использовать для передачи напряжения, но она должна оставаться заподлицо с приваренными краями несущей нагрузки. Размеры сварных швов вдоль таких кромок должны быть увеличены по сравнению с размерами на величину, равную толщине присадочной пластины (см. Рисунок 2.1). Любая присадочная пластина толщиной 6 мм [1/4 дюйма] или более должна выходить за края. соединительной пластины или соединительного материала. Он должен быть приварен к той части, на которой он установлен, и соединение должно быть достаточно прочным, чтобы передавать напряжение стыковой пластины или соединительного материала, приложенное к поверхности присадочной пластины в виде эксцентрической нагрузки.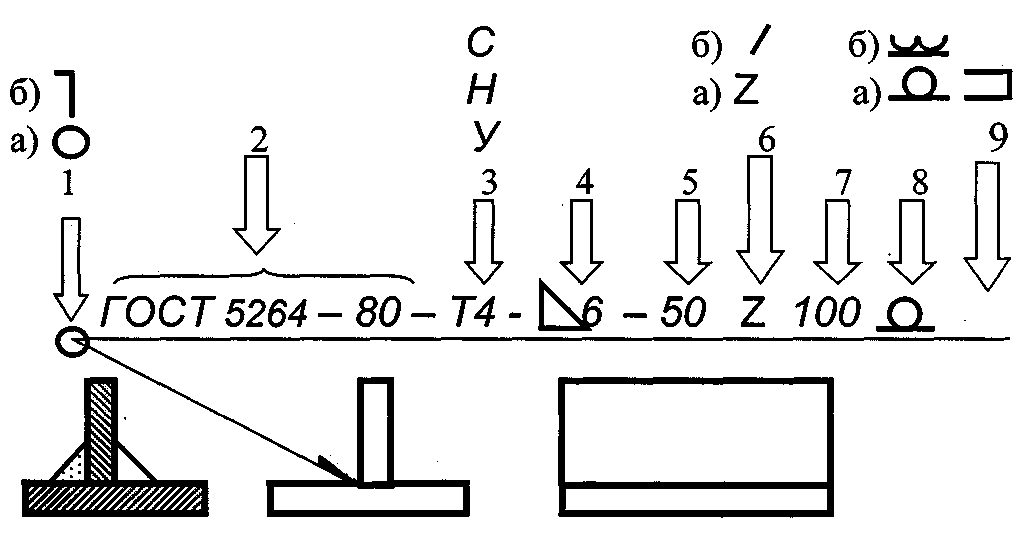 Сварные швы, соединяющие стыковочную пластину или соединительный материал с присадочной пластиной, должны быть достаточными для передачи напряжения стыковой пластины или соединительного материала, а также должны быть достаточно длинными, чтобы избежать чрезмерного напряжения стыковой пластины вдоль кромки сварного шва (см. Рисунок 2.2). и их соответствие применимым положениям Разделов 3, 4 и Подробная информация о угловых сварных швах Подробные сведения об угловых сварных швах, выполненных методом SMAW, SAW, или для использования без квалификации WPS в соответствии с 5.13, описаны на рисунке и подробно описаны на рисунке. размер, за исключением угловых швов, используемых для усиления швов с разделкой кромок, должен быть таким, как показано в таблице 2.1, или рассчитанный с использованием процедур, установленных для предотвращения растрескивания в соответствии с В обоих случаях должен применяться минимальный размер, если он достаточен для удовлетворения проектных требований. Максимальный размер углового сварного шва, подробно описанный по краям материала, должен быть следующим: (1) толщина основного металла для металла толщиной менее 6 мм [1/4 дюйма] (см.
Сварные швы, соединяющие стыковочную пластину или соединительный материал с присадочной пластиной, должны быть достаточными для передачи напряжения стыковой пластины или соединительного материала, а также должны быть достаточно длинными, чтобы избежать чрезмерного напряжения стыковой пластины вдоль кромки сварного шва (см. Рисунок 2.2). и их соответствие применимым положениям Разделов 3, 4 и Подробная информация о угловых сварных швах Подробные сведения об угловых сварных швах, выполненных методом SMAW, SAW, или для использования без квалификации WPS в соответствии с 5.13, описаны на рисунке и подробно описаны на рисунке. размер, за исключением угловых швов, используемых для усиления швов с разделкой кромок, должен быть таким, как показано в таблице 2.1, или рассчитанный с использованием процедур, установленных для предотвращения растрескивания в соответствии с В обоих случаях должен применяться минимальный размер, если он достаточен для удовлетворения проектных требований. Максимальный размер углового сварного шва, подробно описанный по краям материала, должен быть следующим: (1) толщина основного металла для металла толщиной менее 6 мм [1/4 дюйма] (см. Рисунок 2.3, Деталь A). (2) На 2 мм [1/16 дюйма] меньше толщины основного металла, для металла толщиной 6 мм [1/4 дюйма] или более (см. Рисунок 2.3, Деталь B), если сварной шов не обозначен на чертеж должен быть построен для получения полной толщины горловины.В состоянии после сварки расстояние между краем основного металла и носком сварного шва может быть больше или меньше 2 мм [1/16 дюйма], при условии, что размер сварного шва должен быть четко проверяемым. 2.6 Сварные швы PJP Сварные швы PJP с разделкой кромок нельзя использовать, если приложенное растягивающее напряжение перпендикулярно эффективной ширине сварного шва. Сварные швы PJP с разделкой кромок, выполненные только с одной стороны, должны быть ограничены для предотвращения вращения. Часть C Подробная информация о сварных соединениях 2.7 Квалификация Подробные сведения о сварных соединениях, которые могут использоваться в предварительно квалифицированных WPS, описаны в п. 2.8 сквозные детали могут отличаться от деталей, описанных в 2.
Рисунок 2.3, Деталь A). (2) На 2 мм [1/16 дюйма] меньше толщины основного металла, для металла толщиной 6 мм [1/4 дюйма] или более (см. Рисунок 2.3, Деталь B), если сварной шов не обозначен на чертеж должен быть построен для получения полной толщины горловины.В состоянии после сварки расстояние между краем основного металла и носком сварного шва может быть больше или меньше 2 мм [1/16 дюйма], при условии, что размер сварного шва должен быть четко проверяемым. 2.6 Сварные швы PJP Сварные швы PJP с разделкой кромок нельзя использовать, если приложенное растягивающее напряжение перпендикулярно эффективной ширине сварного шва. Сварные швы PJP с разделкой кромок, выполненные только с одной стороны, должны быть ограничены для предотвращения вращения. Часть C Подробная информация о сварных соединениях 2.7 Квалификация Подробные сведения о сварных соединениях, которые могут использоваться в предварительно квалифицированных WPS, описаны в п. 2.8 сквозные детали могут отличаться от деталей, описанных в 2. 9 и 2.10, только в том случае, если Подрядчик представляет предлагаемые WPS Инженеру для утверждения и за счет Подрядчика демонстрирует их соответствие требованиям 5.13 настоящего Кодекса. Угловые сварные швы в отверстия или прорези в соединениях внахлестку можно использовать для передачи сдвига или для предотвращения коробления или разделения деталей внахлест. Эти угловые сварные швы могут перекрываться, при условии соблюдения положений, предусмотренных в. Угловые швы в отверстиях или пазах не должны рассматриваться как заглушки или пазовые швы. Угловые швы могут использоваться в косых Т-образных соединениях, имеющих двугранный угол (Ψ) не менее 60, или более 135 (см. рисунок 2.3, детали C и D). Деталь D должна использоваться, когда R n превысит 5 мм [3/16 дюйма] с использованием детали C Если конструкция допускает прерывистые угловые швы, минимальная длина прерывистого углового шва должна соответствовать описанию в разделе «Минимальный интервал и размеры отверстий» или пазы при использовании угловой сварки должны соответствовать требованиям угловых сварных швов, которые выдерживают растягивающее усилие, не параллельное оси сварного шва, не должны заканчиваться в углах деталей или элементов, а должны возвращаться непрерывно, в полном размере, вокруг угол на длину, равную удвоенному размеру сварного шва, где такое возвращение может быть 7 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
