Страница не найдена — steelfactoryrus.com
Медь
Содержание1 Можно ли согнуть медную трубку в домашних условиях и как это сделать1.1 Особенность
Своими руками
Содержание1 Принцип работы индукционного паяльника1.
Своими руками
Содержание1 Ручной бур для столбов: особенности, принцип работы, чертежи и изготовление бурилки своими руками1.1
Сварка
Содержание1 Карбид кальция для сварки — как используется?1. 1 Как используют карбид кальция?1.2 Техника безопасности
1 Как используют карбид кальция?1.2 Техника безопасности
Металл
Содержание1 Как сделать гравировку на металле1.1 Нам понадобятся следующие материалы:1.2 Сделать гравировку на металле
Сварка
Содержание1 Фото и видео, как научиться варить сварочным инвертором для начинающих1. 1 Подготовка1.2 Дуга инвертора1.3
1 Подготовка1.2 Дуга инвертора1.3
Страница не найдена — steelfactoryrus.com
Температуры
Содержание1 Всё, что нужно знать о бенгальских огнях1.1 Немного об истории возникновения бенгальских огней1.2
Дрели
Содержание1 Токарный станок из дрели своими руками – инструкция с чертежами, фото и видео1. 1
1
Металл
Дерево
Содержание1 Резцы токарные по дереву1.
Своими руками
Содержание1 Домкрат своими руками: 6 различных механизмов для подъёма авто1.1 Гидравлический домкрат своими руками1.2
Изготовление
Содержание1 Инструменты для изготовления мебели. Необходимый минимум1.1 ЭЛЕКТРОИНСТРУМЕНТ1.2 Ручной инструмент1.3 Дополнительный инструмент2 Профессиональный инструмент
Необходимый минимум1.1 ЭЛЕКТРОИНСТРУМЕНТ1.2 Ручной инструмент1.3 Дополнительный инструмент2 Профессиональный инструмент
Страница не найдена — steelfactoryrus.com
Нержавейка
Содержание1 Технология сверления нержавеющей стали в домашних условиях1.1 Нюансы при сверлении1.2 Полезные приемы при
Своими руками
Содержание1 Приямок для насосной станции своими руками — Металлы, оборудование, инструкции1. 1 Подготовка к проведению
1 Подготовка к проведению
Сталь
Содержание1 Структура стали. Химические, механические и физические свойства1.1 Сталь1.2 Система железо- углерод1.3 Структуры стали1.4 Свойства
Металл
Содержание1 Как удалить цинковое покрытие с металла?1. 1 Особенности сварки оцинкованного металла1.2 Способы удаления цинка
1 Особенности сварки оцинкованного металла1.2 Способы удаления цинка
Своими руками
Содержание1 Как изготовить металлическую и железную дверь своими руками1.1 Преимущества самодельной двери1.2 Замеры и
Металл
Содержание1 Pereosnastka. ru1.1 Читать далее:2 Профилометры. Купить по низкой цене2.1 Назначение и устройство прибора2.2 Виды
ru1.1 Читать далее:2 Профилометры. Купить по низкой цене2.1 Назначение и устройство прибора2.2 Виды
Как правильно подключить инвертор — плюсом на электрод или минусом | ММА сварка для начинающих
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?
Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Еще статьи про сварку:Купил сварочный инвертор.куда подключать держак на плюс или минус?
Раздел: Вопросы | Автор: Менеджер 7 февраля 2011 | 0 комментариев
Нами строителям был задан рабочим такой вопрос:
Купил сварочный инвертор. куда подключать держак на плюс или минус?
куда подключать держак на плюс или минус?
Вот что они ответили:
Ответ №1
Постоянка? тогда наверное плюс держак минус масса
Ответ №2
На инверторах обычно обратная полярность тоесть на минус хотя можно и на плюс только нагрузка будет больше на аппарат перегреватся будет,
Ответ №3
Держак на-
Ответ №4
Держатель подключают к минусу, если хотят хотят лучшего проплавления металла при сварке (значительные толщины свариваемого металла). а когда хотят избежать прожогов, (при сварке незначительных толщин) – держатель подключают к плюсу. впрочем, разница может быть и незаметной. многое зависит от напряжения в вашей электросети.
Ответ №5
Смотреть на упаковку электродов, там написана прямая или обратная полярность. обычно на держаке минус.
Ответ №6
Электрод на плюс , а можно экспериментально попробовать как лучше будет варить , и не плохо бы-лоб почитать инструкцию ! удачи !
Ответ №7
Прямая полярность на минус,обратная на плюс. если на электродах указано.
если на электродах указано.
Ответ №8
Только на плюс.
Ответ №9
Смотря,что и чем варим.чермет или н/рж+эл-ды пост.,то на -,если эл-ды перем. лучше на +.
Полезная информация:
Какой сварочник выбрать для варки порогов у авто, сварки ящика из тройки и сварки ворот в гараже? инвертор? полуавтомат?
Prorab forward 241 (сварочный инвертор) ваше мнение о сие продукте?
Вопрос к мужчинам. хочу подарить мужу шуруповерт. на каком остановиться. не навороченный и надежный.интерскол, skil?
Как провести дезинфекцию погреба? какие есть варианты?
Что такое обратная полярность?
Сварочные аппараты оснащены выпрямительными диодами, которые обеспечивают наличие в агрегате постоянного тока. Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.
Принципиальная схема аппарата представлена на рисунке № 1.
Рисунок 1. Принципиальная схема сварочного аппарата.
Полярность при проведении сварки
Соблюдать при сварочных работах полярность – это обязательное условие для сварщика. Покрытая слоем меди сварочная проволока, используемая в среде инертного защитного газа, требует, чтобы была подключена прямая полярность. При таком подключении на свариваемые детали подается плюсовой провод, минусовой идет на держак. При работе с газом без защиты применяют порошковую проволоку. Полярность меняется: на детали идет минус, на держак – плюс. Процесс сварки проходит внутри небольшого облака газа, образуемого после сгорания флюса (рисунок № 2).
Рисунок 2. Процесс сварки внутри небольшого облака газа.
Цветные металлы, включая алюминий, свариваются с помощью вольфрамового электрода. В таком случае применяется прямая полярность, когда минус подается на электрод. Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Варить можно током прямой и обратной полярности. Как же самостоятельно определить установленную на аппарате полярность? Споров на эту тему идет много. Часть людей ссылается на учебники середины прошлого века, другая часть – на современные разработки. При сварке постоянным током инвертором есть возможность выбрать полярность. Если подсоединить к электроду плюс, к земле (деталям) – минус, тогда получится обратная полярность при сварке. При традиционных способах поступают наоборот: к электроду присоединяют минус. Стоит посмотреть на электроды, часть которых предназначена для сварки постоянным током обратной полярности, успешно применяемой при использовании полуавтоматов.
При работе с инвертором следует помнить о том, что он не любит перепады напряжения в сети. При снижении последнего до величины ниже 200 В при обратной полярности качество сварки будет довольно низким.
При снижении последнего до величины ниже 200 В при обратной полярности качество сварки будет довольно низким.
