Горизонтальные фрезерные станки
Горизонтальные консольно-фрезерные станки
Фрезерные станки незаменимы при обработке зубчатых деталей и элементов устройств с гладкой поверхностью. Они широко распространены в металлообрабатывающей сфере и промышленной области производства. Горизонтальные фрезерные станки отлично подходят для обработки некрупных деталей и отличаются горизонтально расположенным шпинделем. Сама конструкция позволяет обрабатывать фасонные, винтовые, горизонтальные и вертикальные поверхности пазов и углов. Завод Фрезерных Станков предлагает купить горизонтальные консольно-фрезерные станки напрямую от производителя, что позволяет рассчитывать на высокое качество продукта и, конечно же, на приемлемую цену.
Конструкция
В основе горизонтального типа фрезерного станка находится станина. Именно на ней располагаются все узлы и механические элементы станка, а именно:
- Коробка скоростей;
- Консоль;
- Поверхность (столешница), предназначенная для установки болванки;
- Горизонтальный шпиндель, как основная вращающаяся часть;
- Коробка подач;
- Хобот для дальнейшего закрепления болванки;
- Фрезерная отправка.

Столешница станка подразумевает движение в трёх направлениях:
- Продольное перемещение по направляющим салазок;
- Поперечное перемещение при передвижении салазок;
- Вертикальное перемещение при движении консоли по направляющим станины.
Применение
Область применения горизонтальных фрезерных станков достаточно широка. Обрабатывать на этом оборудовании можно следующие материалы:
- Чёрные металлы;
- Драгоценные металлы;
- Цветные металлы;
- Пластикат и полимеры.
Как выбрать устройство?
Параметры станка, как и любого подобного оборудования, задаются технологическим процессом производства. Выбирать модель стоит вдумчиво, обращая внимание на самые важные параметры, среди которых:
- Точность выполнения операций;
- Скорость подач;
- Режимы;
- Потребляемая мощность;
- Режимы нагрузки и резания;
- Максимальные перемещения по координатам;
- Возможность установки дополнений;
- Наличие консоли.

Важно: В случае, если самостоятельный выбор станка вызывает затруднения, вы можете обратиться к нашим консультантам и они окажут вам помощь при выборе необходимого оборудования.
Правила эксплуатации
Горизонтально-фрезерный станок подразумевает ряд правил эксплуатации, что позволяет избежать травматизма и порчи как устройства, так и обрабатываемых материалов. При работе важно соблюдать исключительно паспортные режимы.
Важно: Пренебрежение правилами эксплуатации может привести к травматизму оператора и окружающих, а также вывести станок из строя.
Важным моментом в использовании станка является изучение его предельных характеристик. Их соблюдение позволит содержать устройство в исправности максимально длительно.
Также при использовании станка очень важно учитывать следующие факторы:
- Для защиты органов зрения во время работы необходимо использовать очки.
- В течение работы требуется постоянная проверка уровня подачи СОЖ.
- Ношение защитных перчаток или рукавиц при работе на станке может привести к травматизму.
- По окончанию работы со станка требуется убрать всю металлическую стружку.
- В случае, если масса заготовки составляет более 20 кг, её установка на рабочий стол должна осуществляться при помощи подъёмных механизмов.
Соблюдение этих простых правил позволит избежать быстрого износа оборудования и умалит вероятность возникновения опасных для здоровья ситуаций.
Покупка и спецзаказы
Купить горизонтальный консольно-фрезерный станок можно на множестве сайтов, однако, мы рекомендуем покупать устройства напрямую от завода-изготовителя. Завод Фрезерных Станков — отличное решение вопроса, где купить фрезерный станок от производителя? Завод был основан в 1940 году и успел зарекомендовать себя не только в странах бывшего СССР, но и далеко за рубежом.
На сайте вы можете ознакомиться с ценами на устройства, а также сравнить характеристики двух понравившихся товаров при помощи специальной функции «Сравнить товары».
Мы также работаем с индивидуальными заказами. Все пожелания клиента будут учтены и воссозданы в необходимом оборудовании или оснастке. Если вы не отыскали необходимую модель в каталоге сайте, то просто позвоните по нашим номерам или оставьте заявку, воспользовавшись нашим электронным адресом: [email protected]
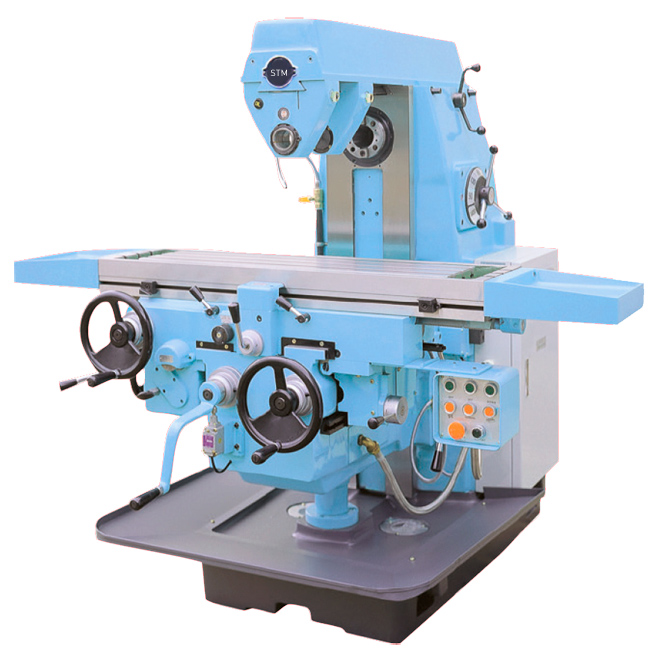
Горизонтальный консольно-фрезерный станок с поворотным столом FU400MR
Консольный горизонтальный фрезерный станок с поворотным столом FU400MR предназначен для фрезерования деталей из разнообразных материалов.
Станок может применяться в серийном производстве, на малых предприятиях, в мастерских различного профиля
На станке можно обрабатывать вертикальные и горизонтальные плоскости,пазы, углы, рамки, зубчатые колеса и др.
Изготавливается по лицензии фирмы “НЕСКЕRТ”.
Режимы работы:
- традиционный
- автоматические циклы фрезерования:
- маятниковое
- с ускоренным перескоком
- по прямоугольному циклу в трёх плоскостях XY,XZ,YZ посредством кулачкового управления.

Конструктивные особенности:
- механизмы опускания консоли и попутной подачи в продольной координате
- электромеханическое приспособление для зажима инструмента
- главные узлы изготовлены из серого чугуна и имеют оптимальную форму
- направляющие консоли и поперечные салазки обладают хорошими антифрикционными свойствами.
| параметр | значение | |
|---|---|---|
| Размеры рабочей поверхности стола, мм | 400х1600 | |
| Наибольшее перемещение стола, мм | продольное | 1120 |
| поперечное | 345 | |
| вертикальное | 400 | |
| Поворот стола в обе стороны, град. | 45 | |
| Частота вращения шпинделя, об/мин | 28. ..1400 ..1400 |
|
| Диапазон подач стола, мм/мин | продольных | 16…800 |
| поперечных | 16…800 | |
| вертикальных | 5…250 | |
| Наибольший угол поворота шпинделя, град. | 45 | |
| Общая потребляемая мощность, кВт | 14,5 | |
| Наибольшая масса обрабатываемых деталей, кг | 1500 | |
| Габаритные размеры, мм | длина | 2850 |
| ширина | 2150 | |
| высота | 2350 | |
| Масса, кг | 3900 | |
6П80г Станок горизонтальный консольно-фрезерныйсхемы, описание, характеристики
Сведения о производителе горизонтального консольно-фрезерного станка 6П80г
Горизонтальный консольно-фрезерный станок 6П80Г выпускался Вильнюсским станкостроительным заводом «Жальгирис».
В 1947 году станкостроительный завод «Жальгирис» выпустил первую продукцию — 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным заводом «Жальгирис»
6П80Г Станок горизонтальный консольно-фрезерный универсальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6П80Г — базовая модель, на базе которой были разработаны модели:
- 6П10, 6П10м — станок вертикальный консольно-фрезерный;
- 6П80 — станок горизонтальный консольно-фрезерный с поворотным столом;
- 6П80ш — станок широкоуниверсальный консольно-фрезерный.
Станок 6П80Г предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п.
Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п.
Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке, как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Принцип работы горизонтального фрезерного станка 6П80г
Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты детали на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые — непосредственно в шпинделе или в цанговом патроне.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Класс точности станка Н по ГОСТ 8—77.
Габаритные размеры рабочего пространства фрезерного станка 6П80г
Габарит рабочего пространства фрезерного станка 6П80г
Расположение органов управления фрезерным станком 6П80г. Смотреть в увеличенном масштабе
Параметры шпинделя
- D — 88,882 мм
- d — 44,45 мм
- d1 — 66,7 мм
- d2 — 66,7 мм
- d3 — 25,32 мм
- d4 — 22 мм
- d5 — 17 мм
- d6 — М12 мм
- h — 16 мм
- L — 542 мм
- l — 100 мм
- l1 — 20 мм
- b — 8 мм
- b1 — 15,888 мм
Параметры стола
- B — 200 мм
- L — 870 мм
- B1 — 140 мм
- l — 716 мм
- l1 — 24 мм
- t — 45 мм
- b — 24 мм
- h — 11 мм
- h1 — 13 мм
Общий вид горизонтального консольно-фрезерного станка 6П80г
Фото фрезерного станка 6П80г
Расположение органов управления фрезерным станком 6П80г
Расположение органов управления фрезерным станком 6П80г
Расположение органов управления фрезерным станком 6П80г. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка:
- (А) — станина с коробкой скоростей и шпиндельным узлом;
- (Б) — хобот с подвеской;
- (В) — стол;
- (Г) — дополнительная связь консоли с xоботом;
- (Д) — поперечные салазки;
- (Е) — консоль с коробкой подач;
- (Ж) — основание станка.
Перечень органов управления фрезерным станком 6П80г
- рукоятка для переключения коробки скоростей;
- рукоятка для переключения перебора шпинделя;
- маховичок ручного продольного перемещения стола;
- рукоятка включения продольной подачи стола;
- маховичок ручного поперечного перемещения стола;
- рукоятка ручного вертикального перемещения консоли;
- маховичок для переключения коробки подач;
- рукоятка переключения перебора коробки подач;
- рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Кинематическая схема горизонтального консольно-фрезерного станка 6п80г
Кинематическая схема фрезерного станка 6п80г
Схема кинематическая консольно-фрезерного станка 6П80г. Смотреть в увеличенном масштабе
Схема кинематическая консольно-фрезерного станка 6П80г. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с фрезой;
- Движение подачи — Подачами являются перемещения стола с обрабатываемой деталью в продольном, поперечном и вертикальном направлениях;
- Вспомогательные движения — быстрые перемещения стола в тех же направлениях.
Конструктивные особенности консольно-фрезерного станка 6п80г
Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховика. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипниках скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм. Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола (предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Движение резания. Привод движения резания состоит из коробки скоростей, клиноременной передачи с натяжным устройством и перебора.
Фланцевый электродвигатель мощностью 2,8 кВт (рис. 77, а) связан с валом I коробки скоростей упругой муфтой. В коробке скоростей имеется тройной Б1 и двойной Б2 передвижные блоки шестерен, обеспечивающие валу III шесть различных скоростей вращения, которые через шестерни 26—22 натяжного устройства и клиноременную передачу 210—210 сообщаются полому валику V, находящемуся на шпинделе.
От этого валика вращение передается шпинделю VII через перебор, когда муфта М1 (выключена, а блок шестерен Б3 введен в зацепление с шестернями 31 и 71 (как показано на схеме), или вращение передается непосредственно, когда муфта М1 включена, а шестерни блока Б3 выведены из зацепления. Переключения муфты M1 и блока Б3 сблокированы и осуществляются одной рукояткой. Всего шпинделю сообщается 12 различных скоростей (рис. 77, 6).
Устройство и работа горизонтального станка 6П80г
Узлы станка модели 6П80Г
Узлы горизонтального фрезерного станка 6п80г
Узлы горизонтального фрезерного станка 6п80г. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Тормоз и натяжное устройство
На рис. 78, а показан разрез коробки скоростей. На конце шлицевого вала II насажен тормозной диск 5 с пластмассовой фрикционной конической обкладкой 8. На корпусе коробки неподвижно закреплен фланец 10 с металлическим кольцом 9. С нижней частью фланца 10 соединен качающийся рычаг 6, второй конец которого с помощью стяжки 4 связан с якорем электромагнита 3. В рычаге 3 заложен подпружиненный шарик 7, который через шайбу упирается в торец тормозного диска 5.
При отключении электродвигателя автоматически включается электромагнит 3, благодаря чему производится торможение привода движения резания.
Натяжение клиновых ремней 12 осуществляется за счет поворота кронштейна 2 со шкивом 1 относительно вала II.
Механизм переключения коробки подач
Однорукояточное управление коробкой подач (рис. 78, б) состоит из передающей части, исполнительного механизма и указателя величины подач.
