Сварка металлоконструкций | Главный механик
Соединение металлоконструкций с помощью сваркиМеталлоконструкции сами по себе применяются очень широко и в различных отраслях, но чаще, всё-таки, в строительстве. Кроме того, видов металлоконструкций также много, так как металл, применяемый при их создании, может иметь различный профиль, толщину и состав.
Единственно, что может объединять их, это способ создания металлоконструкций –применение сварки для их создания. Причем способ сварки в зависимости от профиля проката также разнообразен. Это сварка встык, внахлёст, угловая, торцевая, под определённым углом, для сталей с разным составом.
Металлоконструкции это ответственные элементы, которые должны иметь определённые характеристики и выдерживать заданные нагрузки и сварка должна давать эти характеристики. Она соединяет металл в виде труб, уголков, листов, профиля различного сечения в единое целое, любая точка которого должна соответствовать тем нагрузкам, которые будет выдерживать и вся конструкция.
Естественно, делать расчет на изгиб или разрыв для каждой конструкции абсолютно из ряда фантастики, поэтому приняты ГОСТы на сварку металлоконструкций. В них оговариваются и качество, и состав металла, то есть марку стали, применяемой для возведения этих конструкций, и размеры заготовок, и вид сварки и её режимы, и закладные материалы, и тому подобные важные детали.
Технология выполнения сварки металлоконструкцийКак оговаривалось, сварка металлоконструкций должна проводиться согласно ГОСТам, например ГОСТ 5264 – 80, ГОСТ 14771 – 76.
ГОСТ 5264-80, регламентирующий сварку металлоконструкций ручной дуговой сваркой, учитывает как типы и элементы конструкций, так и их размеры, а также материал, из которого они изготовлены. В ГОСТе отмечается и то, что этот стандарт не может быть использован для сварки трубопроводов из стали.
Соединение при ручной дуговой сварке допускается:
- стыковое (в основном),
- угловое (также наиболее применяемое),
- нахлёсточное (применяется реже)
- тавровое.

ГОСТ 14771 – 76 устанавливает правила для работы по сварке металлоконструкций, которая производится дуговой сваркой под прикрытием защитного газа.
Также в данном документе указано, что этот стандарт не может быть использован при сварке стальных трубопроводов, на который есть свой ГОСТ.
Сварка с среде защитного газа может быть четырёх типов:
- ИН – сварка в среде инертного газа, при применении неплавящегося электрода и без применения присадочной проволоки;
- ИНп – сварка в среде инертного газа, при применении неплавящегося электрода и с применением присадочной проволоки;
- ИП – сварка в среде комбинированного газа, то есть инертный газ , углекислый газ с кислородом с применением плавящегося электрода;
- УП – сварка в среде углекислого газа и кислородно – углекислой смеси с применением плавящегося электрода.
Большое внимание уделено в ГОСТе подготовке кромок к свариванию и геометрическим размерам выполненного сварного шва.
Перед началом работ по сварке металлоконструкций согласно технологии нужно разработать технологическую карту.
Это официальный документ, в котором проработан весь процесс сварки и его технология, а также указаны все параметры. Дело в том, что качество шва зависит от многих условий, в том числе и от квалификации сварщика.
Составление технологической карты сварки металлоконструкцийПри составлении карты инженерные службы делают расчеты, которые помогают выбрать режим сварки, способы сварки металлоконструкций, размеры сварочного шва и остальные необходимые параметры. При расчетах, которые производятся при помощи данных, взятых из справочников и с тех условий работы, в каких будет находиться конструкция в готовом виде.
В карте должны быть указаны все операции, от подготовительных до контроля качества полученного шва, а также разработаны чертежи с пояснениями к ним в виде спецификаций. Составление такой карты – работа очень ответственная, так как любая неточность или ошибка может привести к серьезным последствиям.
Начинается составление карты с того, что указывается, какие металлоконструкции можно варить при помощи указанного технологического процесса, схема с полными геометрическими данными соединяемых деталей с указанием углов и расстояний между деталями этой конструкции.
Пример составления технологической картыТакже указывается место и условия работы. Это может быть и сварка в производственном помещении, сварка на открытом воздухе или сварка непосредственно на месте, а также температура проводимых работ (Сварка обычно не должна проводиться при температуре ниже -18 градусов, но бывают технические исключения проведения работ при -30 градусах).
Обязательно должны быть учтены в карте условия для соблюдения техники безопасности и пожарной безопасности работающих в соответствии СНиП III-4-80 и ГОСТ 12.3.003. При этом должны в обязательном порядке быть указаны наиболее безопасные способы и приемы выполнения работ для обеспечения максимально полной безопасности при проведении таких работ. Должен быть указан и ответственный за их соблюдением.
Должен быть указан и ответственный за их соблюдением.
При проведении работ при помощи дуговой сварки в среде защитного газа, обязательно учесть подводку кислорода и углекислого газа к месту работы. Все подводки и необходимость его использования должны иметь расчёты.
Далее указываются подготовительные работы и поэтапный их перечень. К подготовительным работам относится заготовка металла для сварки. Металл должен иметь сертификат от завода – изготовителя. Также должен быть включен в перечень и визуальный осмотр на предмет выявления брака и испытание образцов – так называемый входной контроль качества металла.
Следующим пунктом будет вид применяемых сварочных работ с указанием применяемого оборудования, марки электродов, проволоки и защитного газа.
При этом описывается процесс сварочных операций с указанием, в какой очередности наносятся швы, общее направление проведения сварки, сколько и какой длины устанавливаются прихватки. Прихватки должны быть указаны на чертежах с дополнительными указаниями в пояснительной записке.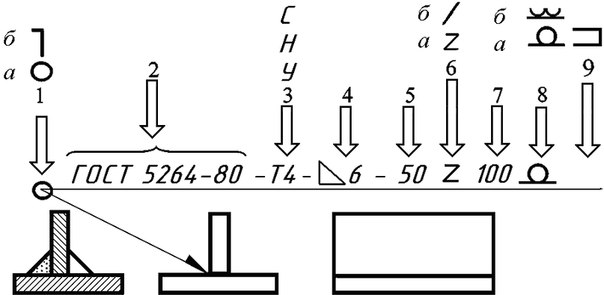 Если должна будет устанавливаться приварка строповочных элементов, она также указывается в чертеже и в пояснительной записке. Если после окончания работ эти элементы должны будут удалены, это также помечают. Удаляют их обычно или механически специальным оборудованием или при помощи газопламенной резки.
Если должна будет устанавливаться приварка строповочных элементов, она также указывается в чертеже и в пояснительной записке. Если после окончания работ эти элементы должны будут удалены, это также помечают. Удаляют их обычно или механически специальным оборудованием или при помощи газопламенной резки.
Также в технологической карте указывается нормативное время, которое должно быть потрачено на проведение каждой операции, и в итоге суммарное время на весь цикл работ.
В конце в спецификации указывается количество расходных материалов. Если расчетная технологическая карта не будет устраивать одну из сторон, её можно изменить до начала проведения работ.
Контроль за работами по сварке металлоконструкций обычно возлагается на мастера участка.
Как производится контроль качества сварочных работКонтроль качества сварки металлоконструкций, который проводится при сдаче работ, имеет очень важную роль. Он фактически отвечает за то, что работы, в основном ответственные, проведены правильно, соответствуют технологической карте и выдержат нагрузку, которую рассчитала инженерная служба.
Контроль делится на три части.
- Проверка квалификации сварщика, которая осуществляется проверкой документов рабочего на предмет квалификации, наличия допуска к сварочным работам и документа о прохождении обязательного инструктажа по технике безопасности а также по противопожарной защите. В удостоверении, которое предъявляется рабочим, должны быть также перечислены группы сталей, с которыми он может работать. Также должен быть получен образец сварочного шва, идентичный тому, который будет выполняться при монтаже при той же температуре, что и будут производиться работы. Если сварка будет производиться при температуре -30 градусов, образец не должен быть сварен при температуре, превышающей рабочую.
- Контроль за качеством деталей, которые подлежат сварке. Все детали должны иметь сопровождающие документы, с которых указывается марка металла, из которого они изготовлены. Эти вопросы урегулированы РД 34.15.132-96 и СНиПом.
- Внешний осмотр и механическое испытание сварных соединений. Производится после очистки шва от шлака и брызг металла. Внешний визуальный осмотр помогает выявить до 50% брака перед тем, как отправить шов на испытание. Для этого не нужно разрушать шов, давно существует оборудование по его выявлению. Дефекты, которые обнаруживаются при помощи дефектоскопа, это непровары различных зон, внутренние трещины шва, прожоги.
 Производится после очистки шва от шлака и брызг металла. Внешний визуальный осмотр помогает выявить до 50% брака перед тем, как отправить шов на испытание. Для этого не нужно разрушать шов, давно существует оборудование по его выявлению. Дефекты, которые обнаруживаются при помощи дефектоскопа, это непровары различных зон, внутренние трещины шва, прожоги.
Производится после очистки шва от шлака и брызг металла. Внешний визуальный осмотр помогает выявить до 50% брака перед тем, как отправить шов на испытание. Для этого не нужно разрушать шов, давно существует оборудование по его выявлению. Дефекты, которые обнаруживаются при помощи дефектоскопа, это непровары различных зон, внутренние трещины шва, прожоги.При выявлении таких дефектов швы или переделываются или, при большой длине, вырезаются в месте дефекта.
Один из методов проверки качества металлоконструкции- при помощи ультразвукаКонтроль при помощи ультразвука относится к наиболее точным для определения внутренних дефектов шва.
Для того, что бы правильно оценивать и контролировать качество сварочных работ, существует рабочий документ от 1996 года РД 34.15.132-96.
Этот документ разработан как для работ с ручной дуговой сваркой металлоконструкций, так и для сварки полуавтоматами и автоматами в среде защитных газов, порошковой проволокой и сваркой под флюсом.
Нормативы, все расчеты, разъяснения в документе позволяют обеспечить полный контроль по организации работ, за её проведением, а также контроль качества готовых изделий.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварка металлоконструкций, технология сварки по ГОСТ
Расположение символов на чертежах
Если рассматривать полное условное изображение соединительного стыка, то содержащиеся в нем дополнительные и основные знаки составляют только часть обозначения. Кроме них изображение включает и другие элементы:
- линия с направляющей стрелкой;
- двойная выноска, которая состоит из двух (пунктирной и сплошной) параллельных друг к другу линий;
- дополняющая линию-выноску вилка, за которой размещается необходимая для качественного выполнения соединения дополнительная информация.
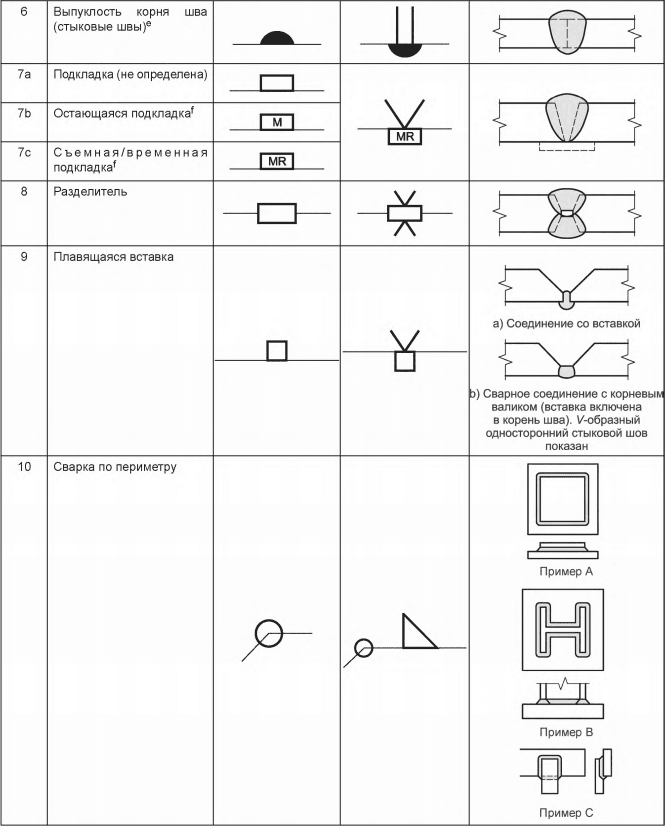
Пунктирная линия может находиться как под сплошной линией, так и над ней. Обозначающий шов знак в зависимости в какую сторону направлена стрелка наносится на сплошной или пунктирной линиях:
- когда на сплошной линии находится символ, значит на лицевую сторону показывает стрелка;
- знак нанесен на пунктирной линии – на противоположную стыку сторону направлена стрелка.
Если речь идет о стыках с несимметричной разделкой, то стрелка должна направляться на сторону с обработанной кромкой.
Типы сварных швов
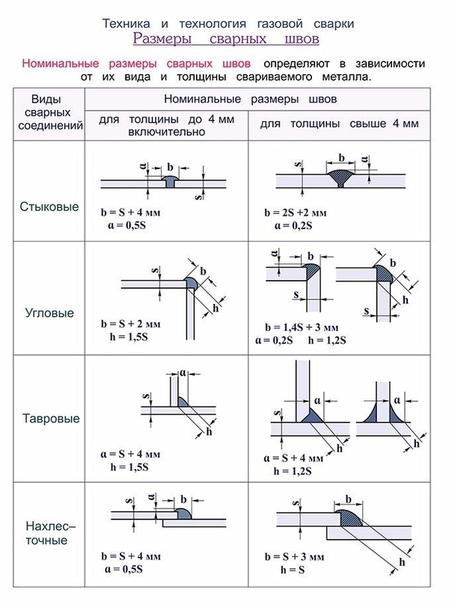
Стыковые швы используются при сварке кольцевых стыков труб в соответствии с ГОСТ. Такие соединения обозначаются С1-С53
Они выполняются одно- и двухсторонними, с прямолинейным и закругленным скосом кромок и с расточкой.
В односторонних швах может быть предусмотрена съемная или остающаяся подкладка, а также расплавляемая вставка.
Соединения секторов на повороте трубопровода выполняется со скосом кромок и обозначаются С54-С55.
Соединения фланца и трубопровода обозначается как С56
Пример обозначения углового соединения типа У2.
Угловые швы обозначаются У5-У21, нахлесточные Н1-Н4
Сварка
После того, как Вы подробнее узнали о различных видах металлоконструкций, у Вас не будет проблем с выбором метода их соединения. Не вызывает сомнений, что в подобных процессах поможет разнообразное оборудование.
Нередко при работе со строительными металлоконструкциями выбором мастеров становится полуавтомат, ведь он значительно ускоряет процесс сварки, уменьшает количество затрачиваемого времени и ресурсов, удобен в использовании.
