ГОСТ 28981-91 Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 28981-91
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ
ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
Типы и основные размеры
Cutters for internal turning with super hard materials inserts.
Types and basic dimensions
МКС 25.100.10
ОКП 39 2100
Дата введения 1992-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.04.91 N 533
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на токарные расточные резцы с круглым сечением державки с механическим креплением сменных режущих пластин из сверхтвердых материалов по ГОСТ 28762.
Резцы предназначены для работы на станках токарной группы, в том числе на станках с числовым программным управлением.
Требования стандарта являются обязательными.
1. ТИПЫ
В зависимости от главного угла в плане и направления подачи резцы изготовляются типов: F, К, L по ГОСТ 27686.
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл.1-4.
Черт.1. Тип F с пластиной формы Т
Тип F с пластиной формы Т
Черт.1
Таблица 1
Размеры в мм
Обозначение | Приме- няемость |
|
| Диа- метр рас- точки | Режущая пластина по | ||||||
Цифровое | Буквенно-цифровое | ||||||||||
правые | левые | корот- кие | длин- ные | ||||||||
2140-0401 | 2140-0402 | S16M-CTFNR08-B | 16 | 150 | 200 | 11 | 8 | 19 | 20 | TNUN-08T302 | |
2140-0403 | 2140-0404 | S16R-CTFNR08-B | TNUN-080302 | ||||||||
2140-0405 | 2140-0406 | S20R-CTFNR08-B | 20 | 180 | 250 | 13 | 10 | 23 | 25 | TNUN-08T302 | |
2140-0407 | 2140-0408 | S20S-CTFNR08-B | TNUN-080302 | ||||||||
2140-0409 | 2140-0411 | S25R-CTFNR08-B | 25 | 200 | 300 | 17 | 12,5 | 29,5 | 32 | TNUN-08T302 | |
2140-0412 | 2140-0413 | TNUN-080302 | |||||||||
2140-0414 | 2140-0415 | S25T-CTFNR09-B | TNUN-09T304 | ||||||||
2140-0416 | 2140-0417 | TNUN-090304 | |||||||||
2140-0418 | 2140-0419 | S25T-CTFNR11-B | TNUN-11T304 | ||||||||
2140-0421 | 2140-0422 | TNUN-110304 | |||||||||
2140-0423 | 2140-0424 | S32S-CTFNR09-B | 32 | 250 | 350 | 22 | 16 | 38 | 40 | TNUN-09T304 | |
2140-0425 | 2140-0426 | TNUN-090304 | |||||||||
2140-0427 | 2140-0428 | S32U-CTFNR11-B | TNUN-11T304 | ||||||||
2140-0429 | 2140-0431 | TNUN-110304 | |||||||||
2140-0432 | 2140-0433 | S40T-CTFNR11-B | 40 | 300 | 400 | 27 | 20 | 47 | 50 | TNUN-09T304 | |
2140-0434 | 2140-0435 | TNUN-090304 | |||||||||
2140-0436 | 2140-0437 | S40U-CTFNR11-B | TNUN-110304 | ||||||||
2140-0438 | 2140-0439 | TNUN-11T304 | |||||||||
Пример условного обозначения резца типа правого, с диаметром державки 16 мм, длиной 200 мм, с пластиной формы толщиной 3,97 мм, класса допуска с режущей пластиной TNUN-08T302:
Резец S16R-CTFNR08-B ГОСТ 28981-91
То же, цифрового:
Резец 2140-0401 ГОСТ 28981-91
Черт.2. Тип F с пластиной формы R
Тип F с пластиной формы R
Черт.2
Таблица 2
Размеры в мм
Обозначение | Приме- няемость |
|
| Диа- метр рас- точки | Режущая пластина по | ||||||
Цифровое | Буквенно-цифровое | ||||||||||
правые | левые | корот- кие | длин- ные | ||||||||
2140-0441 | 2140-0442 | S16M-CRFNR03-B | 16 | 150 | 200 | 11 | 8 | 19 | 20 | RNUN-0303М0 | |
2140-0443 | 2140-0444 | S16R-CRFNR03-B | RNUN-0302М0 | ||||||||
2140-0445 | 2140-0446 | S20Q-CRFNR03-B | 20 | 180 | 250 | 13 | 10 | 23 | 25 | RNUN-0303М0 | |
2140-0447 | 2140-0448 | RNUN-0302М0 | |||||||||
2140-0449 | 2140-0451 | S20S-CRFNR05-B | 20 | 180 | 250 | 13 | 10 | 23 | 25 | RNUN-05T300 | |
2140-0452 | 2140-0453 | RNUN-050300 | |||||||||
2140-0454 | 2140-0455 | S25R-CRFNR03-B | 25 | 200 | 300 | 17 | 12,5 | 29,5 | 32 | RNUN-0303М0 | |
2140-0456 | 2140-0457 | RNUN-0302М0 | |||||||||
2140-0458 | 2140-0459 | S25T-CRFNR05-B | RNUN-05T300 | ||||||||
2140-0461 | 2140-0462 | RNUN-050300 | |||||||||
2140-0463 | 2140-0464 | S25T-CRFNR06-B | RNUN-060400 | ||||||||
2140-0465 | 2140-0466 | RNUN-06T300 | |||||||||
2140-0467 | 2140-0468 | S25T-CRFNR07-B | RNUN-0704М0 | ||||||||
2140-0469 | 2140-0471 | RNUN-0703М0 | |||||||||
2140-0472 | 2140-0473 | S25T-CRFNR09-B | RNUN-090400 | ||||||||
2140-0474 | 2140-0475 | RNUN-090300 | |||||||||
2140-0476 | 2140-0477 | S32S-CRFNR07-B | 32 | 250 | 350 | 22 | 16 | 38 | 40 | RNUN-0704М0 | |
2140-0478 | 2140-0479 | RNUN-0703М0 | |||||||||
2140-0481 | 2140-0482 | S32U-CRFNR09-B | RNUN-090400 | ||||||||
2140-0483 | 2140-0484 | RNUN-090300 | |||||||||
2140-0485 | 2140-0486 | S40T-CRFNR09-B | 40 | 300 | 400 | 27 | 20 | 47 | 50 | RNUN-090400 | |
2140-0487 | 2140-0488 | RNUN-090300 | |||||||||
2140-0489 | 2140-0491 | S40V-CRFNR12-B | RNUN-120400 | ||||||||
2140-0492 | 2140-0493 | RNUN-120300 | |||||||||
Пример условного обозначения резца типа правого, с диаметром державки 16 мм, длиной 200 мм, с пластиной формы толщиной 2,38 мм, класса допуска с режущей пластиной RNUN-0302M0:
Резец S16R-CRFNR03-B ГОСТ 28981-91
Державки (резцы с мехкреплением сменных пластин)
Дополнительная продукция — наведите курсор на фото, клик:
При оснащении инструментом своего производства всегда существует выбор: взять дешевле, но несколько штук или подороже, но одну штуку. Так и с резцами с мех.креплением (державки) сменных твердосплавных пластин. Данный тип резцов в 5-10 раз дороже обычного резца с напаиваемыми пластинами, но в процессе его дальнейшей эксплуатации позволяет снизить технологические затраты при производстве основных работ, работ на подготовку, переоснащение, утилизацию и т.д. Иными словами, одним резцом с механическим креплением одной сменной твердосплавной пластины обрабатывается в 5-10 раз больше заготовок, чем напайным резцом. Резец с напайной пластиной имеет одну режущую кромку и при выходе из строя требует заточки или новой пайки, что в свою очередь подразумевает работы по извлечению пластины, очистке, подготовке к пайке, наличие припоя, флюса, а также оборудования по подготовке и пайке пластин ( барабан, индуктор и т.д.). Выполнение всего комплекса вышеописанных работ также требует наличия дополнительного помещения и специально обученного персонала. При работе резца с механическим креплением пластин режущая кромка после затупления просто поворачивается на следующую вершину, а после использования последней вершины пластина отправляется на переработку и быстро меняется на новую, и никаких затрат, как с напаиваемыми пластинами. Державки классифицируются для наружной и внутренней обработки.
Державка резцовая Википедия
У этого термина существуют и другие значения, см. Резец.Резе́ц — это режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.Элементы токарного резца
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Вспомогательный задний угол α1, Вспомогательный передний угол γ1, Вспомогательный угол заострения β1, Главный угол в плане φ, Вспомогательный угол в плане φ1, Угол при вершине в плане ε, Угол наклона главной режущей кромки λ- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов существенно отличается между собой. На строгальном оборудовании, резец в момент возврата опрокидывается электромагнитом, что исключает трение резца об заготовку, в долблении, стол долбёжного станка синхронно отводит резец от трения на выходе.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
См. также
Примечания
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д.В., Кирсанов С.В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
- Лекции Подгоркова Владимира Викторовича (д.т.н., проф. кафедры ТАМ, Ивановский государственний энергетический университет)
Ссылки
Резцы для токарной обработки металлов обновлено 02.05.2020 — MULTICUT
Качество и производительность обработки на токарно-винторезных станках зависит от того, соответствует ли режущий инструмент обрабатываемой заготовке. Для точения дерева, пластиков, металлов используются разные виды резцов. Опасность неправильного выбора состоит в высокой вероятности порчи резца, деформации ходовых винтов, поломки шпинделя. Токарные резцы по металлу различаются размерами, формой, твердостью режущей кромки и другими параметрами. Чтобы выбрать правильный инструмент и режим обработки, необходимо хорошо ориентироваться в его классификации.