Вращением маховика 14, закрепленного на валу II. движение колесами 10—9—8 передается валику 17, на конце которого на шпонке установлена коническая шестерня 7. Находясь в постоянном зацеплении с зубьями диска 6, шестерня 7 сообщает ему вращательное движение.
Диск 6 имеет три торцовых криволинейных паза: два из них а и b расположены с передней стороны, а третий (на рисунке не виден) — со стороны зубчатого венца. В криволинейные пазы диска входят ролики 18, установленные на качающихся рычагах 3 5 и 19.
Эти рычаги при вращении диска 6 поворачиваются на определенный угол относительно своих осей в зависимости от кривизны пазов. Сухари 4, смонтированные на концах рычагов 3, 5 и 19 входят в кольцевые выточки блоков шестерен и перемещают их в требуемое положение для данной величины подачи.
Диск 6 имеет по периферии 12 V-образных канавок с, в которые входит фиксатор 20, подпираемый пружиной 2. Натяжение пружины регулируется резьбовой пробкой 1. Таким образом, диск 6 в соответствии с количеством ступеней подач имеет 12 фиксированных положений.
Из соотношения чисел зубьев цилиндрических и конической передач видно, что диск 6 сделает полный оборот за три оборота маховика 14. Указатель 12 имеет внутренние зубья, с которыми зацепляется шестерня 15, закрепленная на валу 16. Передаточное отношение передачи с внутренним зацеплением также 1:3, следовательно, одному обороту диска 6 соответствует один оборот указателя 12, на передней стенке которого нанесены цифры величин продольных подач. Стрелка 13 указывает величину продольной подачи для данного положения механизма.
Механизм включения вертикальных и поперечных подач
Вертикальные и поперечные механические подачи включаются одной рукояткой 1 (рис. 78, в) по мнемоническому правилу, т. е. куда поворачивается рукоятка, в том направлении и будет происходить подача стола. Рукоятка 1 закреплена на оси 4 в барабанном кулачке 3. Последний установлен на поворотных цапфах 2 в консоли станка.
Шаровой конец с рукоятки 1 входит в продольный паз коромысла 5, жестко закрепленного на валу 14. На нижнем конце вала установлен на шпильке фиксирующий диск 13 с кривошипным пальцем 9. В диске имеются три V образных углубления, в которые под действием пружины 11 заскакивает фиксатор 12. Резьбовая пробка 10 служит для регулирования силы нажима на фиксатор. Кривошипный палец 9 входит в продолговатый паз двуплечего рычага 8, на противоположном конце которого расположен бронзовый сухарь 7. Последний входит в кольцевую выточку двусторонней кулачковой муфты М6 (рис. 77, а) включения поперечных подач. При нажиме на рукоятку 1 (рис. 78, в) в направлении стрелки А и В поворачивается диск 13 с кривошипным пальцем 9. Палец поворачивает рычаг 8, включая поперечную подачу в соответствующем направлении.
На нижнем конце вала установлен на шпильке фиксирующий диск 13 с кривошипным пальцем 9. В диске имеются три V образных углубления, в которые под действием пружины 11 заскакивает фиксатор 12. Резьбовая пробка 10 служит для регулирования силы нажима на фиксатор. Кривошипный палец 9 входит в продолговатый паз двуплечего рычага 8, на противоположном конце которого расположен бронзовый сухарь 7. Последний входит в кольцевую выточку двусторонней кулачковой муфты М6 (рис. 77, а) включения поперечных подач. При нажиме на рукоятку 1 (рис. 78, в) в направлении стрелки А и В поворачивается диск 13 с кривошипным пальцем 9. Палец поворачивает рычаг 8, включая поперечную подачу в соответствующем направлении.
Включение вертикальных подач производится при нажиме на рукоятку 1 в направлении стрелок С и D. В этом случае на цапфах 2 поворачивается барабанный кулачок 3 и винтовым пазом b, расположенным на его нижней цилиндрической поверхности, нажимает на ролик 15, заставляя поворачиваться двуплечий рычаг 6, несущий на конце бронзовый сухарь.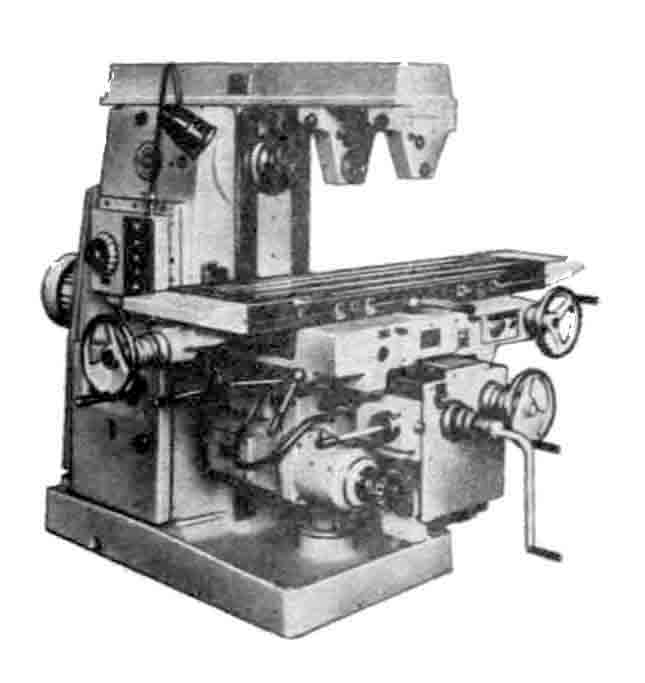 Этот сухарь входит о кольцевую выточку двусторонней кулачковой муфты М5 (рис. 77, а) и включает вертикальные подачи стола.
Этот сухарь входит о кольцевую выточку двусторонней кулачковой муфты М5 (рис. 77, а) и включает вертикальные подачи стола.
Блокировочный механизм включения подач
Для предохранения рабочего от травмирования маховиком ручного поперечного перемещения стола или рукояткой ручного вертикального перемещения консоли предусмотрены блокировочные механизмы.
При нейтральном положении двусторонней кулачковой муфты (рис. 78, г), когда механическая подача выключена, маховик 5 ручного перемещения может быть сдвинут в направлении стрелки а и войти в зацепление своими торцовыми кулачками с полумуфтой 4, закрепленной на поперечном ходовом винте 6, благодаря чему может производиться ручное поперечное перемещение стола.
В этом случае верхний конец собачки 2 располагают во внутренней выточке муфты Л вследствие чего стержень 3 не препятствует осевому смещению маховика 5. Однако при включении механической подачи в том или ином направлении муфта 1 нажимает на собачку 2, а последняя выталкивает вправо стержень 3 и выводит маховичок 5 из зацепления с полумуфтой 4.
Шпиндель горизонтального фрезерного станка 6п80г
Шпиндель горизонтального фрезерного станка 6п80г. Смотреть в увеличенном масштабе
Коробка подач горизонтального фрезерного станка 6п80г
Схема электрическая вертикально-фрезерного станка 6П80г
Электрическая схема фрезерного станка 6П80г
Читайте также: Производители фрезерных станков в России
Технические характеристики станков моделей 6П80г
| Наименование параметра | 6п80г | 6н80г | 6р80г | 6т80г |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 |
| Наибольшие размеры устанавливаемой детали (длина х ширина х высота), мм | 500 х 160 х 300 | 800 х 260 х 450 | ||
| Наибольшие размеры обрабатываемой детали (длина х ширина х высота), мм | 550 х 210 х 330 | |||
| Наибольшая масса обрабатываемой детали, кг | 150 | 200 | ||
| Расстояние от оси шпинделя до хобота, мм | 140 | 123 | 123 | |
| Расстояние от оси шпинделя до поверхности стола, мм | 0. | 20..320 | 20..320 | 0..360 |
| Расстояние от торца шпинделя до подшипника серьги, мм | 441 | 440 | 450 | |
| Расстояние от задней кромки стола до вертикальных направляющих станины (вылет), мм | 240 | 75..235 | 80..240 | |
| Расстояние от задней кромки стола до торца шпинделя, мм | 198 | |||
| Шпиндель горизонтальный | ||||
| Частота вращения шпинделя, об/мин | 50..2240 | 50..2240 | 50..2240 | 50..2240 |
| Количество скоростей шпинделя | 12 | 12 | 12 | |
| Наибольший крутящий момент на шпинделе, Н*м | 158 | 155 | ||
| Конец шпинделя ГОСТ 836-72 (ГОСТ 24644) | № 2 | Конус 40 | Конус 40 | |
Стол. Подачи стола Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 560 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 220 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 355 |
| Угол поворота стола, град | — | — | — | — |
| Пределы продольных подач стола (X), мм/мин | 22,4..1000 | 25..1120 | 20..1000 | |
| Пределы поперечных подач стола (Y), мм/мин | 16..710 | 25..1120 | 20..1000 | |
| Пределы вертикальных подач стола (Z), мм/мин | 8..355 | 12,5..560 | 10..500 | |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 18 | |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,8/ 2,0/ 0,8 | 2,3/ 1,6/ 0,8 | 2,3/ 2,3/ 1,1 | 3,35/ 1,7 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,06/ 0,02 | 0,06/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 5/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кН | 700/ 500/ 500 | |||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | ||
| Блокировка раздельного включения подач | Есть | Есть | ||
| Торможение шпинделя | Есть | Есть | ||
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | |
| Автоматическая прерывистая подача | Есть | Есть | ||
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель привода подач, кВт | 0,6 | 0,6 | 0,8 | 0,75 |
| Электродвигатель зажима инструмента, кВт | — | — | — | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,125 | |
| Суммарная мощность всех электродвигателей, кВт | 3,925 | 3,87 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1720 х 1785 х 1575 | 1380 х 1860 х 1530 | 1445 х 1875 х 1730 | 1505 х 1900 х 1808 |
| Масса станка, кг | 1350 | 1150 | 1300 | 1340 |
- Горизонтально-фрезерный станок 6П80Г. Универсально-фрезерный станок 6П80. Руководство к станкам, 1969
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В. Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969Связанные ссылки. Дополнительная информация
6Т82Г Станок консольно-фрезерный горизонтальный схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Т82Г
Производитель серии универсальных фрезерных станков 6Т82г — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1985 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6Т82 и 6Т83, которые являются дальнейшим развитием станков аналогичных моделей серии Р (6Р82, 6Р83).
Сегодня консольно-фрезерный станок 6Т82г — выпускает:
Продукция Горьковского завода фрезерных станков ГЗФС
6Т82Г, 6Т82ГБ Станок консольно-фрезерный горизонтальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6Т82Г сконструирован на основе базовой модели 6Т82Г-1 с высокой степенью унификации функциональных узлов и деталей.
Консольно-фрезерные станки моделей 6Т82Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
По сравнению с ранее выпускавшимися станками серии Р (6р82г, 6р83г) в станках серии Т (6т82г, 6т83г) увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Консольно-фрезерные станки моделей 6Т82Г, 6Т82ГБ представляют собой оригинальные станки высокой точности и жесткости.
Универсальный консольно-фрезерный станок модели 6Т82 отличается от горизонтального консольно-фрезерного станка модели 6Т82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6Т82Г — неповоротный.
Станки модели 6Т83Г отличаются от станков 6Т82Г увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Горизонтальный быстроходный консольно-фрезерный станок модели 6Т82ГБ отличается от станка модели 6Т82Г наличием более высоких чисел оборотов шпинделя и подач стола.
