технология создания красивого кованого художественного орнамента
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Виды художественной ковки металла
Для проведения художественной ковки обязательно учитывается материал детали. От этого зависит вид ковки, которая бывает:
- Горячая.
- Холодная.
Горячий метод
Элементы художественной ковки, имеющие сложный орнамент, требуют предварительного нагрева материала, чтобы получить определённый уровень пластичности.
Низкоуглеродистые стали нагреваются до температуры 1000—1150 градусов. Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре. Обычно она находится в диапазоне 800—900 градусов.
Особенности холодной ковки
Элементы холодной ковки, купить которые можно в специализированных магазинах, изготавливаются несколькими способами:
- Операция выполняется без нагрева, на холодную.
- Деталь нагревается до 200—250 градусов.
Основным преимуществом деталей, полученных холодной ковкой, считается высокая точность готового изделия. На поверхности таких кованых деталей отсутствует окалина. Холодная ковка даёт возможность изготавливать рельефные элементы, используя листовые заготовки. Такая методика применяется для обработки цветных металлов.
Чтобы получить художественную композицию, готовые элементы необходимо соединить. При обычной сварке получается некрасивый вид, шов имеет пониженную прочность, детали приходится зачищать. Профессионалы пользуются для соединения деталей кузнечной сваркой.
Готовые элементы нагреваются до температуры 650—700 градусов, при которой металл становится пластичным. Затем орнамент обжимают во время сборки.
Преимущества ковочной обработки
Ковкапром занимается выпуском и продажей художественных элементов во многих городах России. Их кованые элементы имеют самое разное направление.
- Каждая деталь считается уникальным и неповторимым творением. Любой элемент отличается своей индивидуальностью.
- Красивый внешний вид.
- Кованые детали покрываются особым антикоррозийным составом, поэтому эти элементы могут эксплуатироваться не один десяток лет.
- Благодаря твёрдости металла такие изделия всегда отличаются высокой прочностью.
- Детали прекрасно сочетаются с различными отделочными и строительными материалами. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Разновидности узоров
Из объёмного металлопроката кузнецы создают различные рисунки, в которые входит несколько составляющих:
- Спираль. Диаметр спирали иногда уменьшается книзу и меняет своё направление на противоположное. Получается очень оригинальный узор, в котором направление спирали регулируется художественным замыслом.
- Двухрядная спираль. Средняя часть имеет самый большой диаметр. Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
- Волюта. Узор имеет форму завитка, располагающегося в разных направлениях. Волюта бывает однонаправленной вогнутости, при этом завитки имеют одну ось сгиба. Когда завитки находятся с двух сторон от центра заготовки, говорят о разнонаправленной волюте.
- Крутень. Для формирования такого орнамента часть стержня закручивается вокруг оси. Закручивание всегда происходит в одну сторону, так как находясь в пластичном состоянии, при закручивании в разные стороны пруток может разрушиться.
- Навершие. Этими деталями украшают оконные решётки, а также различные ограждения. Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
Из листового металлопроката изготавливаются дополнительные детали художественной ковки. К ним относятся:
- Пространственные спирали. Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
- Плоский завиток. Элемент аналогичный объёмному, только для изготовления используется металлическая полоса.
- Чеканка. Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
- Кернение. В лист вдавливается специальный штамп. Таким способом можно изготавливать вензель, придавать изображению объёмный вид, а также формовать надпись.
- Оголовки. Из полосы сворачивается чашеобразную ёмкость. Может иметь несколько форм в зависимости от создаваемого рисунка.
Используя комбинации таких художественных орнаментов, можно создать очень красивые кузнечные композиции, отличающиеся своей оригинальностью и неповторимостью.
столы, заборы, калитки и другие; подробности и справочная информация
На данной странице вы найдете сведения по теме “элементы холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.

Кованый дубовый лист. Фото Сибирская Торговая Компания
Технология холодной ковки обладает более высокой производительностью, чем традиционный метод горячей обработки металла. Посредством холодного метода производятся различные элементы, отличающиеся точностью формы и отсутствием окалины. При соединении деталей в единую композицию возможно получать изделия разных форм и видов. Наиболее распространенные элементы представлены и проанализированы в данном разделе.
Оборудование
Холодная ковка представляет собой штамповку металлических деталей, выполняющуюся посредством гибки и опрессовывания. Деформация заготовок выполняется с помощью оснащения, которое отличается определенным уровнем автоматизации, способом управления, стоимостью. Весь спектр оборудования целесообразно разделить на четыре группы:

Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Некоторые категории оснащения возможно собрать самостоятельно. В данному оборудования относятся электрические и ручные станки холодной ковки, наиболее популярны самодельные улитка, гнутик, глобус, фонарик; а также инструменты, в частности кондукторы, и прочие приспособления.
В случаях, когда у исполнителя нет свободного времени для изготовления оборудования своими руками, следует приобрести станки заводской сборки. Среди устройств с ручным типом управления особенной популярностью пользуется улитка.
Изделия: стол, калитки, заборы и другие изделия
Технология холодной ковки отлично подходит для производства крупногабаритных конструкций и изделий: заборы, калитки, ворота, козырьки и навесы, ограждения и так далее.

Прозрачный забор, холодная ковка. Фото Интеграл
Использование данного метода позволяет экономить время и реализовывать масштабные проекты в короткие сроки.

Холодная ковка и сварка
Элементы
Холодная ковка является технологией, хорошо подходящей для массового выпуска аналогичных по дизайну и конфигурации элементов. Нередко для изготовления какого-либо большого изделия или конструкции мастеру требуется значительное количество одинаковых деталей. Именно для таких и подобных случаев технология холодной ковки является наилучшим вариантом обработки металла.
Кроме этого, штамповка элементов позволяет предлагать клиентам продукцию по низкой стоимости. В результате исполнители, обладающие навыками сварщика, имеют возможность самостоятельно собрать необходимое изделие из понравившихся элементов. Какие именно детали пользуются наибольшей популярностью рассказано далее.
Цветы
Кованые цветы разных видов: розы, лилии, гвоздики и прочие – находят широкое применение при создании декоративных букетов в вазах и корзинах, изготовлении картин и панно, дополнении ограждений и перил, предметов мебели и не только.

Распространенным решением является украшение цветочниц коваными элементами данного вида. Подобный прием позволяет создать композицию, в которой великолепно гармонируют живые и металлические растения.
Листья
Кованые цветы нередко дополняют другими элементами растительной тематики: веточки, побеги и конечно же листья, многообразие видов которых поражает воображение. Популярными типами элементов являются листья винограда, дуба, аканта, розы.

Кованый лист малый. Фото Арабеска
Парные (левые и правые) детали позволяют собирать зеркальные композиции, обладающие интересным дизайном. Листья придают изделиям: мостики, беседки, оконные решетки, арки, вывески, ограждения и прочие – натуральность и свежесть.
Завитки
Кованые завитки представляют декоративные элементы спиралевидной формы с кружком, который мастера нередко называют «глазком», в центре. Завитки является универсальным элементом, поэтому используются при изготовлении разнообразных изделий.

Кованые завитки S-образной формы. Фото ЕвроСервис
С помощью легких и воздушных завитков возможно создавать ажурные и замысловатые рисунки. Завитки имеют несколько конфигураций: в форме букв S и С, симметричные и асимметричные, запятые.
Корзинки, корзины (фонарики)
Кованые корзинки (шишки) представляют собой объемные ажурные элементы, придающие изделиям эстетичность и легкость. Необычный дизайн и красота деталей привлекает взгляд. Элементы имеют сферическую или эллипсоидную форму, достигающуюся посредством сварки нескольких скрученных прутков у основания.

Количество прутков варьируется, что позволяет производить корзинки разной пышности. Чаще всего элементы являются частью балясин перил, ограждений, невысоких ворот и заборов, а также калиток.
Балясины
Балясины или столбики – элементы, которые используются в качестве заполнения перил, заборов, ворот, т.е. обеспечивают безопасность эксплуатации. Кованые балясины имеют различные формы, что позволяет выполнять им и декоративную функцию.

Балясины нередко состоят из нескольких элементов или дополняются композициями, собранными из завитков, хомутов, листьев. Таким образом, балясины можно отнести и к кованым изделиям.
Шары
Кованые шары разных диаметров применяются в качестве завершающего акцента опор (столбов) заборов, перил, ограждений. Кроме этого, шары украшают и предметы интерьера: карнизы, кровати. Элементы прекрасно выглядят в качестве составляющей детали композиции.