При работе с любым видом полярности следует помнить о правилах безопасности. Работать нужно с использованием средств индивидуальной защиты, таких как маска, перчатки, спецодежда и обувь. Аппарат обязательно нужно заземлять.
Вернуться к оглавлению
Полярность автомобильных аккумуляторов
Полярность автомобильных аккумуляторов.
Аккумуляторы для автомобилей бывают двух полярностей: прямой и обратной. Почти все аккумуляторы имеют клеммы с обозначениями «+» и «-». Если сделать ошибку при выборе полярности, то могут возникнуть большие проблемы. Провода автомобиля просто могут не дотянуться до клемм. Часто некоторые производители помечают клеммы цветными колпачками, имеющими красный и синий цвета. Аккумуляторы прямой полярности иногда маркируются «1». Такие приборы (прямой полярности) устанавливаются на многие модели ВАЗ. Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Такие аккумуляторы ставятся на автомобили европейских производителей.
Перепутать их легко. Корпус, количество рабочих банок, ток аккумулятора – все абсолютно одно и то же. А вот токовыводы могут оказаться совсем не там. Отвечает аккумуляторная батарея за нормальный старт двигателя.
Емкость батареи – важный фактор для тех автовладельцев, которые любят включать фары, музыку, фильмы, не заводя мотора. Изменяется емкость в ампер-часах. Чем она больше, тем дольше может работать аккумулятор. Купить данный аксессуар для автомобиля – не проблема. Достаточно зайти в любой магазин автозапчастей. Стоимость их в среднем составляет 80 – 300 долларов.
Для продления срока действия за аккумулятором нужно следить. Необходимо регулярно проверять:
- уровень электролита;
- натяжной ремень и его натяжку;
- заряд аккумулятора.
Для того чтобы на морозе батарея работала дольше, нужно менять летнее масло в машине на зимнее вовремя.
Лучше пользоваться импортными маслами. Поможет и смена свечей.
Поможет и смена свечей.
Аккумулятор необходим для разгрузки работы генератора и для питания всей бортовой электроники. Срок его службы – 3 – 6 лет.
Полярность при сварке. Что означают её названия
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
С чего всё началось
Сначала, когда открыли электричество, не было технической возможности определить фактическое направление движение электронов в металле, поэтому, плюсом и минусом потенциалы назвали наугад – думали, что электроны идут от того потенциала, который назвали «плюсом» к тому, который назвали «минусом». Т.е., отличать потенциалы возможность была, а вот проследить движение электронов тогда не могли.
Т.е., отличать потенциалы возможность была, а вот проследить движение электронов тогда не могли.
Развитие науки
Позже, когда появилась техническая возможность определить направление движения электронов, оказалось, что с названиями не угадали – электроны, на самом деле, двигаются от «минуса» к «плюсу». Чтобы это привести в соответствие, пришлось бы поправлять все схемы, документации, все научные труды и т.п. – всё-всё-всё. В итоге, решили этим не заниматься, а просто условились, что названия останутся теми же, но просто все будут знать, что электроны движутся от «минуса» к «плюсу».
Полярность при сварке на практике
Таким образом, прямая полярность при сварке — это когда «+» на детали, и электроны в металле движутся с электрода на деталь. Т.е., название полярности сварочного тока правильное – электроны движутся в прямом направлении, а неразбериха из-за названий электрических потенциалов.
Чем это полезно при сварке? Тем, что многих сбивает с толку то, что «+» крепится на деталь, а данное разъяснение будет помогать правильно устанавливать полярность. И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
А сейчас важно твёрдо запомнить, какая полярность при сварке называется прямой, а какая — обратной. Потому что вы будете втсречать эти термины на упаковках с электродами, в статьях, книгах, видеоуроках… И если вы будете путать названия полярностей, то будете использовать неправильные режимы при сварке, что приведёт к ухудшению качества ваших сварных швов.
Еще по теме:
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как установить настройки полярности сварки MIG
Если вы не знаете, какие настройки полярности сварки MIG следует использовать для проволоки с флюсовым сердечником и для сплошной проволоки…
… тогда эта статья быстро прояснит вам ситуацию.
Вот почему так важно правильно установить полярность для сварки MIG…
Если вы используете сварочный аппарат MIG с проволокой из флюсового сердечника и неправильно настроили полярность, вы быстро заметите, что ваши сварные швы будут выглядеть неприятно, как это…
Вы заметите много брызг.Это изображение было получено из-за использования проволоки с магнитным сердечником с неправильной полярностью.
Если вы хотите избежать этой головной боли, обязательно переключайте настройки полярности сварки MIG каждый раз, когда переходите с сплошной проволоки на проволоку с флюсовым сердечником.
Если вы не знаете, в чем разница между использованием сплошной сварочной проволоки MIG и безгазовой (или проволокой с флюсовым сердечником), все довольно просто.
Мы используем сплошную проволоку, когда используем защитный газ, обычно это газ C25 (25% углекислого газа и 75% аргона) при сварке низкоуглеродистой стали.
Для других процессов, таких как алюминий, вы должны использовать 100% аргон в качестве защитного газа.
Причина, по которой мы используем газ, заключается в том, что он защищает сварочную ванну от загрязняющих веществ в атмосфере, которые могут нанести ущерб внешнему виду и прочности сварного шва.
Для проволоки с флюсовым сердечником нет необходимости в использовании защитного газа, поскольку защитный агент находится внутри проволоки, а при возникновении дуги он действует как защитный агент.
Отрицательный электрод постоянного токаТаким образом, для полярности сварки MIG без газа (при использовании проволоки с флюсовым сердечником) настройки полярности сварки MIG должны быть установлены на отрицательный электрод постоянного тока (или DCEN).
При использовании DCEN отрицательная клемма внутри машины подключается к электроду (горелке MIG), а положительная клемма подключается к заземлению.
Электроны текут от отрицательного к положительному, поэтому с DCEN электроны перемещаются от машины к пушке MIG. Затем они проходят через заготовку и заземляющий кабель, а затем возвращаются к станку.
Для DCEP все наоборот.
Положительный электрод постоянного токаДля DCEP теперь положительный вывод подключен к электроду.Теперь электроны движутся в обратном направлении (от машины через кабель заземления и обратно через горелку MIG).
Надеюсь, это поможет вам изменить полярность сварки MIG.
Сварка положительным электродом (DCEP) и отрицательным электродом (DCEN) с использованием электродов E6012
ЭлектродыE6012 и E6013 имеют интересную разницу, E6012 поддерживает только AC и DCEN. Где в качестве электрода E6013 — AC, DCEN и DCEP.
В чем разница между AC, DCEP и DCEN? DCEP, или обратная полярность, является стандартной полярностью для сварки MIG и сварки Stick.