Выбор вида сварки опирается на три основных параметра: условия труда, требования к качеству со стороны заказчика и умения мастера.
Режим сварки
Для проведения работ необходимо обратить внимание на режим сварки. Рекомендуется остановиться на среднем уровне тока
Рекомендуется остановиться на среднем уровне тока
Завышение его значения для ускорения процесса, равно как и занижение из-за боязни сделать некачественный шов в одинаковой степени неоправданы.
Конечно, при работе с особо ответственными соединениями, к которым относятся двутавровые балки, от мастера потребуются весь его опыт в этом деле и предельно возможная концентрация.
Соответственно, сварщику в таком деле необходимо опираться на понимание своих возможностей и государственные стандарты, рекомендующие различные настройки, которые актуальны для каждого вида сварки.
Температура сварки
Рекомендуемая температура соединения металлоконструкций составляет 17°С и более. Соблюдение такого температурного режима гарантирует качественные швы, что необходимо при работе с конструкциями повышенной ответственности по типу двутавровых балок.
Также рекомендуется перед началом работы проводить прогревание металла в месте планируемого шва до 20°С.
Как выбрать вид сварного шва
Чаще всего сварка металлоконструкций проводится при помощи двух видов соединений: углового и стыкового.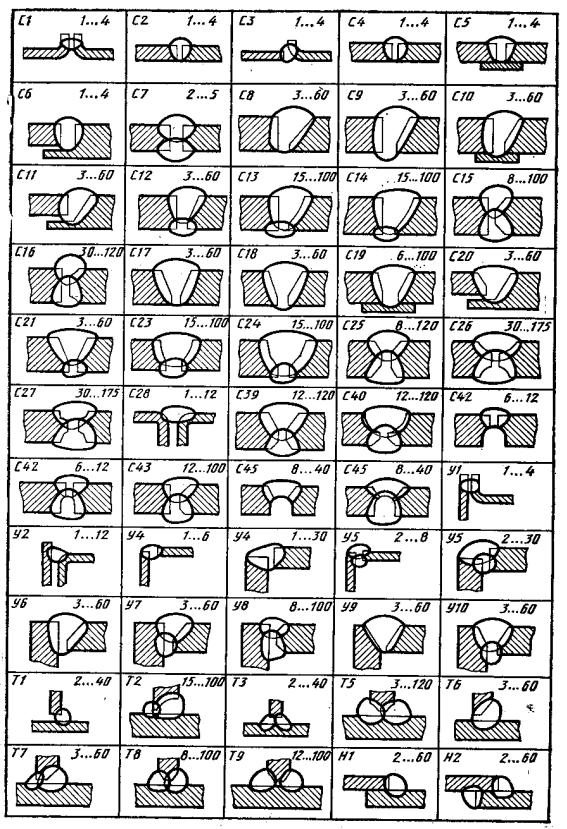 Ниже представлена их краткая характеристика. Наиболее удобным методом является сварка при помощи стыкового шва.
Ниже представлена их краткая характеристика. Наиболее удобным методом является сварка при помощи стыкового шва.
Его необходимо проварить по всей глубине и протяженности металла или же сформировать соединение с одной стороны, а потом дополнительно проварить корень шва с обратной стороны. Последняя методика подойдёт для решётчатых конструкций.
Угловой шов, напротив, имеет ряд ограничений. Он восприимчив к высоким нагрузкам и, как следствие, склонен к деформации в большей степени, чем стыковой шов.
Кроме того, односторонний шов подобного вида запрещён к применению при сварке конструкций с толстыми стенками. В такой ситуации необходимо воспользоваться двусторонним соединением.
Более того, по возможности желательно выбирать тавровый шов вместо углового.
Инновационные технологии
Времена, когда сварную конструкцию из металла изготавливали исключительно классическим способом позади. Инновационное оборудование прошло этап испытания прототипов и сейчас активно используется на передовых предприятиях.
К современным методам соединения относят:
- трением;
- лазерный;
- ультразвуковой;
- взрывом;
- термитный;
- плазменный.
Наибольший интерес представляет последний способ. Его особенность – использование ионизированного газа, который выполняет функции электрической дуги. При этом рабочие параметры плазменного генератора гораздо выше.
В случае необходимости, простой настройкой можно переориентировать сварочный аппарат под функции резака для металла.
Сварные узлы в металлоконструкциях
Все конструкции, выполненные из металла, держатся на основе из сварных узлов, являющихся основой стыковых соединений. При разработке проекта инженеры должны учитывать удобные условия для качественного проведения работ в этих узлах. К ним относятся:
- Условие на то, чтобы узлы были сварены угловым ли стыковочным соединением.
- Нижнее положение сварки является приоритетным.
- В основном использовать механизированную или полностью роботизированную сварку, дабы гарантировать качество выполненной работы.
Среди соединительных узлов есть много подвидов, к большинству из которых заявлены различные требования. Как хороший пример послужит — балочный узел
В нем самое большое внимание сконцентрировано на расстоянии между сварочными швами, так как оно не должно быть короче толщины самого толстого стального элемента деленного на 10, входящего в состав данного узла
Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению – авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов – толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76
Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения
Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.
Правильный подход к сборке конструкции
Существует некий алгоритм действий и правила, которые ведут к успешной сборке и высокой надёжности готовой конструкции, рассмотрим это в деталях:
Перед скреплением деталей кондуктором и при более простых соединениях без его участия, нужно допускать вероятность смещения элементов, для этого нужно предоставить деталям требуемое пространство для отклонения от нормы;
Все детали для сварки должны быть строго на своих местах
Когда заготовки поступили на стапель, они должны быть строго подготовлены к последнему этапу соединения согласно карте сварки;
Чтобы не нарушить функциональные возможности конструкции, стоит правильно подобрать все её составляющие, детали должны соответствовать по виду и размеру тем, которые указаны в проекте;
Нужно обратить внимание на размеры зазоров
Они не должны отклоняться от допустимой нормы, так как превышенная их величина приведёт к нарушениям прочности системы, а если их не сделать вовсе, к поломке движимых частей;
Нужно взять под строгий контроль углы конструкции, для этого используются специальные инструменты и кондуктор
Крайне важно, чтобы каждый угол между плоскостями был прямым, но только там, где это предусмотрено проектом.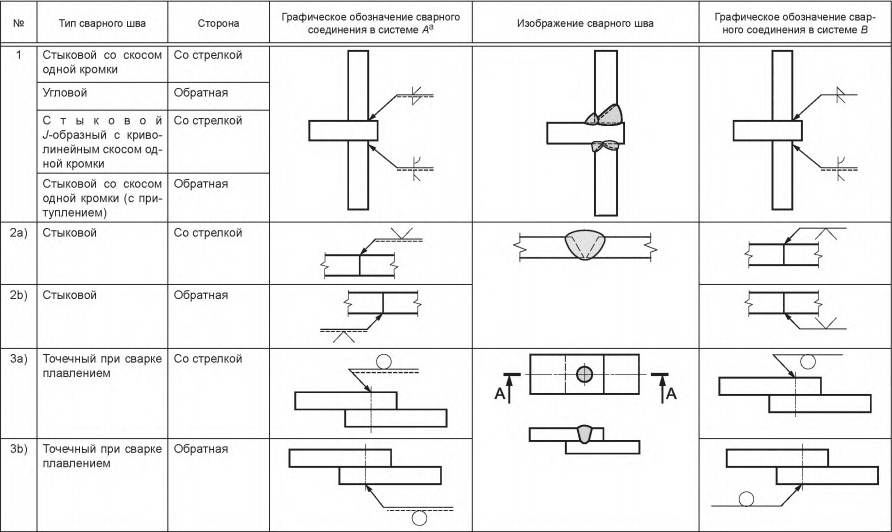 В противном случае механизм может быть нарушен и прийти в негодность за счет перекоса или завала всей системы соединений.
В противном случае механизм может быть нарушен и прийти в негодность за счет перекоса или завала всей системы соединений.
Всех этих правил нужно придерживаться в процессе сборки и поступления деталей на стапель, а не начинать проверку на их наличие перед сваркой металлоконструкций
Это крайне важно учитывать при автоматической сварке, так как откорректировать недостатки уже не получится. В целом роботизированная сварка будет более приемлемой и надёжной в этом случае, так как отсутствует влияние человеческого фактора, это позволит уберечь конструкцию от многих погрешностей
Какие данные указываются в карте
Технологическая карта подробно описывает техпроцесс на сварку металлоконструкций.
К сведениям, указываемым в технологической карте, относятся:
- Сведения об основных материалах, из которых состоят свариваемые детали.
- Вид сварки.
- Применяемое оборудование.
- Параметры, которые следует устанавливать на применяемом оборудовании.
- Температурный режим.
- Способы подготовки к процессу.
- Фиксация изделий.
- Последовательность, в которой должен формироваться сварной шов.
- Используемые нормативы.
- Правила техники безопасности.
- Методы контроля полученного соединения.

В дополнение к перечисленным пунктам в карту сварки могут вноситься любые дополнительные на усмотрение инженера-технолога или заказчика.
Заказчики при составлении договора могут выдвигать свои требования, например, касающиеся сроков проведения процесса или проведения контроля полученных соединений.
Описание материала свариваемых деталей относится к одному из самых важных пунктов технологической карты на сварочные работы металлоконструкций. Оно должно содержать сведения о марке металлов свариваемых деталей, их параметры и характеристики, группу стали, сведения о том, каким образом должны разделываться кромки деталей.
Разработка технологической карты начинается с анализа свариваемых деталей и выбора способа сварки в зависимости от условий, в которых она будет производиться. Согласно расчетам и указаниям нормативных материалов выбирается режим сварки, количество проходов и другие характеристики.
Согласно расчетам и указаниям нормативных материалов выбирается режим сварки, количество проходов и другие характеристики.
Каждой карте присваивается свой идентификационный номер. Он указывается в технической документации, а также спецификациях. Все технологические карты хранятся в отделе главного технолога. Сварщику они выдаются перед началом работы. Несоблюдение им указанных в карте рекомендаций может вызвать получение некачественного соединения изделий, что может привести к разрушению конструкции.
Технологические карточки
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице
Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые , предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Рекомендации
Очень важно перед началом работы иметь полный комплект чертежей. Это позволяет точнее определить вид сварки, вариант соединений
Стоит вникать в требования к каждому узлу металлоконструкции. Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится.
Практика показывает, что созданные таким образом конструкции стремительно разрушаются. Бояться сложностей не нужно — те, кто один раз выполнили всю работу от и до, вскоре начнут делать ее «на автомате». Перед началом сварки стоит принимать все меры против смещения отдельных частей. Но эти меры не всегда эффективны, и потому следует обязательно давать свариваемым частям свободно двигаться без деформации.
Подробнее о том, как осуществялется сварка металлоконструкций, смотрите в видео ниже.
Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Постскриптум
Начинающим мастерам может показаться, что технологический процесс сварки и производство металлоконструкций — это совсем не просто. Однако технологичность подобных работ, по сути, определяется только количеством методов сварки.
Определённая сложность заключается в выборе наиболее подходящего способа сварки конструкций, оптимальной настройке необходимого оборудования и точном соответствии технологии процесса.
Для начинающего мастера разнообразие видов сварки только усложняет понимание ситуации.
Так будет казаться до первого выполнения работ по этой тематике. После того, как Вы попробуете соединять металлоконструкции, последующие работы не вызовут никаких проблем.
Работа с листовыми заготовками
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы
И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.
После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Технология сварки толстого металла
Для соединения материалов большой толщины (от 20 мм) применяется многослойная термическая сварка, требующая нескольких подходов и обязательной подготовки кромок. Первая кромка должна быть сточена под U- образную форму. Перед каждым новым этапом сварки необходимо очищать образованный слой от окалины.
Для уменьшения затрат на расходные материалы можно использовать высокопроизводительные технологии электрошлаковой и электродуговой сварки. Первый вариант позволяет делать только вертикальные швы снизу вверх с отклонением не более 30°. В электрошлаковой сварке соединение заготовок производится посредством нагревания шлака, расплавляющего находящийся рядом металл. Для этого используется электроток. За один проход можно сварить листы толщиной до 60 мм.
Изображение №3: схема электрошлаковой сварки
Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
Основными подсобными приспособлениями для сварки металлоконструкций являются:
- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Вывод
Всегда стоит помнить, что успешной, работа будет лишь тогда, когда выполняются все рекомендации и правила по работе со сваркой и сварочными аппаратами. Также нужно учитывать вид требуемого соединения, материала, разновидности конструкций, а также их соединений. Это напрямую будет влиять на качество шва и на функциональные возможности металлических конструкций.
Если пренебрегать всеми правилами и советами, швы могут приходить в негодное состояние, а именно лопаться, расходится или трескаться. Из всего вышесказанного стоит сделать вывод о том, что не стоит браться за работу, не зная о чем идёт речь, для начала нужно хорошо разбираться в теории и попрактиковаться на соединениях с начальным уровнем сложности.
Сварка металлоконструкций | СРЕДА ОБИТАНИЯ ЧЕЛОВЕКА
Виды соединений металлоконструкций при помощи сваркиМеталлоконструкции сами по себе применяются очень широко и в различных отраслях, но чаще, всё-таки, в строительстве. Самих видов металлоконструкций также много, из-за того, что металл, применяемый при их создании, может иметь различный профиль, толщину и состав.
Единственно, что может объединять их, это способ изготовления металлоконструкций то есть применение сварки для их создания. И способов сварки в зависимости от профиля проката, также много. Это сварка встык, внахлёст, угловая, торцевая, под определённым углом, для сталей с разным составом.
Металлоконструкции это ответственные элементы, которые должны иметь определённые характеристики и выдерживать заданные нагрузки и сварочное соединение должно соответствовать этим характеристикам. Она соединяет металл в виде труб, уголков, листов, профиля различного сечения в единое целое, любая точка которого должна соответствовать тем нагрузкам, которые будет выдерживать и вся конструкция.
Естественно, делать расчет на изгиб или разрыв для каждой конструкции абсолютно из ряда фантастики, поэтому приняты ГОСТы на сварку металлоконструкций. В них оговариваются и качество, и состав металла, то есть марку стали, применяемой для возведения этих конструкций, и размеры заготовок, и вид сварки и её режимы, и закладные материалы, и тому подобные важные детали.
Технология выполнения сварки металлоконструкцийКак оговаривалось, сварка металлоконструкций должна проводиться согласно ГОСТам, например ГОСТ 5264 – 80, ГОСТ 14771 – 76.
ГОСТ 5264-80 , регламентирующий сварку металлоконструкций ручной дуговой сваркой, учитывает как типы и элементы конструкций, так и их размеры, а также материал, из которого они изготовлены. В ГОСТе отмечается и то, что этот стандарт не может быть использован для сварки трубопроводов из стали.
