Диаметр сверла под резьбу для метчиков. Таблица
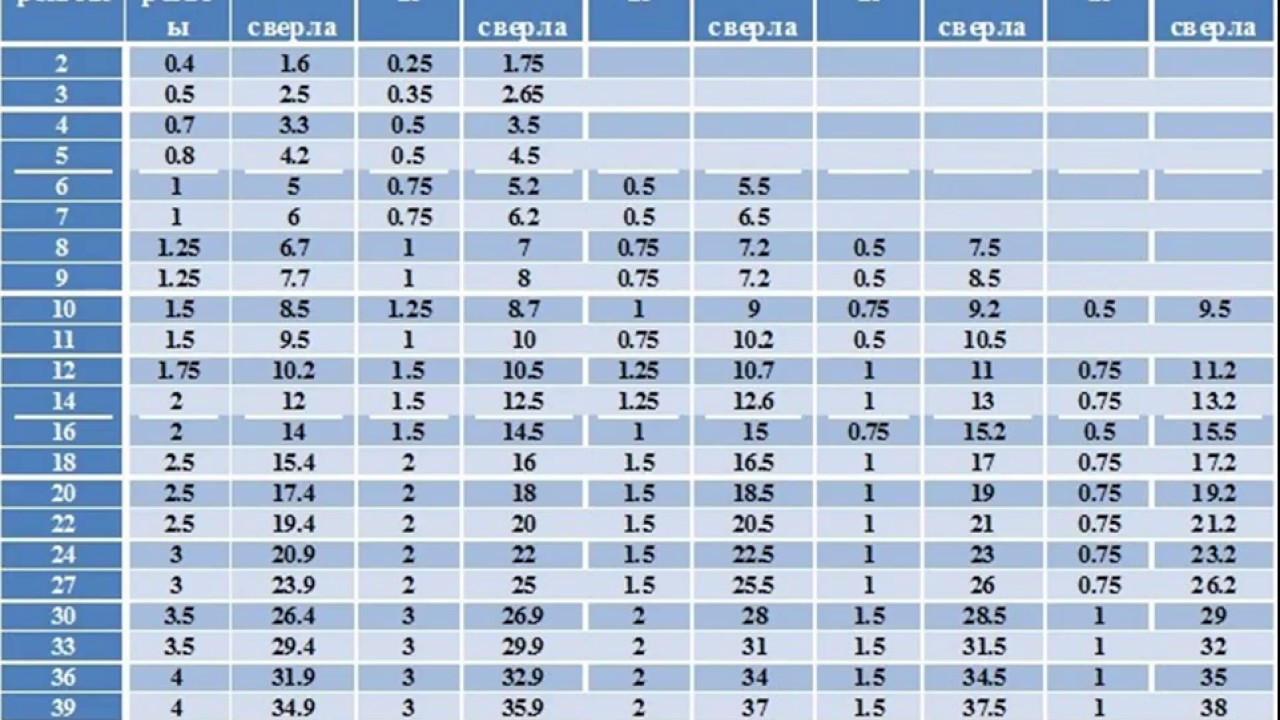
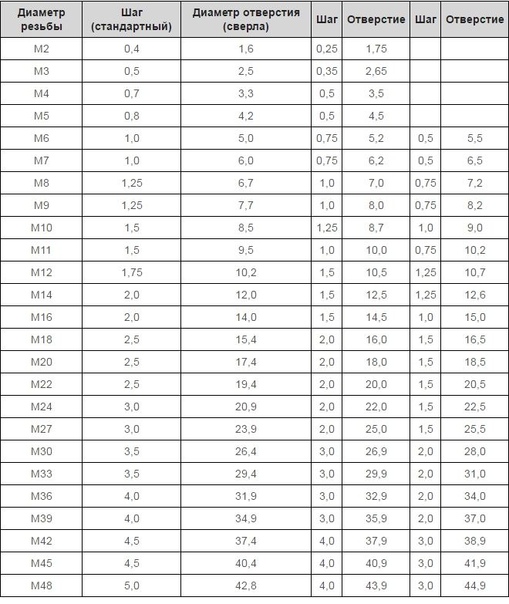
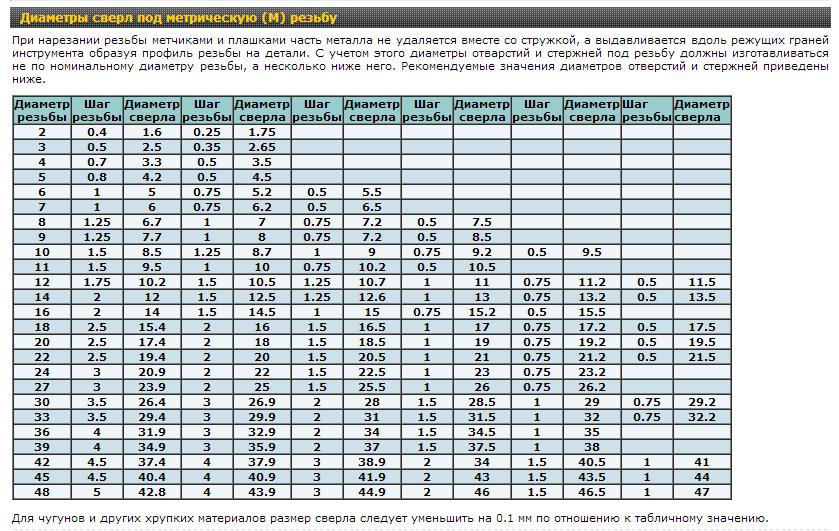
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра.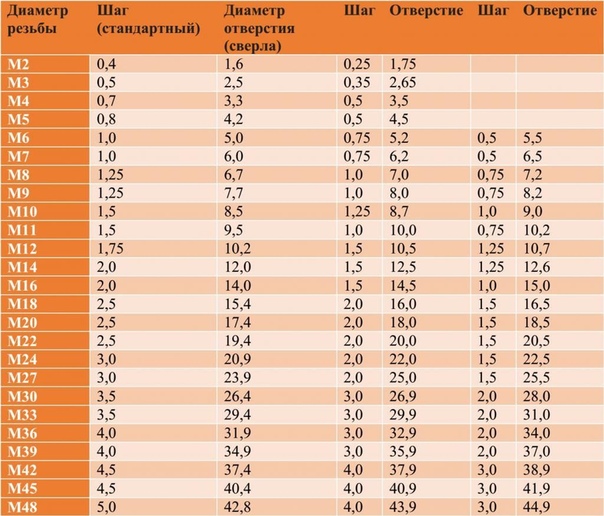
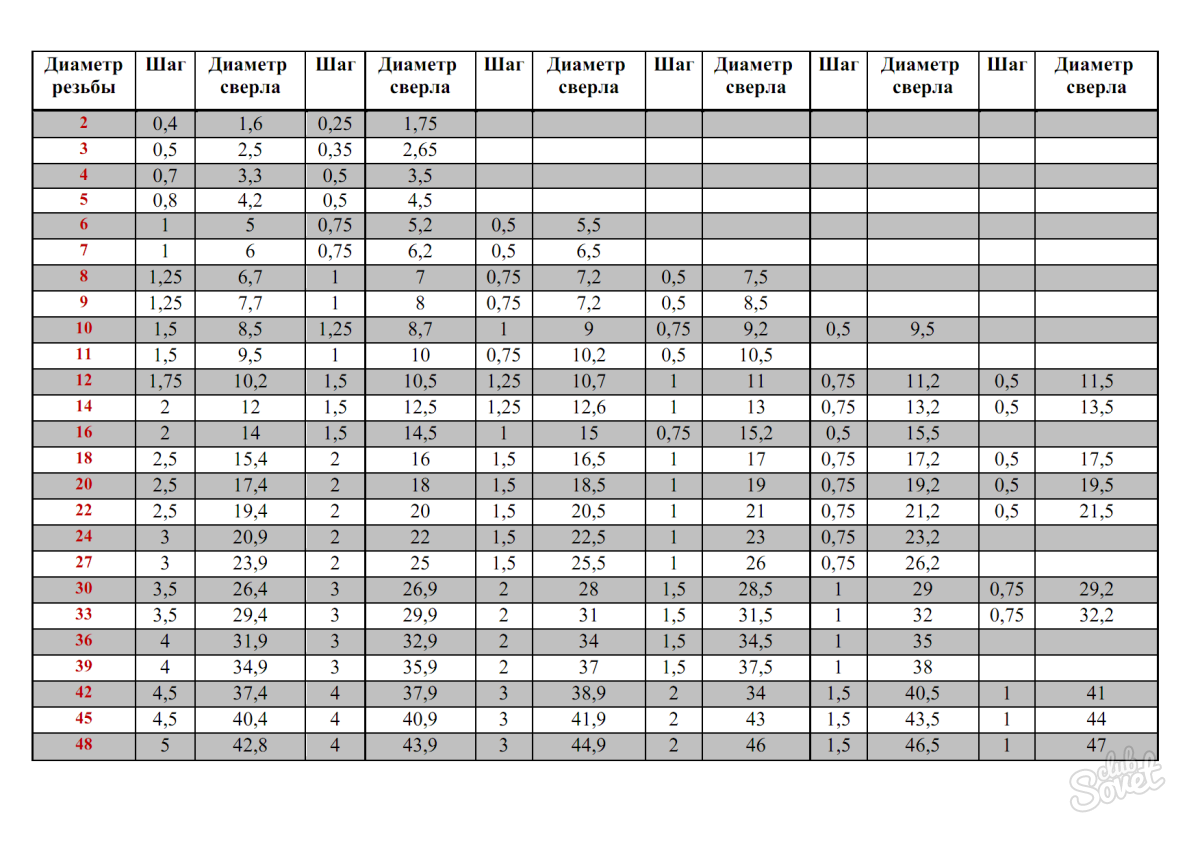
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг |
⌀ сверла |
Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 |
0. 4 4
|
1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 |
0. 8 8
|
4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 |
1. 25 25
|
6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 |
0. 75 75
|
9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 |
11. 5 5
|
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 |
15. 4 4
| 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 |
1. 5 5
|
20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 |
0. 75 75
|
26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 |
32. 2 2
|
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 |
37. 9 9
|
3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 |
1. 5 5
|
46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр — P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы 25.09.2020 10:46:01
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал — испортил деталь. его уже не выковыряешь от туда
26.01.2021 22:14:29
Игорь
Спасибо!