Что касается сварки электродами с требуемой полярностью, почти вся сварка штангой выполняется с использованием обратной полярности или положительного электрода постоянного тока (DCEP). Это связано с тем, что электроны, текущие от отрицательного электрода к положительному электроду, помогают осаждать металл с регулярной скоростью и, хотя это противоречит интуиции, на самом деле помогает увеличить проникновение.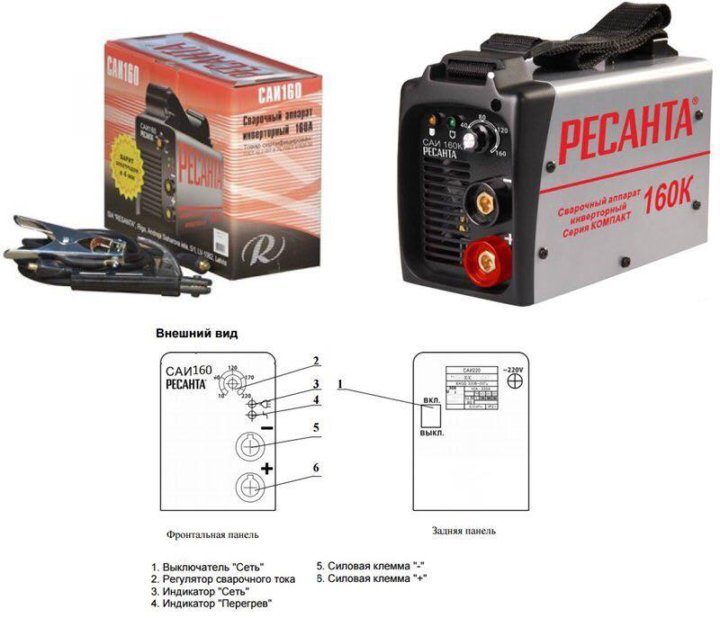
DCEP обычно обеспечивает более стабильную дугу при сварке штучной сваркой, но для сварных швов, требующих проплавления света, используйте DCEN, если электрод предназначен для работы с любой полярностью.
Что произойдет, если сварить E6012 на DCEP? Вместо прописанного DCEN. В данном случае я использовал электрод Smitweld Resistens 100 E6012 диаметром 3,25 мм ( AWS A5.1-91: E6012, EN 499-94: E 38 2 RA 13 ) на 90A с GYS 207.
Во время сварки в DCEP вы замечаете плохой старт и слабый контроль над лужей. Электрод тоже, кажется, сгорит на месте, если потерять угол.
Результат просто потрясающий. На DCEN, как и положено, борт красивый, плотный и ровный.На DCEP вы заметите, что слабину устранить гораздо труднее, валик разошелся повсюду, а на конце есть кратер, потому что прекращение сварки вызывает длинную дугу. Также брызг намного больше.
Слабина выглядела точно так же, но результат совсем другой.
Вот обзор электродов AWS A5. 1 (E60xx) и их полярности в зависимости от покрытия. Обратите внимание, что E6012 отдает предпочтение DCEN.
1 (E60xx) и их полярности в зависимости от покрытия. Обратите внимание, что E6012 отдает предпочтение DCEN.
Примечание: более дешевые сварочные аппараты с фиксированными кабелями, установленными для зажима заземления и держателя электрода, обычно имеют конфигурацию DCEP.Это означает, что для обычной сварки на этих аппаратах рекомендуется использовать электроды E6013.
Нравится:
Нравится Загрузка …
Эта запись была опубликована 13 апреля 2018 г. в 21:20 в рубрике Без категории. Вы можете следить за любыми ответами на эту запись через канал RSS 2.0. Вы можете оставить отзыв или откликнуться со своего сайта.
Заземление, рабочие провода разные
В: Я пишу это по поводу статьи, которую вы написали в прошлом году о заземлении и заземлении («Достижение хорошего подключения рабочего кабеля», Practical Welding Today , июль / август 2014 г., стр. 58).
58).
Вы упомянули, что заземление на конструкцию использовать не следует, если это вообще возможно. У меня такой вопрос: если правила OSHA гласят, что заземлять конструкции — это нормально, зачем отказываться от этого?
Приветствуется любая помощь или информация. Спасибо.
Крис А.
A: Ваш прекрасный пример того, как многие люди используют термины заземленный и рабочий провод как взаимозаменяемые. Это неправильно и может создать опасную ситуацию.
Обычные источники сварочного тока имеют положительную (+) шпильку и отрицательную (-) шпильку. Вы присоединяете кабель, ведущий к электроду (устройство подачи проволоки, сварочное устройство для дуговой сварки в экранированном металле или горелку для газовой вольфрамовой сварки), к одному и подключаете кабель, ведущий к зажиму рабочего кабеля, к другому. Требуемая полярность определяет, идет ли рабочий кабель от штифта + или -.
В статье, на которую вы ссылаетесь, я заявляю: «… рабочий провод ничего не заземляет». При установке сварочного оборудования важно помнить об этом.OSHA требует, чтобы ваше оборудование было заземлено, чтобы защитить людей от поражения электрическим током. Способ заземления оборудования не имеет ничего общего со шпилькой + или — на передней панели сварочного аппарата.
Заземление осуществляется через постоянно подключенное соединение питания, питающее машину (вилка), или с помощью отдельного зажима и провода, соединяющего корпус или раму машины с землей (например, здание). Иногда используется как вилка, так и одно из этих проводных соединений. Опять же, они не имеют никакого отношения к штифту + или — на машине.
ANSI Z49.1, Безопасность при сварке, резке и смежных процессах требует, чтобы рабочий стол также был заземлен. Это достигается с помощью кабеля, подключенного к столу или позиционеру, от приводной штанги или часто к зданию. Еще раз уточняю, это не имеет ничего общего с шипами + или -.
При использовании термина земля мы говорим о защите людей и оборудования.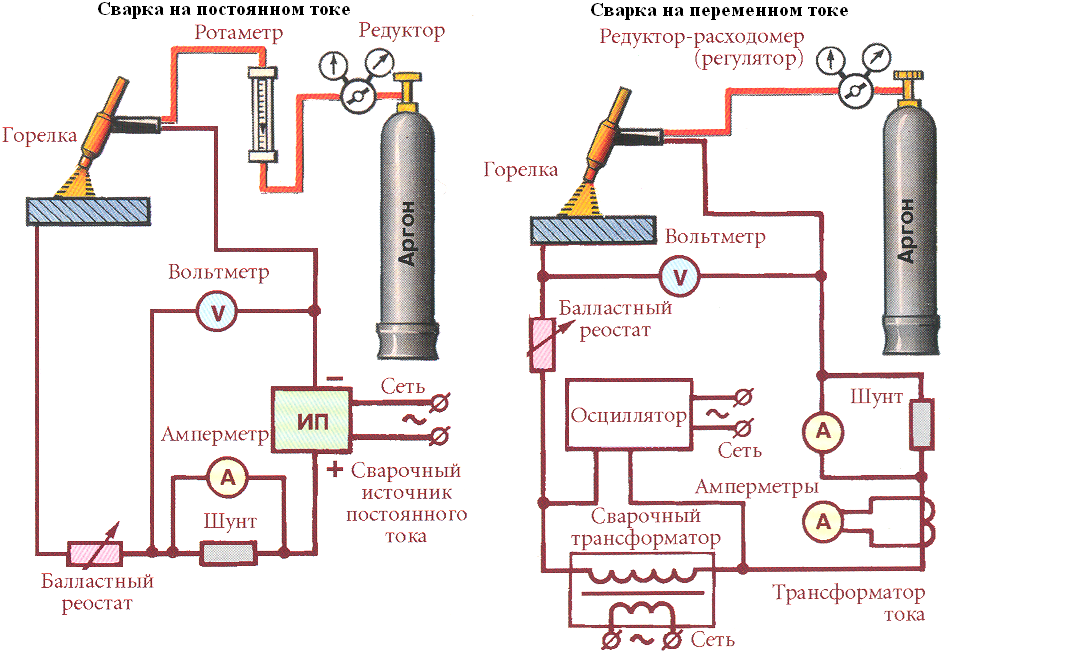 Было бы гораздо лучше называть выводы, отходящие от источника питания, как вывода электрода и рабочего вывода или положительного вывода и отрицательного вывода, но ни один из них никогда не считается заземлением.