Соединение при ручной дуговой сварке допускается:
- стыковое (в основном),
- угловое (также наиболее применяемое),
- нахлёсточное (применяется реже)
- тавровое.
Можно посмотреть ГОСТ 5264-80.
ГОСТ 14771 – 76 устанавливает правила для работы по сварке металлоконструкций, которая производится дуговой сваркой под прикрытием защитного газа.
Также в данном документе указано, что этот стандарт не может быть использован при сварке стальных трубопроводов, на который есть свой ГОСТ.
Сварка с среде защитного газа может быть четырёх типов:
- ИН – сварка в среде инертного газа, при применении неплавящегося электрода и без применения присадочной проволоки;
- ИНп – сварка в среде инертного газа, при применении неплавящегося электрода и с применением присадочной проволоки;
- ИП – сварка в среде комбинированного газа, то есть инертный газ , углекислый газ с кислородом с применением плавящегося электрода;
- УП – сварка в среде углекислого газа и кислородно – углекислой смеси с применением плавящегося электрода.
Большое внимание уделено в ГОСТе подготовке кромок к свариванию и геометрическим размерам выполненного сварного шва.
Перед началом работ по сварке металлоконструкций согласно технологии нужно разработать технологическую карту.
Это официальный документ, в котором проработан весь процесс сварки и его технология, а также указаны все параметры. Дело в том, что качество шва зависит от многих условий, в том числе и от квалификации сварщика.
Составление технологической карты сварки металлоконструкцийПри составлении карты инженерные службы делают расчеты, которые помогают выбрать режим сварки, способы сварки металлоконструкций, размеры сварочного шва и остальные необходимые параметры. При расчетах, которые производятся при помощи данных, взятых из справочников и с тех условий работы, в каких будет находиться конструкция в готовом виде.
В карте должны быть указаны все операции, от подготовительных до контроля качества полученного шва, а также разработаны чертежи с пояснениями к ним в виде спецификаций. Составление такой карты – работа очень ответственная, так как любая неточность или ошибка может привести к серьезным последствиям.
Начинается составление карты с того, что указывается, какие металлоконструкции можно варить при помощи указанного технологического процесса, схема с полными геометрическими данными соединяемых деталей с указанием углов и расстояний между деталями этой конструкции.
Пример картыТакже указывается место и условия работы. Это может быть и сварка в производственном помещении, сварка на открытом воздухе или сварка непосредственно на месте, а также температура проводимых работ (Сварка обычно не должна проводиться при температуре ниже -18 градусов, но бывают технические исключения проведения работ при -30 градусах).
Обязательно должны быть учтены в карте условия для соблюдения техники безопасности и пожарной безопасности работающих в соответствии СНиП III-4-80 и ГОСТ 12.3.003. При этом должны в обязательном порядке быть указаны безопасные приемы выполнения работ для обеспечения правил безопасности при проведении сварочных работ.
При проведении работ при помощи дуговой сварки в среде защитного газа, обязательно учесть подводку кислорода и углекислого газа к месту работы. Все подводки и необходимость его использования должны иметь расчёты.
Далее указываются подготовительные работы и поэтапный их перечень. К подготовительным работам относится заготовка металла для сварки. Металл должен иметь сертификат от завода – изготовителя. Также должен быть включен в перечень и визуальный осмотр на предмет выявления брака и испытание образцов – так называемый входной контроль качества металла.
Следующим пунктом будет вид применяемых сварочных работ с указанием применяемого оборудования, марки электродов, проволоки и защитного газа.
При этом описывается процесс сварочных операций с указанием, в какой очередности наносятся швы, общее направление проведения сварки, сколько и какой длины устанавливаются прихватки. Прихватки должны быть указаны на чертежах с дополнительными указаниями в пояснительной записке. Если должна будет устанавливаться приварка строповочных элементов, она также указывается в чертеже и в пояснительной записке. Если после окончания работ эти элементы должны будут удалены, это также помечают. Удаляют их обычно или механически специальным оборудованием или при помощи газопламенной резки.
Также в технологической карте указывается нормативное время, которое должно быть потрачено на проведение каждой операции, и в итоге суммарное время на весь цикл работ.
В конце в спецификации указывается количество расходных материалов.
Если расчетная технологическая карта не будет устраивать одну из сторон, её можно изменить до начала проведения работ.
Контроль за работами по сварке металлоконструкций обычно возлагается на мастера участка.
Как производится контроль качества сварочных работКонтроль качества сварки металлоконструкций, который проводится при сдаче работ, имеет очень важную роль. Он фактически отвечает за то, что работы, в основном ответственные, проведены правильно, соответствуют технологической карте и выдержат нагрузку, которую рассчитала инженерная служба.
Контроль делится на три части.
1 .Проверка квалификации сварщика, которая осуществляется проверкой документов рабочего на предмет квалификации, наличия допуска к сварочным работам и проведения инструктажа по технике безопасности и противопожарной защите. В удостоверении, который предъявляется рабочим, должны быть также перечислены группы сталей, с которыми он может работать. Также должен быть получен образец сварочного шва, идентичный тому, который будет выполняться при монтаже при той же температуре, что и будут производиться работы. Если сварка будет производиться при температуре -30 градусов, образец не должен быть сварен при температуре, превышающей рабочую.
2. Контроль за качеством деталей, которые подлежат сварке. Все детали должны иметь сопровождающие документы, с которых указывается марка металла, из которого они изготовлены. Эти вопросы урегулированы РД 34.15.132-96 и СНиПом.
3. Внешний осмотр и механическое испытание сварных соединений. Производится после очистки шва от шлака и брызг металла. Внешний визуальный осмотр помогает выявить до 50% брака перед тем, как отправить шов на испытание. Для этого не нужно разрушать шов, давно существует оборудование по его выявлению. Дефекты, которые обнаруживаются при помощи дефектоскопа, это непровары различных зон, внутренние трещины шва, прожоги.
При выявлении таких дефектов швы или переделываются или, при большой длине, вырезаются в месте дефекта.
Контроль при помощи ультразвука относится к наиболее точным для определения внутренних дефектов шва.
Для того, что бы правильно оценивать и контролировать качество сварочных работ, существует рабочий документ от 1996 года РД 34.15.132-96
Он применяется как для ручной дуговой сварки металлоконструкций, так и для сварки полуавтоматами и автоматами в среде защитных газов, порошковой проволокой и сваркой под флюсом.
Этот документ позволяет обеспечить полный контроль по организации работ, за её проведением, а также контроль качества готовых изделий.
Гост на сварные швы металлоконструкций
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
(МИНТОПЭНЕРГО РОССИИ)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО
ЖИЛИЩНОЙ И СТРОИТЕЛЬНОЙ ПОЛИТИКЕ
(ГОССТРОЙ РОССИИ)
РУКОВОДЯЩИЙ ДОКУМЕНТ
РД 34.15.132-96
СВАРКА И КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ
ПРИ СООРУЖЕНИИ
ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
14 марта 1996 г.
Разработчик: ОАО «Оргэнергострой»
Составители: С.С. Якобсон, канд. техн. наук;
Н.Д. Курносова, канд. техн. наук; Г.С. Зислин, канд. техн. наук;
М.Л. Эльяш, канд. техн. наук
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34.15.132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34.15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов.
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772 :
фасонный прокат (уголки, двутавры, швеллеры) – из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили – из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм 2 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) – с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости – по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009-73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05- 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации – производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться тех нико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А – не менее 16 мм 2 , при 250 А – 25 мм 2 , при 300 А – 50 мм 2 . Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Максимальный сварочный ток источника питания, А
Сечение медного* провода, мм 2 , при напряжении сети, В
Английское название: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80
Дата издания: 01.12.2006
Дата введения в действие: 01.07.1977
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалыГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газыГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Подготовка под сварку кромок и поверхностей свариваемых деталей
Вырезку деталей и выполнение скосов кромок под сварку следует производить термической или механической резкой в соответствии с требованиями СНиП III-18-75. Разделка кромок под сварку должна соответствовать способу и технологии сварки, толщине свариваемых элементов и положению швов в пространстве. Конструктивные элементы кромок должны соответствовать требованиям ГОСТ 5264—80, ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 14771—76, ГОСТ 14776—79, ГОСТ 15164—78, ГОСТ 23518—79.
Кромки деталей из низколегированной стали классов до С60/45 включительно, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки, а также кромки аналогичных деталей из сталей всех классов после воздушно-дуговой резки подлежат механической обработке (строжке, фрезеровке, обработке абразивным инструментом).
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, при этом после воздушно-дуговой резки не менее 2 мм. Поверхности кромок не должны иметь надрывов и трещин.
Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° и до минус 65 °С включительно, не более 0,5 мм.
Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или не полностью проплавляемые при сварке, не должны иметь неровностей, превышающих 0,3 мм.
Точность деталей и заготовок и качество поверхности реза при газовой и плазменно-дуговой резке сталей должны соответствовать ГОСТ 14792—80.
Кромки работающих на растяжение деталей из низколегированных сталей класса до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, фасонок из низколегированной стали класса до С60/45 включительно, всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки, либо возводимых и эксплуатируемых в районах с расчетной температурой ниже минус 65 °С, после резки с помощью ножниц подлежат механической обработке с тем, чтобы удалить дефекты поверхности. Шероховатость кромок должна быть не грубее третьего класса чистоты поверхности по ГОСТ 2789—73.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
При подготовке кромок под сварку допускается применение (без последующей обработки) резки способами, обеспечивающими требуемую форму кромок и соблюдение допусков по размерам. При этом отклонения прямолинейности кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264— 80, ГОСТ 8713—79 и ГОСТ 14771—76.
После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены абразивным инструментом вдоль усилия.
На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла, краски и других загрязнений.
При использовании металлопроката, не подвергнутого консервации, проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены до чистого металла. Продукты очистки не должны оставаться в зазорах между собранными деталями.
Допускается производить сварку без предварительной зачистки при отсутствии на кромках и поверхностях свариваемых деталей загрязнений, а также при наличии покрытия — защитного грунта, слоя цинка или алюминия и т. п., если металл шва и сварное соединение по своим свойствам отвечают требованиям строительных норм, а выделение вредных газов и аэрозолей при сварке не превышает санитарных норм.
Сварочные (сварные) работы — электродуговая сварка, аргонодуговая (аргонная) электросварка, газовая сварка, сварка полуавтоматом
Наша компания производит любые сварочные (сварные) работы. Мы специализируемся на сварке металлоконструкций: каркасов зданий, ферм, балок, лестниц, ограждений, заборов, навесов, решеток и других металлоизделий.
Сварочные работы по производству сварных конструкций и сварных изделий осуществляются при помощи специального оборудования. При этом предпочтение при сварочных работах по производству сварных конструкций и сварных изделий отдается сварочным аппаратам, агрегатам и электродам.
Мы применяем сварочные технологии при изготовлении, монтаже и демонтаже металлоконструкций, а также выполняем заказы непосредственно на проведение сварных работ: различных ремонтно-восстановительных работ, сварку металлических труб и пр.
Сварка производится различными способами, в зависимости от специфики металлоконструкций, назначения, объема и сложности. Мы используем наиболее востребованные методы в настоящее время в строительной отрасли: электродуговую сварку (ручную и аргонодуговую) и газосварку.
Ручная электродуговая сварка один самых востребованных методов сварки в строительной сфере. Применяется для изготовления и монтажа металлоконструкций практически любого назначения и объема, для изготовления и монтажа металлических каркасов, межэтажных перекрытий, ферм, балок, сварных лестниц и ограждений, различных нестандартных металлоконструкций.
Аргонодуговая электросварка применяется для более тонких работ. Мы используем аргоновую сварку для изготовления лестниц и ограждений по индивидуальным проектам, когда большое значение имеет внешняя, эстетическая составляющая.
Газовая сварка, наряду с ручной электродуговой, также — один самых востребованных и распространенных методов сварных работ в строительной сфере. Мы применяем газовую сварку для сварки металлических труб систем отопления и теплоснабжения, мелких ремонтных работ различного назначения.
Также сварка металлоизделий осуществляется с помощью полуавтоматов. Отличается от автоматической тем, что все работы, кроме подачи электродной проволоки в сварочную зону, производятся вручную.
Мы выполняем сварные работы любой сложности и любого объема, выполняем как электросварочные, так и газосварочные работы.
Электросварочные работы мы выполняем, в том числе, автономно (в случае, если на объекте отсутствует электричество, но нужна именно электросварка).
Заказ на сварочные работы
Завод ПКР — производство и поставка
сварочные (сварные) работы, анкерные, фундаментные болты в сборе с плитами, металлические кондуктора, закладные детали, закладные изделия, анкерные плиты, контейнера, бункера, заборы, металлоизделия, сварные металлоконструкции
Нормативная база по аттестации сварочного производства или зачем нужно аттестовываться в НАКС
На каких объектах нужна аттестация сварщиков и специалистов сварочного производства в НАКС ? Ниже приведена подборка нормативных документов, содержащих требования по аттестации в НАКС.
ОПО, строительство ОПО, ремонт и монтаж ТУ, ЗС на ОПО
Объекты капитального строительства
СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ (СК)
- СП 70.13330.2012. СНиП 3.03.01-87 НЕСУЩИЕ И ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ
- РД 34.15.132-96. СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
- СНиП 3.05.04-85. НАРУЖНЫЕ СЕТИ И СООРУЖЕНИЯ ВОДОСНАБЖЕНИЯ И КАНАЛИЗАЦИИ
- ГОСТ 23118-2012 КОНСТРУКЦИИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
- РТМ 393-94. РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ (ПТО)
ГАЗОВОЕ ОБОРУДОВАНИЕ (ГО)
КОТЕЛЬНОЕ ОБОРУДОВАНИЕ (КО)
ОБОРУДОВАНИЕ ХИМИЧЕСКОЕ, НЕФТЕХИМИЧЕСКОЕ, НЕФТЕПЕРЕРАБАТЫВАЮЩЕЕ И ВЗРЫВОПОЖАРООПАСНЫХ ПРОИЗВОДСТВ (ОХНВП)
МЕТАЛЛУРГИЧЕСКОЕ ОБОРУДОВАНИЕ (МО)
НЕФТЕГАЗОДОБЫВАЮЩЕЕ ОБОРУДОВАНИЕ (НГДО)
ГОРНОДОБЫВАЮЩЕЕ ОБОРУДОВАНИЕ (ГДО)
- СТО-СА-03-005-2010 РУКОВОДСТВО ПО РЕМОНТУ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
- РД 34.15.132-96 СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
- СП 70.13330.2012. СНиП 3.03.01-87. НЕСУЩИЕ И ОГРАЖЩУОЩИЕ КОНСТРУКЦИИ
- СНиП 3.05.05-84. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ
- СНиП 3.05.04-8. НАРУЖНЫЕ СЕТИ И СООРУЖЕНИЯ ВОДОСНАБЖЕНИЯ И КАНАЛИЗАЦИИ
- ГОСТ 23118-2012. КОНСТРУКЦИИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ, Приложение В
ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВКИ ОПАСНЫХ ГРУЗОВ (ОТОГ)
КОНСТРУКЦИИ СТАЛЬНЫХ МОСТОВ (КСМ)
- СП 46.13330.2012. МОСТЫ И ТРУБЫ (актуализированная редакция СНиП 3.06.04-91)
- CTO-ГК «Трансстрой»-012-2007. СТАЛЬНЫЕ КОНСТРУКЦИИ МОСТОВ. ЗАВОДСКОЕ ИЗГОТОВЛЕНИЕ
- CTO-ГК «Трансстрой»-005-2007. СТАЛЬНЫЕ КОНСТРУКЦИИ МОСТОВ. ТЕХНОЛОГИЯ МОНТАЖНОЙ СВАРКИ
Если кратко, то для качественного выполнения сварочных работ организация должна:
- Обучить и аттестовать сварщиков и специалистов сварочного производства. Периодически направлять персонал всех уровней на повышение квалификации.