Конструкция резца
Все токарные резцы состоят двух конструктивных элементов:
- державки с прямоугольным или квадратным сечением, которая служит для фиксации в резцедержателе;
- головки – рабочей части, состоящей из нескольких режущих кромок.
По форме державки резцы могут быть:
- прямыми;
- изогнутыми;
- отогнутыми;
- оттянутыми.
По способу изготовления они бывают:
- Монолитными (цельными).
- Напайными.
- С механическим креплением сменных пластин.
Рабочая часть формируется несколькими плоскостями и режущими кромками, форма которых зависит от назначения инструмента. Большинство резцов изготавливается в левом и правом исполнениях и выбираются в соответствии с направлением подачи.

Классификация резцов
Мы разберем основные признаки, по которым классифицируют токарные резцы по металлу для станков с ручным управлением, полуавтоматов и автоматов с ЧПУ.
Материал рабочей части
Головки резцов для токарных станков по металлу изготавливают из материалов с высокой твердостью и устойчивостью к износу.
Инструментальные быстрорежущие стали
Основной легирующий элемент в таких сплавах – вольфрам (Р9, Р18). Некоторые марки быстрорежущих сталей содержат также молибден (Р6М5) и кобальт (Р6М5К5). Из этих сравнительно недорогих сплавов изготавливаются преимущественно монолитные резцы. Их используют для обработки заготовок из рядовых незакаленных сталей, цветных материалов и их сплавов.
Один из существенных недостатков быстрорежущих сталей – снижение твердости при нагреве свыше 200 °C. Резцы быстро теряют свои свойства при обработке на высоких скоростях вращения шпинделя и подачах, при недостаточной подаче СОЖ.
Твердые сплавы
Основу всех твердых сплавов составляют карбиды. В качестве связки используется кобальт. Из-за высокой цены твердые сплавы производятся преимущественно в виде пластин, которые припаиваются или закрепляются механическим способом на головках резцов. Существуют также монолитные твердосплавные инструменты (центровки, сверла) небольшого размера.
Твердые сплавы получают путем спекания и горячего прессования. Они имеют высокую твердость (86 – 92 HRA) и красностойкость (до 1150 °С), поэтому используются для изготовления деталей из труднообрабатываемых материалов: чугунных отливок, нержавеющих, жаропрочных, титансодержащих и закаленных сталей. По химическому составу твердые сплавы разделяют на следующие группы:
- Вольфрамокобальтовые (ВК3, ВК6, ВК8).
- Титановольфрамокотальтовые (Т15К6, Т5К10).
- Титанотанталовольфрамокобальтовые (ТТ7К12, ТТ20К9).
Из-за высокой стоимости вольфрама были созданы безвольфрамовые твердые сплавы на основе карбидов и цианидов титана. Твердосплавные пластины с износостойкими покрытиями выпускаются как отдельная группа материалов и имеют буквенную маркировку ВП.
Большинство зарубежных производителей твердых сплавов использует собственную маркировку. Чаще всего она не содержит сведений о составе материала и покрытия, поскольку эта информация считается коммерческой тайной. Вместо этого производители дают наглядные рекомендации по применению.
Твердые сплавы имеют ряд ограничений и недостатков в сравнении с быстрорежущими сталями: они нетехнологичны и имеют низкую ударную вязкость (склонны к образованию трещин при ударах). Для заточки токарных резцов по металлу с твердосплавными напайками используется специализированный абразивный инструмент (преимущественно алмазный).

Качество обработки
Некоторые источники предлагают делить резцы на черновые, получистовые и чистовые. В действительности качество обработки (шероховатость поверхности) зависит не только от конструктивных особенностей режущего инструмента, но также от качества его заточки и режима обработки – подачи на оборот и припуска. Поэтому один и тот же резец может использоваться как для обдирочных, так и для финишных токарных операций.
Виды резцов по выполняемым операциям
Токарно-винторезные станки способны выполнять множество видов обработки и с помощь них получают детали разных форм. В зависимости от назначения (выполняемой операции) резцы для них делят на несколько типов:
- Проходные служат для обработки наружных поверхностей цилиндрической и конической форм, формирования фасок. Подача выполняется параллельно оси заготовки.
- Подрезные используются для торцевания деталей. Резец подается перпендикулярно к оси заготовки.
- Проходные упорные резцы выполняют все перечисленные выше операции. Их широко применяют при изготовлении ступенчатых валов.
- Расточные резцы служат для обработки внутренних цилиндрических и конических поверхностей. Одна из особенностей их конструкции – массивная державка. От жесткости этого элемента зависит размерная точность.
- Резьбовые (наружные и внутренние) резцы служат для нарезания метрической и трубной резьбы. Их углы заточки составляют 60° и 55° соответственно. Для упорной и трапецеидальной резьбы используются специализированные фасонные резцы.
- Отрезные используются для отрезания заготовок.
- Прорезные (канавочные) резцы служат для протачивания наружных и внутренних канавок (для выхода шлифовального круга, для установки стопорных колец и т. д.)
- Фасонные – разнообразные по форме узкоспециализированные инструменты для создания профильных поверхностей.
- Резцы для контурного точения. Этот вид инструмента появился сравнительно недавно и используется преимущественно на станках с ЧПУ для чистовой обработки сложных поверхностей. Такие резцы снабжены пластинами ромбовидной формы, имеют острый угол заточки и рассчитаны на работу с небольшими припусками (до 2 мм).