Было бы гораздо лучше называть выводы, отходящие от источника питания, как вывода электрода и рабочего вывода или положительного вывода и отрицательного вывода, но ни один из них никогда не считается заземлением.
Изучена и объяснена важная переменная сварочного тока
Есть только несколько параметров сварки, которые напрямую влияют на физику сварочной дуги. Сварочный ток — один из таких параметров. По этой причине это важная переменная в той или иной форме в большинстве сварочных норм.
Сварочный ток также играет важную роль в подводимой сварке. Если вы хотите узнать больше о важном параметре погонной энергии при сварке, нажмите здесь…
В этом эссе мы рассмотрим, как устанавливается сварочный ток в различных сварочных процессах и каково его влияние в различных обстоятельствах. Мы также посмотрим, во многих ли общепринятых стандартах сварки сварочный ток рассматривается как переменный.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
Контроль параметров сварки: здесь параметры сварки контролируются с помощью автоматического регистратора дуги в полевых условиях.
Как измеряется сварочная сила тока
Ток измеряется в амперах, и это один из самых простых параметров для измерения. Это так, потому что сила тока одинакова для всего сварочного контура. Это означает, что его можно измерить в любом месте сварочного кабеля, и он даст те же самые измерения.
Большинство современных источников сварочного тока имеют встроенные амперметры, которые обычно достаточно точны. Инспекционный персонал обычно использует внешние «токоизмерительные клещи» для измерения тока.Их просто зажимают на одном из сварочных кабелей в любом месте цепи.
Настройка сварочного тока зависит от типа используемого источника сварочного тока.
Влияние источника питания на силу тока
Вообще говоря, существует два разных типа источников сварочного тока. Это источники питания «постоянного тока» и «постоянного напряжения». Чтобы запутать ситуацию, некоторые люди используют термины переменное напряжение вместо постоянного тока и переменный ток вместо постоянного напряжения.Просто помните об этой аномалии. В этой статье мы будем просто использовать термины постоянный ток и постоянное напряжение. Это самые распространенные термины.
Чтобы запутать ситуацию, некоторые люди используют термины переменное напряжение вместо постоянного тока и переменный ток вместо постоянного напряжения.Просто помните об этой аномалии. В этой статье мы будем просто использовать термины постоянный ток и постоянное напряжение. Это самые распространенные термины.
На рисунке 1 ниже показано, как выглядит кривая характеристик мощности для источника постоянного тока.
Это типично для источников питания, используемых для большинства процессов ручной сварки, таких как газовая дуговая сварка вольфрамовым электродом (GTAW / TIG) и дуговая сварка защищенного металла (SMAW / Stick / MMAW).
Напряжение определяется длиной дуги, с которой сварочный аппарат выполняет сварку. Если мы затем проведем горизонтальную линию от точки напряжения на вертикальной оси, мы попадем в кривую в определенной точке. Затем этот момент показывает нам, какой будет сила тока, которую выдает источник питания. На рисунке 1 выше это «рабочая точка», в которой сварщик выполняет сварку.
Затем этот момент показывает нам, какой будет сила тока, которую выдает источник питания. На рисунке 1 выше это «рабочая точка», в которой сварщик выполняет сварку.
Теперь мы знаем, что сварщик не может постоянно поддерживать одинаковую длину дуги. Из-за простой человеческой изменчивости (насколько устойчивой может быть ваша рука в конце концов) дуговый зазор будет постоянно меняться.Это изменение показано пунктирными горизонтальными линиями, проходящими с каждой стороны сплошной линии напряжения.
Из-за «падающего» характера кривой мощности мы можем видеть, что даже относительно большое изменение напряжения (изменение длины дуги) приведет лишь к небольшому изменению сварочного тока, измеряемого в амперах. Вот почему этот источник питания называется источником питания «постоянного тока». Даже большое изменение длины дуги приведет к незначительному изменению силы тока.
Чтобы изменить выходную мощность источников постоянного тока, сварочный аппарат регулирует регулятор «Сила тока» на источнике питания. Фактически это сдвигает всю кривую влево или вправо. Таким образом, для настройки низкой силы тока кривая смещается влево, так что при той же длине дуги (Напряжение) сила тока, выдаваемая машиной, будет меньше.
Фактически это сдвигает всю кривую влево или вправо. Таким образом, для настройки низкой силы тока кривая смещается влево, так что при той же длине дуги (Напряжение) сила тока, выдаваемая машиной, будет меньше.
На рисунке 2 ниже показано, как выглядит кривая характеристики мощности для источника питания постоянного напряжения:
Это типично для источников питания, используемых для процессов сварки с непрерывной подачей проволоки, таких как газовая дуговая сварка, (GMAW / MIG / MAG) порошковая сварка (FCAW) и дуговая сварка под флюсом.(SAW)
В этих сварочных процессах сварочное напряжение устанавливается на аппарате, а ток, подаваемый источником питания, определяется скоростью подачи проволоки. Когда мы посмотрим на рисунок 2, мы увидим, как это происходит.
Источник питания пытается подать заданное сварочное напряжение. Нам это показывает длина дуги. Когда сварочный аппарат увеличивает скорость подачи проволоки, дуговый зазор сокращается, что в сущности снижает напряжение на небольшую величину. Это небольшое снижение напряжения приводит к значительному увеличению силы тока, подаваемой источником питания.Эта увеличенная сила тока, в свою очередь, быстрее сжигает провод, снова стремясь к увеличению дугового промежутка, тем самым возвращая напряжение к установленному уровню.
Это небольшое снижение напряжения приводит к значительному увеличению силы тока, подаваемой источником питания.Эта увеличенная сила тока, в свою очередь, быстрее сжигает провод, снова стремясь к увеличению дугового промежутка, тем самым возвращая напряжение к установленному уровню.
Мы можем видеть, что эта характеристика мощности постоянного напряжения имеет эффект поддержания сварочного напряжения в очень узком диапазоне за счет использования больших изменений сварочного тока. Этот «самокорректирующийся» механизм важен в процессах непрерывной подачи проволоки, поскольку он значительно снижает вероятность «врезания» проволоки в сварочную ванну (вызывая короткое замыкание), если сварщик не поддерживает полностью постоянную длину дуги.
Когда на источнике питания постоянного тока выполняется регулировка напряжения, в результате линия на Рисунке 2 перемещается вверх или вниз.