- Создать пакет технологической производственной документации и следить за точным её исполнением (аттестация технологии сварки).
- Создать условия для обеспечения сварочных работ (материалы, оборудование, инструменты, защитные материалы и охрану труда — аттестация сварочного оборудования и материалов).
- Обеспечить подготовку к сварочным работам в соответствии с проектом, технологией сварки — выбор марок материалов, подбор персонала в соответствии с уровнем компетенции.
- Обеспечить присутствие на объектах специалистов оценки соответствия исполнения сварочных работ.
На правах рекламы предлагаем свои услуги по аттестации сварщиков и специалистов сварочного производства. Обращайтесь!
Региональный представитель по Ивановской области
Архипова Светлана Анатольевна
Телефон: +7 (910) 098-8918
E-mail:
Помимо этого, осуществляем независимый строительный контроль на объектах капитального строительства.
Для справки:
- http://naks.ru/assp/reestrac/index.php?ID=414637 — координаты нашего аттестационного центра АНО ЦЭС «Техкранэнерго»
- http://naks.ru/assp/reestrperson/ — проверка достоверности удостоверения и протокола сварщика или специалиста сварочного производства (часто исправляют дату выдачи и срок действия, ФИО — имейте в виду, что срок действия аттестации сварщика 2 года и удостоверение оформляется на каждый способ сварки, а срок действия аттестации специалистов II, III уровня — 3 года (продляется на 1,5 года), IV уровня — 5 лет (продляется на 2,5 года))
Также для проверки подлинности удостоверения сварщика можно воспользоваться сканером штрих-кодов (подойдет любой, который доступен для установки на смартфоне), который приведет на страницу naks.ru, где Вы сможете сравнить данными об аттестации с данными в удостоверении. - http://naks.ru/asm/reestrattsm/ — реестр аттестованных материалов
- http://naks.ru/aso/reestrattso/ — реестр аттестованного оборудования
- http://naks.ru/ast/reestrattst/ — реестр аттестованных сварочных технологий
RussianGost | Официальная нормативная библиотека — ГОСТ 9087-81
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочные материалы »
Правила сварки » Документация »
Правила сварки » Термическая обработка »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Наплавка »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.20 Сварочные материалы »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.20 Сварочные материалы »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов. Пайка, клепка »
В качестве замены:
ГОСТ 5.1929-73 гг .: Сварка плавленых флюсов марок АН-20С и АН-20П. Требования к качеству сертифицированной продукции
ГОСТ 9087-69 — Флюсы сварочные
.Ссылки на документы:
ГОСТ 12.1.005-88 — Общие санитарные требования к воздуху рабочей зоны
.ГОСТ 12.1.007-76 — Вещества вредные. Классификация и общие требования безопасности
ГОСТ 12.3.003-86 — Система стандартов безопасности труда Электросварочные работы. Требования безопасности
ГОСТ 14192-96 — Маркировка грузов
.ГОСТ 15150-69 — Машины, инструменты и другие промышленные изделия.Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 15846-79 — Продукция для транспортировки в районы Крайнего Севера и отдаленные районы
.ГОСТ 1770-74 — Посуда мерная лабораторная. Цилиндры, мензурки, мерные колбы, пробирки. Общие технические условия
ГОСТ 19360-74 — Пакеты пленочные лайнеры. Общие технические условия
ГОСТ 2226-88 — Пакеты бумажные
.ГОСТ 22974.0-96: Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 22974.10-96 — Флюсы сварочные плавленые. Методы определения оксидов натрия и калия
ГОСТ 22974.11-96 — Флюсы сварочные плавленые. Методы определения фторида кальция
ГОСТ 22974.12-96 — Флюсы сварочные плавленые. Метод определения серы
ГОСТ 22974.13-96 — Флюсы сварочные плавленые. Метод определения углерода
ГОСТ 22974.14-90 — Флюсы сварочные плавленые.Метод определения влажности
ГОСТ 22974.1-96 — Флюсы сварочные плавленые. Методы разложения флюсов
ГОСТ 22974.2-96 — Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 22974.3-96 — Флюсы сварочные плавленые. Методы определения оксида марганца (II)
ГОСТ 22974.4-96 — Флюсы сварочные плавленые. Метод определения оксида алюминия
ГОСТ 22974.5-96 — Флюсы сварочные плавленые. Методы определения оксидов кальция и магния
ГОСТ 22974.6-96: Флюсы сварочные плавленые. Методы определения оксида железа (III)
ГОСТ 22974.7-96 — Флюсы сварочные плавленые. Метод определения фосфора
ГОСТ 22974.8-96 — Флюсы сварочные плавленые. Методы определения оксида циркония
ГОСТ 22974.9-96 — Флюсы сварочные плавленые. Методы определения оксида титана (IV)
ГОСТ 3826-82 — Сетки проволочные с квадратной ячейкой. Технические характеристики
ГОСТ 5.1929-73 — Флюсы сварочные плавленые марок АН-20С и АН-20П.Требования к качеству сертифицированной продукции
ГОСТ 6613-86 — Сетки проволочные квадратные сетчатые
.ГОСТ 9087-69 — Флюсы сварочные
.Ссылка на документ:
ГОСТ 10037-83 — Автоклавы строительные
.ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 15860-84 — Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа.
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 18130-79 — Машины полуавтоматы для дуговой сварки плавящимся электродом
.ГОСТ 18896-73 — Бочки стальные толстостенные для химической продукции.Технические характеристики
ГОСТ 22974.0-85 — Флюсы сварочные плавленые
.ГОСТ 22974.0-96 — Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 26155-84 — Бочки из коррозионно-стойкой стали
.ГОСТ 29166-91 — Аттракционы механические. Стальные конструкции. Основные правила оформления
ГОСТ 30482-97 — Электрошлаковая сварка сталей. Требования к технологическому процессу
ГОСТ 30765-2001 — Тара транспортная металлическая.Общие технические условия
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31901-2013 — Арматура трубопроводная для атомных станций. Общие технические условия
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 33258-2015 — Арматура трубопроводная. Наплавка и контроль качества обработанных поверхностей. Технические требования
ГОСТ 33796-2016 — Агрегаты железнодорожные.Требования к прочности и динамике
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ 6247-79 — Бочки стальные сварные с обручами на гильзе
.ГОСТ 7413-80 — Краны мостовые мостовые однобалочные подвесные общего назначения. Спецификация
ГОСТ 8213-75 — Аппараты автоматические для дуговой сварки плавящимся электродом.
ГОСТ Р 52170-2003 — Безопасность механизированных аттракционов. Основные правила проектирования металлоконструкций
ГОСТ Р 52664-2006 — Сваи трубные шпунтовые сварные. Общие технические условия
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53337-2009 — Подвижной состав специальный.Требования к прочности несущей конструкции и динамическим свойствам
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением. Общие технические требования
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 55495-2013 — Агрегаты железнодорожные. Требования к прочности и динамике
ГОСТ Р 55513-2013 — Локомотивы.Требования к прочностным и динамическим свойствам
ГОСТ Р 56064-2014 — Безопасность аттракционов. Капитальный ремонт аттракционов. Процедура
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 57898-2017 — Индукционно-металлургический метод наплавки. Материалы для наплавки
ГОСТ Р 58095.1-2018 — Системы газораспределения. Требования к сетям газопотребления. Часть 1. Газопроводы стальные
Руководство к СНиП II-23-81: Руководство к СНиП II-23-81 по проектированию усиления металлоконструкций
Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
ОСТ 108.030.30-79: Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 108.030.45-82 — Воздухонагреватели трубчатые для котлов стационарных. Основные Характеристики.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.31-89 — Швы сварные для стыков трубопроводов ТЭЦ. Типы и основные размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные.Общие технические требования.
ОСТ 26.260.01-2001 — Сосуды и аппараты стальные эмалевые. Общие технические характеристики.
ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.480-2003 — Сосуды и устройства стальные двухслойные. Сварка и наплавка.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2).Технические требования.
ОСТ 26-18-6-88 — Сосуды, аппараты и технологические узлы, работающие при температуре ниже минус 70 ° С. Технические требования
ОСТ 26-291-94 — Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 34-42-816-85 — Сварка трубопроводов из перлитных и аустенитных сталей на атомных электростанциях.Основные положения.
ОСТ 34-72-645-83 — Металлоконструкции пилонов напряжением 0,38-35 кВ. Основные Характеристики.
ОСТ 36-128-85 — Устройства и агрегаты монтажные. Методы расчета и проектирования.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа. Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций.Основные положения.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 5 9137-83 — Сварка дефектов отливок стали и чугуна. Технические требования
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 03-384-00 — Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
ПНАЭ Г-7-009-89: Оборудование и трубопроводы ядерных энергетических установок.Сварка и наплавка, общие положения
РД 153-34.0-04.185-2003 — Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-39.4-075-01 — Правила текущего ремонта магистрального нефтепровода на водных, железнодорожных и автомобильных переходах I-IV категорий.
РД 24.090.52-90 — Машины подъемно-транспортные. Материалы для сварных металлоконструкций.
РД 24.942.02-90 — Электрошлаковая сварка химической и нефтехимической техники из низколегированных и жаропрочных сталей
.РД 26-02-63-87 — Технические требования на проектирование и изготовление сосудов, транспортных средств и технологических блоков установок нефтегазовой отрасли, рабочих сред, вызывающих сероводородное коррозионное растрескивание под напряжением.
РД 26-17-049-85 — Организация хранения, подготовки и контроля сварочных материалов
РД 2730.300.06-98 — Арматура для атомных станций и тепловых станций.Плакировка уплотнительных поверхностей. Технические характеристики
РД 2730.940.102-92 — Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварка. Основные требования.
РД 31.1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.44.01-97: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.52.21-88 — Рекомендации по выбору сварочных материалов на предприятиях Министерства морского флота.
РД 34 02.028-2007 — Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34.10.124-94 — Инструкция по подготовке и хранению сварочных материалов
РД 34.10.306-88 — Материальные пособия на ремонт. Стационарные паровые котлы.
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
РТМ 393-94 — Технические руководства по сварке и контролю качества соединений арматуры и закладных элементов железобетонных элементов
Правила выбора сосудов под давлением и оборудования: Инструкция по выбору сосудов под давлением и устройств, работающих под давлением 100 кгс / см2 и защиты от избыточного давления, Министерство нефтяной энергетики
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности.Требования к настройке и эксплуатации
СН 393-78 — Инструкция по сварке стыков арматуры и закладных частей железобетонных конструкций
.СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП II-45-75: Магистральные трубопроводы
СП 105-34-96 — Свод правил строительства магистральных газопроводов. Сварочные работы и контроль качества сварных соединений
СП 16.13330.2011 — Металлоконструкции
СП 294.1325800.2017: Конструкция из стали. Правила оформления
СП 34-116-97 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 36.13330.2012 — Магистральные трубопроводы
.СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб. Заменить СП 42-102-96
СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 53-102-2004 — Общие правила проектирования металлоконструкций
СП 70.13330.2012: Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СТ РК 1358-2005 — Сосуды под давлением. Требования к сварке сталей
СТ РК 1454-2005 — Ресиверы воздушные тягового железнодорожного состава. Основные требования к конструкции
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 053-2008 — Арматура трубопроводная. Наплавка и контроль качества сварных поверхностей. Технические требования
СТ ЦКБА 089-2010 — Арматура трубопроводная.Дефекты сварки отливок. Технические требования
СТ ЦКБА 098-2011 — Арматура трубопроводная. Ремонт наплавок. Технические требования
СТБ 1026-2008 — Перила металлические профильные для мостов и путепроводов. Технические условия
ТУ 35-1757-87 — Здания перекрытия железнодорожных мостов с верховой ездой на балласте коробчатого сечения Lp = 33,6 м; 45.0 м. Технические характеристики
ТУ 36-2009-77 — Металлоконструкции стальных вертикальных цилиндрических резервуаров вместимостью от 100 до 20 000 м3 для хранения нефти и нефтепродуктов.Технические условия
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 136-78 / Минтрансстрой: Инструкция по проектированию вспомогательных сооружений и устройств для строительства мостов
ВСН 349-87 — Сварка стальных оцинкованных ребристых кровель для облегченных кровель
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 467-85: Общие нормативные квоты на строительные материалы. Краткое руководство 7: Монтаж металлических конструкций резервуаров и газгольдеров
ГОСТ Р 58721-2019 — Соединения сварные из сталей 10ГН2МФА, 15Х2НМФА деталей оборудования и трубопроводов атомных электростанций.Требования к сварке, наплавке и термообработке
ОТТ 1.5.2.01.999.0157-2013: Несущие конструкции элементов атомных станций с водоохлаждаемыми энергетическими реакторами. Общие технические требования
РД 22-158-86 — Экскаваторы гидравлические ковшовые. Рабочее оборудование. Расчет металлоконструкций на статическую прочность
РД 22-16-2005 *: Руководящий нормативный материал. Подъемные машины. Подбор материалов для изготовления, ремонта и реконструкции сварных металлоконструкций
РД 31.52.23-89: Судовые дизели. Восстановление крышек цилиндров с помощью сварки. Типовые процессы
РД 32 ЦВ 052-2005 — Ремонт тележек грузовых вагонов
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
ТУ 24-09.411-82 — Краны мостовые электрические специальные
| . Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
В нашей базе данных содержится более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
RussianGost | Официальная нормативная библиотека — ГОСТ 7512-82
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Дефекты »
Правила сварки » Основные материалы » Цветные металлы »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) » 032/2013 ТР КУ.О безопасности оборудования избыточного давления » Нормы и стандарты (к 032/2013 ТР ТС) »
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.6 Неразрушающий контроль »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V09 Методы испытаний. Упаковка. Маркировка »
В качестве замены:
ГОСТ 7512-75 — Контроль неразрушающий. Возобновляемые кондукторные втулки нормальной и высокой точности.Рентгенологический метод
Ссылки на документы:
ГОСТ 12.2.007.0-75 — Система стандартов безопасности труда Электрооборудование. Общие требования безопасности
ГОСТ 15843-79 — Принадлежности для промышленной радиографии. Основные размеры
ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 23764-79 — Гамма-дефектоскопы. Общие технические условия
ГОСТ 24034-80 — Контроль радиационный неразрушающий. Термины и определения
ГОСТ 25347-82 — Основные нормы взаимозаменяемости.Единая система допусков и посадок. Зоны допуска и рекомендуемые посадки
ОСП-72/87: Основные санитарные правила работы с радиоактивными веществами и другими источниками ионизирующего излучения
Ссылка на документ:
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10037-83 — Автоклавы строительные
.ГОСТ 10580-74 — Оборудование литейное.Общие технические условия
ГОСТ 10674-82 — Цистерны магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 11004-84 — Воздуходувки шахтные главные
.ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 1561-75 — Резервуары воздушные для автоматических тормозов железнодорожных вагонов. Технические характеристики
ГОСТ 15860-84 — Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа.
