Тип соеди- нения | Форма подготов- ленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина сварива- емых деталей, мм | Услов- ное обозна- чение соеди- нения | |
подготовленных кромок | сварного шва | |||||
1-4 | С1 | |||||
С отбор- товкой кромок | 1-12 | С28 | ||||
Стыковое | С отбор- товкой одной кромки | Одно- сторон- ний | СЗ | |||
1-4 | С2 | |||||
Без скоса кромок | Одно- сторон- ний на съемной подклад- ке | С4 | ||||
Одно- сторон- ний на остаю- щейся подклад- ке | 1-4 | С5 | ||||
Одно- сторон- ний замко- вый | 1-4 | С6 | ||||
2-5 | С7 | |||||
Без скоса кромок с после- дующей строжкой | Дву- сторон- ний | 6-12 | С42 | |||
Стыковое |
| Одно- сторон- ний | С8 | |||
Со скосом одной кромки | Одно- сторон- ний на съемной подклад- ке | 3-60 | С9 | |||
Одно- сторон- ний на остаю- щейся подклад- ке | C10 | |||||
Одно- сторон- ний замко- вый |
| С11 | ||||
Стыковое | С12 | |||||
С криво- линей- ным скосом одной кромки | Дву- сторон- ний | С13 | ||||
С лома- ным скосом одной кромки | 15-100 | С14 | ||||
С двумя симмет- ричны- ми скосами одной кромки | 8-100 | С15 | ||||
С двумя симмет- ричны- ми криво- линей- ными скосами одной кромки | 30-120 | С16 | ||||
Стыковое | С двумя несим- метрич- ными скосами одной кромки | 12-100 | С43 | |||
Одно- сторон- ний | С17 | |||||
| Одно- сторон- ний на съемной подклад- ке | 3-60 | C18 | |||
Одно- сторон- ний на остаю- щейся подклад- ке | 6-100 | С19 | ||||
Со скосом кромок | Одно- сторон- ний замко- вый | С20 | ||||
Стыковое | 3-60 | С21 | ||||
Со скосом кромок с после- дующей строж- кой | Дву- сторон- ний | 8-40 | С45 | |||
С криво- линей- ным скосом кромок | С23 | |||||
С лома- ным скосом кромок | 15-100 | С24 | ||||
Стыковое | С двумя симмет- ричны- ми скосами кромок | Дву- сторон- ний | 8-120 | С25 | ||
С двумя симмет- ричны- ми криво- линей- ными скосами кромок | 30-175 | С26 | ||||
С двумя симмет- ричны- ми лома- ными скосами кромок | 30-175 | С27 | ||||
Стыковое | С двумя несим- | С39 | ||||
метрич- ными скосами кромок | 12-120 | С40 | ||||
Угловое | С отбор- товкой одной кромки | Одно- сторон- ний | 1-4 | У1 | ||
С отбор- товкой одной кромки | 1-12 | У2 | ||||
Угловое | Одно- сторон- ний | 1-6 | ||||
| Без скоса кромок | 1-30 | У4 | |||
| 2-8 | |||||
Без скоса кромок | Дву- сторон- ний | 2-30 | У5 | |||
Угловое |
| Одно- сторон- ний | У6 | |||
Со скосом одной кромки | 3-60 | У7 | ||||
С двумя симмет- ричны- ми скосами одной кромки | Дву- сторон- ний | 8-100 | У8 | |||
Угловое | Одно- сторон- ний | У9 | ||||
Со скосом кромок | Дву- сторон- ний | 3-60 | У10 | |||
| Одно- сторон- ний | T1 | ||||
Без скоса кромок | Дву- сторон- ний | 2-40 | Т3 | |||
Тавровое |
|
Одно- сторон- ний | Т6 | |||
Со скосом одной кромки | Дву- сторон- ний | 3-60 | Т7 | |||
С криво- линей- ным скосом одной кромки | 15-100 | T2 | ||||
Тавровое | С двумя симмет- | Дву- сторон- ний | 8-100 | Т8 | ||
ричными скосами одной кромки | 12-100 | Т9 | ||||
Тавровое | С двумя симмет- ричными криво- линей- ными скосами одной кромки | Дву- сторон- ний | 30-120 | Т5 | ||
Нахлес- | Без | Одно- сторон- ний | h2 | |||
точное | скоса кромок | Дву- сторон- ний | 2-60 | h3 | ||
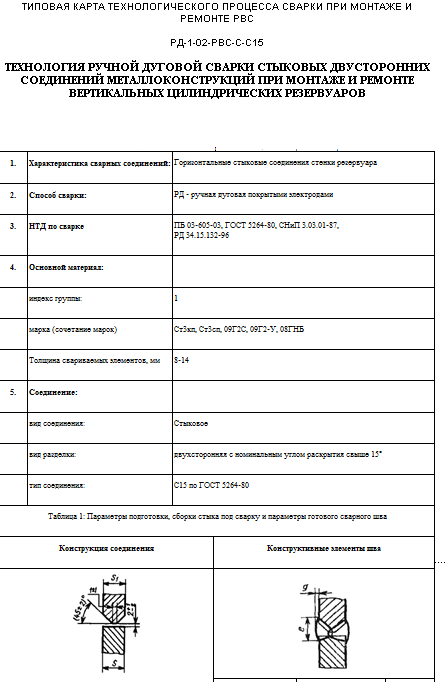
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры – РТС-тендер
Соединения сварные. Основные типы, конструктивные элементы и размеры – РТС-тендер
 Соединения сварные. Основные типы, конструктивные элементы и размеры – РТС-тендер
Соединения сварные. Основные типы, конструктивные элементы и размеры – РТС-тендер
ГОСТ 5264-80
Группа В05
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
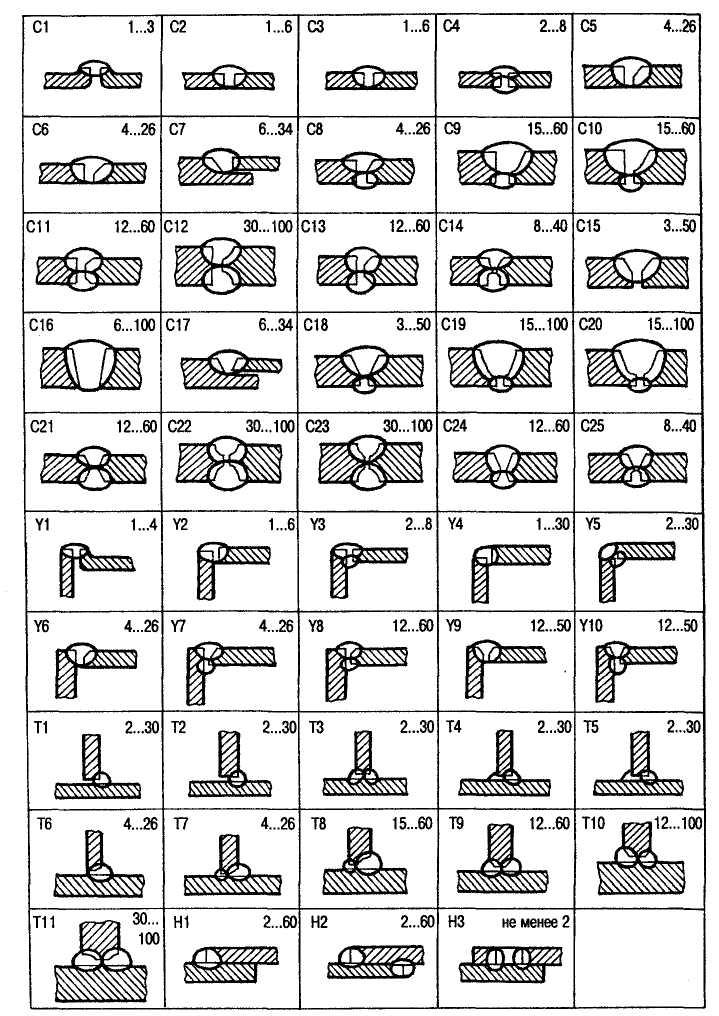
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
Тип соединения | Форма подготовленных | Характер сварного шва | Форма поперечного сечения | Толщина сварива- | Условное обозна- | |
подготовленных кромок | сварного шва | |||||
Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
1-12 | С28 | |||||
С отбортовкой одной кромки | 1-4 | СЗ | ||||
Без скоса кромок | С2 | |||||
Односторонний на съемной подкладке | 1-4 | С4 | ||||
Односторонний на остающейся подкладке | С5 | |||||
Односторонний замковый | 1-4 | С6 | ||||
Двусторонний | 2-5 | С7 | ||||
Без скоса кромок с последующей строжкой | 6-12 | С42 | ||||
Со скосом одной кромки | Односторонний | 3-60 | С8 | |||
Односторонний на съемной подкладке | С9 | |||||
Односторонний на остающейся подкладке | C10 | |||||
Односторонний замковый | С11 | |||||
Двусторонний | С12 | |||||
15-100 | С13 | |||||
С ломаным скосом одной кромки | С14 | |||||
С двумя симметричными скосами одной кромки | 8-100 | С15 | ||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | ||||
С двумя несимметричными скосами одной кромки | 12-100 | С43 | ||||
Со скосом кромок | Односторонний | 3-60 | С17 | |||
Односторонний на съемной подкладке | ||||||
Односторонний на остающейся подкладке | 6-100 | С19 | ||||
Односторонний замковый | 3-60 | С20 | ||||
Двусторонний | С21 | |||||
Со скосом кромок с последующей строжкой | 8-40 | С45 | ||||
С криволинейным скосом кромок | 15-100 | С23 | ||||
С ломаным скосом кромок | С24 | |||||
С двумя симметричными скосами кромок | 8-120 | С25 | ||||
С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | ||||
С двумя симметричными ломаными скосами кромок | 30-175 | С27 | ||||
С двумя несимметричными скосами кромок | 12-120 | С39 | ||||
С40 | ||||||
Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | ||
1-12 | У2 | |||||
Без скоса кромок | 1-6 | У4 | ||||
1-30 | ||||||
Двусторонний | 2-8 | У5 | ||||
2-30 | ||||||
Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
Двусторонний | У7 | |||||
С двумя симметричными скосами одной кромки | 8-100 | У8 | ||||
Со скосом кромок | Односторонний | 3-60 | У9 | |||
Двусторонний | У10 | |||||
Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | ||
Двусторонний | Т3 | |||||
Со скосом одной кромки | Односторонний | 3-60 | Т6 | |||
Двусторонний | Т7 | |||||
С криволинейным скосом одной кромки | 15-100 | T2 | ||||
С двумя симметичными скосами одной кромки | 8-100 | Т8 | ||||
12-100 | Т9 | |||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | ||||
Нахлесточное | Без скоса кромок | Односторонний | 2-60 | h2 | ||
Двусторонний | h3 | |||||
Таблица 2
Размеры, мм
Условное обозначение | Конструктивные элементы | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 | ||
Св. 2 до 4 | +1,0 | |||||||

______________
* Размер для справок.
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||||
С28 | От 1 до 2 | От до | 0 | +1 | |||
Св. | |||||||
Св. 6 до 9 | +2 | ||||||
Св. 9 до 12 | +3 | ||||||
 2 до 6
2 до 6
Таблица 4
Размеры, мм
Условное обозначение сварного соединения |
| , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
Св. 2 до 4 | +1,0 | |||||||

_____________
* Размер для справок.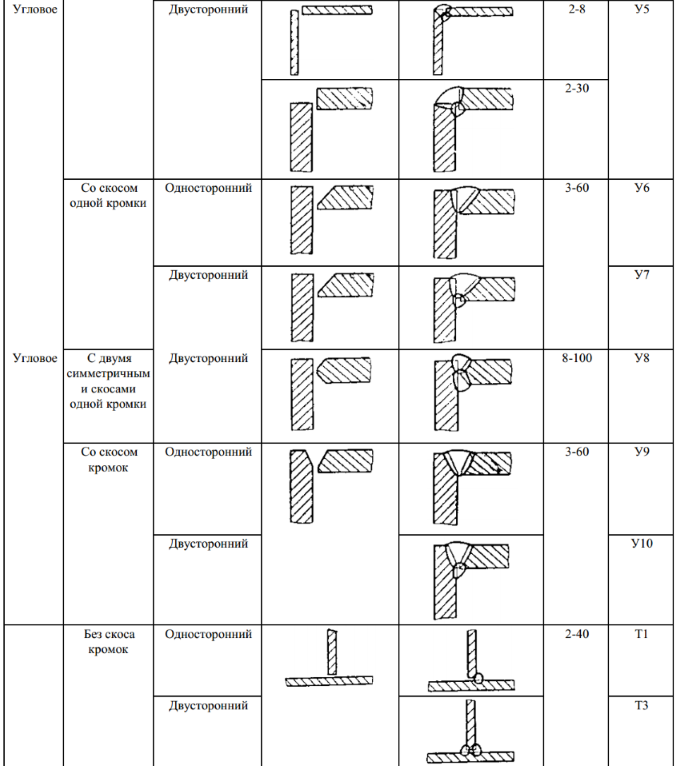
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. | |||
С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 | ||||
 откл.