Кованые шары разного диаметра
Где купить или заказать
Приобрести детали, произведенные по технологии холодной обработки металла, возможно в разделе нашего каталога кузниц «Где купить или заказать элементы». Производители и продавцы предлагают широкий ассортимент декоративных деталей различных видов. Покупка понравившихся элементов позволит реализовывать проекты холодной ковки своими руками.
простые примеры изделий и советы для работы
В последнее время заметно увеличился спрос на эксклюзивные изделия. Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
На практике такой список можно пополнять бесконечно. Ведь именно с развитием прогресса кованые элементы могут быть полезны для чего угодно. Популярными их делает не только прочность материала, но и его изящный вид.
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
- Холодная.
- Горячая.
Несмотря на то что по структуре оба варианта дают одно и то же изделие, они сильно различаются по цене и особенностям.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.
Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.
Можно уверенно сказать, что холодная работа вполне заменит горячую по цене.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Покраска кованых изделий
Любое металлическое изделие перед покраской требует нанесения грунтовки. Если не предпринять таких действий, то даже самая дорогая краска потеряет свои свойства. Все дело в том, что любая грунтовка имеет сопротивление коррозии и лучше прилегает к металлу. Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Дешевая грунтовка и краска не будут давать нужного эффекта для кованых элементов. После их нанесения краска быстро выцветает и слезает с покрытия.
Существуют особые виды краски — «3 в 1». Они имеют комбинированные свойства грунтовки и краски. Обычно такие материалы стоят гораздо дороже, но при их использовании не нужно будет тратиться на грунтовку.
Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится.
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.
Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
Молот и наковальня — это главное при работе с коваными элементами. Всегда потребуется что-то поправить или выпрямить при неправильном гибе.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.

Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.

Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.

Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО

Своими руками

Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.

Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
римские, S-образные, симметричные, бублики, барашки, запятые, волюты, композиции, красивые фото, образцы элементов, холодная и горячая ковка

Кованый завиток S-образной формы, симметричный. Фото Кио
В данном разделе нашего каталога кованых элементов подробно рассматриваем завитки.
Введение
 Кованые изделия и элементы ассоциируются у людей с древним кузнечным ремеслом. В наше время они занимают особое эксклюзивное место. Если присмотреться к дизайнерским тенденциям последних лет, можно заметить, что кованые предметы в интерьере и ландшафтном дизайне встречаются все чаще. Это связано с их элегантным и благородным внешним видом, высокими техническими характеристиками, длительным сроком эксплуатации. С их помощью можно сделать акцент на определенной детали в интерьере.
Кованые изделия и элементы ассоциируются у людей с древним кузнечным ремеслом. В наше время они занимают особое эксклюзивное место. Если присмотреться к дизайнерским тенденциям последних лет, можно заметить, что кованые предметы в интерьере и ландшафтном дизайне встречаются все чаще. Это связано с их элегантным и благородным внешним видом, высокими техническими характеристиками, длительным сроком эксплуатации. С их помощью можно сделать акцент на определенной детали в интерьере.
Завитки из металла превратят обычный металлический забор или решетку на окне в кружевную вязь, придадут ей легкости и воздушности. Распространенными коваными элементами, украшающими решетки на окнах, лестницы, заборы и мебельные предметы являются: виноградная лоза, корзинки, цветы, листья, завитки. Но последняя категория декоративных деталей является наиболее популярной. Здесь речь пойдет именно о завитках.
Что это такое

Архитектурный элемент волюта на колонне
Волю́та (итал. voluta — завиток, спираль) — архитектурный мотив, представляющий собой спиралевидный завиток с кружком («глазком») в центре. (Википедия)
Кованый завиток, это тоже самое, что волюта (декоративный элемент в виде завитка), хотя многие называют волютами s-образные завитки. Бублики и запятые также являются разновидностями завитков. Еще завитком называют и элемент ковки, а также саму точку роста завитка, т.е. глазок.
Важно. Вензель к завиткам не относится. Он представляет собой начальные буквы собственных имен, соединенные между собой в ажурный орнамент.Впервые завитки, как говорят, появились в романском стиле. Их размеры могут быть разнообразными, начиная от довольно крупных и украшенных внутри цветками из маленьких завитков, заканчивая небольшими размерами. Завитки встречаются в разных стилистических направлениях.
Достоинства красивых завитушек из кованого металла, стали

Кованый S-завиток. Фото Аверс-ковка
К основным достоинствам кованых завитушек стоит отнести:
- Оригинальность и эксклюзивность. Эти элементы декора способны подчеркнуть дизайн комнаты и стать центром внимания.
- Высокую прочность. При грамотной обработке изделия не теряют своей привлекательности в течение всего срока эксплуатации.
- Стойкость к негативным факторам. Кованые изделия не боятся резких перепадов температуры и повышенной влажности (при условии, что они были обработаны специальными составами при изготовлении).
- Простоту в уходе.
- Удобство сборки и крепления.
- Устойчивость к механическим повреждениям. Кованый металл практически невозможно повредить, поцарапать или деформировать.
- Хорошую сочетаемость в разными материалами: деревом, камнем, кирпичом. Это дает возможность дизайнерам создавать уникальные композиционные решения.
Где используются: ворота, калитки, мебель, композиции с кольцами и другие изделия, образцы
Металлическими завитками украшают самые разные изделия: калитки, ворота, заборы, решетки на окнах, лестницы и тому подобное. Без них массивные заборы и ограды имели бы скучный вид. Несмотря на простоту конструкции, завитки являются неотъемлемой частью металлических кованых ограждений, ворот и калиток. Они подходят для классических стилей, таких как барокко, рококо, арт-нуво.

Кованая табличка на дом, украшенная завитками. Фото КОВКА ХАРЬКОВ
С помощью завитков и других кованых элементов (колец, корзинок, листочков) возможно создать интересные композиции, преображающие металлические изделия.
Справка. Посетители сайта имеют возможность купить детали у сотрудников компаний, которые представлены в разделе «Где купить кованые элементы».Виды, фото
Существует много конфигураций кованых завитков, которые применяются при изготовлении узоров и орнаментов. По видам завитки бывают:
- крутыми;
- обратными;
- французскими;
- S-образными;
- в виде запятых;
- волюты;
- в виде запятых с тугим глазком.
Римский
Римский завиток чем-то напоминает латинскую букву С. Он относится к классическому элементу и часто используется при декорировании ворот, калиток, балконных ограждений, лестниц, фонарей, подсвечников, подставок под вазоны. Это довольно распространенный кованый элемент, применяющийся в общей композиции.

Кованый римский завиток. Фото Кузня Пром
Такие детали имеют разные размеры, что позволяет применять их под любые кованые изделия. Они хорошо сочетаются с листьями и цветами. Помимо эстетичности, такие украшения придадут готовому изделию прочность и жесткость.
S-образный, симметричный и асимметричный, размеры
Завитки в виде буквы S бывают симметричными и асимметричными. Их часто еще называют долларами. Они изготавливаются из невальцованного квадрата методом штамповки. Такой элемент подойдет для стиля барокко.
Внимание. Завитки в виде буквы S отличаются по высоте. Чтобы готовое изделие выглядело красиво, необходимо правильно подобрать размер кованого элемента.
Данный декор имеет широкий спектр применения, так как подходит под все стили. Им украшают ворота, калитки, ограждения, вешалки, фонари, люстры, мебельные предметы, лестничные перила.
Кованые завитки S-образной формы, асимметричные. Фото ЕвроСервис
Запятые
Кованая запятая также относится к завитку. Она представляет из себя простую деталь с закругленным вовнутрь концом. Такой элемент декора встречается при изготовлении ворот, решеток, панно, беседок.

Кованая запятая. Фото Сварог
Волюты
Волюты – это тоже завитки. С итальянского слово, как уже говорилось выше, переводится как спираль, завиток. Волюта представляет из себя завиток спиралевидной формы с глазком внутри. Этот элемент декора завивается в обе стороны.

Кованая волюта. Фото Svarog Black
Форма волюты может быть произвольной. Размещаются они на готовом изделии в горизонтальном или вертикальном положении. Применяются волюты для отделки мебельных предметов, решеток, балюстрад.
Внимание. Термин «валюта» используется скорее от безграмотности некоторых кузнецов.
Окончания и глазки
Завитки бывают с нераскатанным и с раскатанным окончанием. Раскатанное окончание нередко имеет узор в виде гусиной лапки. Эти элементы обладают более ярким и изящным дизайном.

Кованый завиток с окончанием гусиная лапка. Фото Артдеко
Размеры
Кованые завитки имеют разные размеры. При их заказе стоит это учитывать, чтобы декор красиво гармонировал с готовым изделием.

Кованый завиток-волюта. Фото Амурстальконструкция
Востребованными размерами французских завитков являются: 105 на 65мм, 110 на 67 мм, 130 на 75 мм. Распространенными размерами S-образных завитков считаются: 155 на 70 мм,170 на 65 мм, 180 на 75 мм, 220 на 85мм. Хотя встречаются и более значительные размеры – 400 на 150 мм. А вот запятые чаще всего продаются в размерах: 140 на 75, 200 на 75, 240 на 170мм.
Горячая и холодная ковка, типовые и нестандартные элементы
Кованые завитки могут изготавливаться разными способами:
- Методом горячей ковки. В данном случае металл нагревается до высокой температуры и ему придается необходимая форма с помощью специальных инструментов. Такие изделия отличаются ажурностью, легкостью, замысловатыми дизайнами. Их форма и размеры могут быть разнообразными. Как правило, с помощью горячей ковки кузнецы изготавливают нестандартные элементы декоров.

