характеристики и способы создания формы для литья алюминия
В производственных цехах литье алюминия выполняется с помощью автоматических установок.
Машины разных моделей в большом ассортименте представлены в компании «ИМСТЕК».
Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством.
Рис.1. Машина для литья алюминия DC-250V4N
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
Характерные свойства:
• малая плотность;
• высокая электропроводность;
• невысокая температура плавления, около 660°С, с точкой кипения 2500°С.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке:
1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания.
2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется.

4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха.
5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается.
6. Сырье плавится в специальных печах или при помощи горелок.
7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Для работы понадобятся:
• гипсовый или цементный раствор;
• воск, пенопласт или парафин;
• емкость из чугуна или нержавеющей стали;
• печь для разогрева металла бензиновая или газовая горелка;
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.
Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи:
2. Вокруг укладывается и поджигается уголь.
3. Снизу подается воздух, поддерживающий горение.
4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.
Рис.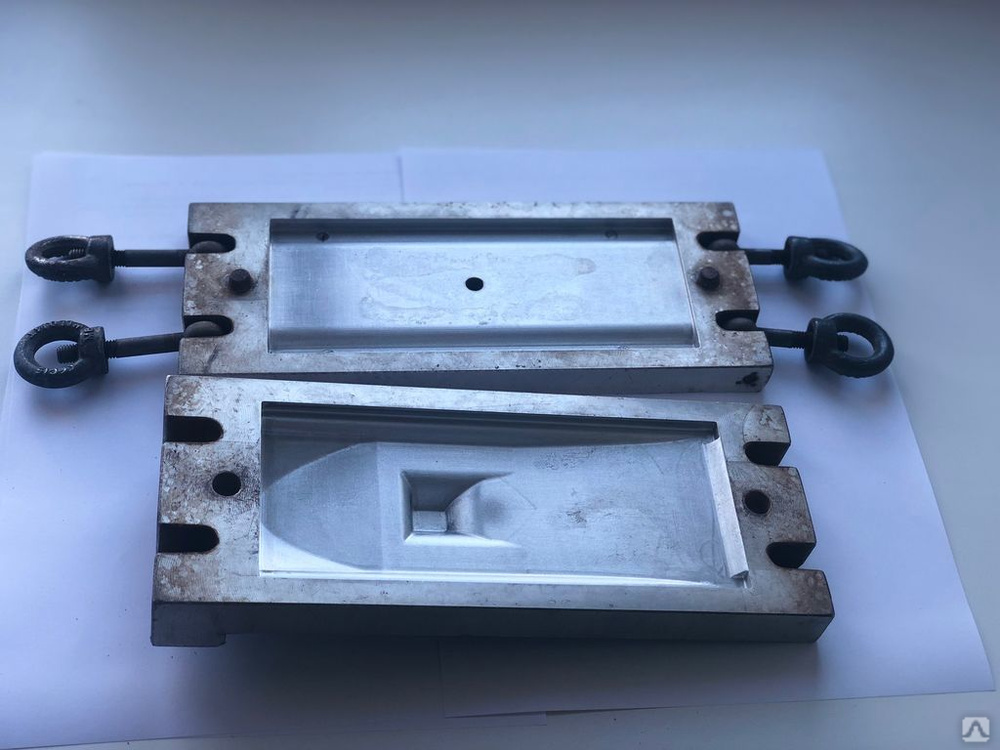 3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.
Рис.4. Устройство для плавки с газовой горелкой
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Гипсовые формы
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.
Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
Типичные ошибки и советы по правильному литью
Литье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов:
1. Важно разогревать расплав до нужной температуры, чтобы обеспечить хорошее растекания по форме и предотвратить образование пустот. Слишком высокая температура расплава также может повлиять на прочность готовых изделий.
3. При заливке металла в формы из гипса, необходимо дождаться полного их высыхания. В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
4. Не допускается закалка раскаленных отливок в холодной воде, так как при резком остывании может возникнуть внутреннее напряжение и усадка металла.
5. При устройстве печи с электрическими нагревательными элементами, необходимо предусмотреть заземление конструкции.

При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях.
Изготовление формы из гипса для литья алюминия. Деталь из SBS Filimintarno
atas80Загрузка
28.05.2017
5636
Вопросы и ответы Уже прошло как 10-15 попыток сделать форму из гипса для отливки детали алюминием.Но каждый раз встает проблема отделения пластика от гипсовой формы.
Пробовал смазывать обильно густым масло автомобильным. пробовал выжигать, вытапливать.
Топил в плавильне для алюминия примерно час при т700С — хоть бы 3% выгорела — неа 🙁
Ничего не помогает.
Форма детали досточно проста. Форму делаю одноразовую.
Какие есть соображения или опыт. Как аккуратно не поломав гипсовую форму достать пластиковую деталь.
Как аккуратно не поломав гипсовую форму достать пластиковую деталь.
Вот деталь.
Ответы на вопросыПопулярные вопросы
Vladimir1324.10.2020
673
Уважаемые коллеги. Суть вопроса следующая: требуется посильная помощь в создании моего первого reprap принтера, а точнее помогите советом, ссылками, ч…
Читать дальше kompotik10. 11.2020
11.2020
391
Привет всем.Деталь техническая, около 25 х 20 х 20 см. В ней будут круглые дыры под металлические детальки (подшипники, ~15мм, и нап…
Читать дальше mlizartЗагрузка
26.05.2018
27783
Часто участникам портала приходится изготавливать зубчатые колеса и шестерни. Но мало кто задается вопросом, в чем их отличие?Недавн.. .
.
Литье алюминия в форму
AlfaMoskЗагрузка
12.01.2018
1804
Вопросы и ответы Привет! кто может подсказать какой пластик для принтера FDM больше подходит для прямого литья алюминия? читал что ПЛА но он осталвяет много пепла, ПВА лучше? Помню была тема месяц назад, найти не могу.Форме не такая сложная, но большая, 20х15х40 см.