Для процесса GMAW сила тока также является важным параметром при получении различных способов передачи металла шва по дуге. Это называется режимом передачи. Мы рассмотрим важную переменную режима передачи в другой статье, но для нашего текущего обсуждения важно помнить, что для GMAW сила тока влияет на режим передачи.Влияние напряжения больше, но, тем не менее, в этом отношении также важен сварочный ток.
Это называется режимом передачи. Мы рассмотрим важную переменную режима передачи в другой статье, но для нашего текущего обсуждения важно помнить, что для GMAW сила тока влияет на режим передачи.Влияние напряжения больше, но, тем не менее, в этом отношении также важен сварочный ток.
Здесь важно отметить, что многие современные индукционные источники питания способны обеспечивать характеристики как постоянного тока, так и постоянного напряжения. Обычно у них есть переключатель, с помощью которого вы можете выбрать между Stick / TIG и GMAW / FCAW. Фактически этот переключатель просто изменяет характеристику мощности между постоянным током и постоянным напряжением.
Значение выходной мощности
Выходная мощность источника сварочного тока может быть рассчитана как:
P = В x A
Где P = мощность в ваттах; V = напряжение; A = Сила тока.
Из этого уравнения ясно, что увеличение силы тока, если напряжение остается постоянным, приведет к увеличению мощности, генерируемой сварочной дугой.
Установка силы тока — один из наиболее важных параметров сварки для достижения различной скорости наплавки, а также проникновения в основной металл.
Как правило, любой расходный сварочный электрод обеспечивает относительно постоянную скорость наплавки на один ампер сварочного тока.По сути, это означает, что если вы увеличите сварочный ток на 10%, то скорость наплавки также увеличится на 10%.
Еще одна концепция, которую следует помнить, заключается в том, что скорость осаждения обычно зависит от плотности тока на конце расходуемого электрода. Плотность тока можно представить как количество ампер на квадратный миллиметр поперечного сечения расходуемого электрода. Другими словами, если сварочный ток поддерживается на постоянном значении, но диаметр сварочного электрода уменьшается, скорость наплавки увеличивается.
Существует ограничение на максимальную плотность тока, которая может поддерживаться без образования избыточных сварочных брызг и других сварочных дефектов. По этой причине сварка методом наплавки обычно достигается с использованием электродов большего диаметра при увеличении сварочного тока.
По этой причине сварка методом наплавки обычно достигается с использованием электродов большего диаметра при увеличении сварочного тока.
Поскольку мощность увеличивается с увеличением сварочного тока, более высокие значения силы тока обычно приводят к большему проникновению сварного шва в основной металл.
Высокая мощность сварки также приводит к образованию больших сварочных луж.Такие большие и жидкие сварочные лужи трудно контролировать при вертикальной или потолочной сварке, поэтому сварка «вне позиции» обычно выполняется с более низким сварочным током.
Квалифицированные диапазоны сварочного тока
Основной американский стандарт сварки систем давления — ASME IX. Сварочный код ASME IX — это один из кодов, который напрямую не ограничивает силу тока для большинства сварочных процессов. Другими словами, сварочный ток — несущественная величина. Однако ASME IX косвенно ограничивает силу тока.Например, подвод тепла является дополнительной важной переменной (ее необходимо учитывать при указании ударных свойств) для большинства процессов. Подвод тепла зависит от напряжения, силы тока и скорости движения, поэтому сила тока регулируется косвенным образом. (Щелкните здесь, чтобы узнать больше о важной переменной тепловложения …)
Подвод тепла зависит от напряжения, силы тока и скорости движения, поэтому сила тока регулируется косвенным образом. (Щелкните здесь, чтобы узнать больше о важной переменной тепловложения …)
В случае процесса GMAW режим передачи является важной переменной. Поскольку режим передачи коррелирует со сварочным током, это снова косвенный контроль тока.
Австралийский код сварки оборудования, работающего под давлением, — AS 3992. Он учитывает сварочный ток почти так же, как ASME IX, посредством косвенных измерений режима передачи и подводимого тепла.
Австралийский кодекс по сварке трубопроводов по пересеченной местности — AS 2885.2. Он обрабатывает сварочный ток почти так же, как ASME IX, за счет косвенных измерений режима передачи и подводимого тепла.
Широко используемый код подводных трубопроводов — DNV-OS-F101. Он обрабатывает сварочный ток почти так же, как ASME IX, за счет косвенных измерений режима передачи и подводимого тепла.
В Европе стандарт ISO 15614-1 является общей спецификацией, используемой для многих различных типов продуктов. Он также косвенно регулирует сварочный ток через переменные тепловложения и режима передачи.
Он также косвенно регулирует сварочный ток через переменные тепловложения и режима передачи.
Американский кодекс по сварке конструкционной стали — AWS D1.1. Он ограничивает изменение тока для процессов SAW, GMAW и FCAW до плюс или минус 10% силы тока, используемой в квалификационном купоне процедуры. Для процесса SMAW сила тока ограничена диапазоном, рекомендованным производителем расходных материалов.Для GTAW сила тока ограничена плюс-минус 25% от значения, указанного в квалификационном купоне процедуры.
Австралийские нормы по сварке конструкционной стали — AS 1554.1. У нее такой же плюс минус 10% для SAW. Процессы GMAW и FCAW используются в AWS D1.1, но, кроме того, они ограничивают напряжение для процессов SMAW и GTAW до плюс минус 15% от напряжения, используемого в квалификационном купоне.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
AC vs. DC — Производительность сварки
Хотя AC / DC больше всего напоминает определенную эпоху рок-музыки — я знаю, что слушал много музыки группы на KSHE 95 в Сент-Луисе — для сварщиков это означает полярность. Сварка палкой зависит от полярности. Постоянный ток (DC) используется в большинстве приложений для сварки штангой. Переменный ток (AC) обычно используется только как второй вариант.
График мощности сварки при полярности DC + или DC-. Как видно по жирным линиям, выход всегда находится на постоянном текущем уровне.Сварка штучной сваркой постоянным током дает преимущества перед сваркой на переменном токе при сварке стали, включая более гладкую и более стабильную дугу, более легкий запуск, меньшее количество отключений дуги, меньшее разбрызгивание и более легкую сварку вертикально вверх и над головой. Положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь. Отрицательная полярность постоянного тока приводит к меньшему проникновению, но более высокой скорости наплавки. Иногда его используют, например, для обработки тонкого листового металла, чтобы предотвратить прожог.
Иногда его используют, например, для обработки тонкого листового металла, чтобы предотвратить прожог.
«Поскольку полярность переменного тока наполовину положительна, а наполовину отрицательна, она находится прямо посередине», — говорит Кевин А.Бердсли, инженер по приложениям, Lincoln Electric Co. «Вы можете выбрать переменный ток, если не хотите получать отрицательный постоянный ток, потому что вам не нужно такое проникновение».
График мощности сварки от полярности переменного тока. Обратите внимание, что 120 раз в секунду мощность сварки пересекает осевую линию, что соответствует нулевой силе тока или отсутствию выходной мощности. При использовании многих электродов дуга часто гаснет при полярности переменного тока. Чтобы преодолеть это, некоторые электроды имеют элементы в их покрытиях, которые помогают поддерживать зажигание дуги, когда выходная мощность проходит через периоды низкой мощности и отсутствия выходной мощности (примерно показано красной зоной). Бердсли подчеркивает, что кондиционер почти всегда является второстепенным. Большинство сварщиков не беспокоятся о смене полярности, потому что другие их рабочие места работают на положительном постоянном токе.