На горизонтальном консольно-фрезерном станке 6Т82Г можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.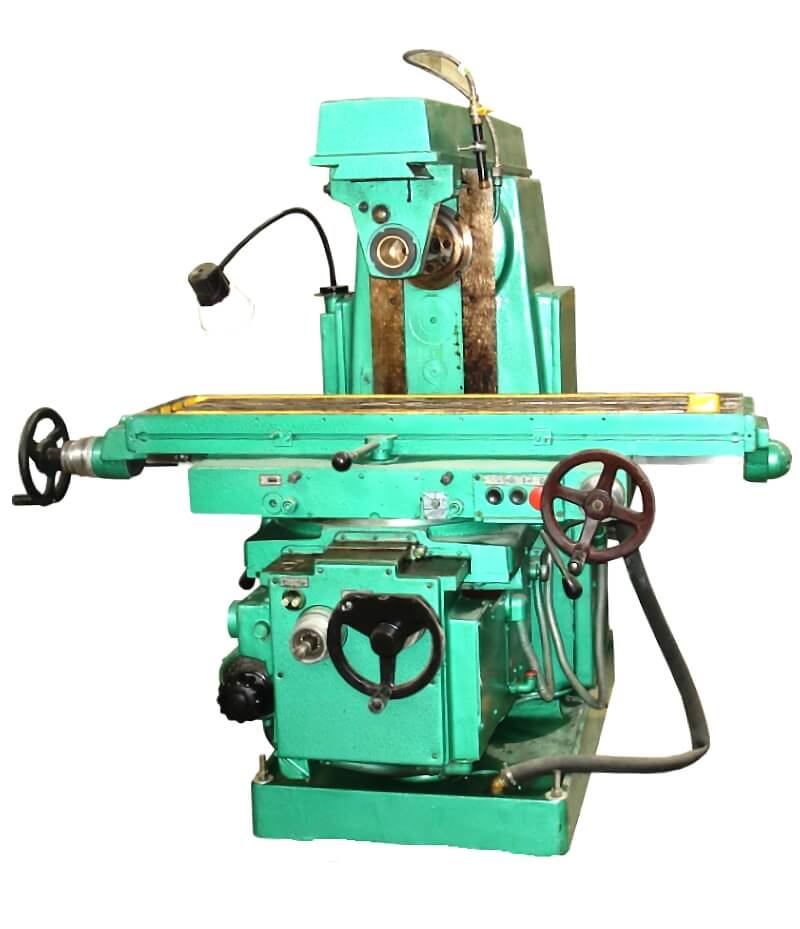
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола
- быстросменное крепление инструмента
- наличие механизма замедления подачи
- замедление рабочей подачи в автоматическом цикле
- возможность работы в автоматических циклах, включая обработку по рамке
- автоматическая смазка узлов
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы
- возможность перемещения стола одновременно по двум и трем координатам
- возможность применения электродвигателя постоянного тока в приводе подач
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточпого типа (спереди и с левой стороны станка)
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней
- торможение постоянным током
Класс точности станка Н по ГОСТ 8—77.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Габаритные размеры рабочего пространства фрезерного станка 6Т82Г
Чертеж рабочего пространства фрезерного станка 6Т82Г
Присоединительные базы фрезерного станка 6Т82Г
Присоединительные базы фрезерного станка 6Т82Г
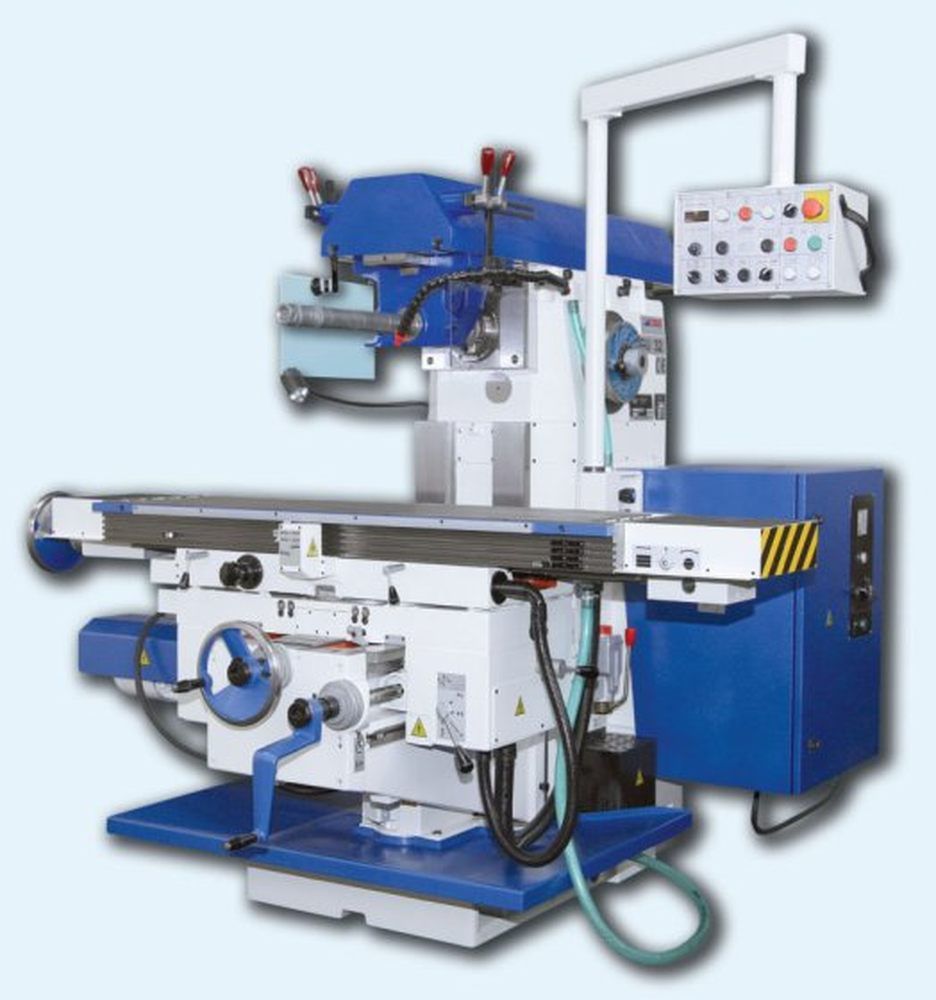
Общий вид горизонтального консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Состав и конструкция фрезерного станка 6Т82Г
Состав и конструкция фрезерного станка 6Т82Г
Перечень составных частей фрезерного станка 6Т82Г-1
- станина — 6T82Г-1.10
- коробка переключения — 6P82.5
- пульт боковой — 6Т82Г-1.85
- коробка скоростей — 6Т82Г-1.30
- устройства электромеханического зажима инструмента — 6P13К.93-06
- шкаф управления — 6T82Г-1.81
- стол и салазки — 6Т82Г-1.70 (6T82-1.70)
- механизм замедления подачи — 6T82Г-1.41
- пульт основной — 6Т82Г-1.84
- консоль — 6Т82Г-1.60
- коробка подач — 6Т82Г-1.40
Расположение органов управления фрезерным станком 6Т82Г
Расположение органов управления фрезерным станком 6Т82Г
Расположение органов управления фрезерным станком 6Т82Г. Скачать в увеличенном масштабе
Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
Кинематическая схема фрезерного станка 6Т82Г
Кинематическая схема фрезерного станка 6Т82Г
Схема кинематическая горизонтального консольно-фрезерного станка 6Т82Г.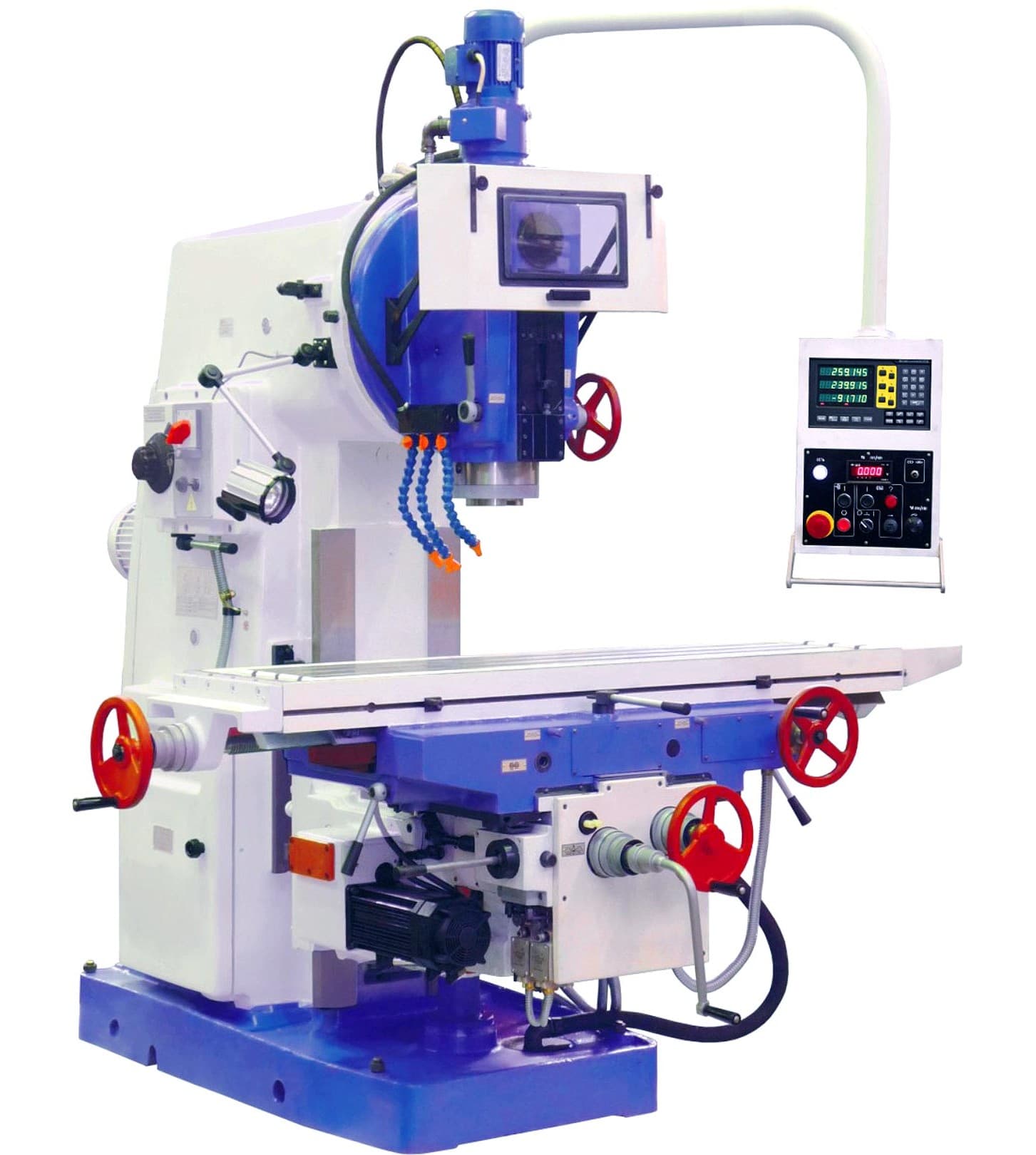 Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Cхема электрическая фрезерного станка 6Т82Г
Электрическая схема фрезерного станка 6Т82Г
Схема электрическая принципиальная консольно-фрезерного станка 6Т82Г. Скачать в увеличенном масштабе
Установочный чертеж фрезерного станка 6Т82Г
Установочный чертеж фрезерного станка 6Т82Г
Читайте также: Технология ремонта фрезерных станков
6Т82Г Станок консольно-фрезерный горизонтальный. Видеоролик.