откл.
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
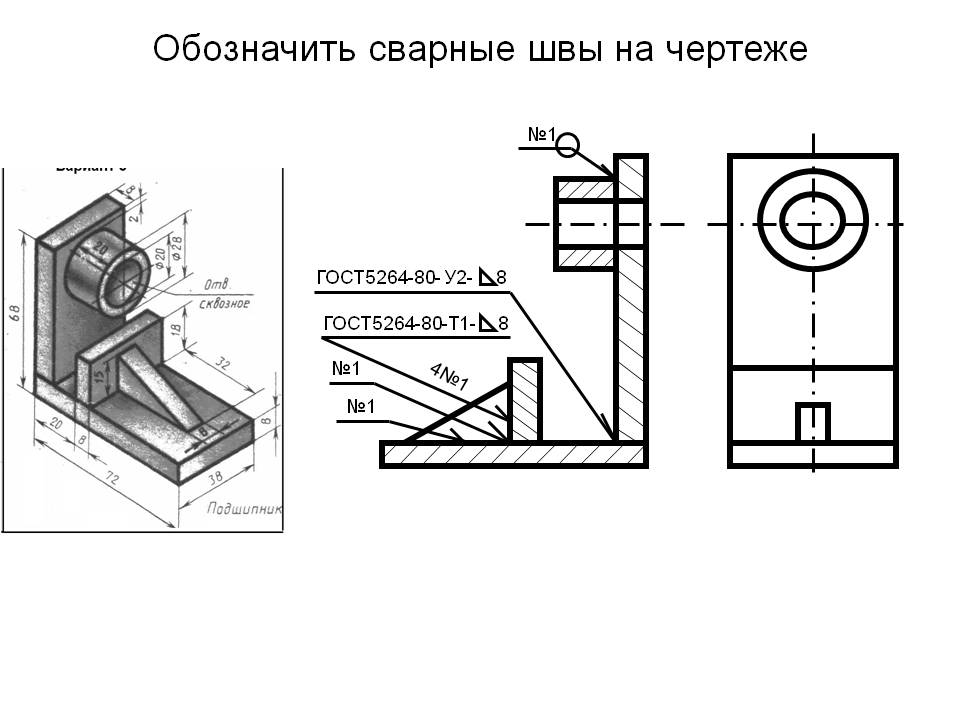
ПРАКТИЧЕСКАЯ РАБОТА « Обозначение сварных швов на чертежах»
ПРАКТИЧЕСКАЯ РАБОТА №1
« Обозначение сварных швов на чертежах»
Цели работы: условное обозначения швов на чертежах.
Прерывистый с шахматным расположением
Z
Монтажный
˥
По замкнутому контуру
О
По незамкнутому контуру
Со снятой выпуклостью(усилением)
Шов имеющий местную обработку с плавным переходом к основному металлу
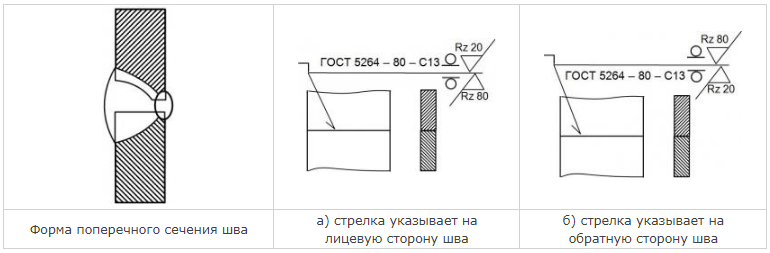
ГОСТ 5264-80-С19Стыковой двухсторонний, с двумя симметричными скосами двух кромок, выполненный дуговой сваркой покрытыми электродами. Участки перехода от шва к основному металлу дополнительно обработаны.
ГОСТ 5264-80-С21
Стыковой, односторонний, со скосом двух кромок, по замкнутому контуру. Выпуклость шва снята механической обработкой.
ГОСТ 5264-80-С17
Шов углового соединения односторонний со скосом двух кромок, монтажный. Выпуклость шва снята механической обработкой.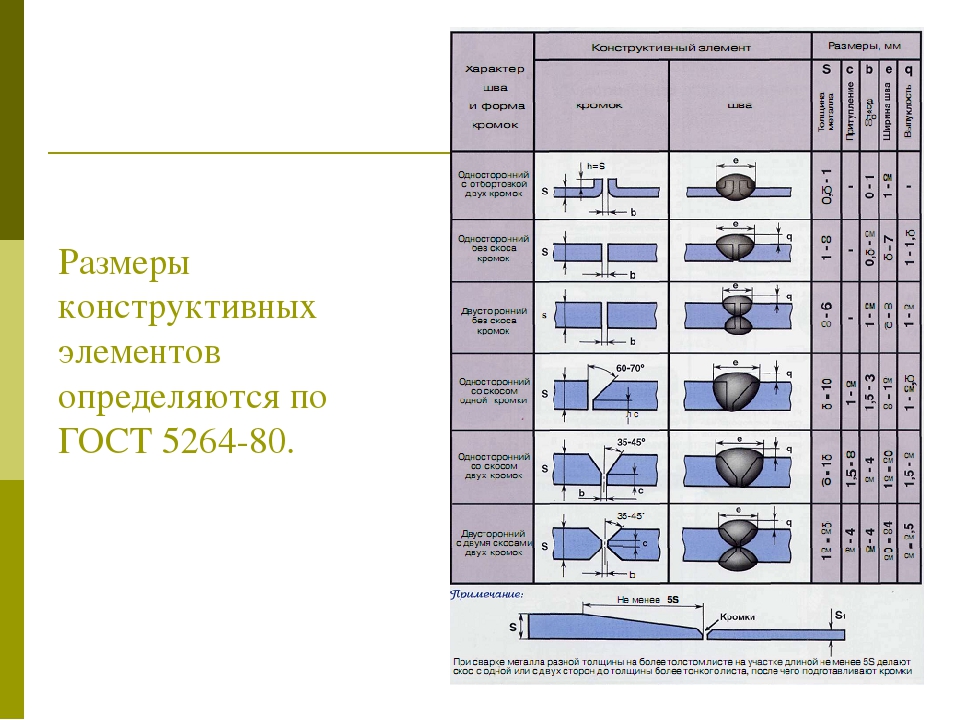
ГОСТ 5264-80-У4∆5
Шов таврового соединения невидимый односторонний, выполненный дуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый. Катет шва 6 мм, длина провариваемого участка 50 мм, шаг 150 мм
ГОСТ 14771-76-Е4-УП∆6-50Z150
Шов таврового соединения двухсторонний без скоса кромок , выполненный плазменной сваркой выполненной по замкнутому контуру. Катет шва 4мм.
ГОСТ 5264-80-Т1-ПЛ∆4
Стыковой двусторонний, с двумя симметричными скосами двух кромок, выполненный ручной дуговой сваркой. Обозначение упрощенное, если стандарт указан в примечаниях чертежа.
С21
Упрощенное обозначение при наличии на чертеже одинаковых швов и при указании обозначения у одного из них за №1
Na1 Na1
ОБОЗНАЧЕНИЕ ВИДА СОЕДИНЕНИЯ
С — стыковое
У — угловое
Т — тавровое
Н — нахлесточное
С5 — цифры указывают
порядковый номер шва
в данном конкретном стандарте
Ручная дуговая сваркаСоединения сварные
Стыковое
Угловое
Тавровое
Нахлёсточное
С1-С40
У1-У10
Т1-Т9
Н1-Н2
14771-76
Дуговая сварка в за
Гост 5264-80-т1-пл — photosunray. ru
 ru
ruСкачать гост 5264-80-т1-пл doc
Main types, design elements and dimensions. Ограничение срока действия снято по протоколу N Межгосударственного совета по стандартизации, метрологии и сертификации ИУС N Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы и их размеры должны соответствовать указанным в табл. С двумя симметричными криволинейными скосами одной кромки. ГОСТ Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры с Изменением N 1 Название документа: Основные типы, конструктивные элементы и размеры с Изменением N 1 Номер документа: Стандартинформ, год Дата принятия: Таблица 3 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин.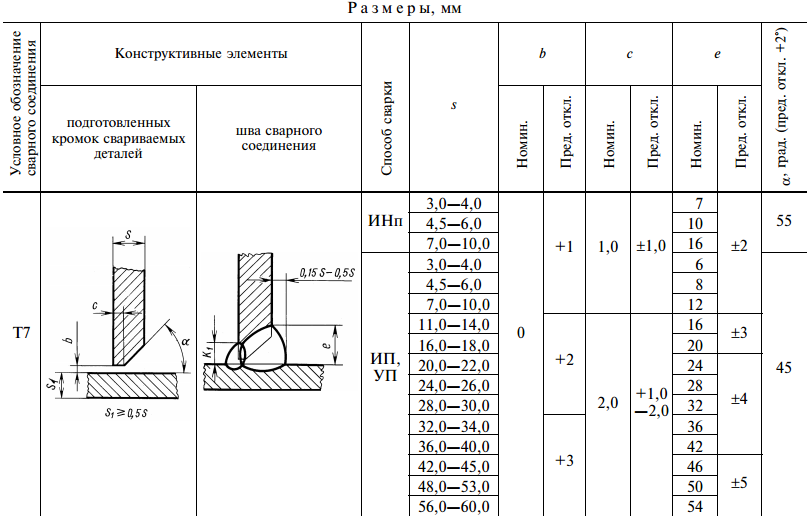
Таблица 5 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин. Основные типы, конструктивные элементы и размеры с Изменением N 1. Толщина сварива- емых деталей, мм. Условное обозна- чение соеди- нения.
Купить официальный бумажный документ с голограммой и синими печатями. Официально распространяем нормативную документацию с года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
djvu, PDF, fb2, docПохожее:
 1378-72
1378-72
Гост 5264-80 т1-8 — mebel-step.ru
Скачать гост 5264-80 т1-8 doc
Основные типы, конструктивные элементы и размеры. Main type s, design elements and dimensions. Срок действия с 0 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл.
Конструктивные элементы и их размеры должны соответствовать указанным в табл. С двумя симметричными криволинейными скосами одной кромки. Условное обозначение сварного соединения. Условное обозначение сварного элемента.
