Воронение металла — это… Что такое Воронение металла?
- Воронение металла
- Bluing — Воронение металла.
Обработка свободной поверхности железного сплава воздействием воздуха, пара или других агентов при подходящей температуре, с образованием на поверхности тонкой синей пленки оксидов. Это способствует улучшению внешнего вида и коррозионной стойкости. Такая термообработка обычно применяется для листов, лент и окончательно обработанных деталей. Используется также при нагреве пружин после изготовления для улучшения их свойств.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
.
Смотреть что такое «Воронение металла» в других словарях:
Воронение стали — (оксидирование, чернение, синение) процесс получения на поверхности углеродистой или низколегированной стали или чугуна слоя окислов железа толщиной 1 10 мкм.

Воронение — стали (оксидирование, чернение, синение) процесс получения на поверхности углеродистой или низколегированной стали или чугуна слоя окислов железа (Fe3O4 и др.) толщиной 1 10 мкм. От толщины этого слоя зависит его цвет т.н. цвета побежалости,… … Википедия
ВОРОНЕНИЕ — способ получения наповерхности металла (стали, чугуна) тончайшей пленки окислов железа с целью предохранения его от коррозии и для придания поверхности металла определенной окраски. В зависимости от применяемых масел, кислот и степени нагрева… … Энциклопедия вооружений
ВОРОНЕНИЕ — способполучения на поверхности металла (стали, чугуна) тончайшей пленки окисловжелеза с целью предохранения его от коррозии и для придания поверхностиметалла определенной окраски. В зависимости от применяемых масел, кислоти степени нагрева металл … Энциклопедия вооружений
ВОРОНЕНИЕ — способполучения на поверхности металла (стали, чугуна) тончайшей пленки окисловжелеза с целью предохранения его от коррозии и для придания поверхностиметалла определенной окраски.
Bluing — Bluing. См. Воронение металла. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Технологии, применяемые при изготовлении оружия — Воронение покрытие железных и стальных предметов защитной и декоративной окисной пленкой. Известно издавна, но широкое применение получило в Зап. Европе только в нач. XVI в., первоначально в Италии. Чернение заполнение углублений смесью серебра,… … Энциклопедия средневекового оружия
Искусство и техника оружейного дела — Император Максимилиан I в доспешной мастерской. На столе хорошо видны инструменты. На втором плане кузнечный горн и наковальня. На стене висят готовые доспехи различных типов. Любопытно, что доспех ренцойг и рентарч предназначаются для левши, о… … Энциклопедия средневекового оружия
Ржавчина — Цвета ржавчины У этого термина существуют и другие значения, см.
окрашивание металлических изделий — окрашивание металлических изделий применяется для защиты их от коррозии и другие.гих вредных воздействий, а также для придания изделиям красивого внешнего вида. Основные способы: обычное (механическое), химическое и электрохимическое… … Энциклопедия «Жилище»


что это такое, основные правила оксидирования и обработки
Многие ошибочно думают, что воронение металлов в домашних условиях выполнить невозможно, это осуществляется только на производствах. Однако на сегодняшний день имеются различные способы, с помощью которых оксидирование достаточно эффективно проводится в домашних условиях. Такой вид обработки необходим не только для того, чтобы сделать металл довольно привлекательным, но и значительно повысить защитные свойства, направленные против коррозии. Воронение металла в домашних условиях отличается достаточно простыми способами обработки, при которых применяют подручные средства.
Воронение металла в домашних условиях отличается достаточно простыми способами обработки, при которых применяют подручные средства.Такой способ борьбы со ржавым металлом предусматривает нанесение разнообразных покрытий на обрабатываемую поверхность, в результате чего образуется тонкая защитная пленка. В домашних условиях это осуществляется с помощью ортофосфорной или лимонной кислоты, а также лаком или маслом, из которых готовят раствор. Промышленная технология предусматривает проведение более качественной обработки, однако в бытовых условиях некоторые способы могут показать довольно высокий результат.
Что такое воронение металла
Сталь имеет свойство ржаветь, коррозия способна возникать даже при малейшем контакте с водой, если после этого поверхность не вытереть промасленной ветошью. Даже повышенная влажность воздуха способна покрыть металл ржавчиной. Для защиты его покрывают специальной антикоррозийной краской, однако такой способ не подходит для резьбовых соединений и подвижных деталей. Поэтому для защиты от коррозии используют воронение, которое многие называют чернением или оксидированием.
Поэтому для защиты от коррозии используют воронение, которое многие называют чернением или оксидированием.Воронение своими руками выполняют при помощи нанесения на поверхность металла специального состава, который образует на его поверхности тонкую защитную пленку. Приобрести состав можно в любом специализированном магазине, выбор его достаточно широк. Наиболее качественный результат показывает воронение в селитре.