05.06.2020 07:30:38
специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм.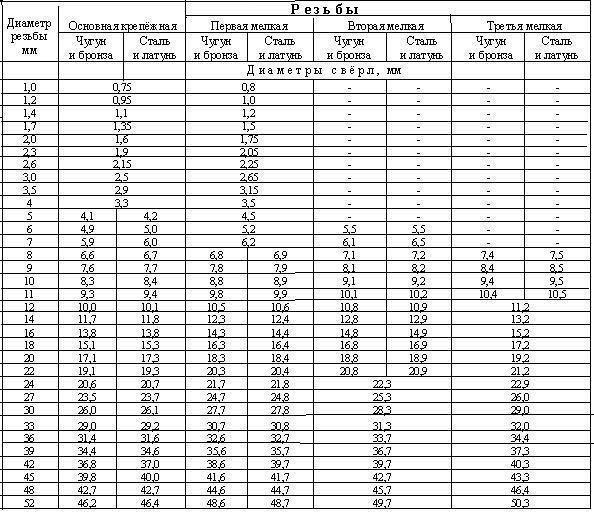 В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг.
 Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
 Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.

Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.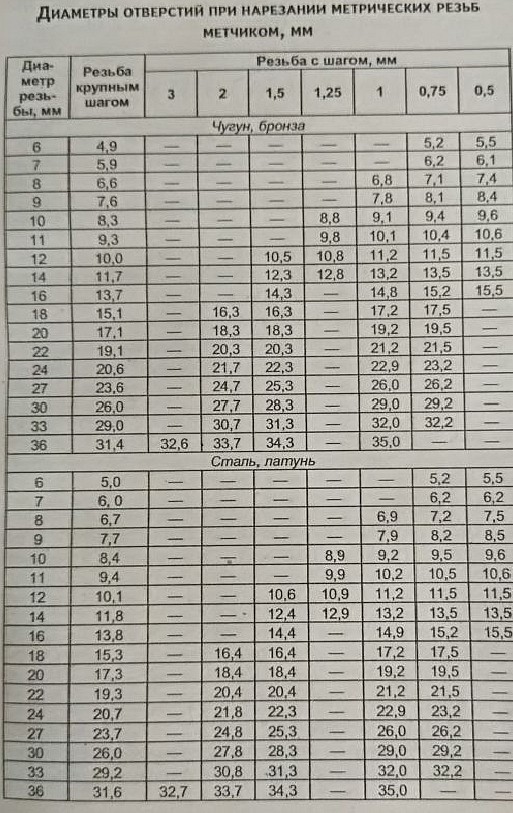
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика.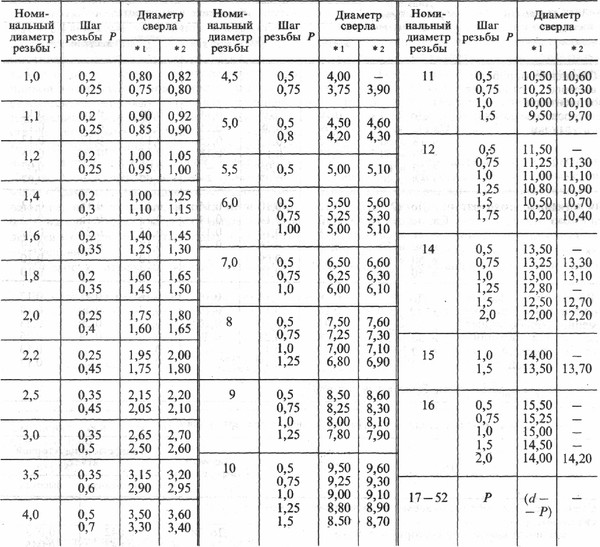 При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Оцените статью: Поделитесь с друзьями!Резьбы Стержни под резьбу — Диаметры
Стержни под резьбу. Диаметры стержней под резьбу назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы. [c.89]Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск [c.316]
Высота гаек (рис. 6) делается равной (0,6 1,2) d (d — номинальный диаметр резьбы). Практика показывает, что при высоте И = О,Id гайка получается равнопрочной с нарезной частью болта. Болтовые соединения с h> О,Id рвутся под растягивающей нагрузкой всегда по резьбе стержня (под гайкой). Высота головок болтов (рис. 7) делается равной (0,6 0,8) d.
[c.10]
Практика показывает, что при высоте И = О,Id гайка получается равнопрочной с нарезной частью болта. Болтовые соединения с h> О,Id рвутся под растягивающей нагрузкой всегда по резьбе стержня (под гайкой). Высота головок болтов (рис. 7) делается равной (0,6 0,8) d.