Большинство сварщиков не беспокоятся о смене полярности, потому что другие их рабочие места работают на положительном постоянном токе.
Однако есть несколько ситуаций, когда используется полярность переменного тока. Очевидный — это когда единственный доступный источник питания имеет только выход переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, таких как сварочный аппарат «жужжащий ящик».
«Кроме того, существуют некоторые специфические технические проблемы, связанные с использованием полярности постоянного тока, и номер один — это дуга», — говорит Эрик Стюарт, технолог по сварке труб в Lincoln.«При сварке эта дуга имеет форму, и сварщик хочет направить эту дугу в стык, чтобы получить полное проплавление. Когда возникает дуга, эта дуга горит в ту или иную сторону ».
Типы и токи покрытий электродов. Таким образом, эффективное решение проблемы перегорания дуги — переключение на переменный ток, а не на постоянный. Возникновение дуги может быть вызвано магнетизмом свариваемого материала или током дуги.
Возникновение дуги может быть вызвано магнетизмом свариваемого материала или током дуги.
«Вы можете намагничивать, протекая по току, поэтому место, где вы размещаете землю и подобные вещи, может повлиять на дугу.Дуга будет блуждать », — говорит Стюарт, отмечая также, что другой возможной причиной может быть внешний источник, например, ветер.
Поскольку переменный ток чередуется с положительной и отрицательной полярностью, он позволяет сваривать намагниченные детали.
«Если бы вы сваривали коробку и толкали ее к пересечению, где вертикальная линия спускается вниз, две горизонтальные линии встречаются в углу», — говорит Стюарт. «Магнитные силы, связанные с геометрией сустава, фактически в этой точке создают турбулентную лужу, которая приведет к огромному количеству брызг.”
Сварочный аппарат AC-225 обеспечивает только полярность переменного тока, но подходит для сварки общего назначения, включая низкоуглеродистую сталь, низколегированные и нержавеющие стали, а также чугун для обычных ремонтных работ. Когда используется
Когда используется Одной из специфических областей применения электродной сварки на переменном токе является судостроение, особенно когда сварка в угол и дуга становится проблемой. Еще одно направление — обслуживание и ремонт.
«Это те ребята, которые будут использовать сварку электродом на переменном токе чаще, чем кто-либо другой в качестве основного варианта», — говорит Бердсли.«Ремонт и обслуживание сварочных работ требует работы на намагниченных машинах. Кроме того, при техническом обслуживании и ремонте может потребоваться множество участков ржавых сварных швов, в которых нежелательно высокое проплавление ».
Для переключения на полярность переменного тока требуется источник питания и электрод, предназначенные для работы от переменного тока. Опять же, поскольку любой производственный процесс, вероятно, будет производиться на постоянном токе, «если вам нужна возможность переменного тока, вы должны указать это», — говорит Бердсли. Источники питания переменного / постоянного тока доступны, но для моделей более высокого уровня.
При использовании большого количества электродов дуга часто гаснет при полярности переменного тока. В момент переключения дуга фактически гаснет, а затем должна восстанавливаться. Электроды доступны со специальными элементами в их покрытии, которые работают с полярностью переменного тока, чтобы поддерживать зажигание дуги.
Сварочный аппарат Idealarc 250 Stick Welder, шлем Viking Hemisfear 2450Сварочные стержни 6011 имеют покрытие типа калия с высоким содержанием целлюлозы. Эти стержни можно использовать с полярностью переменного и постоянного тока для сварки во всех положениях.Они особенно хорошо подходят для сварки ржавого, грязного или старого металла или ремонта на улице в ветреную погоду. Стержни 6011 представляют собой версию популярных сварочных стержней 6010 для постоянного тока на переменном токе. 6010 имеет покрытие натриевого типа с высоким содержанием целлюлозы, может глубоко проникать и используется во многих областях.
Оба стержня быстро замораживаются, что означает, что сварочная ванна быстро переходит из жидкого состояния в твердое, и используются в основном монтажниками и сварщиками труб. Размеры различаются, но от 1,8 до 5/32 дюйма.видны. Другие сварочные прутки переменного тока включают 6013, 7018 и 7024.
Размеры различаются, но от 1,8 до 5/32 дюйма.видны. Другие сварочные прутки переменного тока включают 6013, 7018 и 7024.
Стержни 6013 имеют полярность переменного или постоянного тока во всех положениях для сварки нового чистого листового металла, поскольку они меньше проникают в металл, но не прожигают металл.
Сварочные стержни 7018 используются для сварки труб, сварки конструкционных сталей и ремонтной сварки. Этот всепозиционный электрод с низким содержанием водорода, обычно постоянного тока, также может использоваться с переменным током, о чем не многие сварщики могут знать. Модель 7018 обеспечивает хороший внешний вид шва и гладкие, прочные сварные швы.Он также работает с более прочными сталями.
AC / DC 225/125 предлагает дуговую сварку на переменном токе, но также обеспечивает более плавную и стабильную дуговую сварку на постоянном токе. Сварочные стержни 7024, обычно называемые Jet Rod, хорошо работают на переменном токе. Это хорошие прутки общего назначения с высокой производительностью наплавки для плоских и горизонтальных сварных швов, которые обычно используются для больших сварных швов. В них много порошка железа. Стержни 7024 используются для общего производства, включая глубокие канавки и большие корабли, где требуется высокая скорость наплавки.
В них много порошка железа. Стержни 7024 используются для общего производства, включая глубокие канавки и большие корабли, где требуется высокая скорость наплавки.
Стержни 7018 и 7024 также известны как «тяговые стержни», где конец слегка выгорает внутри флюсового покрытия, что позволяет сварщику тянуть стержень по стыку. Тяжелый шлак должен просто отслоиться, оставив гладкий сварной шов.
Линкольн Электрик Ко.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 ГРУППА ЭСАБ, ИНК.УРОК II 2.3.2.2 Прямой токовый электрод отрицательный (DCEN) получается, когда электрод подключен к отрицательной клемме источника питания. Поскольку электроны текут из электрод к пластине, примерно 70% тепла дуги сосредоточено во время работы, а примерно 30% на конце электрода. Это позволяет использовать вольфрам меньшего размера. электроды, которые создают относительно узкую концентрированную дугу. Форма сварного шва имеет глубокое проплавление.
ция и довольно узкая.Видеть
Рисунок 8. Отрицательный электрод постоянного тока подходит для сварки.
с большинством металлов. Магний и
алюминий имеет тугоплавкое оксидное покрытие на поверхности, которое
должны быть немедленно удалены физически
перед сваркой, если будет использоваться DCSP. 2.3.2.3
Прямой
токовый электрод
положительный (DCEP)
получается, когда электрод
подключен к положительной клемме
источника сварочного тока. В этом состоянии электроны
перетекать с работы на электрод
наконечник, концентрирующий примерно 70% тепла дуги
на электроде и 30% на работе.Этот более высокий нагрев на электроде требует использования
вольфрам большего диаметра для предотвращения
это от плавления и загрязнения металла шва. С
диаметр электрода больше и
тепло меньше концентрируется при работе, в результате
сварной шов относительно широкий и неглубокий.
