таблицы, размеры, шаг, обозначение, ГОСТ
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика
Необходимо обращать внимание на строение профиля и местоположения винтовых проходов
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями.
 Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
 Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементахРазберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника.
Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52).
Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм.![]() Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
От правильности выполненных действий зависит эффективность соединения.
Виды резьбомеров
Выделяют 2 основных вида резьбомеров для измерения параметров нарезки:
- Резьбомер метрический. Он измеряет шаг и профиль резьбы диаметром от 1 до 600 миллиметров. Профиль щупа метрического инструмента представляет собой треугольник с равными сторонами и острыми углами, равными 60°. Поэтому метрические резьбомеры обозначаются символами “М60”, где “М” обозначает метрический тип, а 60 – значение угла. Для проведения измерений используется набор метрических резьбовых шаблонов № 1 M60 ЧИЗ включает в себя 20 гребенок, представляющих собой тонкие стальные пластины. Приборы для калибровки метрической разновидности нарезки применяются при производстве машиностроительной конструкции, в сфере приборостроения. С их помощью оценивают правильность изготовления креплений (гаек, болтов, шпилек и гаек). Метрические резьбомеры отличаются простотой изготовления и высокой прочностью конструкции.
- Резьбомер дюймовый. Этот инструмент измеряет характеристики дюймовых нарезок. Он применяется в радиоэлектронной промышленности, авиастроении и производстве станков. Все расчеты производятся в дюймах (1 дюйм = 2,54 см или 25,4 мм). Стандартный набор гребенок дюймового резьбомера состоит из 17 пластин из стальных сплавов. Наименьшим размером обладает шаблон с 28 витками, наибольшим – шаблон с 4 витками. Угол профиля его гребенок составляет 55°, шаг определяется числом ниток на 1 дюйм. Поэтому данный вид резьбомеров изображается символами “Д55”, где “Д” – буква, указывающая на дюймовый вид, а 55 – значение угла.
В следующей таблице приведены шаблоны для определения шага с помощью метрического или дюймового резьбомера. Данные указаны для резьбы с габаритными размерами 75х15х15 мм:
| Условное обозначение набора | Набор № 1 M60 | Набор № 2 D55 | Набор № 3 M60-Д60 |
| Число пластинок или шаблонов в наборе | 20 | 17 | 20 |
| Шаг, мм | От 0. 4 до 6.0 4 до 6.0 | – | От 0,5 до 2.0 |
| Количество ниток на 1 дюйм | – | От 28 до 4 | От 28 до 10 |
| Масса, кг | 0.03 | 0.025 | 0.035 |
При проверке точности нарезки необходимо учитывать основные характеристики метрической и дюймовой резьбы, указанные в ГОСТ 6357–1981:
- Диаметр: характеризует расстояние между противоположными точками различных вершин. Наружный диаметр определяет дистанцию между верхними точками гребней, внутренний – расстояние между точками впадин канавок метрической или дюймовой нарезки.
- Высота профиля: определяет разность между наибольшим и наименьшим диаметрами.
- Угол профиля: угол, располагающийся между профилем нарезки и плоскостью сечения, проходящего через ось детали.
- Ход резьбы: характеризует дистанцию между боковыми сторонами профиля, находящимися в единой винтовой поверхности.
- Форма профиля: треугольная, прямоугольная, круглая и трапецеидальная.
- Расположение: указывает место, в котором была образована метрическая или дюймовая резьба. Она может располагаться как на внешней, так и на внутренней поверхности.
- Форма поверхности: определяет, на какой поверхности была образована метрическая или дюймовая резьба. Различают цилиндрическую и коническую формы поверхности.
Метрические и дюймовые резьбомеры обладают рядом параметров, определяемых ГОСТ 6111-52. Но во время их использования мастер должен учитывать вероятность срезания нескольких витков нарезки в нетвердых металлических сплавах и длину свинчивания
Во время калибровки важно определить, справится ли резьба с нагрузкой, возникающей при использовании измерительного инструмента
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.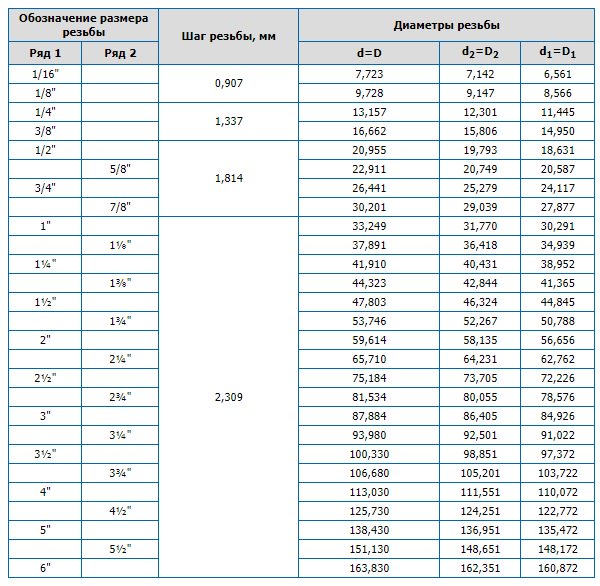 ** Фунт силы-фут – британский и американский эквивалент Н*м.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
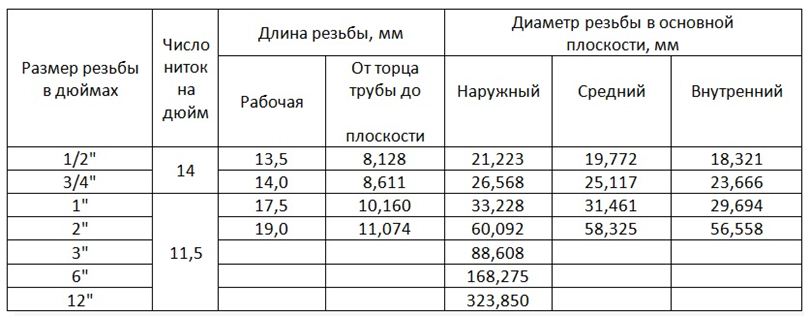
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.

Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.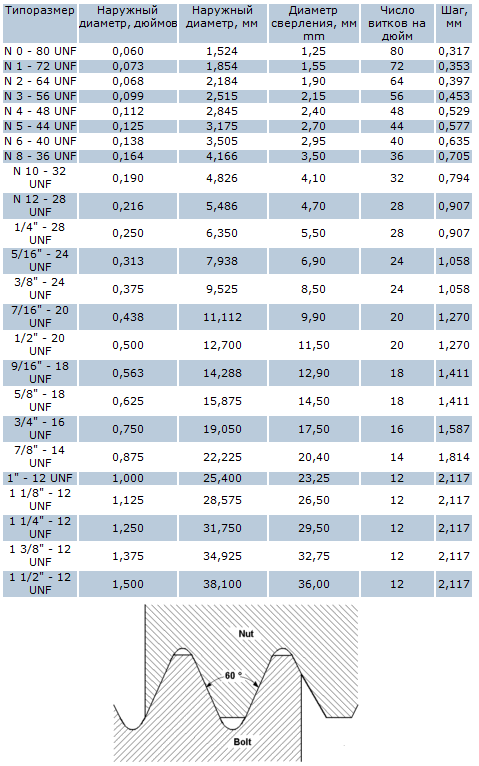
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы.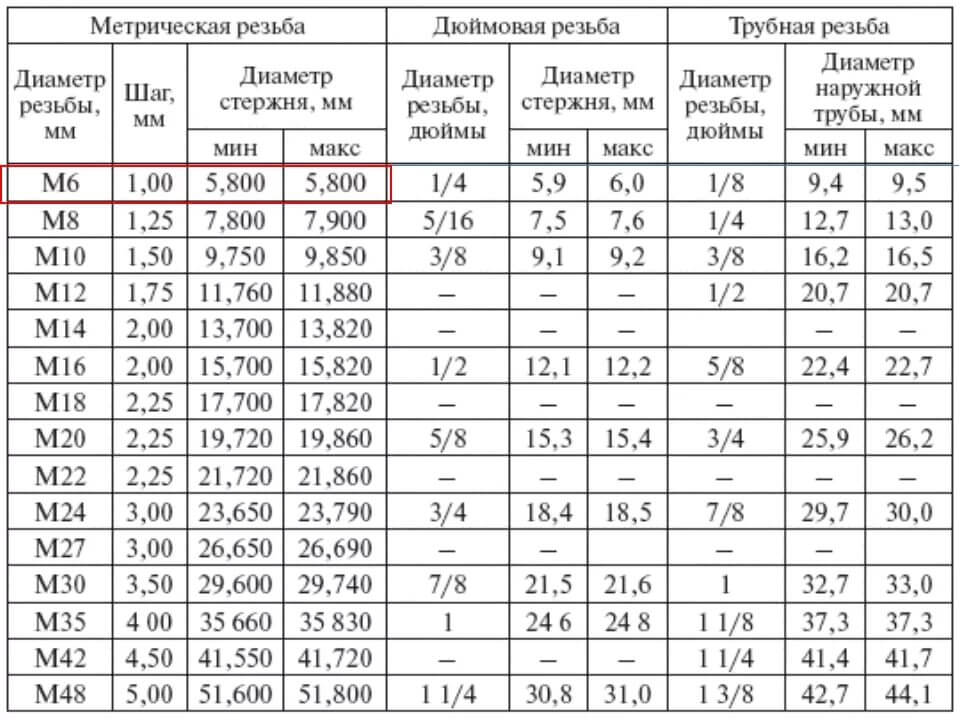 При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
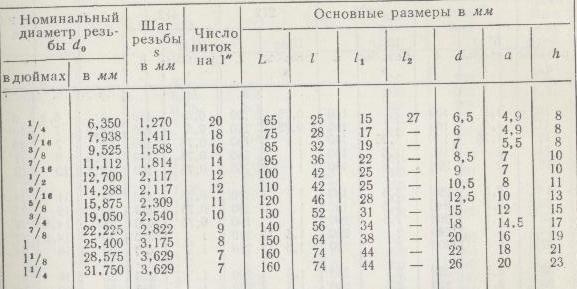
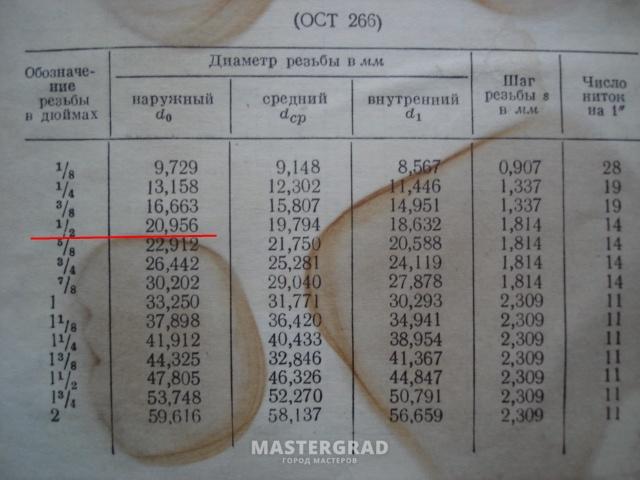
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
 В данном случае шаг составляет 1,814 мм.
В данном случае шаг составляет 1,814 мм.Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
 Нарезание проводится путем вращения инструмента.
Нарезание проводится путем вращения инструмента.Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
https://youtube.com/watch?v=sUZFu9QWipw
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Характеристики дюймовой резьбы
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
ПЕРЕХОДНИК С ДЮЙМОВОЙ РЕЗЬБЫ В МЕТРИЧЕСКУЮ
Если раньше о дюймовой резьбе было известно всё больше только понаслышке, то последние годы импортный инструмент и изделия прочно вошли в наш обиход. Порой они ломаются и тогда в процессе ремонта уже мы вынуждены «ломать голову» даже в том случае когда необходимо произвести замену пришедшего в негодность самого обычного винтика или болта. У нас система измерения метрическая, она впрочем, официально принята во всём мире кроме Америки, где дюймовая, да вот ещё китайцы взяли моду на дюймовую резьбу. Но в Китае ситуация вообще абсурдная: Китай, который официально перешел на метрическую систему при этом продолжает использование ещё и древнекитайские единицы измерения. Как же быть? Предлагаю быть смелее!
Таблица размеров резьбы дюймовой
Это таблица наиболее ходовых размеров дюймовой резьбы. Смотрим на первые два столбика. Слева диаметр дюймовой резьбы, справа её наружный диаметр в миллиметрах. Есть такие соотношения этих двух показателей, которые позволяют в случае крайней необходимости взять и перерезать дюймовую резьбу на метрическую. В качестве примера приведённое ниже описание произведённых работ.
Адаптируем резьбу в патроне
Приобрёл весьма симпатичный во всех отношениях сверлильный мини патрон китайского производства под свёрла диаметром от 0,5 до 3 мм, не вникая в то какая у него посадочная резьба.
Зря не вникнул, она оказалась дюймовой с размером одна четвёртая дюйма. Хвостовик, имевшийся у патрона, укоротил, срезав шестигранник. И стал использовать патрон в тандеме с ручными тисочками в качестве ручной сверлилки. По-своему тоже вещь необходимая в различных работах. А тем временем по возможности стал интересоваться, где найти токаря с настольным токарным станком, да ещё работающего по дюймовой резьбе.