Ответы на вопросыПопулярные вопросы
Vladimir13Загрузка
24. 10.2020
10.2020
673
Уважаемые коллеги. Суть вопроса следующая: требуется посильная помощь в создании моего первого reprap принтера, а точнее помогите советом, ссылками, ч…
Читать дальше skonikЗагрузка
29.10.2020
428
Всем привет!Нужен совет как улучшить качество печати последнего, закрывающего слоя. Или даже правильнее сказать — качество печатаемо. ..
..
Загрузка
22.02.2018
15057
Понимаю, что тема 100500 раз обсуждалась, но не удалось нигде найти обобщающей информации, в основном все в одной куче советуется.Пр…
Читать дальшеПресс-форма для литья алюминия | Алюминиевые пресс-формы от компании ГК «Литейное производство»
Этапы производства
Алюминиевые пресс-формы изготавливаются в три этапа. Мы работаем по следующей схеме:
Мы работаем по следующей схеме:
- Проектирование. Создаётся 3D-модель в соответствии с полученным техническим заданием. Является современным процессом визуализации готовых изделий, помогающим получить полное представление о том, как будет выглядеть продукция в металле.
- Отливка. На основании объёмного моделирования изготавливаются формообразующие части форм, а также все вспомогательные детали и комплектующие оснастки. Для изготовления формообразующих частей форм мы используем высокопрочные жаростойкие стали отечественного и импортного производства, устойчивые к механическим и температурным нагрузкам.
- Испытания. После изготовления пресс-формы продукция проходит обязательное тестирование. Для этого делаются пробные отливки, анализ которых помогает устранить дефекты и подкорректировать допуски.
В комплект поставки готового изделия входит пресс-форма в сборе и пакет проектно-технической документации. Дополнительно выдаётся сертификат, подтверждающий качество продукции.
Алюминиевые пресс-формы и их разновидности
1.Пресс-формы для литья алюминия под давлением
Конструктивно состоит из следующих основных элементов:
• Матрица. Это основной формообразующий элемент формы. По варианту исполнения матрицы подразделяются на простые, сложные и комбинированные.
• Обоймы. Предназначен для размещения матрицы и пунсона контура. Для создания внутренних полостей и отверстий используются стержни различной конфигурации.
• Плиты крепления, выталкивания, подкладные плиты
• Толкатели, контртолкатели и крепежные элементы
• Детали системы охлаждения
- Алюминиевые пресс-формы для литья по выплавляемым (ЛВМ) или выжигаемым (ЛГМ) моделям
Как правило представляют из себя две разъемные части формообразующих матриц, изготавливаемых их алюминия марок Д16Т, АД 31 и др. дополняемыми при необходимости боковыми знаками.
Такие формы предназначены для получения восковых моделей для последующих процессов подготовки жаропрочной керамической оболочки.
Сотрудничество с ГК «Литейное производство
Решив заказать пресс-формы для литья алюминия у нас, каждый заказчик может рассчитывать на такие преимущества, как:
- Гибкая ценовая политика – у нас демократичные цены в Москве, действует система выгодных скидок для объёмных заказов и постоянных клиентов;
- Любые формы для отливки цветного металла – работаем с серийными изделиями, выполняем заказы по индивидуальным проектам и техническим условиям;
- Качество – для производства используются только сертифицированные материалы и актуальное программное обеспечение ;
- Ответственность – всегда соблюдаем согласованные с заказчиком сроки;
- Выгодные условия – доставка собственным транспортом или силами компаний-перевозчиков, принимаем любые формы оплаты.
Звоните или оформите заказ через сайт, наши менеджеры ответят и проконсультируют по любым интересующим вопросам!
технология, оборудование, пресс-формы, печь, машина
Способов добиться идеальной формы металла — великое множество. В металлургии наиболее популярным решением для создания различных форм изделий является литье металлов, осуществляемое под давлением.
В металлургии наиболее популярным решением для создания различных форм изделий является литье металлов, осуществляемое под давлением.
Данный способ является актуальным и позволяет производить самые сложные конструкции, которые выполнены из разных видов металла. Процедура литья под максимально высоким давлением обычно применяется в случаях, когда нужно быстро изготовить изделия или деталь, ведь именно этот способ является наиболее надежным и позволяет получать конструкции с идеально ровной поверхностью и точностью исполнения формы.
Процедура литья под давлением: особенности
Процедура литья осуществляется под максимально высоким давлением. Металл очень быстро принимает желаемую форму, при этом деформации исключены. Металл заливается в особые конструкции — ёмкости, называемые пресс-формы для литья алюминия. Конструкции являются высокопрочными и надежными.
Изготовление форм происходит из специальных материалов, устойчивых к воздействию экстремально высоких температур и применяются в основном для промышленных способов получения изделий из металла.
Технология литья металлов под сильным давлением требует обязательного наличия специального оборудования. Сплав металла осуществляется под максимально высоким давлением, оно может варьироваться в пределах от 7 до 700 МПа. При подаче металла в специальную форму деталь быстро приобретает необходимые очертания.
Литье алюминия: особенности процесса
Универсальный металл алюминий используется на предприятиях, выпускающих детали, а также пользуется большой популярностью у мастеров, изготавливающих детали самостоятельно.
В качестве основы для литья применяют алюминий — износоустойчивый металл, который имеет высокие характеристики качества и надежности, а также обладает небольшим весом. Такой металл как алюминий имеет хорошие показатели пластичности, благодаря чему из него можно получать изделия любой формы и размера. Но из-за некоторых особенностей металла, алюминий достаточно сложно поддается процессам обработки.