Особенности твердосплавных пластин с механическим креплением
Резцы с механическим креплением пластин в настоящее время считаются наиболее востребованными для токарной обработки. Они обладают широким спектром технологических преимуществ в сравнении с напайными инструментами. Сменные пластины имеют высококачественную заводскую заточку и несколько режущих кромок. При износе одной из них пластину устанавливают в другое положение. Это позволяет сэкономить большое количество станочного времени. Державки и пластины унифицированы и стандартизированы, но не взаимозаменяемы. Современные твердые сплавы, из которых изготовлен инструмент, состоят из мелкодисперсных карбидов, поэтому отличаются повышенной ударной вязкостью и износостойкостью.
Запросить дополнительную информацию по выбору режущего инструмента для станков с ЧПУ вы может у консультантов компании Multicut по телефону или в онлайн-чате.
Резьбовой̆ резец наружный̆ со сменными пластинами
Постепенно перехожу на современные технологии. Приятно работать качественным и красивым инструментом.Резьбовые резцы входят в разряд самых необходимых для станочника инструментов. И если резьбы малых диаметров можно нарезать метчиками и лерками, то большие диаметры или нестандартные шаги резьбы – только на станке.
Я всегда пользовался резьбовыми резцами из быстрорежущей стали – Р6М5 или Р18. Дешево и доступно. Одно лишь неудобство – точить надо, и при работе со сталями достаточно часто. Заточной станок на балконе, балкон завален всяким крайне необходимым барахлом ☺ зимой холодно, вечером темно и т.д. и т.п. Неудобно в общем.
Резцы со сменными пластинами конечно решают все эти проблемы. Обратная сторона медали – цена. Она не бог весть какая большая, но в разы больше заготовки из быстрореза.
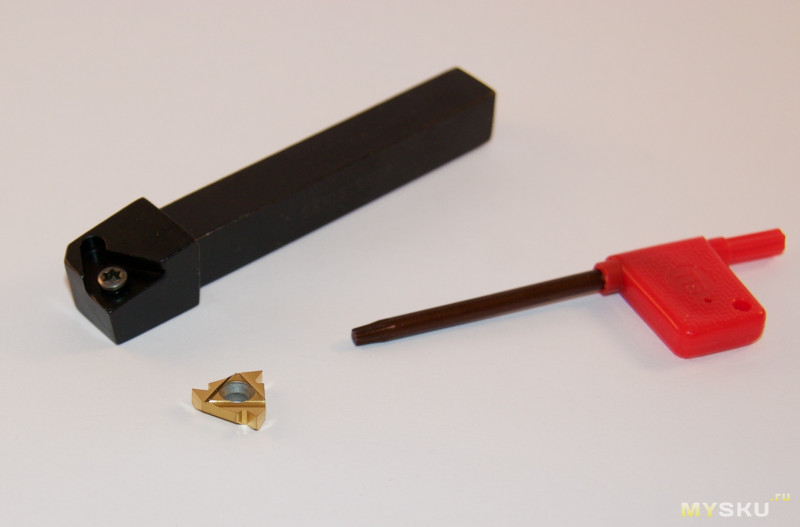
Резец приехал в коробочке, с ключом torx в комплекте. Также в набор входил пенал с десятью сменными пластинами


Резец сделан из стали по ощущениям напоминающей знакомую марку Ст45. Производитель уверяет, что она еще и нержавеющая. Впрочем для домашнего применения это не так уж и важно.
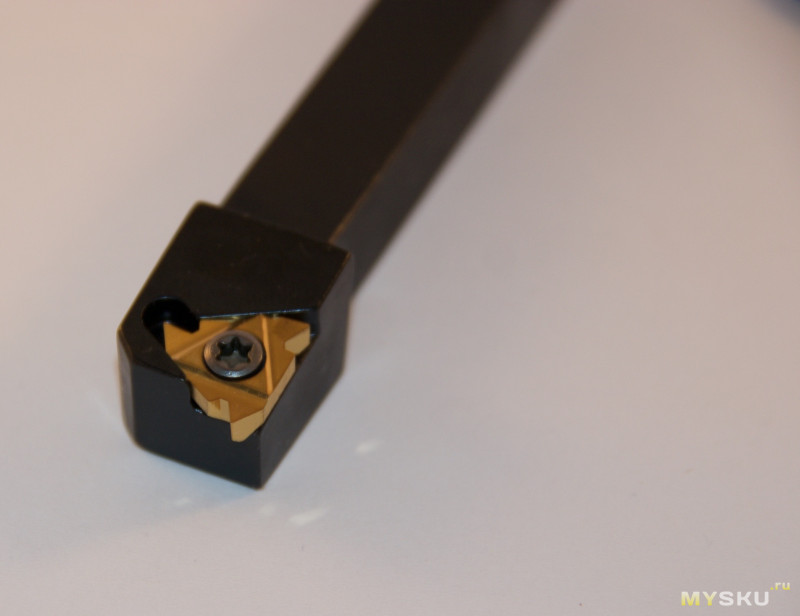
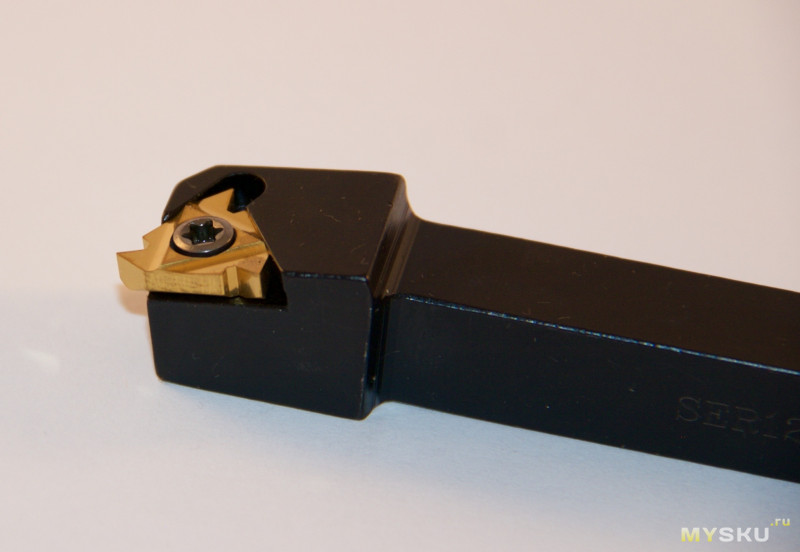
Маркировка резца SER1212h26. Тело резца в сечении представляет собой квадрат 12х12 мм. Длина резца около 100мм.
Сменные пластины имеют маркировку 16ER AG60. Они предназначены для получистового и чистового точения резьб с профилем угла 60 градусов
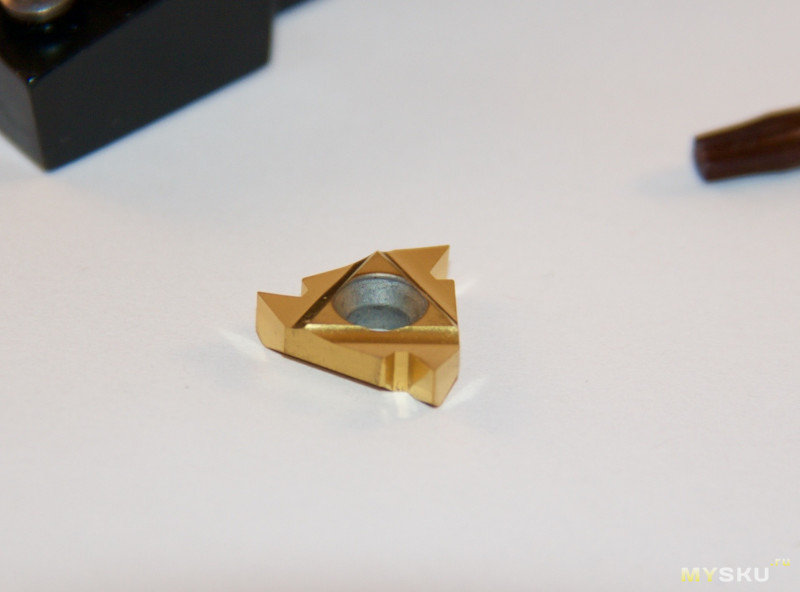
Что значит чистовое и получистовое точение? Величину съема металла за один проход. То есть этим резцом не рекомендуют проходить резьбу за один проход, например. Им можно снимать по паре соток вначале, и по сотке ближе к завершению нарезания резьбы.
По большому счету, в домашнем применении большие съемы как правило не используются. Это ограничивается и мощностью двигателей маленьких станков, и общей жесткостью системы СПИД (станок, приспособление, инструмент, деталь). Так что резец вполне себе подойдет для любых домашних станочных применений без ограничений.
Давайте пойдем на станок и попробуем что-то нарезать. В качестве примера я сделал резьбу М6х1 (резьба метрическая, диаметр 6 мм, шаг резьбы 1мм).
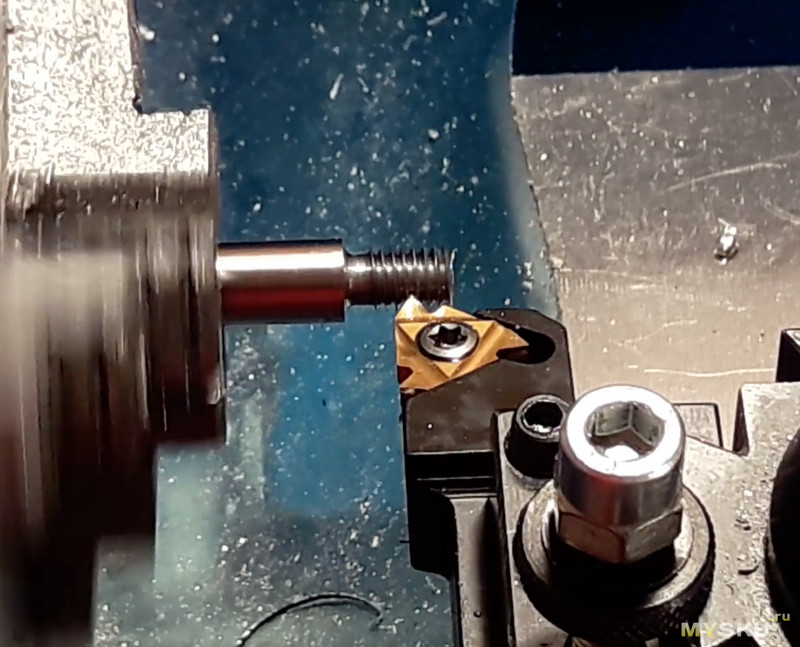
Резьба нарезалась легко и приятно. Стружка вилась ровно и с легким шелестом. Съем у меня был 2 сотки вначале, и одна сотка в конце процесса.
Гайка накрутилась чудесно.