Кованый завиток. Фото Ажур-НН
- Методом холодной ковки. В данном случае, форма изделию придается методом деформации в холодном состоянии. Такой способ применяют при промышленном производстве кованых декоров. То есть, холодной ковкой изготавливаются типовые элементы декора.
Как гнуть своими руками элементы больших и малых радиусов
Чтобы сделать кованый завиток методом горячей ковки необходимы молот и наковальня. А для изготовления декора холодным методом потребуется специальный станок – улитка.
Из материалов пригодятся:
- профильные трубы;
- прутки с квадратным и круглым сечением;
- полосы.
Кроме этого, потребуется специальное покрытие для покраски ковки.
Что касается оборудования и инструмента, которые потребуются в рабочем процессе, то к ним относятся:
- сварочный аппарат;
- болгарка;
- точильный станок.
Прежде чем приступить к изготовлению декоративных завитков своими руками, лучше нарисовать его в натуральную величину. Это упростит рабочий процесс.
Также исполнитель должен обладать соответствующими знаниями и навыками. Для этого следует освоить операции ковки или уделить внимание обучению кузнечному делу в учебном заведении, самостоятельно, на мастер-классах.

Изготовление крутого завитка на станке будет выглядеть следующим образом:
- Один конец прутка с квадратным сечением необходимо разогреть.
- Завиток потребуется сделать с помощью молотка.
- Изгиб детали можно придать ручной вилкой.
Наглядные обзоры по изготовлению декоративных деталей представлены в разделе «Ковка завитков».
Где купить или заказать
Если вы хотите приобрести завитки, перейдите по ссылке на отдельный раздел «Где купить, заказать кованые элементы», где предоставлен широкий выбор компаний, предлагающих большой ассортимент продукции. Вся продукция отличается высоким качеством, доступными ценами и интересными дизайнами.
какие бывают, как делаются узоры, про использование готовых кованых элементов, об изготовлении и заказе у профессионалов
На данной странице вы найдете сведения по теме “Заборы из холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 Изготовление кованых изделий является художественной работой, требующей от исполнителя внимания, аккуратности, мастерства и фантазии. Особое усердие нужно кузнецу при создании масштабных и объемных конструкций. Заборы должны отвечать многим требованиям и выполнять различные функции. Изготовление изделий может осуществляться двумя способами: горячая и холодная ковка. Различия в данных технологий представлены далее. Данная статья будет посвящена заборам холодной ковки. Заборы с ковкой всех видов представлены в отдельном разделе.
Изготовление кованых изделий является художественной работой, требующей от исполнителя внимания, аккуратности, мастерства и фантазии. Особое усердие нужно кузнецу при создании масштабных и объемных конструкций. Заборы должны отвечать многим требованиям и выполнять различные функции. Изготовление изделий может осуществляться двумя способами: горячая и холодная ковка. Различия в данных технологий представлены далее. Данная статья будет посвящена заборам холодной ковки. Заборы с ковкой всех видов представлены в отдельном разделе.
К сведению!
- Оформить заказ на изготовление конструкции или приобрести готовое изделие можно в любой кузнице, представленной в нашем каталоге.
- Фотогалерея заборов из разных материалов, а также комбинированных конструкций представлена на соответствующей странице.
- Кроме этого, наш сайт предлагает профессиональным кузнецам и коммерческим компаниям сотрудничество. Вы имеете возможность прислать фотографии своих работ к нам на почту. Администратор сайта разместит их и укажет автора, при предоставлении вами всей информации.
Что такое холодная ковка
Любые кованые изделия, в том числе, и заборы могут производиться с предварительным нагревом металла или без него, горячая или холодная технология обработки. Первая категория изделий создается вручную с помощью горна и наковальни. Трудоемкость процесса определяет высокую стоимость готовых проектов. Альтернативой является холодная ковка, выполняющаяся на ручном и автоматизированном оборудовании. Другая интересная и полезная информация представлена на отдельной странице.
Преимущества и недостатки
По сравнению с ручной горячей ковкой
Холодная ковка для заборов в сравнении с технологией горячей обработки металла обладает следующими достоинствами:
- доступная стоимость;
- оперативность создания большого количества деталей.

Недостатки:
- массовое производство обеспечивает стандартный дизайн, т.е. эксклюзивность отсутствует;
- для изготовления изделий в домашних условиях понадобится широкий спектр оборудования;
- возможность наличия брака в широком производстве.
По сравнению со сварными конструкциями
Достоинства конструкций, созданных методом холодной ковки, в сравнении со сварными заборами:
- изящество форм и линий;
- автоматизация процесса изготовления элементов для забора обеспечивает оперативность работ.

Эскиз сварного забора простой конфигурации от компании “Мир кузни”
Недостатки:
- самостоятельное изготовление требует наличия определенного перечня оборудования;
- более высокая стоимость.
Как они создаются
Заборы изготавливаются (собираются) из кованых элементов, крепление деталей друг к другу осуществляется посредством сварки. Декоративные детали могут производиться вручную или на специальном оборудовании. Домашние мастера обычно создают небольшие детали с помощью самодельных механизмов или специальных форм.
Предприятия, специализирующиеся на массовом производстве элементов, имеют в распоряжении широкий спектр современного и автоматизированного оборудования. Использование специальных инструментов, станков и машин гарантирует разнообразие форм и размеров готовых деталей. Штампованные предметы имеют стандартный дизайн, но забор с элементами холодной ковки может обладать оригинальным дизайном. Для этого исполнителю из деталей необходимо составить и сваривать эксклюзивную композицию.
Варианты изготовления
Кованые изделия отличаются высокой функциональностью, надежностью и привлекательным внешним видом. Широкий спектр достоинств вкупе со способностью ковки гармонично сочетаться с многими материалами делают ее популярной у клиентов. Далее мы рассмотрим различные комбинации ковки с другими материями, а также классический вариант забора.
Прозрачные, только ковка
Классический вариант кованого забора выполнена полностью из штампованных элементов. Прозрачная, функциональная, изящная и долговечная конструкция выполняет защитную и декоративную функции. Легкость в эксплуатации, интересный дизайн и прочность также являются важными достоинствами.
Фото “Интеграл-Т”
С чем комбинируются
Комбинированные модели заборов также пользуются высоким спросом. Сочетание двух материалов, различных по характеристикам и форме привлекает внимание и вызывает восхищение. Подобные конструкции обладают привлекательным внешним видом и дизайном. Кроме этого, дополнительные детали из другого материала могут добавить забору плюсов, например, профнастил делает конструкцию “глухой”.
С кирпичом и камнем
Кирпич является одним из основных материалов при возведении заборов. Обусловлено это целым перечнем его достоинств: прочность, надежность, широкий выбор цветов, различные способы кладки. Существует несколько типов заборов из кирпича и ковки, которые отличаются друг от друга количественным соотношением двух материалов:
- кованый забор с кирпичными столбами и цоколем, распространены конструкции и без цоколя;
- кирпичный забор с элементами ковки, использующимися в качестве украшения;
- кирпичный забор с элементами ковки, расположенными в верхней части “глухой” конструкции.
Независимо от типа конструкции данное сочетание является оптимальным по надежности и долговечности. Заборы из ковки и кирпича гармонично выглядят в загородном ландшафте и городе.

Камень обладает схожими с кирпичом преимуществами. Для строительства заборов подходит широкий спектр камня натурального происхождения: доломит, гравий, валуны, известняк, песчаник. Кроме этого, современное производство предлагает искусственный камень, обладающий более доступной стоимостью. Забор из камня и ковки будет выгодно выделять ваш дом из общей массы строений. Разнообразие цветов, фактур и форм позволяет органично вписать конструкцию в любой экстерьер.

С бетонной лентой
Лучшей основой для кованого забора является монолитный ленточный фундамент. Подобная опора гарантирует устойчивость и надежность конструкциям, которые отличаются значительной массой.
Ленточный фундамент представляет собой сплошную бетонную ленту, внутри которой расположена арматура. Глубина залегания основания зависит от тяжести пролетов и глубины промерзания грунта (фундамент должен располагаться ниже), который зависит от региона. Небольшая часть фундамента (порядка 30 см.) возвышается над уровнем земли. Таким образом, основание является частью дизайна забора. Монолитная опора придает конструкции не только визуальную, но и фактическую надежность.

Кованый забор на ленточном фундаменте дополнен кирпичными столбами и цоколем
С профнастилом или листовым металлом
Популярным сочетанием является комбинация ковки и листового крашеного металла. Наиболее популярной формой является стеновой профнастил. Специальное покрытие полотна обладает устойчивостью к погодным факторам. Разнообразие цветов обеспечивает широкий выбор для заказчиков. Комплектация ковки и металлического листа позволяет получить надежную “глухую” конструкцию, обладающую красивым дизайном. Особенно выгодно штампованные элементы выглядят на фоне светлого профлиста. Важным достоинством являются доступные цены на листовой металл. Подробнее про этот вид здесь.