9 и 2.10, только в том случае, если Подрядчик представляет предлагаемые WPS Инженеру для утверждения и за счет Подрядчика демонстрирует их соответствие требованиям 5.13 настоящего Кодекса. Угловые сварные швы в отверстия или прорези в соединениях внахлестку можно использовать для передачи сдвига или для предотвращения коробления или разделения деталей внахлест. Эти угловые сварные швы могут перекрываться, при условии соблюдения положений, предусмотренных в. Угловые швы в отверстиях или пазах не должны рассматриваться как заглушки или пазовые швы. Угловые швы могут использоваться в косых Т-образных соединениях, имеющих двугранный угол (Ψ) не менее 60, или более 135 (см. рисунок 2.3, детали C и D). Деталь D должна использоваться, когда R n превысит 5 мм [3/16 дюйма] с использованием детали C Если конструкция допускает прерывистые угловые швы, минимальная длина прерывистого углового шва должна соответствовать описанию в разделе «Минимальный интервал и размеры отверстий» или пазы при использовании угловой сварки должны соответствовать требованиям угловых сварных швов, которые выдерживают растягивающее усилие, не параллельное оси сварного шва, не должны заканчиваться в углах деталей или элементов, а должны возвращаться непрерывно, в полном размере, вокруг угол на длину, равную удвоенному размеру сварного шва, где такое возвращение может быть 7 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
4 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15. 09.20.e: 1. Эффективная площадь сварного шва 2 должна быть равна площади сварного шва 1, но его размер должен быть равен его эффективному размеру плюс толщина присадочного материала T. Рисунок 2.1 Присадочные пластины толщиной менее 6 мм [1/4 дюйма] ( см. 2.5.1): 1. Эффективная площадь сварного шва должна быть равна площади сварного шва 1. Длина сварного шва 2 должна быть достаточной, чтобы избежать чрезмерного напряжения присадочной пластины при сдвиге в плоскостях xx. 2. Эффективная площадь сварного шва 3 должна быть по крайней мере равна площади сварного шва 1, и не должно быть чрезмерного напряжения на концах сварного шва 3 в результате эксцентриситета сил, действующих на присадочную пластину.Рис. 2.2 Заполняющие пластины толщиной 6 мм [1/4 дюйма] или более (см. 2.5.3) 8 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
09.20.e: 1. Эффективная площадь сварного шва 2 должна быть равна площади сварного шва 1, но его размер должен быть равен его эффективному размеру плюс толщина присадочного материала T. Рисунок 2.1 Присадочные пластины толщиной менее 6 мм [1/4 дюйма] ( см. 2.5.1): 1. Эффективная площадь сварного шва должна быть равна площади сварного шва 1. Длина сварного шва 2 должна быть достаточной, чтобы избежать чрезмерного напряжения присадочной пластины при сдвиге в плоскостях xx. 2. Эффективная площадь сварного шва 3 должна быть по крайней мере равна площади сварного шва 1, и не должно быть чрезмерного напряжения на концах сварного шва 3 в результате эксцентриситета сил, действующих на присадочную пластину.Рис. 2.2 Заполняющие пластины толщиной 6 мм [1/4 дюйма] или более (см. 2.5.3) 8 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
5 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.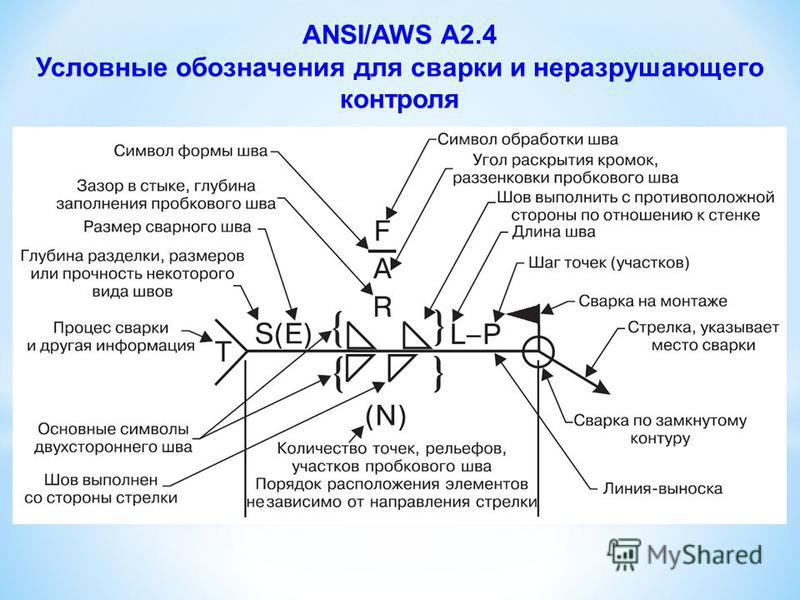 5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Общее e: (E) (n), (E) (n) = эффективные каналы, зависящие от величины раскрытия корня (R n) (см. 3.3.1). Нижний индекс (n) означает 1, 2, 3 или 4. e: 1. Допускаются углы меньше 60; однако в таких случаях сварной шов считается сварным швом PJP с разделкой кромок. Рисунок 2.3 Подробная информация о угловых швах (см. 2.8.1) Таблица 2.1 Минимальный размер углового сварного шва 1, 2 (см. 2.8) Толщина основного металла более толстой соединяемой детали (T) Минимальный размер углового сварного шва T 20 мм [3/4 дюйма] 6 мм [1/4 дюйма] 0 Однопроходные сварные швы T> 20 мм [3/4 дюйма] Должны использоваться 8 мм [5/16 дюйма]: 1. Угловые швы меньшего размера могут быть одобрены Инженером. при приложенном напряжении и использовании соответствующего предварительного нагрева.2. За исключением того, что размер сварного шва не должен превышать толщину соединяемой более тонкой части. Для этого исключения следует уделять особое внимание обеспечению достаточного предварительного нагрева для обеспечения прочности сварного шва.
5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Общее e: (E) (n), (E) (n) = эффективные каналы, зависящие от величины раскрытия корня (R n) (см. 3.3.1). Нижний индекс (n) означает 1, 2, 3 или 4. e: 1. Допускаются углы меньше 60; однако в таких случаях сварной шов считается сварным швом PJP с разделкой кромок. Рисунок 2.3 Подробная информация о угловых швах (см. 2.8.1) Таблица 2.1 Минимальный размер углового сварного шва 1, 2 (см. 2.8) Толщина основного металла более толстой соединяемой детали (T) Минимальный размер углового сварного шва T 20 мм [3/4 дюйма] 6 мм [1/4 дюйма] 0 Однопроходные сварные швы T> 20 мм [3/4 дюйма] Должны использоваться 8 мм [5/16 дюйма]: 1. Угловые швы меньшего размера могут быть одобрены Инженером. при приложенном напряжении и использовании соответствующего предварительного нагрева.2. За исключением того, что размер сварного шва не должен превышать толщину соединяемой более тонкой части. Для этого исключения следует уделять особое внимание обеспечению достаточного предварительного нагрева для обеспечения прочности сварного шва.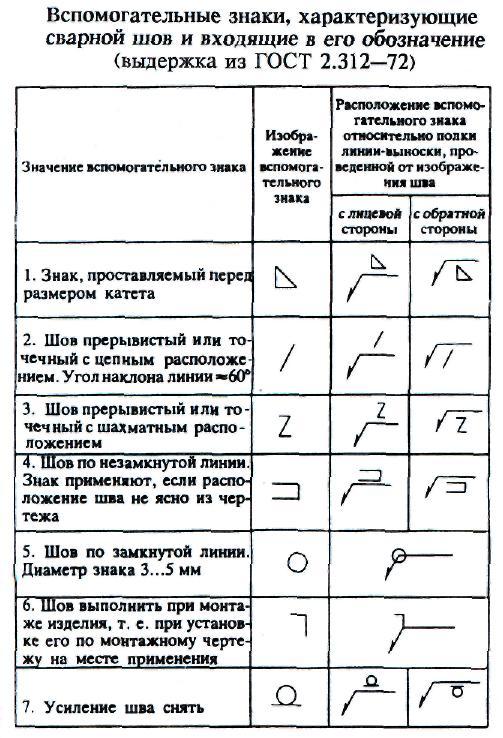 сделано в одной плоскости. Боксы должны быть указаны на чертежах конструкции и в деталях. Угловые швы, нанесенные на противоположных сторонах общей плоскости контакта двух частей, должны прерываться в углу, общем для обоих сварных швов (см. Рисунок 2.6). 2.9 Подробные сведения о сварных швах с отверстиями и пазами Подробные сведения о сварных швах с отверстиями и пазами, выполненных с помощью SMAW ,, или процессов, описаны и воспроизведены с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
сделано в одной плоскости. Боксы должны быть указаны на чертежах конструкции и в деталях. Угловые швы, нанесенные на противоположных сторонах общей плоскости контакта двух частей, должны прерываться в углу, общем для обоих сварных швов (см. Рисунок 2.6). 2.9 Подробные сведения о сварных швах с отверстиями и пазами Подробные сведения о сварных швах с отверстиями и пазами, выполненных с помощью SMAW ,, или процессов, описаны и воспроизведены с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
6 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09/15 / Разъемные и щелевые сварные швы можно использовать без выполнения квалификации WPS, описанной в 5.13, при условии соблюдения технических положений 4.21, 4.22 и 4.23, в зависимости от того, что применимо. Минимальный диаметр отверстия для электрозаклепки должен быть не менее толщины содержащей его части плюс 8 мм [5/16 дюйма].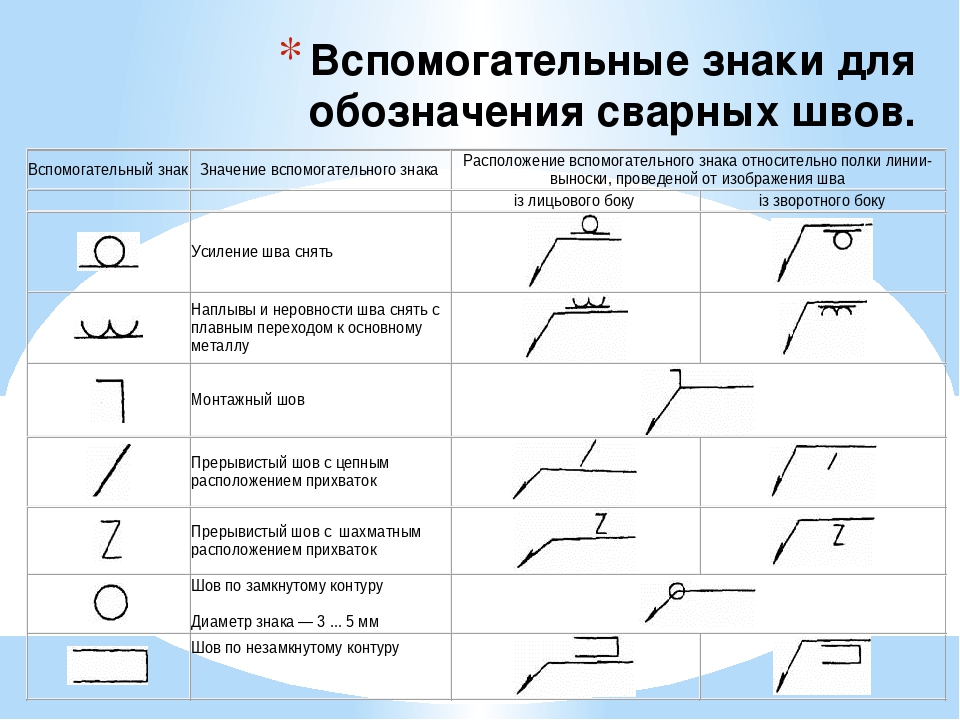 ]. Максимальный диаметр должен быть равен минимальному диаметру плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Минимальное расстояние между центрами электрозаклепок должно быть в четыре раза больше диаметр отверстия Длина паза для щелевого сварного шва не должна превышать десятикратную толщину содержащей его части.Ширина прорези должна быть не меньше толщины содержащей ее части плюс 8 мм [5/16 дюйма]. Максимальная ширина должна равняться минимальной ширине плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Концы паза должны быть полукруглыми или иметь углы, закругленные до радиус не менее толщины содержащей его части, за исключением тех концов, которые доходят до края детали. Минимальный интервал между линиями сварных швов с пазами в направлении, поперечном их длине, должен быть в четыре раза больше ширины паза.Минимальное межцентровое расстояние в продольном направлении на любой линии должно быть в два раза больше длины паза.