[c.10]
Прогонка клуппа по готовой нарезке. Проверка диаметра стержня под резьбу. [c.644]
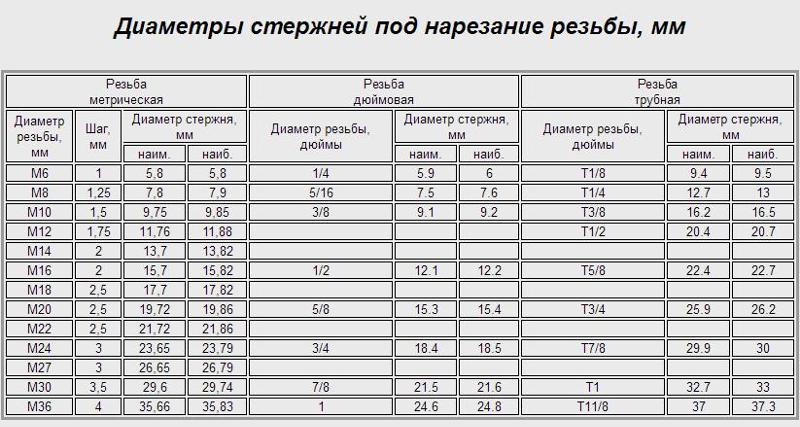
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]
Номинальный размер резьбы, дюйм Число ниток на 1″ Шаг р, мм Диаметр стержня под резьбу, мм [c.261]
Диаметры стержней под резьбу при нарезании резьбы плашками
[c.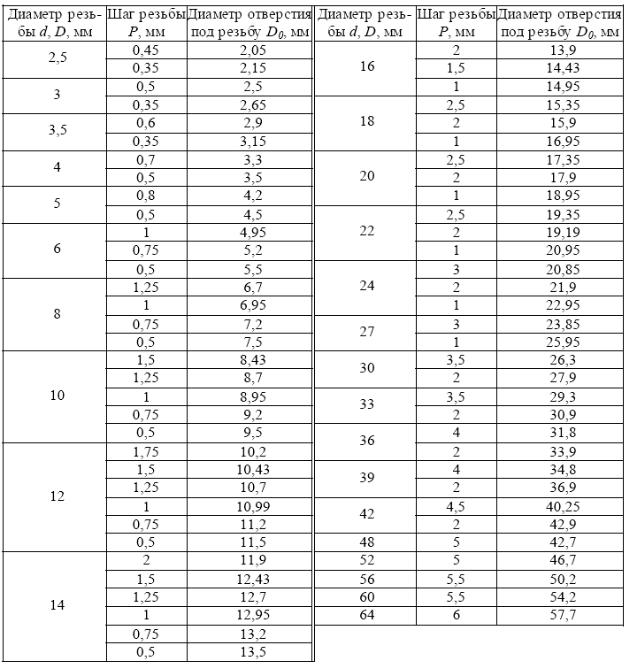 265]
265]
Неполная резьба получается тогда, когда диаметр отверстия под резьбу больше, чем это требуется для данных условий работы (материала детали и размера резьбы), а также, когда диаметр стержня под резьбу меньше установленного по чертежу. Правильно выбранный и выполненный диаметр отверстия для внутренней резьбы и диаметр стержня для наружной резьбы исключают этот вид брака. [c.272]
Если сила Р постоянна, то погрешность А/с 2 может быть отнесена к числу систематических и исключена соответствующей поднастройкой станка. Погрешности формы стержня под резьбу в процессе накатывания вызывают колебание силы радиального давления в пределах Ртах—Ртш- Поэтому при накатывании погрешности формы стержня копируются по среднему диаметру резьбы изделия, вызывая тем самым овальность, огранку, конусность величина погрешности формы детали определяется из выражения [c.125]
В табл. 22 приведены рекомендуемые диаметры стержней под резьбу, нарезаемую плашками. [c.202]
[c.202]
| Таблица 22 Диаметр стержней под резьбу, нарезаемую плашками |
Диаметр стержня под резьбу. Диаметр стержня под резьбу выбирают в зависимости от способа изготовления резьбы резанием или пластической деформацией. [c.47]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
К числу доминирующих факторов, вызывающих рассеивание среднего диаметра резьбы, относится точность изготовления заготовок под резьбу. Поскольку при накатывании резьбы происходит пластическое изменение формы заготовки при постоянном объеме, то погрешность диаметра стержня оказывает прямое воздействие на точность резьбы по среднему диаметру. При накатывании между погрешностями среднего диаметра метрической резьбы и диаметра стержня под резьбу установлена приближенная связь
[c.59]
При накатывании между погрешностями среднего диаметра метрической резьбы и диаметра стержня под резьбу установлена приближенная связь
[c.59]
Диаметры стержней под резьбу 219, 220 [c.319]
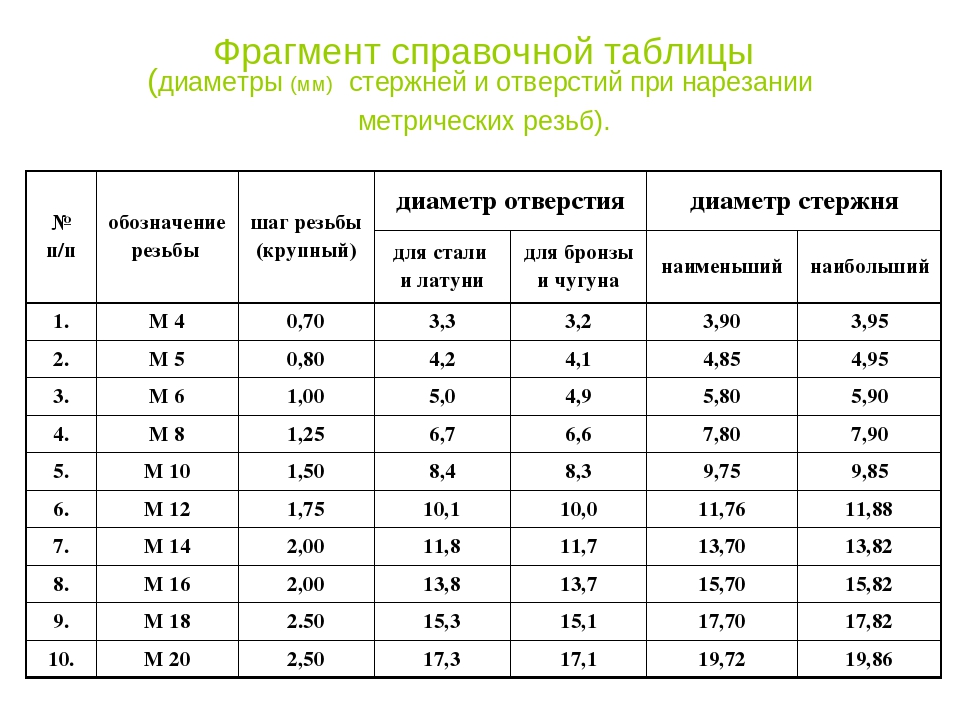
Номинальный диаметр Шаг резьбы Диаметр стержня под резьбу с полем допуска [c.146]
Шаг резьбы Диаметр стержня под резьбу с полем допуска [c.150]
Диаметр стержня под резьбу с полем допуска [c.152]
Номи- Диаметр стержня под резьбу Диаметр сверла [c.168]
Номи- Число Диаметр стержня под резьбу Диаметр сверла для отверстия [c.169]
Заготовки (стержни) под резьбу — Диаметры и их отклонения 820—822 [c.1131]
Стержни под резьбу — Диаметры 821, 822 [c.1131]
Допуски и отклонения предельные 369, 377 — Отверстия и стержни под резьбу — Диаметры 819, 820
[c. 1131]
1131]
Поверхность наружной резьбы дробленая неполная наружная резьба конусность резьбы Плохая заточка плашек. Диаметр стержня под резьбу больше требующегося. Диаметр стержня под резьбу меньше требуемого. Плашки изношены и неверно установлены [c.290]
Диаметры отверстий и стержней под резьбу и размеры резьбы [c.231]
В нижеприводимой таблице S — шаг резьбы в мм d — наружный диаметр резьбы в мм dem — диаметр стержня под резьбу в мм Д — допуск на диаметр стержня в мм. [c.399]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Если стержень под резьбу имеет размер, равный наружному диаметру резьбы, материал, выдавливаемый при нарезании, давит на зубья плашки, вследствие чего они нагреваются, и к ним прилипают частицы нарезаемого металла. Резьба при этом условии может получиться с рваными нитками, а иногда возможно выкрашивание зубьев плашки.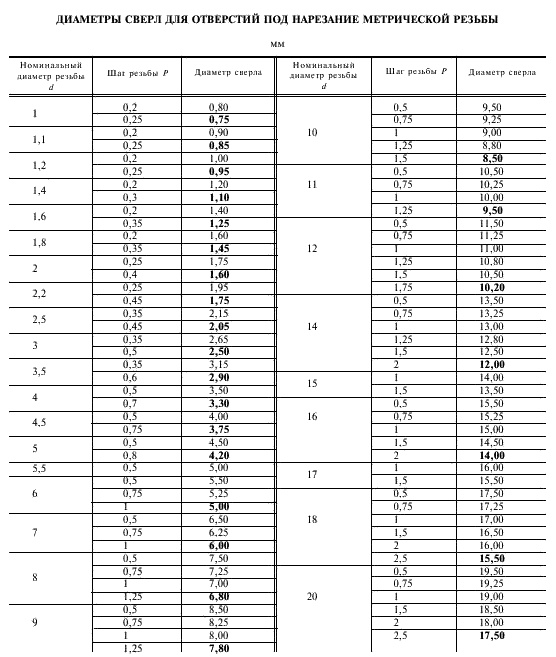 При обточке стержня под резьбу слишком малого диаметра резьба получается неполной.
[c.215]
При обточке стержня под резьбу слишком малого диаметра резьба получается неполной.