Ручная сверлилка
Однажды мне это долгое и нудное мероприятие надоело. Нашёл вышеприведённую таблицу и определился, что ближайшая из метрических резьб к четверть дюйма, которая в диаметре равна 6,35 мм — это метрическая резьба М6. Раскрутил патрон и хорошенько смазав имевшуюся резьбу машинным маслом нарезал прямо по ней новую. И соединительной резьбой патрона стала резьба М6.
Разборка мини-патрона
Проверил её способность к удержанию вкрутив в патрон винт М6 и зажав через него в ручные тиски сделал от руки несколько отверстий 4 мм сверлом в толстом деревянном бруске. При работе не обнаружил абсолютно никакой разницы от смены резьб.
Наличие на патроне метрической соединительной резьбы позволило сделать переходник на вал электродвигателя самостоятельно. Зажав подходящую заготовку из пластмассы, которая уже имело внутреннее отверстие, в патрон электродрели (ИМХО так удобнее) нарезал на ней метчиком нужную резьбу.
Пластиковый переходник на резьбу
Вкрутил в патрон, вместо стоявшего там винта, необходимое количество, а излишек отрезал ножовкой по металлу.
Что получилось
Готовый патрон с самодельным переходником
В итоге патрон наконец-то занял давно уготованное ему место на валу электродвигателя марки YOHNSON (U питания 12 – 24 вольта, токопотребление до 1,1 ампера) от струйного принтера. Вот так рискнув (замечу осмысленно) удалось сменить резьбу и в результате теперь есть, кому помимо моих рук сверлить отверстия диаметром от полутора до двух с половиной миллиметров, причём даже в мягком металле. Автор —
Форум
Форум по обсуждению материала ПЕРЕХОДНИК С ДЮЙМОВОЙ РЕЗЬБЫ В МЕТРИЧЕСКУЮ
Резьба дюймовая внутренняя размеры таблица
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВЫХ РЕЗЬБ
( стандарты BSW (Ww), BSF, UNC, UNF )
Вершины и впадины профиля дюймовой резьбы, аналогично метрической, плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1′, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1′ = 25,4 мм – штpих ( ‘ ) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
NPSM – американский стандарт на резьбу дюймовую трубную цилиндрическую.
NPT – американский стандарт на резьбу дюймовую коническую.
ASME/ANSI B1.1 – 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME/ANSI B1.10M – 2004 Unified Miniature Screw Threads
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D) – наружный диаметр резьбы соответственно болта и гайки;
dp (Dp) – средний диаметр резьбы соответственно болта и гайки;
di (Di) – внутренний диаметр резьбы соответственно болта и гайки;
n – число ниток на дюйм.
Американская резьба с крупным шагом – UNS
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с мелким шагом – UNF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с особо мелким шагом – UNEF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
– резьба с плоской впадиной, которая обозначается буквами UN;
– резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент.
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ
( BSW (Ww) и BSF )
Трубная цилиндрическая резьба по ГОСТ 6357-81 применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Таблица шагов резьбы
Обозначения крышки серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
с крупной резьбой (UNC / UNRC) — это наиболее распространенное обозначение для болтов и гаек общего назначения. Крупная резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более терпима к неблагоприятным условиям и облегчает быструю сборку.
Серияс мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях.Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупной резьбы, чтобы предотвратить ее снятие.
8-резьбовая серия (8UN) — это метод формирования резьбы, указанный в нескольких стандартах ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Крупная резьба — UNC | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 3/8 — 16 | 0,3344 | 0,0678 | 0,0775 |
| 7/16 — 14 | 0,3911 | 0,0933 | 0,1063 |
| 1/2 — 13 | 0,4500 | 0,1257 | 0,1419 |
| 9/16 — 12 | 0.5084 | 0,162 | 0,182 |
| 5/8 — 11 | 0,5660 | 0,202 | 0,226 |
| 3/4 — 10 | 0,6850 | 0,302 | 0,334 |
| 7/8 — 9 | 0.8028 | 0,419 | 0,462 |
| 1–8 | 0,9188 | 0,551 | 0.606 |
| 1,1 / 8 — 7 | 1.0322 | 0.693 | 0,763 |
| 1–7 | 1,1572 | 0,890 | 0,969 |
| 1,3 / 8 — 6 | 1,2667 | 1.054 | 1,155 |
| 1½ — 6 | 1,3917 | 1,294 | 1.405 |
| 1–5 | 1,6201 | 1,74 | 1,90 |
| 2 — 4½ | 1,8557 | 2,30 | 2,50 |
| 2¼ — 4½ | 2.1057 | 3,02 | 3,25 |
| 2½ — 4 | 2,3376 | 3,72 | 4,00 |
| 2–4 | 2,5876 | 4,62 | 4,93 |
| 3–4 | 2,8376 | 5,62 | 5,97 |
| 3–4 | 3,0876 | 6,72 | 7,10 |
| 3½ — 4 | 3,3376 | 7,92 | 8.33 |
| 3–4 | 3,5876 | 9,21 | 9,66 |
| 4–4 | 3.8376 | 10,61 | 11,08 |
| Серия с мелкой резьбой — UNF | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. | |
| 3/8 — 24 | 0,3479 | 0,0809 | 0,0878 |
| 7/16 — 20 | 0,4050 | 0,1090 | 0,1187 |
| 1/2 — 20 | 0,4675 | 0,1486 | 0,1599 |
| 16.09 — 18 | 0,5264 | 0,189 | 0,203 |
| 5/8 — 18 | 0,5889 | 0,240 | 0,256 |
| 3/4 — 16 | 0.7094 | 0,351 | 0,373 |
| 7/8 — 14 | 0,8286 | 0,480 | 0,509 |
| 1–12 | 0,9459 | 0,625 | 0,663 |
| 1,1 / 8 — 12 | 1.0709 | 0,812 | 0,856 |
| 1–12 | 1,1959 | 1.024 | 1.073 |
| 1,3 / 8 — 12 | 1,3209 | 1.260 | 1,315 |
| 1½ — 12 | 1,4459 | 1,521 | 1,581 |
| 8-резьбовая серия — 8UN | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 1–8 | 0,9188 | 0.551 | 0.606 |
| 1,1 / 8 — 8 | 1.0438 | 0,728 | 0,790 |
| 1–8 | 1,1688 | 0,929 | 1.000 |
| 1,3 / 8 — 8 | 1,2938 | 1,155 | 1,233 |
| 1½ — 8 | 1,4188 | 1.405 | 1.492 |
| 1,5 / 8 — 8 | 1,5438 | 1,68 | 1.78 |
| 1–8 | 1,6688 | 1,98 | 2,08 |
| 1,7 / 8 — 8 | 1.7938 | 2,30 | 2,41 |
| 2–8 | 1,9188 | 2,65 | 2,77 |
| 2–8 | 2,1688 | 3,42 | 3,56 |
| 2½ — 8 | 2,4188 | 4,29 | 4,44 |
| 2–8 | 2.6688 | 5,26 | 5,43 |
| 3–8 | 2,9188 | 6,32 | 6,51 |
| 3–8 | 3,1688 | 7,49 | 7,69 |
| 3½ — 8 | 3,4188 | 8,75 | 8,96 |
| 3–8 | 3,6688 | 10,11 | 10,34 |
| 4–8 | 3.9188 | 11,57 | 11.81 |
| Источник: Portland Bolt & Mfg. Co. | |||
Шаг резьбы в дюймах под командой «Отверстие»
Возился и пытался создать какую-то тему таблицы мы нашли полезную дополнительную опцию, которую вы можете добавить в ветку Таблица.