Как обычно прилагаю короткое видео
Резюме. Резец замечательный, к покупке рекомендую однозначно. Цена является сдерживающим фактором. Но если в ваших увлечениях доля деталей с резьбой существенна, то деньги вернутся сэкономленным на заточку временем и высоким качеством нарезаемой резьбы.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Токарные резцы со сменными пластинами: виды, размеры, цены
Согласно предписаниям ГОСТ и в соответствии с модификацией, токарные резцы подразделены на несколько типов. Среди них детали со сменяемыми пластинами, крепящимися при помощи винта или специального прижима. Сменные пластины для токарных резцов – это расходный материал с несколькими гранями и режущими кромками. Они имеют большой рабочий ресурс. Постепенно по мере износа заменяются новыми. Возможность перемены пластинки без извлечения основной конструкции значительно влияет на скорость выполнения работ.

Оглавление:
- Общие сведения
- Классификация
- Как выбрать
- Таблица цен
Определение и особенности
Деталь представляет собой сегмент с гранями различной плоскостной конфигурации, влияющими на вид нарезаемой резьбы. В зависимости от назначения могут иметь форму: ромба, квадрата, трапеции или прямоугольника. Конструкция с твердосплавными пластинами либо с элементами из быстрорежущей стали подразделяется на разновидности.
Из твердосплавных составов или из легированной стали:
- в большинстве случаев на элементы дополнительно наносится защитное покрытие;
- характеризуются высокой степенью теплостойкости;
- обладают большим ударно-механическим сопротивлением.
Снижение температуры и силы обработки при использовании твердосплавных пластин дает возможность:
- повысить стойкость резака более чем в 2 раза;
- увеличить скорость обработки на 20-60% без ущерба для качества конечного продукта.
Тип присоединения обусловлен модификацией крепежного отверстия:
- без него – прихват;
- тороидальное – винты;
- цилиндрическое – рычаг, штифт или прихват.
Выбор типа сменных элементов, их затачивание и остальные нюансы взаимосвязаны с модификацией изготавливаемой детали.

Маркировка пластин, их типы
Выпускаемые производителями сменные детали для токарного инструмента, обладают прочностными характеристиками, не уступающими целостным моделям резцов. Однако токарю, прежде чем купить изделие, стоит правильно выбрать сплав режущего элемента. Условия обработки и области использования указаны в специальных картах. Требования к конфигурации зафиксированы в соответствующих нормативах:

Сменный элемент может быть изготовлен только из материалов определенных категорий.
| Тип | Состав | Применение | |
| Металлокерамический | Вольфрамовые | (WC-Co) ВК | Обработка вязких материалов, растачивание чугуна при нагрузках |
| Титановольфрамовые | (WC-Ti-Co) ТК | Растачивание и резка стали | |
| Титанотанталовольфрамовые | (WC-TiC-TaC-Co) ТТК | Пластины используют при работе со стальными поковками | |
| Минералокерамический | Теплостойкий, хрупкий материал; основой является глинозем | Выдерживают нагрев до 1200 °С, сохраняя твердость | |
Комплект резцов со сменными накладками используется для точения при любой скорости вращения.
| Твердосплавные пластины | Способ | Маркирование | Особенности | |
| Обозначение | 1-4 разряд | Форма пластины | Бывает как цифровое, так и буквенное обозначение | |
| Задний угол | ||||
| Параметры допуска | ||||
| Тип конструкции | ||||
| 5-7 разряд | Размер пластины | 6 значное число | ||
| Рабочая толщина | ||||
| Форма и радиус вершины | ||||
| 8-10 разряд | Буквенная характеристика режущей кромки | Наносятся по усмотрению изготовителя | ||
| Буквенное обозначение направления точения | ||||
| Маркировка производителя | ||||
| Форма | Равносторонние; прямоугольные; круглые | H, O, P, R, S, T | Правильная форма | |
| Равносторонние; неравноугольные | C, D. E, M. V. W | Неправильная конфигурация | ||
| Неравносторонние; равноугольные | L | Прямоугольники | ||
| Неравносторонние; прямоугольные | A, B, K, F | Параллелограммы с разным видом фаски | ||
| Задний угол | Бывает больше либо меньше нуля. Перед тем как приобрести, нужно определить величину, используя для этого табличные данные. | |||
| Класс точности | Действует 12 классов, сформулированных в ГОСТ 19042.80 | |||
| Конструктивные характеристики | Число действующих граней | Односторонняя | R, М | |
| Двусторонняя | N, A, F, G | |||
| Форма передней грани пластинки | Со стружколомающими канавками | R, M, F, G, T | ||
| Без стружколомающих канавок | N, A, W | |||
| Наличие отверстия | Без отверстия | N, R, F | ||
| С отверстием | А, М, G, W, T | |||
| Размер | За основание берется ГОСТ 19042.80 | |||
| Толщина | Согласно нормативам | От 0,59 до 12,7 | В маркировке пластинок используются целые числа, перед которыми ставится ноль | |
| Форма вершины пластинки | Равна радиусу; указывается в десятых долях; перед первой цифрой ставится ноль. | |||
| Направление | R | Праворежущие | ||
| L | Леворежущие | |||
| N | Право-, леворежущие. | |||
Все применяемые токарные резцы обладают характерными формами работы:
- отрезные – необходимы для поперечного хода;
- резьбовые – движутся вращательно-поступательно;
- расточные — передвигаются поперечно-продольным способом.
Исходя из этих данных, подбирается конфигурация устанавливаемых элементов. Возможность смены деталей имеет множество положительных качеств. Одним из них является то, что режущий элемент можно приобрести по невысокой цене.