Технические характеристики станков моделей 6Т82Г
| Наименование параметра | 6Т82 | 6Т82Г | 6Т83 | 6Т83Г |
|---|---|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 | 630 | 630 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное/ поперечное/ вертикальное механическое, мм | 800/ 320/ 370 | 800/ 320/ 370 | 1000/ 400/ 360 | 1000/ 400/ 360 |
| Расстояние от оси шпинделя до стола при ручном перемещении, мм | 30. ..400 ..400 | 30…400 | 30…390 | 30…390 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 190 | 190 |
| Наибольший угол поворота стола, град | ±45 | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5…1600 | 31,5…1600 | 31,5…1600 | 31,5…1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Механика станка | ||||
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 |
| Число ступеней рабочих подач стола | 22 | 22 | 22 | 22 |
Пределы рабочих подач. Продольных и поперечных, мм/мин Продольных и поперечных, мм/мин | 12,5…1600 | 12,5…1600 | 12,5…1600 | 12,5…1600 |
| Пределы рабочих подач. Вертикальных, мм/мин | 4,1…530 | 4,1…530 | 4,1…530 | 4,1…530 |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 15/ 12/ 5 | 15/ 12/ 5 | 20/ 12/ 8 | 20/ 12/ 8 |
| Выключающие упоры подачи продольных | есть | есть | есть | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет | нет | нет | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Привод | ||||
| Электродвигатель привода главного движения, кВт/ об/мин | 7,5/ 1455 | 7,5/ 1455 | 11/ 1460 | 11/ 1460 |
| Электродвигатель привода подач, кВт/ об/мин | 3/ 1435 | 3/ 1435 | 3/ 1435 | 3/ 1435 |
| Электродвигатель зажима инструмента, кВт/ об/мин | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 |
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М | Х14-22М |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 10,87 | 14,37 | 14,37 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2280 1965 1690 | 2280 1965 1690 | 2579 2252 1770 | 2579 2252 1770 |
| Масса станка, кг | 3150 | 3900 |
- Станки консольно-фрезерные 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1. Руководство по эксплуатации 6Т82Г-1.00.000 РЭ,
- Станки фрезерные консольные широкоуниверсальные 6Т82Ш, 6Т83Ш. Руководство по эксплуатации 6Т82Ш.00.000 РЭ, 1986
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В. В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Руководство по эксплуатации 6Т82Г-1.00.000 РЭ,
Руководство по эксплуатации 6Т82Г-1.00.000 РЭ, В. Фрезерование,1977
В. Фрезерование,1977Связанные ссылки. Дополнительная информация
Горизонтальный консольно-фрезерный станок
Москва
МоскваСанкт-ПетербургЕкатеринбургНовосибирскТольяттиКазань
Головной офис:
141006, Московская область, г.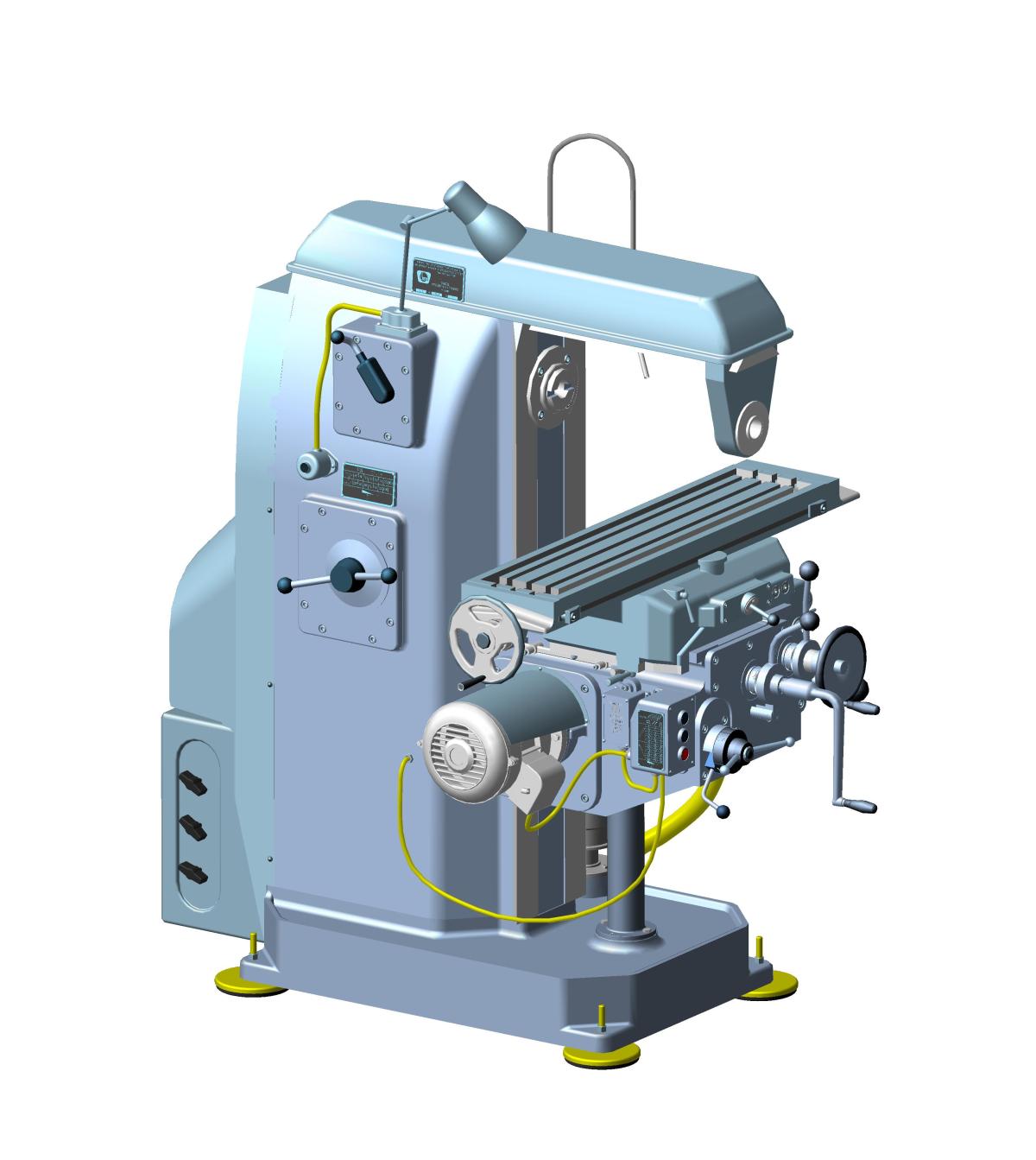 Мытищи, Волковское шоссе, вл. 5А, строение 1
Мытищи, Волковское шоссе, вл. 5А, строение 1
Тел.: +7 (498) 505-00-55
email: [email protected]
Офис:
195267, г. Санкт-Петербург, ул. Ушинского, д. 2, корпус 1, офис 17Н
Бычков Сергей Руфович
тел.: +7 (812) 456-70-47
моб.: +7 (921) 955-69-81
Офис:
620075, г. Екатеринбург, ул. Мамина-Сибиряка, д. 145, офис 391
Вяткин Сергей Юрьевич
тел/факс: +7 (343) 350-95-70
моб. : +7 (922) 0-345-002
: +7 (922) 0-345-002
Офис:
630071, г. Новосибирск, ул. Станционная, д. 60/1, оф. 111А
Черниговский Сергей Александрович
тел/факс: +7 (383) 341-96-34
моб.: +7 (923) 242-10-20
Офис:
445057, Самарская обл., г. Тольятти, ул. Юбилейная, д. 40, офис 1805 (МТДЦ «Вега»)
Тюрин Леонид Валериевич
тел/факс: +7 (8482) 73-57-30
моб.: +7 (927) 268-90-33
Офис:
420061, Республика Татарстан,
г. Казань, ул. Космонавтов, д.41 «Б»
Казань, ул. Космонавтов, д.41 «Б»
Павлов Игорь Юрьевич
тел/факс: +7 (843) 295-18-09
моб.: +7 (987) 290-15-27
SINO X6242 универсальный горизонтальный фрезерный станок с вертикальным поворотным шпинделем
Горизонтальный фрезерный широкоуниверсальный станок SINO X6242 с вертикальным поворотным шпинделем — оборудование для использования на вспомогательных и заготовительных производствах. Станок X6242 обладает оптимальной стоимостью при совокупности хороших характеристик и отличного качества исполнения.
Особенности и преимущества станка SINO X6242
- Тяжёлая монолитная станина, эффективно сопротивляющаяся механическим нагрузкам, тепловым расширениям и вибрациям.
- Высококачественные направляющие станка выполнены максимально точно и гарантируют высокоточное позиционирование рабочих органов станка. Направляющие защищены телескопическими кожухами, что обеспечивает им долгий срок службы.
- Станок оснащён мощным шпинделем, с максимальной скоростью вращения до 1500 об / мин., а также вспомогательным вертикальным поворотным шпинделем с максимальной скоростью вращения 1400 об / мин.
- Станок X6242 оснащён высококлассной 18ти скоростной коробкой передач, с долгим сроком службы
- Вспомогательный вертикальный поворотный шпиндель, в комбинации с горизонтальным шпинделем открывают уникальные возможности на базе одного фрезерного станка.
О компании SINO
Компания Wannan Machinery была основана в 1928 году как национальный Китайский производитель высокотехнологичного металлорежущего оборудования. Основным направлением деятельности стало производство фрезерных станков.
В 1997 году компанию Wannan Machinery приватизировали и был основан новый бренд SINO.![]() Целью нового бренда стало завоевание новых рынков, например таких как Европейский или Американский рынки. Основная сфера деятельности производство фрезерных обрабатывающих центров с ЧПУ.
Целью нового бренда стало завоевание новых рынков, например таких как Европейский или Американский рынки. Основная сфера деятельности производство фрезерных обрабатывающих центров с ЧПУ.
На сегодняшний день наш партнёр производит вертикальные, горизонтальные, портальные, высокоскоростные фрезерные обрабатывающие центры с ЧПУ. С направляющими качения и с направляющими скольжения. Компания SINO номер один в Китае по экспорту вертикальных фрезерных обрабатывающих центров.
Площадь завода более 130 000 квадратных метра с производственной мощностью более 1000 станков в месяц.
| Характеристика | Значение |
|---|---|
| Габариты рабочего стола | 420 х 1800 миллиметров |
| Грузоподъёмность стола | 800 килограмм |
| Диапазон перемещений по оси X вручную / от привода | 1200 / 1180 миллиметров |
| Диапазон перемещений по оси Y вручную / от привода | 360 / 350 миллиметров |
| Диапазон перемещений по оси Z вручную / от привода | 470 / 450 миллиметров |
| Диапазон поворота стола | ±45 градусов |
| Размер горизонтального шпинделя | 7:24 ISO50 |
| Расстояние от оси вращения шпинделя до хобота | 201 миллиметр |
| Размер вертикального поворотного шпинделя | 7:24 ISO40 |
| Угол поворота вертикального шпинделя | 360 градусов |
| Количество передач в коробке скоростей горизонтального шпинделя | 18 ступеней |
| Диапазон скоростей вращения горизонтального шпинделя | от 30 до 1500 об / мин. |
| Количество передач в коробке скоростей вертикального шпинделя | 12 ступеней |
| Диапазон скоростей вращения вертикального шпинделя | от 52 до 1400 об / мин. |
| Количество скоростей в коробке подач | 18 ступеней |
| Максимальная скорость резания по осям X / Y / Z соотвественно | 1,1 / 1,1 / 0,4 м / мин. |
| Ускоренное перемещение по оси X | 2,4 м / мин. |
| Ускоренное перемещение по оси Y | 2,4 м / мин. |
| Ускоренное перемещение по оси Z | 0,9 м / мин. |
| Мощность главного привода | 11 кВт |
| Мощность привода рабочих органов | 3 кВт |
| Мощность привода вертикального шпинделя | 3 кВт |
| Габаритные размеры станка Д х Ш х В | 2525 х 2265 х 2210 миллиметров |
| Масса станка | 5300 килограмм |
- Горизонтальный шпиндель с максимальной скоростью вращения до 1500 об / мин.
- Вертикальный шпиндель с максимальной скоростью вращения до 1400 об /мин.
- Освещение рабочей зоны
- Централизованная система смазки
- Опорные болты
- Первичный набор оснастки
- Тиски
- Поворотный стол
- Делительная головка
- Комплект зажимной оснастки
- Комплект цифровой индикации перемещений рабочих органов
Стандартное оснащение
Опции
|
|
 Нижний Новгород,
Нижний Новгород, Это максимально удобное и надёжное в работе устройство. Рабочий стол оборудован оптическим устройством позиционирования 4×90°, что обеспечивает высокую точность обработки.
Это максимально удобное и надёжное в работе устройство. Рабочий стол оборудован оптическим устройством позиционирования 4×90°, что обеспечивает высокую точность обработки. В качестве горизонтального сверлильно-фрезерного станка, данный фрезерный станок оснащен сферической цифровой системой считывания Newall, он хорошо подходит для обработки отверстий моделей с большими деталями, если координаты будут точными.
В качестве горизонтального сверлильно-фрезерного станка, данный фрезерный станок оснащен сферической цифровой системой считывания Newall, он хорошо подходит для обработки отверстий моделей с большими деталями, если координаты будут точными. Эти горизонтальные сверлильно-фрезерно-расточные станки были спроектированы в блочной конструкции, что позволяет устанавливать различные ЧПУ управления, возможности и точности обработки.
Эти горизонтальные сверлильно-фрезерно-расточные станки были спроектированы в блочной конструкции, что позволяет устанавливать различные ЧПУ управления, возможности и точности обработки.

Горизонтальное и вертикальное фрезерование | Различия и преимущества
Фрезерованием называется удаление материала заготовки вращающимися фрезами. Обработка канавок, растачивание, сверление и т. Д. Может использоваться для изготовления деталей с желаемой отделкой.
Введение ЧПУ добавило много полезных функций фрезерованию. Например, программа ЧПУ запускает систему автоматической смены инструмента, устройство смены паллет, инструментальную карусель, корпуса и системы подачи СОЖ. Установка с этими дополнительными функциями теперь стала известна как обрабатывающий центр.
Со временем токарная обработка стала частью этих обрабатывающих центров. В обрабатывающей промышленности их стали называть многозадачными машинами. Таким образом, современное фрезерное оборудование может выполнять как фрезерные, так и токарные работы по изготовлению листового металла.
Типы фрезерных станков
В металлообрабатывающей промышленности используются различные типы фрезерных станков в зависимости от области применения. В широком смысле мы классифицируем их как горизонтальные и вертикальные фрезерные станки.
В широком смысле мы классифицируем их как горизонтальные и вертикальные фрезерные станки.
Между вертикальным и горизонтальным фрезерованием есть много различий, но прежде чем мы перейдем к этому, давайте кратко рассмотрим, что собой представляет каждая из этих фрез.
Станки фрезерные вертикальные
В вертикальных фрезах мы фиксируем заготовку на станине и выполняем обработку подвижным инструментом. Инструмент удаляет материал по мере необходимости, следуя инструкциям ЧПУ.
Вертикальные фрезерные станки бывают двух основных типов — револьверные и фрезерные станки со станиной.
Станки фрезерные револьверные
В револьверной мельнице вертикальный шпиндель остается неподвижным, в то время как станина может перемещаться как по горизонтали, так и по вертикали в соответствии с программой.Револьверная фреза обычно работает на небольшой детали.
Станино-фрезерные станки
В стане со станиной станина может двигаться только в горизонтальном направлении, тогда как шпиндель перемещается вверх и вниз по мере необходимости. Эти станки лучше подходят для обработки больших деталей.
Эти станки лучше подходят для обработки больших деталей.
Горизонтально-фрезерный станок
В горизонтальных фрезерных станках деталь снова фиксируется на станине. Обработка происходит горизонтально или под необходимым углом, если станок оборудован универсальным столом.
Этот стол позволяет режущей головке подходить к заготовке под разными углами.
Станок также может быть оснащен специальными фрезами для обработки скосов, шестерен, радиусов и канавок. Горизонтальные фрезы Simplex имеют один шпиндель, а Duplex — два.
Горизонтальная и вертикальная мельницаХотя между двумя фрезерными установками есть много общего, есть также много различий. Теперь мы посмотрим на разницу между ними, когда дело доходит до их некоторых важных характеристик.