]. Максимальный диаметр должен быть равен минимальному диаметру плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Минимальное расстояние между центрами электрозаклепок должно быть в четыре раза больше диаметр отверстия Длина паза для щелевого сварного шва не должна превышать десятикратную толщину содержащей его части.Ширина прорези должна быть не меньше толщины содержащей ее части плюс 8 мм [5/16 дюйма]. Максимальная ширина должна равняться минимальной ширине плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Концы паза должны быть полукруглыми или иметь углы, закругленные до радиус не менее толщины содержащей его части, за исключением тех концов, которые доходят до края детали. Минимальный интервал между линиями сварных швов с пазами в направлении, поперечном их длине, должен быть в четыре раза больше ширины паза.Минимальное межцентровое расстояние в продольном направлении на любой линии должно быть в два раза больше длины паза. Глубина заполнения заглушек или пазовых швов в металле толщиной 16 мм [5/8 дюйма] или меньше должна быть равна к толщине материала. Для металла толщиной более 16 мм [5/8 дюйма] он должен составлять не менее половины толщины материала, но не менее 16 мм [5/8 дюйма] Перехлесты Минимальное перекрытие частей под напряжением -соединения внахлестку должны быть в пять раз больше толщины более тонкой части.Если не предотвращается боковой прогиб деталей, они должны быть соединены не менее чем двумя поперечными линиями угловых, заглушек или щелевых сварных швов или двумя или более продольными угловыми или щелевыми сварными швами. длина каждого углового шва должна быть не меньше перпендикулярного расстояния между сварными швами (показано пунктирной линией на рисунке 2.6). Поперечный интервал между сварными швами не должен превышать 16-кратную толщину соединяемой более тонкой части, если не предусмотрены соответствующие меры (например, промежуточные заглушки или щелевые сварные швы) для предотвращения коробления или отделения частей.
Глубина заполнения заглушек или пазовых швов в металле толщиной 16 мм [5/8 дюйма] или меньше должна быть равна к толщине материала. Для металла толщиной более 16 мм [5/8 дюйма] он должен составлять не менее половины толщины материала, но не менее 16 мм [5/8 дюйма] Перехлесты Минимальное перекрытие частей под напряжением -соединения внахлестку должны быть в пять раз больше толщины более тонкой части.Если не предотвращается боковой прогиб деталей, они должны быть соединены не менее чем двумя поперечными линиями угловых, заглушек или щелевых сварных швов или двумя или более продольными угловыми или щелевыми сварными швами. длина каждого углового шва должна быть не меньше перпендикулярного расстояния между сварными швами (показано пунктирной линией на рисунке 2.6). Поперечный интервал между сварными швами не должен превышать 16-кратную толщину соединяемой более тонкой части, если не предусмотрены соответствующие меры (например, промежуточные заглушки или щелевые сварные швы) для предотвращения коробления или отделения частей. Продольный угловой шов может быть либо на краях элемента, либо в пазах. Когда используются угловые швы в отверстиях или пазах, расстояние в свету от края отверстия или паза до смежной кромки детали, содержащей его, измеряется перпендикулярно направление напряжения должно быть не менее пятикратной толщины детали и не менее двухкратной ширины отверстия или паза. Прочность детали должна определяться по критическому сетчатому сечению основного металла. Соединения внахлест относятся к категории E, и их следует избегать, когда это возможно, в элементах, подверженных растяжению или изменению напряжений.2. Угловые и Ts 2..1 Угловые и Т-образные соединения, которые должны быть подвергнуты изгибу вокруг оси, параллельной стыку, должны иметь сварные швы, расположенные так, чтобы избежать концентрации растягивающего напряжения в корне любого сварного шва Угловые и Т-образные стыки параллельно направлению расчетного напряжения между компонентами сборных элементов, рассчитанных на осевое напряжение, не обязательно должны быть сварные швы CJP с разделкой кромок.
Продольный угловой шов может быть либо на краях элемента, либо в пазах. Когда используются угловые швы в отверстиях или пазах, расстояние в свету от края отверстия или паза до смежной кромки детали, содержащей его, измеряется перпендикулярно направление напряжения должно быть не менее пятикратной толщины детали и не менее двухкратной ширины отверстия или паза. Прочность детали должна определяться по критическому сетчатому сечению основного металла. Соединения внахлест относятся к категории E, и их следует избегать, когда это возможно, в элементах, подверженных растяжению или изменению напряжений.2. Угловые и Ts 2..1 Угловые и Т-образные соединения, которые должны быть подвергнуты изгибу вокруг оси, параллельной стыку, должны иметь сварные швы, расположенные так, чтобы избежать концентрации растягивающего напряжения в корне любого сварного шва Угловые и Т-образные стыки параллельно направлению расчетного напряжения между компонентами сборных элементов, рассчитанных на осевое напряжение, не обязательно должны быть сварные швы CJP с разделкой кромок. Угловые швы или комбинация сварных швов PJP и усиливающих угловых швов могут использоваться CJP Welds Dimensional. Размеры сварных швов с разделкой кромок, указанные в проекте или на подробных чертежах, могут отличаться, как показано на рисунке Углы s.Для угловых соединений, в которых используются сварные швы с одной кромкой, на любой из пластин может быть снята фаска при условии, что основная конфигурация канавки не изменяется и сохраняется соответствующее краевое расстояние для поддержки сварочных операций без чрезмерного плавления. Подготовка, которая снимает фаску на пластине, которая будет подвергаться нагрузке в коротком поперечном направлении, поможет уменьшить разрыв ламелей Сварные швы PJP (см. Рисунок 2.5) Определение. За исключением случаев, указанных на рис. 2.5, сварные швы с разделкой кромок без стальной основы, сваренные с одной стороны, и швы с разделкой кромок, сваренные с обеих сторон, но без задней строчки, считаются сварными швами PJP с разделкой кромок.10 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.
Угловые швы или комбинация сварных швов PJP и усиливающих угловых швов могут использоваться CJP Welds Dimensional. Размеры сварных швов с разделкой кромок, указанные в проекте или на подробных чертежах, могут отличаться, как показано на рисунке Углы s.Для угловых соединений, в которых используются сварные швы с одной кромкой, на любой из пластин может быть снята фаска при условии, что основная конфигурация канавки не изменяется и сохраняется соответствующее краевое расстояние для поддержки сварочных операций без чрезмерного плавления. Подготовка, которая снимает фаску на пластине, которая будет подвергаться нагрузке в коротком поперечном направлении, поможет уменьшить разрыв ламелей Сварные швы PJP (см. Рисунок 2.5) Определение. За исключением случаев, указанных на рис. 2.5, сварные швы с разделкой кромок без стальной основы, сваренные с одной стороны, и швы с разделкой кромок, сваренные с обеих сторон, но без задней строчки, считаются сварными швами PJP с разделкой кромок.10 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15. 09.20
09.20
7 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Обозначения к рисункам 2.4 и 2.5 Символы для типов соединений B стыковое соединение C угловое соединение T T-образное соединение BC стыковое или угловое соединение TC T- или угловое соединение BTC стыковое, T- или угловое соединение Символы для толщины основного металла и глубины проплавления L ограничено толщина CJP U неограниченная толщина CJP P PJP Символ для типов сварных швов 1 квадратная канавка 2 одиночная v-образная канавка 3 двойная v-образная канавка 4 одинарная скошенная канавка 5 двойная скошенная канавка 6 одинарная U-образная канавка 7 двойная U -паз 8 одинарная j-образная канавка 9 двойная j-образная канавка Обозначения сварочных процессов, если не SMAW S Процессы SAW GF SMAW дуговая сварка металлическим электродом в защитных оболочках газовая дуговая сварка металлической дугой сваркой под флюсом Позиции сварки под флюсом F плоский H горизонтальный V вертикальный Заголовок OH Размеры R =, β = Углы f = r = J- или U-образная канавка Радиус S, S 1, S 2 = Глубина сварного шва PJP E, E 1, E 2 = Размеры сварного шва PJP, соответствующие S, S 1, S 2, соответственно строчные буквы, e.g., a, b, c и т. д. используются для различения соединений, которые иначе имели бы одинаковое обозначение соединения. Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
8 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На стр. 43 SMAW для 1 2 TT B-L1a 6 max R = T 1 +6, 2 Все 1, 9 C-L1a 6 max UR = T 1 +6, 2 Все 1 B- L1a-GF 10 max R = T 1 +6, 2 Все 9 Сварка с квадратной канавкой (1) T 1 T 2 для SMAW B-L1b 6 max TR =, 3 Все 1, 3, 9 B-L1b-GF 10 max до 3 +2, 3 Все 3, 9 SAW B-L1-S 10 max F 5, 9 SAW B-L1a-S 16 max F 3, 9 Рисунок 2.4 Подробная информация о сварных швах CJP (размеры в миллиметрах) 12 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