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 17441-84 — Соединения электрические контактные.Приемка и методы испытаний
ГОСТ 19330-2013 — Мачты (столбы) опор контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 21561-2017 — Цистерны автомобильные для транспортировки углеводородного газа давлением до 1,8 МПа. Технические требования и методы испытаний
ГОСТ 21561-76 — Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа. Общие технические условия
ГОСТ 22045-89 — Краны мостовые однобалочные.Технические характеристики
ГОСТ 22584-96 — Тали электрические канатные
.ГОСТ 23055-78 — Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографических исследований
ГОСТ 23118-2012 — Металлоконструкции строительные. Общие технические условия
ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия
ГОСТ 23200-78 — Лодки прогулочные и моторные. Общие требования при поставке на экспорт
ГОСТ 23476-79 — Устройства опоры контактного троллейбуса трамваев и троллейбусов.Общие технические условия
ГОСТ 25997-83 — Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля
ГОСТ 26271-84 — Порошковая проволока для сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26582-85 — Машины и оборудование для пищевой (обрабатывающей) промышленности
.ГОСТ 27584-88 — Краны мостовые электрические и козловые. Общие технические условия
ГОСТ 27614-2016 — Цементодержатели. Общие технические условия
ГОСТ 27614-93 — Цементодержатели
.ГОСТ 27947-88 — Контроль неразрушающий.Телевизионный радиографический метод. Общие требования
ГОСТ 28277-89 — Контроль неразрушающий. Сварные соединения. Электрорадиографический метод. Общие требования
ГОСТ 28433-90 — Ретриверы
.ГОСТ 28434-90 — Краны-штабелеры мостовые
.ГОСТ 29025-91 — Контроль неразрушающий. Рентгеновские телевизионные дефектоскопы с рентгеновскими электронно-оптическими преобразователями. Дефектоскопы электрические радиографические. Общие технические требования
ГОСТ 30243.1-97 — Полувагоны колеи 1520 мм для сыпучих материалов.Общие технические условия
ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 30776-2002 — Установки насосные передвижные нефтепромысловые. Общие технические условия
ГОСТ 31.111.42-83 — Детали и узлы модульного рабочего инструмента для металлорежущих станков
.ГОСТ 31.211.42-93 — Элементы и сборочные единицы сборно-сварочной арматуры
.ГОСТ 31385-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов.Общие технические условия
ГОСТ 31385-2016 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31834-2012 — Газоочистители адсорбционные.Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые. Требования безопасности и методы испытаний
ГОСТ 3242-79 — Соединения сварные
.ГОСТ 32504-2013 — Нефтяная и газовая промышленность. Скважинное оборудование. Жидкостные центробежные сепараторы песочных фильтров. Общие технические требования
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32601-2013 — Насосы центробежные для нефтяной, нефтехимической и газовой промышленности.Общие технические требования
ГОСТ 32623-2014 — Устройства натяжные автоматические контактной ВЛ железных дорог. Общие технические условия
ГОСТ 33005-2014 — Нефтегазовая промышленность. Буровое и производственное оборудование. Соединения морских буровых райзеров. Общие технические условия
ГОСТ 33146-2014 — Дороги автомобильные общего пользования. Трубы для водопропускных труб. Методы контроля
ГОСТ 33172-2014 — Тали электрические цепные. Требования безопасности.
ГОСТ 33752-2017 — Баллоны стальные сварные для сжиженного углеводородного газа, используемого в качестве моторного топлива на автотранспортных средствах.Технические характеристики
ГОСТ 33797-2016 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта. Общие технические условия
ГОСТ 33852-2016 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ 34011-2016 — Системы газораспределения.Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ 34029-2016 — Арматура трубопроводная. Проверить арматуру магистральных нефтепроводов и нефтепродуктопроводов. Общие технические условия
ГОСТ 34070-2017 — Системы газоснабжения. Магистральный трубопроводный транспорт газа. Передвижная компрессорная установка. Технические требования
ГОСТ 34181-2017 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Техническая диагностика. Основные принципы
ГОСТ 34347-2017 — Сосуды и аппараты стальные сварные.Общие технические условия
ГОСТ 7075-80 — Краны мостовые ручные. Технические условия
.ГОСТ 7890-84 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ 7890-93 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ Р 50.05.07-2018 — Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме экспертизы. Единые процедуры. Рентгенологическое исследование
ГОСТ Р 50059-92 — Краны передвижные однобалочные подвесные.Технические характеристики
ГОСТ Р 50599-93 — Сосуды и аппараты стальные сварные высокого давления. Неразрушающий контроль при производстве и эксплуатации
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52220-2004 — Электроподвижной состав монорельсовой транспортной системы. Общие требования безопасности
ГОСТ Р 52232-2004 — Вагоны легкорельсового транспорта.Общие технические условия
ГОСТ Р 52264-2004 — Камеры водолазные напорные. Общие технические условия
ГОСТ Р 52400-2005 — Резервуары воздушные для тормозов железнодорожных. Общие технические условия
ГОСТ Р 52445-2005 — Газоочистители абсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52630-2006 — Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52630-2012 — Сосуды и аппараты стальные сварные. Основные Характеристики.
ГОСТ Р 52664-2010 — Сваи трубные шпунтовые сварные.Технические характеристики
ГОСТ Р 52910-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53682-2009 — Огневые обогреватели для нефтеперерабатывающих заводов. Общие технические требования
ГОСТ Р 54317-2011 — Стартовые и технические комплексы ракетно-космических комплексов. Требования безопасности
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением.Общие технические требования
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55085-2012 — Баллоны стальные сварные на давление 1,6 МПа для сжиженного углеводородного газа, используемого в качестве моторного топлива на автотранспортных средствах. Технические характеристики
ГОСТ Р 55186-2012 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта.Общие технические условия
ГОСТ Р 55249-2012 — Воздушный транспорт. Аэропорты. Технические средства для досмотра. Общие технические требования
ГОСТ Р 55850-2013 — Нефтяная и газовая промышленность. Прогрессирующие винтовые насосные системы для искусственного подъемника. Часть 2. Наземные приводы. Общие технические требования
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 56467-2015 — Системы космические.Порошковые металлические и металлокомпозиционные материалы. Классификация. Номенклатура показателей
ГОСТ Р 56685-2015 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Фитинги для диаметров от 530 до 1220 мм. Общие технические условия
ГОСТ Р 58177-2018 — Единая энергосистема и изолированные энергосистемы. Тепловые электростанции. Тепломеханическое оборудование тепловых электростанций. Контроль состояния металла. Нормы и требования
И3-94: Инструкция по диагностике технического состояния резервуаров установок сжиженного газа
ITNJe-93: Инструкция по техническому надзору и эксплуатации сосудов под давлением, не подпадающих под Правила Госгортехнадзора
Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
МДК 4-04.2002: Типовое руководство по эксплуатации резервуаров для хранения горячей воды в коммунальных системах водоснабжения
МДС 12-31.2007: Методические указания по техническому освидетельствованию съемных грузоподъемных устройств
MDS 53-1.2001: Рекомендуемая практика монтажа стальных конструктивных элементов
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
МСН 42-01-2011: Системы газораспределения
ОСН-АПК 2.10.03.001-04: Проектирование комплексной защиты железобетонных конструкций промышленных сельскохозяйственных зданий и сооружений от воздействия агрессивных сред
ОСТ 102-51-85 — Контроль неразрушающий. Сварные соединения труб. Рентгенологический метод.
ОСТ 108.004.10-86 — Программа контроля качества продукции атомной энергетики.
ОСТ 108.030.124-85 — Детали и сборные элементы из сталей перлитного класса для трубопроводов с давлением окружающей среды Р> 2.2 МПа (22 кг / см2) на атомных электростанциях. Основные Характеристики.
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.60-89 — Детали и сборные узлы пара и горячей воды тепловых электростанций. Основные Характеристики.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.480-2003 — Сосуды и устройства стальные двухслойные. Сварка и наплавка.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1183-82 — Сосуды и аппараты алюминиевые. Общие технические характеристики.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2).Технические требования.
ОСТ 26-04-1222-75 — Продукция криогенной техники. Общие технические требования и стандарты.
ОСТ 26-11-10-93 — Соединения сварные. Рентгеновский ТВ метод тестирования.
ОСТ 26-291-94 — Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-49-81 — Детали трубопроводов сварные и гнутые из углеродистой стали с Dy до 500 мм, на Py до 10 МПа (100 кг / см2). Технические условия.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций.Основные положения.
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10575-2002 — Оборудование и трубопроводы сепарационных установок. Сварные соединения и наплавки. Правила контроля
ОСТ 95 227-92 — Изделия нестандартизированные общего машиностроительного назначения. Общие технические требования.
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 03-110-96 — Правила безопасности при хранении сжиженного углеводородного газа и легковоспламеняющихся жидкостей под давлением
ПБ 03-164-97 — Нормы изготовления паровых и водогрейных котлов, сосудов под давлением, трубопроводов пара и горячей воды сваркой
ПБ 03-278-99 — Правила проведения квалификационных испытаний сварщиков и специалистов сварочного производства
ПБ 03-381-00 — Правила установки резервуаров стальных цилиндрических вертикальных (спиральных стальных) для нефти и нефтепродуктов
ПБ 03-384-00 — Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 03-75-94 — Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
.ПБ 08-258-98 — Правила устройства и безопасной эксплуатации магистрального трубопровода для транспортировки жидкого аммиака
ПБ 10-11-92 — Требования к установке и безопасной эксплуатации подъемников (подъемных опор)
ПБ 10-14-92 — Нормы монтажа и безопасной эксплуатации подъемных кранов
.ПБ 10-157-97 — Требования к монтажу и безопасной эксплуатации трубоукладочных машин Безопасность
ПБ 10-256-98 — Положение по устройству и безопасной эксплуатации подъемников (вышек)
.ПБ 10-257-98: Правила монтажа и безопасной эксплуатации кранов-манипуляторов
.ПБ 10-382-00: Правила устройства подъемных кранов и безопасной эксплуатации.Серия 10. Редакция 7.
ПБ 10-77-94 — Требования к установке и безопасной эксплуатации эскалаторов
ПНАЭ Г-10-032-92: Требования к приварке элементов уплотнения ограничивающих систем безопасности АЭС
ПНАЭ Г-7-010-89: Оборудование и трубопроводы объектов атомной энергетики. Сварные соединения и валики. Правила тестирования
ПНАЭ Г-7-017-89 — Единая методика контроля основных материалов (полуфабрикатов), сварных соединений и наплавок оборудования и трубопроводов атомных электростанций.Ультразвуковой контроль
ПНАЭ Г-7-023-90: Оборудование и трубопроводы атомных энергоблоков. Сварные соединения алюминиевых сплавов. Правила контроля
ПНСТ 310-2018 — Дороги общего пользования. Мосты и трубы дорожные. Методы определения геометрических и физических параметров
Р 265-77 — Руководство по технологии и организации строительства магистральных трубопроводов диаметром 1220-1420 мм проточным методом заводских изоляционных труб
Р 498-83: Рекомендации по производству работ при строительстве магистральных трубопроводов диаметром 1220-1420 мм проточным способом безподъемной установки
Р Газпром: Временные технические требования на оборудование для вскрытия трубопроводов
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 03-380-00: Методические указания по проверке сферических резервуаров и газгольдеров для хранения сжиженных газов под давлением
РД 03-410-01: Инструкция о порядке проведения комплексного технического освидетельствования криогенных резервуаров для сжиженных газов
РД 03-495-02 — Порядок проведения квалификационных испытаний сварщиков и специалистов сварочных работ
РД 09-244-98 — Инструкция по диагностике технического состояния сосудов, трубопроводов и компрессоров промышленных аммиачных холодильных установок.
РД 10-112-2-09 — Методические указания по экспертизе подъемного оборудования. Часть 2: Краны стрелы общего назначения и подъемные краны с шарнирно-сочлененной рамой.
РД 10-69-94 — Типовой технологический процесс монтажа электрооборудования. Основные положения.
РД 12-253-98 — Методические указания по обследованию объектов газоснабжения
РД 153-006-02 — Руководство по сварочному процессу при строительстве и ремонте магистральных нефтепроводов
РД 153-112-017-97 — Инструкция по диагностике и оценке остаточного ресурса резервуаров стальных вертикальных
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-21.530-99 — Методические указания по обследованию элементов конструкций технологических зданий и сооружений тепловых электростанций. Часть 2: Металлические конструкции
РД 153-39.1-059-00: Методика технического диагностирования газовых постов
РД 153-39.4-056-00 — Магистральный нефтепровод. Правила эксплуатации.
РД 153-39.4-078-01 — Требования к эксплуатации резервуаров на магистральных нефтепродуктопроводах и на нефтебазах
РД 22-207-88 — Машины подъемные. Общие требования и стандарты производства
РД 22-28-36-01 — Краны подъемные. Типовая программа и процедура тестирования. Стандартные программы и процедуры тестирования.
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы.Капитальный ремонт. Общие технические условия
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РД 24.090.97-98 — Подъемно-транспортное оборудование. Требования к строительству, ремонту и реконструкции металлоконструкций кранов.