[c.215]
| Таблица 12.27. Размеры и предельные отклоиеиия диаметров стержней под резьбу с крупным шагом по ГОСТ 19258—73 |
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки. [c.202]
Для получения резьбы болта заданной точности диаметр стержня под резьбу нужно занижать на величину подъема витка в противном случае металл поднимаюш,егося витка заполнит всю впадину резьбы инструмента по наружному диаметру, что приведет к порче поверхности резьбы, нарушению свинчиваемости деталей и выходу из строя самого инструмента.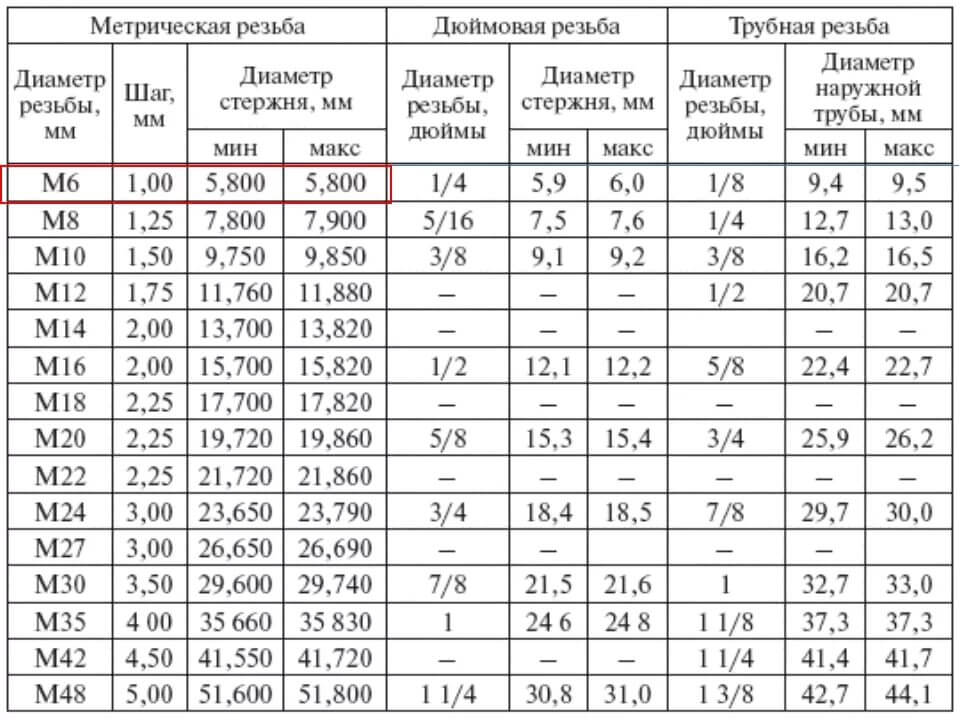 [c.48]
[c.48]
Ша1 Диаметр стержня под резьбу с прлем допуск а [c.160]
Таблица диаметров отверстий для нарезания резьбы метчиками
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
 Дюймовыми значениями пользовались в трубной промышленности.
Дюймовыми значениями пользовались в трубной промышленности.За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.

Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага.
 Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
 Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.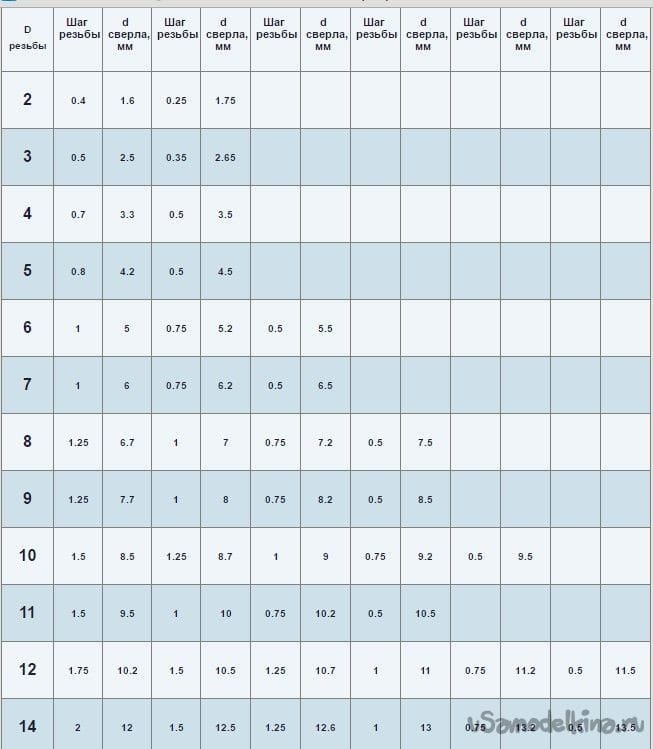
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2. 5 5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.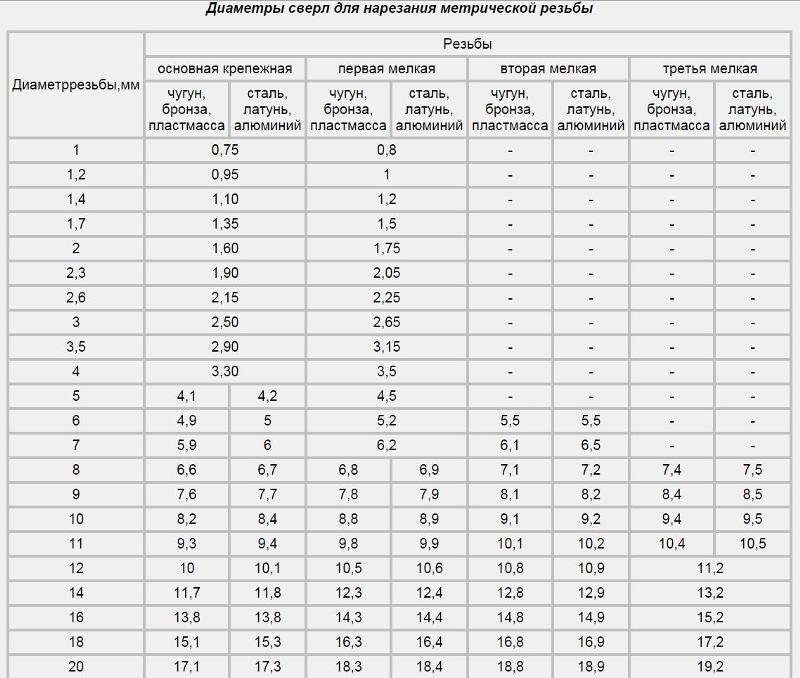
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии.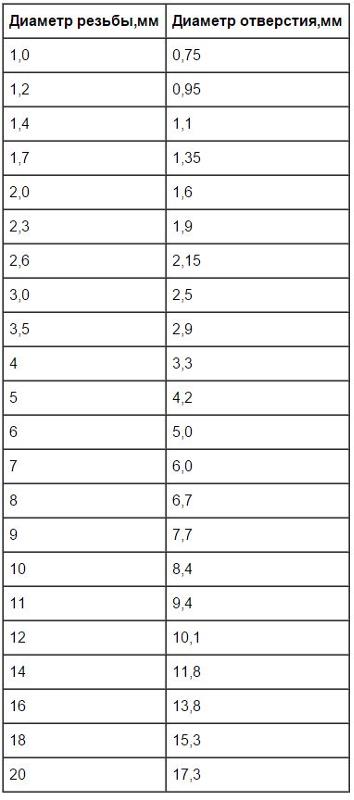 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
американских размеров винтов | BS Stainless Limited
Американские размеры винтов | BS Stainless Limited| ДИАМЕТР РЕЗЬБЫ | ||||
| Размер | Ближайшая фракция | Дюйм | 0,06 Миллиметр | |
| № 1 | 5/64 | 0.07 | 1,8 | |
| # 2 | 3/32 | 0,08 | 2,0 | |
| # 3 | 7/64 | 0,09 | 2,3 | |
| # 4 | 1 7/64 | 1 7/64 | 0,11 | 2,8 |
| # 5 | 1/8 | 0,12 | 3,1 | |
| # 6 | 9/64 | 0.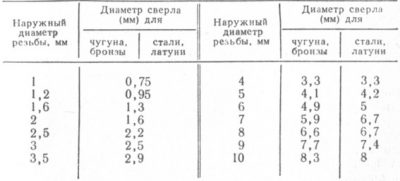 13 13 | 3,3 | |
| # 8 | 5/32 | 0,16 | 4,2 | |
| # 10 | 3/16 | 0,19 | 4,8 | |
| # 12 | 1 7/32 | 0,21 | 5,5 | |
| # 14 | 1/4 | 0,24 | 6,3 | |
Метрические размеры винтов и болтов — Преобразование винтов и таблица размеров резьбы по SAE
КАК ЗАКАЗАТЬ МЕТРИЧЕСКИЕ ЧАСТИ
ASM упрощает заказ метрической фурнитуры, включая метрические винты, распорки и стойки. После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложения. Например, для резьбовой прокладки метрические требования могут быть «M 3,5 x 0,6 резьба». Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложения. Например, для резьбовой прокладки метрические требования могут быть «M 3,5 x 0,6 резьба». Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
Как заказать метрическую стойку папа / мама
После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложений.Например, «Резьба M3,0 x 0,5».
| Метрическая резьба | Мин. Глубина | |
|---|---|---|
| А | B | |
| 2,5 x 0,45 | 3,97 | 3,97 |
| 3,0 х 0,50 | 4,76 | 6,35 |
| 3,5 х 0,60 | 6,35 | 9,53 |
| 4,0 х 0,70 | 9,53 | 11,10 |
5. 0 х 0,80 0 х 0,80 | 9,53 | 12,70 |
| 6,0 х 1,00 | 12,70 | 15,00 |
| 8,0 х 1,25 | 12,70 | 15,00 |
Если вам нужна более длинная наружная резьба, чем показано в таблице выше, вы можете добавить свое требование. Например, «B = 3,0 x 0,5 резьбы, B = 7,5 мм, длина
.ПРИМЕЧАНИЕ: Когда длина корпуса L меньше или равна глубине резьбы A, мы предоставим максимально возможное количество резьбы.