Процедура выполняется при помощи особых методов и позволяет максимально быстро изготавливать важные детали любого назначения.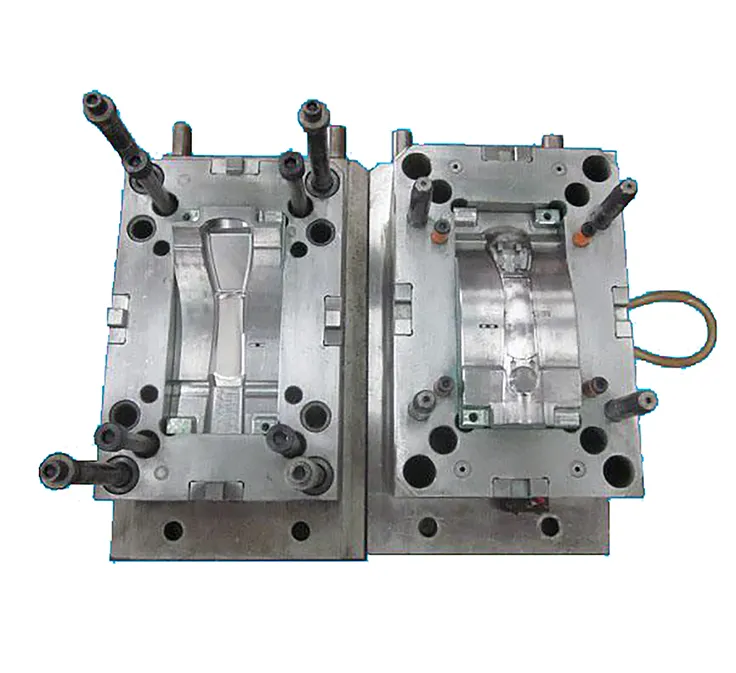 Процедура на предприятии происходит под высоким давлением и при наличии специальных форм. Для данной процедуры потребуется наличие профессионального оборудования, а также соблюдение особой технологии. Технология литья алюминия предполагает использование стандартных форм. Для этого необходимо правильно подготовить состав смеси.
Процедура на предприятии происходит под высоким давлением и при наличии специальных форм. Для данной процедуры потребуется наличие профессионального оборудования, а также соблюдение особой технологии. Технология литья алюминия предполагает использование стандартных форм. Для этого необходимо правильно подготовить состав смеси.
Изготовление качественных деталей из сплавов является профессиональной процедурой. За счёт пластичности и универсальности алюминий может легко принимать различные формы, что позволяет изготавливать детали высокого класса качества.
Ранее при изготовлении любых деталей использовали удобные формы, выполненные из универсального гипса, а также конструкции, помещаемые непосредственно в землю. Современная процедура изготовления алюминия происходит с использованием специализированных профессиональных пресс-форм и станков, позволяя выплавлять различные детали под давлением в любых количествах.
Особенности процедуры литья алюминия в производственном процессе
На крупных предприятиях, занимающихся выплавкой деталей и изделий широкого назначения, практикуется процедура литья под максимальным давлением. При данной процедуре отсутствует процесс усадки, за счет чего изготовление деталей происходит на более профессиональном уровне. На предприятиях предусмотрено специальное оборудование для литья алюминия, а также профессиональные установки.
При данной процедуре отсутствует процесс усадки, за счет чего изготовление деталей происходит на более профессиональном уровне. На предприятиях предусмотрено специальное оборудование для литья алюминия, а также профессиональные установки.
Технологическая составляющая процедуры литья алюминия на производстве представляет собой достаточно сложный процесс, который без профессиональных умений осуществить достаточно проблематично.
При помощи специализированного оборудования можно создавать высокое давление, реализуемое за счёт использования специального поршня, который функционирует при помощи быстрого движения воздуха. При осуществлении процедуры применяется специальная эмульсия в сочетании с профессиональным маслом, которое значительно ускоряют работу поршневой системы.
Металл, разогреваемый до температуры максимального плавления, поступает в подготовленную пресс-форму под давлением и заполняет ее до краев. При производственном процессе литья гарантирована высокая точность формы любых изделий и полностью отсутствует брак.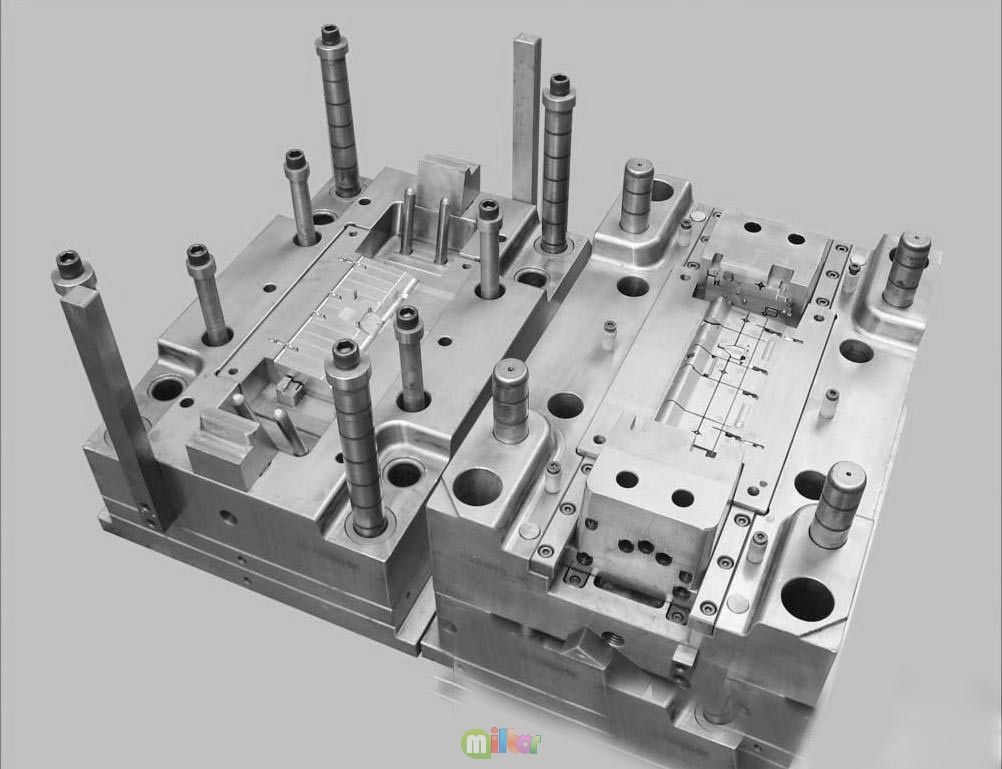
Точные технологии производственного литья важно использовать при изготовлении деталей, которые используются в авиастроении. Применение в производстве специализированных пресс-форм позволит применять расплавленную смесь даже самых высоких температур.