Мы используем метрику по умолчанию, но мне нужны UNC и UNF (и NPT но это уже другая проблема). Один из парней нашел UNC и UNF таблицы на этом форуме, но они были имперскими единицами измерения. Катя не казалась доволен этим так что все единицы, кроме описаний в столбец 4, были преобразованы в метрические.Тогда мы застряли в проблема, когда заголовок столбца 4 использовался вместе с Номинальным Значение столбца Diamter при нанесении размеров элемента на чертеже. Это дало нам такие вещи, как «UNC 2.84» вместо «4-40 UNC».
Решение
Если добавить пятый столбец в первую строку файла с текстом DESC_IN_DRAFTING или NO_DESC_IN_DRAFTING вы можете контролировать, что используется для описания многопоточности в Рисунок.
DESC_IN_DRAFTING заставляет Катю использовать содержимое каждого отдельная запись 4-го, Описание, Столбец как текст, который будет использоваться для определения резьбы с размерами на чертеже.
NO_DESC_IN_DRAFTING заставляет Катю использовать заголовок 4-го,
Описание, столбец в качестве квалификатора и содержимое каждого
индивидуальная запись 1-го, номинального диаметра, столбца в качестве значения
который будет использоваться для определения размерной резьбы на
Рисунок.
Обратите внимание, что если используется NO_DESC_IN_DRAFTING , Catia игнорирует
записи в 4-м столбце описания и использует только столбец
Заголовок.
Пятый столбец (NO_) DESC_IN_DRAFTING имеет только заголовок столбца Вход.В строках под ним нет других записей. Это нужно либо быть sperate coulmn в Excel, либо быть выделенным TAB в .txt файл.
Используя пример из поста выше: —
Резьба, диаметр отверстия диам.
M
NO_DESC ..
0,2500 дюйма 0,05000 дюйма 0,1959 дюйма 1 / 4-20 UNC
0,3125 дюйма 0,05556 дюйма 0,2524 дюйма 5 / 16-18 UNC
Дало бы M0.2500 на чертеже. Где как: —
ThreadDiam Pitch HoleDiam
M
DESC_IN ..
0,2500 дюйма 0.05000 дюйма 0,1959 дюйма 1 / 4-20 UNC
0,3125 дюйма 0,05556 дюйма 0,2524 дюйма 5 / 16-18 UNC
На чертеже дал бы 1 / 4-20 UNC .
Надеюсь, это будет полезно.
Ура, Майк 8 — {>
Таблица диаметров стандартного шага— дюймы — WESTport Corp.
Калибры резьбовых колец
НОМИНАЛЬНЫЙ РАЗМЕР | ЕДИНЫЙ ДИАМЕТР ШАГА | ||||
КЛАСС 2А | КЛАСС 3A | X ДОЛ.GO = — NO GO = + | |||
GO | НЕ ПОЙДИТЕ | GO | НЕ ПОЙДИТЕ | ||
# 0-80 UNF | .0514 | . 0496 | .0519 | . 0506 | .0002 |
# 1-64 UNC | .0623 | . 0603 | . 0629 | .0614 | .0002 |
№ 1-72 UNF | .0634 | .0615 | .0640 | .0626 | .0002 |
# 2-56 UNC | . 0738 | .0717 | . 0744 | . 0728 | .0002 |
№ 2-64 UNF | . 0753 | . 0733 | . 0759 | . 0744 | .0002 |
# 3-48 UNC | . 0848 | .0825 | .0855 | .0838 | .0002 |
# 3-56 UNF | .0867 | .0845 | .0874 | .0858 | .0002 |
# 4-40 UNC | . 0950 | . 0925 | .0958 | .0939 | .0002 |
№ 4-48 UNF | .0978 | . 0954 | . 0985 | . 0967 | .0002 |
# 5-40 UNC | .1080 | . 1054 | . 1088 | . 1069 | .0002 |
№ 5-44 UNF | . 1095 | . 1070 | .1102 | . 1083 | .0002 |
# 6-32 UNC | . 1169 | . 1141 | . 1177 | . 1156 | .0003 |
№ 6-40 UNF | .1210 | . 1184 | . 1218 | . 1198 | .0002 |
# 8-32 UNC | . 1428 | . 1399 | . 1437 | . 1415 | .0003 |
№ 8-36 UNF | . 1452 | .1424 | . 1460 | . 1439 | .0002 |
# 10-24 UNC | ,1619 | . 1586 | . 1629 | .1604 | .0003 |
№ 10-32 UNF | . 1688 | . 1658 | .1697 | . 1674 | .0003 |
# 12-24 UNC | . 1879 | . 1845 | . 1889 | . 1863 | .0003 |
№ 12-28 UNF | . 1918 | . 1886 | . 1928 | .1904 | .0003 |
№ 12-32 UNEF | . 1948 | . 1917 | .1957 | . 1933 | .0003 |
1 / 4 -20 UNC | . 2164 | . 2127 | . 2175 | .2147 | .0003 |
1 / 4 -28 UNF | .2258 | ,2225 | . 2268 | ,2243 | .0003 |
1 / 4 -32 UNEF | . 2287 | .2255 | .2297 | . 2273 | .0003 |
5 / 16 -18 UNC | . 2752 | . 2712 | . 2764 | . 2734 | .0003 |
5 / 16 -24 UNF | . 2843 | .2806 | . 2854 | . 2827 | .0003 |
5 / 16 -32 UNEF | . 2912 | . 2880 | ,2922 | . 2898 | .0003 |
3 / 8 -16 UNC | .3331 | . 3287 | .3344 | .3311 | .0003 |
3 / 8 -24 UNF | . 3468 | . 3430 | . 3479 | . 3450 | .0003 |
3 / 8 -32 UNEF | .3537 | . 3503 | .3547 | .3522 | .0003 |
7 / 16 -14 UNC | . 3897 | ,3850 | .3911 | . 3876 | .0003 |