Ориентация
Одно из основных различий между ними — способ взаимодействия инструментов с заготовкой. Как следует из названия, в горизонтальных фрезерных станках ориентация шпинделя, на котором закреплен режущий инструмент, является горизонтальной. Роторный резак копается в поверхности и удаляет материал с заготовки, вращаясь вокруг этой горизонтальной оси.
Роторный резак копается в поверхности и удаляет материал с заготовки, вращаясь вокруг этой горизонтальной оси.
В вертикальной фрезере инструмент закреплен в вертикальном положении. Обладая установкой, аналогичной настольному сверлильному станку, эти станки имеют вертикальную оправку, которая удерживает, а также вращает режущий инструмент, погружая его глубоко в материал заготовки по мере необходимости.
Геометрия инструмента
Форма и технические характеристики фрез и инструментов для двух типов станков различаются. Горизонтальные фрезерные станки оснащены короткими и толстыми инструментами, способными снимать большое количество материала с заготовки по сравнению с вертикальными фрезерными станками.
Вертикальные фрезерные станки отличаются длинными и тонкими инструментами. Разница в геометрии режущего инструмента влияет на характер и точность резов, на которые способен каждый станок.
Характеристики огранки
Благодаря толстым инструментам, используемым при горизонтальном фрезеровании, они могут быстрее выполнять глубокие и тяжелые резания. Помимо обычных пропилов (торцевание, снятие фаски и т. Д.) Они идеально подходят для обработки канавок и пазов.
Помимо обычных пропилов (торцевание, снятие фаски и т. Д.) Они идеально подходят для обработки канавок и пазов.
Вертикальные фрезерные станки могут выполнять большинство общих задач, но врезное резание и сверление заготовок — это их особые области. Вертикальный фрезерный станок также обеспечивает более высокую точность по сравнению с горизонтальным фрезерным станком.
Стоимость
Вертикальные фрезерные станки дешевле горизонтально-фрезерных станков. Меньшие инвестиционные затраты означают, что все больше и больше механических цехов используют вертикальные обрабатывающие центры.Стоимость эксплуатации и обслуживания также меньше. Эта экономия производственных затрат снижает общие затраты на обработку для клиентов.
В связи с большим количеством вертикальных обрабатывающих центров в отрасли количество квалифицированных операторов на этих станках также велико.
Хотя горизонтальные фрезерные станки стоят больше, чем их вертикальные аналоги, они компенсируют это за счет лучшего времени и эффективности производства в долгосрочной перспективе. Только хорошо зарекомендовавшие себя производственные компании, которые уже некоторое время занимаются этим бизнесом, инвестируют в горизонтальные фрезерные станки.
Только хорошо зарекомендовавшие себя производственные компании, которые уже некоторое время занимаются этим бизнесом, инвестируют в горизонтальные фрезерные станки.
Хотя как вертикальные, так и горизонтальные обрабатывающие центры могут обрабатывать множество одинаковых разрезов, есть некоторые другие разрезы, с которыми может справиться только каждый тип.
Кроме того, на выбор между двумя машинами влияют следующие факторы:
Точность реза
Когда требуется большая точность, мы предпочитаем вертикальные обрабатывающие центры горизонтальным.
Интенсивность съема
Для приложений, требующих большего снятия материала с заготовки, предпочтительна горизонтальная обработка, поскольку она позволяет обрабатывать большие разрезы при одинаковых скоростях режущего инструмента за то же время.
Количество плоскостей / сторон для обработки
Вертикальные фрезерные станки — лучший вариант, когда обработка должна выполняться на одной плоскости. Когда необходимо обработать несколько сторон под разными углами, мы используем горизонтальные фрезерные станки.
Когда необходимо обработать несколько сторон под разными углами, мы используем горизонтальные фрезерные станки.
Степень настройки
Хотя каждый тип фрезерного станка может работать с различными инструментами, горизонтальный фрезерный станок имеет гораздо больше возможностей настройки, чем вертикальный. Фактически, некоторые надстройки и режущие головки позволяют горизонтальной мельнице работать как вертикальная.
Это отлично подходит для производственных компаний, у которых есть только горизонтальный обрабатывающий центр, для выполнения работ, которые могут быть выполнены только на вертикальных фрезах.
Заключение
Фрезерные станки стремительно развиваются в последние два десятилетия. Они упрощают создание деталей машин, а также обеспечивают другие производственные преимущества.
Современные вертикальные и горизонтальные фрезерные станки прекрасно дополняют друг друга, и знание контраста между ними имеет решающее значение для принятия осознанного выбора. Информация, представленная в этом посте, должна помочь вам сделать то же самое.
Информация, представленная в этом посте, должна помочь вам сделать то же самое.
Получите расчет стоимости обработки с ЧПУ за 48 часов!
Цех фрезерных станков — Kent Industrial USA
Фрезерные станкиKent USA устанавливают новые стандарты как в характеристиках, так и в производительности. Наша полная линейка коленных фрез с ручным управлением и с ЧПУ, а также станиновых фрез с ЧПУ стала фаворитом мастерских и производственных предприятий за их надежность. Кроме того, наши VMC, универсальные фрезы и расточные станки предназначены для обработки деталей, требующих более сложного фрезерования и производства.
Коленные фрезы с ручным управлением и с ЧПУ
Ручные коленные мельницы Kent USA доступны по цене, универсальны и просты в эксплуатации. Они идеально подходят для создания прототипов, инструментальных цехов и НИОКР, а также как часть программ обучения и повседневной обработки. Большинство пользователей наших коленных фрез выполняют резку под углом и сверление. Кроме того, можно легко выполнять резку и сверление длинных заготовок. Наши ручные коленные фрезы также широко используются для изготовления приспособлений, доработок и уникальных компонентов.
Кроме того, можно легко выполнять резку и сверление длинных заготовок. Наши ручные коленные фрезы также широко используются для изготовления приспособлений, доработок и уникальных компонентов.
Kent USA Коленные фрезы с ЧПУ столь же надежны, как и их ручные аналоги, но обладают гораздо большим количеством функций.Стандартная комплектация Acu-rite MillPwr G2 позволяет практически любому оператору фрезерования обрабатывать карманы, островки, контуры и отверстия под болты. Кроме того, простое в использовании диалоговое программирование значительно сокращает время настройки и количество ошибок обработки. В результате можно производить более качественные детали и отделку с меньшими требованиями к инструментам.
Станины с ЧПУ
Станины с ЧПУ Kent USA идеально подходят для обработки деталей, требующих большего зазора по оси Z и большей полезной нагрузки. Эти фрезерные станки с ЧПУ являются новым отраслевым стандартом в отношении простоты использования, гибкости обработки и надежной работы. Они хорошо подходят для инструментальных цехов и мастерских, от создания прототипов или единичных экземпляров до малых и средних производственных серий.
Они хорошо подходят для инструментальных цехов и мастерских, от создания прототипов или единичных экземпляров до малых и средних производственных серий.
Полная линейка вертикальных обрабатывающих центров
Полная линейка вертикальных обрабатывающих центровKent USA предназначена для производственных предприятий, для которых точность и скорость являются наивысшим приоритетом. Наша полная линейка вертикальных обрабатывающих центров с C-образной рамой и подвижным столом оснащена различными конфигурациями шпинделя и ATC, чтобы соответствовать вашим требованиям к заготовке.
Kent USA Самая продаваемая линейка VMC KVR Linear Way поставляется с опциями большой рабочей емкости — до 39.4 дюйма x 19,7 дюйма x 20,5 дюйма. Тяжелый режущий шпиндель и жесткая конструкция станка обеспечивают более высокую эффективность вертикальной обработки с лучшей чистовой обработкой и более длительным сроком службы инструмента. Это приводит к повышению производительности и прибыльности.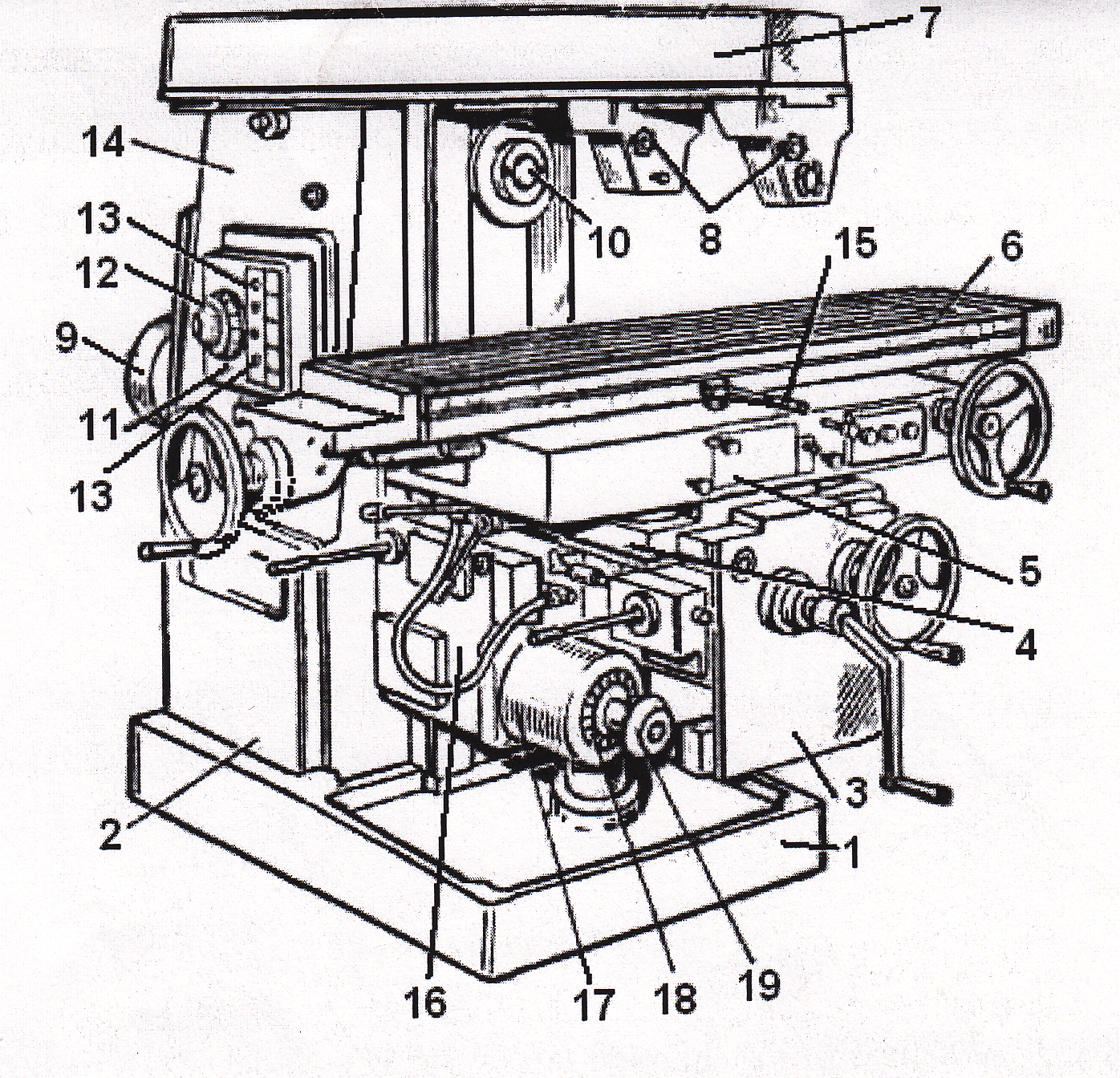
Фрезерные станки для тяжелых условий эксплуатации
Комбинированные горизонтальные / вертикальные мельницыKent USA предлагают как вертикальные, так и горизонтальные мельницы в одной конструкции. Изменить настройку с одной операции на другую можно быстро и просто. Это приводит к значительному сокращению времени настройки.
Наши универсальные фрезы идеально подходят для обработки более тяжелых деталей, требующих многосторонней обработки. Они могут легко обрабатывать отдельные детали так же легко, как и серийную обработку. Кроме того, наша серия универсальных фрез обеспечивает широкий диапазон подач и скоростей, которые можно быстро и легко менять, а также оптимальные условия резания для всех типов металлов.
И, наконец, наша коллекция горизонтально-расточных станков в основном используется для создания больших производственных площадок. Они также широко используются для модификации крупных и высокоточных деталей.Эти сверхмощные расточные станки включают в себя множество функций различных станков, что делает их отличным выбором для обеспечения высокой точности и стабильности при резании в тяжелых условиях.
Что лучше всего подходит для вашей работы с металлом?
Фрезерование — один из наиболее часто используемых процессов в металлообрабатывающей промышленности сегодня, предлагающий квалифицированным специалистам метод искусной резки и формовки стального проката. Хотя в отрасли используется много различных типов фрезерных центров, они обычно классифицируются как вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры .Вертикальные фрезы имеют шпиндели (режущие элементы), которые выровнены по вертикали. Горизонтальные мельницы имеют шпиндель, параллельный земле. Хотя работа обоих типов машин одинакова, производственный метод завершения работы выглядит немного по-разному. У обоих вариантов обработки есть свои плюсы и минусы, и важно отметить, что возможности фрезерования могут различаться в зависимости от двух категорий. Но когда правильный обрабатывающий центр сочетается с лучшими операторами, ваша конкретная работа с металлом будет выполнена с высокой точностью.