Профессиональное оборудование для качественного литья высокоточных алюминиевых деталей
Чтобы получить качественные изделия, имеющие точную форму, необходимо приобрести оборудование для профессионального литья алюминия, а также спецмашины для правильного осуществления важной процедуры. При грамотном осуществлении процедуры литье деталей из алюминия используются высокопрочные профессиональные пресс-формы.
Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая
температура плавления алюминия. Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры
отлив алюминия нужной формы.
Особенности прессформы:
Форма должна содержать в конструкции дополнительные механизмы, позволяющие быстро извлекать готовые изделия, имеющие высокие температуры. В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.
В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.
Преимущества оборудования для профессионального изготовления форм:
- С помощью стандартных шаблонных форм можно легко придавать любым изделиям идеально ровную поверхность;
- Выплавляемым материалам можно придавать любую геометрическую конфигурацию;
- специально разработанные механизмы позволяют без особых усилий доставать отлитые металлические изделия из форм.
В процессе качественного литья любых алюминиевых деталей и изделий используют специализированные литейные машины, а также дополнительные приспособления. При этом спецмашины могут традиционно оснащаться холодной и горячей камерой, при помощи которых реализуется основной процесс образования, а также прессования необходимой формы изделия.
Специальные горячие камеры, предназначенные для качественного и быстрого плавления любых видов металла, применяются в основном для профессионального производства сложных сплавов, основу которых составляет высокопрочный цинк.
Преимущества литья при помощи спецоборудования
- Отлив алюминия происходит под требуемым давлением. Максимальное давление в установке достигается при помощи воздуха или действия поршня. Под воздействием необходимого уровня давления формовочная смесь для литья алюминия вытесняется в специальные внутренние формы, которые заранее подготовлены.
- Профессиональные машины, в которых используется только холодное давление, в основном используют для качественной отливки изделий с применением специально разработанных медных сплавов.
Основную смесь для литья направляют в специальную поверхность формы. Процедура происходит под высоким давлением, за счет которого удается создавать заданную форму. При этом получаемое изделие не требует дополнительной обработки, и дополнительная
полировка алюминия не потребуется.
Производственные машины для литья алюминия под давлением могут использоваться для отдельных видов форм. При этом спецмашины, предназначенные для профессиональной процедуры литье алюминия под давлением, могут иметь разные модели, в зависимости от главных параметров работы.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
Самое читаемое:
Художественное литье изделий из бронзы как бизнес.
Технология изготовления объемных световых букв.
Как выполнить домашнее литье пластика своими руками?
Особенности производства профессиональных форм в домашних условиях
Применение специальных машин для процедуры литья и изготовления алюминия своими руками нецелесообразно не только в экономическом плане, но также и в виду сложности высокоточной технологии. Также спецоборудование, работающее под определенным уровнем давления, имеет слишком крупные габариты и не подходит для домашнего применения.
Как расплавить алюминий в домашних условиях?
Существует необычный метод изготовления формы, называемый «литье в землю». Процедура позволяет получать детали непосредственно в «домашних» условиях. С помощью удобного метода можно осуществлять литье алюминия в домашних условиях. Качественные формы можно сконструировать из высокопрочного цемента. Также используют гипсовые модели форм, которым легко можно придавать любую заданную форму. При помощи высокоточных форм можно смело осуществлять литье алюминия на заказ.
Процедура позволяет получать детали непосредственно в «домашних» условиях. С помощью удобного метода можно осуществлять литье алюминия в домашних условиях. Качественные формы можно сконструировать из высокопрочного цемента. Также используют гипсовые модели форм, которым легко можно придавать любую заданную форму. При помощи высокоточных форм можно смело осуществлять литье алюминия на заказ.
Стоит отметить, что самым важным показателем правильно организованного процесса литья в непроизводственных условиях является степень усадки металла. Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска. При этом формы, предназначенные непосредственно для литья алюминия, важно предварительно обрабатывать и наносить специальное масло. После изготовления необходимой детали проводят процедуру чернение алюминия, которая производится при помощи специального раствора.
Технология литья алюминия в домашних условиях: порядок основных действий
- Предварительно необходимо тщательно подготовить форму.
 Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.
Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали. - Необходимо контролировать степень усадки, поскольку именно от этого будет зависеть качество процедуры плавка алюминия в домашних условиях.
- Для того чтобы усадка была минимальна, необходимо непосредственно на форме выполнить из глины специальный кант небольших размеров.
- Для правильного осуществления процедуры
следует использовать качественную стальную емкость, а также печь для литья алюминия. Также необходимо купить алюминий для литья в требуемом количестве, обращая внимание на его качество.
 Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.
Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.При правильной организации процесса процедура формовочное литье алюминия своими руками не займет много времени, при этом качество получаемых деталей будет выполнено на высоком уровне. Главное в процедуре литья алюминия в домашних и производственных условиях — грамотное соблюдение технологии, которая гарантирует высокое качество получения идеальной поверхности будущей детали.