ПРЕОБРАЗОВАНИЕ (SAE в метрическую систему и метрическую систему в SAE)
Чтобы преобразовать дюймы в миллиметры, умножьте дюймы на 25,4. Чтобы преобразовать миллиметры в дюймы, умножьте миллиметры на 0,039370.
ДОПУСКИ РАСПОРКИ
Допуски при производстве стоек и распорок. Длина: до 100 мм, длина ± 0,13 мм. О.Д. ± 0,152 мм
ДЛИНА РЕЗЬБЫ
Детали из латуни, алюминия и стали: Резьба M2,5 нарезана на длину 15,99 мм. Резьба M3 и больше нарезается до 25.4 мм в длину.
Резьба M3 и больше нарезается до 25.4 мм в длину.
Детали из нержавеющей стали и нейлона: Резьба M2,5 нарезана до длины 9,6 мм. Резьба M3 нарезана до длины 12,7 мм. Резьба M3,5 и более имеет нарезку на длину 25,4 мм. Если длина больше, чем указано выше, см. Таблицу глубины резьбы.
РАЗМЕРЫ ВИНТА
Крепежные винты с овальной головкой
Размеры метрических винтов в миллиметрах, включая винты M2,5 и M4.
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,7 | 2,1 | 2,4 | 3,7 | 3,9 | 4,7 |
| Диаметр головки, макс. «D2» | 4,4 | 5,5 | 6,3 | 9,4 | 10,4 | 12,6 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Винты с цилиндрической головкой и шлицем
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 |
|---|---|---|---|---|
Высота головки, макс. «K» «K» | 1.8 | 2,4 | 3 | 3,6 |
| Диаметр головки, макс. «D2» | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | ,50 | .70 | .80 | 1 |
Винты с полукруглой головкой и крестообразным шлицем
Метрические размеры винта в миллиметрах
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1.6 | 2 | 2,4 | 3,1 | 3,8 | 4,6 |
| Диаметр головки, макс. «D2» | 4 | 5 | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Крепежные винты с плоской головкой
Метрические размеры винта в миллиметрах
| Размер резьбы «D» | M2 | M2. 5 5 | M3 | M4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,2 | 1,5 | 1,65 | 2,2 | 2,5 | 3 | 4 | 5 |
| Диаметр головки, макс. «D2» | 3,8 | 4,7 | 5,6 | 7,5 | 9,2 | 11 | 14,5 | 18 |
| Шаг «П» | .40 | .45 | ,50 | ,7 | ,8 | 1 | 1,25 | 1,50 |
Винты с головкой под торцевой ключ
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
Диаметр головки, макс. «D2» «D2» | 5.5 | 7 | 8,5 | 10 | 13 | 16 | 10 | 21 | 24 | 30 |
| Шестигранный ключ Sz «S» | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 17 |
Винты с шестигранной головкой
Размеры в миллиметрах
| Размер резьбы «D» | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 | M24 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 2.8 | 3,5 | 4 | 5,5 | 7 | 8 | 9 | 10 | 13 | 15 |
| Через квартиры, «S» | ,7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 30 | 36 |
| Шаг, «П» | ,7 | ,8 | 1 | 1,25 | 1,5 | 1. 75 75 | 2 | 2 | 2,5 | 3 |
Винты с полукруглой головкой
Размеры в миллиметрах
| Диаметр головки, макс. «B» | Высота головы, макс. «R» | Размер гнезда, Nom ‘S’ |
|---|---|---|
| 5,7 | 1,65 | 2 |
| 7,6 | 2,20 | 2,5 |
| 9,5 | 2,75 | 3 |
| 10.5 | 3,30 | 4 |
| 14,0 | 4,40 | 5 |
| 17,5 | 5,50 | 6 |
| 21,0 | 6,60 | 8 |
| 28,0 | 8,80 | 10 |
Важные данные, метрическая система, крепежные винты
Размеры в миллиметрах
| Номинальная длина винта | Допуск по длине, мм |
|---|---|
до 3 мм, вкл. | ,2 |
| от 3 до 10 мм | ,3 |
| более 10-16 мм | ,4 |
| более 16-50 мм | ,5 |
| более 50 мм | 1,0 |
Положение головки: Ось головки должна располагаться в истинном положении относительно оси хвостовика винта в пределах зоны допуска, имеющей диаметр, эквивалентный 6% указанного максимального диаметра головки, или указанная максимальная ширина по плоскости шестигранных и шестигранных фланцевых головок, независимо от размера элемента.
Все допуски положительные и отрицательные.
Направляющие размеров резьбы BSP — размеры BSP в мм
British Standard Pipe — это стандартная резьба, используемая на сантехнической арматуре в большинстве стран мира (но не в Северной Америке). Ниже вы найдете таблицы, в которых указаны размеры BSP в мм; таблицы, детализирующие разницу между BSP и американским стандартом NPT; объяснение типов прямой и конической резьбы; а также удобную линейку для размера ниток и шаблон для распечатки и использования дома.
— Загрузите наш шаблон размера резьбы BSP здесь —
Номинальный размер относится не к внешней стороне трубы и даже не к внешней стороне резьбы, а к ее внутреннему отверстию — внутренней части трубы, по которой течет жидкость.Это имеет смысл при подборе размеров труб по расходу, но это сбивает с толку при измерении запасных частей.
Ниже приводится сводка стандартных размеров резьбы BSP, используемых с чугунными радиаторами, и их соответствующих фактических наружных диаметров в миллиметрах. Фактический внешний диаметр — это то, что вы можете измерить, глядя на хвостовик клапана, резьбовой ниппель, переходную втулку или отверстие в радиаторе.
BSP Размеры в миллиметрах
| Номинальная размер трубы (BSP) | Число ниток на дюйм | Средняя резьба диаметр, мм |
| 1 ⁄ 8 « | 29 | 9.1 |
| 1 ⁄ 4 « | 19 | 12,3 |
| 3 ⁄ 8 « | 19 | 15,8 |
| 1 ⁄ 2 « | 14 | 19,8 |
| 3 ⁄ 4 « | 14 | 25,3 |
| 1 « | 11 | 31,8 |
| 1- 1 ⁄ 4 « | 11 | 40. 4 4 |
| 1- 1 ⁄ 2 | 11 | 52,3 |
| 2 « | 11 | 58,1 |
| 2- 1 ⁄ 2 « | 11 | 73,7 |
— Ищете запасные части радиатора? Вы найдете их здесь. —
Типы резьбы G и R
G — это международный стандарт для обозначения параллельных потоков BSPP — BSP.R является стандартом для BSPT — BSP Tapered. Параллельная (G) резьба используется там, где уплотнение выполнено на стыковой поверхности, например, внутри чугунного радиатора с помощью прокладки. Конические фитинги обеспечивают плотное прилегание резьбы к резьбе с помощью небольшого количества герметика, такого как лента из ПТФЭ или конопли и Boss White.
Первый раз вправо
Мы создали удобный PDF-файл, который вы можете распечатать дома и использовать в качестве шаблона при измерении резьбы. Загрузите наш шаблон размера резьбы BSP, распечатайте его на бумаге формата A4 в масштабе 100% и следуйте инструкциям. Он включает в себя круги, размер которых соответствует разной резьбе BSP, а также удобную отрезную рулетку, которая оборачивается вокруг трубы, если концы недоступны.