С поликарбонатом
Поликарбонат обладает хорошими ударопрочными, термо- и шумоизоляционными характеристиками. Полимер реализуется по сравнительно приемлемым ценам, что является немаловажным преимуществом поликарбоната перед кирпичом или камнем. Заборы из ковки и поликарбоната набирают особую популярность. Обусловлено это не только преимуществами самих материалов, но простотой сборки, монтажа и эксплуатации конструкции.
Кованые элементы обеспечивают прочную и долговечную основу. Поликарбонат играет роль легкого заграждения, так как обладает полупрозрачной структурой. Кроме этого, полимер обладает гибкостью и податливостью, поэтому кованые узоры могут быть “обшиты” поликарбонатом.

Фото “Техинков”
С деревом
 Ковка и дерево одно из самых популярных и гармоничных сочетаний. Неоднородность древесины эффектно смотрится с кованым обрамлением. Кроме этого, металл усиливает деревянные пролеты, что продлевает срок службы изделия. Оригинальные линии и орнаменты штампованных элементов гармонично дополняют древесину. Существует два типа ковано-деревянных конструкций:
Ковка и дерево одно из самых популярных и гармоничных сочетаний. Неоднородность древесины эффектно смотрится с кованым обрамлением. Кроме этого, металл усиливает деревянные пролеты, что продлевает срок службы изделия. Оригинальные линии и орнаменты штампованных элементов гармонично дополняют древесину. Существует два типа ковано-деревянных конструкций:
- металлическая рама с редко расположенными поперечными линиями и элементами заполнена деревянными досками;
- секции кованого забора с внутренней стороны перекрыты досками.
В первом случае древесина является основным материалов, во втором – ковка.
На фото справа представлен кованый забор с деревянными вставками и кирпичными столбами от компании “Русская ковка”.
С габионами
Габион представляет собой короб из оцинкованной сетки, заполненный камнем. Габионы подходят для установки на сложном рельефе, не требуют наличия фундамента, обладают высокой прочностью, возможно создание конструкции любой формы. В заборы, изготовленные в соответствии с данной технологией, отлично интегрируется ковка. Кроме этого, в габионных коробах легко создаются ниши для кованой садовой мебели.
С сеткой-рабицей
Сетка-рабица отличается невысокой стоимостью и легкостью установки, устойчива к коррозии, обеспечивает доступ солнечных лучей. Забор из рабицы, обладающий стандартным и ничем не выделяющимся дизайном можно эффектно дополнить коваными элементами. Такая комбинация материалов будет привлекать внимание.
Элементы
Предприятия предлагают покупателям широчайший спектр кованых элементов. Штампованные детали выполняют декоративную и защитную функции. Клиенты имеют возможность приобрести готовые элементы по доступным ценам. Разнообразие форм, размеров и стилей удовлетворит потребности любого заказчика.

Любители мастерить что-либо своими руками могут изготовить небольшие детали самостоятельно, в домашних условиях. Для этого понадобится оборудование для обработки заготовок: гнутик; улитка; фонарик; волна; твистер. Операции, выполняемые данным оборудованием, будут представлены далее совместно с другими механизмами.
Домашние мастера достаточно часто собирают инструменты из подручных средств, получаются самодельные аналоги. Самостоятельное производство элементов займет некоторое время и потребует от исполнителя приложения значительных сил. Однако, результатом работ станут именно те изделия, которые вы задумали.
Столбы
В качестве опор для заборов холодной ковки могут выступать столбы из различных материалов:
Металлические
 Наиболее распространены профильные трубы, которые выдерживают значительный вес, обладают доступной стоимостью, легко транспортируются и монтируются, не требуют дополнительной обработки, гармонично выглядят в единой композиции с ковкой. В качестве столбов применяется профиль квадратного и круглого сечения.
Наиболее распространены профильные трубы, которые выдерживают значительный вес, обладают доступной стоимостью, легко транспортируются и монтируются, не требуют дополнительной обработки, гармонично выглядят в единой композиции с ковкой. В качестве столбов применяется профиль квадратного и круглого сечения.
Витые трубы прочны, долговечны, просты в монтаже, доступны по цене, поэтому станут отличным вариантом опоры.
Кованые столбы могут обладать классическим дизайном, а также иметь причудливые формы. Клиентам предоставляется широкий выбор конфигураций.
Популярны у клиентов составные столбы из металлических прутьев, которые обладают высокой прочностью и устойчивостью, продолжительным сроком эксплуатации, легко монтируются.
Винтовые сваи имеют в нижней части режущие лопасти, что значительно облегчает их монтаж. Конструкция имеет прочное основание и надежное основание.
Кирпичные опоры прекрасно подойдут для высоких и тяжелых конструкций. Внутри столбов из кирпича должна присутствовать металлическая основа круглой или квадратной формы. К данной опоре приваривается арматура, которая служит для крепления секций забора и увеличения надежности всей конструкции в целом. Затем осуществляется кладка кирпича.

Натуральный камень является самым оптимальным вариантом при возведении опор для заборов. Для строительства подойдет крупная галька, песчаник, доломит, бутовый камень.
Важно! Камни должны иметь гладкую поверхность и примерный размер 100-200 мм. Это поможет сформировать качественную и надежную кладку.
Для создания каменной опоры исполнителю понадобится деревянная опалубка 30х30. Первый слой камней выкладывается плотно к опалубке и заливается бетонным раствором. Подобная процедура выполняется со всеми столбами. После застывания и высыхания раствора можно приступать к кладке второго слоя и так далее.
Бетонные столбы отличаются прочностью, надежностью, устойчивостью к природным воздействиям, отлично сочетаются с коваными элементами. Единственным недостатком подобных опор является ограничение в высоте секций. Высота забора не должна превышать полутора метров, иначе с течением времени бетонные основания будут разрушаться под тяжестью пролетов.

Выбор материала, из которого будут выполнены столбы, зависит от нескольких факторов:
- финансовые возможности и пожелания заказчика;
- ландшафт;
- размеры будущей конструкции, наиболее важна высота.
Секции
Секции для кованого забора также можно приобрести у производителя в готовом виде или сделать самостоятельно. Компании предлагают широкий выбор пролетов различной высоты и ширины, многообразие цветов и оттенков. Клиентам предоставляются секции разного ценового сегмента. Кроме этого, приобретение готового изделия позволит сэкономить значительное количество времени и сил. Именно поэтому данный вариант наиболее распространен у ценителей кованых изделий.

Мелкие элементы
Небольшие по размеру элементы способны придать конструкции оригинальный и интересный вид. Далее представлены наиболее востребованные узоры холодной ковки на забор, фото присутствует для наглядности.
- наконечники представляют собой полнотелые детали, служащие для декорирования столбов и пролетов заборов;

- полосы применяются для украшения защитных конструкций и придания им жесткости;

- хомуты выполняют декоративную функцию, служат для крепежа деталей в единую конструкцию;

- балясины применяются в качестве поддержки и ограждения заборов, ворот, балконов и перил;

- завитки предназначены для художественного декорирования различных металлических конструкций.

Полный спектр элементов представлен на страницах нашего каталога элементов.
Используемое оборудование