7 / 16 -20 UNF | .4037 | .3995 | .4050 | . 4019 | .0003 |
7 / 16 -28 UNEF | . 4132 | . 4096 | . 4143 | . 4116 | .0003 |
1 / 2 -13 UNC | .4485 | . 4435 | . 4500 | . 4463 | .0003 |
1 / 2 -20 UNF | . 4662 | . 4619 | . 4675 | . 4643 | .0003 |
1 / 2 -28 UNEF | .4757 | . 4720 | . 4768 | . 4740 | .0003 |
9 / 16 — 12 UNC | . 5068 | . 5016 | . 5084 | . 5045 | .0003 |
9 / 16 -18 UNF | .5250 | . 5205 | . 5264 | . 5230 | .0003 |
9 / 16 -24 UNEF | . 5342 | . 5303 | . 5354 | . 5325 | .0003 |
5 / 8 -11 UNC | .5644 | .5589 | . 5660 | . 5619 | .0003 |
5 / 8 -18 UNF | .5875 | . 5828 | . 5889 | .5854 | .0003 |
5 / 8 -24 UNEF | .5967 | .5927 | . 5979 | .5949 | .0003 |
11 / 16 -24 UNEF | .6592 | .6552 | . 6604 | .6574 | .0003 |
3 / 4 -10 UNC | .6832 | .6773 | .6850 | . 6806 | .0003 |
3 / 4 -16 UNF | .7079 | .7029 | .7094 | .7056 | .0003 |
3 / 4 -20 UNEF | .7162 | . 7118 | . 7175 | . 7142 | .0003 |
13 / 16 — 20 UNEF | . 7787 | . 7743 | .7800 | .7767 | .0003 |
7 / 8 -9 UNC | .8009 | .7946 | .8028 | . 7981 | .0003 |
7 / 8 -14 UNF | . 8270 | . 8216 | . 8286 | . 8245 | .0003 |
7 / 8 -20 UNEF | .8412 | . 8368 | .8425 | . 8392 | .0003 |
15 / 16 — 20 UNEF | .9036 | . 8991 | .9050 | .9016 | .0003 |
1 ”-8 UNC | .9168 | . 9100 | . 9188 | . 9137 | .0004 |
1 ”-12 UNF | . 9441 | . 9382 | . 9459 | . 9415 | .0003 |
1 ”-14 UNS | . 9519 | .9463 | . 9536 | . 9494 | .0003 |
1 дюйм -20 UNEF | . 9661 | . 9616 | . 9675 | . 9641 | .0003 |
1 1 / 16 — 12 ООН | 1.0067 | 1.0010 | 1,0084 | 1.0042 | .0003 |
1 1 / 16 -18 UNEF | 1.0250 | 1.0203 | 1.0264 | 1.0228 | .0003 |
1 1 / 8 -7 UNC | 1.0300 | 1.0228 | 1.0322 | 1.0268 | .0004 |
1 1 / 8 — 12 UNF | 1.0691 | 1.0631 | 1.0709 | 1.0664 | .0003 |
1 1 / 8 -18 UNEF | 1.0875 | 1.0828 | 1.0889 | 1.0853 | .0003 |
1 3 / 16 — 12 ООН | 1,1317 | 1,1259 | 1,1334 | 1,1291 | .0003 |
1 3 / 16 -18 UNEF | 1.1499 | 1.1450 | 1,1514 | 1,1478 | .0003 |
1 1 / 4 -7 UNC | 1,1550 | 1,1476 | 1,1572 | 1,1517 | .0004 |
1 1 / 4 — 12 UNF | 1.1941 | 1,1879 | 1,1959 | 1,1913 | .0003 |
1 1 / 4 -18 UNEF | 1,2124 | 1,2075 | 1,2139 | 1,2103 | .0003 |
1 5 / 16 — 12 ООН | 1.2567 | 1,2509 | 1,2584 | 1,2541 | .0003 |
1 5 / 16 -18 UNEF | 1,2749 | 1,2700 | 1,2764 | 1,2728 | .0003 |
1 3 / 8 -6 UNC | 1.2643 | 1,2563 | 1,2667 | 1,2607 | .0004 |
1 3 / 8 — 12 UNF | 1,3190 | 1,3127 | 1,3209 | 1,3162 | .0003 |
1 3 / 8 -18 UNEF | 1.3374 | 1,3325 | 1,3389 | 1,3353 | .0003 |
1 7 / 16 — 12 ООН | 1,3816 | 1,3757 | 1,3834 | 1,3790 | .0003 |
1 7 / 16 -18 UNEF | 1.3999 | 1,3949 | 1.4014 | 1,3977 | .0003 |
1 1 / 2 -6 UNC | 1,3893 | 1,3812 | 1,3917 | 1,3856 | .0004 |
1 1 / 2 — 12 UNF | 1.4440 | 1,4376 | 1,4459 | 1.4411 | .0003 |
1 1 / 2 -18 UNEF | 1.4624 | 1.4574 | 1.4639 | 1,4602 | .0003 |
| Номинальный размер и Резьба / дюйм и Обозначение серии | Допуск — ance | Незначительный Диаметр | Шаг Диаметр | Главный Диаметр | ||||
| Мин. | Макс. | Мин. | Макс. | Допуск | Мин. | |||
| 0-80 1-64 1-72 2-56 2-64 | UNF UNC UNF UNC UNF | 0,0005 0,0006 0,0006 0,0006 0,0006 | 0,0465 0,0561 0,0580 0,0667 0,0691 | 0,0514 0,0623 0.0635 0,0737 0,0753 | 0,0519 0,0629 0,0640 0,0744 0,0759 | 0,0542 0,0655 0,0665 0,0772 0,0786 | 0,0023 0,0026 0,0025 0,0028 0,0027 | 0,0600 0,0730 0,0730 0,0860 0,0860 |
| 3-48 3-56 4-40 4-48 5-40 | UNC UNF UNC UNF UNC | 0,0007 0,0007 0,0008 0.0007 0,0008 | 0,0764 0,0797 0,0849 0,0894 0,0979 | 0,0845 0,0865 0,0939 0,0968 0,1062 | 0,0855 0,0874 0,0958 0,0985 0,1088 | 0,0885 0,0902 0,0991 0,1016 0,1121 | 0,0030 0,0028 0,0033 0,0031 0,0033 | 0,0990 0,0990 0,1120 0,1120 0,1250 |
| 5-44 6-32 6-40 8-32 8-36 | UNF UNC UNF UNC UNF | 0.0007 0,0008 0,0008 0,0009 0,0008 | 0,1004 0,104 0,111 0,130 0,134 | 0,1079 0,114 0,119 0,139 0,142 | 0,1102 0,1177 0,1218 0,1437 0,1460 | 0,1134 0,1214 0,1252 0,1475 0,1496 | 0,0032 0,0037 0,0034 0,0038 0,0036 | 0,1250 0,1380 0,1380 0,1640 0,1640 |