Независимо от того, какая технология будет применена для борьбы со ржавым металлом, весь процесс условно делится на несколько этапов:
- сначала осуществляют шлифовку и зачистку металлической поверхности;
- затем ее обезжиривают, используя для этого специальный раствор;
- далее очень аккуратно наносят приобретенное средство для оксидирования;
- в заключение выполняют финишную обработку поверхности.
Не стоит забывать, что могут возникнуть определенные тонкости и нюансы в зависимости от выбранного способа воронения и технических характеристик детали. Однако общие правила обработки всегда остаются неизменными. Также необходимо помнить, что после того, как поверхность будет обезжирена, к ней ни в коем случае нельзя прикасаться, поэтому работу обычно выполняют в резиновых перчатках.
Однако общие правила обработки всегда остаются неизменными. Также необходимо помнить, что после того, как поверхность будет обезжирена, к ней ни в коем случае нельзя прикасаться, поэтому работу обычно выполняют в резиновых перчатках.
Основные правила обработки
По своей сути воронение – это химическая обработка металлической поверхности, которая позволяет не только снять чернение, но и наложить защитный слой. Такая работа считается опасной, поэтому выполняться должна с соблюдением определенных правил. Так как используемый для оксидирования раствор в своем составе имеет химически активные вещества с кислотой, для него обязательно нужно использовать специальную емкость, которая должна быть:- фарфоровой;
- стеклянной;
- фаянсовой.
Металлические емкости категорически запрещены.
Кроме того, обработка металлических поверхностей предусматривает механическую работу, поэтому нужно всегда использовать защитные средства для глаз и кожных покровов. Воронение должно выполняться в помещении, имеющего систему вентиляции или мощную вытяжку.
Воронение должно выполняться в помещении, имеющего систему вентиляции или мощную вытяжку.
Перед тем как начать воронение, поверхность следует качественно и равномерно очистить, полностью убрав с нее следы от жира и грязи. Для этого можно использовать:
- порошкообразную пемзу;
- наждачную бумагу;
- песок мелкозернистого типа.
Перед началом работ рекомендуется ознакомиться со свойствами применяемых реагентов. Жидкость для воронения может иметь в своем составе разнообразные химические элементы, которые способны нанести вред изделию, если их неправильно использовать.
Кроме этого, необходимо следить за тем, чтобы раствор не попал в глаза или кожные покровы, в результате чего можно получить ожог или серьезную травму.
Обработка с помощью химического оксидирования
Довольно часто проводят химическое оксидирование металла. Такой способ довольно эффективен, а при соблюдении технологии можно добиться в конечном счете высокого результата. В основе оксидирования лежит способность металла окисляться.
В основе оксидирования лежит способность металла окисляться.Предварительный этап заключается в том, что проводят механическую обработку поверхности заготовки и обезжиривают ее. Затем приступают к приготовлению раствора. Очень важно сделать это правильно. Для этого берется фарфоровая емкость определенных размеров. В нее наливают 100 мл обыкновенной воды и добавляют немного азотнокислого натрия и 100 г технической соды. Раствор тщательно перемешивают таким образом, чтобы все компоненты в нем растворились. Образовавшуюся смесь нагревают до температуры 140 градусов и погружают в нее заготовку на полчаса.
После этого деталь извлекают из раствора, хорошенько промывают дистиллированной водой, высушивают и обильно смазывают машинным маслом с помощью мягкой кисточки таким образом, чтобы слой получился однородным. Металлическая поверхность, обработанная таким образом, приобретает черный цвет с синим оттенком. Если оксидирование было выполнено правильно, с соблюдением всех правил, то металл в результате становится гладким и его не надо будет после этого еще раз полировать.
Применение ржавого лака
Существует способ воронения металлической поверхности, называемый «ржавый металл». С помощью него поверхность становится ровной и гладкой при небольших финансовых затратах. Суть его заключается в следующем: обрабатываемое изделие помещают в коррозионно-активную химическую среду. В результате на металлической поверхности образуется черная и рыжая окись железа.Чтобы удалить рыжий налет, применяют щетку с жесткой металлической щетиной, черная окись при этом остается. Такой способ обработки является довольно длительным, но очень эффективным. Сначала выполняют механическую обработку металла, обезжиривают его и помещают в специальный раствор.