РД 24.942.02-90 — Электрошлаковая сварка химической и нефтехимической техники из низколегированных и жаропрочных сталей
.РД 26.260.004-91 — Методические указания.Прогноз остаточного ресурса оборудования по изменению его эксплуатационных параметров в процессе эксплуатации
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов и аппаратов под давлением
РД 26.260.16-2002 — Экспертно-техническое диагностирование сосудов и оборудования, работающих под давлением на объектах добычи и переработки газа и газового конденсата, нефти в северных регионах Российской Федерации и подземных хранилищах газа
РД 26.260.225-2001 — Корпуса цилиндрических сосудов и аппаратов. Технология, гарантия качества
РД 26-02-80-2004 — Ведущий документ. Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 26-17-78-87 — Импульсная дуговая сварка нефтехимического оборудования из нержавеющих сталей плавящимся электродом в аргоне
.РД 31.3.3-97 — Методические указания по техническому контролю гидротехнических сооружений на морском транспорте. Минтранс, ДМТ Союзморниипроект, 1997
РД 34 02.028-2007: Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34 10.068-91 — Соединения сварные оборудования тепловых электростанций. Радиографический контроль.
РД 34.15.027-93 — Сварка, термообработка и испытание систем котельных и трубопроводов при монтаже и ремонте оборудования станций электроснабжения (РТМ-1с-93)
РД 34.17.427-89 — Методические указания. Неразрушающий контроль на тепловых электростанциях.Общие требования
РД 34.17.435-95 — Методические указания. Техническая диагностика котлов с рабочим давлением до 4,0 МПа включительно.
РД 34.21.526-95 — Типовые указания по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды
RD 34.39.501: Типовое руководство по эксплуатации, ремонту и проверке трубопроводных систем водяных станций
РД 34.40.601-97 — Методические указания по проверке резервуаров для хранения горячей воды
РД 34-10.030-89: Правила контроля качества сварных соединений трубопроводов АЭС
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 3689-001-00220302 / 31-2004 — Трубы лучистые и комплектующие для реакционных трубчатых печей. Требования к проектированию, производству и доставке.
РД 3689-002-00220302 / 31-2008 — Сварка радиационных труб и их элементов для реакционных трубчатых печей. Основные положения
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10.0 МПа (100 кгс / см2)
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РД 50: 48: 0075.03.05: Рекомендации по устройству и безопасной эксплуатации надземных подкрановых путей
РД ЭО 1.1.2.99.0867-2012: Методика оценки технического состояния и остаточного ресурса строительных конструкций АЭС
РД РОСЭК 04-010-98: Методические указания по техническому диагностированию и продлению срока службы напорных камер
РД РТМ 38.14.006-86: Методика определения ресурса змеевиков печей каталитического риформинга, отработавших ресурс проекта
.РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Устройство сетей водоснабжения и водоотведения в Санкт-Петербурге
РТМ 26-07-133-93 — Арматура трубопроводная. Сварка и наплавка деталей из титановых сплавов.Технические требования и контроль качества.
РТМ 36.16-89 — Методические указания по применению метода рентгеновской видеосъемки для контроля сварных стыков прокатного проката для цистерн
РТМ 36.2-87: Руководство по использованию фотобумаги и увеличительных экранов для контроля качества сварных соединений в организациях Минмонжспецстрой СССР
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СДОС-01-2008: Методические рекомендации по порядку проведения радиационного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.06.07-86 — Мосты и трубы. Правила осмотра и испытаний
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-18-75: Металлоконструкции. Положение о выполнении и приемке работ.
СНиП III-29-76: Газоснабжение. Внутренние устройства. Внешние сети и сооружения
СП 105-34-96 — Свод правил строительства магистральных газопроводов.Сварочные работы и контроль качества сварных соединений
СП 284.1325800.2016 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 34-116-97 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 378.1325800.2017 — Трубопроводы морские. Правила проектирования и строительства
СП 46.13330.2012 — Мосты и трубы
.СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 70.13330.2012: Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 86.13330.2014 — Трубопроводы магистральные (магистральные)
.СТ РК 1358-2005 — Сосуды под давлением. Требования к сварке сталей
СТ РК 1454-2005 — Ресиверы воздушные тягового железнодорожного состава. Основные требования к конструкции
СТ ЦКБА 013-2007 — Арматура трубопроводная. Приварка арматуры к трубопроводу. Технические требования
СТ ЦКБА 015-2005 — Арматура трубопроводная. Программа контроля качества арматуры АЭС
СТ ЦКБА 025-2006 — Арматура трубопроводная.Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 045-2009 — Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 052-2008 — Арматура трубопроводная. Требования к материалам арматуры для сероводородных сред
СТ ЦКБА 088-2010 — Арматура трубопроводная. Программа контроля качества арматуры сероводородных сред
СТ ЦКБА 089-2010 — Арматура трубопроводная.Дефекты сварки отливок. Технические требования
СТ ЦКБА 099-2011 — Арматура трубопроводная. Ремонт. Организация ремонта и генерального ремонта руководство
СТБ 1428-2003 — Контроль неразрушающий. Сварные соединения труб и металлоконструкций. Рентгенологический метод
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТР 94.13-01 — Типовой порядок оперативного контроля качества строительно-монтажных и военно-строительных работ при строительстве зданий и сооружений.13: Контроль качества монтажа систем обслуживания зданий
ЦРБ-278: Правила устройства и безопасной эксплуатации кранов (машин)
ТУ 14-3-1573-96 — Трубы стальные электросварные прямошовные диаметром 530-1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов
.ТУ 3113-028-00220302-01 — Подогреватели пара и вода-вода для тепловых сетей систем отопления и горячего водоснабжения. Технические условия
ТУ 34 10.10055-97: Резервуары стальные цилиндрические вертикальные. Технические условия
ТУ 3612-023-00220302-01 — Теплообменники кожухотрубные с плавающей головкой, кожухотрубные с П-образными трубами и трубными пучками к ним
.ТУ 3612-024-00220302-02 — Теплообменники кожухотрубные с закрепленными трубными решетками и кожухотрубные с термокомпенсатором на кожухе
.ТУ 3644-006-00220302-99 — Теплообменники кожухотрубные специального назначения. Испарители и конденсаторы холодильные
VPNRM 484-86: Специфические отраслевые нормы количества материалов, используемых в практике установки и военном строительстве.Контроль качества и термическая обработка сварных соединений
ВСН 005-88: Строительство промысловых стальных трубопроводов Технология и устройство
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 012-88 — Строительство магистральных и выкидных трубопроводов. Контроль качества и пуско-наладочные работы
ВСН 171-84: Инструкция по технологии сварки и контролю качества сварных соединений промысловых трубопроводов
ВСН 2-148-82: Инструкция по порядку нанесения радиографических снимков и составления заключений о качестве сварки
ВСН 311-89: Монтаж вертикальных стальных цилиндрических резервуаров вместимостью от 100 до 50 000 кубических метров для хранения нефти и нефтепродуктов
ВСН 347-75: Типовые инструкции по охране труда при изготовлении металлоконструкций
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ГОСТ 34568-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Камеры для запуска и приема чистящих и диагностических средств. Общие технические условия
ГОСТ 34587-2019 — Краны подъемные. Металлоконструкции. Требования к производству
ГОСТ 34601-2019 — Автотранспортные средства, работающие на сжиженном природном газе. Криогенные энергетические системы. Технические требования и методы испытаний
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки.Классификация и общие технические условия
ГОСТ Р 58423-2019 — Регуляторы давления газа на входе не более 10 МПа
.ГОСТ Р 58623-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Резервуары стальные цилиндрические вертикальные. Правила технической эксплуатации
ГОСТ Р 58778-2019 — Системы газораспределения. Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ИГ-93: Инструкция по эксплуатации, технический надзор, методы аудита, браковки и ремонта резервуаров влажного газа
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Инструкция по СНиП 3.05.02-88: Пособие по технологии и организации строительства трубопроводов для систем газоснабжения сельских территорий Нечерноземной зоны РСФСР
.Пособие к СНиП III-18-75: Пособие по методам контроля качества сварных соединений металлических конструкций и трубопроводов, выполняемых в строительстве
MU 9001.00.001: Методика диагностики румынской фонтанной арматуры, отработавшей нормативный срок службы
ОТУ 3-01 — Сосуды и аппараты. Общие технические условия на ремонт корпуса
ПИ 1.4.75-2000: Дуговая сварка в защитных газах конструкционных, нержавеющих и жаропрочных сталей и сплавов
РД 2-97: Положение о системе технического диагностирования автоклавов при производстве строительных материалов
РД 31.44.06-89 — Полуприцепы низкорамные платформы. Характеристики ремонта
РД 31.52.23-89 — Двигатели судовые. Восстановление крышек цилиндров с помощью сварки. Типовые процессы
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
РД 34.17.310-96: Сварка, термическая обработка и контроль во время ремонта сварных соединений в системах трубопроводов котла и паропроводах
РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РД РОСЭК-01-002-96 — Машины подъемные. Металлоконструкции. Радиационный контроль. Ключевые моменты
РД РосЖек 05-014-98: Методические указания по экспертизе трубопроводов пара и горячей воды IV категории, проводимых Госгортехнадзором России
РД РосЖек 10-КМ-03: Правила проектирования, изготовления и изготовления подъемных кранов
РД РосЖек 10-КР-01: Правила проектирования, изготовления и изготовления подъемных кранов
РД РосЖек 10-ПВ-02: Правила проектирования, изготовления и изготовления подъемников (вышек)
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
СП 365.1325800.2017 — Резервуары вертикальные стальные цилиндрические стальные для хранения нефтепродуктов. Правила изготовления и приемки работ под установку
СП 406.1325800.2018 — Трубопроводы стальные и промысловые для нефти и газа. Монтажные работы. Сварка и контроль ее выполнения
СТ ЦКБА 125-2020 — Арматура трубопроводная.Виды контроля и тестирования
СТО-СА-03-002-2009: Правила устройства, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТСН 13-311-01: Обследование и оценка технического состояния зданий и сооружений
ТУ 1381-003-47966425-2006 — Трубы стальные электросварные стальные наружным диаметром 610 — 1420 мм для газопроводов на рабочее давление до 9,8 МПа
ТУ 24-09-613-84 — Краны мостовые электрические г / п 5 тн облегченной конструкции с электротельфером
.ТУ 3615-018-00217320-2006 — Цистерны сферические.Технические характеристики
ТУ 3615-132-00220302-2008 — Цистерны шаровые для сжиженных углеводородных газов. Технические характеристики
ТУ 36-26-11-4-89 — Конструкции металлоконструкций, резервуары цилиндрические вертикальные для нефти и нефтепродуктов объемом от 100 до 50 000 м3. Технические условия
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
В нашей базе данных содержится более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Анализ усталостной прочности сварных швов по местным напряжениям
ГОСТ 33169-2014 — Краны подъемные. Металлоконструкции. Доказательство компетентности , М .: Стандартинформ, 2015.
EN 13001-1: 2004 + A1: 2009: Краны — Общее проектирование — Часть 1: Общие принципы и требования , Брюссель: Eur. Comm. Стенд., 2015.
ISO 20332: 2008: Краны — подтверждение компетентности стальных конструкций , Женева: Int. Орг. Stand., 2008.
Прочность сварных соединений при переменных нагрузках , Труфяков В.И., Под ред. Киев: Наукова думка, 1990.
Соколов С.А., Строительная механика и металлические конструкции машин . СПб .: Политехника, 2011.
Google Scholar
Брауде В.И., Гохберг М.М., Звягин И.Е. и др., Справочник по кранам, , Под ред. Гохберга М.М., Ленинград: Машиностроение, 1988, вып.1.
Юшкевич В.Н. Расчет пределов выносливости элементов металлических конструкций // Пробл. Прочн. , 1984, нет. 9. С. 13–17.
Google Scholar
Djavit, D.E. and Strande, E., Анализ усталостного разрушения угловых сварных соединений, используемых в морских сооружениях , Goteborg: Chalmers Univ. Technol., 2013. http://publications.lib.chalmers.se/records/fulltext/194840.pdf
Google Scholar
Рададж Д., Сонсино К.М. и Фрике В., Оценка усталости сварных соединений местными подходами , Кембридж: CRC Press, 2006, 2-е изд.
Книга Google Scholar
Сонсино К.М., Принципы концепций локального напряжения для оценки сварных соединений, Информационный бюллетень ESIS. , 2009, т. 45. С. 30–33.
Google Scholar
Yokota, H.и Анами К., Подход локального напряжения для оценки усталости сварного соединения , Ками: Kochi Univ. Technol., 2015. http://ssms.jp/wp-content/uploads/2015/03/2007-2.2-1-10-LOCAL-STRESS-APPROACHFOR-FATIGUE-ASSESSMENT.pdf.
Google Scholar
FKM Richtlinie: Rechnerischer Festigkeitsnachweis fur Maschinenbauteile , Франкфурт-на-Майне: VDMA Verlag, 2002.
Рекомендации по расчету сварных соединений и деталей на усталость , Париж: Int. Inst. Weld., 2008, № 4, с. XIII-1539-96 / XV845-96.
Когаев В.П., Расчеты на прочность при напряжениях, переменных во времени , Ред. Гусенков А.П., М .: Машиностроение, 1993, 2-е изд.
Законы Таджикистана | Официальная нормативная библиотека — ГОСТ 9467-75
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочные материалы »
Правила сварки » Термическая обработка »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Электроды »
Стандарты на трубопроводную арматуру (ТПА) » 10.Производство » 10.3 Сварка »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.20 Сварочные материалы »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.20 Сварочные материалы »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 9467-60 — Электроды металлические для дуговой сварки конструкционных и жаропрочных сталей. Типы
Ссылки на документы:
ГОСТ 6996-66 — Соединения сварные. Методы определения механических свойств
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
Ссылка на документ:
ГОСТ 10037-83 — Автоклавы строительные
.ГОСТ 11265-73 — Битц.Технические характеристики
ГОСТ 11435-75 — Инструмент ручной и молотковый кузнечный. Технические требования
ГОСТ 1204-67 — Колодка тормозная поворотная тормозной колодки автомобиля колеи 1524 мм. Технические характеристики
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12393-77 — Арматура для воздушных путей электрических железных дорог. Общие технические условия
ГОСТ 12826-67 — Фланцы без присоединительного выступа стальные с шейкой на резьбе на Pd от 1 до 16 кгс / см2.Конструкция, размеры и технические требования
ГОСТ 12840-80 — Предохранители одноцепочечные. Тип и габариты
ГОСТ 13276-79 — Оборудование для воздушных линий. Общие технические условия
ГОСТ 13716-73 — Устройства строповочные для сосудов и аппаратов. Технические характеристики
ГОСТ 13981-77 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования. Технические характеристики
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14110-80 — Стропы полужесткие многоразовые. Технические характеристики
ГОСТ 14110-97 — Стропы полужесткие многоразовые
.ГОСТ 14116-85 — Установки судостроительные. Избирательные проушины. Технические требования
ГОСТ 15102-75 — Тара закрытая металлическая универсальная номинальной массой брутто 5,0 тн. Технические характеристики
ГОСТ 15860-84 — Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа.