| 10-24 10-32 12-24 12-28 1 / 4-20 | UNC UNF UNC UNF UNC | 0.0010 0,0009 0,0010 0,0010 0,0011 | 0,145 0,156 0,171 0,177 0,196 | 0,156 0,164 0,181 0,186 0,207 | 0,1629 0,1697 0,1889 0,1928 0,2175 | 0,1672 0,1736 0,1933 0,1970 0,2224 | 0,0043 0,0039 0,0044 0,0042 0,0049 | 0,1900 0,1900 0,2160 0,2160 0,2500 |
| 1 / 4-28 5 / 16-18 5 / 16-24 3 / 8-16 3 / 8-24 | UNF UNC UNF UNC UNF | 0.0010 0,0012 0,0011 0,0013 0,0011 | 0,211 0,252 0,267 0,307 0,330 | 0,220 0,265 0,277 0,321 0,034 | 0,2268 0,2764 0,2854 0,3344 0,3479 | 0,2311 0,2817 0,2902 0,3401 0,3528 | 0,0043 0,0053 0,0048 0,0057 0,0049 | 0,2500 0,3125 0,3125 0,3750 0,3750 |
| 7 / 16-14 7 / 16-20 1 / 2-13 1 / 2-20 9 / 16-12 | UNC UNF UNC UNF UNC | 0.0014 0,0013 0,0015 0,0013 0,0016 | 0,360 0,383 0,417 0,446 0,472 | 0,376 0,395 0,434 0,457 0,490 | 0,3911 0,4050 0,4500 0,4675 0,5084 | 0,3972 0,4104 0,4565 0,4731 0,5152 | 0,0061 0,0054 0,0065 0,0056 0,0068 | 0,4375 0,4375 0,5000 0,5000 0,5625 |
| 9 / 16-18 5 / 8-11 5 / 8-18 3 / 4-10 3 / 4-16 | UNF UNC UNF UNC UNF | 0.0014 0,0016 0,0014 0,0018 0,0015 | 0,502 0,527 0,565 0,642 0,682 | 0,515 0,546 0,578 0,663 0,696 | 0,5264 0,5660 0,5889 0,6850 0,7094 | 0,5323 0,5732 0,5949 0,6927 0,7159 | 0,0059 0,0072 0,0060 0,0077 0,0065 | 0,5625 0,6250 0,6250 0,7500 0,7500 |
| 7 / 8-9 7 / 8-14 1-8 1-12 1-14 | UNC UNF UNC UNF UNS | 0.0019 0,0016 0,0020 0,0018 0,0017 | 0,755 0,798 0,865 0,910 0,923 | 0,778 0,814 0,890 0,928 0,938 | 0,8028 0,8286 0,9188 0,9459 0,9536 | 0,8110 0,8356 0,9276 0,9535 0,9609 | 0,0082 0,0070 0,0088 0,0076 0,0073 | 0,8750 0,8750 1,0000 1,0000 1,0000 |
| 11 / 8-7 11 / 8-8 11/812 11 / 4-7 11 / 4-8 | UNC UN UNF UNC UN | 0.0022 0,0021 0,0018 0,022 0,0021 | 0,970 0,990 1,035 1,095 1,115 | 0,998 1,015 1,053 1,123 1,140 | 1,322 1,0438 1,0709 1,1572 1,1688 | 1,0416 0,0528 1,0787 1,668 1,1780 | 0,0094 0,0090 0,0078 0,0096 0,0092 | 1,1250 1,1250 1,1250 1,2500 1,2500 |
| 11 / 4-12 1 3 / 8-6 1 3 / 8-8 1 3 / 8-12 11 / 2-6 | UNF UNC UN UNF UNC | 0.0018 0,0024 0,0022 0,0019 0,0024 | 1,160 1,195 1,240 1,285 1,320 | 1,178 1,225 1,265 1,303 1,350 | 1,1959 1,2667 1,2938 1,3209 1,3917 | 1,2039 1,2771 1,3031 1,3291 1,4022 | 0,0080 0,0104 0,0093 0,0082 0,0105 | 1,2500 1,3750 1,3750 1,3750 1,5000 |
| 11 / 2-8 11 / 2-12 1 5 / 8-8 1 3 / 4-5 1 3 / 4-8 | UN UNC UN UNC UN | 0.0022 0,0019 0,0022 0,0027 0,0023 | 1,365 1,410 1,490 1,534 1,615 | 1,390 1,428 1,515 1,568 1,640 | 1,4188 1,4459 1,5438 1,6201 1,6688 | 1,4283 1,4542 1,5535 1,6317 1,6786 | 0,0095 0,0083 0,0097 0,0116 0,0098 | 1.5000 1.5000 1.6250 1.7500 1.7500 |
| 1 7 / 8-8 2-41 / 2 2-8 2 1 / 4-4.5 2 1 / 4-8 | UN UNC UN UNC UN | 0,0023 0,0029 0,0023 0,0029 0,0024 | 1,740 1,759 1,865 2,009 2,115 | 1,765 1,795 1,890 2,045 2,140 | 1,7938 1,8557 1,9188 2,1057 2,1688 | 1,8038 1,8681 1,9289 2,1183 2,1792 | 0,0100 0,0124 0,0101 0,0126 0,0104 | 1.8750 2,0000 2,0000 2,2500 2,2500 |
| 2 1 / 2-4 2 1 / 2-8 2 3 / 4-4 2 3 / 4-8 3-4 | UNC UN UNC UN UNC | 0,0031 0,0024 0,0032 0,0025 0,0032 | 2,229 2,365 2,479 2,615 2,729 | 2,267 2,390 2,517 2,640 2,767 | 2,3376 2,4188 2,5876 2,6688 2,8376 | 2,3511 2.4294 2,6013 2,6796 2,8515 | 0,0135 0,0106 0,0137 0,0108 0,0139 | 2.5000 2.5000 2.7500 2.7500 3.0000 |
| 3-8 3 1 / 4-4 31 / 4-8 3 1 / 2-4 31 / 2-8 | UN UNC UN UNC UN | 0,0026 0,0033 0,0026 0,0033 0,0026 | 2,865 2,979 3,115 3,229 3,365 | 2,890 3,017 3.140 3,267 3,390 | 2,9188 3,0876 3,1688 3,3376 3,4188 | 2,9299 3,1017 3,1801 3,3519 3,4303 | 0,0111 0,0141 0,0113 0,0143 0,0115 | 3,0000 3,2500 3,2500 3,5000 3,5000 |
| 3 3 / 4-4 3 3 / 4-8 4-4 4-8 | UNC UN UNC UN | 0,0034 0,0027 0,0034 0,0027 | 3.479 3,615 3,729 3,865 | 3,517 3,640 3,767 3,890 | 3,5876 3,6688 3,8376 3,9188 | 3,6021 3,6805 3,8523 3,9307 | 0,0145 0,0117 0,0147 0,0119 | 3.7500 3.7500 4.0000 4.0000 |
Таблица преобразования винтовой резьбы
Таблица преобразования винтовой резьбы
| НОМИНАЛЬНЫЙ ДИАМЕТР (мм) | ГЛАВНЫЙ ДИАМЕТР | |
|---|---|---|
| мм | ДЮЙМ | |
| M 1 | . 1 | 0393|
| M 1,1 | 1,1 | .0433 |
| M 1,2 | 1,2 | 0,0472 |