См. Рисунок 8. 2.3.2.4
Алюминий и магний — два металла
которые имеют тяжелое оксидное покрытие, которое действует как
изолятор и должен быть удален перед успешной сваркой.
Форма сварного шва имеет глубокое проплавление.
ция и довольно узкая.Видеть
Рисунок 8. Отрицательный электрод постоянного тока подходит для сварки.
с большинством металлов. Магний и
алюминий имеет тугоплавкое оксидное покрытие на поверхности, которое
должны быть немедленно удалены физически
перед сваркой, если будет использоваться DCSP. 2.3.2.3
Прямой
токовый электрод
положительный (DCEP)
получается, когда электрод
подключен к положительной клемме
источника сварочного тока. В этом состоянии электроны
перетекать с работы на электрод
наконечник, концентрирующий примерно 70% тепла дуги
на электроде и 30% на работе.Этот более высокий нагрев на электроде требует использования
вольфрам большего диаметра для предотвращения
это от плавления и загрязнения металла шва. С
диаметр электрода больше и
тепло меньше концентрируется при работе, в результате
сварной шов относительно широкий и неглубокий.
См. Рисунок 8. 2.3.2.4
Алюминий и магний — два металла
которые имеют тяжелое оксидное покрытие, которое действует как
изолятор и должен быть удален перед успешной сваркой. Сварка
с электродом
Позитив обеспечивает хорошее очищающее действие от окислов в дуге. Если бы мы были
изучать физику
сварочной дуги, мы обнаруживаем, что электрический ток заставляет защитный газ
атомы терять
некоторые из их электронов. Поскольку электроны заряжены отрицательно, эти газы
атомы сейчас
несбалансированные и имеют чрезмерный положительный заряд. Как мы узнали на Уроке
Я, в отличие от обвинений
привлекать. Эти положительно заряженные атомы (или положительные ионы, как их называют
на РИСУНКЕ 8
Оксид электрода
Тепловая полярность
Проникновение
Концентрация очистки
Постоянный ток
Переменный ток
Среднее проникновение
Бусина средней ширины
Хорошая чистка
Оксид на каждом
Половина цикла
Альтернативы между
Электрод и работа
Прямая полярность
Электрод отрицательный
Глубокое проникновение
Узкая бусина
Постоянный ток
Обратная полярность
Электрод положительный
Мелкое проникновение
Максимум широкого борта
Нет на
Работать над
Электрод ГАЗ
ИОНЫ +
_ ЭЛЕКТРОН
ПОТОК _
_ +
+ ЭФФЕКТЫ
ТИПА ТОКА — ГАЗОВОЛЬФРАМОВАЯ ДУГОВАЯ СВАРКА
Сварка
с электродом
Позитив обеспечивает хорошее очищающее действие от окислов в дуге. Если бы мы были
изучать физику
сварочной дуги, мы обнаруживаем, что электрический ток заставляет защитный газ
атомы терять
некоторые из их электронов. Поскольку электроны заряжены отрицательно, эти газы
атомы сейчас
несбалансированные и имеют чрезмерный положительный заряд. Как мы узнали на Уроке
Я, в отличие от обвинений
привлекать. Эти положительно заряженные атомы (или положительные ионы, как их называют
на РИСУНКЕ 8
Оксид электрода
Тепловая полярность
Проникновение
Концентрация очистки
Постоянный ток
Переменный ток
Среднее проникновение
Бусина средней ширины
Хорошая чистка
Оксид на каждом
Половина цикла
Альтернативы между
Электрод и работа
Прямая полярность
Электрод отрицательный
Глубокое проникновение
Узкая бусина
Постоянный ток
Обратная полярность
Электрод положительный
Мелкое проникновение
Максимум широкого борта
Нет на
Работать над
Электрод ГАЗ
ИОНЫ +
_ ЭЛЕКТРОН
ПОТОК _
_ +
+ ЭФФЕКТЫ
ТИПА ТОКА — ГАЗОВОЛЬФРАМОВАЯ ДУГОВАЯ СВАРКАКак подключить провода для сварки штангой
Я всегда боролся с тем, как правильно подключить провода для сварки штангой к сварочному аппарату. Следует ли подключать заземляющий провод к отрицательной клемме сварщика или к положительной? Куда должен идти вывод электрода? Можно просто все усложнять, как ему хочется.
Следует ли подключать заземляющий провод к отрицательной клемме сварщика или к положительной? Куда должен идти вывод электрода? Можно просто все усложнять, как ему хочется.
Многие люди не понимают, как работает аппарат для ручной сварки. Но позвольте вам сказать, позже я понял, что это не так сложно, как кажется.
Сварочные провода можно подсоединить тремя различными способами, называемыми соединением DCEN, соединением DCEP и соединением переменного тока. У каждого подключения есть свои плюсы и минусы.Их следует менять в зависимости от области применения, в которой они используются.
В этой статье я подробно расскажу о том, как подключить кабели для сварочных аппаратов для различных сварочных работ.
Давайте сразу приступим.
SMAW или сварка штучной сваркой
Дуговая сварка защищенного металла, широко известная как сварка штангой, является наиболее популярной формой дуговой сварки. Он использует электрический ток (обычно постоянный ток) для плавления как металлической заготовки, так и стержня электрода, образуя сварочную ванну. Электрод покрыт слоем флюса, который защищает сварной шов от загрязнения посторонними частицами (поэтому это называется дуговой сваркой защищенного металла).
Электрод покрыт слоем флюса, который защищает сварной шов от загрязнения посторонними частицами (поэтому это называется дуговой сваркой защищенного металла).
Установка для сварки штангой
Установка для сварки штангой состоит из следующего оборудования:
- A Сварочный аппарат
- Сварочные провода (рабочие кабели)
- Держатель электрода
- Зажим заземления (рабочий зажим)
- Сварочный стержень (электрод)
На схеме ниже показаны эти компоненты в их правильном расположении.
Какие выводы у сварщика?
Сварочные провода или сварочные кабели, как и другие медные провода, представляют собой электрические проводники, обернутые внутри изолирующей резиновой оболочки. Эти кабели бывают разного диаметра и длины. Для сильноточных приложений мы используем кабели большого диаметра, поскольку они обладают меньшим сопротивлением току. Точно так же для слаботочных приложений вы можете использовать те, которые имеют меньший диаметр. Все зависит только от характера вашего приложения.
Все зависит только от характера вашего приложения.
У вас есть два типа сварочных проводов при сварке штангой: провод электрода и рабочий кабель (также называемый заземляющим проводом).Электродный вывод соединяет сварочный аппарат с электрододержателем. Точно так же заземляющий провод прикрепляет его к заготовке.
Определение размеров сварочного кабеля.