Ручной вальцовочный станок.
Для изготовления элементов в соответствии с технологией холодной ковки потребуется следующее оборудование:
- гнутик предназначен для гибки заготовок под различными углами;
- улитка создает спиралевидные конфигурации, позволяет производить завитки и волюты разнообразной конфигурации;
- фонарик обеспечивает переплетение прута в сложные фигуры, используется для создания корзинок и шишек;
- волна позволяет изготавливать узоры волнообразной формы;
- твистер (закручиватель) используется для торсировки;
- вальцы применяются для изготовления узора “гусиная лапка”;
- глобус представляет собой инструмент, напоминающий транспортир, с его помощью можно получить объемные изделия с большим радиусом изгиба.
 Кроме этого, исполнителю понадобятся инструменты для сборки деталей и обработки готовой конструкции:
Кроме этого, исполнителю понадобятся инструменты для сборки деталей и обработки готовой конструкции:
Набор технологических приспособлений будет также необходим:
- шаблон используется для получения деталей определенной формы;
- объемник нужен для создания конкретного узора.
Самодельное
По-настоящему качественное и надежное оборудование для холодной ковки можно получить в заводских условиях. Однако, для любителей мастерить инструменты самостоятельно, а также для желающих сэкономить денежные средства далее будет представлена полезная информация.
Изготовление станка осуществляется в соответствии с чертежом, который можно взять из интернета или при понимании работы механизма разработать самостоятельно.
Далее представлены видео, где домашние мастера своими руками изготавливают и собирают некоторые виды оборудования для холодной ковки.
Видео, где мастер самостоятельно изготавливает и собирает станок “улитка”.
Видео, содержащее пошаговую инструкцию по изготовлению станка для торсировки.
Наглядная демонстрация для самостоятельного изготовления станка “гнутик”
Поэтапная инструкция производства и сборки всех видов станков будет представлена в разделе “Своими руками“.
Промышленное
Для экономии времени и сил рекомендуется приобрести станок заводского производства. Далее мы рассмотрим наиболее популярные модели.
PROMA Гнутик 0005
- Родина бренда PRPMA – Чехия.
- Страна производства – Россия или Китай.
- Ручной инструмент используется при создании различных заготовок и элементов.
- Специальное обслуживание станка не требует, необходимо только соблюдать чистоту и промазывать трущиеся детали.
- Компактные габариты позволяют устанавливать станок практически в любом месте.
- Максимальное сечение полосы – 40х5 мм.
- Максимально сечение прутка – 12 мм.
- Размер квадратного прутка – 12х12 мм.
- Вес – 19 кг.
- Габариты: 370х120х230 мм.
Улитка Stalex SBG-30
- Родина бренда – Россия.
- Страна производства – Китай.
- Профессиональный станок для гибки завитков.
- Оборудование предназначено для обработки заготовок из низкоуглеродистой стали и цветных металлов.
- Максимальное сечение полосы – 30х10 мм.
- Максимальное сечение прутка – 10 мм.
- Размер квадратного прутка – 10х10 мм.
- Вес – 27 кг.
- Габариты: 550х300х220 мм.
Твистер Blacksmith M3-TR
 Инструмент предназначен для продольного скручивания прутков.
Инструмент предназначен для продольного скручивания прутков.- Станок является превосходным выбором для создания кованых элементов в бытовых условиях или в небольших мастерских.
- Механические узлы выполнены из высокопрочных и качественных материалов.
- Максимальное сечение полосы – 30х5 мм.
- Размер квадратного прутка – 14х14 мм.
- Вес – 17 кг.
Как делают
Изготовление кованого забора проводится профессионалами нескольких специальностей и включает следующие этапы:
- Мастер создает проект и эскиз с необходимыми числовыми данными.
- С помощью оборудования осуществляется производство нужного количества деталей необходимого размеров и формы.
- Затем выполняется сварка рамы, ее помещают на ровную поверхность и делают на ней разметку расположения элементов.
- Мастер сваривает все детали с помощью прихваток, проверяет правильность расположения деталей, делает конечное сваривание, соединения зачищаются металлической щеткой, поверхность обезжиривается, наносится грунтовка.
- Затем следует вырыть траншею для ленточного фундамента или пробурить лунки для столбчатого основания. Или можно произвести оба действия и получить ленточно-столбчатую основу.
- Поставить столбы, залить яму цементом, подождать пока раствор высохнет.
- Приварить секции забора к столбам и покрасить.
Конструкция готова к эксплуатации.
Сложности и подводные камни
Самостоятельное изготовление и сборка кованого забора может привести к возникновению некоторых трудностей. Чтобы этого избежать следует учитывать важные нюансы:
- Производство кованых деталей для забора должно проводиться после тщательных замеров, чтобы не пришлось вносить коррективы.
- При сваривании всех деталей в единую композицию может появиться деформация и перекос. Чтобы избежать подобных проблем стоит сделать сварочные прихватки. Затем следует проверить геометрию изделия и произвести конечное соединение.
- Сварочные соединения необходимо тщательно зачистить. Невыполнение данного требования приведет к появлению ржавчины, лакокрасочное покрытие испортится, изделие потеряет презентабельный вид.
- Обработка конструкции должна проводится тщательно и внимательно. Следует использовать качественные покрытия. В противном случае со временем появится коррозия.
Вывод! Для получения надежного и прочного изделия рекомендуется обращаться к специалистам.
Профессионалы своего дела реализуют проект качественно. Кованый забор будет радовать хозяина долгие годы.
Уход за ковкой
Особого ухода кованые изделия не требуют. Периодически забор следует осматривать на присутствие признаков ржавчины. Удалять коррозию следует с помощью уксуса или лимонной кислоты. Еще один действенный способ – нагрев места, где начинает появляться ржавчина. Воздействие температуры приведет к осыпанию окислов при малейшем прикосновении. Затем металл следует покрыть грунтовкой и краской.
Загрязнения необходимо убирать с помощью мыльного раствора. НЕЛЬЗЯ использовать жесткие щетки или абразивные средства, это приведет к повреждению покрытия.
Подвижные элементы конструкции необходимо периодически смазывать.
Из чего формируется цена
 Итоговая стоимость кованого забора зависит от следующих факторов:
Итоговая стоимость кованого забора зависит от следующих факторов:
- Дизайн конструкции.
- Вид, толщина, качество используемого металла.
- Виды и количество применяемых кованых элементов.
- Стоимость работ специалиста зависит от сложности проекта и продолжительности его реализации.
- Вид лакокрасочного покрытия.
Точную цену на определенное изделие всегда подскажет клиенту сотрудник компании.
Как сделать своими руками
Производство элементов для забора и их комплектация является достаточно сложным процессом, требующим наличия определенного спектра оборудования и навыков.
- Выполнение работ следует начинать с разработки проекта и эскиза. Исполнитель имеет возможность взять уже готовый чертеж и в соответствии с ним создавать изделие. Наличие определенных навыков и пожеланий позволят внести в имеющийся рисунок изменения.
- Оформление траншеи или лунок для фундамента, расположение столбов, заливка ямы цементным раствором.
- Сварка каркаса, расположение его на ровной поверхности, разметка.
- Комплектация всех элементов, создание сварочных прихваток, тщательная и внимательная проверка геометрии конструкции, выполнение конечного сваривания.
- Готовые секции привариваются к столбам.
- Выполняется обработка конструкции грунтовкой, лаком или краской.
Подробная информация с пошаговой инструкцией будет представлена в отдельной статье.
Наш сайт предоставляет широкий спектр информационных статей, позволяющих освоить технику ковки самостоятельно.
Многие учебные заведения предлагают получить профессиональное обучение в сфере художественной обработки металлов.
Мастер-классы у опытных практиков ковки позволят всем желающим насладиться процессом создания неповторимых шедевров.
Где купить, заказать
В нашем каталоге присутствует раздел, в котором размещен широкий перечень компаний, предлагающих готовые кованые элементы и секции для заборов. Специалисты готовы разработать и воплотить в жизнь оригинальную конструкцию из штампованных элементов.
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбирем в этой статье.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками

Козырек над крыльцом методом холодной ковки
Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Можно сделать беседку и кованную мебель
Ворота как в сказке
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки

Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага

Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки

Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка

Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел

Фиксатор для заготовки
Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Видео про самодельные приспособления и станки для холодной ковки
типов процессов ковки | Ассоциация кузнечной промышленности
Существует три основных метода (или процесса) изготовления кованой детали.
- штамповочная штамповка
- Холодная штамповка
- Поковка в открытых штампах
- Поковка с бесшовным прокатом
штамповочная штамповка
Поковка штампа для штамповки фунт или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.Части от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Обычно называемая штамповкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить почти безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед штамповкой в штампах чистовой машины.
Геометрия деталейварьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дисковых конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра и выступы. Хотя многие детали обычно симметричны, другие включают в себя всевозможные элементы дизайна (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей и нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки штампов.
Вернуться к началу
Холодная штамповка
Большая часть штамповки выполняется в горячем состоянии при температурах до 2300 градусов по Фаренгейту, однако разновидностью штамповки в штампе является холодная штамповка. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить детали различной формы. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Операции процесса
Графическое изображение шагов процесса.
Возможности процесса
Холодная штамповка включает в себя множество процессов гибки, холодного волочения, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и многое другое для получения деталей различной формы. К ним относятся различные валоподобные компоненты, чашеобразная геометрия, полые детали со штоками и валами, всевозможные конфигурации с высадкой (головкой) и изгибом, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, производились методом горячей экструзии. При холодной штамповке стального прутка, проволоки или прутка нередки детали в виде валов с трехплоскостным изгибом и конструктивными особенностями головки.
Типичные детали наиболее экономичны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматизированной обработке.Диапазон материалов: от низколегированных и углеродистых сталей до нержавеющей стали 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда методы теплой ковки предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода или когда можно отказаться от отжига в процессе.
Часто выбираемые для интегральных конструктивных особенностей, таких как встроенные фланцы и выступы, холодная поковка часто используется в деталях рулевого управления и подвески автомобилей, антиблокировочных тормозных системах, оборудовании, компонентах защиты и других областях, где требуется высокая прочность, жесткие допуски и массовое производство. сделайте их экономичным выбором.
При этом заготовка прутка с химической смазкой под действием экстремального давления вдавливается в закрытую матрицу. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямая экструзия включает поток стали в направлении силы толкателя. Он используется, когда диаметр стержня должен быть уменьшен, а длина увеличена. При обратной экструзии, когда металл течет против силы удара, образуются полые детали. При высадке металл течет под прямым углом к силе толкателя, увеличивая диаметр и уменьшая длину.
Вернуться к началу
Открытая штамповка
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение детали — ключ к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину можно забивать молотком или придавать форму таким образом.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Поковка в открытых штампах позволяет производить поковки от нескольких фунтов до более 150 тонн.Этот процесс, называемый открытой штамповкой, потому что металл не ограничивается латеральными штампами во время ковки, постепенно приводит исходную заготовку в желаемую форму, чаще всего между плоскими штампами. На практике ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную конструктивную целостность огромного металлического компонента, огромные размеры ковки в открытых штампах делают его очевидным выбором процесса по сравнению с альтернативами без ковки.В верхней части диапазона размеров поковки с открытой матрицей ограничены только размером исходной заготовки, а именно размером самого большого слитка, который может быть отлит.
Практически все кованые сплавы черных и цветных металлов могут быть подвергнуты открытой штамповке, включая некоторые экзотические материалы, такие как жаропрочные суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Открытая форма матрицы действительно широка. Помимо круглых, квадратных, прямоугольных, шестиугольных прутков и других основных форм, процессы с открытой матрицей могут производить:
- Ступенчатые валы предназначены для сплошных валов (шпинделей или роторов), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких точках вдоль продольной оси.
- Полые полости цилиндрической формы, как правило, их длина намного превышает диаметр детали. Длина, толщина стенки, внутренний и внешний диаметр могут быть изменены по мере необходимости.
- Кольцевые детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Металлические кожухи контурной формы, такие как сосуды высокого давления, которые могут включать экструдированные сопла и другие конструктивные особенности.
В отличие от последовательных операций штамповки в последовательности штампов, несколько операций штамповки в открытых штампах можно комбинировать для получения требуемой формы.В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерна, тем самым максимизируя улучшение свойств и максимальную производительность для конкретного применения. Например, ковка цельной заготовки зубчатой передачи и ступицы может повлечь за собой несколько операций волочения или сплошной ковки с последующей осадкой. Точно так же заготовки для колец могут быть приготовлены путем осадки слитка, затем пробивки центра перед ковкой кольца.
Вернуться к началу
Поковка бесшовных катаных колец
Поковка бесшовных катаных колец обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скатывания и сжатия (или, в некоторых случаях, раздавливания) пончика в тонкое кольцо.Диаметр кольца может составлять от нескольких дюймов до 30 футов.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом бесшовной прокатки колец, могут весить от <1 фунта до 350 000 фунтов, а внешний диаметр - от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, авиакосмической промышленности, внедорожном оборудовании и других критических приложениях.
Бесшовные кольцевые конфигурации могут быть плоскими (например, шайба) или иметь более высокие вертикальные стенки (примерно как полое цилиндрическое сечение). Высота катаных колец колеблется от менее дюйма до более 9 футов. В зависимости от используемого оборудования отношение толщины стенки к высоте колец обычно составляет от 1:16 до 16: 1, хотя большие пропорции были достигнуты с помощью специальная обработка. Фактически, бесшовные трубы диаметром до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах мощностью от 20 до 30 000 тонн.
Несмотря на то, что стандартные формы с прямоугольным поперечным сечением являются нормой, кольца со сложным функциональным поперечным сечением можно выковать, чтобы удовлетворить практически любые требования к конструкции. Правильно названные, эти профилированные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и / или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей.По сравнению с бесшовными катаными кольцами с плоской поверхностью максимальные размеры (высота торца и внешний диаметр) фасонных катаных колец несколько меньше, но все же очень внушительные размеры.
Высокая тангенциальная прочность и пластичность делают кованые кольца подходящими для компонентов, устойчивых к крутящему моменту и давлению, таких как шестерни, подшипники двигателей для самолетов, ступичные подшипники, муфты, прокладки ротора, герметичные диски и корпуса, фланцы, сосуды под давлением и корпуса клапанов . Материалы включают не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Вернуться к началу
.Холодная штамповка против ковки | ШтамповкаСимуляторы
Листовой металл формовка — это вид холодной штамповки. Фактически, формовка листового металла также может выполняться «горячим» способом, если это необходимо, с использованием очень современных высокопрочных сталей, которые невозможно успешно формовать без предварительного нагрева заготовки.
Ковка также может быть горячей или холодной, с различными преимуществами и недостатками.