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт.Технические характеристики
ГОСТ 18104-81 — Формы стальные для производства железобетонных центрифугированных безнапорных труб. Спецификация
ГОСТ 18579-79 — Устройства подъемные среднетоннажных грузовых контейнеров грузоподъемностью до 6 тонн для генеральных и специфических грузов. Технические характеристики
ГОСТ 19330-2013 — Мачты (столбы) опор контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ 19804.6-83 — Сваи набивные железобетонные круглые и трубчатые.Конструкция и размеры
ГОСТ 20435-75 — Тара закрытая металлическая универсальная номинальной массой брутто 3,0 тн. Технические характеристики
ГОСТ 21029-75 — Бочки алюминиевые для химической продукции
.ГОСТ 21133-75 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур. Спецификация
ГОСТ 21133-87 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур
.ГОСТ 22661-77 — Грейферы для контейнеров массой брутто 3.0, 5,0 и 6,0 метрических тонн
ГОСТ 22685-89 — Формы для изготовления контрольных образцов бетона. Технические характеристики
ГОСТ 22778-77 — Комплектующие к вертикальным цилиндрическим резервуарам для хранения нефтепродуктов. Рулонные блоки. Основные параметры и размеры. Технические требования
ГОСТ 22779-77 — Комплектующие к вертикальным цилиндрическим резервуарам для хранения нефтепродуктов. Сифонные краны. Основные параметры и размеры. Технические требования
ГОСТ 22784-77 — Комплектующие к вертикальным цилиндрическим резервуарам для хранения нефтепродуктов.Механизмы управления взломщиками с байпасом. Основные параметры и размеры. Технические требования
ГОСТ 24201-80 — Детали соединительные и крепежные стеклянных трубопроводов
.ГОСТ 24587-81 — Лотки-водоотводы железобетонных оросительных систем. Технические характеристики
ГОСТ 24618-81 — Шипы стальные. Технические характеристики
ГОСТ 24663-81 — Котлы паровые и водогрейные. Требования к сварке стали
ГОСТ 24741-2016 — Соединение для соединения подкрановых рельсов со стальными подкрановыми балками.Технические характеристики
ГОСТ 24741-81 — Соединение для соединения подкрановых рельсов со стальными подкрановыми балками. Технические характеристики
ГОСТ 24992-2014 — Конструкции каменные. Метод оценки прочности сцепления в кладке
ГОСТ 24992-81 — Конструкции кладочные. Метод оценки прочности сцепления в кладке
ГОСТ 25781-83 — Формы стальные для железобетонных элементов. Технические характеристики
ГОСТ 26155-84 — Бочки из коррозионно-стойкой стали
.ГОСТ 26819-86 — Трубы напорные железобетонные со стальной оправкой
.ГОСТ 29166-91 — Аттракционы механические.Стальные конструкции. Основные правила оформления
ГОСТ 30765-2001 — Тара транспортная металлическая. Общие технические условия
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31846-2012 — Подвижной состав специальный. Требования к прочности несущей конструкции и динамическим свойствам
ГОСТ 32569-2013 — Технология стальных труб.Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 3269-78 — Колодки тормозные стационарные для грузовых вагонов железных дорог колеи 1520 мм. Технические характеристики
ГОСТ 32947-2014 — Дороги автомобильные общего пользования. Опоры стационарного электрического освещения. Технические требования
ГОСТ 33535-2015 — Соединения и переходы железнодорожных путей. Технические характеристики
ГОСТ 33797-2016 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта.Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ 3726-67 — Комплектующие к вертикальным цилиндрическим резервуарам хранения нефтепродуктов. Сифонный кран
ГОСТ 4621-79 — Комплектующие к горизонтальным цилиндрическим резервуарам для хранения нефтепродуктов.Приемно-раздаточный рукав. Технические требования
ГОСТ 4623-80 — Оборудование вертикальное и горизонтальное для нефтепродуктов. Механизм управления взломщиком (верхний). Спецификация
ГОСТ 4624-70 — Оборудование горизонтальных емкостей для нефтепродуктов. Наконечник вентиляционный
ГОСТ 4626-79 — Оборудование горизонтальных резервуаров для нефтепродуктов. Клапан впускной. Спецификация
ГОСТ 5.403-70 — Ковши сталеплавильные. Требования к качеству сертифицированной продукции
ГОСТ 5172-63 — Газгольдеры стальные цилиндрические с постоянством объема.Параметры и основные размеры
ГОСТ 6247-79 — Бочки стальные сварные с обручами на гильзе
.ГОСТ 766-74 — Анкеры. Общие технические условия
ГОСТ 8497-78 — Якорь Матросова. Технические характеристики
ГОСТ 9078-84 — Поддоны плоские
.ГОСТ 9570-2016 — Ящики и поддоны пестовые. Общие технические условия
ГОСТ 9570-84 — Поддоны ящичные и почтовые
.ГОСТ 9690-71 — Стопоры тросовые
.ГОСТ Р 51177-2017 — Оборудование для воздушных линий.Общие технические требования
ГОСТ Р 51177-98 — Метизы воздушных линий связи. Общие технические условия
ГОСТ Р 51224-98 — Средства берегозащиты. Двери и люки. Общие технические условия
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51763-2001 — Приводы штанговых насосов.Общие технические требования
ГОСТ Р 52170-2003 — Безопасность механизированных аттракционов. Основные правила проектирования металлоконструкций
ГОСТ Р 52664-2006 — Сваи трубные шпунтовые сварные. Общие технические условия
ГОСТ Р 52664-2010 — Сваи трубные шпунтовые сварные. Технические характеристики
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, производству и контролю качества
ГОСТ Р 53337-2009 — Подвижной состав специальный. Требования к прочности несущей конструкции и динамическим свойствам
ГОСТ Р 53629-2009 — Сваи шпунтовые из стальных холодногнутых профилей. Технические характеристики
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 54270-2010 — Мачты (столбы) опор контактных линий ВЛ железных дорог.Технические характеристики
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением. Общие технические требования
ГОСТ Р 54889-2012 — Стропы полужесткие многоразовые. Технические характеристики
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 55186-2012 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта. Общие технические условия
ГОСТ Р 55989-2014 — Магистральные газопроводы.Норма проектирования на давление свыше 10 МПа. Основные требования
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 57471-2017 — Металлоизделия взрывозащищенные. Общие технические требования и методы испытаний
ГОСТ Р 58018-2017 — Опоры промежуточные композитные полимерные для воздушных линий электропередачи напряжением 35-220 кВ. Общие технические условия
ГОСТ Р 58021-2017 — Опоры композитные полимерные для воздушных линий электропередачи напряжением 6-20 кВ.Общие технические условия
ИМ 4-12-95: Системы автоматизации. Справочник материалов. Часть 1. Основные материалы
Руководство к СНиП II-23-81: Руководство к СНиП II-23-81 по проектированию усиления металлоконструкций
Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
МДС 12-25.2006: Строительные леса. Установка, расчет и эксплуатация
МДС 12-58.2011: Строительные леса. Изготовление, установка, эксплуатация
МН 5010-63: Детали трубопроводов по Ру от 200 до 1000 кгс / см2.Технические требования
ОДМ 218.4.003-2009: Рекомендации по стыковке металлических балок с монолитной плитой с помощью неразрезных гребенчатых упоров в железобетонных перемычках
ОСТ 108.030.04-75 — Котлы паровые стационарные. Устройства для отбора проб пара и воды. Типы, конструкция и размеры. Технические требования
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 108.030.45-82 — Воздухонагреватели трубчатые для котлов стационарных.Основные Характеристики.
ОСТ 108.033.01-86 — Кочегарки механические. Технические условия.
ОСТ 108.101.101-76 — Подогреватели пароводяные. Оболочки. Дизайн и размеры.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные.Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.106-76 — Подогреватели пароводяные. Кормовые водные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.107-76 — Подогреватели пароводяные. Кормовые водные камеры (с плоским дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.108-76 — Водогрейные котлы. Кормовые водяные камеры (с эллиптическим днищем, двусторонние). Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.271.106-76 — Подогреватели пароводяные. НКТ 2000 мм. Дизайн и размеры.
ОСТ 108.271.107-76 — Подогреватели пароводяные. НКТ 3000 мм. Дизайн и размеры.
ОСТ 108.275.25-80 — Опоры однорычажные для ТЭЦ и НТП. Дизайн и размеры.
ОСТ 108.275.26-80 — Опоры неподвижные двояковыпуклые для трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 108.275.28-80 — Опоры двояковыпуклые стационарные для трубопроводов из коррозионно-стойкой аустенитной стали марки АЭС. Дизайн и размеры.
ОСТ 108.275.41-80: Направляющие плиты для опор трубопроводов ТЭЦ и АЭС. Дизайн и размеры.
ОСТ 108.275.47-80 — Опоры стационарные сварные для трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 108.275.49-80 — Опоры направляющие скользящие сварные для трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 108.530.03-82 — Лепестки трубопроводов ТЭЦ. Дизайн и размеры.
ОСТ 108.530.101-76 — Подогреватели пароводяные. Боссы. Дизайн и размеры.
ОСТ 108.764.01-80 — Пружины цилиндрические винтовые для подвески трубопроводов ТЭЦ и НТП. Конструкция, размеры и характеристики.
ОСТ 108.837.01-82 — Ориентиры для контроля остаточной деформации паропроводов ТЭЦ. Технические требования.
ОСТ 108.940.02-82 — Швы сварные трубопроводов ТЭС.Типы и основные размеры.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.166-01 — Узлы рессорные для опорных трубопроводов ТЭЦ и АЭС. Дизайн и размеры.
ОСТ 24.125.170-01 — Детали и сборные узлы опор, подвесов, стяжек для линзовых компенсаторов и приводов для дистанционного управления трубопроводной арматурой тепловых и атомных электростанций. Основные Характеристики.
ОСТ 24.125.31-89: Сварные швы стыков трубопроводов ТЭЦ. Типы и основные размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 24.940.01-90 — Конструкции стальные сварные. Общие технические требования.
ОСТ 26.260.01-2001 — Сосуды и аппараты стальные эмалевые. Общие технические характеристики.
ОСТ 26.260.18-2004: Технологические модули для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.480-2003 — Сосуды и устройства стальные двухслойные. Сварка и наплавка.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-01-151-82 — Сосуды и аппараты стальные сварные для низкотемпературной сепарации газов.Технические требования, правила приемки и методы испытаний.
ОСТ 26-291-94 — Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 34.42.319-77 — Детали и узлы пылегазовоздушных каналов тепловых электростанций. Люк 500х600 для плоских поверхностей.Конструкция и размеры.
ОСТ 34-10-468-89 — Листы сварные и литые для турбоагрегатов захватывающие. Очаровательные литые несимметричные пластины. Дизайн и размеры.
ОСТ 34-10-469-89 — Пластины захватывающие сварные и литые для турбоагрегатов. Очаровательные литые несимметричные пластины. Дизайн и размеры.
ОСТ 34-10-470-89 — Пластины захватывающие сварные для динамометрической установки. Дизайн и размеры.
ОСТ 34-10-475-89 — Листы сварные и литые для турбоагрегатов захватывающие.Сварная опора. Дизайн и размеры.
ОСТ 34-10-581-93 — Линзовые компенсаторы на Pном ≤1,6 МПа (16 кг / см2). Общие технические требования.
ОСТ 34-10-610-93 — Опора стационарная для вертикальных ящиков. Типы и основные размеры.
ОСТ 34-10-612-93 — Агрегат роликовый пружинный. Типы и основные размеры.
ОСТ 34-10-621-93 — Подшипник патрубок сварной. Типы и основные размеры.
ОСТ 34-10-622-93 — Опора трубчатая для поворотных кулаков. Типы и основные размеры.
ОСТ 34-10-623-93 — Опора неподвижная выдвижная. Типы и основные размеры.
ОСТ 34-10-723-93 — Сборка узлов и деталей подвеса трубопроводов станции Давление рабочее
.ОСТ 34-10-730-93 — Узел подвесной с проушиной. Дизайн и размеры.
ОСТ 34-10-743-93 — Узел пружинный. Дизайн и размеры.
ОСТ 34-42-758-85 — Детали и сборные узлы трубопроводов ТЭС, Pном≤4 МПа (40 кг / см2). Заглушки плоские приварные. Конструкция и размеры.
ОСТ 34-42-759-85 — Детали и сборные узлы трубопроводов ТЭС, Pном≤4 МПа (40 кг / см2).Заглушки плоские приварные с краями. Конструкция и размеры.
ОСТ 34-42-816-85 — Сварка трубопроводов из перлитных и аустенитных сталей на атомных электростанциях. Основные положения.
ОСТ 36-128-85 — Устройства и агрегаты монтажные. Методы расчета и проектирования.
ОСТ 36-39-80 — Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс / см2). Экранированная ручная дуговая сварка металла. Типовой технологический процесс.
ОСТ 36-58-81 — Конструкции строительные стальные.Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 37.002.0444-77 — Узлы сборочные и детали крепления подвесных конвейеров к опорным металлоконструкциям. Конструкция и размеры
ОСТ 45.85-96 — Стеллажи деревянные и металлические для накопителей электроэнергии, применяемые на предприятиях связи.Основные требования.