9 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним V-образным пазом (2) См. На странице 43 SMAW C-U2 UU C-U2-GF UU SAW C-U2b-S 25 мин UT 1 T 2 Угол до 3 f = от 0 до 3 = от 60 до 3 f = От 0 до 3 = 60 f = 6 макс = 60 +6, 0 +2, 3 +2, 3 Все Все для 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Сварка с двойной V-образной канавкой (3) SMAW B-U3b B-U3-GF T 1 T 2 Угол U SAW B-U3c-S U от β до 3 f = от 0 до 3 = β = 60 f = 6 мин = β = 60 +6, 0 + 2, 3 Чтобы найти S 1, см. Таблицу выше: S 2 = T 1 (S 1 + f) Только для B-U3c-S T 1 S 1 Переход к Для T 1> 160 или T 1 50 S 1 = 2/3 (T 1 6) Все Все для 1, 3, 7, 9 3, 7, 9 +6, 0 F 3, 7, 9 Рисунок 2.4 (Продолжение) (Миллиметры) 13 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
10 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с V-образной канавкой (2) См. На стр. 43 R = +6, 2 a = SMAW C-U2a UUT 1 T 2 Угол C-U2a-GF UU для R = 6 = 45 Все 1, 12 R = 10 = 30 F, V, OH 1, 12 R = 12 = 20 F, V, OH 1, 12 R = 5 = 30 F, V, OH Требуется 12 R = 10 = 30 F, V, OH требуется12 R = 6 = 45 F, V, OH треб. 12 SAW C-L2a-S 50 max UR = 6 = 30 F 12 SAW C-U2-S UUR = 16 = 20 F 12 Сварка с V-образной канавкой (2) SMAW B-U2 U SAW B-U2-GF U B-L2c-S T 1 T 2 Угол От 12 до 25 От 25 до 38 От 38 до 50 до 3 f = от 0 до 3 = от 60 до 3 f = от 0 до 3 = 60 f = 6 мин = 60 f = 10 мин = 60 f = 12 мин = 60 R = f = +6, 0 = +2, 3 +2, 3 для всех 1, 3, 9 всех 3, 9 F 3, 9 Рисунок 2.4 (продолжение) (миллиметры) 14 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
11 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) Тройник (T) См. На стр. 43 T 1 T 2 для T SMAW TC-L1b 6 max UR =, 3 Все 1, 3, 6 2 TC-L1-GF 10 max U до 3 +2, 3 Все 3, 6 SAW TC-L1-S 10 макс UF 3, 6 Сварной шов с одним V-образным пазом (2) R = +6, 2 = SMAW B-U2a UT 1 T 2 Угол B-U2a-GF U для R = 6 = 45 Все 1, 9 R = 10 = 30 F, V, OH 1, 9 R = 12 = 20 F, V, OH 1, 9 R = 5 = 30 F, V, OH Требуется 9 R = 10 = 30 F, V, OH треб. 9 R = 6 = 45 F, V, OH треб.9 SAW B-L2a-S 50 max R = 6 = 30 F 9 SAW B-U2-S UR = 16 = 20 F 9 Рисунок 2.4 (Продолжение) (миллиметры) 15 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
12 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной кромкой и канавкой (4) См. На стр. 43 R = +6, 2 a = SMAW B-U4a UT 1 T 2 Угол B-U4a-GF U для R = 6 = 45 F, H 1, 9, 13 R = 10 = 30 F, H 1, 9, 13 R = 5 = 30 H Требуется 9 R = 6 = 45 H Треб.9 R = 10 = 30 ч. 9 Сварной шов с одной кромкой и канавкой (4) Тройник (T) R = +6, 2 = SMAW TC-U4c UUT 1 T 2 Угол TC-U4c-GF UU SAW TC-U4a-S UU для R = 6 = 45 Все 1, 12 R = 10 = 30 F, OH, H 1, 12 R = 5 = 30 Все Требуемые 12 R = 10 = 30 F треб. 12 R = 6 = 45 Все треб. 12 R = 10 = 30 R = 6 = 45 F 12 Рисунок 2.4 (Продолжение) (Миллиметры) 16 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
13 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной одинарный скос-канавка (4) Стыковое соединение (4) (B) См. На стр. 43 T 1 T 2 для SMAW B-U4b U до 3 +2, 3 F, H f = от 0 до 3 = 45 10, 5 B-U4b-GF UH 1, 3, 9, 13 3, 9 Сварной шов с одинарным скосом и канавкой (4) Тройник (4) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U4b UU до 3 +2, 3 Все f = от 0 до 3 = 45 10, 5 TC-U4b-GF UU Все +6, 0 SAW TC-U4b-S UU f = 3 макс +0, 3 = 60 10, 5 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 17 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
14 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварка с двойным скосом и канавкой (5) Стыковое соединение (5) (B) См. На стр. 43 β SMAW B-U5a U B-U5-GF UT 1 T 2 Угол к 3 f = от 0 до 3 = 45 β = 0 от 15 до 3 f = от 0 до 3 = 45 β = от 0 до 15 β β = +2, β, 3 + β = F, HH для 1, 3, 7, 9, 13 3, 7, 9 Двойной скос сварной шов с разделкой кромок (5) Т-образный шов (5) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U5b UU до 3 +2, 3 Все f = от 0 до 3 = 45 TC-U5-GF UU Все SAW TC-U5-S UU f = 5 max +0, 5 F = 60 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 18 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
15 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 R = +2, 3 = f = Ограниченный r = +3, 0 +3, 0 ПИЛА SMAW для T 1 T 2 Радиус угловой поверхности B-U6 UU до 3 = 45 f = 3 r = 6 Все 1, 3, 9 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 9 C-U6 UU до 3 = 45 f = 3 r = 6 Все 1, 3, От 12 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 12 B-U6-GF UU до 3 = 20 f = 3 r = 6 Все треб.3, 9 C-U6-GF U U до 3 = 20 f = 3 r = 6 Все треб. 3, 12 B-U6-S 16 мин 16 мин = 20 f = 6 мин r = 6 F 3, 9 C-U6-S 16 мин 16 мин = 20 f = 6 мин r = 6 F 3, 12 Double-U сварной шов с пазом (7) Для B-U7 и B-U7-GF R = +2, 3 = f =, 0 Ограниченный r = +6, 0 Для B-U7-S R = f = +0, 6 для T 1 T 2 Угол открывания Радиус поверхности SMAW B-U7 U до 3 = 45 f = 3 r = 6 Все 1, 3, 7, 9 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 7, 9 B-U7-GF От U до 3 = 20 f = 3 r = 6 Все 3, 7, 9 SAW B-U7-S U = 20 f = 6 max r = 6 F 3, 7, 9 Рисунок 2.4 (Продолжение) ( Миллиметры) 19 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
16 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20.Сварной шов с одинарной J-образной канавкой (8) См. На стр. 43 R = +2, 3 = f = Ограниченный r = +6, 0 T 1 T 2 Угол открывания Радиус торцевой поверхности SMAW B-U8 U до 3 = 45 f = 3 r = 10 F, H B-U8-GF От U до 3 = 30 f = 3 r = 10 H для 1, 3, 9, 13 3, 9 Сварной шов с одной J-образной канавкой (8) Тройник (T) R = +2, 3 = f = Ограниченный r = +6, 0 для T 1 T 2 Радиус угла открывания SMAW TC-U8a UU до 3 = 45 f = 3 r = 10 Все 1, 3, 6, 9 до 3 = 30 f = 3 r = 10 F, OH 1, 3, 6, 9 TC-U8a-GF UU to 3 = 30 f = 3 r = 10 Все 3, 6, 9 SAW TC-U8a-S 16 мин. 16 мин. = 30 f = 6 мин r = 10 F 3, 6, 9 Рисунок 2.4 (Продолжение) (Миллиметры) 20 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
17 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. См. На странице 43 Сварной шов с двойной J-образной канавкой (9) R = +2, 3 = f = Ограниченный r = +3, 0 T 1 T 2 Угол раскрытия Радиус поверхности SMAW B-U9 U до 3 = 45 f = 3 r = 10 F, H B-U9-GF U до 3 = 30 f = 3 r = 10 H для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойной J-образной канавкой (9) Тройник ( T) R = +2, 3 = f = Ограниченный r = +3, 0 SMAW TC-U9a UUT 1 T 2 Радиус угла открывания до 3 = 45 f = 3 r = 10 Все до 3 = 30 f = 3 r = 10 F, OH TC-U9a-GF UU до 3 = 30 f = 3 r = 10 Все SAW TC-U9a-S 10 мин 10 мин = 30 f = 6 r = 10 F для 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 21 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
18 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварка с квадратными канавками (1) См. На стр. 43 SMAW для 1 2 TT B-L1a 1/4 max R = T 1 +1/4, 1/16 Все 1, 9 C-L1a 1/4 max UR = T 1 +1/4, 1/16 Все 1 B-L1a-GF 3/8 max R = T 1 +1/4, 1/16 Все 9 Сварной шов с квадратной канавкой (1) T 1 T 2 для SMAW B-L1b 1 / 4 макс TR = / 16, 1/8 Все 1, 3, 9 B-L1b-GF от 3/8 до 1/8 +1/16, 1/8 Все 3, 9 SAW B-L1-S 3 / 8 max F 5, 9 SAW B-L1a-S 5/8 max F 3, 9 Рисунок 2.4 (Продолжение) (дюймы) 22 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
19 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним V-образным пазом (2) См. На странице 43 SMAW C-U2 UU C-U2-GF UU SAW C-U2b-S 1 мин UT 1 T 2 Угол до 1/8 f = от 0 до 1/8 = 60 до 1/8 f = от 0 до 1/8 = 60 f = 1/4 макс = 60 +1/4, 0 +1/16, 1/8 +1/16, 1/8 Все Все для 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Сварка с двойной V-образной канавкой (3) SMAW B-U3b B-U3-GF T 1 T 2 Угол U SAW B-U3c-S U β до 1/8 f = от 0 до 1/8 = β = 60 f = 1/4 мин = β = 60 +1/4, 0 +1/16, 1/8 Чтобы найти S 1, см. таблицу выше: S 2 = T 1 (S 1 + f) Только для B-U3c-S T 1 S 1 Over to 2 2-1 / 2 1-3 / 8 2-1 / / / 8 2-1 / 8 3-5 / / / 4 2-3 / 4 4-3 / 4 5-1 / / 2 6-1 / 4 3-3 / 4 Для T 1> 6-1 / 4 или T 1 2 S 1 = 2/3 (T 1 1/4) Все Все для 1, 3, 7, 9 3, 7, 9 +1/4, 0 F 3, 7, 9 Рисунок 2.4 (Продолжение) (дюймы) 23 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
20 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним V-образным пазом (2) См. На странице 43 R = +1/4, 1/16 a = SMAW C-U2a UUT 1 T 2 Угол C-U2a-GF UU для R = 1/4 = 45 Все 1 , 12 R = 3/8 = 30 F, V, OH 1, 12 R = 1/2 = 20 F, V, OH 1, 12 R = 3/16 = 30 F, V, OH Требуется 12 R = 3 / 8 = 30 F, V, OH треб.12 R = 1/4 = 45 F, V, OH треб. 12 SAW C-L2a-S 2 max UR = 1/4 = 30 F 12 SAW C-U2-S UUR = 5/8 = 20 F 12 Сварка с V-образной канавкой (2) SMAW B-U2 U SAW B- U2-GF U B-L2c-S T 1 T 2 Угол От 1/2 до 1 Более 1 до 1-1 / 2 Более 1-1 / 2 до 2 до 1/8 f = от 0 до 1/8 = от 60 до 1/8 f = от 0 до 1/8 = 60 f = 1/4 мин. = 60 f = 3/8 мин. = 60 f = 1/2 мин = 60 R = f = +1/4, 0 = + 1 / 16, 1/8 +1/16, 1/8 для всех 1, 3, 9 все 3, 9 F 3, 9 Рисунок 2.4 (продолжение) (дюймы) 24 Воспроизведено с разрешения Американского общества (AWS), Майами , Флорида — 15.09.20