Жидкость, которая будет использоваться для воронения по способу ржавого лака, приготавливают в фарфоровых емкостях. Раствор готовится на основе соляной кислоты. Ее вливают в небольшом количестве в приготовленную емкость и смешивают с металлическими опилками, ржавчиной и азотной кислотой. Затем раствор хорошенько перемешивают, чтобы полностью прекратилась химическая реакция, сопровождающаяся выделением газа.
Затем раствор хорошенько перемешивают, чтобы полностью прекратилась химическая реакция, сопровождающаяся выделением газа.
После этого в смесь добавляют воду и водку в равных количествах. Раствор должен некоторое время отстояться, затем его сливают, чтобы устранить окалины и выпавшие в осадок соли. Потом на некоторое время в смесь помещают обрабатываемый металл и ждут, пока он не станет черного цвета, а после этого тщательно промывают под водой.
Другие способы воронения
Довольно часто для оксидирования металла используется специальный карандаш. Перед тем как приступить к работе с этим химическим карандашом, поверхность металла следует обработать механическим способом, после чего обезжиривают. На поверхности металла не должно остаться никаких следов жира и грязи. При этом обязательно нужно использовать специальные защитные средства.Кроме того, оксидирование часто выполняется при помощи окрашивания поверхности металла раствором, носящего название «клевер». Такой способ довольно эффективен, если металлическая поверхность имеет незначительную коррозию. В этом случае выполняется окрашивание по максимуму, причем несколько раз.
Такой способ довольно эффективен, если металлическая поверхность имеет незначительную коррозию. В этом случае выполняется окрашивание по максимуму, причем несколько раз.
Если металл испорчен очень сильно, то воронить лучше всего раствором селитры. Для его приготовления необходимо использовать нержавеющую посуду. Берется 1 л воды и небольшое количество натриевой селитры и едкого каустика. Полученная смесь обладает довольно едким резким запахом, поэтому для работы необходимо использовать респиратор. В результате такого воронения металлическая поверхность приобретает красноватый оттенок, имеющего синеватый отлив.
Заключение
Обработка металла при помощи воронения обязательно должна осуществляться с соблюдением всех необходимых условий и правил по технике безопасности. Эффективность результата полностью зависит от того, какой способ был использован, и качества применяемых компонентов. Оксидирование помогает надолго защитить металл от воздействия коррозии.
Воронение стали — Слесарное дело
Страница 1 из 3
Воронение, или чернение, стали – это технология пассивации, при которой сталь подвергается частичной защите от коррозии.
Своим названием этот метод обязан сине-чёрному цвету получаемого при этом защитного покрытия.
Настоящее воронение оружейной стали – это формирование на поверхности стали защитного покрытия методом её электрохимического преобразования в результате поверхностной химической реакции окисления железа с образованием чёрного оксида железа, или магнетита (Fe3O4).
Чёрный оксид обеспечивает минимальную антикоррозионную защиту, которая может быть дополнена за счёт обработки водовытесняющим маслом для ослабления увлажняющего и гальванического действия агрессивных сред.
Можно провести различие между традиционным воронёным покрытием и некоторыми другими современными чёрными оксидными покрытиями, хотя оно и представляет собой разновидность чёрных оксидных покрытий.
Ржавчина, или красный оксид железа (Fe2O3), в отличие от воронёного покрытия, подвержена чрезвычайно большому расширению вследствие гидратации. В результате этого оксид легко осыпается с поверхности стали, оставляя на окружающих предметах характерные рыжие следы ржавчины.
Термин «воронение» является общим обозначением нескольких технологий окисления. Речь идёт о холодном, горячем, оксидном и паровом воронении.
Холодное воронение
Холодное воронение – это, как правило, чернение стали с использованием химической смеси на основе двуокиси селена (SeO
При этом методе сложно равномерно нанести смесь на поверхность стали, он обеспечивает лишь минимальную защиту, и больше годится для быстрого выполнения мелкого ремонта и отделки.
Методы холодного воронения не требуют использования горячих растворов. В торговой сети широко представлены коммерческие составы для холодного воронения огнестрельного оружия, используемые в первую очередь владельцами ружей для небольшой отделки их чистовой поверхности с целью предотвращения образования на ней небольших царапин, которые со временем могут стать источником появления ржавчины.
Горячее воронение
Горячее воронение представляет собой процесс обработки поверхности стали раствором гидроксида натрия (каустической соды, NaOH) и нитрата калия (KNO3), который, как правило, осуществляется при повышенной температуре (от 135 °C до 155 °C).
Оно может осуществляться, например, путём погружения обрабатываемых стальных деталей ружей в водный раствор нитрата калия и гидроксида натрия, нагретый до температуры кипения (135 °C -155 °C) в зависимости от конкретно применяемого метода. Ружейные детали из нержавеющей стали, подвергаемые горячему воронению, погружаются в смесь нитратов и хроматов, нагретую аналогичным образом. Любой из этих двух методов называется горячим воронением. Помимо этого существует множество других методов горячего воронения.