| M 1,4 | 1,4 | .0551 |
| M 1,6 | 1,6 | .0629 |
| M 1,8 | 1,8 | .0708 |
| M 2 | 2 | .0787 |
| M 2,2 | 2,2 | .0866 |
| M 2.3 | 2,3 | .0905 |
| M 2,5 | 2,5 | 0,0984 |
| M 2,6 | 2,6 | .1023 |
| M 3 | 3 | .1181 |
| M 3,5 | 3,5 | .1378 |
| M 4 | 4 | .1574 |
| M 4,5 | 4,5 | .1771 |
| M 5 | 5 | .1968 |
| M 6 | 6 | .2362 |
| M 7 | 7 | .2755 |
| M 8 | 8 | .3149 |
| M 10 | 10 | .3937 |
| M 12 | 12 | .4724 |
| M 14 | 14 | .5511 |
| M 16 | 16 | .6299 |
| M 18 | 18 | .7086 |
| M 20 | 20 | .7874 |
| M 22 | 22 | .8661 |
| M 24 | 24 | .9448 |
| M 27 | 27 | 1.0629 |
| M 30 | 30 | 1.181 |
| M 33 | 33 | 1.299 |
| M 36 | 36 | 1.417 |
| M 39 | 39 | 1 .535 |
| M 42 | 42 | 1,654 |
| M 45 | 45 | 1,772 |
| M 48 | 48 | 1,890 |
| M 52 | 52 | 2,047 |
| M 56 | 56 | 2,205 |
| M 60 | 60 | 2,362 |
| M 64 | 64 | 2,520 |
| M 68 | 68 | 2.677 |
| M 72 | 72 | 2,835 |
| M 76 | 76 | 2,992 |
| M 80 | 80 | 3,150 |
| M 85 | 85 | 3,346 |
| M 90 | 90 | 3,543 |
| M 95 | 95 | 3,740 |
| M 100 | 100 | 3,937 |
| M 105 | 105 | 4.134 |
| M 110 | 110 | 4,331 |
| M 115 | 115 | 4,538 |
| M 120 | 120 | 4,724 |
| M 125 | 125 | 4,921 |
| M 130 | 130 | 5,118 |
| M 135 | 135 | 5,315 |
| M 140 | 140 | 5,512 |
| M 145 | 145 | 5.709 |
| M 150 | 150 | 5,906 |
| ШАГ (мм) | Прибл. Резьбы на дюйм |
|---|---|
| 0,08 | 317,5 |
| 0,09 | 282,25 |
| 0,1 | 254 |
| 0,125 | 203,25 |
| 0,15 | 169,25 |
| 0,15 | 169,25 |
| 900 145,25 | |
| 0.2 | 127 |
| 0,225 | 113 |
| 0,25 | 101,5 |
| 0,3 | 84,75 |
| 0,35 | 72,5 |
| 0,4 | 63,5 |
| 0,45 | 56,5 |
| 0,5 | 50,75 |
| 0,6 | 42,25 |
| 0,7 | 36,25 |
| 0,75 | 33.75 |
| 0,8 | 31,75 |
| 0,9 | 25,25 |
| 1 | 25,5 |
| 1,25 | 20,25 |
| 1,5 | 17 |
| 1,75 | 14,25 |
| 2 | 12,75 |
| 2,5 | 10,25 |
| 3 | 8,5 |
| 3,5 | 7,25 |
| 4 | 6.25 |
| 5 | 5 |
| 5,5 | 4,5 |
| 6 | 4,25 |
* Вся информация носит исключительно информативный характер
Преобразование дюймовой резьбы в метрическую систему — Руководство по резьбонарезному инструменту
Тот, кто часто читает этот блог или уже имел дело с темой резьбы, знает, что существует много типов резьбы и что они могут быть разделены на дюймовые резьбы (UNC, UNF, BSW, BSF и т. Д.) И метрические резьбы (M, MF и т.п.) на первом этапе.
Резьбадюймов очень распространена в Европе, особенно в автомобильной промышленности, в санитарном секторе (водопровод и газ) и компьютерных технологиях. Снова и снова возникает путаница из-за таможенной информации.
Поэтому в этой статье блога мы хотели бы преобразовать дюймовую резьбу и уточнить особенности. Приступим!
Дюймовая резьба не равна дюймовой резьбе
Как уже упоминалось, типы резьбы можно разделить на дюймовые и метрические.Однако дюймовая резьба тоже различается. Например, UNC и UNF — американские нити, BSW и BSF — английские нити. Оба они указаны в дюймах / дюймах, но имеют разные углы боковых сторон и шаг резьбы. Поэтому важно понимать, что они не взаимозаменяемы.
Еще один важный момент — это различие между резьбой винта и трубной резьбой. Дюймовая трубная резьба не может быть преобразована с использованием приведенной ниже таблицы из-за исторических обстоятельств! Поскольку один дюйм / дюйм не соответствует 25.4 мм для трубной резьбы! Вернее 33 мм.
Вы можете прочитать больше информации и различий в этом сообщении блога:
и
Как преобразуется дюймовая резьба для винтов?
Если вы хотите преобразовать дюймовую резьбу винта, вы должны иметь в виду следующую простую формулу:
1,00 дюйм = 25,40 мм <=> 2,54 см
Предупреждение : Эта формула преобразования подходит только для винтовой резьбы, но не для трубной резьбы!
Поскольку при обработке металла размеры всегда указываются в миллиметрах, мы будем следовать этому неписаному закону в дальнейшем ходе этой статьи!
дюймовая резьба всегда отображается в виде дроби (1/4 дюйма) и никогда не отображается в виде десятичного числа (0.25 дюймов) на нитеобрезатели.
Размер резьбы менее 1/4 дюйма представлен натуральным числом (0–12), например, UNC №3.