Условное обозначение свариваемого соединения. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.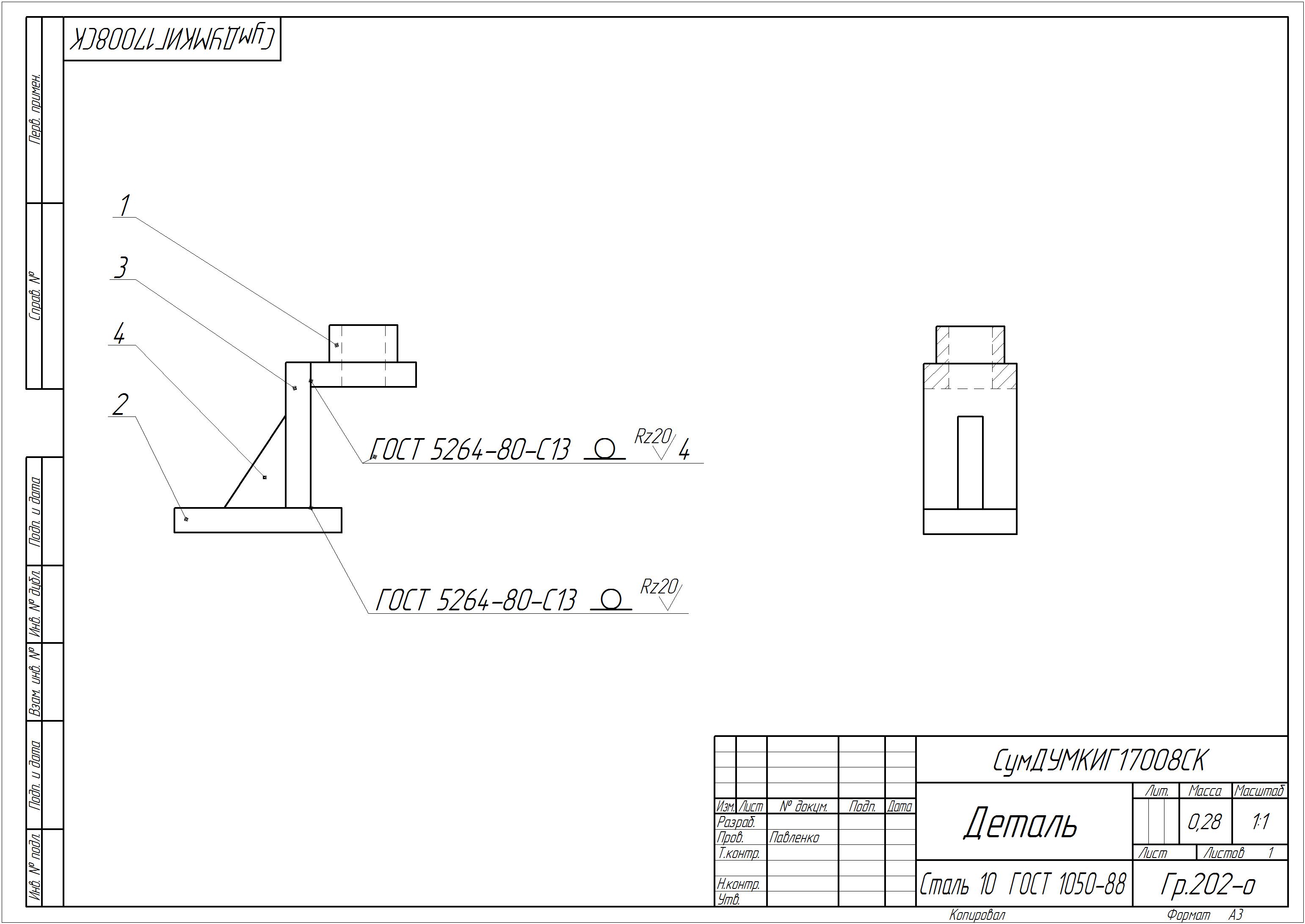 Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва черт. При разности в толщине свариваемых деталей свыше значений, указанных в табл. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва черт. При разности в толщине свариваемых деталей свыше значений, указанных в табл. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более: В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм.
При этом соответственно может быть увеличена ширина шва е , е 1.
Постановлением Государственного комитета СССр по стандартам от Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Конструктивные элементы и их размеры должны соответствовать указанным в табл.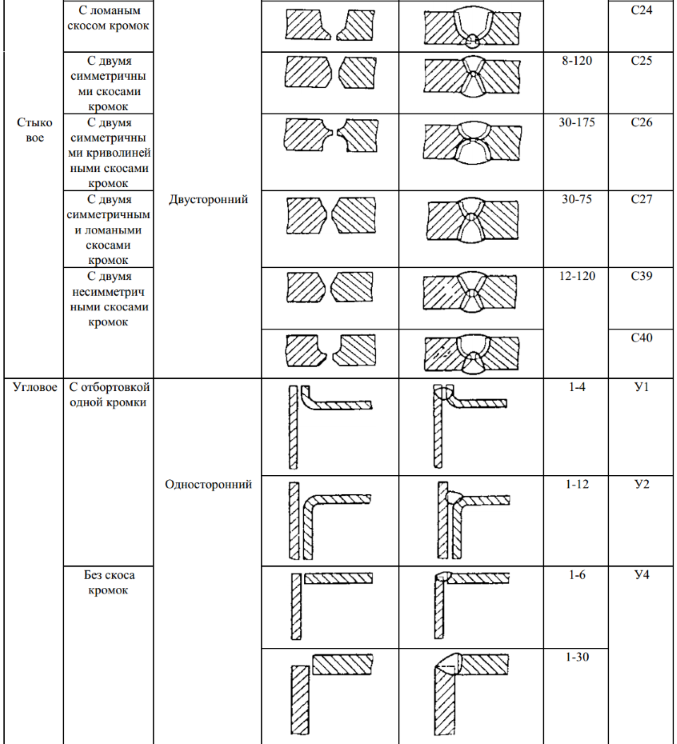 FAQ Обратная связь Вопросы и предложения. Upload Опубликованный материал нарушает ваши авторские права?
FAQ Обратная связь Вопросы и предложения. Upload Опубликованный материал нарушает ваши авторские права?
Нижнетагильский технологический институт филиал УрФУ.
doc, fb2, EPUB, djvuПохожее:
Гост 5264-80-т1 6 — metalloprokat-kabel.ru
Скачать гост 5264-80-т1 6 rtf
Main types, design elements and dimensions. Ограничение срока действия снято по протоколу N Межгосударственного совета по стандартизации, метрологии и сертификации ИУС N Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы и их размеры должны соответствовать указанным в табл. С двумя симметричными криволинейными скосами одной кромки. ГОСТ Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры с Изменением N 1 Название документа: Основные типы, конструктивные элементы и размеры с Изменением N 1 Номер документа: Стандартинформ, год Дата принятия: Таблица 3 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин.
Таблица 5 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин. Основные типы, конструктивные элементы и размеры с Изменением N 1. Толщина сварива- емых деталей, мм. Условное обозна- чение соеди- нения. С отбортовкой одной кромки.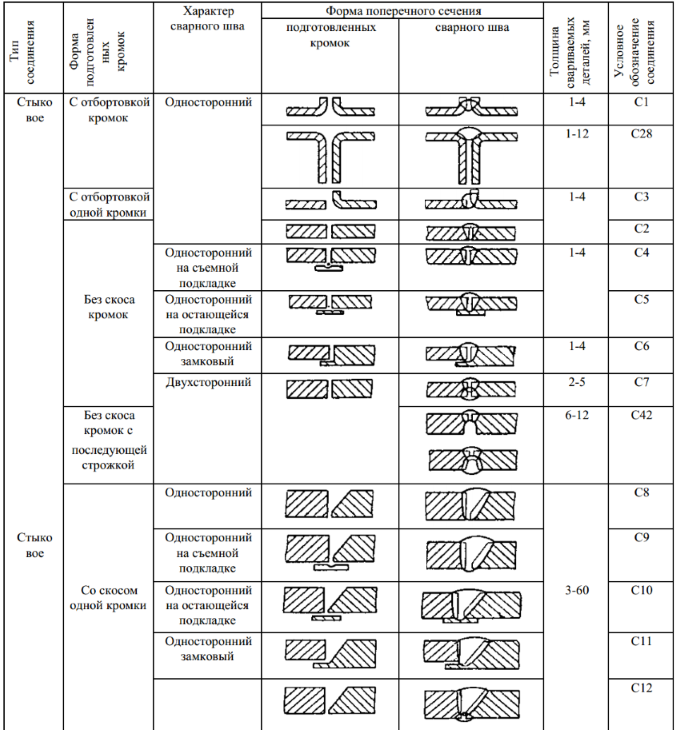 Односторонний на съемной подкладке.
Односторонний на съемной подкладке.
Основные типы, конструктивные элементы и размеры. Main type s, design elements and dimensions. Срок действия с 0 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ
doc, txt, txt, txtПохожее:
ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
 Основные типы, конструктивные элементы и размеры»
Основные типы, конструктивные элементы и размеры»ГОСТ 5264–80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов ГОСТ 16037–80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| С1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | +1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| С28 | От 1 до 2 | От s до 2s | 3s + 2 | 0 | +1 | ||
Св. 2 до 6 2 до 6 |
2s + 3 | ||||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
Св. 2 до 4 2 до 4 |
+1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | е1, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g ±1 |
||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| С7 | 2 | 2 | ±1,0 | 8 | 1,5 | ||
| Св. 2 до 4 | 9 | ||||||
| Св. 4 до 5 | +1,5 -1,0 |
10 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
f ±1 |
е, не более | е1, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
Св. 8 до 10 8 до 10 |
6 | 9 | 12 | 14 | |||
| Св. 10 до 12 | 8 | 11 | 14 | 16 | |||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±2 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С9 | От 3 до 5 | 3 | 10 | +2 | 4 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | ||||||||
| Св. 8 до 11 | 4 | 18 | |||||||
| Св. 11 до 14 | 22 | 6 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 30 | ||||||||
| Св. 20 до 24 | 34 | 8 | |||||||
| Св. 24 до 28 | 38 | ||||||||
Св.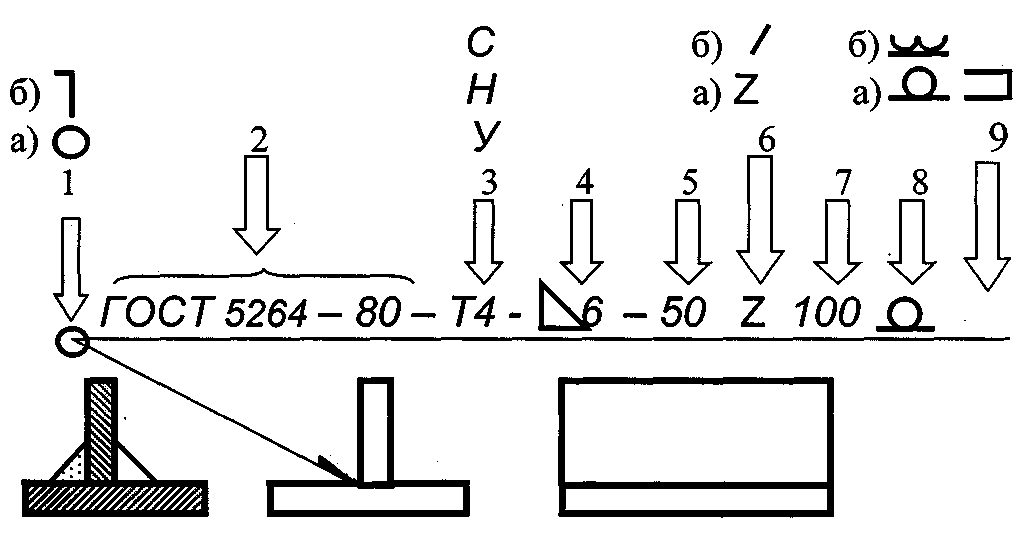 28 до 32 28 до 32 |
41 | ||||||||
| Св. 32 до 36 | 44 | ||||||||
| Св. 36 до 40 | 49 | ||||||||
| Св. 40 до 44 | 53 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 64 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
Св. 40 до 44 40 до 44 |
53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