Советы по выбору, стоимость
Выбор пластин, особенности их заточки, вид сплава напрямую обусловлен типом планируемых работ.
- Для мягких металлов идеально подойдут элементы из быстрорежущей стали, в то время, как работая с калеными или тугоплавкими изделиями стоит устанавливать твердосплавные пластины.
- Многообразие размерной линейки, а также форм позволяет быстро установить сменную деталь, однако неточный ее крепеж может привести к поломке.
- Прежде чем начать работать с использованием заменяемых пластинок, стоит учесть, что для их установки не подойдут конструкции, у которых державка монолитна с режущим элементом.
- Использование в производстве резцов токарных с пластинами, изготовленными из сплавов различных составов, позволяет иметь набор для обработки заготовок любого формата.
- Наиболее целесообразным является использование технологическое оборудования с взаимозаменяемыми пластинами при автоматическом процессе производства с большим ассортиментом выпускаемых изделий.
Чаще всего купить пластины можно лишь наборами с резцами, что значительно повышает их стоимость. Однако, согласно статистике, использование сменных элементов ежемесячно дает экономию около 500 руб на один станок.
Кроме того, твердосплавные пластины позволяют увеличить эксплуатационный период державки, полностью исключив необходимость заточки и пайки резака. Цена зависит от бренда, модификации и конфигурации.
| Фирма | Форма | Размеры, мм | Комплектация, шт | Стоимость, руб | |
| Optimum, Германия | Набор расточных резов с пластинами | 10 | 3 (63, 64, 65) | 5 369 | |
| Jet, Швейцария | Набор из резцов и пластин | 8×10 | 7 | 6 300 | |
| Stalex | Комплект | 8х8 | 8 | 6 481 | |
| Optimum, Германия | Набор | 10 | 5 | 7 139 | |
| Gesac, Китай | Для точения | DCET070202L-PS GP91TF | R0,2; L7,8; øI.C6,35; S 2,38; d2,8
| 1 | 461 |
| DCET070202L-PS GS3125 06208 | 510 | ||||
| DCET070202R-GS GP91TF | 461 | ||||
| Bangpu, Китай | Обрезные и канавочные | BP300 BPS253 | R0,2; L11,3; S3,0 | 1 | 283 |
| GRIP300-M BPG20B | R0,3; L19; S5,4; D2,0 | 592 | |||
| PulCut, Китай | GRIP400-F PP2125 | R0,4; L16; S5,4; d2,85 | 710 | ||
Лучшая цена держателя со сменными пластинами — Отличные предложения на держатели со сменными пластинами от мировых продавцов держателей со сменными пластинами
Отличные новости !!! Вы находитесь в нужном месте для держателя сменных пластин. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот верхний держатель индексируемых пластин в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили индексируемый держатель пластин на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в держателе индексируемых пластин и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы согласитесь, что вы получите этот индексируемый держатель пластин по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Окончательное руководство по выбору державок для фрезерных станков
За эти годы мы написали множество статей о державках для фрезерных станков.Это важная тема, и я часто получаю о них вопросы. Недавно мне пришлось посетить несколько статей CNCCookbook, чтобы ответить на вопрос, и я решил, что пришло время собрать всю информацию в одной статье, а также обновить результаты исследования и посмотреть, какую новую информацию я могу добавить. Кроме того, я хотел сделать как можно больше информации в виде таблиц, чтобы к ней было легко обращаться. Вот что я придумал:

Для каждого типа резцедержателя имеется несколько строк с оценками от 1 до 4, где чем выше оценка, тем лучше.4 — лучший результат, а 1 — худший.
Давайте рассмотрим каждую строку и ее значение.
Точность
Для достижения точности вам потребуется низкое биение и воспроизводимость державки. Держатель установочного винта в стиле Weldon имеет самую низкую точность, потому что установочные винты, упирающиеся в плоскость на хвостовике инструмента, вытолкнут инструмент из центра, и потому что вы не можете гарантировать повторяемость, поскольку небольшое вращение хвостовика изменит точную точку, в которой установочные винты входят в зацепление.
Универсальность
Это просто мера того, сколько размеров хвостовика может вместить одна резцедержатель данного типа. Теоретически большая универсальность означает, что вам понадобится меньше державок.
Простота использования
Это показатель того, насколько легко установить фрезу в державке или вынуть ее обратно. Нет ничего проще, чем использовать держатель установочного винта — просто вставьте резак и затяните установочные винты. Держатель Shrink-Fit требует использования термоусадочной машины.Посередине — державки, требующие правильного момента сборки.
Это хорошее время, чтобы вставить заглушку для правильного затяжки зажимного патрона ER. Для наилучшей производительности им требуется гораздо больший крутящий момент, чем думает большинство механиков. Этот крутящий момент используется для удержания инструмента в зажатом состоянии, чтобы он не вырывался, и для придания жесткости всей сборке, чтобы она сопротивлялась вибрации и вибрации.
Когда вы слышите, как машинист говорит о проскальзывании концевой фрезы в цанговом патроне ER, вы должны задаться вопросом:
— Насколько чистыми были патрон и хвостовик фрезы, когда они были стянуты вместе? Малейший остаток масла или смазочно-охлаждающей жидкости может быстро снизить удерживающую способность цанги.
— Какой крутящий момент был использован для затяжки гайки цанги?
Рассмотрим следующие характеристики крутящего момента от Technik USA:
| Цанга | Тип гайки | Цанги I.D. | Цанги I.D. |
| БОЛЕЕ 1/16 ″ (2 мм) | МЕНЬШЕ 1/16 ″ (2 мм) | ||
| ER 16 | прорези | 42 фут / фунт | 30 фут / фунт |
| ER 16 | шестигранник | 42 фут / фунт | 30 фут / фунт |
| ER 20 | прорези | 59 фут / фунт | 24 фут / фунт |
| ER 20 | шестигранник | 59 фут / фунт | 24 фут / фунт |
| ER 25 | прорези | 77 фут / фунт | 77 фут / фунт |
| ER 25 | мини-гайка | 25 фут / фунт | 25 фут / фунт |
| ER 32 | прорези | 100 фут / фунт | 100 фут / фунт |
| ER 40 | прорези | 130 фут / фунт | 130 фут / фунт |
Затягиваете ли вы цанги ER32 с усилием 100 футов / фунт? Это намного больше, чем многие ожидают в одиночестве.
Независимо от того, используете ли вы динамометрический ключ или нет, и Technik, как и другие производители, производят соответствующие переходники, убедитесь, что у вас есть хотя бы хороший гаечный ключ для патрона. Ключи с одним штифтом — худшие для меня, когда мне приходится прикладывать большой крутящий момент. Кроме того, вам понадобится способ надежно закрепить цанговый патрон при затягивании гайки. Для этой задачи лучше всего подходят скамейки.
Надежность
Это показатель того, какой объем обслуживания необходим для поддержания должной производительности инструментальной оправки.Держатели установочных винтов очень просты, так как они запрессовываются без движущихся частей. Цанговые патроны и фрезерные патроны необходимо содержать в чистоте и затягивать в соответствии с характеристиками.
Высокая скорость
В этой строке оценивается пригодность различных державок для более высоких скоростей шпинделя. «Высокий» начинается в диапазоне 8000–10 000 об / мин, и основным требованием является способность хорошо сбалансировать державку. Меньшая масса державки также поможет, потому что чем меньше вращается масса, тем меньше вибрация при данном уровне баланса.
Хорошая работа с высокоскоростными шпинделями — одна из главных причин инвестировать в более модные державки.
Чистовая обработка поверхности и черновая обработка
Эти две категории соответствуют задачам. Что касается отделки поверхности, нам нужно поддерживать высокую модальную жесткость, чтобы противостоять вибрации. Для черновой чистовой обработки нам нужна высокая динамическая жесткость, чтобы противостоять вибрации при различных нагрузках, оборотах в минуту и частотах, и мы хотим, чтобы инструмент прочно зажимал инструмент, чтобы противостоять более высоким силам черновой обработки.
Стоимость
Стоимость близка и дорога каждому карману, и стоимость довольно сильно варьируется между этими различными держателями инструментов
Лучшее приложение
Drumroll, пожалуйста, это то, чего мы ждали: какая ситуация лучше всего подходит для каждого типа державок?
Это требует повторения:
— Для фрезерования и сверления с максимальным MRR используйте резцедержатель Side Lock или Weldon Shank.Речь идет, в основном, о больших индексируемых инструментах, а не о концевых фрезах.
— Для фрезерования и сверления среднего размера рассмотрите фрезерный патрон. Это ваши самые большие цельные концевые фрезы и спиральные сверла, скажем, от 3/4 до 1 дюйма и выше. Также учитывайте это, если у вас есть проблемы с вибрацией большого инструмента при использовании держателя Side Lock.
— Для более легкого фрезерования и сверления рассмотрите цанговый патрон ER. Все, что составляет 3/4 дюйма или меньше, имеет смысл.
— Для приложений с высокой частотой вращения рекомендуется использовать оправки с горячей посадкой.
Очевидно, что в каждом из этих случаев есть некоторая серая область перекрытия, но это должно служить хорошей отправной точкой для выбора державки.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам для ЧПУ, в том числе:
Точечное сверло с ЧПУ 90 ° | Nine9 Jimmore International Corporation
Держатель
Области применения:- • Нарезка, гравировка, обработка канавок и снятие фасок на фрезерных станках и обрабатывающих центрах.
- • Заточка, торцевание, токарная обработка на токарных станках с ЧПУ.
Вставка
-Многофункциональность для точечного сверла 90 °- NC40:
- Марка К20Ф, для незакаленной стали.
- Каждая пластина имеет 4 режущих кромки.
- NC10:
- Марка К20Ф, для цветных металлов и чугуна.
- Каждая пластина имеет 4 режущих кромки.
- H-NC40:
- Марка K20F, для универсальной стали и чугуна.
- Подходит для высокоскоростной обработки.
- Каждая пластина имеет 2 режущих кромки.
- H-NC9076:
- Марка К20Ф, для цветных металлов.
- Острая кромка и отличная обработка поверхности цветных металлов.
- Каждая пластина имеет 2 режущих кромки.
Стартовый пакет
Сравнение
Держатель
 Области применения:
Области применения: - • Зачистка, гравировка и снятие фасок на фрезерных станках и обрабатывающих центрах.
- • Заточка, торцевание на токарных станках с ЧПУ.
Вставка
 -Мини-вставка, стабилизируемая на маломощном станке
-Мини-вставка, стабилизируемая на маломощном станке -Подходит для токарных автоматов швейцарского типа и токарных станков с ЧПУ
- NC2071: сплав K20F, для незакаленной стали и чугуна.
- NC9076: Марка K20F для цветных металлов.
-Каждая пластина имеет 2 режущие кромки.
Держатель