21 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) Тройник (T) См. На стр. 43 T 1 T 2 для T SMAW TC-L1b 1/4 max UR = / 16, 1/8 Все 1, 3, 6 2 TC-L1- GF 3/8 max U до 1/8 +1/16, 1/8 Все 3, 6 SAW TC-L1-S 3/8 max UF 3, 6 Сварной шов с одним V-образным пазом (2) R = + 1 / 4, 1/16 = SMAW B-U2a UT 1 T 2 Угол B-U2a-GF U для R = 1/4 = 45 Все 1, 9 R = 3/8 = 30 F, V, OH 1, 9 R = 1/2 = 20 F, V, OH 1, 9 R = 3/16 = 30 F, V, OH Требуется 9 R = 3/8 = 30 F, V, OH требуется9 R = 1/4 = 45 F, V, OH треб. 9 SAW B-L2a-S 2 max R = 1/4 = 30 F 9 SAW B-U2-S UR = 5/8 = 20 F 9 Рисунок 2.4 (продолжение) (дюймы) 25 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
22 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной кромкой и канавкой (4) См. Стр. 43 R = +1/4, 1/16 a = SMAW B-U4a UT 1 T 2 Угол B-U4a-GF U для R = 1/4 = 45 F, H 1, 9, 13 R = 3/8 = 30 F, H 1, 9, 13 R = 3/16 = 30 H Требуется 9 R = 1/4 = 45 H Треб.9 R = 3/8 = 30 H требуется 9 Сварной шов с одной кромкой и канавкой (4) Тройник (T) R = +1/4, 1/16 = SMAW TC-U4c UUT 1 T 2 Угол TC-U4c-GF UU SAW TC-U4a-S UU для R = 1/4 = 45 Все 1, 12 R = 3/8 = 30 F, OH, H 1, 12 R = 3/16 = 30 Все Требуется 12 R = 3/8 = 30 F Треб. 12 R = 1/4 = 45 Все треб. 12 R = 3/8 = 30 R = 1/4 = 45 F 12 Рисунок 2.4 (Продолжение) (дюймы) 26 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
23 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной одинарный скос-канавка (4) Стыковое соединение (4) (B) См. На стр. 43 T 1 T 2 для SMAW B-U4b U до 1/8 +1/16, 1/8 F, H f = от 0 до 1/8 = 45 10, 5 B-U4b-GF UH 1, 3, 9, 13 3, 9 Сварной шов с одной кромкой и канавкой (4) Тройник (4) (Т) Угловой тройник (Т) (C) T 1 T 2 Угол для SMAW TC-U4b UU до 1/8 +1/16, 1/8 Все f = от 0 до 1/8 = 45 10, 5 TC-U4b-GF UU Все +1/4 , 0 SAW TC-U4b-S UU f = 1/8 max +0, 1/8 = 60 10, 5 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Рисунок 2.4 (Продолжение) (дюймы) 27 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
24 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Двойной сварной шов со скосом и канавкой (5) Стыковой сварной шов (5) (B) См. На странице 43 β SMAW B-U5a U B-U5-GF UT 1 T 2 Угол до 1/8 f = от 0 до 1/8 = 45 β = от 0 до 15 до 1/8 f = от 0 до 1/8 = 45 β = от 0 до 15 β β = +1/16, 1/8 + + β / 16, 1/8 + β = F, HH для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойным скосом и канавкой (5) Т-образный сварной шов (5) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U5b UU до 1/8 +1/16, 1/8 Все f = от 0 до 1/8 = 45 TC-U5-GF UU Все SAW TC-U5-S UU f = 3/16 макс +0 , 3/16 F = 60 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (Дюймы) 28 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
25 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 R = +1/16, 1/8 = f = Ограниченный r = +1/8, 0 +1/8, 0 ПИЛА SMAW для T 1 T 2 Угловая поверхность Радиус B-U6 UU до 1/8 = 45 f = 1/8 r = 1/4 Все 1, 3, 9 до 1/8 = 20 f = 1/8 r = 1/4 F, OH 1, 3, 9 C-U6 UU до 1/8 = 45 f = 1/8 r = 1/4 Все 1, 3, 12 до 1/8 = 20 f = 1/8 r = 1/4 F, OH 1, 3, 12 B-U6-GF UU до 1/8 = 20 f = 1/8 r = 1/4 Все треб.3, 9 C-U6-GF U U до 1/8 = 20 f = 1/8 r = 1/4 Все треб. 3, 12 B-U6-S 5/8 мин 5/8 мин = 20 f = 1/4 мин r = 1/4 F 3, 9 C-U6-S 5/8 мин 5/8 мин = 20 f = 1/4 мин. R = 1/4 F 3, 12 Сварка с двойной U-образной канавкой (7) Для B-U7 и B-U7-GF R = +1/16, 1/8 = f =, 0 Ограничено r = +1/4, 0 Для B-U7-S R = f = +0, 1/4 SMAW B-U7 UT 1 T 2 Радиус угла открывания до 1/8 = 45 f = 1/8 r = 1/4 Все до 1/8 = 20 f = 1/8 r = 1/4 F, OH B-U7-GF U до 1/8 = 20 f = 1/8 r = 1/4 Все SAW B-U7-S U = 20 f = 1/4 макс для 1, 3, 7, 9 1, 3, 7, 9 3, 7, 9 r = 1/4 F 3, 7, 9 Рисунок 2.4 (Продолжение) (дюймы) 29 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
26 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одинарной J-образной канавкой (8) См. На стр. 43 R = +1/16, 1/8 = f = Ограниченное значение r = +1/4, 0 T 1 T 2 Радиус угла открывания торца SMAW B-U8 U до 1 / 8 = 45 f = 1/8 r = 3/8 F, H B-U8-GF U до 1/8 = 30 f = 1/8 r = 3/8 H для 1, 3, 9, 13 3, 9 Сварной шов с одинарной J-образной канавкой (8) Тройник (T) R = +1/16, 1/8 = f = ограниченный r = +1/4, 0 SMAW TC-U8a UUT 1 T 2 Угол открытия, радиус поверхности до 1/8 = 45 f = 1/8 r = 3/8 Все до 1/8 = 30 f = 1/8 r = 3/8 F, OH TC-U8a-GF UU до 1/8 = 30 f = 1/8 r = 3/8 Все SAW TC-U8a-S 5/8 мин 5/8 мин = 30 f = 1/4 мин для 1, 3, 6, 9 1, 3, 6, 9 3, 6, 9 r = 3/8 F 3, 6, 9 Рисунок 2.4 (Продолжение) (дюймы) 30 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
27 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. См. На странице 43 Сварной шов с двойной J-образной канавкой (9) R = +1/16, 1/8 = f = ограниченный r = +1/8, 0 T 1 T 2 Радиус угла открывания торца SMAW B-U9 U до 1 / 8 = 45 f = 1/8 r = 3/8 F, H B-U9-GF U до 1/8 = 30 f = 1/8 r = 3/8 H для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойной J-образной канавкой (9) Тройник (T) R = +1/16, 1/8 = f = ограниченный r = +1/8, 0 SMAW TC-U9a UUT 1 T 2 Угол открытия, радиус до 1/8 = 45 f = 1/8 r = 3/8 Все до 1/8 = 30 f = 1/8 r = 3/8 F, OH TC-U9a-GF UU до 1/8 = 30 f = 1/8 r = 3/8 Все SAW TC-U9a-S 3/8 мин 3/8 мин = 30 f = 1/4 r = 3/8 F для 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (дюймы) 31 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
28 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На стр. 43 ОГРАНИЧЕНИЯ ШВОВ, СМ. 2.14 SMAW 1 2 (см.) (E) Размер сварного шва TT B-P1a от 3 до 2 Все T 1 1 1, 2 B-P1c 6 max TR = 1 T мин Все, 2 Сварной шов с квадратной канавкой (1) E 1 + E 2 НЕ ДОЛЖНЫ ПРЕВЫШАТЬ 3 Т ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННОГО СОЕДИНЕНИЯ, СМ. 2.14 T 1 T 2 (см.) Общий размер сварного шва (E 1 + E 2) T SMAW B-P1b 6 max R = 1 3T Все Рисунок 2.5 Подробная информация о сварных швах для сварных швов PJP (см.) (Размеры в миллиметрах) 32 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20
29 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с V-образной канавкой (2) См. На стр. 43 ОГРАНИЧЕНИЯ НА СТЫКОВЫЕ СОЕДИНЕНИЯ СМ. 2.14 SMAW C-P2 6 мин U C-P2-GF 6 мин U SAW C-P2-S мин UT 1 T 2 Угол (см.) F = 1 мин = 60 f = 3 мин = 60 f = 6 мин = 60 + 3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. Все размеры сварного шва (E) S 1, 2, 4, все S 2, 4, FS 2, 4, сварной шов с двойной V-образной канавкой (3) ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННЫХ СОЕДИНЕНИЙ, СМ. 2.14 SMAW B-P3 12 мин B-P3- GF 12 мин SAW B-P3-S 20 мин T 1 T 2 Угол (см.) F = 3 мин = 60 f = 3 мин = 60 f = 6 мин = 60 +3, 2 +3, 2 Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 8, Все S 1 + S 2 4, 8, FS 1 + S 2 4, 8, рисунок 2.5 (Продолжение) (Миллиметры) 33 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
30 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Одинарная коническая канавка (4) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ, СМ. 2.14 SMAW TC-P4 UU TC-P4-GF 6 мин. TC-P4-S min UT 1 T 2 Угол (см.) F = 3 min = 45 f = 3 min = 45 f = 6 min = 60 +3, 2 +3, 2 Допуск при установке, см. 3.3.2 для прокатных профилей R может составлять 8 мм в листах, если предусмотрена подкладка. Размер сварного шва (E) Все S 3 Все S 3 FS 1, 2, 4, 6, 2, 4, 6, 2, 4, 6, сварной шов с двойным скосом и канавкой (5) Тройник (T) ДЛЯ УГЛОВОГО И ОГРАНИЧЕНИЯ ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВ, СМ. 2.14 SMAW TC-P5 8 мин. U TC-P5-GF 12 мин. U SAW TC-P5-S 20 мин. UT 1 T 2 Угол (см.) F = 3 мин. = 45 f = 3 мин = 45 f = 6 мин = 60 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. Все Все Общий размер сварного шва (E 1 + E 2) (S 1 + S 2) 6 (S 1 + S 2) 6 1, 4, 6, 8, 4, 6, 8, FS 1 + S 2 4, 6 , 8, рисунок 2.5 (Продолжение) (Миллиметры) 34 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
31 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ, СМ. 2.14 SMAW C-P6 6 мин. U Радиус T 1 T 2 Угол (см.) C-P6 -GF 6 мин. U SAW C-P6-S мин. U f = 1 мин. R = 6 = 45 f = 3 мин. R = 6 = 20 f = 6 мин. R = 6 = 20 + U, 0 +6, 0 + U , 0 +6, 0 + U, 0 +6, 0 +3, 2 +3, 2 Допуск при установке, см. 3.3.2 для прокатных профилей R может составлять 8 мм в листах, если предусмотрена подкладка. Размер всех сварных швов (E) S 1, 2, 4, All S 2, 4, FS 2, 4, рисунок 2.5 (продолжение) (миллиметры) 35 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09 / 15/20
32 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной J-образной канавкой (8) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЯ СМ. 2.14 SMAW TC-P8 6 мин U SMAW C-P8 * 6 мин U Радиус T 1 T 2 Угол (см.) TC-P8-GF 6 мин U C-P8-GF * 6 мин U SAW TC -P8-S мин. U SAW C-P8-S * мин. U f = 3 мин. R = 10 = 45 f = 3 мин. R = 10 = 30 f = 3 мин. R = 10 = 45 f = 3 мин. R = 10 = 30 f = 6 мин r = 12 = 45 f = 6 мин r = 12 = 30 +6, 0 +6, 0 +6, 0 +6, 0 +6, 0 +6, 0 +3, 2 +3, 2 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. * Применяется к внешним угловым соединениям.Все Все размеры сварных швов (E) SS 1, 4, 6, 1, 4, 6, All S 4, 6, All S 4, 6, FS 4, 6, FS 4, 6, рисунок 2.5 (продолжение) (миллиметры) 36 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