Вертикальные обрабатывающие центры
Профи
Популярность: Вертикальные обрабатывающие центры составляют большинство фрезерного оборудования в отрасли. Обычно они стоят меньше, чем горизонтальные обрабатывающие центры, что делает их разумным вложением средств, которое снова и снова окупается для цехов по изготовлению металлов. Их более низкие первоначальные затраты обычно означают, что экономия производственных затрат перекладывается на клиентов. Поскольку эти типы мельниц настолько распространены, в отрасли имеется большее количество квалифицированных операторов, оборудованных для их использования.
Простота эксплуатации: Благодаря конструктивному исполнению на VMC, операторы имеют больший обзор во время работы на этих машинах. Это позволяет операторам легче выявлять и устранять потенциальные проблемы в процессе фрезерования. Удобное управление ЧПУ упрощает программирование. Это означает, что операторы могут тратить меньше времени на настройку и программирование и больше времени на обеспечение того, чтобы спецификации вашего проекта были выполнены и соответствовали самым высоким ожиданиям.
Это означает, что операторы могут тратить меньше времени на настройку и программирование и больше времени на обеспечение того, чтобы спецификации вашего проекта были выполнены и соответствовали самым высоким ожиданиям.
Производственные преимущества: Видимость, предлагаемая VMC, идеально подходит для изготовления больших листовых металлов. Благодаря простоте использования VMC — идеальный выбор для менее сложных работ, требующих меньшего количества. Эти станки — идеальное решение для быстрых фрезерных работ.
Минусы
Объем производства: По сравнению с горизонтальными мельницами, VMC, как правило, не могут конкурировать по объемам производства. Они не лучший выбор с точки зрения затрат времени и затрат для выполнения более сложных операций обработки большого количества материалов.
Риск человеческой ошибки: Поскольку этот тип фрезерного станка позволяет операторам «наблюдать» за работой по мере ее завершения, существует больший риск внесения человеческой ошибки в уравнение, запрограммированное компьютером. Важно обеспечить привлечение операторов высочайшего качества для наблюдения за каждым заданием фрезерования от начала до конца, чтобы уменьшить количество ошибок, которые могут возникнуть на протяжении всего процесса.
Важно обеспечить привлечение операторов высочайшего качества для наблюдения за каждым заданием фрезерования от начала до конца, чтобы уменьшить количество ошибок, которые могут возникнуть на протяжении всего процесса.
Горизонтальные обрабатывающие центры
Плюсы
Удаление стружки: Из-за установки горизонтальных фрез гравитация помогает вытягивать стружку во время резки.Это означает, что конечные продукты обычно имеют более чистую поверхность и требуют меньшего объема производства или изготовления позже на протяжении всего процесса.
Прочная конструкция: Горизонтальные мельницы имеют более тяжелую конструкцию и способны выполнять большие объемы производственных работ. Конструкция каждой детали машины рассчитана на более длительный срок службы при определенных силах, действующих на HMC. Эта жесткая конструкция означает, что машины меньше вибрируют, меньше отклоняются и работают более плавно по сравнению с вертикальными мельницами.
Производительность: Благодаря 4-ой оси Tombstone и встроенному устройству смены поддонов эти машины повышают производительность, что идеально подходит для сложных, больших объемов работ. Благодаря механической конструкции одна HMC может выполнять работу до трех отдельных обрабатывающих инструментов. Это оптимально по времени и рентабельности производства.
Минусы *
* Отраслевые эксперты согласны с тем, что недостатки, связанные с HMC, на самом деле хороши, а не так уж и плохи.
Дорого: Горизонтальные обрабатывающие центры стоят значительно дороже, чем вертикальные фрезы. Как правило, производители, которым принадлежат эти машины, были созданы в течение некоторого времени и прошли путь до приобретения этих машин. Видите, это хорошая проблема!
Вероятность ошибки: Как и в большинстве случаев, вероятность ошибки существует. В отличие от VMC, которые создают вероятность человеческой ошибки из-за «возможностей на глаз», горизонтальные обрабатывающие центры подвержены риску возникновения ошибок , поскольку видимость может быть ограничена из-за размещения шпинделя надгробной плиты. Операторы имеют меньше возможностей выявлять ошибки, которые могут произойти, и исправлять их до того, как они станут катастрофическими.
Операторы имеют меньше возможностей выявлять ошибки, которые могут произойти, и исправлять их до того, как они станут катастрофическими.
Меньше обученных операторов: Поскольку HMC менее распространены в стране (в основном из-за предварительных затрат на приобретение и техническое обслуживание), для работы с этими машинами доступно меньше квалифицированных операторов. К счастью, даже у этой аферы есть преимущество. Поскольку число «экспертов» меньше, те, у кого есть навыки работы с HMC, обычно более опытны и осведомлены, что помогает обеспечить точное выполнение каждого проекта.
Независимо от того, нуждаетесь ли вы в техническом обслуживании или в производственной механической обработке, Swanton Welding обладает всеми возможностями, необходимыми для выполнения работы с точностью, точностью и эффективностью. Наши высококвалифицированные мастера, а также знания и опыт, необходимые для обеспечения того, чтобы ваша работа выполнялась с превосходным качеством, на которое вы можете положиться. Мы оснащены оборудованием высочайшего качества в отрасли и легко справляемся с рабочей нагрузкой, независимо от ее размера. Позвоните сегодня по телефону 419-826-4816, чтобы узнать больше.
Мы оснащены оборудованием высочайшего качества в отрасли и легко справляемся с рабочей нагрузкой, независимо от ее размера. Позвоните сегодня по телефону 419-826-4816, чтобы узнать больше.
Сравнение вертикальных и горизонтальных фрезерных и токарных
Когда дело доходит до фрезерных и токарных станков, существует множество деталей, которые существенно влияют на ваш рабочий процесс. Ни одна машина не может справиться со всеми возможными производственными операциями, поэтому разумно отметить характеристики, которые будут наиболее подходящими для каждой операции. Следует иметь в виду множество таких расчетов, но одно из наиболее важных различий, которое необходимо сделать, когда дело доходит до выбора установки для обработки, заключается в том, должна ли конфигурация быть вертикальной или горизонтальной.
Поскольку оба типа конфигураций имеют свои собственные недостатки и преимущества для каждого типа машины, цель данной статьи — изучить, при каких условиях каждая конфигурация является наиболее оправданной.
Вертикальные обрабатывающие центры фактически составляют большинство фрезерного оборудования в таких отраслях, как металлообработка, что можно объяснить их более низкой стоимостью по сравнению с горизонтальными системами. Как следует из названия, вертикальные фрезерные станки имеют вертикальную ориентацию режущей головки или шпинделя.Особенности управления фрезерованием могут отличаться от машины к машине.
Двумя основными типами вертикальных фрез являются револьверные фрезы и станины. В револьверных фрезах шпиндель остается на месте, а станина станка удерживает материал. Эта кровать перемещается горизонтально или вертикально, позволяя машине манипулировать положением материала в обоих направлениях. Револьверная мельница — чрезвычайно универсальное устройство, но его можно ограничить размером производимых деталей.
Станины станины перемещают материалы по горизонтальной оси с помощью шпинделя, который ограничен вертикальной осью. Шпиндель может перемещаться вверх и вниз по мере необходимости и обрабатывать материал в нужной форме. Фрезы со станиной имеют довольно хороший диапазон перемещений, так как часть шпинделя сочетается с горизонтальным перемещением станины, что позволяет фрезеровать самые разные формы и глубины.
Шпиндель может перемещаться вверх и вниз по мере необходимости и обрабатывать материал в нужной форме. Фрезы со станиной имеют довольно хороший диапазон перемещений, так как часть шпинделя сочетается с горизонтальным перемещением станины, что позволяет фрезеровать самые разные формы и глубины.
Напротив, горизонтальный фрезерный станок использует горизонтальную оправку для крепления режущих поверхностей.Фрезы горизонтальной фрезы чем-то напоминают полотно циркулярной пилы, с принципиальной разницей в том, что они обычно толще, меньше и их форма обеспечивает более быстрое фрезерование, чем шпиндели их вертикальных аналогов. Использование оправки и ее длины также может означать, что горизонтальные фрезы могут использовать несколько фрез одновременно.
Что касается токарных центров с ЧПУ , то, как и фрезерных центров, их также можно разделить на горизонтальную и вертикальную конфигурации. Горизонтальные токарные центры являются наиболее популярным типом в большинстве отраслей промышленности. У них есть горизонтально ориентированный шпиндель с инструментами, установленными сбоку от держателя инструмента. Это помогает им пересекать обрабатываемый объект. Подобно фрезерному аналогу, этот тип токарного центра также имеет преимущество за счет силы тяжести, поскольку он отводит стружку от обрабатываемой детали.
Вертикальные токарные центры также называют вертикально-револьверными токарными станками или VTL. Вертикальные и горизонтальные токарные центры очень похожи, но их конфигурация и форма перевернуты, что позволяет передней бабке располагаться на полу, а лицевая панель становится горизонтально вращающимся столом.Перевёрнутые вертикальные токарные центры похожи на обычные, но у них поменяны положения шпинделя и кулачкового патрона.
Вертикальная обработка — плюсы и минусыВертикальное фрезерование лучше всего подходит для проектов, где основной упор делается на одну конкретную сторону. Это может быть что-то вроде большой металлической пластины или тонущего штампа. Они также имеют то преимущество, что в целом менее сложны, чем горизонтальные фрезерные станки, и по этой причине они дешевле и проще в использовании и обслуживании.
Для вертикальных обрабатывающих центров существуют некоторые различия в зависимости от их типа. Револьверные фрезы обычно ограничиваются проектами меньшего размера из-за того, что движение по двум осям может быть затруднено для больших кусков материала. Напротив, станины лучше подходят для проектов, требующих более тяжелых и больших заготовок (но все же гораздо менее опытных в обработке таких предметов по сравнению с горизонтальными станами).
Вертикальные мельницы занимают гораздо меньше места, чем их вертикальные аналоги.Это, наряду с ценой, делает их желанными для небольших магазинов. У них также больше пользователей и, следовательно, больший пул квалифицированных машинистов.
Где VMC не хватает, так это способности производить в больших объемах и сложности. Более тяжелые материалы также могут быть проблемой для работы вертикальной машины, поскольку их труднее поднимать и опускать.
Горизонтальное фрезерование — за и противНесмотря на более высокую цену, горизонтальные фрезы являются предпочтительным выбором для более сложных проектов.Машины более универсальны и могут работать с большего числа сторон, чем вертикальные. Они также лучше подходят для более тяжелых предметов, и желательно вырезать одну или несколько канавок в материале. Горизонтальные фрезы также лучше подходят для создания пазов. Они хорошо справляются с более тяжелыми материалами.
Станки также позволяют использовать дополнительные фрезы для различных применений, особенно для более эффективного ввода канавок. На некоторых горизонтальных мельницах станины можно поворачивать для фрезерования под разными углами, а не строго в горизонтальной плоскости.Это перемещение станины также добавляет универсальности арсеналу машины.
Горизонтальные фрезы также имеют гораздо лучший отвод стружки. Это сводится к конфигурации, в которой используется сила тяжести, позволяющая стружке падать. Кроме того, это способствует лучшему качеству поверхности и увеличению срока службы инструмента.
Из недостатков наиболее критичным является более высокая стоимость горизонтальных фрезерных станков. Эти затраты могут быть в 3-4 раза выше, чем у вертикальных мельниц.HMC также может быть труднее контролировать, поскольку части закрываются, а обзор проекта ограничивается конструкцией. Кроме того, они больше, поэтому их сложнее разместить в ограниченном рабочем пространстве.
Горизонтальная токарная обработка — плюсы и минусыГоризонтальные токарные центры часто довольно гибкие и имеют более длинные станины, что делает их более подходящими для более длинных деталей, таких как валы. Это дает им дополнительную полезность и универсальность. Они также могут использовать такие детали, как подающие прутки, и обычно имеют задние бабки, что редко встречается на вертикальных токарных станках.
Горизонтальные токарные центры существуют дольше, поэтому большинство станков и специалистов склонны работать с этой конфигурацией. Это также означает, что имеется более обширная информация об этих машинах и их конкретных операциях. Таким образом, прием на работу и обучение имеют тенденцию к этому, что может быть преимуществом самой машины.
Горизонтальные машины могут быть ограничены. При обработке коротких деталей большого диаметра, особенно тяжелых, лучше работают вертикальные токарные центры.Поток стружки и очистка также являются проблемой для горизонтальных конфигураций.
Вертикальная токарная обработка — плюсы и минусыЭта конфигурация особенно удобна для обработки больших, тяжелых и коротких предметов. Сила тяжести, направленная вниз, способствует размещению обрабатываемой детали в рабочем держателе. Еще одно преимущество заключается в том, что присутствие силы тяжести направляет стружку от обрабатываемой детали в поддон или конвейер.