 Области применения:
Области применения: - • Нарезка, гравировка, обработка канавок и снятие фасок на фрезерных станках и обрабатывающих центрах.
- • Заточка, торцевание на токарных станках с ЧПУ.
Вставка
 -Горячие продажи вставки
-Горячие продажи вставки - NC40:
- Марка Р35, для незакаленной стали.
- Каждая пластина имеет 4 режущих кромки.
- NC10:
- Марка К10Ф, для цветных металлов и чугуна.
- Каждая пластина имеет 4 режущих кромки.
- NC60:
- Керметная пластина, для закаленной стали до 56 HRC.
- Каждая пластина имеет 4 режущих кромки.
- H-NC40:
- Марка K20F, для незакаленной стали и чугуна.
- Подходит для высокоскоростной обработки.
- Каждая пластина имеет 2 режущих кромки.
- H-NC9076:
- Марка К20Ф, для цветных металлов.
- Острая кромка и отличная обработка поверхности цветных металлов
- Каждая пластина имеет 2 режущих кромки.
Стартовый пакет

Сравнение
Держатель
 Области применения:
Области применения: - • Нарезка, гравировка, обработка канавок и снятие фасок на фрезерных станках и обрабатывающих центрах.
- • Заточка, торцевание на токарных станках с ЧПУ.
Вставка

-Полностью шлифованная пластина и высокая положительная геометрия.
NC2071: сплав K20F для незакаленной стали и чугуна.
Каждая пластина имеет 2 режущих кромки.
Держатель