Любой из этих двух методов называется горячим воронением. Помимо этого существует множество других методов горячего воронения.
Общая технология горячего воронения является современным стандартом чернения огнестрельного оружия, так как она наряду с оксидным воронением обеспечивает самый стабильный уровень коррозионной стойкости и косметическую защиту внешних металлических поверхностей ружья. Она применяется крупными оружейными компаниями в целях более экономичного крупносерийного чернения изделий.
Горячее воронение стали обеспечивает ей хорошую коррозионную стойкость, которую дополнительно улучшают путём обработки маслом.
| < Предыдущая | Следующая > |
|---|
Воронение оружия — обзор популярных методов
Воронение стали позволяет не только повысить внешнюю привлекательность оружия (пистолета ПМ, охотничьего ружья, ножа и т. п.), но и влечет практические последствия, так как ствол теряет блеск и становится менее заметным для цели. Также воронение защищает металл от коррозийных процессов.
п.), но и влечет практические последствия, так как ствол теряет блеск и становится менее заметным для цели. Также воронение защищает металл от коррозийных процессов.
Способов воронения существует великое множество. Перечислить их все сложно в рамках данной статьи. Поэтому остановимся лишь на самых популярных и относительно доступных.
Кислотное оксидирование
Наиболее известным способом воронения является кислотное оксидирование. В процессе обработки металла применяется особый раствор — «ржавый лак». Смысл обработки этим веществом металла состоит в ускорении коррозийного процесса. По своему составу «ржавый лак» — это солевой раствор железа, иногда включающий и другие металлические компоненты.
Для создания «ржавого лака» понадобится:
- соляная кислота — 50 миллилитров;
- азотная кислота — 54 миллилитра;
- чугунная или углеродистая стальная стружка — 30 граммов;
- окалина металла — 20-30 граммов;
- дистиллированная вода — 1 литр.

Раствор допустимо приготавливать только на улице, поскольку его компоненты токсичны. Необходимо, чтобы поток воздуха шел от человека, поскольку в ходе реакции происходит выделение газа.
Инструкция по изготовлению раствора:
- Заливаем 50 миллилитров соляной кислоты в стеклянную 1,5-литровую колбу.
- Добавляем в емкость стружку, окалину и азотную кислоту в равных частях.
- Спустя время раствор приобретет зеленый цвет и начнется бурление. Это означает, что началось выделение газа. На вид газ буроватого цвета.
- Ждем затихания реакции и добавляем еще одну порцию стружки, окалины и азотной кислоты в тех же пропорциях.
- Когда очередная реакция прекратится, добавляем остатки указанных выше веществ.
- На выходе у нас будет состав рыжего цвета, по консистенции схожий со сметаной. Даем настояться смеси в течение 24 часов. Емкость с составом должна быть герметично закупорена.
- По истечении суток переходим к следующему этапу. Заливаем в посуду 1 литр дистиллированной воды. На этом состав можно считать готовым к применению.
- Разбалтываем смесь и переливаем ее в емкость с широким горлышком, через которое будет удобно забирать раствор для работы.
 На этом состав можно считать готовым к применению.
На этом состав можно считать готовым к применению.к содержанию ↑Обратите внимание! На дне емкости могут остаться нерастворенные компоненты. Это значит, что реакция была недостаточной.
Шлифование
Прежде чем приступать к оксидированию, поверхность нужно подвергнуть шлифовке. Шлифование выполняется в несколько заходов. Прежде всего, проходимся по поверхности наждачкой: сначала грубой, затем мелкозернистой. Заканчиваем шлифованием при помощи тонкого абразива.
Отсаливание
Данная процедура обычно осуществляется по отношению к элитному оружию. Отсаливание (другое название — матирование) производится с помощью круглых щеток и паст, в состав которых входят абразивы, техническое сало и стеарин. Стирающие качества наждачки, смазанной салом, уменьшаются. При этом пленка окислов убирается при помощи органики, содержащейся в сале.
Результатом работы должна стать ровная и гладкая поверхность, благодаря чему металл будет намного проще обрабатывать полировочными пастами. Отсаливание нужно проводить прямо перед нанесением пасты.
к содержанию ↑Обезжиривание
Задача этого этапа подготовки — удалить с металла жировые пятна, в том числе минеральные масла. Дело в том, что образование оксидной пленки, возможно, лишь на чистой поверхности.