Из чего делать форму для литья алюминия
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак.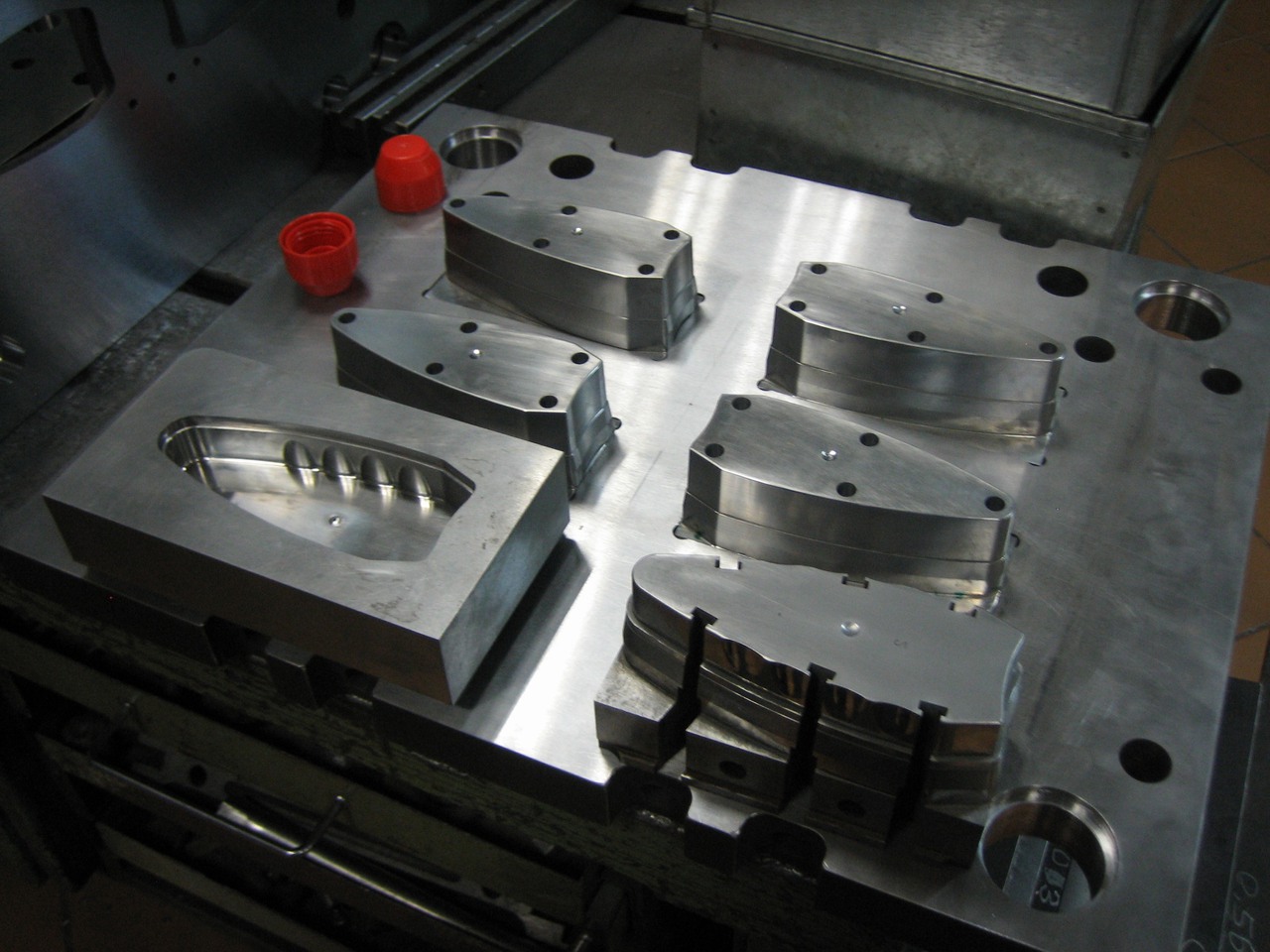 Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Смотрите также
Комментарии 58
Хмм интересно стало отлить заготовку для Ступичной проставки
литьё по выжигаемым моделям) молодца) так можно любую форму из пенопласта вырезать и заливать)
Отлично получилось. Взял на заметку.
Ахренеть, такие ровные! — Думал херня получится… Класс
Просто, доходчиво и здорово!
я так и не понял прикола
Отлично, но вонище наверное не выносимая.Надо противогаз обязательно.
отлично! взял на вооружение!
Круто. Я не думал, что получится так аккуратно просто в песке, без его укрепления силикатным клеем.
Хорошо видео запах не передает)))
Круто сваял!
Молодец! Очень познавательно.
Добротно. Побольше бы таких постов.
я на работе кокиль делаю))) ну у нас конечно другие задачи
нет, для газовой промышленности. краны шаровые например из алюминия льют у нас, а я для них на чпу кокили фрезерую
Супер! Через какое время деталь оставыет? Через сколько её можно обрабатывать?
Твердая стает практически через секунд 15, потом в холодную воду и обрабатывать уже можно
Спасибо.А то вчера тоже был пост про литьё алюминия и написал что давал остывать металлу 3 дня.
вроде там писалось что песок застывал 3 дня
Возможно, я не сохранил ту запись.
Песок сох три дня !
ЛГМка, знакомо, лучше пенополистирол брать экструзионный, он как ни странно лучше сгорает и отливка получается более точная. Еще можно вакумник поставить и опоку сварить, и модель антипригаром краскануть )))
есть в ютубе видео , заливают в муравейник и там все получается.причем на глубину в пол метра почти.
По шее надавать таким литейщикам, чтобы природу не губили.
Там вроде говорилось, что это брошенный муравейник
Литье по газифицируемым моделям. У китайцев популярно. Можно получать точность до 3 класса (если память не изменяет).
А если нужна будет более сложная форма детали, данный способ можно будет использовать?
сложные не получатся, так как там форму нужно прогревать, а тут прогреть не получится
Литье по выплавляемым моделям.
А сложные заготовки можно получать или только так?
сложные не получатся, так как там форму нужно прогревать, а тут прогреть не получится
Литье по выплавляемым моделям.
А сложные заготовки можно получать или только так?
тоже стало интересно
Литье по выплавляемым моделям.
А сложные заготовки можно получать или только так?
А, пенопласт, да, выжигание идет.
ииии для чего сиё творение)
Я делал форму для рыболовных грузил
понятно круто ) я в детстве так свинец из акумов. заливал в песок)
супер точно отмерили количество заливаемого алюминия!
как? )
может ни топили такие же бруски+ взяли немного запас?)
супер точно отмерили количество заливаемого алюминия!
как? )
Мастер работает в бурках! Хорошая обувь, у нас о таких никто не знает!
А для чего можно использовать эти бруски?
Я делал форму для рыболовных грузил
Понятно. Ухо( нижнее) для крюка на тигле по-моему лучше должно быть сзади, а не сбоку. Вместо песка — цемент с отработкой, Изделия будут чище, правда вонища будет страшная.
ухо уже переварил, а в цемент с отработкой тоже лил, запах жженого пенопласта настолько ядовит, что отработка курит нервно в стороне
С вонью не шути — оч. опасная для здоровья. Причём имеет накопительный эффект. Т.е. сначала ни чего, а потом — поздняк метаться. Заливное отверстие не должно одновременно выполнять роль выпора. Много детальков надо соединять в ёлку.