Применения:
• Зачистка и снятие фаски на фрезерных станках, обрабатывающих центрах.
Вставка
-Диаметр отверстия до 25 мм.
NC40: сплав P35 для незакаленной стали и чугуна.
Каждая пластина имеет 3 режущих кромки.
Zhuzhou Yifeng Tools Co., Ltd. твердосплавные пластины со сменными пластинами, твердосплавные концевые фрезы, твердосплавные сверла, держатели инструмента, твердосплавная расточная оправка, твердосплавные заусенцы, режущие инструменты с ЧПУ
Твердосплавные пластины для токарной обработки APMT11
твердосплавные пластины для токарной обработки APMT1135 Сменные пластины для ЧПУ, 0 долл. США.5-20 / шт, Hu …
твердосплавные пластины VNMG
Твердосплавные пластины Твердосплавные пластины для токарной обработки VNMG, 0,5 — 20 долл. США / шт., Hun …
Твердый сплав сферической формы
Высококачественные и недорогие твердосплавные фрезы, 1,5 — 3 доллара США за штуку, провинция Хунань …
твердосплавные фрезы с двойным резанием / C
Высококачественные и недорогие твердосплавные фрезы, 1 доллар США.5 — 3 шт. / Шт., Хунань …
Цельнотвердосплавный напильник/ ca
Высококачественные и недорогие твердосплавные фрезы, 1,5 — 3 доллара США за штуку, провинция Хунань …
Различные твердосплавные вставки, метрическая система ISO, доб.
Лучшая цена, оптовая продажа, различные высококачественные вставки из карбида вольфрама, E …
Карбид вольфрама с двумя зубьями str
Самая лучшая цена Оптовые фрезы из карбида вольфрама с двумя канавками прямые / твердосплавный конец…
Твердосплавный конец деревообрабатывающий
Лучшая цена Оптовые твердосплавные концевые фрезы для деревообработки / твердосплавные прямые 2 …
карбид 2 прямые канавки
Лучшая цена Оптовые твердосплавные 2 фрезы с прямыми канавками / твердосплавные деревянные е …
Фрезерная пластина из карбида вольфрама
Лучшая цена Оптовые высококачественные твердосплавные пластины SPKN торцевые фрезерные вставки…
KNUX Фрезерный станок из карбида вольфрама
Лучшая цена Оптовые высококачественные твердосплавные пластины SPKN Торцевые фрезы …
Твердосплавные пластины TPUN
наша продукция отличается высоким качеством, износостойкостью и конкурентоспособной ценой. И 100% авто …
Твердосплавные пластины для токарной обработки TPUN12
Наша продукция отличается высоким качеством, износостойкостью и конкурентоспособной ценой.и 100% автомобиль …
Пластины твердосплавные фрезерные SPKN12
Лучшая цена Оптовые высококачественные твердосплавные пластины SPKN со сменными пластинами …
твердосплавные пластины SPKN
Лучшая цена Оптовые высококачественные твердосплавные пластины SPKN со сменными пластинами …
твердосплавные пластины с
Лучшая цена Оптовые высококачественные вставки из карбида вольфрама TPKN2204 поворот карбида…
внутреннее отверстие из карбида вольфрама в
Лучшая цена Оптовые высококачественные вставки из карбида вольфрама TPKN2204 …
Наконечник с резьбой из карбида вольфрама
Лучшая цена Оптовые высококачественные концевые фрезы из карбида вольфрама / карбид т …
Протяжные инструменты и держателиЗаготовки для инструментов
Инструмент для круглой формовки Davenport & B&S
Насадка для быстрой замены, формовки и бритья
Инструмент для отрезания
Держатели инструмента
Втулки держателя инструмента
| Концевые рабочие инструменты
Швейцарский инструмент
Цанговые патроны, держатели сверл и зажимные патроны для инструмента
|
| T h e сменная пластина i s f , плотно прижатая к державке зажимом […] сила, создаваемая в осевом и радиальном направлениях. mapal.com | D ie Wendeschneidplatte wir d durch die erzeugte Spannkraf t sowohl i n axialer […] als auch in radialer Richtung fest in den Halter gedrckt. mapal.com |
| Вставка a n e w сменная пластина ( 1 40 a) и затяните сыр [..]
Винт с головкой (E). hunger-maschinen.de | N eue Wendeschneidplatte (140a ) einsetzen u nd Zylin de rschraube […] (E) festziehen. hunger-maschinen.de |
В то время как в случае обычной резки лезвие используется только на 70 процентов, а для обеспечения безопасности процесса — на 30 процентов. […]рассчитан на […] использовать в качестве буфера безопасности, Kyo ce r a индексируемая пластина m a y использоваться системой Sensor Tool […]до 100 процентов. kyocera.co.za | Whrend beim herkmmlichen Schneiden die Kante nur bis zu 70 Prozent genutzt wird, um die Prozesssicherheit nicht zu beeintrchtigen, und 30 Prozent als Sicherheitspuffer […]eingeplant werden, kann die […] Kyocera-Wendeschneidplatte bis zu 100 Prozent durch das «Sensor Tool System» g en utzt werden .kyocera.at |
SAU, с ее многолетним опытом работы на рынке и тесным сотрудничеством с отличным международным твердосплавным сплавом […]производителей, предлагает своим клиентам широкий ассортимент пластин под названием […] ⤽SHG объединяется со своими продуктами o w n сменная пластина t o ol ing.sautool.com | Dank der Markterfahrung und engen Zusammenarbeit mit multinationalen Herstellern von Hartmetall bietet die Firma SAU ihren […]Kunden eine breite Auswahl an «SHG» -Wendeplatten, […] die mi t den e ige nen Mechanisch befestigten Werk zeug en kombinierbar sind.sautool.com |
| Зажимной держатель наконечника (124) wi t h сменная пластина ( 1 24 a) может использоваться вместо токарного инструмента (123). hunger-maschinen.de | Statt de s Drehmeiels ( 12 3) kann auch ein Klemmhalter (124) m it Wendeschneidplatte (1 24 a) verwendet werden. hunger-maschinen.de |
Пользователь выбирает через […] сенсорный экран Requ ir e d индексируемая вставка o r i tem, то есть […]затем регистрируется в соответствующем МВЗ (например, на станке). tdmsystems.com | на сенсорный экран с Anwender […] die erf или derli che Wendeschneidplatte ode r Kom po nente […]aus, die Buchung erfolgt auf die jeweilige Kostenstelle (Maschine). tdmsystems.com |
Здесь, прежде всего, родственник […] движение bet we e n сменная пластина a n d заготовка должна […]следует избегать. mapal.com | Dabei ist vor allem eine […] Relativbewegung zw isch en Wendeschneidplatte un d We rk stck […]zu vermeiden. mapal.com |
| Если диаметр обточки окажется неправильным, необходимо проверить поворотный зажимной держатель наконечника и t h e сменную пластину h a ve на предмет повреждений.Если поворотный зажимной держатель наконечника погнулся, он должен […] заменить. hunger-maschinen.de | Wenn der eingestellte Abdrehdurchmesser nichttimmt, ist der Pendelhalter und die Wendeschneidplatte auf Beschdigung zu prfen, oder der Pendelhalter ist verbogen und mu ausgewechselt werden. hunger-maschinen.de |
| Выверните винт с головкой под торцевой ключ (E) и снимите его t h e индексируемая вставка ( 1 40 a). hunger-maschinen.de | Zylinderschraube (E) entfernen und Wendeschneidplatte (140a) abheben. hunger-maschinen.de |
Центровочная точка […] KOMET KUB Centron Powerline направляет инструмент точно по оси сверла и тем самым обеспечивает точность размеров, прямолинейность и максимальную надежность процесса при глубине сверления до 9D. Чрезвычайно стабильная пластина Qua tr o n сменная пластина e n su обеспечивает максимальную стабильность и оптимальное удаление стружки даже при максимальной глубине сверления.kometgroup.com | Die Zentrierspitze des KOMET KUB Centron Powerline fhrt das Werkzeug exakt in der Bohrachse und gewhrleistet somit Mahaltigkeit, Geradheit und hchste Prozesssicherheit в Bohrtiefen bis zu 9D. Die extrem stabile Quatron-Wendeschneidplatte sorgt fr hchste Stabilitt und eine optimale Spanabfuhr, auch bei grten Bohrtiefen. kometgroup.com |
разработка новой черновой и […]Инструмент для чистовой обработки литья […] детали на основе o n a n индексируемая пластина i n no vation, который […]позволяет не только черновую обработку, но и […]развертывание с использованием экономичной многолезвийной доски. kometgroup.com | basiert die Entwicklung der neuen […]Schrupp-Schlicht-Werkzeuge fr […] Gussbauteile a uf ei ner Wendeschneidplatten- Inn ovati on , die […]nicht nur das Aufbohren, sondern hier […]auch das Reiben mit wirtschaftlichen, mehrschneidigen Wendeschneidplatten ermglicht. kometgroup.com |
Группа была в авангарде инноваций в этом секторе на протяжении […]более 90 лет: традиция, что […] началось с e ar l y сменная пластина b o re rs и продолжается […]сегодня с их мехатронными инструментальными системами. kometgroup.com | Seit ber 90 Jahren zhlt die Unternehmensgruppe zu den […]Innovationsfhrern der Branche: eine Tradition, […] die vo m fr hen Wendeplattenbohrer bis heut e mit den […]mechatronischen Werkzeugsystemen fortgesetzt wird. kometgroup.com |