Он включает в себя круги, размер которых соответствует разной резьбе BSP, а также удобную отрезную рулетку, которая оборачивается вокруг трубы, если концы недоступны.
— Загрузите наш шаблон размера резьбы BSP здесь —
Разница между BSP и NPT
NPT — Национальная трубная резьба — это стандарт США. Большая часть остального мира использует BSP — British Standard Pipe.
NPT имеет сглаженные выступы и впадины, где BSP закруглен. NPT имеет угол резьбы 60º, а BSP — 55º.
У некоторых размеров NPT и BSP имеют одинаковое количество резьбы на дюйм — на ½ дюйма и ¾ дюйма — но для всех других размеров они сильно отличаются. В таблице ниже указаны TPI для NPT и BSP типоразмеров, обычно используемых с бытовыми радиаторами.
| Номинальная размер трубы | NPT | BSP |
| Резьбы на дюйм | Число ниток на дюйм | |
| 1 ⁄ 8 « | 27 | 28 |
| 1 ⁄ 4 « | 18 | 19 |
| 3 ⁄ 8 « | 18 | 19 |
| 1 ⁄ 2 « | 14 | 14 |
| 3 ⁄ 4 « | 14 | 14 |
| 1 « | 11- 1 ⁄ 2 | 11 |
| 1- 1 ⁄ 4 « | 11- 1 ⁄ 2 | 11 |
| 1- 1 ⁄ 2 | 11- 1 ⁄ 2 | 11 |
| 2 « | 11- 1 ⁄ 2 | 11 |
| 2- 1 ⁄ 2 « | 8 | 11 |
Резьба, которую мы используем в наших радиаторах
Вкратце: товары для продажи в Великобритании и Европе поставляются с резьбой BSP; продукция, которую мы экспортируем в Северную Америку, оснащена резьбой NPT.
Наши радиаторы в стандартной комплектации поставляются с установленными на заводе втулками ½ «BSP .
В наших клапанах используются самоуплотняющиеся хвостовики BSP и 15-миллиметровые компрессионные фитинги.
Посмотрите наш полный ассортимент запасных частей для ремонта радиаторов своими руками.
4 колонки Mercury 760 мм из битой латуниUnified Coarse (UNC)
Все размеры в дюймах, если не указано иное
d1 — Наружная резьба малого диаметра d2 — Внутренний диаметр малой резьбы d3 — Диаметр шага d4 — Наибольший диаметр |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Наружная резьба малого диаметра | Внутренняя резьба малого диаметра |
|---|---|---|---|---|---|
| 1 | 0. 0730 0730 | 64 | 0,0629 | 0,0544 | 0,0561 |
| 2 | 0,0860 | 56 | 0,0744 | 0,0648 | 0,0667 |
| 3 | 0,0990 | 48 | 0,0855 | 0,0741 | 0,0764 |
| 4 | 0,1120 | 40 | 0,0958 | 0.0822 | 0,0849 |
| 5 | 0,1250 | 40 | 0,1088 | 0,0952 | 0,0979 |
| 6 | 0,1380 | 32 | 0,1177 | 0,1008 | 0,1042 |
| 8 | 0,1640 | 32 | 0,1437 | 0,1268 | 0,1302 |
| 10 | 0.1900 | 24 | 0,1629 | 0,1404 | 0,1449 |
| 12 | 0,2160 | 24 | 0,1889 | 0,1664 | 0,1709 |
| 1/4 | 0,2500 | 20 | 0,2175 | 0,1905 | 0,1959 |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Наружная резьба малого диаметра | Внутренняя резьба малого диаметра |
|---|---|---|---|---|---|
| 5/16 | 0. 3125 3125 | 18 | 0,2764 | 0,2464 | 0,2524 |
| 3/8 | 0,3750 | 16 | 0,3344 | 0,3005 | 0,3073 |
| 7/16 | 0,4375 | 14 | 0,3911 | 0,3525 | 0,3602 |
| 1/2 | 0,5000 | 13 | 0,4500 | 0.4084 | 0,4167 |
| 9/16 | 0,5625 | 12 | 0,5084 | 0,4633 | 0,4723 |
| 5/8 | 0,6250 | 11 | 0,5660 | 0,5168 | 0,5266 |
| 3/4 | 0,7500 | 10 | 0,6850 | 0,6309 | 0,6417 |
| 7/8 | 0.8750 | 9 | 0,8028 | 0,7427 | 0,7547 |
| 1 | 1,0000 | 8 | 0,9188 | 0,8512 | 0,8647 |
| 1-1 / 8 | 1,1250 | 7 | 1. 0322 0322 | 0,9549 | 0,9704 |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Наружная резьба малого диаметра | Внутренняя резьба малого диаметра |
|---|---|---|---|---|---|
| 1 1/4 | 1.2500 | 7 | 1,1572 | 1.0799 | 1,0954 |
| 1-3 / 8 | 1,3750 | 6 | 1,2667 | 1,1766 | 1,1946 |
| 1 1/2 | 1,5000 | 6 | 1,3917 | 1,3016 | 1,3196 |
| 1 3/4 | 1.7500 | 5 | 1,6201 | 1.5119 | 1,5335 |
| 2 | 2,0000 | 4,5 | 1,8557 | 1,7353 | 1.7594 |
| 2 1/4 | 2.2500 | 4,5 | 2,1057 | 1. 9853 9853 | 2,0094 |
| 2 1/2 | 2,5000 | 4 | 2,3376 | 2.2023 | 2,2294 |
| 2 3/4 | 2.7500 | 4 | 2,5876 | 2.4523 | 2.4794 |
| 3 | 3,0000 | 4 | 2,8376 | 2,7023 | 2,7294 |
| 3 1/4 | 3,2500 | 4 | 3,0876 | 2,9523 | 2,9794 |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Наружная резьба малого диаметра | Внутренняя резьба малого диаметра |
|---|---|---|---|---|---|
| 3 1/2 | 3.5000 | 4 | 3,3376 | 3.2023 | 3,2294 |
| 3 3/4 | 3,7500 | 4 | 3,5876 | 3,4523 | 3,4794 |
| 4 | 4,0000 | 4 | 3,8376 | 3,7023 | 3,7294 |
Примечание. Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно.Заказчик должен убедиться в эффективности крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно.Заказчик должен убедиться в эффективности крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
NPT, BSP, JIS, SAE, метрическая система — Trimantec
Итак, вы наконец нашли правильный электромагнитный клапан, чтобы заменить сломанный. Вы звоните, чтобы проверить наличие товара, и торговый представитель спрашивает, какой тип резьбы вам нужен. Вы спрашиваете: «Как мне узнать, какой тип резьбы мне нужен?» К счастью, мы вас прикрыли.Ниже вы найдете подробное руководство о том, как правильно определять наиболее популярные типы резьбы, используемые в промышленных компонентах. Кроме того, узнайте, когда можно использовать ленту для герметизации резьбы в экстренных ситуациях.
Кроме того, узнайте, когда можно использовать ленту для герметизации резьбы в экстренных ситуациях.
Важно определить конкретный тип резьбы, который вам нужен, чтобы ваше оборудование работало наилучшим образом. Пневматические компоненты, такие как воздушные цилиндры, клапаны и блоки подготовки воздуха, оснащены отверстиями со специальной резьбой. Например, пневматические компоненты, которые мы предлагаем в нашем интернет-магазине, доступны с резьбой NPT, PT или G.Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд резьбы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые делают их несовместимыми друг с другом. Например, резьба G не является совместимой резьбой NPT из-за их разных углов, форм и шагов резьбы (резьбы на дюйм).
Мы составили простое пошаговое руководство, которое поможет вам определить тип резьбы. Кроме того, мы рассмотрим некоторые из наиболее распространенных типов резьбы портов, включая NPT / NPTF, BSPP (также известный как G), BSPT, PT, Metric (M) и SAE. Вам понадобится пара инструментов, чтобы упростить процесс, но подойдет и прямая стальная линейка. Мы также рекомендуем вам загрузить это Руководство по идентификации потоков для дальнейшего использования, потому что оно, безусловно, пригодится .
Вам понадобится пара инструментов, чтобы упростить процесс, но подойдет и прямая стальная линейка. Мы также рекомендуем вам загрузить это Руководство по идентификации потоков для дальнейшего использования, потому что оно, безусловно, пригодится .