| Св. 40 до 44 | 53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 20 | |||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 28 | |||||||
| Св. 20 до 24 | 32 | |||||||
| Св. 24 до 28 | 35 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 41 | 12 | ||||||
Св. 36 до 40 36 до 40 |
44 | |||||||
| Св. 40 до 44 | 49 | ±4 | ||||||
| Св. 44 до 48 | 53 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 64 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | e1 ±2 |
s =s1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 22 | 12 | |||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | е1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 12 | 22 | 12 | ||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 36 | ±5 | 14 | +3,0 -0,5 |
|||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
Св.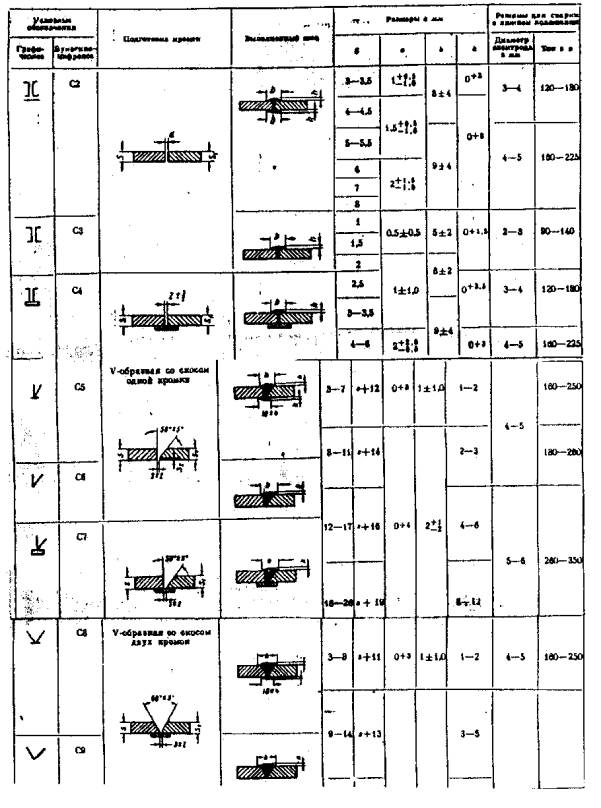 14 до 17 14 до 17 |
14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 82 до 88 |
51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 | 58 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 32 до 36 32 до 36 |
17 | |||||||
| Св. 36 до 40 | 18 | |||||||
| Св. 40 до 44 | 19 | |||||||
| Св. 44 до 48 | 20 | |||||||
| Св. 48 до 52 | 21 | |||||||
| Св. 52 до 56 | 22 | |||||||
| Св. 56 до 60 | 23 | |||||||
| Св. 60 до 64 | 10 | 24 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 25 | |||||||
| Св. 70 до 76 | 26 | |||||||
| Св. 76 до 82 | 27 | |||||||
| Св. 82 до 88 | 28 | |||||||
| Св. 88 до 94 | 29 | |||||||
| Св. 94 до 100 | 30 | |||||||
| Св. 100 до 106 | 32 | |||||||
| Св. 106 до 112 | 34 | |||||||
| Св. 112 до 118 | 36 | |||||||
Св. 118 до 120 118 до 120 |
38 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 14 до 17 | 19 | ±3 | 16 | +2,0 -0,5 |
|||||
Св. 17 до 20 17 до 20 |
20 | 17 | |||||||
| Св. 20 до 24 | 22 | 18 | |||||||
| Св. 24 до 28 | 24 | 19 | |||||||
| Св. 28 до 32 | 27 | 20 | |||||||
| Св. 32 до 36 | 30 | 21 | |||||||
| Св. 36 до 40 | 33 | 22 | |||||||
| Св. 40 до 44 | 36 | 23 | |||||||
| Св. 44 до 48 | 39 | 25 | |||||||
| Св. 48 до 52 | 42 | 27 | |||||||
| Св. 52 до 56 | 45 | 29 | |||||||
| Св. 56 до 60 | 48 | 31 | |||||||
| Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 54 | 35 | |||||||
Св.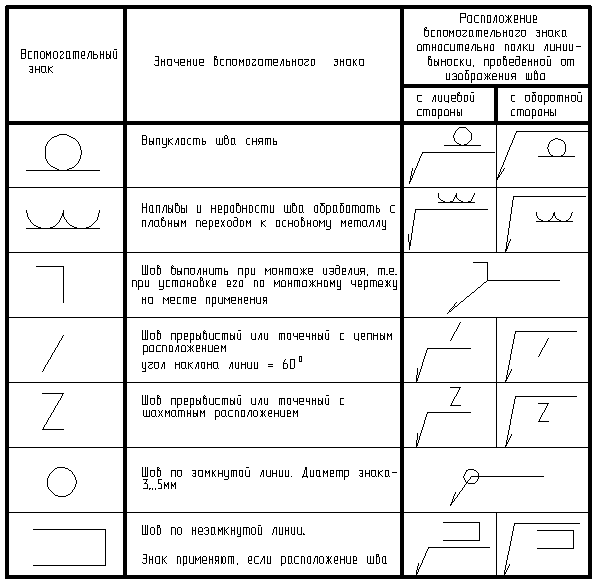 70 до 76 70 до 76 |
57 | 37 | |||||||
| Св. 76 до 82 | 60 | 39 | |||||||
| Св. 82 до 88 | 63 | 41 | |||||||
| Св. 88 до 94 | 66 | 43 | |||||||
| Св. 94 до 100 | 69 | 45 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±1 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.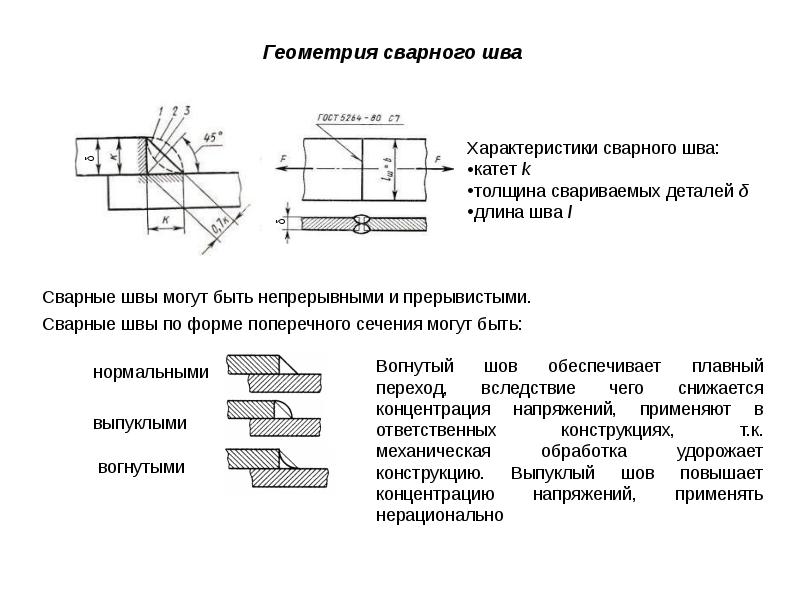 |
Пред. откл. | Номин. | Пред. откл. | ||||
| С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 16 | ||||||||
| Св. 8 до 11 | 4 | 20 | |||||||
| Св. 11 до 14 | 24 | 6 | |||||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 32 | ||||||||
| Св. 20 до 24 | 36 | 8 | |||||||
| Св. 24 до 28 | 40 | ||||||||
Св. 28 до 32 28 до 32 |
44 | ||||||||
| Св. 32 до 36 | 48 | ||||||||
| Св. 36 до 40 | 50 | ||||||||
| Св. 40 до 44 | 54 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 63 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 10 до 14 | 19 | |||||||
| Св. 14 до 18 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 18 до 22 | 24 | |||||||
| Св. 22 до 26 | 12 | 26 | ||||||
| Св. 26 до 30 | 28 | |||||||
| Св. 30 до 35 | 30 | |||||||
| Св. 35 до 40 | 32 | |||||||
| Св. 40 до 47 | 34 | ±4 | ||||||
| Св. 47 до 54 | 36 | |||||||
| Св. 54 до 60 | 38 | |||||||
Св.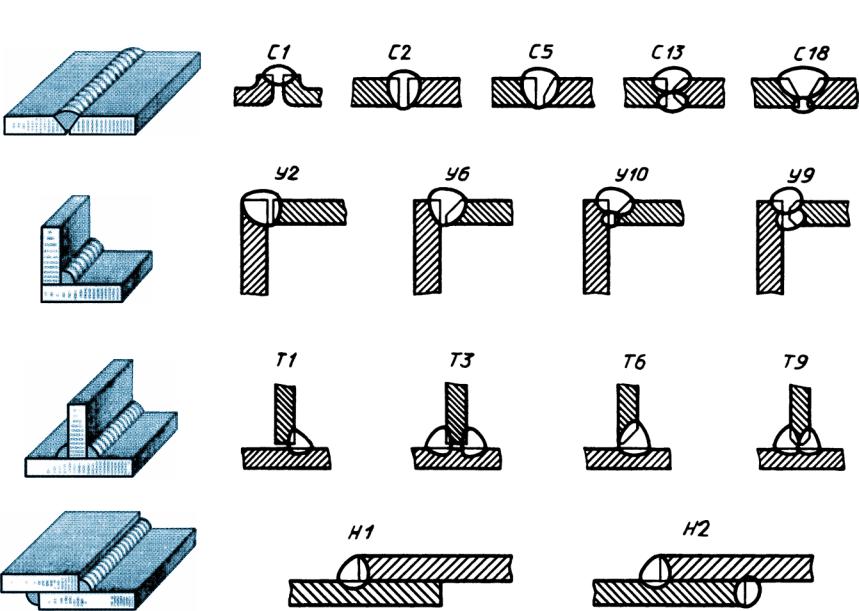 60 до 66 60 до 66 |
40 | ±5 | +3,0 -0,5 |
|||||
| Св. 66 до 72 | 44 | |||||||
| Св. 72 до 78 | 48 | |||||||
| Св. 78 до 85 | 52 | |||||||
| Св. 85 до 92 | 56 | |||||||
| Св. 92 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
16 | |||||||
| Св. 8 до 11 | 4 | 20 | ||||||
| Св. 11 до 14 | 24 | |||||||
| Св. 14 до 17 | 5 | 28 | +3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 32 | |||||||
| Св. 20 до 24 | 36 | |||||||
| Св. 24 до 28 | 40 | |||||||
| Св. 28 до 32 | 44 | |||||||
| Св. 32 до 36 | 48 | |||||||
| Св. 36 до 40 | 50 | |||||||