Понадобится приготовить обезжиривающее средство, состоящее из следующих компонентов (на 1 литр воды):
- едкого натра — 10-15 граммов;
- тринатрийфосфата — 50-70 граммов;
- кальцинированной соды — 30-40 граммов;
- жидкого стекла — 3-5 граммов.
Если стволы спаяны припоем из олова, понадобится другой раствор:
- кальцинированная сода — 100-150 граммов;
- жидкое стекло — 20-30 граммов.
В обоих случаях раствор следует разогреть приблизительно до 100 градусов по Цельсию. Период окунания изделий в раствор составляет от 20 до 30 минут. Обезжиренный металл промываем в воде. К обработке «ржавым лаком» следует приступать сразу же после промывания оружия.
Обезжиренный металл промываем в воде. К обработке «ржавым лаком» следует приступать сразу же после промывания оружия.
Нанесение лака
Наносим «ржавый лак» кисточкой (не толстым слоем). Уделяем особое внимание концу ствола. Лишний лак, капли, подтеки аккуратно убираем кисточкой. Следует избегать прикосновений к оружию в момент лакирования, поскольку так не удастся получить нужный результат.
По окончании лакирования помещаем оружие в теплое место. Температура в месте хранения ствола должна быть в пределах 40-60 градусов выше нуля. По ходу того, как металл будет сохнуть, он постепенно приобретет светло-рыжий цвет.
Высохшую поверхность покрываем еще одним слоем лака. Вновь высушиваем материал. В конечном итоге металл станет темно-оранжевым.
к содержанию ↑Выварка
Прежде всего, готовим раствор для выварки в выварочной ванне. В качестве ванны можно задействовать 100-миллиметровый отрезок трубы с приваренным дном. Также к трубе нужно присоединить нагревательный элемент от электрического чайника.
Заливаем в ванну дождевую воду. Нужна именно дождевая вода, а не взятая из водопровода, поскольку последняя имеет в своем составе добавки, которые не позволят осуществить качественную выварку.
Чтобы окислить содержащуюся в воде органику, добавляем азотную кислоту. Рекомендуемая пропорция: 1-2 миллилитра на 1 литр воды. Далее доводим воду до кипения и ждем еще 3-5 минут, чтобы жидкость в ванной была готова к выварке.
Металл, который из-за окислов получил темно-оранжевый цвет, держим в кипящем растворе в течение 15 минут. Постепенно ствол начинает приобретать бархатисто-черный цвет. Если выварка не дала результата и металл все еще рыжий, это не страшно, поскольку в первый раз почернение происходит далеко не всегда. Возможно, причина в недостаточном обезжиривании металла или некачественной промывке поверхности.
к содержанию ↑Крацевание
Для выполнения крацевания нужна щетка округлой формы, оснащенная электрическим приводом. Изготовить щетку можно в домашних условиях. Для этого нужно приобрести мелкую проволочную сетку, в которой диаметр отверстий будет составлять 0,1-0,15 миллиметра. Вырезаем в сетке несколько кругов или квадратов, а по центру делаем отверстие. Весь пакет собираем на оправку при помощи шайбы и гайки. В качестве электрического привода можно использовать дрель, шлифмашину, мотор и т.п.
Изготовить щетку можно в домашних условиях. Для этого нужно приобрести мелкую проволочную сетку, в которой диаметр отверстий будет составлять 0,1-0,15 миллиметра. Вырезаем в сетке несколько кругов или квадратов, а по центру делаем отверстие. Весь пакет собираем на оправку при помощи шайбы и гайки. В качестве электрического привода можно использовать дрель, шлифмашину, мотор и т.п.
Совет! При работе щеткой для крацевания нужно соблюдать предосторожность, надевая защитные очки для глаз.
Очищаем металлическую поверхность от рыхлого железного налета. Задача состоит в получении блестящей пленки черного цвета по всей поверхности ствола. Если металл на каких-то участках не стал черным, а сохранил рыжий цвет, воронение в первый раз не удалось. Однако не стоит расстраиваться, так как это только первая операция воронения из положенных восьми. Таким образом, для достижения результата необходимо четыре выварки и четыре крацевания.
к содержанию ↑Промасливание
По окончании четвертой стадии крацевания металл приобретет графитовый цвет. Чтобы удалить остатки влаги с оксидной пленки (а ее толщина находится в рамках 0,7-1,5 микрон), необходимо промасливание.
Чтобы удалить остатки влаги с оксидной пленки (а ее толщина находится в рамках 0,7-1,5 микрон), необходимо промасливание.
Пропитывание маслом состоит в окунании оксидируемого металла в ванну с нейтральным разогретым маслом. Допускается применение любого машинного масла, разогретого до температуры 105-110 градусов по Цельсию. Процедура промасливания осуществляется в течение 5 минут.