Поковка, , однако, не то же самое, что листовой металл с массой г, хотя кусок листового металла можно «выковать» в форму. Ковка подразумевает, что формованный материал сжимается или выдавливается грубой силой, придавая материалу форму чего-то со значительной разницей по толщине, а не полностью такой же, как его первоначальная толщина.
Ковка обычно начинается с круглой или цилиндрической заготовки из материала, которую огромными силами выковывают в нечто вроде шатуна. формование листового металла обычно начинается с плоского листа материала, форма которого изменяется до формы продукта, обычно с тонкостенной, нетвердой формы продукта.
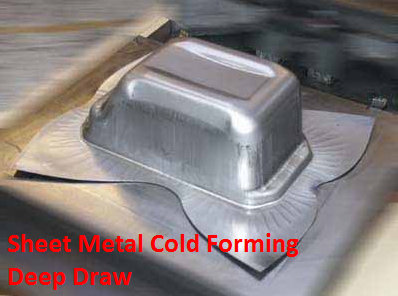
В штамповка листового металла , хотя толщина действительно изменяется (утонение и утолщение), изменение толщины не является значительным по сравнению с процессом штамповки . Деталь из листового металла может быть локально кована (или отчеканена) для контроля толщины на небольшой площади, но обычно это небольшая операция ковки как часть большого процесса холодной штамповки.
Чем отличается процесс моделирования между ковкой листового металла и формовкой листового металла?
Что касается моделирования, поковки и , образующие , сильно отличаются.Ковка требует твердых элементов FEA, тогда как при формовании листового металла используются гораздо более эффективные и прочные мембранные элементы FEA. Это связано с тем, что полную толщину (твердые элементы) не нужно моделировать в процессе формования листового металла, поскольку толщину листа можно рассчитать численно. Это экономит невероятное количество времени на вычисления и позволяет быстро и точно моделировать очень сложные детали из листового металла.
StampingSimulation и Autoform имитируют процессы холодной и горячей штамповки листового металла.В программе Autoform невозможно моделировать ковку из-за мембранных элементов и отсутствия возможности работать с твердыми элементами FEA. Однако Autoform — это ведущее в отрасли программное обеспечение для моделирования штамповки листового металла, которое действительно оптимизировано для моделирования холодной и горячей штамповки листового металла, включая фальцевание. Никакое другое программное обеспечение не может выдавать точные результаты с такой же скоростью (время настройки и расчета) и легкостью, как Autoform.
В последнее время горячее формование становится все более важным для OEM-производителей, которые по закону обязаны снижать выбросы транспортных средств.Это часто означает, что необходимо использовать передовые стали с невероятной прочностью (> 1500 МПа), чтобы уменьшить массу автомобиля за счет уменьшения толщины исходного материала.
Когда материал с такой прочностью требует формовки, возникает необходимость нагреть заготовку из листового металла до повышенных температур, чтобы ее можно было формовать. При повышенных температурах даже самым прочным материалам можно успешно придать практически любую форму. Программное обеспечение Autoform включает горячее формование как часть пакета программного обеспечения и точно прогнозирует все проблемы и результаты, связанные с горячей или холодной штамповкой.
Работа с имитацией штамповки
Если вы изучаете возможности моделирования StampingSimulation и Autoform для процессов холодной и горячей штамповки листового металла, мы будем рады вам помочь. Мы специализируемся на услугах моделирования и уверены, что сможем получить точные результаты в кратчайшие сроки. Свяжитесь с нашей командой, чтобы узнать больше, или нажмите здесь, чтобы просмотреть нашу работу с другими лидерами отрасли.
.типов процессов ковки | Ассоциация кузнечной промышленности
Существует три основных метода (или процесса) изготовления кованой детали.
- штамповочная штамповка
- Холодная штамповка
- Поковка в открытых штампах
- Поковка с бесшовным прокатом
штамповочная штамповка
Поковка штампа для штамповки фунт или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.Части от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Обычно называемая штамповкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить почти безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед штамповкой в штампах чистовой машины.
Геометрия деталейварьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дисковых конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра и выступы. Хотя многие детали обычно симметричны, другие включают в себя всевозможные элементы дизайна (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей и нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки штампов.
Вернуться к началу
Холодная штамповка
Большая часть штамповки выполняется в горячем состоянии при температурах до 2300 градусов по Фаренгейту, однако разновидностью штамповки в штампе является холодная штамповка. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить детали различной формы. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Операции процесса
Графическое изображение шагов процесса.
Возможности процесса
Холодная штамповка включает в себя множество процессов гибки, холодного волочения, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и многое другое для получения деталей различной формы. К ним относятся различные валоподобные компоненты, чашеобразная геометрия, полые детали со штоками и валами, всевозможные конфигурации с высадкой (головкой) и изгибом, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, производились методом горячей экструзии. При холодной штамповке стального прутка, проволоки или прутка нередки детали в виде валов с трехплоскостным изгибом и конструктивными особенностями головки.
Типичные детали наиболее экономичны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматизированной обработке.Диапазон материалов: от низколегированных и углеродистых сталей до нержавеющей стали 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда методы теплой ковки предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода или когда можно отказаться от отжига в процессе.
Часто выбираемые для интегральных конструктивных особенностей, таких как встроенные фланцы и выступы, холодная поковка часто используется в деталях рулевого управления и подвески автомобилей, антиблокировочных тормозных системах, оборудовании, компонентах защиты и других областях, где требуется высокая прочность, жесткие допуски и массовое производство. сделайте их экономичным выбором.
При этом заготовка прутка с химической смазкой под действием экстремального давления вдавливается в закрытую матрицу. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямая экструзия включает поток стали в направлении силы толкателя. Он используется, когда диаметр стержня должен быть уменьшен, а длина увеличена. При обратной экструзии, когда металл течет против силы удара, образуются полые детали. При высадке металл течет под прямым углом к силе толкателя, увеличивая диаметр и уменьшая длину.
Вернуться к началу
Открытая штамповка
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение детали — ключ к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину можно забивать молотком или придавать форму таким образом.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Поковка в открытых штампах позволяет производить поковки от нескольких фунтов до более 150 тонн.Этот процесс, называемый открытой штамповкой, потому что металл не ограничивается латеральными штампами во время ковки, постепенно приводит исходную заготовку в желаемую форму, чаще всего между плоскими штампами. На практике ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную конструктивную целостность огромного металлического компонента, огромные размеры ковки в открытых штампах делают его очевидным выбором процесса по сравнению с альтернативами без ковки.В верхней части диапазона размеров поковки с открытой матрицей ограничены только размером исходной заготовки, а именно размером самого большого слитка, который может быть отлит.
Практически все кованые сплавы черных и цветных металлов могут быть подвергнуты открытой штамповке, включая некоторые экзотические материалы, такие как жаропрочные суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Открытая форма матрицы действительно широка. Помимо круглых, квадратных, прямоугольных, шестиугольных прутков и других основных форм, процессы с открытой матрицей могут производить:
- Ступенчатые валы предназначены для сплошных валов (шпинделей или роторов), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких точках вдоль продольной оси.
- Полые полости цилиндрической формы, как правило, их длина намного превышает диаметр детали. Длина, толщина стенки, внутренний и внешний диаметр могут быть изменены по мере необходимости.
- Кольцевые детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Металлические кожухи контурной формы, такие как сосуды высокого давления, которые могут включать экструдированные сопла и другие конструктивные особенности.
В отличие от последовательных операций штамповки в последовательности штампов, несколько операций штамповки в открытых штампах можно комбинировать для получения требуемой формы.В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерна, тем самым максимизируя улучшение свойств и максимальную производительность для конкретного применения. Например, ковка цельной заготовки зубчатой передачи и ступицы может повлечь за собой несколько операций волочения или сплошной ковки с последующей осадкой. Точно так же заготовки для колец могут быть приготовлены путем осадки слитка, затем пробивки центра перед ковкой кольца.
Вернуться к началу
Поковка бесшовных катаных колец
Поковка бесшовных катаных колец обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скатывания и сжатия (или, в некоторых случаях, раздавливания) пончика в тонкое кольцо.Диаметр кольца может составлять от нескольких дюймов до 30 футов.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом бесшовной прокатки колец, могут весить от <1 фунта до 350 000 фунтов, а внешний диаметр - от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, авиакосмической промышленности, внедорожном оборудовании и других критических приложениях.
Бесшовные кольцевые конфигурации могут быть плоскими (например, шайба) или иметь более высокие вертикальные стенки (примерно как полое цилиндрическое сечение). Высота катаных колец колеблется от менее дюйма до более 9 футов. В зависимости от используемого оборудования отношение толщины стенки к высоте колец обычно составляет от 1:16 до 16: 1, хотя большие пропорции были достигнуты с помощью специальная обработка. Фактически, бесшовные трубы диаметром до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах мощностью от 20 до 30 000 тонн.
Несмотря на то, что стандартные формы с прямоугольным поперечным сечением являются нормой, кольца со сложным функциональным поперечным сечением можно выковать, чтобы удовлетворить практически любые требования к конструкции. Правильно названные, эти профилированные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и / или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей.По сравнению с бесшовными катаными кольцами с плоской поверхностью максимальные размеры (высота торца и внешний диаметр) фасонных катаных колец несколько меньше, но все же очень внушительные размеры.
Высокая тангенциальная прочность и пластичность делают кованые кольца подходящими для компонентов, устойчивых к крутящему моменту и давлению, таких как шестерни, подшипники двигателей для самолетов, ступичные подшипники, муфты, прокладки ротора, герметичные диски и корпуса, фланцы, сосуды под давлением и корпуса клапанов . Материалы включают не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Вернуться к началу
массив ( ‘#markup’ => ‘Существует три основных метода (или процесса) изготовления кованой детали.
- штамповочная штамповка
- Холодная штамповка
- Поковка в открытых штампах
- Поковка с бесшовным прокатом
штамповочная штамповка
Поковка штампа для штамповки фунт или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.Части от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Обычно называемая штамповкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить почти безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед штамповкой в штампах чистовой машины.
Геометрия деталей варьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра. и начальство. Хотя многие детали обычно симметричны, другие включают в себя всевозможные элементы дизайна (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей и нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки штампов.
Вернуться к началу
Холодная штамповка
Большая часть штамповки выполняется в горячем состоянии при температурах до 2300 градусов по Фаренгейту, однако разновидностью штамповки в штампе является холодная штамповка. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить детали различной формы. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Операции процесса
Графическое изображение шагов процесса.
Возможности процесса
Холодная штамповка включает в себя множество процессов гибки, холодного волочения, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и многое другое для получения деталей различной формы. К ним относятся различные валообразные компоненты, чашеобразная геометрия, полые детали со штоками и валами, всевозможные конфигурации с высадкой (головкой) и изгибом, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, производились методом горячей экструзии. При холодной штамповке стального прутка, проволоки или прутка нередки детали в виде валов с трехплоскостным изгибом и конструктивными особенностями головки.
Типичные детали наиболее экономичны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматизированной обработке.Диапазон материалов: от низколегированных и углеродистых сталей до нержавеющей стали 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда методы теплой ковки предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода или когда можно отказаться от отжига в процессе.