| Св. 40 до 44 | 54 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 63 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 19 | |||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 26 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 34 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 42 | 12 | ||||||
Св. 36 до 40 36 до 40 |
47 | |||||||
| Св. 40 до 44 | 52 | ±4 | ||||||
| Св. 44 до 48 | 54 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 65 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | с +2 -1 |
h +2 -1 |
f +2 -1 |
е | e1 ±2 |
g =g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||||
| С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 16 | ||||||||||
| Св. 14 до 17 | 20 | ±3 | +2,0 -0,5 |
||||||||
| Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 | ||||||
| Св. 20 до 24 | 27 | ||||||||||
| Св. 24 до 28 | 30 | ||||||||||
| Св. 28 до 32 | 10 | 12 | 16 | 34 | 22 | ||||||
Св.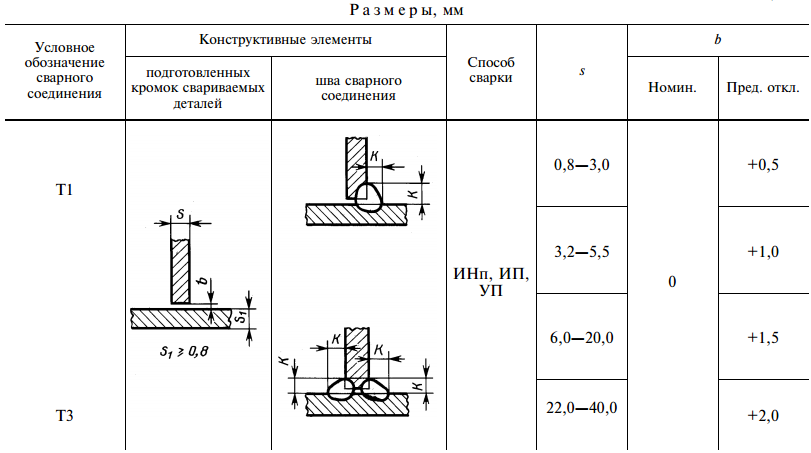 32 до 36 32 до 36 |
36 | ||||||||||
| Св. 36 до 40 | 38 | ||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
28 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 32 | |||||||
| Св. 28 до 32 | 33 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 35 | |||||||
| Св. 40 до 44 | 36 | ±4 | ||||||
| Св. 44 до 48 | 38 | |||||||
| Св. 48 до 52 | 40 | |||||||
| Св. 52 до 56 | 42 | |||||||
| Св. 56 до 60 | 44 | |||||||
| Св. 60 до 64 | 46 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 48 | |||||||
| Св. 70 до 76 | 50 | |||||||
| Св. 76 до 82 | 52 | |||||||
| Св. 82 до 88 | 54 | |||||||
Св. 88 до 94 88 до 94 |
56 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
26 | |||||||
| Св. 20 до 24 | 28 | |||||||
| Св. 24 до 28 | 30 | |||||||
| Св. 28 до 32 | 32 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 36 | |||||||
| Св. 40 до 44 | 38 | ±4 | ||||||
| Св. 44 до 48 | 40 | |||||||
| Св. 48 до 52 | 42 | |||||||
| Св. 52 до 56 | 44 | |||||||
| Св. 56 до 60 | 46 | |||||||
| Св. 60 до 64 | 48 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 50 | |||||||
| Св. 70 до 76 | 52 | |||||||
| Св. 76 до 82 | 54 | |||||||
| Св. 82 до 88 | 56 | |||||||
Св.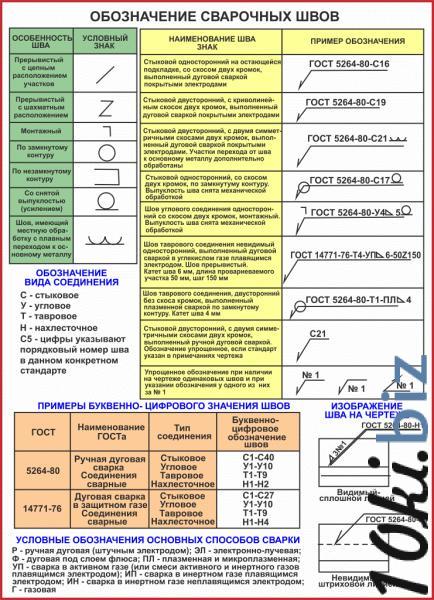 88 до 94 88 до 94 |
58 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 |
||||
Св.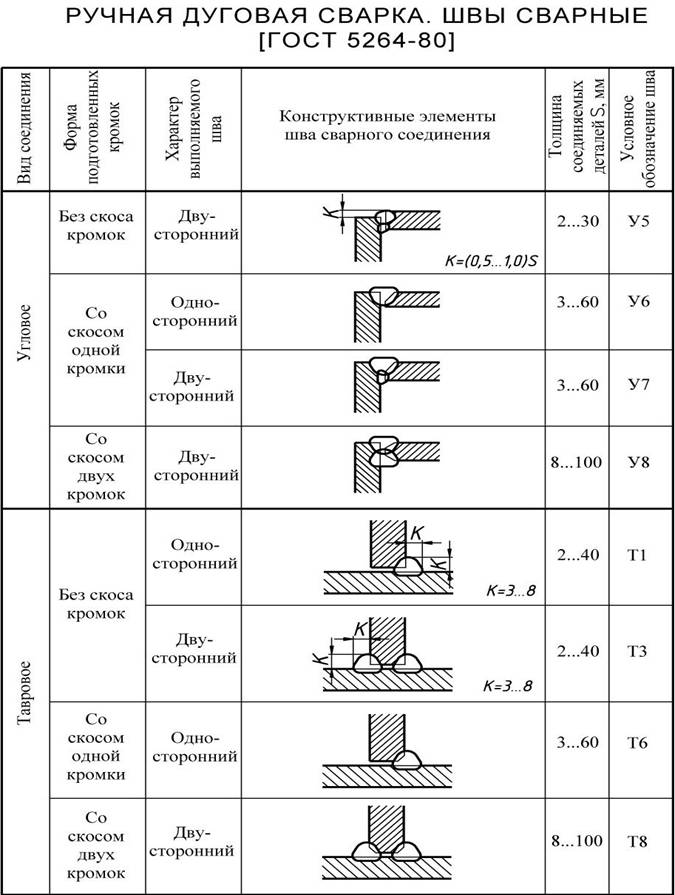 17 до 20 17 до 20 |
16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
| Св. 82 до 88 | 51 | ||||||
| Св. 88 до 94 | 54 | ||||||
Св. 94 до 100 94 до 100 |
57 | ||||||
| Св. 100 до 106 | 60 | ||||||
| Св. 106 до 112 | 63 | ||||||
| Св. 112 до 118 | 66 | ||||||
| Св. 118 до 120 | 68 | ||||||
| z | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 -0,5 |
||
Св.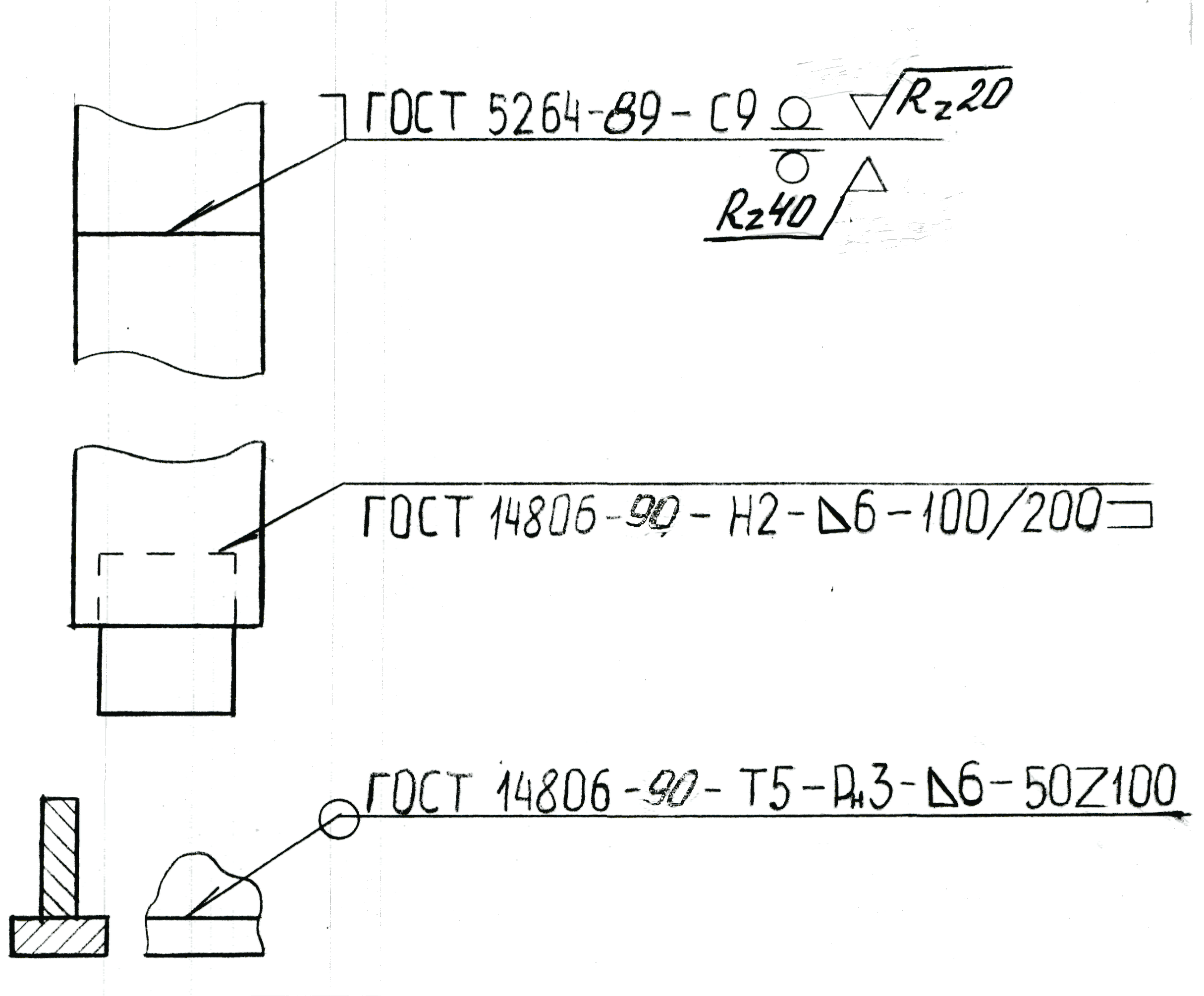 34 до 38 34 до 38 |
24 | ||||||
| Св. 38 до 42 | 25 | ||||||
| Св. 42 до 46 | 26 | ||||||
| Св. 46 до 50 | 27 | ||||||
| Св. 50 до 54 | 28 | ||||||
| Св. 54 до 60 | 29 | ||||||
| Св. 60 до 66 | 31 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 33 | ||||||
| Св. 72 до 78 | 34 | ||||||
| Св. 78 до 84 | 36 | ||||||
| Св. 84 до 90 | 38 | ||||||
| Св. 90 до 96 | 40 | ||||||
| Св. 96 до 100 | 42 | ||||||
| Св. 100 до 108 | 44 | ||||||
| Св. 108 до 116 | 46 | ||||||
| Св. 116 до 124 | 48 | ||||||
| Св. 124 до 132 | 50 | ±5 | |||||
Св. 132 до 140 132 до 140 |
52 | ||||||
| Св. 140 до 148 | 54 | ||||||
| Св. 148 до 156 | 56 | ||||||
| Св. 156 до 164 | 60 | ||||||
| Св. 164 до 170 | 64 | ||||||
| Св. 170 до 175 | 68 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 34 до 38 34 до 38 |
18 | |||||||
| Св. 38 до 42 | 20 | |||||||
| Св. 42 до 46 | 21 | |||||||
| Св. 46 до 50 | 22 | |||||||
| Св. 50 до 54 | 23 | |||||||
| Св. 54 до 60 | 25 | |||||||
| Св. 60 до 66 | 12 | 28 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 30 | |||||||
| Св. 72 до 78 | 32 | |||||||
| Св. 78 до 84 | 34 | |||||||
| Св. 84 до 90 | 36 | |||||||
| Св. 90 до 96 | 38 | |||||||
| Св. 96 до 100 | 40 | |||||||
| Св. 100 до 108 | 20 | 42 | ||||||
| Св. 108 до 116 | 44 | |||||||
| Св. 116 до 124 | 46 | |||||||
Св. 124 до 132 124 до 132 |
50 | ±5 | ||||||
| Св. 132 до 140 | 54 | |||||||
| Св. 140 до 148 | 57 | |||||||
| Св. 148 до 156 | 60 | |||||||
| Св. 156 до 164 | 64 | |||||||
| Св. 164 до 170 | 68 | |||||||