Понятно. Ухо( нижнее) для крюка на тигле по-моему лучше должно быть сзади, а не сбоку. Вместо песка — цемент с отработкой, Изделия будут чище, правда вонища будет страшная.
вообще проще и удобнее мне кажется использовать влажный песок с глиной.
можно довольно сложные конструкции лить
Можно, но ни о каком качестве в этом случае можно не думать. Короче полная порнуха будет.
А для чего можно использовать эти бруски?
можно например потом на фрезерном сделать нужные радиаторы для охлаждения транзисторов, диодов, светодиодов…Много чего еще.
Всё это можно сделать одним литьём, с минимальной обработкой. Нормальные формы, ручная центрифуга или вакуумный насос и все дела.
Наверно можно.Мне пока об этом рано говорить. алюминий дома ни разу еще не плавил ((((
Когда мы слышим «литейное производство» это всегда ассоциируется с чем- то очень сложным, доступным только профессионалам. Но сегодня мы развеем этот миф и сами отольем деталь из алюминия. Это сможет сделать абсолютно каждый, не имея профессионального образования. Да, конечно есть в этом деле свои тонкости, как правило, они связаны с характеристиками металла, с которым нужно работать. Также алюминий можно паять без аргона.
Технические особенности алюминия
Алюминий считается одним из самых популярных металлов. С ним очень удобно работать, температура плавления 658 градусов. Обладает отличной тепло и электропроводностью, устойчив к коррозии.
Сегодня мы будем отливать крышку для водяного насоса машины.
- Песок.
- Алюминий.
- Гипс.
- Пластилин.
- Силиконовая смазка.
- Стальная проволока.
- Конструктор lego или любой детский конструктор.
Необходимые инструменты для работы:
- Токарный станок.
- Шуруповерт.
- Муфельная печь.
- Сверло.
- Пассатижи.
- Гравер дремель.
Этап первый
Сломанный насос делим на две секции с помощью пластилина. Для этого нам понадобятся перегородки из пластилина, они используются для разделения патрубков на две части. Лишний пластилин на стыке детали убираем ножиком.
Форма, которую мы будет делать, состоит из трех секций. Прежде чем заполнить первую секцию смесью, смажем ее разделителем. Разделитель можно сделать из подсолнечного масла и стеарина. Теперь переходим к конструктору. Все пустые места в конструкторе залепим пластилином.
Перегородки из пластилина на насосе прикрепим к бортикам конструктора. Необходимо, чтобы конструкция была герметична, иначе смесь может вытечь за пределы конструктора. В таком случае придется все начинать сначала.
Готовим саму смесь. Размешиваем в емкости гипс и песок в пропорции 1:1. Песок можно использовать речной или кварцевый, оба варианта подойдут. Гипс мы взяли марки Г- 16, это обычный художественный гипс для скульптур. Добавляем воду до тех пор, пока не получится довольно густая текущая смесь, напоминающая нежирную сметану. Первую секцию конструкции зальем смесью, постучим по бортикам конструктора, для равномерного распределения смеси и подождем затвердевания.
Прежде чем начать заливать вторую секцию, необходимо убрать пластилиновую перегородку. Теперь патрубки насоса разделим перегородками. Не забудем смазать разделителем деталь и перегородки.
Зальем следующую вторую секцию смесью, также постучим по стенкам конструктора, для равномерного распределения. Разберем опалубку из конструктора. В получившемся изделии сделаем пару отверстий, с помощью сверла 10 миллиметров. Это своеобразные замки, не дающие сместиться секции номер три относительно первой и второй.
Соединим две получившиеся формы, вставим заготовку. Восстановим опалубку из конструктора. В данном вопросе конструктор незаменимая вещь, из него можно создать любую форму. Смажем разделителем форму. Прибавим сверху один ряд конструктора. Это будет заготовка для третьей секции.
Все мы закончили с заливкой формы. Теперь необходимо очень аккуратно разобрать конструкцию.
Соберем снова первую и вторую секцию и отметим место для литья. Для этого нужно просверлить отверстие диаметром 15 миллиметров. Этого будет достаточно.
Теперь нужно собрать все три формы вместе и скрепить их проволокой.
Второй этап
Обжиг заготовки в муфельной печи. Устанавливаем режим обжига в 350 градусов, необходимо 5 или 6 часов для обжига. По прошествии шести часов вынимаем форму из печи. В данном случае охлаждение не требуется. В печь отправляем плавиться алюминий. Алюминий используется марки АЛ- 9. Это самая подходящая марка алюминия, отлично подходит для отливки изделий. Дно ведра наполняем песком и ставим туда горячую форму. На отверстие для литья устанавливаем литник. Его можно изготовить из песка и жидкого стекла. Заполним ведро песком до границы с литником. В данном случае хорошо подойдет крупный песок, в нем не образуется конденсат, в отличие от мелкого песка. Можно приступать к литью. Все подготовительные этапы выполнены. Не забудьте убрать оксидную пленку перед началом процесса. Часть литника посередине нужно прогреть горелкой. Так металл лучше усядется.
Пришло время разбить конструкцию.
Как мы видим, форма отлично пролилась. Конечно, есть следы от стыков, но это не проблема, их легко можно убрать с помощью дремеля. Литник можно убрать, готовимся к токарной обработке изделия.
Третий этап
В патрубках нужно просверлить отверстия и нарезать резьбу.
Теперь осталось только зачистить следы от стыков. Для этого мы используем дремель и фрезы для металла.
Если нужно снять много слоев металла, то лучше использовать эмульсию. В таком случае пыль и стружка не будут разлетаться по всему помещению. Высверлим отверстия для крепежа в крышке насоса.
Наша заготовка полностью готова. Изделия получились практически неотличимы друг от друга. Только наша деталь сделана из алюминия и прослужит хозяину долгую службу. Этот способ литья довольно простой и им может воспользоваться практически каждый. Надеюсь вам помогла данная инструкция, удачи в начинаниях.