Необходимые инструменты для определения резьбы
Суппорт —
Штангенциркуль — это полезный инструмент, который измеряет внешний диаметр наружной резьбы и внутренний диаметр внутренней резьбы.Использование штангенциркуля даст вам наиболее точные и точные измерения, но прямая стальная линейка является хорошей альтернативой. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Шагомер —
Шагомер измеряет количество резьбы на дюйм. Для метрической резьбы этот инструмент измеряет расстояние между резьбой. Если вы хотите купить измеритель шага резьбы, у Grainger есть неплохой выбор.
Если вы хотите купить измеритель шага резьбы, у Grainger есть неплохой выбор.
Шаг 1. Наружная резьба против внутренней резьбы
Во-первых, вам нужно определить, какая резьба — наружная или внутренняя. Посмотрите, где расположены нити. Если они на внешней стороне резьбы, это наружная резьба. Если они на внутренней стороне резьбы, это внутренняя резьба. Пол темы не обязательно влияет на ее функциональность. Он просто служит способом различать две связи.
Наружная резьба
Внутренняя резьба
Шаг 2 — Коническая резьба v.Параллельная резьба
Затем определите, коническая или параллельная резьба. Коническая резьба становится более узкой по мере выхода наружу, в то время как параллельная резьба остается того же диаметра. Иногда эту характеристику можно определить при визуальном осмотре, но если нет, может пригодиться штангенциркуль. Используйте штангенциркуль для измерения первой, четвертой и последней полной резьбы. Если измерения одинаковые, значит, параллельные. Если размер уменьшается, значит, он сужается.
Если измерения одинаковые, значит, параллельные. Если размер уменьшается, значит, он сужается.
NPT / NPTF, BSPT и метрическая коническая резьба являются примерами конической резьбы.Эти резьбы создают уплотнение из-за заклинивания металла к металлу или небольшой деформации резьбы. Параллельная резьба часто требует уплотнительного кольца или резьбовой ленты для обеспечения плотного уплотнения.
Шаг 3 — Размер шага
Следующим шагом в определении типа вашей резьбы является определение размера шага. Размер шага резьбы — это количество витков на дюйм или расстояние между витками резьбы для метрических типов резьбы. Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать калибр шага, поскольку размеры шага могут быть очень похожими.Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти лучший вариант.
Измерение шага шагом
Шаг 4 — Диаметр резьбы
После того, как вы определились с размером шага, вам нужно определить диаметр резьбы. Снова используя штангенциркуль, измерьте внешний диаметр на наружной резьбе и внутренний диаметр на внутренней резьбе. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально.Неизбежно будут небольшие различия из-за разных производителей.
Снова используя штангенциркуль, измерьте внешний диаметр на наружной резьбе и внутренний диаметр на внутренней резьбе. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально.Неизбежно будут небольшие различия из-за разных производителей.
Шаг 5 — Стандартный тип резьбы
Последний шаг в определении типа резьбы — определение стандарта типа резьбы. NPT, PT и G являются примерами стандартов типа резьбы. Соберите информацию из предыдущих шагов и сравните ее с измерениями в таблицах ниже. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Загрузить руководство по идентификации резьбы
В начало
Примечание: из-за различий в производстве диаметр резьбы может не совпадать с указанными ниже размерами.
Тип резьбы NPT / NPTF — Коническое топливо National Pipe
Этот тип резьбы чаще всего используется в Северной Америке. Вы узнаете его по сужающемуся внешнему и внутреннему диаметру, обеспечивающему самоуплотнение. При затягивании боковые стороны резьбы прижимаются друг к другу, образуя герметичное уплотнение. Тем не менее, рекомендуется использовать ленту из ПТФЭ или другой герметик, чтобы гарантировать полную герметичность.
При затягивании боковые стороны резьбы прижимаются друг к другу, образуя герметичное уплотнение. Тем не менее, рекомендуется использовать ленту из ПТФЭ или другой герметик, чтобы гарантировать полную герметичность.
Полусовместимым вариантом NPT является NPTF (National Pipe Taper Fuel).Это обеспечивает еще более герметичное уплотнение. Но важно отметить, что совместное использование этих вариантов снижает их герметичность. Резьба NPT должна быть без заусенцев и смазана смазочной пастой или лентой. Это ограничивает коррозию резьбы, которая в противном случае сделает дальнейшую разборку практически невозможной.
| Размер панели (номинальный размер) | Шаг резьбы | Наружная резьба O.Д. мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I. D. размеры в дюймах D. размеры в дюймах |
| -02 (1/8) | 27 | 10,3 | 0,41 | 9,4 | 0,37 |
| -04 (1/4) | 18 | 13,7 | 0,54 | 12,4 | 0,49 |
| -06 (3/8) | 18 | 17.3 | 0,68 | 15,7 | 0,62 |
| -08 (1/2) | 14 | 21,3 | 0,84 | 19,3 | 0,76 |
| -10 (5/8) | 14 | 22,9 | 0,90 | 21,1 | 0,83 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 24,9 | 0,98 |
| -16 (1) | 11½ | 33.3 | 1,31 | 31,5 | 1,24 |
| -20 (1) | 11½ | 42,2 | 1,66 | 40,1 | 1,58 |
| -24 (1 ½) | 11½ | 48,3 | 1,90 | 46,2 | 1,82 |
| -32 (2) | 11½ | 60,4 | 2,38 | 57,9 | 2,29 |
* О. D. = Внешний диаметр I.D. = Внутренний диаметр
D. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип резьбы BSP — труба британского стандарта
Это стандартный тип резьбы, принятый во всем мире для соединения и герметизации концов труб. Вы найдете его во всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP относится к параллельной или прямой резьбе. Между тем, BSPT относится к конической резьбе. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R.Вы еще не запутались?
Примечание. Коническая трубная резьба JIS (резьба PT) взаимозаменяема с резьбой BSPT.
| Размер панели (номинальный размер) | Шаг резьбы | Внешний диаметр наружной резьбы мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I. D. размеры в дюймах D. размеры в дюймах |
| -02 (1/8) | 28 | 9.7 | 0,38 | 8,9 | 0,35 |
| -04 (1/4) | 19 | 13,2 | 0,52 | 11,9 | 0,47 |
| -06 (3/8) | 19 | 16,5 | 0,65 | 15,2 | 0,60 |
| -08 (1/2) | 14 | 20,8 | 0,82 | 19,1 | 0,75 |
| -10 (5/8) | 14 | 22.4 | 0,88 | 20,3 | 0,80 |
| -12 (3/4) | 14 | 26,4 | 1,04 | 24,6 | 0,97 |
| -16 (1) | 11 | 33,0 | 1,30 | 31,0 | 1,22 |
| -20 (1) | 11 | 41,9 | 1,65 | 39,6 | 1,56 |
| -24 (1 ½) | 11 | 47. 8 8 | 1,88 | 45,5 | 1,79 |
| -32 (2) | 11 | 59,7 | 2,35 | 57,4 | 2,26 |
* НД. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип конической трубной резьбы JIS — PT
Тип резьбыPT идентичен и взаимозаменяем с типом резьбы BSPT. Однако, поскольку наружная резьба PT не имеет развальцовки под 30 градусов, она не будет сопрягаться с внутренним вертлюгом BSPP с коническим седлом.Также мы рекомендуем использовать герметик для резьбовых соединений с резьбой PT, чтобы обеспечить герметичное уплотнение.
| Размер панели (номинальный размер) | Шаг резьбы | Внешний диаметр наружной резьбы мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I. D. мм D. мм | Внутренняя резьба I.D. размеры в дюймах |
| -02 (1/8) | 28 | 9.4 | 0,37 | 8,1 | 0,32 |
| -04 (1/4) | 19 | 13,7 | 0,53 | 12,4 | 0,49 |
| -06 (3/8) | 19 | 17,2 | 0,68 | 16 | 0,62 |
| -08 (1/2) | 14 | 21,5 | 0,84 | 19,8 | 0,77 |
| -10 (5/8) | 14 | 23.1 | 0,91 | 20,6 | 0,81 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 25,4 | 1 |
| -16 (1) | 11 | 34 | 1,34 | 31,8 | 1,25 |
| -20 (1) | 11 | 42,6 | 1,68 | 40,4 | 1,59 |
| -24 (1 ½) | 11 | 48.5 | 1,9 | 46,2 | 1,81 |
| -32 (2) | 11 | 60,4 | 2,37 | 58,2 | 2,29 |
* НД. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип резьбы SAE — Бобышка уплотнительного кольца с прямой резьбой
Прямая резьбаSAE обеспечивает герметичность благодаря уплотнительному кольцу Buna-N с твердостью 90. Это высоконадежный и многоразовый тип резьбы.В то время как для некоторых типов резьбы требуется, чтобы резьба на наружной и внутренней сторонах сжималась вместе для образования уплотнения, уплотнительное кольцо на этом типе резьбы предотвращает это.