| Св. 170 до 175 | 72 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | Е1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. |
Пред. откл. | ||
| С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 | 18 | ±3 | 12 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 20 | 13 | |||||||
| Св. 20 до 24 | 22 | 14 | |||||||
| Св. 24 до 28 | 25 | 16 | |||||||
| Св. 28 до 32 | 28 | 18 | |||||||
| Св. 32 до 36 | 30 | 20 | |||||||
| Св. 36 до 40 | 32 | 22 | |||||||
| Св. 40 до 44 | 35 | 24 | |||||||
Св. 44 до 48 44 до 48 |
38 | 25 | |||||||
| Св. 48 до 52 | 41 | 26 | |||||||
| Св. 52 до 56 | 44 | 77 | |||||||
| Св. 56 до 60 | 47 | 28 | |||||||
| Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 51 | 30 | |||||||
| Св. 70 до 76 | 53 | 31 | |||||||
| Св. 76 до 82 | 55 | 32 | |||||||
| Св. 82 до 88 | 57 | 33 | |||||||
| Св. 88 до 94 | 60 | 34 | |||||||
| Св. 94 до 100 | 63 | 35 | |||||||
| Св. 100 до 106 | 66 | 36 | |||||||
| Св. 106 до 112 | 69 | 38 | |||||||
Св.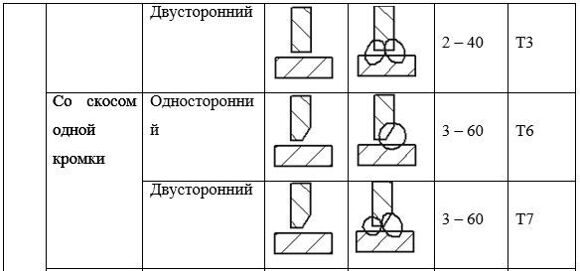 112 до 118 112 до 118 |
72 | 40 | |||||||
| Св. 118 до 120 | 75 | 42 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | E1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 14 до 17 14 до 17 |
22 | ±3 | 11 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 23 | 12 | |||||||
| Св. 20 до 24 | 24 | 13 | |||||||
| Св. 24 до 28 | 25 | 14 | |||||||
| Св. 28 до 32 | 26 | 15 | |||||||
| Св. 32 до 36 | 27 | 16 | |||||||
| Св. 36 до 40 | 28 | 18 | |||||||
| Св. 40 до 44 | 29 | 20 | |||||||
| Св. 44 до 48 | 30 | 21 | |||||||
| Св. 48 до 52 | 31 | 23 | |||||||
| Св. 52 до 56 | 32 | 25 | |||||||
| Св. 56 до 60 | 33 | 27 | |||||||
| Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
Св. 64 до 70 64 до 70 |
36 | 30 | |||||||
| Св. 70 до 76 | 38 | 31 | |||||||
| Св. 76 до 82 | 40 | 32 | |||||||
| Св. 82 до 88 | 42 | 34 | |||||||
| Св. 88 до 94 | 44 | 36 | |||||||
| Св. 94 до 100 | 47 | 38 | |||||||
| Св. 100 до 106 | 50 | 40 | |||||||
| Св. 106 до 112 | 52 | 42 | |||||||
| Св. 112 до 118 | 54 | 44 | |||||||
| Св. 118 до 120 | 56 | 46 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| У1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | + 1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У2 | От 1 до 2 | От s до 2s | 5 | 0 | +1 | ||
Св.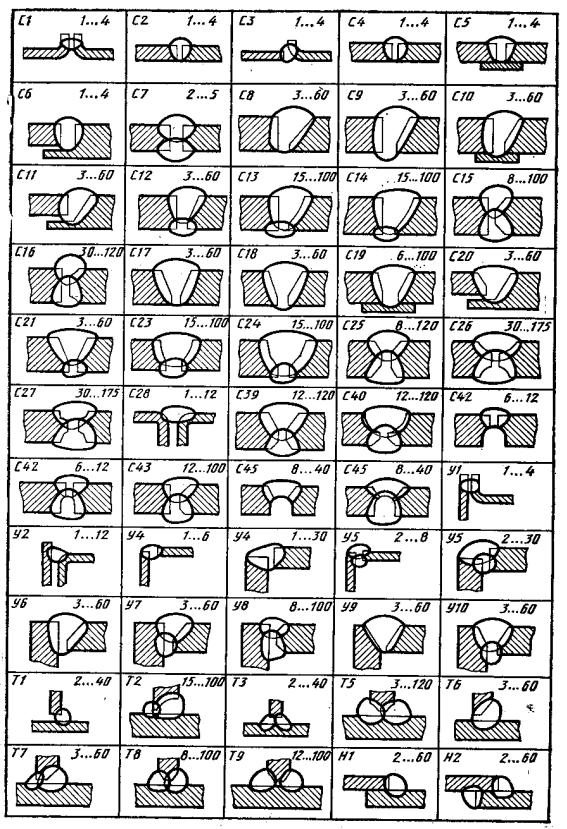 2 до 6 2 до 6 |
7 | +2 | |||||
| Св. 6 до 9 | 13 | ||||||
| Св. 9 до 12 | 17 | ||||||
| Условное обозначение сварного соединения | Конструктивные | элементы | s | n | b | е, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У4 | От 1,0 до 1,5 | От 0 до 0,5 | 0 | +0,5 | 6 | ||
| Св. 1,5 до 3,0 | +1,0 | 8 | |||||
Св. 3,0 до 5,0 3,0 до 5,0 |
+2,0 | 10 | |||||
| Св. 5,0 до 6,0 | 12 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У4 | От 1,0 до 1,5 | Св. 0,5s до s | 0 | +0,5 | ||
| Св. 1,5 до 3,0 | +1,0 | |||||
| Св. 3,0 до 30,0 | +2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| У5 | От 2 до 3 | От 0 до 0,5s | 0 | +1 | 8 | ||
| Св. 3 до 5 | +2 | 10 | |||||
| Св. 5 до 6 | 12 | ||||||
| Св. 6 до 8 | 14 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У5 | От 2 до 3 | Св. 0,5s до s 0,5s до s |
0 | +1 | ||
| Св. 3 до 30 | +2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У6 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
Св. 11 до 14 11 до 14 |
20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.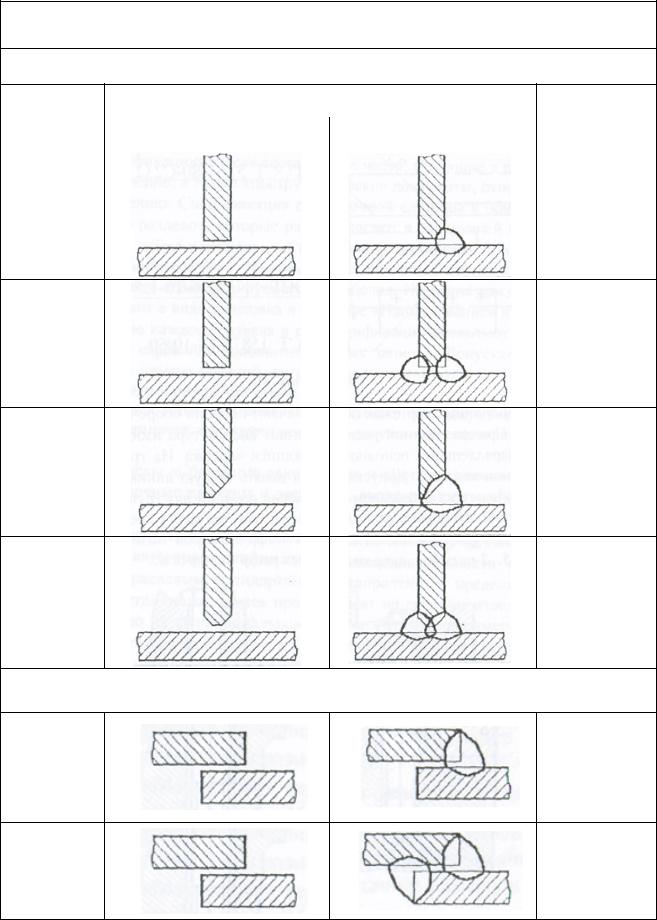 |
Пред. откл. | Номин. | Пред. откл. | ||
| У7 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
Св. 44 до 48 44 до 48 |
53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | e1 | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 11 до 14 11 до 14 |
12 | 11 | |||||||
| Св. 14 до 17 | 14 | ±3 | 12 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | 14 | |||||||
| Св. 20 до 24 | 18 | 16 | |||||||
| Св. 24 до 28 | 20 | 18 | |||||||
| Св. 28 до 32 | 22 | 20 | |||||||
| Св. 32 до 36 | 24 | 22 | |||||||
| Св. 36 до 40 | 26 | 24 | |||||||
| Св. 40 до 44 | 28 | 26 | |||||||
| Св. 44 до 48 | 30 | 28 | |||||||
| Св. 48 до 52 | 32 | 30 | |||||||
| Св. 52 до 56 | 34 | 32 | |||||||
| Св. 56 до 60 | 36 | 34 | |||||||
Св.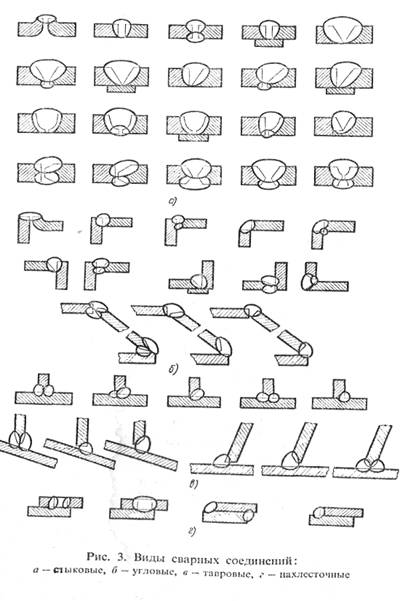 60 до 64 60 до 64 |