Алюминиевая форма для литья под давлением
Алюминиевая форма для литья под давлением
Форма для литья под давлением — это инструмент для литья металлических деталей, инструмент для выполнения процесса литья под давлением на специальной машине для литья под давлением. Основной процесс литья под давлением заключается в следующем: расплавленный металл сначала заливается в полость формы с низкой или высокой скоростью, и форма имеет подвижную поверхность полости, которая прессуется и выковывается в процессе охлаждения формы. расплавленный металл, тем самым исключив усадку заготовки.Незакрепленные дефекты также приводят к тому, что внутренняя структура заготовки достигает кованого сломанного зерна. Значительно улучшены общие механические свойства заготовки.
Алюминиевая форма для литья под давлением
Материалы для литья под давлением, машины для литья под давлением и формы — три основных элемента производства литья под давлением, и они незаменимы. Так называемый процесс литья под давлением заключается в органическом объединении этих трех элементов, чтобы обеспечить стабильное, ритмичное и эффективное производство квалифицированных отливок с хорошим внешним видом, хорошим внутренним качеством, размерами, соответствующими чертежам или соглашениям, и даже высококачественными отливками. .
Сплавы, используемые при литье под давлением, в основном представляют собой сплавы цветных металлов, а черные металлы (сталь, чугун и т. Д.) Используются реже из-за таких проблем, как материалы форм. Среди деталей для литья под давлением из цветных сплавов широко используется алюминиевый сплав, на втором месте — цинковый сплав. Ниже приводится краткое введение в случай литья под давлением цветных металлов.
(1) Классификация литья под давлением цветных сплавов, усадка, усадка, усадка, усадка, свободная усадка, свинцовый сплав –– 0,2-0,3%, 0.3-0,4%, 0,4-0,5%, легкоплавкий сплав, сплав олова, сплав цинка ——– 0,3-0,4% 0,4-0,6% 0,6-0,8% Алюминий-кремний – 0,3-0,5% 0,5-0,7% 0,7-0,9 % Литой под давлением сплав цветных металлов, алюминиевый сплав медь-медь-магний — 0,5-0,7% 0,7-0,9% 0,9-1,1% Сплав с высокой температурой плавления, магниевый сплав на основе алюминия и цинка ———- 0,5-0,7% 0,7-0,9 % 0,9-1,1% медного сплава
(2) Рекомендуемая температура литья для различных сплавов для литья под давлением Тип сплава Средняя толщина стенок отливок ≤ 3 мм Средняя толщина стенок отливок> 3 мм Простая структура Сложная структура Простая структура Сложная
Алюминиевый сплав Алюминиевый кремний 610- 650 ° C 640-680 ° C 600-620 ° C 610-650 ° C
Алюминий и медь 630-660 ° C 660-700 ° C 600-640 ° C 630-660 ° C
Алюминий-магний 640-680 ° C 660-700 ° C 640-670 ° C 650-690 ° C
Алюминий-цинковая система 590-620 ° C 620-660 ° C 580-620 ° C 600-650 ° C
Цинковый сплав 420-440 ° C 430- 450 ° C 400-420 ° C 420-440 ° C
Магниевый сплав 640-680 ° C 660-700 ° C 640-670 ° C 650-690 ° C
Медный сплав Обычная латунь 910-930 ° C 94 0-980 ° C 900-930 ° C 900-950 ° C
Кремниевая латунь 900-920 ° C 930-970 ° C 910-940 ° C 910-940 ° C
* Примечание: 1 Температура литья обычно измеряется температура расплавленного металла в раздаточной печи.
2 Температура литья цинкового сплава не должна превышать 450 ° C, чтобы избежать образования крупных зерен.
Появляются различные новые технологии обработки поверхности форм для литья под давлением, но в целом их можно разделить на следующие три категории:
(1) Улучшенные методы для традиционных процессов термообработки;
(2) Технология модификации поверхности, включая поверхностную термодиффузионную обработку, упрочнение поверхности с фазовым превращением и технологию электроискрового упрочнения;
(3) Технология нанесения покрытий, в том числе химическое нанесение.
Пресс-формы для литья под давлением представляют собой большой класс пресс-форм. С быстрым развитием автомобильной и мотоциклетной промышленности в Китае отрасль литья под давлением открыла новую эру развития. В то же время он также выдвигает более высокие требования к комплексным механическим свойствам и сроку службы форм для литья под давлением. Луо Байхуэй, генеральный секретарь Международной ассоциации моделей, считает, что все еще трудно удовлетворить постоянно растущие требования к эксплуатационным характеристикам, полагаясь только на новые материалы для форм.Различные методы обработки поверхности mu
Самая выгодная форма для литья алюминия — выгодные предложения на формы для литья алюминия от мировых продавцов форм для литья алюминия
Отличные новости !!! Вы находитесь в нужном месте для форм для литья алюминия. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая форма для литья алюминия в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели алюминиевую литейную форму на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в форме для литья алюминия и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести формы для литья алюминия по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Обзоры на формы для литья алюминия— интернет-магазины и обзоры на формы для литья алюминия на AliExpress
Отличные новости !!! Вы находитесь в нужном месте для литейных форм для алюминия.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая форма для литья алюминия в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили алюминиевую литейную форму на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в литьевой форме для алюминия и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести aluminium cast mold по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Castings Aluminium Company предоставляет и производит формы для литья под давлением и оснастку для литья под давлением или оснастку для литья алюминия под давлением, изготовленную из легированных инструментальных сталей, по крайней мере, в двух секциях, неподвижной половине матрицы или половине крышки и эжекторе. половину штампа, чтобы можно было удалить отливки под давлением.Современные формы и матрицы для литья под давлением также могут иметь подвижные ползуны, стержни или другие секции для изготовления отверстий, резьб и других деталей. желаемые формы в отливке. Дробильные отверстия в неподвижной половине матрицы позволяют расплавленному металлическому алюминию попасть в матрицу и заполнить полость. Половина выталкивателя обычно содержит направляющие (проходы) и ворота (впускные отверстия), которые направляют расплавленный металл в полость. Плашки также включают стопорные штифты для фиксации двух половинок, Выталкивающие штифты для снятия литой алюминиевой детали и отверстия для охлаждающей и смазочной жидкости. Когда машина для литья алюминия под давлением закрывается, две половины матрицы блокируются и зажимаются вместе под действием гидравлического давления машины. Поверхность, где стыковка выталкивателя и неподвижных половин матрицы и зажима называется «линией разъема матрицы». Общая площадь проектируемой поверхности отливаемой детали, измеряется на линии разъема штампа, а давление, необходимое машине для впрыска металла в полость штампа, определяет силу зажима станка. Формы для литья под давлением и инструменты для литья под давлением также известны как штампы для литья под давлением, основания пресс-форм для литья под давлением со вставными штампами.