33 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества ( AWS), Майами, Флорида — 15.09.20. Сварной шов с двойной J-образной канавкой (9) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P9 12 мин U Радиус T 1 T 2 Угол (см.) TC-P9-GF * 12 мин U ПИЛА C-P9-S 20 мин U ПИЛА C-P9-S * 20 мин U SAW T-P9-S 20 мин U f = 3 мин r = 10 = 45 f = 3 мин r = 10 = 30 f = 6 мин r = 12 = 45 f = 6 мин r = 12 = 20 f = 6 мин r = 12 =, 0 +6, 0 +6, 0 +6, 0 +6, 0 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для катаных профилей толщина R может составлять 8 мм. пластины, если предусмотрена подкладка. * Применяется к внешним угловым соединениям. Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 6, 8, Все S 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, рисунок 2.5 (Продолжение) (Миллиметры) 37 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
34 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW 1 2 (см.) (E) Размер сварного шва TT B-P1a от 1/8 до 1/16 Все T 1 1/32 1, 2 B-P1c 1/4 max TR = 1 T min Все, 2 Сварной шов с квадратной канавкой (1) E 1 + E 2 НЕ ДОЛЖНЫ ПРЕВЫШАТЬ 3 Т ДЛЯ ОГРАНИЧЕНИЙ НА ШТЫРНЫЕ СОЕДИНЕНИЯ, СМ. 2.14 T 1 T 2 (см.) T SMAW B-P1b 1/4 max R = Общий размер сварного шва (E 1 + E 2) 3T Все Рисунок 2.5 (продолжение) (дюймы) 38 Воспроизведено с разрешения Американского общества (AWS ), Майами, Флорида — 15.09.20
35 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09. 20. Сварной шов с одним V-образным пазом (2) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW C-P2 1/4 мин U C-P2-GF 1/4 мин U SAW C-P2-S 7/16 мин UT 1 T 2 Угол (см.) F = 1/32 мин = 60 f = 1/8 мин = 60 f = 1/4 мин = 60 +1/8, 1/16 +1/8, 1/16 Пригонка допуск, см. 3.3.2, для прокатных профилей R может составлять 5/16 дюйма в толстых листах, если предусмотрена подкладка. Все размеры сварного шва (E) S 1, 2, 4, все S 2, 4, FS 2, 4, сварной шов с двойной V-образной канавкой (3) ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW B-P3 1/2 мин B- P3-GF 1/2 мин SAW B-P3-S 3/4 мин T 1 T 2 Угол (см.) F = 1/8 мин = 60 f = 1/8 мин = 60 f = 1/4 мин = 60 + 1/8, 1/16 +1/8, 1/16 Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 8, Все S 1 + S 2 4, 8, FS 1 + S 2 4, 8, рис. 2.5 (продолжение) (дюймы) 39 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
36 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения американского Society (AWS), Майами, Флорида — 15.09.20.Одинарная коническая канавка (4) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ СМ. 2. ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P4 UU TC-P4-GF 1/4 мин. U SAW TC-P4-S 7/16 мин UT 1 T 2 Угол (см.) F = 1/8 мин = 45 f = 1/8 мин = 45 f = 1/4 мин = 60 +1/8, 1 / 16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 5/16 дюйма для толстых листов, если предусмотрена подкладка. Размер сварного шва (E) Все S 1/8 Все S 1/8 FS 1, 2, 4, 6, 2, 4, 6, 2, 4, 6, сварной шов с двойным скосом и канавкой (5) Тройник (T ) ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ ОГРАНИЧЕНИЯ СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P5 5/16 мин. U TC-P5-GF 1/2 мин. U SAW TC-P5-S 3/4 мин. UT 1 T 2 Угол (см.) F = 1/8 мин. = 45 f = 1/8 мин. = 45 f = 1/4 мин. = 60 +1/8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для прокатных профилей R может быть 5/16 дюйма в толстых пластинах, если предусмотрена подкладка. Все Все Общий размер сварного шва (E 1 + E 2) (S 1 + S 2) 1/4 (S 1 + S 2) 1/4 1, 4, 6, 8, 4, 6, 8, FS 1 + S 2 4, 6, 8, Рис. 2.5 (продолжение) (дюймы) 40 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
37 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ, СМ. -P6-GF 1/4 мин. U SAW C-P6-S 7/16 мин. U f = 1/32 мин. R = 1/4 = 45 f = 1/8 мин. R = 1/4 = 20 f = 1 / 4 мин. R = 1/4 = 20 + U, 0 +1/4, 0 + U, 0 +1/4, 0 + U, 0 +1/4, 0 +1/8, 1/16 + 1 / 8, 1/16 Допуск посадки, см. 3.3.2, для катаных профилей R может составлять 5/16 дюйма.в толстых пластинах, если предусмотрена подкладка. Размер всех сварных швов (E) S 1, 2, 4, All S 2, 4, FS 2, 4, рисунок 2.5 (продолжение) (дюймы) 41 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09 / 15/20
38 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной J-образной канавкой (8) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКНЫХ СОЕДИНЕНИЙ, СМ. 2.14 SMAW TC-P8 1/4 мин U SMAW C-P8 * 1/4 мин U Радиус T 1 T 2 Угол (см.) TC-P8-GF 1/4 мин U C-P8-GF * 1/4 мин U SAW TC-P8-S 7/16 мин U SAW C-P8-S * 7/16 мин U f = 1/8 мин r = 3/8 = 45 f = 1/8 мин r = 3/8 = 30 f = 1/8 мин. R = 3/8 = 45 f = 1/8 мин. R = 3/8 = 30 f = 1/4 мин. R = 1/2 = 45 f = 1/4 мин. R = 1/2 = 30 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/8, 1/16 +1/8, 1/16 +1/8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для катаных профилей R может составлять 5/16 дюйма для толстых листов, если предусмотрена подкладка.* Применяется к внешним угловым соединениям. Все Все размеры сварных швов (E) SS 1, 4, 6, 1, 4, 6, All S 4, 6, All S 4, 6, FS 4, 6, FS 4, 6, рисунок 2.5 (продолжение) (дюймы) 42 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
39 ДИЗАЙН СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества ( AWS), Майами, Флорида — 15.09.20. Сварной шов с двойной J-образной канавкой (9) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P9 1/2 мин U Радиус T 1 T 2 Угол (см.) TC-P9-GF * 1/2 мин U ПИЛА C-P9-S 3/4 мин U ПИЛА C- P9-S * 3/4 мин. U SAW T-P9-S 3/4 мин. U f = 1/8 мин. R = 3/8 = 45 f = 1/8 мин. R = 3/8 = 30 f = 1 / 4 мин. R = 1/2 = 45 f = 1/4 мин. R = 1/2 = 20 f = 1/4 мин. R = 1/2 = / 4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 Рисунок 2.5 (продолжение) (дюймы) для рисунков 2.4 и / 8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для катаных форма R может составлять 5/16 дюйма в толстых пластинах, если предусмотрена подкладка.* Применяется к внешним угловым соединениям. Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 6, 8, Все S 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8,: 1. Подготовка, подробно описанная для соединений SMAW, может использоваться для или. 2. приваривать только с одной стороны. 3. Перед сваркой второй стороны сделайте задний проход до прочного металла. 4. Минимальный размер сварного шва (E), как показано в Таблице 2.2; S, как указано на чертежах. 5. Должны быть доказательства CJP (см. 4.7.5). 6. Сварные швы в угловых и Т-образных соединениях должны быть усилены угловыми сварными швами с размером полки, равным или превышающим Т / 4, но не обязательно превышающим 10 мм [3/8 дюйма].]. Т определяется как более тонкий из крепежных элементов. 7. Двухсторонние сварные швы могут иметь канавки разной глубины, но глубина более мелкой канавки должна быть не менее одной четвертой толщины более тонкой соединяемой части. 8. Сварные швы с двойной канавкой могут иметь канавки разной глубины при условии, что они соответствуют ограничениям e D. Также размер сварного шва (E), за вычетом любого уменьшения, применяется индивидуально к каждой канавке. 9. Ориентация двух элементов в соединениях может варьироваться от 135 до 180 при условии, что основная конфигурация соединения (угол канавки, поверхность основания, отверстие в корне) остается неизменной и что проектный размер сварного шва должен сохраняться.10. Для угловых и Т-образных соединений ориентация элемента может быть изменена при условии, что угол канавки будет соответствовать указанному. Ориентация элемента может быть изменена при условии, что размеры канавки будут сохранены, как указано. 12. Ориентация двух элементов в соединениях может варьироваться от 45 до 135 для угловых соединений и от 45 до 90 для Т-образных соединений при условии, что основная конфигурация соединения (угол канавки, поверхность корня, отверстие корня) остается неизменной и что проектный размер сварного шва должен быть сохранен.13. Эти детали соединения не должны использоваться там, где практически возможны детали с V-образной или U-образной канавкой (см. 2.14). 43 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