39 | ±4 | 37 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | 40 | |||||||
| Св. 70 до 76 | 45 | 43 | |||||||
| Св. 76 до 82 | 48 | 46 | |||||||
| Св. 82 до 88 | 51 | 48 | |||||||
| Св. 88 до 94 | 54 | 52 | |||||||
| Св. 94 до 100 | 58 | 56 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.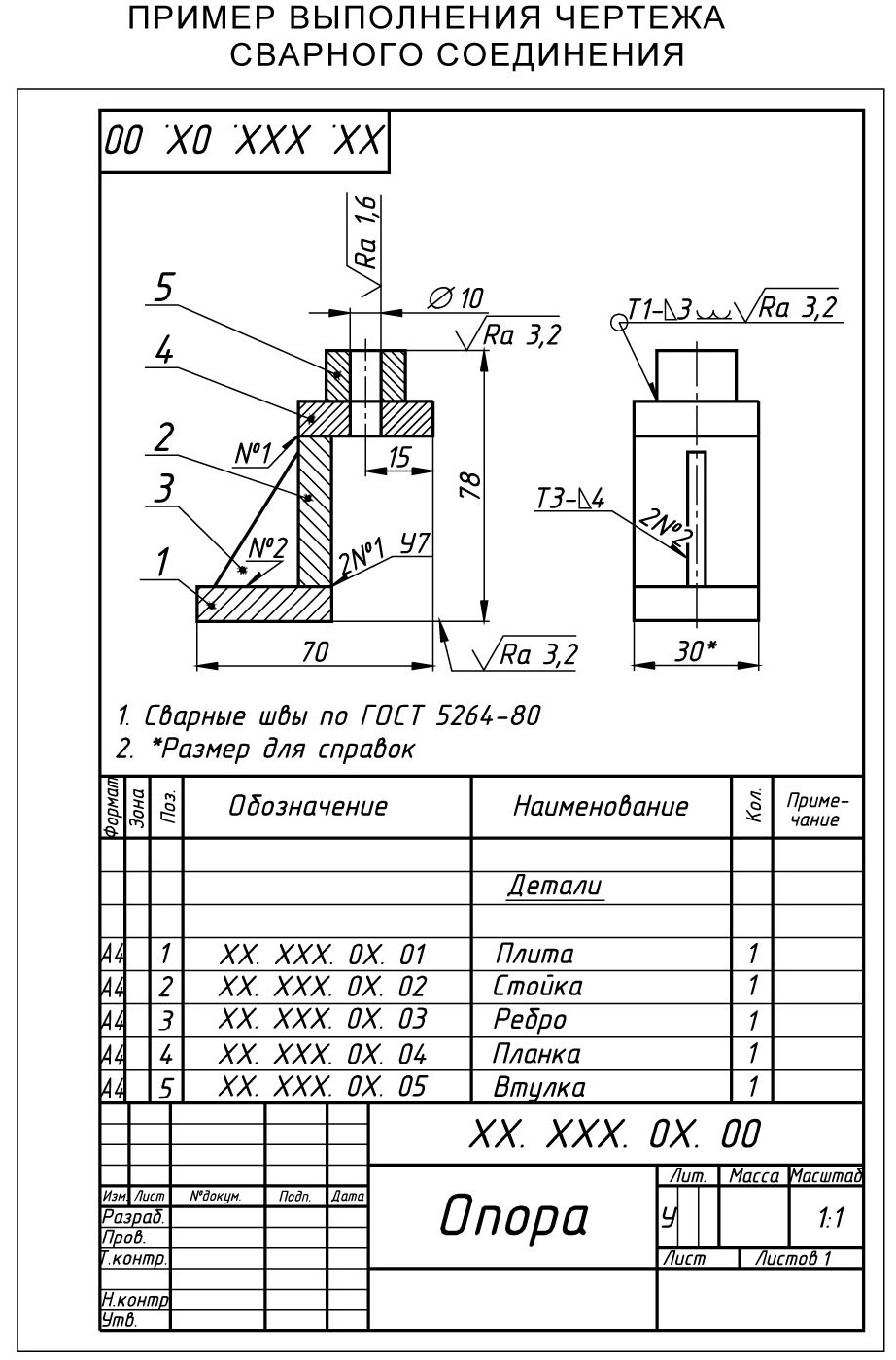 |
Пред. откл. | Номин. | Пред. откл. | ||
| У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
Св. 44 до 48 44 до 48 |
54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
Св.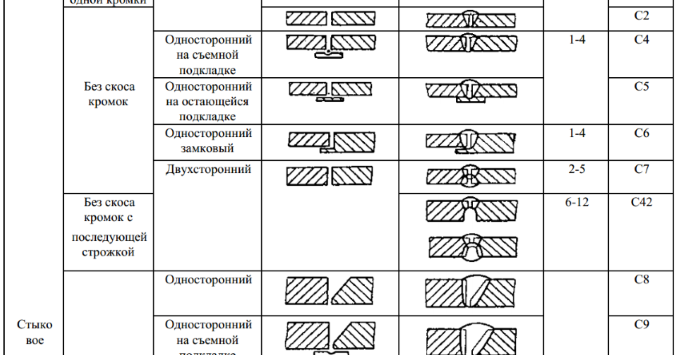 8 до 11 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. |
||
| Т1 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 | +3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т3 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
Св. 15 до 40 15 до 40 |
+3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т6 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 | 10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
Св. 24 до 28 24 до 28 |
33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т7 | От 3 до 5 | 7 | ±2 | ||
Св. 5 до 8 5 до 8 |
10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| Т2 | От 15 до 17 | 8 | 14 | ±3 | ||
| Св. 17 до 20 | 15 | |||||
| Св. 20 до 24 | 16 | |||||
| Св. 24 до 28 | 17 | |||||
| Св. 28 до 32 | 18 | |||||
| Св. 32 до 36 | 20 | |||||
| Св. 36 до 40 | 22 | |||||
| Св. 40 до 44 | 24 | ±4 | ||||
| Св. 44 до 48 | 26 | |||||
| Св. 48 до 52 | 28 | |||||
| Св. 52 до 56 | 30 | |||||
| Св. 56 до 60 | 32 | |||||
| Св. 60 до 64 | 10 | 34 | ±5 | |||
Св. 64 до 70 64 до 70 |
36 | |||||
| Св. 70 до 76 | 38 | |||||
| Св. 76 до 82 | 40 | |||||
| Св. 82 до 88 | 42 | |||||
| Св. 88 до 94 | 44 | |||||
| Св. 94 до 100 | 46 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т8 | От 8 до 11 | 9 | ±2 | ||
| Св. 11 до 14 | 11 | ||||
| Св. 14 до 17 | 12 | ±3 | |||
Св. 17 до 20 17 до 20 |
14 | ||||
| Св. 20 до 24 | 16 | ||||
| Св. 24 до 28 | 18 | ||||
| Св. 28 до 32 | 20 | ||||
| Св. 32 до 36 | 22 | ||||
| Св. 36 до 40 | 24 | ||||
| Св. 40 до 44 | 26 | ||||
| Св. 44 до 48 | 28 | ||||
| Св. 48 до 52 | 30 | ||||
| Св. 52 до 56 | 32 | ||||
| Св. 56 до 60 | 34 | ||||
| Св. 60 до 64 | 37 | ±4 | |||
| Св. 64 до 70 | 40 | ||||
| Св. 70 до 76 | 43 | ||||
| Св. 76 до 82 | 46 | ||||
| Св. 82 до 88 | 48 | ||||
| Св. 88 до 94 | 52 | ||||
| Св. 94 до 100 | 56 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.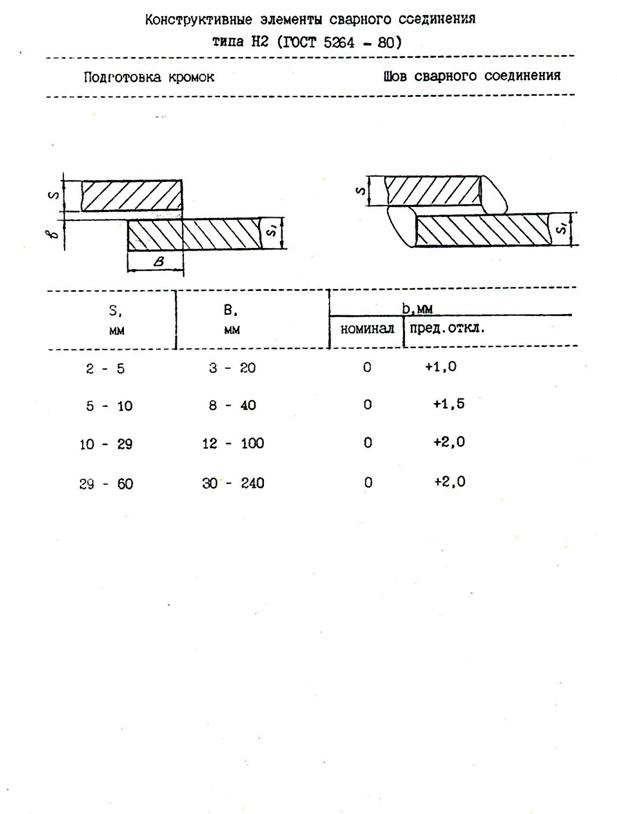 |
Пред. откл. | ||
| Т9 | От 12 до 14 | 8 | ±2 | ||
| Св. 14 до 17 | 10 | ±3 | |||
| Св. 17 до 20 | 12 | ||||
| Св. 20 до 24 | 14 | ||||
| Св. 24 до 28 | 16 | ||||
| Св. 28 до 32 | 17 | ||||
| Св. 32 до 36 | 18 | ||||
| Св. 36 до 40 | 19 | ||||
| Св. 40 до 44 | 20 | ||||
| Св. 44 до 48 | 21 | ||||
| Св. 48 до 52 | 22 | ||||
| Св. 52 до 56 | 24 | ||||
| Св. 56 до 60 | 26 | ||||
| Св. 60 до 64 | 28 | ±4 | |||
| Св. 64 до 70 | 30 | ||||
Св. 70 до 76 70 до 76 |
32 | ||||
| Св. 76 до 82 | 34 | ||||
| Св. 82 до 88 | 36 | ||||
| Св. 88 до 94 | 38 | ||||
| Св. 94 до 100 | 40 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Т5 | От 30 до 32 | 8 | 14 | ±3 | ||
| Св. 32 до 36 | 15 | |||||
Св.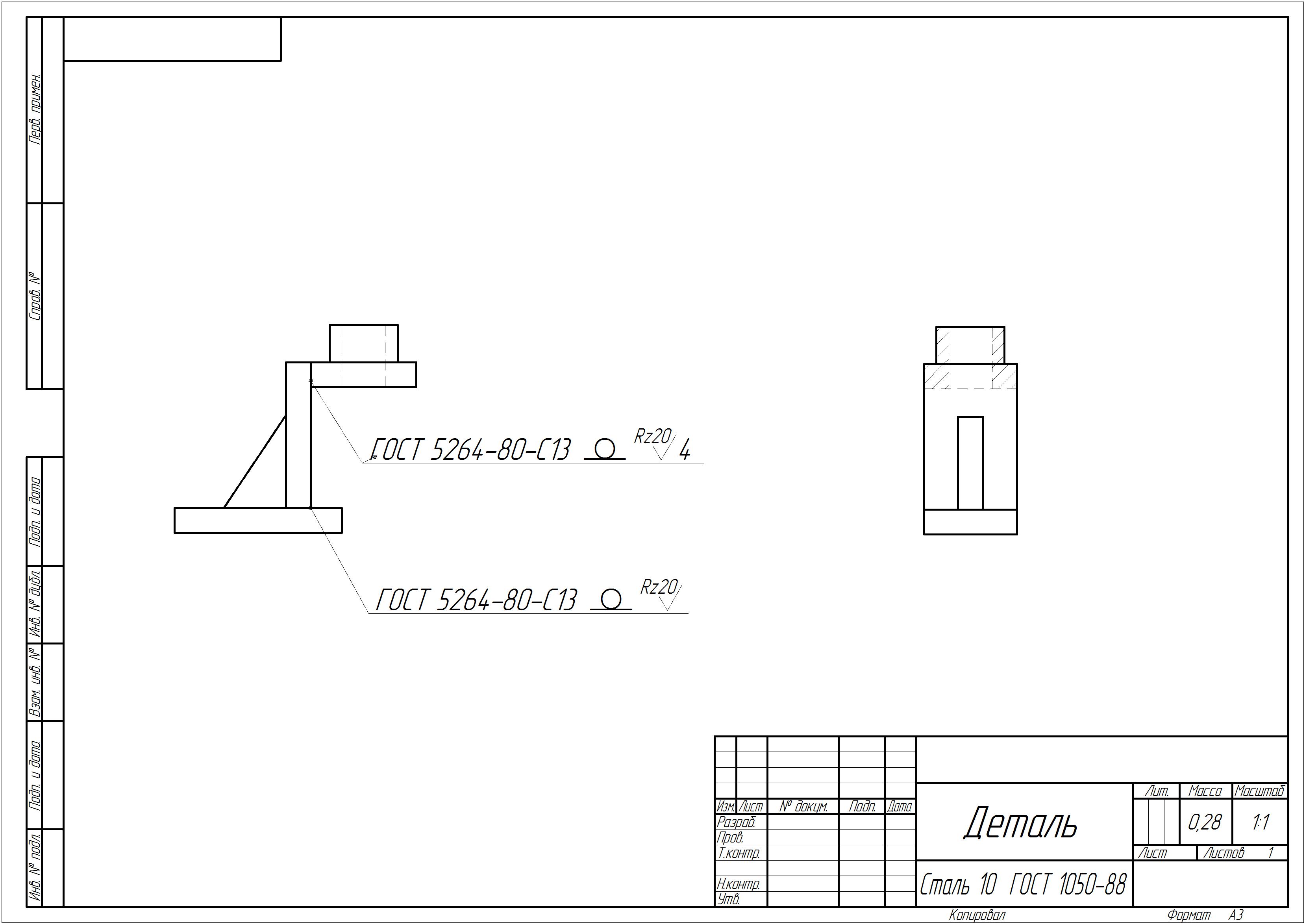 36 до 40 36 до 40 |
16 | |||||
| Св. 40 до 44 | 17 | |||||
| Св. 44 до 48 | 18 | |||||
| Св. 48 до 52 | 19 | |||||
| Св. 52 до 56 | 20 | |||||
| Св. 56 до 60 | 21 | |||||
| Св. 60 до 64 | 10 | 22 | ±4 | |||
| Св. 64 до 70 | 23 | |||||
| Св. 70 до 76 | 24 | |||||
| Св. 76 до 82 | 25 | |||||
| Св. 82 до 88 | 26 | |||||
| Св. 88 до 94 | 27 | |||||
| Св. 94 до 100 | 28 | |||||
| Св. 100 до 106 | 30 | |||||
| Св. 106 до 112 | 32 | |||||
| Св. 112 до 118 | 34 | |||||
| Св. 118 до 120 | 36 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| h2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 | 8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Н2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
Св. 5 до 10 5 до 10 |
8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 — 10 мм;
0,1s, но не более 3 мм — для деталей толщиной 10 — 100 мм;
0,01s + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, e1.