Юнитные штампы — еще один распространенный тип оснастки для литья под давлением. Инструменты для литья алюминия под давлением также бывают разных размеров, форм и стилей. Инструмент для литья под давлением поставляется с одной полостью или инструмент с множеством полостей, а также семейные матрицы. Цена на пресс-форму или инструмент для литья под давлением также варьируется, как и на штампы для литья под давлением и вставки для литья под давлением. Формы для литья под давлением и плашки для литья под давлениемИнструмент для литья под давлением алюминия .Для алюминиевых деталей иногда требуется инструмент для литья под давлением. После изготовления детали для литья под давлением с использованием оснастки в На литейной машине инструмент для обрезки литья под давлением, называемый «штамп для литья под давлением» , используется для резки или обрезки лишнего алюминия, окружающего детали. Матрицы для литья под давлением могут сэкономить до 15% затрат на детали за счет ускорения процесса производства деталей. Плашки для литья под давлением, вырезанные или срезать лишний металл с литых под давлением деталей. Матрица для обрезки сидит или установлена в пресс для обрезки, который гидравлически заставляет две половины обрезной матрицы вместе, чтобы перевесить материал под давлением в несколько тонн. |
|
Литье под давлением алюминия Китай | Литье под давлением магния и цинка
Литье под давлением магния | Литье под давлением магния Китай
Компания была основана в начале 80-х годов. Magnesium Die Casting — это небольшая китайская компания по литью под давлением , которая постоянно расширяется благодаря своей приверженности двойным идеалам высоких стандартов количества в сочетании с техническими инновациями.
Мы специализируемся на литье под давлением алюминия , литье под давлением цинка и отливке под давлением из магния по всему миру.
Тесные связи с крупными международными поставщиками магниевых сплавов и оборудования для литья под давлением.Компания придерживается политики постоянного совершенствования продукции, что привело к участию в программе исследований технологии литья с несколькими университетами Великобритании. На сегодняшний день результатом этой политики стала разработка запатентованной системы «гусиная шея». Последние достижения включают участие в предоставлении технологий крупным компаниям по производству обсадных труб и производителям машин для литья под давлением. Мы с нетерпением ждем возможности сотрудничать с вами.
Все отливки производятся на машинах для литья под давлением с горячей камерой в диапазоне размеров от 100 тонн до 700 тонн с использованием инструментов, специально разработанных для производства магния.В большинстве случаев также возможно преобразовать цинковые и алюминиевые штампы для производства отливок из магниевого сплава из них. Дополнительное преимущество системы dry goosenec
k, установленной на всех машинах, позволяет быстро переходить на использование различных марок магниевого сплава. Каждая машина имеет собственную плавильную печь, которая сводит количество расплавленного металла к минимуму. Затем отливки обрезаются для удаления полозьев и подступенков перед вибрационным удалением заусенцев.
Для получения дополнительной информации свяжитесь с нами по телефону или электронной почте.
Вот несколько примеров продукции, поставляемой по требованиям заказчика:
Литье из магниевого сплава .
Литье алюминия под давлением
Литье алюминия под давлением | Литье алюминия Китай
Цинк Литье под давлением
Оборудование для литья под давлением
Управление с помощью ПЛК
Управление процессом
Робототехника
Мы можем проектировать и производить оборудование и продукты для удовлетворения конкретных потребностей клиентов.Свяжитесь с нами, если у вас возникнут потребности, и мы будем работать с вами над конкретными проектами, если это необходимо.
История компании:
Обладая более чем 25-летним опытом производства отливок из магниевого сплава, литья алюминия под давлением и цинка , литье под давлением в соответствии со спецификациями заказчика, включая конструкцию инструмента. Проектирование и создание систем горячего конца, включающих нашу систему «гусиная шея». В последнее время мы занимаемся другими требованиями к литью, включая поставку средств управления технологическим процессом, модернизацию машин, системы безопасности и робототехнику. Все они разработаны с учетом конкретных требований клиентов.
Оптимизация и автоматизация, чтобы конкурировать во всем мире
Цели нашей компании:
Производство качественного литья под давлением из магния, цинка и алюминия высочайшего качества с использованием процесса литья под давлением в горячей камере с сухой гусиной шейкой , который предлагает преимущество в значительном снижении улавливания примесей, а также за счет использования систем нагрева фильеры для поддержания температуры фильеры, уменьшения количества отходов при запуске до минимума и улучшения стабильности размеров.
Литье под давлением цинка —
Литье под давлением цинка | Цинковое литье под давлением Китай
Цинковое литье под давлением — самый эффективный процесс для массового производства прецизионного цинкового литья, может производить высокоточные допуски и быстрое массовое производство, но вначале затраты на инструмент очень высоки. профессиональная фабрика Китая для литья под давлением цинка. Она была основана в 1999 году.
Если вы ищете литье под давлением любого типа для вашего бизнеса, вам следует учитывать потребность в компонентах производственных деталей не менее 1000 штук.конечно, это зависит от размера и веса детали. Все допуски также зависят от размера и сложности детали; однако обычно допускаются отклонения ± 0,002. Циклы литья под давлением в горячей камере варьируются от примерно 150 деталей в час для крупных компонентов до более 2000 деталей в час для мелких.
Если вас интересуют наши изделия для литья алюминия под давлением, свяжитесь с нами!
Основная конкурентоспособность нашей компании заключается в ее высокоточной оснастке для литья под давлением, вторичной механической обработке, использовании материалов для литья под давлением и автоматизации производственного оборудования.Судя по классификации ее продуктов, все они связаны со многими высокотехнологичными приложениями, включая прецизионные формы для литья под давлением, 2-ю механическую обработку, исследования и разработки материалов и технологий для литья под давлением, а также автоматизацию производственного оборудования.