к содержанию ↑Обратите внимание! Не следует использовать холодную смазку, поскольку она слишком вязкая, а потому не сможет проникнуть в поры оксидной пленки.
Оксидирование по методу Бутурлина
Для приготовления раствора по методике Бутурлина понадобится приготовить насыщенный раствор медного купороса. На каждые 250 граммов купороса добавляем 5-6 капель серной кислоты. В посуду с раствором кладем металл и держим его там до того момента, пока он по цвету станет напоминать красную медь. После этого извлекаем оружие из раствора и обмываем его в чистой воде. По окончании ополаскивания жидкость сливаем, а емкость тщательно промываем.
Следующим шагом растворяем в горячей воде гипосульфит – сернистокислый натрий. Примерная пропорция: 200 граммов вещества на 250 граммов воды. Раствор фильтруем с помощью воронки, в которую вставляем фильтровальную бумагу или же гигроскопическую вату. Далее добавляем в раствор хлорводородную или соляную кислоту (2% от объема раствора). Результатом смешивания должно стать образование жидкости темновато-желтого цвета.
Разогреваем раствор до кипения и кладем в него металл. Время нахождения ствола в кипятке — 5-10 секунд. После этого извлекаем оружие и обдаем его холодной водой.
Проверяем ствол на предмет окрашивания и помещаем его в ванну не более чем на полминуты. Затем достаем металл, обмываем его в чистой холодной воде и вновь осматриваем поверхность на качество окрашивания. Когда ствол приобретет нужный цвет, то есть в достаточной степени потемнеет, его нужно очень аккуратно, не прикасаясь к нему руками, обмыть в холодной проточной воде.
Обратите внимание! Интенсивность окраски зависит от времени выдержки металла в растворе.
 При этом не рекомендуется держать ствол в металле чересчур долго, поскольку имеется риск схождения покрытия. В этом случае понадобится повторить процедуру заново.
При этом не рекомендуется держать ствол в металле чересчур долго, поскольку имеется риск схождения покрытия. В этом случае понадобится повторить процедуру заново.Раствор гипосульфита можно перелить из ванночки в стеклянную посуду. Этот состав может еще пригодиться для повторного оксидирования, если добавить в него соляную кислоту. Ванну тщательно промываем от остатков раствора.
Делаем в чистой емкости раствор калийных квасцов. Для этого понадобится 120 граммов квасцового порошка на 1,25 литра воды. Размещаем оружие в растворе на 12 часов. Когда этот срок истечет, достаем металл и промываем его в холодной воде. Даем стволу просохнуть и слегка нагреваем его, а затем протираем поверхность мягкой холщовой тряпкой, обмоченной в машинном масле. Затем оставляем металл сохнуть в подвешенном виде на неделю. После высыхания ствола его покрытие приобретет сине-черный цвет.
к содержанию ↑Другие способы воронения
Ниже представлены еще несколько способов воронения оружия:
- Нагреваем ствол до сильного жара и интенсивно растираем его кровавиком. Как только металл остывает, продолжаем нагрев. В итоге металл приобретет синеватый оттенок.
- Отполированный ствол натираем оливковым маслом. Далее обсыпаем металл просеянной золой из твердого сорта древесины. Укладываем ствол в древесноугольное горно. Как только металл начнет белеть, достаем его и позволяем ему остыть. Далее дважды протираем материал: сначала насухо, второй раз — оливковым маслом. Цвет металла в итоге станет серым.
- Следующий способ позволит придать стволу коричневый цвет. Для этого понадобится раствор из следующих компонентов: медный купорос — 120 граммов, азотная кислота — 240 граммов, 90% спирт — 250 граммов, вода — 1 литр. Причем воду и спирт нужно добавлять вслед за растворением купороса. Приготовленный раствор наносим на металл, а, когда он высохнет, первый раз протираем ствол крацовочной щеткой с тонкой проволокой, а второй — щеткой с жесткой щетиной. Повторяем процедуру по 2-3 раза в течение 3 дней и по истечении этого срока получаем материал коричневого цвета. Последнее, что нужно сделать — промыть ствол в кипящей воде, а затем вытереть его сукном и смазать оливковым маслом.
- Красивую поверхность можно получить, используя такой состав: хлористый цинк — 20 граммов, медный купорос — 20 граммов, вода — 1 литр. Иногда раствор выходит непрозрачным, тогда в жидкость нужно добавить несколько капель соляной кислоты. Далее обильно смазываем раствором поверхность и повторяем эту операцию еще 2-3 раза после высыхания металла. После смазывания вытираем поверхность щеткой с мягкой щетиной. Повторяем процедуру смазывания на протяжении 4 дней. Чтобы ускорить процесс, можно слегка подогревать ствол.