40 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.2020 . Таблица 2.2 Минимальный эффективный размер сварного шва для сварных швов PJP 1, 2 (см.) Соединяемых более толстых частей (T) T 20 мм [3/4 дюйма] T> 20 мм [3/4 дюйма]] Минимальный эффективный размер сварного шва 6 мм [1/4 дюйма] 0 8 мм [5/16 дюйма]: 1. Более мелкие сварные швы могут быть одобрены инженером на основании приложенного напряжения и использования соответствующего предварительного нагрева. 2. За исключением того, что размер сварного шва не должен превышать толщину более тонкой части. Рисунок 2.6 Угловые сварные швы на противоположных сторонах общей плоскости контакта (см.) Все сварные швы PJP с разделкой кромок, выполненные компанией -S, должны пройти квалификационные испытания WPS, описанные в разделе «Минимальный эффективный размер сварного шва». Минимальный эффективный размер сварных швов PJP с квадратными, одинарными или двойными V-образными, скосными, J- и U-образными канавками должен быть таким, как показано в таблице 2.2. Заводские или рабочие чертежи должны указывать глубину канавки (S), применимую для эффективного размера сварного шва (E) для процесса сварки, и положение сварки, которое будет использоваться Углы s. Для угловых соединений, использующих сварные швы с одной кромкой с разделкой кромок, любая плита может быть скошена при условии, что основная конфигурация канавки не изменяется и сохраняется соответствующее краевое расстояние для поддержки сварочных операций без чрезмерного плавления. подготовка, которая снимает фаску на пластине, которая будет подвергаться напряжению в коротком поперечном направлении, поможет уменьшить разрыв пластин. Запрещенные типы швов и сварных швов. Соединения и сварные швы, описанные в следующих параграфах, должны быть запрещены: соответствующие требованиям (2) CJP сварные швы с разделкой кромок во всех элементах, несущих расчетное напряжение, или во второстепенных элементах, подверженных растяжению или изменению напряжения, выполненные только с одной стороны без какой-либо основы или с основой, отличной от стали, которая не была аттестована в соответствие с 5.13 (3) Прерывистые сварные швы с разделкой кромок (4) Прерывистые угловые швы, кроме утвержденных инженером (5) Сварные швы с плоской кромкой и J-образной канавкой в стыковых соединениях, где практически возможны швы с V-образной и U-образной канавкой (6) Вставные и щелевые сварные швы в элементах, подверженных растяжению и изменению напряжения 2.15 Комбинации сварных швов Если два или более общих типа сварных швов (канавка, угловое соединение, заглушка, паз) объединены в одно соединение, их допустимая нагрузка должна быть рассчитана с использованием ссылка на ось группы для определения допустимой мощности комбинации (см. Приложение I).Однако такие методы добавления индивидуальных характеристик сварных швов не применяются к угловым сварным швам, усиливающим сварные швы CJP с разделкой кромок Сварные швы в сочетании с заклепками и болтами В новой работе заклепки или болты в сочетании со сварными швами не должны рассматриваться как разделяющие напряжение, а сварные швы должен выдерживать все нагрузки, на которые рассчитано соединение. Болты или заклепки, использованные в модели 44 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
Значение чертежей GFC в строительной индустрии
Просмотры сообщений: 15 911
Строительные чертежи
/ Loading… / Загрузить образец наших строительных чертежейЗагрузить образец наших строительных чертежей
Подпишитесь на нашу регулярную порцию информативных блогов!
Чертежи GFC составляют неотъемлемый аспект набора строительных чертежей. Это подробные чертежи, подготовленные архитекторами и дизайнерами для каждого строительного проекта. Эксперты BluEntCAD проливают свет на то, что такое чертежи GFC и для чего они служат в строительной отрасли.
Что такое GFC?
Чертежи GFC, то есть годные для строительных чертежей, являются частью окончательных услуг по составлению строительных чертежей со спецификациями для указанного проекта.Они одобрены местными органами власти и клиентами. Считайте набор чертежей GFC окончательным планом, который будет использоваться в качестве дорожной карты для всего процесса строительства.
GFC чертежи включают в себя подробные детали, такие как чертежи фасадов, чертежи лестниц и окон, а также подробные технические и архитектурные чертежи конструкции. Заказчик и местные органы власти дают им сигнал о готовности.
Роль чертежей GFC в строительстве
Ни один кирпич не укладывается в строительном объекте без чертежей GFC!
Чертежи GFC гарантируют точное выполнение строительства на поле.Чертежи GFC утверждаются всеми заинтересованными сторонами, участвующими в строительном проекте. Это сводит к минимуму риски и ошибки и помогает избежать споров в процессе строительства.
Чертежи GFC имеют несколько преимуществ. Вот некоторые из них:
Нажмите здесь Давайте поговорим!
Преимущества чертежей GFC в строительстве
- Простое решение задач
Когда начинается строительство, оно включает в себя бесчисленное количество процессов.Вдохнуть жизнь в здание — монументальная задача, и строители сталкиваются с трудностями при выполнении различных этапов строительства. Чертежи GFC точны и дают подробное описание всей структуры, что позволяет наземной команде легко и эффективно решать эти проблемы.
- Методический и логичный процесс цитаты
Все мы знаем, что дом мечты или офис мечты имеют высокую эмоциональную ценность для людей. Для достижения ожидаемых результатов требуется четкий процесс составления бюджета.Наличие этих строительных чертежей позволяет команде справедливо указывать цену — не завышать и не занижать.
Строительство требует денег, и клиенты должны знать, как используются их инвестиции. Чертежи GFC позволяют профессионалам продемонстрировать точные цены и подробные детали. Это дает клиентам более широкую картину, и они точно знают, куда вкладываются их деньги.
- Команда с хорошими связями
Окончательный план предоставляется всем заинтересованным сторонам, участвующим в проекте, и легко доступен для них.Процесс продвигается дальше, когда заинтересованные стороны одобряют эти проекты и детали. Это позволяет команде работать со стандартным набором строительных чертежей, позволяя им оставаться на связи и получать информацию на протяжении всего процесса.
- Точность, как никогда раньше
Все размеры и размеры архитектурно-строительных чертежей GFC отличаются абсолютной точностью. Каждый, кто участвует в проекте, имеет доступ к подробной информации о различных этапах и этапах строительства; не оставляя места для ошибок.
- Время — деньги
В строительный проект вкладывается много денег, но стоимость времени может быть прямо пропорциональна бюджету, поскольку для строительства более сложных конструкций иногда требуются годы. Чертежи GFC позволяют строителям и подрядчикам работать методично и систематически. Они также сокращают время, затрачиваемое на исправление ошибок и модификаций.
Заключение
Сегодня чертежи GFC стали незаменимыми в содействии успешному завершению проекта.Благодаря технологиям эти чертежи могут быть доступны всем, включая рабочих, в оцифрованном виде. Компании используют приложения, созданные для этой цели.
BluEntCAD — эксперт в создании точных и детализированных чертежей GFC, услуг по инженерному черчению и услуг по строительному черчению. Мы гарантируем, что даже самые сложные проекты будут легко выполнены с помощью этих чертежей.
Свяжитесь с нашими экспертами, чтобы узнать, как чертежи GFC могут повлиять на ваш следующий строительный проект!
Максимальное значение.Достигнуто.
С тегами:
Страница не найдена — Китай Гуаньюй трубка из нержавеющей стали
- О нас
- О нас
- Сертификаты
- Производственное оборудование
- Испытательное оборудование
- Качество и контроль
- Почему вы должны выбрать нас?
- FAQ Часто задаваемые вопросы
- Продукты
- Нержавеющая сталь марок
- Размеры трубок из нержавеющей стали
- Размер трубы из нержавеющей стали
- Характеристики труб из нержавеющей стали
- Применение труб из нержавеющей стали
- Механические свойства нержавеющей стали
- Трубки теплообменника
- U-образная трубка из нержавеющей стали
- П-образные гибкие трубы из никелевого сплава
- Сварная труба из нержавеющей стали
- Полый стержень из нержавеющей стали
- Капиллярная трубка
- Трубка конденсатора
- Инструментальные трубки
- Трубки из нержавеющей стали
- Витые трубки
- Овальная труба из нержавеющей стали
- Трубы перегревателя Трубы перегревателя Котельная труба
- Нержавеющая сталь
- Труба из нержавеющей стали 304
- Труба из нержавеющей стали 304H
- Трубка из нержавеющей стали 304L
- Трубки из нержавеющей стали 309S
- Труба из нержавеющей стали 310S
- Трубки из нержавеющей стали 316L
- Трубка из нержавеющей стали 316Ti
- Труба из нержавеющей стали 317L
- 321 Трубка из нержавеющей стали
- TP347H Труба из нержавеющей стали
- 17-4 PH Нержавеющая сталь 630
- Труба из нержавеющей стали 904L
- Труба 253MA 253MA Труба из нержавеющей стали
- 254 SMo Tubing 254SMo Pipe
- Труба из нержавеющей стали 409L
- 410 Трубка из нержавеющей стали
- Трубки из нержавеющей стали 410S
- Дуплексная сталь
- S31803 S32205 2205 S32750 S32760 Дуплексная стальная труба
- S31803 Труба из нержавеющей стали
- 2205 Двойная труба S32205
- S32304 Трубы из нержавеющей стали
- S32101 Дуплексная стальная труба
- 2507 Труба Super Duplex | 2507 Супердуплексная трубка
- S32750 Труба Super Duplex
- S32760 Труба из нержавеющей стали
- Никелевый сплав
- Труба из никелевого сплава Труба из никелевого сплава
- Трубки из инколоя Трубки из сплава инколой
DF2014: Меню обозначений — Dwarf Fortress Wiki
Меню обозначений можно открыть с помощью d и предоставляет средства для маркировки плиток различными обозначениями, включая горнодобывающую промышленность, резку дерева, сбор растений, детализацию камня, а также удаление построек, контроль движения и другие различные обозначения.