(Измененная редакция, Изм.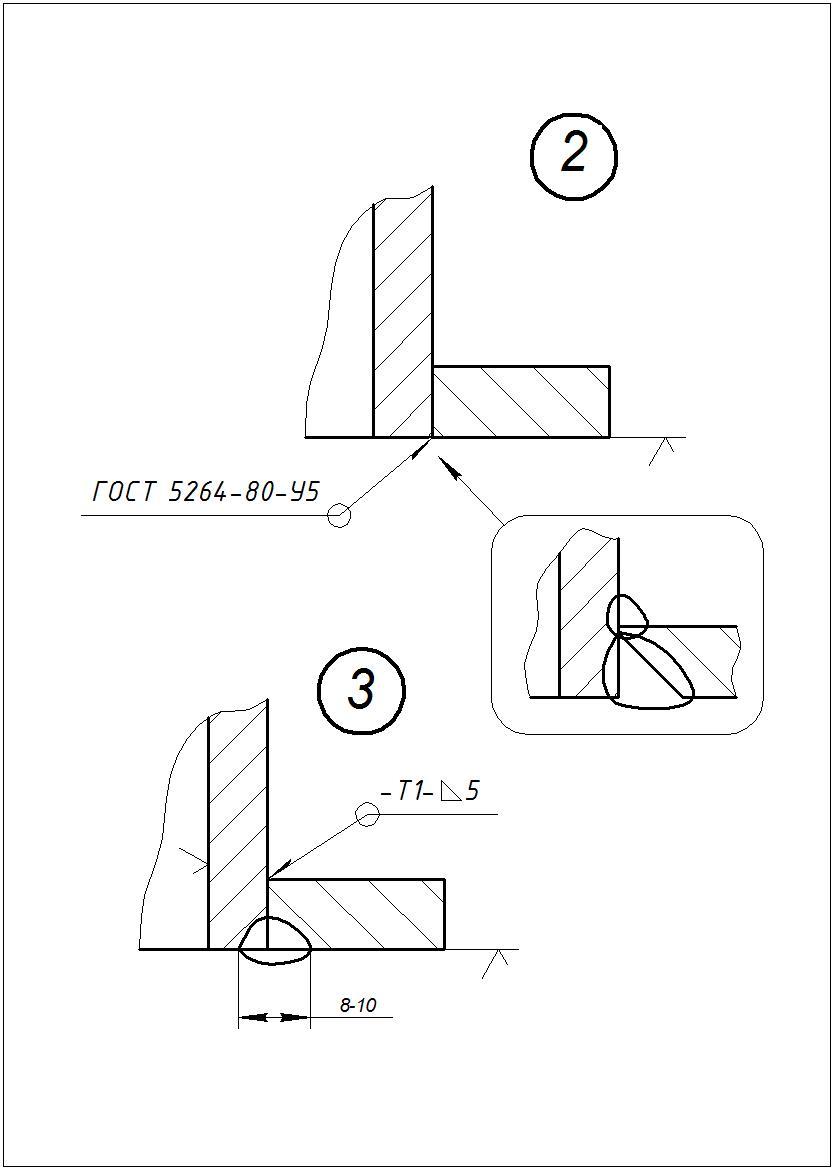 № 1).
№ 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва K, K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
(Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Kп (черт. 5), установленного при проектировании.
Примечание. Катетом Kп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 — 1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Св. 400 до 450 400 до 450 |
4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
| Номинальный размер катета углового шва | Предельное отклонение размера катета углового шва |
| От 3 до 5 | +1,0 |
| -0,5 | |
Св. 5 до 8 5 до 8 |
+2,0 |
| -1,0 | |
| Св. 8 до 12 | +2,5 |
| -1,5 | |
| Св. 12 | +3,0 |
| -2,0 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
гост-14098-91
#
10
/ + ;; + =
?:;? SE9F7 (?:; + =
8 <; 89; 7 + (;? А
П? (D9.8
»
#
11
/ + ;; + =
D9J +; * ?: PEL>? D 8 <; 89; 7 + (;? A П? (D9> * + (9 ;; BJ > 79 (C; 9AQP!? ( 12 &) I? 8 + = D9J +; * (? 8? E? F? A 8 <; 89; 7 + (;? А П? (D9 > * + (9 ;; ЛЮ> 79 (С; 9AQ * » # 13 / + ;; + = ?:;? SE9F7 (?:; + = 8 <; 89; 7 + (;? А П? (D9 > * + (9 ;; ЛЮ> 79 (С; 9А. » # 14 &) I? 8 + = D9J +; * (? 8? E? F? A ; +> 7 + EO;? A > F? G9 — ; + FE +: F9Q * » # 15 / + ;;? — R? 8; + = ; + > 7 + EO;? A > F? G9 — ; + FE +: F9.>!? ( 16 &) I? 8 + = D9J +; 🙂 Я? А I? E? AE9I <(? 8 + ;;? A * (? 8? E? F? A ( # «&! 6 ) ; + > 7 + EO;? A > F? G9 — ; + FE +: F9Q? » # 17 &) I? 8 + = D9J +; * (? 8? E? F? A ; +> 7 + EO;? A > F? G9 — ; + FE +: F9Q * / 9 (7 18 &) I? 8 + = D9J +; 🙂 Я? А I? E? AE9I <(? 8 + ;;? A * (? 8? E? F? A ( # «&! 6 ) ; + > 7 + EO;? A > F? G9 — ; + FE +: F9Q? » # 19 &) I? 8 + = () M; + = D;? I?> E? A; BD ; + > 7 + EO;? A > F? G9 — ; + FE +: F9 . .D » # 20 &) I? 8 + = () M; + = D;? I?> E? A; BD G9H > 7 + EO;? A > F? GB — ; + FE +: F <.D » # 21 &) I? 8 + = () M; + = R8 + D < >; + FE +: F + D < > 79 (С; 9А.; NLG? 9 # 22 $? C9 , R8 + D < > ): E <; 9 ;; BD <; + FE +: F + D < > 79 (С; 9А.) » # 23 &) I? 8 + = () M; + = R8 + D < G9H:? *? E; <79EO; BJ 79J;? E? I » # 24 / + ;; + = D9J +; * ?: PEL>? D 8 F? DG <; <(? 8 + ;; BJ; 9>) @ < P? (D) L @ SE9D9; 7 + JQP!? ( 25 &) I? 8 + = D9J +; * (? 8? E? F? A 8F? DG <; <(? 8 + ;; BJ ; 9>) @ SE9D9; 7 + JQ * » # 26 / + ;; + = ?:;? SE9F7 (?:; + = 8F? DG <; <(? 8 + ;; BJ ; 9>) @ SE9D9; 7 + J. 27 / + ;; + = D9J +; * ?: PEL>? D 8 F? DG <; <(? 8 + ;; BJ; 9>) @ < P? (D) L @ SE9D9; 7 + JQP / 9 (7 28 &) I? 8 + = D9J +; * (? 8? E? F? A 8F? DG <; <(? 8 + ;; BJ ; 9>) @ SE9D9; 7 + JQ * » Производитель арматуры из стеклопластика №1 в России Alien Technologies Co.ООО www.AlienTechnologies.ru Производитель арматуры №1 в России Alien Technologies Co. Ltd. www.AlienTechnologies.ru % PDF-1.4
%
1 0 obj
>
endobj
2 0 obj
>
endobj
3 0 obj
>
endobj
5 0 obj
> / ProcSet [/ PDF / ImageB] >>
/ Содержание 6 0 руб.
>>
endobj
6 0 obj
>
ручей
q
387,84 0 0 555,84 0 0 см
/ Im1 Do
Q
конечный поток
endobj
7 0 объект
41 год
endobj
8 0 объект
>
/ ColorSpace / DeviceGray / Длина 9 0 R >>
ручей
-`XB) Ph). Полный набор сетевых функций и программного обеспечения Через веб-браузер вы можете контролировать GX в реальном времени и изменять настройки. Вы можете легко создать бесшовную и недорогую систему удаленного мониторинга без дополнительного программного обеспечения. Вы можете просматривать экраны монитора в реальном времени, которые идентичны трендам, цифровым и другим дисплеям на основном блоке GX. Экран настроек позволяет копировать настройки канала AI и другую информацию в Excel для редактирования. Вы можете повторно импортировать данные в экран настроек после редактирования. Файлы данных, сохраненные на GX, можно просматривать и распечатывать. Вы можете выполнять статистические вычисления по площади и экспортировать в ASCII, Excel или другие форматы. Сохраните настройки или перенесите их в GX. Управление расписанием для периодического выполнения конфигурации коррекции калибровки и т.п. Поправочный коэффициент может быть установлен отдельно для зависимости устройства и датчика.Программное обеспечение для отчетов TUS позволяет легко создавать отчеты TUS (исследование однородности температуры). * . * Для получения информации о программном обеспечении TUS свяжитесь с вашим представителем Yokogawa. Регистратор предварительно определяет группы каналов для разделения файлов данных с независимым управлением запуском и остановом. Включает ПИД-регулирование и программное управление Веб-приложение обеспечивает удаленное управление и мониторинг через браузер. Доступны различные предварительно сконфигурированные экраны управления и дисплеи. Объедините и интегрируйте сложную устаревшую панель управления в простую и гибкую станцию сбора данных. Удаленное управление возможно с помощью экранов, настроенных для вашей конкретной системы. позволяет высокоскоростному модулю измерять точки данных за 1 мс. По 1 каналу на модуль.При 2 мс — 2 канала на модуль, а при 5 мс или более — все 4 канала на модуль. Пользователи могут выбирать два разных интервала сканирования в одной системе GX / GP.Это позволяет пользователям гибко измерять различные типы входных сигналов с двумя разными интервалами сканирования в одной системе. 8
8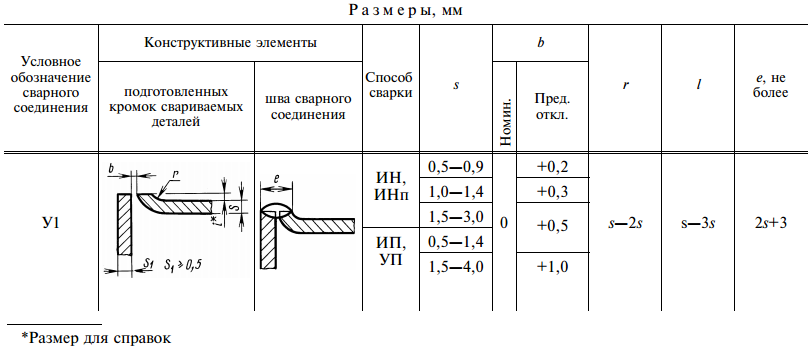
 >!? (
>!? ( ! 5 {.> BP’kk7ң # G פ` EcN- [r1Qp | it «N
wbAxld)? BM @ _% arb1PGQY28i
DL {z ~ G2 | CmÑTc
y! ea9
! 5 {.> BP’kk7ң # G פ` EcN- [r1Qp | it «N
wbAxld)? BM @ _% arb1PGQY28i
DL {z ~ G2 | CmÑTc
y! ea9 Сенсорный экран GX10 / GX20 | Иокогава Америка
Удаленный мониторинг в реальном времени из веб-браузера
Экран мониторинга в реальном времени
Введите настройки в Интернете с помощью веб-браузера
Для загрузки сигналов и настроек GX доступно специальное программное обеспечение (бесплатная загрузка).
Универсальный просмотрщик
Программа для автономной настройки
Аэрокосмическая термообработка Поддерживает термообработку AMS2750 / NADCAP
Функция управления расписанием коррекции калибровки (опция / AH)
Запись данных в отдельные файлы на комплект оборудования
Функция нескольких партий (опция / BT)
 Можно создать до 12 независимых партий.
Можно создать до 12 независимых партий. Функция ПИД-регулирования
Функция управления
2 контура на модуль, до 20 контуров на систему / li>
До 99 шаблонов Удаленное управление и мониторинг
Встроенные экраны управления и дисплей
Полная интеграция
Пользовательский дисплей
Измерение высокой скорости (до 1 мс)
Запатентованный Yokogawa аналого-цифровой преобразователь
Модель Интервал сканирования 1 мс 2 мс 10 мс GX10 1 канал 5-канальный 10 каналов GX20-1 1 канал 5-канальный 10 каналов GX20-2 5-канальный 25 каналов 40 каналов Двухинтервальное измерение с двумя разными интервалами сканирования