- Выраженный темный тон можно получить с помощью следующих компонентов раствора: кристаллическое полуторахлорное железо — 500 граммов, треххлористая нейтральная сурьма — 500 граммов, галловая кислота — 250 граммов, вода — 1 литр. Полученным составом обрабатываем поверхность несколько раз, каждый раз давая ей предварительно высохнуть. После явного потемнения металла обмываем изделие в воде, просушиваем его и натираем льняным маслом.
- Обработка «Клевером». В данном случае речь идет о средстве фабричного производства — «Клевере». До его нанесения зачищаем металл от жира и грязи. Затем обрабатываем «Клевером» поверхность, которая вскоре приобретет желто-белый цвет. Смываем водой вещество и сушим поверхность.
 Как только металл остывает, продолжаем нагрев. В итоге металл приобретет синеватый оттенок.
Как только металл остывает, продолжаем нагрев. В итоге металл приобретет синеватый оттенок. Последнее, что нужно сделать — промыть ствол в кипящей воде, а затем вытереть его сукном и смазать оливковым маслом.
Последнее, что нужно сделать — промыть ствол в кипящей воде, а затем вытереть его сукном и смазать оливковым маслом.
Воронение дамасской стали
Дамасская сталь не относится к самостоятельным видам металла. Это лишь смесь стальных частиц и сварочного железа. В процессе травления методом кислой травки на металле образуется особый рисунок, по виду похожий на орнамент, включающий в себя темные и светлые черточки. Причем, если процесс произведен верно, светлые и темные черточки строго чередуются между собой.
Существует несколько способов воронения дамасской стали:
- Для изготовления раствора используем такие компоненты: медный купорос — 8 граммов, азотная кислота — 30 граммов, соляная кислота — 2 грамма, спирт — 30 граммов, вода — 1 литр. Вначале растворяем медный купорос в воде, а уже после этого добавляем другие компоненты. Прежде чем использовать, составу нужно дать настояться в течение нескольких суток. На выходе получаем вороненую сталь коричневого цвета.
- Чтобы получить черный цвет дамасской стали, нужно ее вначале отполировать. Полированную поверхность обрабатываем древесным маслом с помощью сукна, а затем обсыпаем металл золой из твердой породы древесины. Далее кладем ствол на горячий древесный уголь и даем металлу почернеть. После того, как снятый с огня ствол остыл, вытираем его тряпкой, промоченной в воде и подкисленной серной кислотой. Промываем изделие в чистой воде, высушиваем его и натираем маслом. В итоге получаем ствол, где все точки, соответствующие зернам стали, становятся светлыми. При этом участки, где находится железо, приобретают черный цвет.
- Очень стильно выглядит вороненое оружие из дамасской стали, если его протравить «в рельеф». При таком травлении стальные жилки рельефно выделяются на фоне участков, где находятся ядра железа. Иными словами, травление затрагивает только железо. Чтобы добиться такого эффекта, изготавливаем раствор, состоящий из 30 граммов соляной кислоты и 1 литра воды. Кладем оружие в раствор на 4 часа. Затем вынимаем металл и обмываем его в воде, протирая трепелом. Даем стволу хорошо просохнуть, а затем обрабатываем его маслом и нагреваем над горячими древесными углями.
 Прежде чем использовать, составу нужно дать настояться в течение нескольких суток. На выходе получаем вороненую сталь коричневого цвета.
Прежде чем использовать, составу нужно дать настояться в течение нескольких суток. На выходе получаем вороненую сталь коричневого цвета. Чтобы добиться такого эффекта, изготавливаем раствор, состоящий из 30 граммов соляной кислоты и 1 литра воды. Кладем оружие в раствор на 4 часа. Затем вынимаем металл и обмываем его в воде, протирая трепелом. Даем стволу хорошо просохнуть, а затем обрабатываем его маслом и нагреваем над горячими древесными углями.
Чтобы добиться такого эффекта, изготавливаем раствор, состоящий из 30 граммов соляной кислоты и 1 литра воды. Кладем оружие в раствор на 4 часа. Затем вынимаем металл и обмываем его в воде, протирая трепелом. Даем стволу хорошо просохнуть, а затем обрабатываем его маслом и нагреваем над горячими древесными углями.Процесс воронения требует точного соблюдения технологических норм, его нельзя назвать простым. Поэтому при отсутствии навыков вполне объяснимо решение отдать ствол на обработку специалисту, который проведет работу быстро и качественно.