ОСТ 5 9137-83 — Сварка дефектов отливок стали и чугуна. Технические требования
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 03-164-97 — Нормы изготовления паровых и водогрейных котлов, сосудов под давлением, трубопроводов пара и горячей воды сваркой
ПБ 03-384-00 — Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 08-258-98 — Правила устройства и безопасной эксплуатации магистрального трубопровода для транспортировки жидкого аммиака
ПБ 10-11-92 — Требования к установке и безопасной эксплуатации подъемников (подъемных опор)
ПБ 10-256-98 — Положение по устройству и безопасной эксплуатации подъемников (вышек)
.ПГВУ 090-93: Газопылевоздушные трубопроводы тепловых электростанций.Общие технические требования
ПГВУ 242-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (Ду 200-6000 мм). Компенсатор однолинзовый круглый для газоходов и воздуховодов
ПГВУ 243-92 — Компенсаторы линзовые круглые для газоходов и воздуховодов (Ду 200-6000 мм). Компенсатор двойной круглый для газоходов и воздуховодов
ПГВУ 244-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (Ду 200-6000 мм). Компенсатор трехходовой круглый для газоходов и воздуховодов
ПГВУ 245-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (Ду 200-6000 мм).Компенсатор четырехсторонний круглый для газоходов и воздуховодов
ПГВУ 246-92 — Компенсатор прямоугольный одинарный для газоходов и воздуховодов
ПГВУ 247-92 — Компенсатор прямоугольный двухлинзовый для газоходов и воздуховодов
ПГВУ 248-92 — Компенсатор трехпозиционный прямоугольный для газоходов и воздуховодов
ПГВУ 249-92 — Компенсатор четырехгранный прямоугольный для газоходов и воздуховодов
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
ПНАЭ Г-7-009-89: Оборудование и трубопроводы ядерных энергетических установок.Сварка и наплавка, общие положения
ПНСТ 320-2018 — Несущие конструкции устройств железнодорожной сигнализации. Общие технические требования
Р 393-80 — Рекомендации по металлизации алюминием внутренней поверхности труб с наружным полиэтиленовым покрытием и сварке кольцевых соединений
РД 102-002-88 — Машины, инструмент и оборудование для строительства трубопроводов. Проектирование и изготовление.
РД 10-69-94 — Типовой технологический процесс монтажа электрооборудования.Основные положения.
РД 108.021.112-88 — Устранение дефектов литых частей корпуса паровых турбин и арматуры сваркой без термической обработки
РД 153-006-02 — Руководство по сварочному процессу при строительстве и ремонте магистральных нефтепроводов
РД 153-112-014-97 — Методические указания по ликвидации последствий аварий и ремонту магистральных нефтепродуктопроводов
РД 153-112ТНП-027-97 — Методические указания по капитальному ремонту нефтепродуктопроводов диаметром 100-720 мм в холодных условиях
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-24.505-98 — Рекомендуемая практика выбора форсунок для подачи воды в системы распыления топлива с целью быстрого снижения температуры пылевоздушной смеси в чрезвычайных ситуациях
РД 153-39.4-075-01: Правила текущего ремонта магистрального нефтепровода на переходах водных путей, железных дорог и автомобильных дорог I-IV категорий.
РД 24.031.15-88 — Методические указания. Проектирование сталелитейных заводов стационарных котлов.
РД 24.090.52-90 — Машины подъемно-транспортные. Материалы для сварных металлоконструкций.
РД 26.260.12-99 — Продление срока службы сосудов с жидкой углекислотой. Учебные пособия.
РД 26-02-63-87 — Технические требования на проектирование и изготовление сосудов, транспортных средств и технологических блоков установок нефтегазовой отрасли, рабочих сред, вызывающих сероводородное коррозионное растрескивание под напряжением.
РД 26-02-80-2004 — Ведущий документ. Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 26-17-049-85 — Организация хранения, подготовки и контроля сварочных материалов
РД 26-3-86 — Методические указания по продлению срока службы резервуаров для жидкой двуокиси углерода
РД 31.1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.44.01-97: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.52.21-88: Рекомендации по выбору сварочных материалов на предприятиях Министерства морского флота.
РД 34 02.028-2007 — Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34.10.351 — Установленные припуски на материалы для ремонта турбогенераторов
РД 34.10.353 — Нормативные припуски на материалы для ремонта электродвигателей
РД 34.15.027-93: Сварка, термическая обработка и испытание систем котельных труб и трубопроводов при монтаже и ремонте оборудования станций электроснабжения (РТМ-1с-93)
РД 34.26.203 — Методические указания по футеровке кирпича при монтаже котельных и энергообъектов
РД 34.26.603: Руководство по использованию строительных лесов и люлек для ремонта паровых котлов
РД 34.27.201 — Технические требования к изготовлению, установке и защите от коррозии золоуловителя с трубкой Вентури типа MV
РД 34.46.605: Трансформаторы на напряжение 110-1150 кВ, мощностью 80 МВ · А и выше
.РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-0147103-330-86 — Методические указания по приварке заплат и муфт к стенкам нефтепроводов, работающих под давлением до 2.0 МПа
РД 39-0147103-360-89 — Инструкция по безопасному ведению сварки при ремонте нефтепродуктопроводов и нефтепродуктопроводов под давлением
РД 39-110-91 — Указания по ликвидации аварий и повреждений магистральных трубопроводов
.РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
РМ 4-249-91 — Системы автоматизации производственных процессов.Устройство заземляющих сетей. Пособие по БЧ 205-84 / ММСС СССР
РМ 4-264-92 — Системы автоматизации. Рекомендации по проектированию металлоконструкций для электромонтажа и монтажа средств автоматизации
РМК 11-87: Временные инструкции по проектированию технологических трубопроводов систем отопления с горячей водой, паром и паровым конденсатом
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
РТМ 393-94 — Технические руководства по сварке и контролю качества соединений арматуры и закладных элементов железобетонных элементов
РТМ 75-95: Технологические инструкции заводского производства сборных предварительно напряженных железобетонных конструкций —
RU 34-1203-71: Методические указания по устройству пылевоздушных каналов котлоагрегатов
.Правила выбора сосудов под давлением и оборудования: Инструкция по выбору сосудов под давлением и устройств, работающих под давлением 100 кгс / см2 и защиты от избыточного давления, Министерство нефтяной энергетики
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности.Требования к настройке и эксплуатации
СН 393-78 — Инструкция по сварке стыков арматуры и закладных частей железобетонных конструкций
.СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП II-45-75: Магистральные трубопроводы
СП 16.13330.2011 — Металлоконструкции
СП 294.1325800.2017 — Конструкции стальные. Правила оформления
СП 34-116-97 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 36.13330.2012: Магистральные трубопроводы
.СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб. Заменить СП 42-102-96
СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 53-102-2004 — Общие правила проектирования металлоконструкций
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СТ РК 1454-2005 — Ресиверы воздушные тягового железнодорожного состава.Основные требования к конструкции
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 089-2010 — Арматура трубопроводная. Дефекты сварки отливок. Технические требования
СТБ 1026-2008 — Перила металлические профильные для мостов и путепроводов. Технические условия
СТО 95 12005-2017: Объекты использования атомной энергии. Бетонные работы при сооружении защитной оболочки реакторной установки АЭС.Основные требования и организация контроля качества
ТР 94.03.2-99 — Типовой порядок оперативного контроля качества строительно-монтажных и военно-строительных работ при строительстве зданий и сооружений. 03.2: Строительство надстроек из сборных железобетонных элементов
ТТК К-1-20: Устройство свайных оснований опор ЛЭП 35-500 кВ
ТУ 102-107-76 — Ящики унифицированные с навесными панелями типа БНП (строительная часть блок-боксов)
ТУ 102-199-78 — Аппарат лечебно-профилактический для сухих горячих ванн
.ТУ 102-237-85 — Мобильные постройки (инвентарь) блока системы «Вахта».Спецификация группы
ТУ 102-314-81 — Бокс унифицированный для производственных и подсобных помещений наземных объектов нефтегазовой отрасли
.ТУ 102-360-85 — Мачты алюминиевые алюминиевые для радиорелейной связи типа МАП
.ТУ 102-377-84 — Комплект элементов мобильных (инвентарных) сборно-разборных зданий конструктивно-конструкторской системы СКЗ-М. Спецификация группы
ТУ 102-416-86 — Гараж железобетонный сборный индивидуального пользования
ТУ 102-461-88 — Короб сборный гаражный железобетонный одно- и двухрядный коллективного пользования
.ТУ 102-533-89 — Комплект конструкций на здание без крана с арочным пролетом 12, 15 и 18 м
ТУ 102-587-91 — Ящик производственно-вспомогательный
.ТУ 102-59-75 — Строительная часть унифицированных блок-боксов с навесными панелями БНП
.ТУ 102-69-75 — Единые инвентарные блоки одно- и двухэтажных домов вахтенных поселков
ТУ 102-84.3-87: Бокс гаражный железобетонный двухэтажный коллективного пользования
ТУ 22-3193-75 — Фильтры воздушные ячеечные типа ФН, ФНР, ФНП, ФНП. Технические условия
ТУ 24.08.1702-91: Электроды марки ОЗС-4
ТУ 26-14-100-90 — Циклоны одиночные типа СЦН-40 правого и левого исполнения. Технические условия
ТУ 26-14-99-91 — Дымосос ДП-10М. Технические условия
ТУ 34-38-20092-94 — Подогреватели поверхностные высокого давления для систем регенерации паровых турбин.Технические условия на капитальный ремонт
ТУ 34-38-20135-94 — Воздухонагреватели трубчатые стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типов пылевидные паровые стационарные котлы. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 34-38-20195-94 — Подогреватели мазута типа ПМ и ПМР.Технические условия на капитальный ремонт
ТУ 34-38-20196-94 — Подогреватели паровые, водо-водяные теплообменники. Технические условия на капитальный ремонт
ТУ 35-1757-87 — Здания перекрытия железнодорожных мостов с верховой ездой на балласте коробчатого сечения Lp = 33,6 м; 45.0 м. Технические характеристики
ТУ 36.1395905-016-96 — Панели каркасные трехслойные со стальной облицовкой и утеплителем из минеральной ваты
.ТУ 36-1395905-015-95 — Комплект конструкций зданий арочного типа.Технические условия
ТУ 36-2009-77 — Металлоконструкции стальных вертикальных цилиндрических резервуаров вместимостью от 100 до 20 000 м3 для хранения нефти и нефтепродуктов. Технические условия
VMU 50: 48: 0075-02-02: Буферы платформы. Общие требования к проектированию, строительству и эксплуатации
ВСН 005-88: Строительство промысловых стальных трубопроводов Технология и устройство
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 136-78 / Минтрансстрой: Инструкция по проектированию вспомогательных сооружений и устройств для строительства мостов
ВСН 16-89: Нормы количества материалов, установленные для конкретных отраслей.Буровзрывные работы
ВСН 169-80: Руководство по использованию ручной и автоматизированной сварки при заводском изготовлении элементов конструкционной стали для мостов
ВСН 170-80: Руководство по возведению 16-этажных крупнопанельных жилых домов из стандартизированных изделий, перечисленных в едином каталоге серии P44 / 16, возводимых ДСК-1
ВСН 200-83: Методика выполнения работ по устройству подконструкции многоэтажных жилых домов
ВСН 202-90: Методические указания по возведению 22-этажных крупнопанельных жилых домов из сборно-модульных элементов (КОПЭ-85), возводимых ДСК-2
ВСН 34-91 / МТ-ст: Требования к исполнению и приемке на новое строительство, реконструкцию и расширение существующих морских и речных гидротранспортных сооружений.Часть I: Часть II: Часть III
ВСН 349-87 — Сварка стальных оцинкованных ребристых кровель для облегченных кровель
VSN 408-79: Руководство по установке аппаратов воздушного охлаждения
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 415-81: Общие нормативные нормы строительных материалов. Справочник 19: Монтаж систем отопления, водоснабжения, водоотведения и газоснабжения
ВСН 427-81: Методические указания по сварке конструкционных сталей сварочной проволокой ППБ-5
ВСН 433-82: Методические указания по полуавтоматической сварке проволокой с сердечником сборочных соединений стальных конструкций производственных и производственных зданий и сооружений
ВСН 467-85: Общие нормативные квоты на строительные материалы.Краткое руководство 7: Монтаж металлических конструкций резервуаров и газгольдеров
ВСН 70-79: Руководство по монтажу и испытаниям трубопроводов с условным проходом до 400 мм (включительно) в диаметре, работающих при давлениях от 9,8 МПа до 245 МПа (от 100 кгс на кв.м до 2500 кгс на кв. м)
ГОСТ 23858-2019 — Соединения сварные стыковые железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приема
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки.Классификация и общие технические условия
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
Пособие к СНиП II-23-81 *: Пособие по проектированию металлоконструкций опор воздушных линий электропередачи (ВЛ) и ОРУ (ОРУ) подстанций напряжением более 1 кВ
Руководство по СНиП II-23-81 *: Руководство по расчету прочности стальных конструкций
Пособие по СНиП II-23-81 *: Учебное пособие по проектированию металлоконструкций
ОТУ 3-01 — Сосуды и аппараты.Общие технические условия на ремонт корпуса
РД 22-158-86 — Экскаваторы гидравлические ковшовые. Рабочее оборудование. Расчет металлоконструкций на статическую прочность
РД 22-16-2005 *: Руководящий нормативный материал. Подъемные машины. Подбор материалов для изготовления, ремонта и реконструкции сварных металлоконструкций
РД 2-97: Положение о системе технического диагностирования автоклавов при производстве строительных материалов
РД 31.44.05-80: Крановые слесарные работы. Ремонт. Технические характеристики
РД 31.52.23-89 — Двигатели судовые. Восстановление крышек цилиндров с помощью сварки. Типовые процессы
РД 31.55.03.07-86 — Восстановление наплавки поршней чугунных дизелей Д100. Типовые процессы
РД 32 ЦВ 052-2005 — Ремонт тележек грузовых вагонов
РД 34.10.354-88 — Трансформаторы Расход материалов на ремонт
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
РД 34.17.310-96: Сварка, термическая обработка и контроль во время ремонта сварных соединений в системах трубопроводов котла и паропроводах
РД 34.46.201-84 — Инструкция по транспортировке трансформаторов по железной дороге
RD 50: 48: 0075.02.05: Буферы платформы. Рекомендации по проектированию, строительству и эксплуатации
РСН 342-86 — Технология усиления строительных конструкций реконструируемых предприятий
СП 346.1325800.2017 — Системы очистки газа и воздуха котельных установок 150 МВт.Правила оформления
СП 35.13330.2011 — Мосты и трубы. Актуализированная живая редакция СНиП 2.05.03-84
СТО-СА-03-002-2009: Правила устройства, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТУ 24-09.411-82 — Краны мостовые электрические специальные
.ТУ 24-09-613-84 — Краны мостовые электрические г / п 5 тн облегченной конструкции с электротельфером
.ТУ 3680-001-04698606-04 — Опора трубная
ТУ 4112-091-00220302-2005 — Отливки стальные для оборудования нефтеперерабатывающих и нефтехимических заводов
. ВСН 009-88: Строительство магистральных и хозяйственных трубопроводов.Средства и установки катодной защиты.
ВСН 2-120-80 / Миннефтегазстрой: Инструкция по технологии сварки трубопроводов и технологического оборудования при монтаже компрессорных и насосных станций
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
TajikistanLaws.com — это ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
В нашей базе данных содержится более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Подробная ошибка IIS 8.5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.