Многие автомобильные детали изготавливаются вертикально и обычно с двойным шпинделем.Одним из преимуществ этого является то, что на вас работает гравитация; когда вы вставляете деталь в патрон, она садится сама.
Вертикальное расположение шпинделя, а не горизонтальное, позволяет поддерживать шпиндель на 360 °, устраняя провисание шпинделя и увеличивая максимально допустимый вес шпинделя. Дополнительная опора также рассеивает силы резания, создаваемые тяжелым или прерывистым резанием. Устранение провисания шпинделя также позволяет достичь большей точности плоскостности и перпендикулярности детали.
Вертикальные токарные центры занимают гораздо меньше места, чем их горизонтальные собратья, что позволяет цехам оптимизировать занимаемую площадь. Часто вертикальный токарный станок может занимать половину площади горизонтального токарного станка, что может дать ему преимущество в небольших мастерских.
Перевернутые вертикальные машины также являются опцией, поскольку они могут допускать встроенную автоматизацию, которая была бы недоступна для горизонтальных. Здесь шпиндель подходит и поднимает деталь, тогда как в горизонтальном положении вам понадобится робот или портал для ее загрузки.
Стружка может стать проблемой для вертикальных токарных станков и токарных центров, если обрабатываемая деталь вогнутая. Это часто приводит к застреванию стружки внутри. Другая проблема, которая может возникнуть, — это то, что стружка попадает в сам шпиндель. Защитные меры и охрана должны быть эффективными.
СноскаТакже важно помнить, что существуют также различные типы дополнительных деталей и режущих головок, которые можно использовать для модификации горизонтального фрезерного станка для выполнения вертикального фрезерования или наоборот.Это может служить более дешевым решением, когда машина одного типа наталкивается на возможное препятствие. Однако, хотя такие инструменты и прекрасны, они все же являются ограниченным решением по сравнению с наличием реального устройства под рукой. Точно так же можно обратить внимание на перевернутые вертикальные токарные центры, так как они могут добавить дополнительную автоматизацию в процесс.
Надеюсь, что предоставленная нами информация поможет. 3ERP предлагает услуги фрезерования и токарной обработки с ЧПУ как для быстрого прототипирования, так и для производства. Свяжитесь с нашими инженерами, если вам понадобятся дальнейшие производственные предложения.
Подержанный горизонтальный фрезерный станок — CNCMachines.com
Подержанный горизонтальный фрезерный станок
Ниже приведены классификации горизонтальных фрез, а также их основные компоненты.
Классификация горизонтальных фрез
- Органы управления : Ручное, механически автоматизированное и цифровое автоматизированное посредством ЧПУ / ЧПУ
- Тип управления для горизонтальных фрезерных станков с ЧПУ : Количество осей, автоматические устройства смены поддонов (или без устройств смены поддонов), автоматизированные против.ручные устройства смены инструмента
- Тип фрезерного станка : конфигурации общего назначения и одноцелевые и инструментальный цех по сравнению с производственными машинами
- Размер : микро, мини, настольные, напольные, большие и гигантские
- Источник питания : Линия -с приводом от вала (больше не доступен) по сравнению с отдельными электродвигателями, с ручным приводом (иногда используется любителями) по сравнению с электроэнергией
Основные компоненты горизонтальной мельницы
Колонна : Опора горизонтальной мельницы, может иметь одинарную или двойную колонну — она включает тяжелое основание и содержит внутренние компоненты, такие как запасы масла и охлаждающей жидкости.Рядом со шпинделем обычно находится мотор шпинделя.
Колено : это регулируемая опора стола, на которой находится обрабатываемая деталь. Для некоторых станков его можно регулировать по оси Z (так как стол можно поднимать и опускать).
Седло : опора для рабочего стола сверху колена. Он может перемещаться параллельно оси шпинделя, перемещая заготовку по горизонтали.
Рабочий стол : Удерживает заготовку с помощью тисков, зажимного патрона или других средств.Его можно регулировать в любом направлении.
Шпиндель : Деталь станка, которая удерживает и вращает оправку станка. В колонне находится двигатель, который вращает шпиндель.
оправка : Вал, который вставляется в шпиндель. Существует много типов оправок, включая стандартную оправку для фрезерного станка, винтовой станок, фрезу для продольной резки и, например, концевую фрезу.
Станок : Деталь, удерживаемая шпинделем, который удаляет материал (выполняет резку).Доступно множество конфигураций, например, плоские, фасонные, двухугольные фрезы, спиральные сверла и т. Д.
При выборе горизонтальной фрезы учитывайте как ваши текущие, так и будущие потребности в размере, скорости, универсальности, мощности и точности . Станки будут отличаться ходом по осям X, Y и Z, размером, конусностью, количеством осей, частотой вращения шпинделя (оборотов в минуту), мощностью двигателя шпинделя и мощностью инструмента. Для правильного применения горизонтальная фреза прослужит долгие годы безотказной работы.
Вертикальное фрезерование или горизонтальное фрезерование: что лучше для вашего проекта?
Вы можете использовать фрезерный станок для резки и изготовления конкретных деталей или компонентов, необходимых для вашего проекта. Вместо того, чтобы добавлять материалы с помощью процесса, известного как аддитивное производство, что и делает 3D-принтер, фрезерный станок с ЧПУ помогает вам достичь желаемого внешнего вида или функции, отрезая лишние материалы с помощью процесса, называемого субтрактивным производством.
Несколько различных типов фрезерных станков помогут вам завершить ваш следующий проект. Двумя из этих типов являются вертикальные и горизонтальные мельницы. Хотя они разные, как вертикальные, так и горизонтальные мельницы могут работать в различных отраслях промышленности. Понимая, какой из них лучше для вашего бизнеса или проекта, вы можете минимизировать риск дорогостоящих ошибок и вооружиться лучшими инструментами для выполнения работы.
Читайте дальше, чтобы узнать больше о различных функциях горизонтальных и вертикальных фрезерных станков, о том, как выбрать лучший для вашего проекта и когда рассмотреть возможность использования вместо этого специализированной производственной компании.
Вертикальное и горизонтальное фрезерование
Основное различие между вертикальными и горизонтальными фрезерными станками заключается в том, как перемещается ось шпинделя — из стороны в сторону или вверх и вниз. Обе эти машины имеют свои достоинства, и выбор между ними часто сводится к конкретным потребностям вашего проекта, вашему операционному бюджету и графику, с которым вы работаете. Стоит отметить, что машина, которую вы решите использовать, не обязательно ограничивает типы проектов, которые вы можете выполнить.Во многих случаях вы можете использовать вертикальный или горизонтальный фрезерный станок для задач, связанных с вашим проектом, если вы знаете правильные методы работы или необходимые дополнительные детали.
Что такое вертикальное фрезерование?
На вертикальном фрезерном станке вращающаяся режущая головка имеет вертикальное выравнивание, в результате чего шпиндель перемещается вверх и вниз по оси Z во время работы станка. Когда шпиндель движется, фрезы работают, чтобы удалить материал, а остальная часть станка перемещается и смещается по осям X и Y, чтобы непрерывно позиционировать объект для дальнейшей резки.Вертикальные фрезы бывают двух типов — револьверные и станиновые. Стол на фрезерном станке с револьверной головкой может перемещаться как влево, так и вправо, вверх и вниз, при этом шпиндель остается неподвижным. Это качество делает их идеальными для множества применений. Стол на фрезерном станке со станиной перемещается только горизонтально, перпендикулярно оси, в то время как шпиндель движется параллельно оси.
Для чего используется вертикальное фрезерование? Стандартные области применения вертикального фрезерного станка:
- Плунжерные насадки
- Отверстия сверлильные
- Односторонние проекты
- Проекты с детальной проработкой, требующей большой видимости
Преимущества вертикальных фрезерных станков
Во многих отраслях промышленности вертикальные фрезерные станки используются в различных проектах.Поскольку вертикальные станки универсальны и очень точны, у них есть несколько преимуществ.
- Стоимость: Поскольку обсадные трубы меньше по размеру и меньше сложных внутренних деталей, машина и проекты, которые вы выполняете с ее помощью, часто стоят меньше на вертикальной мельнице, чем на горизонтальной.
- Простота: Вертикальные мельницы не требуют дополнительных приспособлений и относительно просты в эксплуатации и обслуживании. Меньшая кривая обучения означает меньшее время простоя.
- Наличие: Поскольку вертикальные фрезерные станки более распространены, вам будет легче найти любые детали или помощь в ремонте, которые могут вам понадобиться в будущем. Эта доступность особенно полезна, если вам нужно найти фрезерный станок и быстро начать его использовать, поскольку они часто наиболее доступны.
- Площадь: По сравнению с горизонтальным фрезерным станком, вертикальные фрезы занимают меньше места на полу. Для владельцев небольших магазинов это означает, что у вас будет больше места для работы или размещения дополнительного оборудования.
Поскольку они просты в использовании и не требуют таких значительных начальных вложений, как горизонтальные фрезерные станки, вертикальные фрезы могут быть идеальным выбором для новичков в фрезеровании или для начинающего бизнеса.
Недостатки вертикальных фрезерных станков
Использование вертикального фрезерного станка дает несколько преимуществ, но всегда помните о своем проекте. С вертикальной фрезой вам может быть сложнее обрабатывать некоторые детали, потому что они часто имеют двигатели меньшей мощности, чем горизонтальные фрезерные станки.По сравнению с горизонтальными фрезерными станками они не обладают такой высокой производительностью. Кроме того, в этих станках часто используются меньшие режущие инструменты, чем в других фрезерных станках.
Что такое горизонтальное фрезерование?
Что такое горизонтальный станок с ЧПУ? На горизонтальной фрезере шпиндель движется параллельно земле и использует немного меньшие, но более толстые режущие головки для прижатия к проекту и удаления материала. В отличие от вертикальных фрезерных станков, у вас нет прямой видимости во время резки.Горизонтально-фрезерные станки с универсальными столами помогут выполнить резку под разными углами.
Горизонтальные мельницы подходят для проектов с такими потребностями, как:
- Пазорезное
- Пазорезные
- Зуборезные
- Боковая детализация
- Многосторонние проекты, требующие резки
- Проекты, требующие больших, тяжелых или громоздких материалов
Преимущества горизонтально-фрезерных станков
Хотя они не так распространены, горизонтальные фрезерные станки могут быть так же полезны, как и вертикальные, в зависимости от ваших потребностей.Некоторые преимущества использования горизонтального фрезерного станка включают следующее.
- Скорость: Если вам нужен станок с высокой производительностью и быстрым межремонтным периодом, горизонтальный фрезерный станок может резать быстрее, чем вертикальный, и даже может выполнять более одного прохода за раз. Эта скорость не в ущерб точности, поэтому они являются мощным инструментом для детализированных или долгосрочных проектов.
- Возможности: Горизонтальные фрезерные станки имеют большую производительность, чем вертикальные фрезерные станки.Они могут легко обрабатывать большие, громоздкие или тяжелые материалы и могут выполнять более глубокие разрезы. Они также могут помочь вам в выполнении сложных или многосторонних проектов.
- Долговечность: Горизонтальные фрезерные станки, поскольку они обрабатывают более громоздкие материалы, долговечны и долговечны.
Поскольку они быстрее и прочнее вертикальных фрез, горизонтальные фрезерные станки являются идеальным выбором для предприятий или операторов, которым необходимо выполнять много резов каждый день.
Недостатки горизонтально-фрезерных станков
Хотя у горизонтальных машин есть свои преимущества, одним из возможных недостатков является стоимость. Из-за точного характера работы, которую вы выполняете на этих машинах, они, как правило, дороже, чем вертикальные. Однако, если вам регулярно требуется высокий уровень производительности для одного и того же типа проекта, вложения могут вскоре окупиться.
Еще один фактор, который стоит учитывать, заключается в том, что эти фрезерные станки менее распространены, чем вертикальные, поэтому при необходимости найти запчасти или квалифицированных рабочих может быть сложнее.Горизонтальный фрезерный станок также займет больше места в вашем магазине, чем вертикальный. Если у вас ограниченная площадь, но все же требуются скорость и физические возможности горизонтальной машины, подумайте о сотрудничестве с сторонним производителем запчастей.
Какой тип фрезерного станка мне использовать?
Как вертикальные, так и горизонтальные фрезерные станки совместимы с технологией ЧПУ, что означает, что вы можете вводить данные в компьютерную программу для создания готового проекта.Фрезерные станки с ЧПУ также позволяют создавать идентичные повторяющиеся резы, что делает их очень эффективным инструментом. Благодаря уровню контроля, точности и точности фрезерные станки с ЧПУ идеально подходят для медицинской, морской, аэрокосмической, транспортной, электронной, нефтегазовой, военной и оборонной промышленности. В сочетании с технологией ЧПУ ваш вертикальный или горизонтальный фрезерный станок поможет вам сэкономить время и производить высококачественную продукцию.
Вертикальные или горизонтальные фрезерные станки лучше? Все зависит от нескольких факторов, в том числе от типа фрезерования и вашего бюджета.
Какой тип фрезерования вам нужен?