A Стоимость режущей пластины Sensor Tool […]примерно на 15% больше обычного […] кремний нитчатый ri d e сменная пластина , b ut благодаря […]оптимизация процесса может достичь […]— экономия до 40 процентов », — подчеркивает Джос Агустн-Пей, менеджер по маркетингу продукции и технологиям подразделения режущих инструментов Kyocera. kyocera.be | Инструмент датчика Eine-Schneidplatte ist zwar rund 15 […]Prozent teurer als eine herkmmliche […] Siliciumnit ri d-Wendeschneidplatte, ab er dank der […]Prozessoptimierung lassen sich Kosteneinsparungen […]von bis zu 40 Prozent erzielen, «erklrt Jos Agustn-Pay, Manager Produktmarketing und Technologie des Kyocera-Geschftsbereichs Schneidwerkzeuge. kyocera.at |
| Как производитель шкивов E.C.J. хорошо осведомлен о сложной ситуации — и уже успешно отреагировал: применение Pent на e c индексируемая пластина f r om Партнер LMT по альянсу Boehlerit уменьшил производственные затраты на каждый компонент примерно на 55 центов. lmt.hu | Als Produzent von Riemenscheiben kennt das Unternehmen E.C.J. die schwierige Situation genau — und hat bereits erfolgreich reagiert: Mit dem Einsatz der Pentatec-Wendeschneidplatte von LMT-Allianzpartner Boehlerit sanken die Produktionskosten pro Bauteil um 55 Cent. lmt.hu |
Несмотря на это, мы, естественно, были убеждены […]с самого начала обработки […] пресс-форма usin g a n сменная вставка t o ol предлагал огромный […]экономический потенциал по сравнению с твердосплавным инструментом. lmt.hu | Nichtsdestotrotz war natrlich von Anfang […]an sicher, dass die Bearbeitung der […] Форма mi t ei nem Wendeplattenwerkzeug eno rme wi rtschaftliche […]Potentiale gegenber dem Vollhartmetallwerkzeug bietet. lmt.hu |
Вставьте и зажмите правый токарный инструмент (123) или […] зажимной держатель наконечника (124) wi t h сменная пластина ( 1 24 a) в держателе инструмента (120).hunger-maschinen.de | Rechten Drehmeiel (123) или Klemmhalter […] (124) mi t Wendeschneidplatte ( 12 4a) in den Stahlhalter (1 20 ) einsetzen u nd festschrauben.hunger-maschinen.de |
Начало черновой обработки с последующей получистовой обработкой […]обработки, и до […] финишная обработка, различные копировальные фрезы a n d сменная пластина g e om etries от LMT Kieninger были […]б / у — и это тоже […]включает новый держатель резака GWR 5x. лм.ху | Angefangen vom Schruppen ber die Semi-Bearbeitung bis hin zum Schlichten […]камень Verschiedene […] Kopierfrs er und Wendeplattengeometrien von LM T K ienin ger zu m Einsatz da un 9065 .]auch der neue Frshalter GWR 5x. лм.ху |
| H er e , сменная пластина t e ch nology обеспечивает значительную […] больше гибкости благодаря более быстрой доступности, большему количеству режущего материала […]и варианты покрытия, а также меньшие усилия, необходимые для восстановления инструмента. kometgroup.com | H ier givet Wendeschneidplatten -Tec hnol og ie deutlich […] mehr Flexibilitt durch schnellere Verfgbarkeit, mehr Schneidstoff- […]und Beschichtungsmglichkeiten und geringeren Aufwand fr die Werkzeugaufbereitung. kometgroup.com |
Нажмите на держатель наконечника вниз и переместите регулировочную задвижку (55) […]и установочный калибр […] (47) с помощью регулировочного винта (44), пока t h e индексируемая вставка ( C ) коснется установочного калибра (47).hunger-maschinen.de | Pendelhalter nach unten drcken und mit […]Stellschraube (44) ден […] Einstellschieber (55) so lange verstellen, bis die Wendeschneidplatte (c ) die EinstellLehre (47 ) berhrt.hunger-maschinen.de |
Менеджер по дизайну Leiber Group уже убедился: «На […] одна рука, t h e сменная пластина t o ol s имеют […]те же цифры ставки аванса, что и твердый […] Раньше использовались твердосплавные инструменты, а качество поверхностей в некоторых случаях даже лучше. lmt.hu | Der Konstruktionsleiter bei der Leiber Group ist bereits heute berzeugt: Auf der einen Seite weisen die […]Wendeplattenwerkzeuge die gleichen […] Vorschubwerte wie d ie zuvo r eingesetzten V ollha rt metallwerkzeuge […]auf, und die Qualitt der Oberflchen ist zum Teil sogar hher. lmt.hu |
Toolbase EM отлично подходит для […]хранение и изъятие мелких предметов, например патронов, […] регулировка scr ew s , сменные пластины a n d C изделия.mapal.com | Der Toolbase EM eignet sich hervorragend fr die […]Lagerung und Ausgabe von Kleinartikeln, wie zum Beispiel Klemmhalter, […] Einstells ch raube n, Wendeschneidplatten un d C-A rt ikeln.mapal.com |
| Новая разработка op e d сменная пластина D T S HARDNESS предлагает […] — это уникальная возможность для обработки твердых сплавов и цементированных материалов. bsw-gmbh.de | Die neu e nt фитиль elte Wendeschneidplatte DTS HARD NE SS bietet […] Ihnen die einzigartige Bearbeitungsmglichkeit von Hartmetallen und gehrteten Werkstoffen. bsw-gmbh.de |
Установите всасывающую трубу (49) на регулирующую заслонку . […](55) так, чтобы зазор прибл. 0,5 мм остается на «е» и […] «f» между t h e индексируемая пластина ( 6 0) и […]всасывающий патрубок (57). hunger-maschinen.de | Saugrohr (49) so am Einstellschieber (55) anbringen, […] da zw is chen Wendeschneidplatte (60) u nd Saugdse […](57) bei «e» und «f» noch ca.0,5 мм Zwischenraum bleibt. hunger-maschinen.de |
Вставка и зажим […] зажимной держатель наконечника (135) wi t h сменная пластина ( 1 35 a) в держателе инструмента (120).hunger-maschinen.de | Клеммхальтер […] (135) m it Wendeschneidplatte (1 35 a) in den Stahlhalter (120) einsetzen und festschrauben.hunger-maschinen.de |
| Оператор может выбрать соответствующую оптимальную геометрию и покрытие t h e сменная пластина f o r заготовка из широкого спектра для того же основного корпуса. mas-tools.de | So kann d er Anwender be i gleichem Grundkrper die jeweils optimale Wendeschneidplattengeometrie un d -beschichtung f r den zu bearbeitrum fürsendewenk. mas-tools.de |
| Шкала шкалы настроек обеспечивает разрешение 0,01 мм, а нониусные отметки обеспечивают разрешение 0,002 мм. Широкий выбор e o f сменная пластина b a rs и твердосплавные расточные фрезы с внутренней подачей СОЖ к режущей кромке обеспечивают наилучшие требования для чистовой обработки. глухих и сквозных отверстий. heinz-kaiser.com | Die Einstellgenauigkeit ber die grosse, gutablesbare Skalascheibe между 0,01 мм, unter Bercksichtigung der Nonius-Anzeige sogar 0,002 мм. Ein breites Angebot an Ausdrehsthlen mit innerer Khlmittelzufhrung bis zur Schneide, bestckt mit Wendeschneidplatten oder aus Vollhartmetall bieten beste Voraussetzungen fr das Schlichten von Durchgangs- und Sacklochbohrungen. heinz-kaiser.com |
С чем […] называется Sensor Tool System. Компания Kyocera разработала intelli ge n t индексируемая вставка s p ec ially для автомобильной промышленности — например, для производство […]тормозные диски. kyocera.co.za | Инструмент Mit seinem so genannten Sensor […] System « hat Kyocera spe zi ell fr die Automobilindustrie — beispielsweise zur Herstellung von Bremsscheiben — eine Intelligence en te Wendeschneidplatte en tw 9ra000.at kick 9. |
| Сменная пластина simona-de.com | Schneidplatte simona-de.com |
| Недавно разработанные инструменты для черновой / чистовой обработки основаны на инновационной технологии n i n индексируемая пластина t e ch , что позволяет не только растачивать, но и для отделки также с помощью экономичных многослойных пластин ad e d сменных пластин . kometgroup.com | Die neu entwickelten Schrupp-Schlicht-Werkzeuge basieren auf eine r Wendeschneidplatten -I nnovation, die nicht nur das Schruppen sondern hier auch das Schlichten mit den wirtschaftchlichen, menschneidplatten. kometgroup.com |
| Мартин Вайзер, инженер по применению и менеджер технологического центра LMT, объяснил, что «Начиная с этого момента, мы разработали с нуля полную стратегию резки на нашем заводе, с возможностью т h e индексируемая пластина t o ol s могут быть полностью использованы и созданы оптимальные поверхности ». лм.ху | Wir haben von da an sozusagen aus dem Vollen heraus eine komplette Frsstrategie bei uns im Werk entworfen, mit der die Leistungsfhigkeit der Wendeplattenwerkzeuge komplett ausgeschpft ausgeschpft wird und optimale Oberflingerchen entsterum.com, best. ху |