Таблица преобразования дюймовой резьбы в миллиметры (мм)
| дюймов | Десятичный дюйм | Десятичный мм |
| 3/16 | 0,1875 | 4,7625 |
| 1/4 | 0,2500 | 6,3500 |
| 5/16 | 0,3125 | 7,9375 |
| 3/8 | 0,3750 | 9,5250 |
| 7/16 | 0,4375 | 11,1125 |
| 1/2 | 0,5000 | 12,7000 |
| 5/8 | 0,6250 | 15,8750 |
| 3/4 | 0,7500 | 19,0500 |
| 7/8 | 0,8750 | 22,2250 |
| 1 ″ | 1,0000 | 25,4000 |
| 1.1/4 | 1,2500 | 31,7500 |
| 1. 1/2 | 1,5000 | 38,1000 |
| 1. 3/4 | 1,7500 | 44,4500 |
| 2 ″ | 2,0000 | 50,8000 |
| 2. 1/4 | 2,2500 | 57,1500 |
| 2. 1/2 | 2,5000 | 63,5000 |
| 2. 3/4 | 2,7500 | 69,8500 |
| 3 ″ | 3,0000 | 76,2000 |
| 3.1/4 | 3,2500 | 82,5500 |
| 3. 1/2 | 3,5000 | 88,9000 |
| 3. 3/4 | 3,7500 | 95,2500 |
| 4 ″ | 4,0000 | 101,6000 |
| 4. 1/2 | 4,5000 | 114,3000 |
| 5 ″ | 5,0000 | 127,0000 |
| 5. 1/2 | 5,5000 | 139,7000 |
| 6 ″ | 6,0000 | 152,4000 |
| 6.1/2 | 6,5000 | 165,1000 |
| 7 ″ | 7,0000 | 177,8000 |
| 7. 1/2 | 7,5000 | 190,5000 |
| 8 ″ | 8,0000 | 203,2000 |
| 8. 1/2 | 8,5000 | 215,9000 |
| 9 ″ | 9,0000 | 228,6000 |
| 9. 1/2 | 9,5000 | 241,3000 |
| 10 ″ | 10,0000 | 254,0000 |
| 10.1/2 | 10,5000 | 266,7000 |
| 11 ″ | 11,0000 | 279,4000 |
| 11. 1/2 | 11,5000 | 292,1000 |
| 12 ″ | 12,0000 | 304,8000 |
| 12. 1/2 | 12,5000 | 317,5000 |
| 13 ″ | 13,0000 | 330,2000 |
| 13. 1/2 | 13,5000 | 342,9000 |
| 14 ″ | 14,0000 | 355,6000 |
| 14.1/2 | 14,5000 | 368,3000 |
| 15 ″ | 15,0000 | 381,0000 |
Производитель нестандартных U-образных болтов | Поставщик U-образных болтов из Мичигана
Следующие таблицы помогут понять резьбу и диаметр метрических крепежных деталей и их преобразование в стандартные дюймы США.
| Диаметр метрической резьбы | Преобразование диаметра | ||||
|---|---|---|---|---|---|
| Стандартный шаг | с мелким шагом | Метрическая система MM | дюймов (прибл.) | Шаг мм | |
| M 3 x 0.5 | 3 | 4-40 | 0,5 | ||
| M 4 x 0,7 | 3,5 | 6-32 | 0,6 | ||
| M 5 x 0,8 | 4 | 8-32 | 0,7 | ||
| 5 | 10-24 | 0,8 | |||
| M 6 x 1.0 | 6 | 1/4 ″ | 1,0 | ||
| M 8 x 1.25 | M 8 x 1.0 | 7 | 9/32 ″ | 1,0 | |
| M 10 x 1,5 | M 10 x 1,25 | 8 | 5/16 ″ | 1,25 | |
| M10 x 1.0 | 10 | 3/8 ″ | 1,5 | ||
| M12 x 1,75 | M 12 x 1,25 | 12 | 1/2 ″ | 1,75 | |
| M 12 x 1,5 | 14 | 9/16 ″ | 2.0 | ||
| M 14 x 2,0 | M 14 x 1,5 | 16 | 5/8 ″ | 2,0 | |
| M 16 x 2,0 | M 16 x 1,5 | 18 | 11/16 ″ | 2,6 | |
| M 18 x 2,5 | M 18 x 1,5 | 20 | 3/4 ″ | 2,5 | |
| 22 | 7/8 ″ | 2,5 | |||
| M 20 x 2,5 | M 20 x 1.5 | 24 | 1 ″ | 3,0 | |
| M 22 x 2,5 | M 22 x 1,5 | 27 | 1 1/16 ″ | 3,0 | |
| M 24 x 3,0 | M 24 x 2,0 | 30 | 1 3/16 ″ | 3,5 | |
| M 27 x 3,0 | М 27 x 2,0 | ||||
| M 30 x 3,5 | M 30 x 2,0 | ||||
| П | дюймов (прибл.) | Метрическая система | MMдюйма (прибл.) | |
|---|---|---|---|---|
| 1 | 3/64 ″ | 90 | 3 1/2 ″ | |
| 1.5 | 1/16 ″ | 100 | 4 ″ | |
| 2 | 5/64 ″ | 110 | 4 3/8 ″ | |
| 3 | 1/8 ″ | 120 | 4 3/4 ″ | |
| 4 | 5/32 ″ | 130 | 5 ″ | |
| 5 | 3/16 ″ | 140 | 5 1/2 ″ | |
| 6 | 1/4 ″ | 150 | 6 ″ | |
| 8 | 5/16 ″ | 160 | 6 1/4 ″ | |
| 10 | 3/8 ″ | 170 | 6 3/4 ″ | |
| 12 | 1/2 ″ | 180 | 7 ″ | |
| 14 | 9/16 ″ | 190 | 7 1/2 ″ | |
| 16 | 5/8 ″ | 200 | 8 ″ | |
| 18 | 11/16 ″ | 220 | 8 3/4 ″ | |
| 19 | 3/4 ″ | 240 | 9 9/16 ″ | |
| 20 | 3/4 ″ | 260 | 10 1/4 ″ | |
| 25 | 1 ″ | 270 | 10 3/4 ″ | |
| 30 | 1 3/16 ″ | 280 | 11 ″ | |
| 35 | 1 3/8 ″ | 300 | 12 ″ | |
| 40 | 1 9/16 ″ | 320 | 12 1/2 ″ | |
| 45 | 1 3/4 ″ | 340 | 13 1/2 ″ | |
| 50 | 2 ″ | 360 | 14 1/4 ″ | |
| 55 | 2 3/16 | 380 | 15 ″ | |
| 60 | 2 3/8 ″ | 400 | 15 3/4 ″ | |
| 65 | 2 9/16 ″ | 420 | 16 1/2 ″ | |
| 70 | 2 3/4 ″ | 440 | 17 3/8 ″ | |
| 75 | 3 ″ | 460 | 18 ″ | |
| 80 | 3 3/16 ″ | 480 | 19 ″ | |
| 85 | 3 3/8 ″ | 500 | 20 ″ |