Сварочные провода бывают разных размеров. Подключая провода для сварки штангой, вы должны внимательно относиться к их размеру. Если вы выбрали неправильный кабель, вы не сможете обеспечить требуемый ток и напряжение сварочной дуги. Следовательно, могут возникнуть такие проблемы, как чрезмерное разбрызгивание и отсутствие плавления.Иногда, если сила тока падает слишком низко, ваш сварочный аппарат просто не дает дуги.
В следующей таблице показаны правильные сечения медных и алюминиевых кабелей для различных значений силы тока при сварке электродом и длины сварочных кабелей.
Например, если ваша заготовка находится на расстоянии около 100 футов от сварочного аппарата, а для вашей области применения требуется 200 А, обратитесь к вашему поставщику сварочных аппаратов для получения алюминиевого кабеля размера 4/0 или медного кабеля размера 1 / 0.
Шаги по установке проводов для электродной сварки
Для правильного подключения проводов для электродной сварки выполните следующие простые действия.
1. Размещение зажима заземления
Прежде всего, прикрепите зажим заземления в соответствующем положении. Зажим заземления соединяет нашу заготовку с землей через рабочий кабель. Вы можете прикрепить его непосредственно к заготовке или к металлическому столу, на котором будет выполняться ваша работа (как показано на рисунке).
2. Подсоедините сварочные провода к сварочному аппарату
После этого подсоедините рабочий кабель к отрицательной клемме сварочного аппарата, а кабель электрода к положительной клемме.Вы также можете выполнить соединения, противоположные этому, в зависимости от сварочного применения. Позже в этой статье я подробнее расскажу об этих подключениях.
Некоторые сварочные аппараты оснащены переключателем, который можно повернуть для изменения полярности. В противном случае вам придется вручную поменять местами соединения сварочных кабелей. Прежде чем менять полярность на сварочном аппарате, обязательно выключите его.
3. Подключите сварочный аппарат к розетке
Наконец, подключите аппарат к розетке и включите его.Установите соответствующие параметры тока и напряжения в соответствии с вашим сварочным применением. Тебе хорошо идти.
Три типа сварочных установок: DCEN, DCEP и AC.
Многие люди спрашивают меня, является ли электродная сварка положительным или отрицательным процессом заземления. Ответ на этот вопрос — «ОБА». Фактически, для сварки штучной сваркой вы можете подключить сварочные кабели тремя разными способами.
1. Сварочное соединение DCEP
Для DCEP или положительного подключения электрода постоянного тока (ранее известного как обратная полярность), вы должны подключить электрододержатель к положительной клемме, а зажим заземления — к отрицательной.В результате электроны будут течь от заготовки к электроду. Для большинства сварочных работ мы используем установку DCEP. На схеме ниже показана настройка подключения DCEP.
2. Сварочное соединение DCEN
В DCEN или отрицательном электроде постоянного тока (ранее известном как прямая полярность), электрододержатель отрицательный, а деталь — положительный. Следовательно, электроны текут от электрода к положительной заготовке. На следующем рисунке показана схема настройки подключения DCEN.
3. Подключение переменного тока
При сварке на переменном токе используется переменный ток, обычно с частотой 60 Гц. Ток меняет направление каждые 120 -й доли секунды. Следовательно, сварочное соединение на переменном токе не имеет полярности, что приводит к равномерному распределению тепла между электродом и заготовкой. На следующей диаграмме показана установка для подключения переменного тока.
DCEP vs DCEN: Какой полярности следует приваривать?
В большинстве случаев мы подключаем сварочные провода к DCEP-соединению.Однако сварка штучной сваркой весьма разнообразна с точки зрения полярности.
Имейте в виду, что электроны всегда движутся от отрицательной клеммы сварочного аппарата к положительной клемме. Следовательно, в случае DCEP электроны покидают поверхность металла и движутся к электроду, потому что рабочий вывод подключен к отрицательной клемме сварочного аппарата. Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла накапливается на заготовке.Напротив, для DCEN две трети тепла образуется на свариваемом металле, потому что электроны текут от электрода к основному металлу.
Невозможно просто случайно выбрать любую сварочную схему. У каждого подключения есть свои приложения и ограничения. Точно так же не все электроды работают одновременно с DCEP и DCEN.
DCEP, как я упоминал ранее, сильно нагревает электрод, что приводит к глубокому проникновению. Однако скорость осаждения электродов в DCEP мала по сравнению с DCEN.Таким образом, он не подходит для сварки тонких листов, так как может их разорвать.
С другой стороны, соединение DCEN выделяет меньше тепла на электроде, что обеспечивает меньшее проникновение. Однако скорость осаждения присадочного металла довольно высока по сравнению с DCEP. Если вам нужно сваривать тонкие листы, я предлагаю вам выбрать DCEN.
Выбор электродов для разной полярности
Различные электроды лучше всего подходят для разных типов тока. Некоторые из них подходят для постоянного тока, а некоторые — для переменного тока. На самом деле, это во многом зависит от типа покрытия электрода.Чтобы выбрать подходящий для вашего приложения, вам может пригодиться следующая таблица.
Действие дуговой очистки в DCEP
Одним из основных преимуществ DCEP перед DCEN является его очищающее действие от оксидов.
Во время дуговой сварки очень важно очищать поверхность металла, чтобы обеспечить хороший сварной шов. Грязь, ржавчину, оксиды и другие частицы необходимо удалить. В противном случае эти примеси будут смешиваться с расплавленным металлом и привести к слабому сварному шву.
В DCEP лавина электронов движется от основного металла к положительному электроду.Этот поток электронов разрушает непроводящий оксидный слой в металле и, по сути, удаляет загрязненные частицы из металла, что приводит к прочному сварному шву.
Сварка переменным током и сварка постоянным током
Большинство мощных машин работают на постоянном токе. Некоторые профессиональные сварщики TIG и SMAW могут работать как на переменном, так и на постоянном токе. Но что лучше, переменный или постоянный ток? Если более 90% случаев мы используем постоянный ток, зачем нам вообще нужна сварка переменным током?
Сварка на постоянном токе более плавная по сравнению со сваркой на переменном токе.Взгляните на следующую форму сигнала для переменного тока. Каждый раз, когда полярность переключается с положительной на отрицательную, наступает момент, когда текущий ток равен нулю (см. Красные метки). Из-за этого прерывистого тока образующаяся дуга имеет довольно неравномерную форму.
Однако в некоторых случаях вы можете предпочесть переменный ток постоянному току. Одним из основных достоинств переменного тока является его способность устранять дуговые разряды. Ваши сварные швы кривые или волнистые? Слишком много брызг вокруг сварного шва? Если «да», возможно, в вашем сварном шве возникла дуга.Переключение на AC может избавить от таких проблем. Тем не менее сварка постоянным током имеет гораздо больше преимуществ, чем сварка переменным током.
Устранение неисправностей при сварке стержнем сварных проводов
Профилактика всегда лучше лечения. Неправильное использование сварочных кабелей может привести к таким проблемам, как небольшой выходной ток, высокое сопротивление и трудности с зажиганием дуги. Поэтому всегда лучше использовать соответствующие кабели и соответствующую технику сварки. Тем не менее, если некоторые сложности возникают из-за неправильного использования кабелей, это небольшое руководство по устранению неполадок может помочь вам решить эти проблемы.