Когда вы сравниваете горизонтальные и вертикальные фрезерные станки, ваше окончательное решение должно сводиться к размеру и форме используемых материалов, а также к типам проектов, которые вы выполняете, и срокам их выполнения. Вы также должны учитывать, сколько вы можете себе позволить по сравнению с этими факторами.
- Размер: Если вы беретесь за большой проект или проект, связанный с тяжелыми или объемными материалами, горизонтальный фрезерный станок может быть вашим лучшим вариантом.То же самое и с проектами, в которых детали требуют резки с нескольких сторон.
- Форма: Форма материалов вашего проекта является решающим фактором, который следует учитывать. Если материал громоздкий или необычной формы, выберите ту машину, которая больше подходит.
- Проекты: Если вам нужна машина, которую можно адаптировать к нескольким различным типам проектов, выберите ту, которая поможет вам выполнить самый широкий спектр задач, особенно если у вас нет бюджета на покупку нескольких дополнительных частей или площадь пола для более чем одной машины.
- Время: Если вы используете фрезерный станок для выполнения повседневных задач или для долгосрочного проекта, который требует регулярного и быстрого выполнения работ, идеально подходит горизонтальный фрезерный станок. Для менее требовательных ко времени проектов вертикальный станок — отличный выбор, потому что он прост в использовании и более доступен.
Со временем вы можете эволюционировать от одного типа машины к другому. Например, многие люди начинают с вертикального фрезерного станка из-за небольшой кривой обучения и недостатка доступной производственной площади, но в конечном итоге добавляют горизонтальный фрезерный станок по мере роста их производства.В качестве альтернативы, если вы выберете горизонтальную мельницу из-за ее способности обрабатывать более тяжелые материалы, вы можете перейти на вертикальную фрезерную машину, если ваши проекты станут менее масштабными или будут использоваться более легкие материалы.
Каков твой бюджет?
Вертикальные фрезерные станки часто требуют меньших начальных вложений, чем горизонтальные фрезерные станки, что делает их идеальными для тех, кто работает с ограниченным бюджетом. Однако каждый проект индивидуален — то, что доступно для выполнения на одной машине, может отличаться на другой, в зависимости от типа режущего инструмента, который вы используете, или от того, сколько времени вам потребуется.Всегда анализируйте свои текущие и будущие проекты, а также тип и вес материалов, которые вы ожидаете от фрезерного станка. Хотя вертикальная машина может быть более доступным начальным вложением, убедитесь, что вы не используете слишком тяжелые или толстые материалы, иначе вы можете потратить сэкономленные средства на ремонт или замену. Когда дело доходит до вашего бюджета, не забудьте также учесть стоимость режущих инструментов, которые вам понадобятся для завершения вашего проекта.
Когда речь заходит о стоимости проекта, следует помнить о кривой обучения, связанной с каждой машиной.Вертикальные фрезы широко распространены в отрасли, поэтому обычно легче найти машиниста с опытом работы и устранения неисправностей. Если вы выберете машину, с которой вы не знакомы или не ищете стороннего обучения, это может привести к потере материалов или неудачным проектам, которые со временем могут накапливаться. Это также может быть опасно, если используется неподготовленным профессионалом. Один из лучших способов избежать этой проблемы — обратиться к опытному производителю, обладающему знаниями и инструментами, которые помогут вам завершить проект эффективно и вовремя.
Позвольте American Micro Industries помочь вам с вашим проектом
Если вам нужны детали, изготовленные на заказ для вашего бизнеса или проекта, компания American Micro Industries может помочь. С помощью фрезерного станка с ЧПУ мы можем изготовить вашу деталь в соответствии с вашими точными спецификациями, уделяя особое внимание деталям и качеству конечного продукта. Доверив нам свой проект, вы избавитесь от потенциально опасной и дорогостоящей кривой обучения, связанной с фрезерованием на собственном предприятии, и сможете перераспределить это время и деньги в другом месте вашего бизнеса.Поскольку мы обладаем многолетним опытом работы в нескольких секторах, вы можете рассчитывать на быстрое выполнение работ.
Помимо услуг по обработке с ЧПУ, мы также рады предоставить:
- Высечка электроизоляционных компонентов, прокладок и упаковочных вкладышей
- Лазерная резка электроизоляционных деталей
- Прототип механической обработки
- Горячее покрытие и пайка по индивидуальному заказу
- Изоляционные материалы
В American Micro Industries наша миссия — быть партнером с полным спектром услуг для вас и вашего бизнеса.Вот почему мы также предлагаем различные услуги по вторичным операциям, чтобы помочь вам сэкономить время и деньги и улучшить общее качество ваших операций. Дополнительные услуги по эксплуатации могут включать механическую сборку, экранирование, гравировку, печать, упаковку или прямую доставку с нашего предприятия.
Посетите веб-сайт American Micro Industries, чтобы узнать больше, или запросите бесплатную расценку сегодня.
В чем разница между вертикальными и горизонтальными фрезерными станками?
Для операторов механических цехов, рассматривающих возможность приобретения фрезерного станка, один из основных вопросов, на который они должны ответить, касается конфигурации: вертикальный или горизонтальный стан? Ответ зависит от характера их бизнеса — особенно от типа и объема работы, выполняемой в магазине, а также от стоимости, возможностей их рабочей силы и производственных помещений.В этой статье мы подробно рассмотрим разницу между горизонтальными и вертикальными фрезерными станками, чтобы вы могли принять обоснованное решение для своего бизнеса.
Вертикальные фрезерные станки
В вертикальных фрезерных станках ось шпинделя ориентирована вертикально. Фрезы удерживаются в шпинделе и вращаются вокруг его оси. Обычно шпиндель можно удлинить, а стол можно поднять или опустить, чтобы добиться того же эффекта, что позволяет выполнять врезание и сверление. Вертикальные фрезы двух типов — это станины и револьверные фрезы.
Вертикальные револьверные фрезы имеют неподвижный шпиндель, а стол перемещается как перпендикулярно, так и параллельно оси шпинделя для выполнения резки. У них часто есть перо, которое позволяет поднимать и опускать фрезу, как сверлильный станок. Револьверные фрезы обеспечивают два метода резки в вертикальном (Z) направлении: поднятие или опускание пиноли и перемещение колена.
Стол перемещается только перпендикулярно оси шпинделя в фрезерных станках с вертикальной станиной, в то время как сам шпиндель движется параллельно своей оси.
Станки горизонтально-фрезерные
В горизонтальных фрезах фрезы устанавливаются на горизонтальном шпинделе поперек стола. Многие горизонтальные фрезы также имеют встроенный поворотный стол, который позволяет фрезеровать под разными углами; это называется универсальным столом. В то время как концевые фрезы и другие типы инструментов, используемых в вертикальных фрезах, могут использоваться на горизонтальных, у них также есть закрепленные на оправке фрезы, называемые боковыми и торцевыми фрезами, которые имеют поперечное сечение, как у циркулярной пилы, но обычно шире и меньше в диаметре. диаметр.Поскольку фрезы имеют хорошую опору со стороны оправки и большую площадь поперечного сечения, чем концевые фрезы, можно выполнять тяжелые резания, обеспечивая высокую скорость съема материала.
«Если вы посмотрите на общее использование в отрасли, большинство установленных станков были трехосными вертикальными фрезами», — говорит Анджело Юрас, специалист по внедрению производства в Autodesk. «Их легко установить, а техническим специалистам легко получить доступ к рабочему столу. Кроме того, когда у вас есть заготовка или тиски, их легко загружать и выгружать, потому что вы просто кладете деталь на стол, а сила тяжести удерживает ее на месте.”
«У горизонтальной фрезы шпиндель направлен горизонтально, это означает, что поверхность, на которой устанавливается заготовка, является вертикальной, поэтому оператору требуется больше усилий для загрузки или разгрузки», — отмечает Юрас. «Но у каждой конфигурации есть свои преимущества и недостатки, помимо простоты или сложности использования».
Сравнение вертикальных и горизонтальных фрезерных станков: преимущества и недостатки
Благодаря своей конфигурации горизонтальные фрезы имеют намного лучший отвод стружки, так как сила тяжести позволяет им падать.Это приводит к более качественной обработке поверхности и продлевает срок службы инструмента.
«Когда вы обрабатываете деталь с глубоким углублением или карманом, вся стружка, образующаяся в процессе фрезерования, выпадает», — комментирует Юрас. «Если вы обрабатываете одну и ту же деталь на вертикальном фрезерном станке, вся стружка останется внутри и может создать проблемы при резании для управления сроком службы инструмента и отвода стружки».
Горизонтальные фрезерные станки также имеют возможность «надгробия» четвертой оси. «Когда вы покупаете горизонтальный фрезерный станок, шпиндель направлен горизонтально, а стол — горизонтально; но он предназначен для резьбовых монтажных отверстий или пазов для ключей, где монтируется приспособление или основание, называемое «надгробие».«Надгробие указывает вертикально и представляет заготовку на другой оси», — объясняет Юрас. В этом случае заготовка перпендикулярна шпинделю.
По словам Джураса, если кто-то только запускает механический цех, в 99% случаев он начинает с обычного вертикального стана, потому что:
- Они легко доступны
- Их легко достать
- Цена намного ниже
«Магазины обычно начинают с вертикальных фрезерных станков, а затем по мере приближения к работе они могут добавить горизонтальный фрезерный станок. если это имеет смысл для обрабатываемых деталей », — говорит Юрас.
Он вспоминает свой опыт, когда он управлял собственным механическим цехом. «Мы работали над участком, который занял 47 минут», — вспоминает он. «На вертикальной мельнице потребовалось девять отдельных операций. В конце концов я приобрел горизонтальную фрезу и сократил эти девять операций до двух. Затем часть была сделана за 22 минуты ».
Юрас рассказывает о своем опыте работы в области исследований и разработок для производителя автомобилей, у которого были как вертикальные, так и горизонтальные мельницы, с точки зрения того, как работа влияет на лучшую конфигурацию мельницы: «Мы выполняли быструю замену компонентов, и каждому требовалось задать ряд вопросов. спросить и ответить.Насколько быстро это было нужно? Сколько операций потребовалось для изготовления детали? Какая была доступность оборудования? Сколько было нужно? Все эти вопросы определяли, будем ли мы ставить деталь на вертикальный или горизонтальный фрезерный станок. Обычно в исследованиях и разработках это зависит от количества обрабатываемых поверхностей; как правило, было легче садиться на вертикальные мельницы и выходить из них. Всегда были плюсы и минусы. Так много всего сводится к установке и ремонту.
Две другие проблемы делают вертикальные фрезерные станки привлекательными для начинающих операций: обучение и недвижимость.В эпоху, когда производители нуждаются в квалифицированных механиках, гораздо больше людей имеют опыт работы с вертикальными фрезами, чем с горизонтальными. Инструмент хорош настолько, насколько хорош тот, кто с ним работает, поэтому, помимо гораздо более высоких капитальных затрат на горизонтальные фрезы (обычно в три-четыре раза больше, чем у вертикальных фрез), владелец магазина должен учитывать время и инвестиции, затрачиваемые на обучение персонала работе с оборудованием, в использовании которого у них нет опыта.
Кроме того, особенно в регионах, где стоимость недвижимости высока, использование вертикальных мельниц меньшего размера является выгодным.«Я видел маленькие горизонтали и большие вертикали, но это исключение», — говорит Юрас. «Как правило, вертикальные мельницы занимают значительно меньше места, чем горизонтальные».
Окончательные сведения о фрезерном станке
Давайте резюмируем общие преимущества вертикальных фрезерных станков по сравнению с горизонтальными:
Вертикальные фрезерные станки
- Стоимость значительно ниже — с вертикалями, доступными по цене 80 тыс. Долларов, и горизонтальным, стоимостью от 250 до 400 тысяч долларов, неудивительно, что механические цеха покупают вертикальные по горизонтали в четыре раза или больше в год.
- Простота использования — легче увидеть, что происходит внутри вертикальной мельницы.
- С этой технологией знакомо больше машинистов.
- Меньшая занимаемая площадь — требуется меньше места.
Горизонтальные фрезерные станки
- Предлагает возможность изготавливать детали с меньшим количеством операций и более сложных деталей и достигать большего времени разгона шпинделя за счет меньшего времени, затрачиваемого на настройку и фиксацию для нескольких операций.
- Большая производительность — горизонтальная мельница обычно может выполнять работу трех или более вертикальных мельниц.
- Позволяет улучшить отвод стружки, улучшить готовую работу и продлить срок службы инструмента.
«В конце концов, это зависит от вашего типа работы и от того, насколько далеко продвинулся ваш бизнес», — говорит Юрас. «Когда вы начинаете, покупка вертикальной фрезы похожа на получение вашей первой машины. Он нужен вам, чтобы добраться из пункта А в пункт Б, заставить вас работать и т. Д. Поработав какое-то время и улучшив свое положение, вы переходите к лучшей машине. Так обстоит дело с механическими цехами. После того, как они занимаются бизнесом и зарекомендовали себя — приобрели более сложные детали для станков, начали выпускать продукцию в больших объемах и накопили инвестиционный капитал, — они могут найти смысл в добавлении или переходе на горизонтальную мельницу.”
По мере роста вашего бизнеса вам потребуется больше от оборудования для обработки с ЧПУ.