Если нажать d, когда вид центрирован на плитке снаружи / над землей, по умолчанию используется обозначение Рубить деревья — t. Если вид был центрирован внутри / под землей, по умолчанию используется обозначение Mine — d.
Чтобы обозначить область, выберите желаемое обозначение в меню, выберите плитку и нажмите Enter, чтобы выбрать один угол прямоугольника, затем выберите вторую плитку и снова нажмите Enter, чтобы отметить другой угол. Это также работает на z-уровнях, позволяя обозначать трехмерные объекты в форме куба.
Чтобы отменить обозначение, используйте Удалить обозначения (x).
Начиная с 0,40.20, все обозначения могут иметь приоритет, где 1 — самый высокий приоритет, а 7 — самый низкий. Обратите внимание, что если два разных обозначения имеют одинаковый приоритет, один тип все же может иметь преимущество перед верхним. Их также можно назначить как «Только маркер», что похоже на приостановленное задание.
Управление мышью: щелчок левой кнопкой мыши: рисование, щелчок правой кнопкой мыши: перемещение маркера, щелчок правой кнопкой мыши по границе экрана: перемещение экрана.Главное меню обозначений доступно с помощью мыши, а подменю — нет.
- Обозначения, как обычные (коричневые), так и отмеченные (синие). Шахта (d) — Отметьте плитки, которые необходимо добыть. Удаление каменных / грунтовых стен и оставление каменных / грунтовых полов. Может оставлять камень / руду / драгоценные камни. (требуется горнодобывающая промышленность)
- Канал (h) — Отметьте плитки, которые нужно направить. Удаление каменно-грунтовой стены на этой плитке, на полу, и замена каменного / грунтового пола внизу пандусом. Может оставить камень / руду / драгоценный камень. (требуется горнодобывающая промышленность)
- Remove Up Stairs / Ramps (z) — Отметьте плитки, чтобы удалить естественные пандусы и выкопанные пандусы / лестницы.(требуется горнодобывающая промышленность)
- Восходящая лестница (u) — Отметьте стены, которые нужно выкопать, и замените их восходящей лестницей (требуется горнодобывающая промышленность)
- Лестница вниз (j) — Отметьте стены или полы, которые необходимо выкопать, и замените их лестницей вниз (требуются горные работы)
- Лестница вверх / вниз (i) — Отметьте стены, которые нужно выкопать, и замените лестницей вверх / вниз (требуется горняцкая работа)
- Восходящий пандус (r) — Отметьте стены, которые необходимо выкопать, и замените их восходящими пандусами (требуется горнодобывающая промышленность)
- Рубить деревья (t) — Отметить деревья, которые нужно рубить.(Требуется работа по резке древесины)
- Gather Plants (p) — Отметьте кусты, которые нужно собрать. (требуется завод, собирающий рабочую силу)
- Гладкий камень (ы) — Отметьте каменные стены, которые нужно выровнять. (Требуется работа по обработке камня)
- Камень для гравировки (e) — Отметьте сглаженные стены для гравировки. (Требуется работа по обработке камня)
- Вырезать укрепления (F) — Отметьте гладкие стены, чтобы вырезать укрепления. (Требуется работа по обработке камня)
- Вырезать путь (T) — Отметьте каменные стены, которые нужно превратить в путь для вагонеток.(Требуется работа по обработке камня)
- Toggle Engravings (v) — Отметьте плитки, чтобы отобразить / скрыть гравюры.
- Переключить маркер (M) Переключение существующих обозначений между режимом маркера и стандартным режимом (см. Ниже).
- Удалить обозначение (x) — удалить все обозначения.
- Remove Construction (n) — Отметить конструкции, которые необходимо удалить
- Массовое обозначение позиций: (б)
- c: Reclaim Items / Buildings — Отметьте область объектов, которые будут востребованы.
- f: Forbid Items / Buildings — Отметить область запрещенных объектов.
- m: Melt Items — Отметьте область объектов, которые нужно растопить.
- M: Remove Melt — Удалите следы плавления с поверхности.
- d: Dump Items — Отметить область объектов для сброса.
- D: Удалить свалку — Удалить маркировку свалки с участка.
- h: Hide Items / Buildings — Отметьте область объектов, которые нужно скрыть.
- H: Показать предметы / здания — убрать отметку о скрытии с области.
- Установить зоны движения (o) — Значения зоны движения определяют, куда дварфы будут путешествовать.Большие значения стоимости означают, что дварфы будут избегать этой области, если это вообще возможно; меньшие затраты означают, что они предпочтут этот путь, даже если он длиннее «обычного».
- h: Зона с высокой проходимостью — отметьте зоны со «стоимостью», указанной в «Высокая стоимость трафика»
- n: Зона с нормальным движением — отметьте зоны со «стоимостью», указанной в «Стоимость нормального трафика».
- l: Зона с низкой проходимостью — отметьте зоны со «стоимостью», указанной в «Низкая стоимость трафика»
- r: Зона ограниченного движения — отметьте зоны со «стоимостью», указанной в «Стоимость ограниченного движения»
- / — + *: переход между типами областей, которые нужно изменить, с помощью QqwW.
- QqwW: изменить стоимость на -5 / -1 / 1/5.
Модификация обозначений [править]
Горное дело, резьба по лестнице и резьба по пандусу также можно изменить, чтобы изменить их поведение. Эти модификаторы можно переключать с помощью.
- Обозначить все: Стандартное поведение.
- Автоматизация руды / драгоценных камней: после обработки этой плитки все соседние плитки будут отмечены для добычи, если они содержат ту же руду или драгоценные камни. Может быть обозначен только на обнаруженных рудах / драгоценных камнях.Будет зеленым.
- Обозначение руд / драгоценных камней: что написано на банке. Работает только на открытых тайлах.
- Обозначение драгоценных камней: см. Выше.
Priority [править]
Обозначениям можно назначить приоритет с помощью + и -. По умолчанию все назначения делаются с приоритетом 4, но задания с более высоким приоритетом могут быть отмечены с помощью приоритетов 1-3, а задания с более низким приоритетом — с помощью 5-7. Обратите внимание, что + снижает приоритет ; 1 — самый высокий приоритет, а 7 — самый низкий.Когда дварф выполняет несколько заданий с разным приоритетом, в первую очередь выполняются задания с более высоким приоритетом, независимо от того, насколько они удобны для рассматриваемого дварфа; задание, отмеченное цифрой «1» на другой стороне карты, будет иметь приоритет над заданием, отмеченным «2» рядом с ним.
Примечательно, что в меню обозначений многие обозначения, такие как добыча полезных ископаемых, будут мигать, многократно отображая их номер приоритета. Если это нежелательно, это можно решить, удалив все обозначения приоритета, кроме 4 (и, если это не удается, все обозначения), а затем сохраните и выйдите.Это предотвратит мигание или отображение приоритета обозначения, что может раздражать некоторых игроков.
Marker Mode [править]
Обозначения могут быть помещены в стандартный режим по умолчанию (задания могут начаться, как только игра будет возобновлена) или в режиме маркера. Переключите режим новых обозначений с помощью m. Обозначения режима маркера отображаются голубым вместо бежевого.
Гномы фактически не используют режим маркера. Это можно использовать для планирования будущих проектов, и это дает несколько преимуществ:
- Нет необходимости обозначать сразу весь проект.Сомнительные участки можно отложить, например, до выявления близлежащей местности.
- Маркерное обозначение не помешает уже идущим работам.
- Доступен полный диапазон приоритетов, в отличие от задержки проекта из-за низкого приоритета. Таким образом, новый проект может иметь приоритет над существующими обозначениями, когда он будет готов, без необходимости удаления старых обозначений.
Когда вашим дварфам пора начать проект в режиме маркера, назначьте переключатель «Маркер / стандартный» и выберите область, которая содержит все желаемые обозначения маркеров во всех трех измерениях.Все обозначения режима маркера внутри изменятся на стандартный режим и наоборот. Это также можно использовать для временной деактивации существующих стандартных обозначений.
Типы чертежей, используемых при строительстве зданий
В строительстве используются различные типы чертежей, такие как архитектурные чертежи, чертежи конструкции, электрические, сантехнические и отделочные чертежи. На этих чертежах представлены планы расположения и подробные сведения о строительстве каждой части здания.
Drawings играет важную роль в строительстве, чтобы донести идеологию и точку зрения дизайнера до непрофессионала.Чертежи могут использоваться для обозначения общего внешнего вида внутри или снаружи конструкции, или они могут использоваться для обозначения точных размеров и других деталей конструкции.
Виды строительных чертежей
В процессе строительства используются разные типы чертежей. Строительные чертежи в зависимости от назначения делятся на 5 типов:
1. Архитектурный чертеж
Архитектурный чертеж можно назвать основным чертежом для всех других чертежей, используемых при строительстве.Он содержит все детали проекта, такие как план расположения, план расположения, отметки, разрезы и другие детали.
1.1 План участка
Это основной чертеж, используемый для разметки плана на земле. Он представляет местоположение, ориентацию и информацию о топографии участка, коммунальных услугах и работах на участке.
Рис. 1: План размещения
1.2 Рабочий план
Этот чертеж дает информацию о горизонтальных размерах здания, толщине стен, свободных пространствах внутри здания и расположении колонн.на нем также показаны отверстия, необходимые в здании, такие как двери, окна и вентиляторы.
1.3 Чертежи в разрезе
Чертежи разрезов представляют материал конструкции, который будет использоваться, высоту и размеры различных компонентов зданий, тип структурных компонентов, таких как тип плиты и т. Д. На нем представлен чертеж, когда здание разрезается через вертикальную плоскость.
1,4 вертикальный чертеж
Фасадный чертеж представляет информацию о проемах, размере и форме внешней поверхности, высоте здания и отделке здания после завершения.Эти рисунки сделаны с учетом эстетического вида здания.
2. Чертеж конструкции
Структурные чертежи можно назвать каркасом здания. Он содержит всю информацию о структурных вмешательствах, которые происходят в здании. Он содержит много типов рисунков с очень мельчайшими деталями и описанием.
2.1 Общие примечания
Это скорее кодексы и законы зданий. В нем нет чертежей, но в нем упоминаются детали всех структурных чертежей, такие как бетонная смесь, длина притирки, время отверждения, аббревиатуры, коды и другие рабочие процедуры.