| Размер панели (номинальный размер) | Шаг резьбы | Внешний диаметр наружной резьбы мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I.D. размеры в дюймах |
| -02 (1/8) | 24 | 3.9 | 0,31 | 6,9 | 0,27 |
| -03 (3/16) | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
| -04 (1/4) | 20 | 11,2 | 0,44 | 9,9 | 0,39 |
| -05 (5/16) | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
| -06 (3/8) | 18 | 14.2 | 0,56 | 12,9 | 0,51 |
| -08 (1/2) | 16 | 19 | 0,75 | 17 | 0,67 |
| -10 (5/8) | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
| -12 (3/4) | 12 | 26,9 | 1,06 | 24,9 | 0,98 |
| -14 (7/8) | 12 | 30 | 1.18 | 27,7 | 1,09 |
| -16 (1) | 12 | 33,3 | 1,31 | 31 | 1,22 |
| -20 (1) | 12 | 41,4 | 1,63 | 39,1 | 1,54 |
| -24 (1 ½) | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
| -32 (2) | 12 | 63.5 | 2,5 | 61,2 | 2,41 |
* НД. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Метрическая коническая / параллельная резьба Тип
Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров. Тонкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. В письменном виде вы можете обозначить метрическую резьбу заглавной буквой «M» плюс указание их номинального внешнего диаметра (например,M22 x 1,5). Наконец, при измерении шага убедитесь, что вы используете метрический измеритель шага.
| SI Метрический размер порта мм | Шаг резьбы мм | Внешний диаметр наружной резьбы мм | Внешний диаметр наружной резьбы размеры в дюймах |
| M5 × 0,8 | ,8 | 5 | 0,1968 |
| M8 × 1,0 | 1 | 8 | 0.3150 |
| M10 × 1,0 | 1 | 10 | 0,3937 |
| M12 × 1,5 | 1,5 | 12 | 0,4724 |
| M14 × 1,5 | 1,5 | 14 | 0,5512 |
| M16 × 1,5 | 1,5 | 16 | 0,6299 |
| M18 × 1,5 | 1.5 | 18 | 0,7087 |
| M22 × 1,5 | 1,5 | 22 | 0,8661 |
| M27 × 2,0 | 2 | 27 | 1,063 |
| M33 × 2,0 | 2 | 33 | 1,299 |
| M42 × 2,0 | 2 | 42 | 1,654 |
| M50 × 2,0 | 2 | 50 | 1.969 |
| M60 × 2,0 | 2 | 60 | 2,362 |
* НД. = Внешний диаметр
В начало
Альтернативные решения
Airtac предлагает широкий выбор недорогих запасных частей пневматики. Однако найти ту деталь, которую нужно заменить, может быть непросто. К счастью, наши специалисты по продуктам могут помочь вам выяснить, какая деталь у вас под рукой.Одна важная информация, которую необходимо знать нашим специалистам по запчастям, — это тип резьбы. С Airtac у вас есть три варианта: NPT, PT или G (BSPP). Но когда у вас вышла из строя машина, последнее, что вам нужно сделать, — это достать измерительные инструменты и диаграммы, чтобы узнать, какая резьба на вашем соленоидном клапане. Вот как мы можем все это обойти, если вы в затруднительном положении.
1. Вы знаете, где было изготовлено ваше оборудование? Если ваше оборудование родом из Китая, в 9 случаях из 10 вам понадобится резьба PT.Если он был произведен в Северной Америке, вы можете использовать резьбу NPT. Вам может потребоваться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
2. Требуются ли для вашего продукта фурнитура? Допустим, у вас есть пневматический фильтр с резьбой NPT. Можно просто заменить эти фитинги, чтобы они были совместимы с изделиями с резьбой PT.
3. В тяжелых ситуациях используйте ленту для уплотнения резьбы из PFTE. В крайнем случае, вы можете использовать герметизирующую ленту для стыковки резьбы PT и NPT вместе.Однако мы рекомендуем это как последнее средство.
Типы ниток поначалу могут показаться сложными. Здесь есть на что обратить внимание. Типы, которые мы рассмотрели в этом руководстве, едва касаются многих различных доступных. Однако наличие правильных инструментов может иметь огромное значение. Мы надеемся, что это руководство окажется полезным и информативным. Если у вас есть вопросы, свяжитесь с нами или просто оставьте комментарий ниже. Наконец, обязательно возьмите с собой всю эту ценную информацию в нашем загружаемом Руководстве по идентификации потоков.Он наполнен такой же полезной информацией и интерактивен!
Загрузить руководство по идентификации резьбы
Таблица идентификации резьбы BSPP и BSPT
BSP — ТРУБА БРИТАНСКОГО СТАНДАРТА
BSPT — КОНУС ДЛЯ ТРУБЫ БРИТАНСКОГО СТАНДАРТА DIN 3852-1 + 2
BSPP — ТРУБА БРИТАНСКОГО СТАНДАРТА ПАРАЛЛЕЛЬНАЯ ISO 1179-1, DIN 3852 T2
| Панель Размер | Размер резьбы — резьбы на дюймов | BSPP Наружная Размер резьбы | BSPP Внутренняя Размер резьбы | BSPT Наружная Размер резьбы | BSPT Внутренняя Размер резьбы | ||||
|---|---|---|---|---|---|---|---|---|---|
| сша | Размер — TPI | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов |
| -2 | 1/8 ″ — 28 | 9.59 | 0,38 | 8,6 | 0,34 | 9,51 | 0,37 | 8,49 | 0,33 |
| -4 | 1/4 ″ — 19 | 13,01 | 0,51 | 11,9 | 0,47 | 12,78 | 0,5 | 11,19 | 0,44 |
| -6 | 3/8 ″ — 19 | 16,49 | 0,65 | 15,2 | 0,6 | 16,31 | 0.64 | 14,68 | 0,59 |
| -8 | 1/2 ″ — 14 | 20,79 | 0,82 | 19,1 | 0,75 | 20,39 | 0,8 | 18,32 | 0,72 |
| -10 | 5/8 ″ — 14 | 22,81 | 0,9 | 20,8 | 0,82 | 22,51 | 0,89 | 20,59 | 0,81 |
| -12 | 3/4 ″ — 14 | 26.31 | 1,04 | 24,6 | 0,97 | 25,91 | 1,02 | 23,91 | 0,94 |
| -16 | 1 ″ — 11 | 33.09 | 1,3 | 30,7 | 1,21 | 32,59 | 1,28 | 29,71 | 1,17 |
| -20 | 1,1 / 4 ″ — 11 | 41,79 | 1,64 | 39,4 | 1,55 | 41.09 | 1.62 | 38,59 | 1,52 |
| -24 | 1,1 / 2 ″ — 11 | 47,69 | 1,88 | 45,5 | 1,79 | 47.01 | 1,85 | 44,49 | 1,75 |
| -32 | 2 ″ — 11 | 59,51 | 2,34 | 57,4 | 2,26 | 58,6 | 2,31 | 56,39 | 2,22 |
* Размер резьбы относится к номинальному диаметру трубы.
Вычтем прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы для номинального размера трубы.
BSPP: Наружная резьба BSPP с коническим седлом 30 ° (включенный угол 60 °) против соответствующего конического седла 30 ° вертлюга с внутренней резьбой BSPP.
BSPP — Форма B — Уплотнение кромкой металл-металл.
BSPP — Форма E — Уплотнения с использованием эластомерного уплотнения (Volz WD Seal)
BSPP — Форма B также может использоваться с невыпадающими уплотнительными кольцами или герметизированными уплотнениями для внутренних портов со скошенной кромкой или по вашему выбору.
BSPP Позиционные колена и тройники имеют стопорную гайку и уплотнительное кольцо, позволяющие ориентировать фитинг в требуемом направлении.
BSPT: Уплотнение с наружной резьбой BSPT по отношению к резьбе фиксированной внутренней резьбы BSPT.
Контакт осуществляется по боковым сторонам резьбы.
Для соединений с внешней резьбой BSPT с внутренней резьбой рекомендуется использовать герметик Volz или резьбовую смазку.
Совместимость: Пожалуйста, звоните для получения дополнительной информации о взаимозаменяемости