Часто выбираемые для интегральных конструктивных особенностей, таких как встроенные фланцы и выступы, холодная поковка часто используется в деталях рулевого управления и подвески автомобилей, антиблокировочных тормозных системах, оборудовании, компонентах защиты и других областях, где требуется высокая прочность, жесткие допуски и массовое производство. сделайте их экономичным выбором.
При этом заготовка прутка с химической смазкой под действием экстремального давления вдавливается в закрытую матрицу. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямая экструзия включает поток стали в направлении силы толкателя. Он используется, когда диаметр стержня должен быть уменьшен, а длина увеличена. При обратной экструзии, когда металл течет против силы удара, образуются полые детали. При высадке металл течет под прямым углом к силе толкателя, увеличивая диаметр и уменьшая длину.
Вернуться к началу
Открытая штамповка
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение детали — ключ к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину можно забивать молотком или придавать форму таким образом.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Поковка в открытых штампах позволяет производить поковки от нескольких фунтов до более 150 тонн.Этот процесс, называемый открытой штамповкой, потому что металл не ограничивается латеральными штампами во время ковки, постепенно приводит исходную заготовку в желаемую форму, чаще всего между плоскими штампами. На практике ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную конструктивную целостность огромного металлического компонента, огромные размеры ковки в открытых штампах делают его очевидным выбором процесса по сравнению с альтернативами без ковки.В верхней части диапазона размеров поковки с открытой матрицей ограничены только размером исходной заготовки, а именно размером самого большого слитка, который может быть отлит.
Практически все кованые сплавы черных и цветных металлов могут быть подвергнуты открытой штамповке, включая некоторые экзотические материалы, такие как жаропрочные суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Открытая форма матрицы действительно широка. Помимо круглых, квадратных, прямоугольных, шестиугольных прутков и других основных форм, процессы с открытой матрицей могут производить:
- Ступенчатые валы предназначены для сплошных валов (шпинделей или роторов), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких точках вдоль продольной оси.
- Полые полости цилиндрической формы, как правило, их длина намного превышает диаметр детали. Длина, толщина стенки, внутренний и внешний диаметр могут быть изменены по мере необходимости.
- Кольцевые детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Металлические кожухи контурной формы, такие как сосуды высокого давления, которые могут включать экструдированные сопла и другие конструктивные особенности.
В отличие от последовательных операций штамповки в последовательности штампов, несколько операций штамповки в открытых штампах можно комбинировать для получения требуемой формы.В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерна, тем самым максимизируя улучшение свойств и максимальную производительность для конкретного применения. Например, ковка цельной заготовки зубчатой передачи и ступицы может повлечь за собой несколько операций волочения или сплошной ковки с последующей осадкой. Точно так же заготовки для колец могут быть приготовлены путем осадки слитка, затем пробивки центра перед ковкой кольца.
Вернуться к началу
Поковка бесшовных катаных колец
Поковка бесшовных катаных колец обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скатывания и сжатия (или, в некоторых случаях, раздавливания) пончика в тонкое кольцо.Диаметр кольца может составлять от нескольких дюймов до 30 футов.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом бесшовной прокатки колец, могут весить от <1 фунта до 350 000 фунтов, а внешний диаметр - от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, авиакосмической промышленности, внедорожном оборудовании и других критических приложениях.
Бесшовные кольцевые конфигурации могут быть плоскими (например, шайба) или иметь более высокие вертикальные стенки (примерно как полое цилиндрическое сечение). Высота катаных колец колеблется от менее дюйма до более 9 футов. В зависимости от используемого оборудования отношение толщины стенки к высоте колец обычно составляет от 1:16 до 16: 1, хотя большие пропорции были достигнуты с помощью специальная обработка. Фактически, бесшовные трубы диаметром до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах мощностью от 20 до 30 000 тонн.
Несмотря на то, что стандартные формы с прямоугольным поперечным сечением являются нормой, кольца со сложным функциональным поперечным сечением можно выковать, чтобы удовлетворить практически любые требования к конструкции. Правильно названные, эти профилированные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и / или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей.По сравнению с бесшовными катаными кольцами с плоской поверхностью максимальные размеры (высота торца и внешний диаметр) фасонных катаных колец несколько меньше, но все же очень внушительные размеры.
Высокая тангенциальная прочность и пластичность делают кованые кольца подходящими для компонентов, устойчивых к крутящему моменту и давлению, таких как шестерни, подшипники двигателей для самолетов, ступичные подшипники, муфты, прокладки ротора, герметичные диски и корпуса, фланцы, сосуды под давлением и корпуса клапанов . Материалы включают не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Вернуться к началу
‘, ‘#printed’ => правда, ‘#type’ => ‘разметка’, ‘#pre_render’ => массив ( 0 => ‘drupal_pre_render_markup’, 1 => ‘ctools_dependent_pre_render’, ), ‘#children’ => ‘Существует три основных метода (или процессов) изготовления кованой детали.
- штамповочная штамповка
- Холодная штамповка
- Поковка в открытых штампах
- Поковка с бесшовным прокатом
штамповочная штамповка
Поковка штампа для штамповки фунт или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.Части от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Обычно называемая штамповкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить почти безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед штамповкой в штампах чистовой машины.
Геометрия деталей варьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра. и начальство. Хотя многие детали обычно симметричны, другие включают в себя всевозможные элементы дизайна (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей и нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки штампов.
Вернуться к началу
Холодная штамповка
Большая часть штамповки выполняется в горячем состоянии при температурах до 2300 градусов по Фаренгейту, однако разновидностью штамповки в штампе является холодная штамповка. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить детали различной формы. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Операции процесса
Графическое изображение шагов процесса.
Возможности процесса
Холодная штамповка включает в себя множество процессов гибки, холодного волочения, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и многое другое для получения деталей различной формы. К ним относятся различные валообразные компоненты, чашеобразная геометрия, полые детали со штоками и валами, всевозможные конфигурации с высадкой (головкой) и изгибом, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, производились методом горячей экструзии. При холодной штамповке стального прутка, проволоки или прутка нередки детали в виде валов с трехплоскостным изгибом и конструктивными особенностями головки.
Типичные детали наиболее экономичны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматизированной обработке.Диапазон материалов: от низколегированных и углеродистых сталей до нержавеющей стали 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда методы теплой ковки предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода или когда можно отказаться от отжига в процессе.
Часто выбираемые для интегральных конструктивных особенностей, таких как встроенные фланцы и выступы, холодная поковка часто используется в деталях рулевого управления и подвески автомобилей, антиблокировочных тормозных системах, оборудовании, компонентах защиты и других областях, где требуется высокая прочность, жесткие допуски и массовое производство. сделайте их экономичным выбором.
При этом заготовка прутка с химической смазкой под действием экстремального давления вдавливается в закрытую матрицу. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямая экструзия включает поток стали в направлении силы толкателя. Он используется, когда диаметр стержня должен быть уменьшен, а длина увеличена. При обратной экструзии, когда металл течет против силы удара, образуются полые детали. При высадке металл течет под прямым углом к силе толкателя, увеличивая диаметр и уменьшая длину.
Вернуться к началу
Открытая штамповка
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение детали — ключ к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину можно забивать молотком или придавать форму таким образом.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Поковка в открытых штампах позволяет производить поковки от нескольких фунтов до более 150 тонн.Этот процесс, называемый открытой штамповкой, потому что металл не ограничивается латеральными штампами во время ковки, постепенно приводит исходную заготовку в желаемую форму, чаще всего между плоскими штампами. На практике ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную конструктивную целостность огромного металлического компонента, огромные размеры ковки в открытых штампах делают его очевидным выбором процесса по сравнению с альтернативами без ковки.В верхней части диапазона размеров поковки с открытой матрицей ограничены только размером исходной заготовки, а именно размером самого большого слитка, который может быть отлит.
Практически все кованые сплавы черных и цветных металлов могут быть подвергнуты открытой штамповке, включая некоторые экзотические материалы, такие как жаропрочные суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Открытая форма матрицы действительно широка. Помимо круглых, квадратных, прямоугольных, шестиугольных прутков и других основных форм, процессы с открытой матрицей могут производить:
- Ступенчатые валы предназначены для сплошных валов (шпинделей или роторов), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких точках вдоль продольной оси.
- Полые полости цилиндрической формы, как правило, их длина намного превышает диаметр детали. Длина, толщина стенки, внутренний и внешний диаметр могут быть изменены по мере необходимости.
- Кольцевые детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Металлические кожухи контурной формы, такие как сосуды высокого давления, которые могут включать экструдированные сопла и другие конструктивные особенности.
В отличие от последовательных операций штамповки в последовательности штампов, несколько операций штамповки в открытых штампах можно комбинировать для получения требуемой формы.В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерна, тем самым максимизируя улучшение свойств и максимальную производительность для конкретного применения. Например, ковка цельной заготовки зубчатой передачи и ступицы может повлечь за собой несколько операций волочения или сплошной ковки с последующей осадкой. Точно так же заготовки для колец могут быть приготовлены путем осадки слитка, затем пробивки центра перед ковкой кольца.
Вернуться к началу
Поковка бесшовных катаных колец
Поковка бесшовных катаных колец обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скатывания и сжатия (или, в некоторых случаях, раздавливания) пончика в тонкое кольцо.Диаметр кольца может составлять от нескольких дюймов до 30 футов.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом бесшовной прокатки колец, могут весить от <1 фунта до 350 000 фунтов, а внешний диаметр - от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, авиакосмической промышленности, внедорожном оборудовании и других критических приложениях.
Бесшовные кольцевые конфигурации могут быть плоскими (например, шайба) или иметь более высокие вертикальные стенки (примерно как полое цилиндрическое сечение). Высота катаных колец колеблется от менее дюйма до более 9 футов. В зависимости от используемого оборудования отношение толщины стенки к высоте колец обычно составляет от 1:16 до 16: 1, хотя большие пропорции были достигнуты с помощью специальная обработка. Фактически, бесшовные трубы диаметром до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах мощностью от 20 до 30 000 тонн.
Несмотря на то, что стандартные формы с прямоугольным поперечным сечением являются нормой, кольца со сложным функциональным поперечным сечением можно выковать, чтобы удовлетворить практически любые требования к конструкции. Правильно названные, эти профилированные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и / или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей.По сравнению с бесшовными катаными кольцами с плоской поверхностью максимальные размеры (высота торца и внешний диаметр) фасонных катаных колец несколько меньше, но все же очень внушительные размеры.
Высокая тангенциальная прочность и пластичность делают кованые кольца подходящими для компонентов, устойчивых к крутящему моменту и давлению, таких как шестерни, подшипники двигателей для самолетов, ступичные подшипники, муфты, прокладки ротора, герметичные диски и корпуса, фланцы, сосуды под давлением и корпуса клапанов . Материалы включают не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Вернуться к началу
‘, ).