Эффективная технология воронения стали — компания Владресурс
Воронение стали используется для дополнительной защиты металла от коррозии и воздействия агрессивных веществ. Определить наличие воронения можно по радужным отблескам на поверхности металла. Как и раньше, применяемая на производстве технология воронения стали не изменилась, и использует три наиболее распространенных способа.
При воронении на поверхности металла образуется оксидная пленка, которая значительно повышает устойчивость против ржавчины и едких солей. Рекомендуемая толщина должна быть не меньше 10 мкм, что вполне достаточно для защиты металла. Цвет металла и отблеск зависит от толщины образованной на металле пленки.
Способы
На производстве воронение применяется в основном для изготовления декоративных металлических изделий. Наибольшей популярностью пользуются такие методы, как:
- кислотные;
- щелочные;
- тепловые.
Для щелочного окисления применяют растворы щелочи с катализаторами. Кислотное происходит в растворе кислоты. Тепловое окисление возможно при температуре не ниже +250˚C. Правильно подобранный температурный режим позволяет добиться желаемого результата.
Среда, в которой происходит воронение, может быть испарениями аммиака или расплавленные соли. Максимальная температура +450˚C. Желаемый эффект удается получить при нанесении на поверхность металла слоя лака.
Улучшить внешний вид вороненой стали можно при помощи масла, в которое погружается изделие после окисления. Масло не только придает металлу дополнительный блеск, но и улучшает защитные свойства. При работе с кислотами и едкими веществами необходимо соблюдать меры предосторожности.
Состав
Существуют различные составы, применяемые для воронения, как на производстве, так и в домашних условиях. Наибольшее распространение получили жидкости, карандаши и паста. Для достижения желаемого темного цвета стального изделия необходимо несколько раз повторять процедуру нанесения.
Очистку металла необходимо проводить перед процессом воронения. Если этого не сделать, то его цвет может даже измениться при контакте с воздухом. Необходимо также следить за тем, чтобы вся поверхность металла находилась под действием окисляющего вещества.
Воронение применяется на многих предприятиях для изготовления различных стальных изделий. Качество и чистота металла зависит от содержания микрокрупиц металла и способа обработки. В цехах кроме химического и горячего воронения применяется также холодное воронение, для которого используются специальные растворы.
В цехах кроме химического и горячего воронения применяется также холодное воронение, для которого используются специальные растворы.
Вороненые участки металла не крошатся, не трескаются и не слоятся в процессе эксплуатации. Они отличаются прекрасным внешним видом и могут сохранять свои первоначальные свойства на протяжении длительного времени.
Следующая статья
Воронение металла в домашних условиях лимонной кислотой — Pcity.su
Воронение металла в домашних условиях лимонной кислотой
Воронение или травление металла придает материалу красивый черный оттенок, а также защищает его от ржавчины и окисления. Воронение используется исключительно для защиты стали и может применяться для обработки практически любых предметов: ножей, болтов, топоров и других стальных изделий.
В домашних условиях протравливание может выполняться несколькими способами, но одним из самых эффективных является воронение лимонной кислотой. Воронение металла в домашних условиях лимонной кислотой не требует специальных навыков, поэтому может выполняться каждым желающим.
Особенности воронения лимонной кислотой
Стоит отметить, что воронение при помощи лимонной кислоты является не очень долговечным, поэтому не стоит использовать его для травления ручек, ножей, регулярно использующихся при приготовлении пищи. При правильном выполнении процедуры цвет готового изделия ровный и не имеет разнообразных пятен, разводов и прочих недостатков. Стоит отметить, что при проведении воронения необходимо обращать особое внимание на несколько моментов:
- Качество стали. Лучше всего поддается воронению высокоуглеродистая сталь. Другие разновидности стали могут быть окрашены в более светлый оттенок либо иметь неравномерный окрас.
- При выполнении процедуры необходимо иметь хорошее проветривание, так как в процессе выделяются вредные газы. Если воронение выполняется на кухне, то обязательно включить вытяжку либо открыть окно.
- Весь процесс воронения должен происходить под постоянным контролем, так как каждые несколько минут рекомендуется переворачивать металл для равномерного травления.

Если технология воронения не была нарушена, то спустя всего полчаса-час можно получить качественно обработанный металл.
Как происходит воронение
Первую очередь необходимо правильно подготовиться к процессу воронения. Подготовка включает в себя приобретение лимонной кислоты, мытьё посуды для травки металла, а также кипячение воды. Чаще всего воронение происходит в пол-литровой банке, так как эта посуда является наиболее удобной для небольших клинков. Если сталь имеет большие размеры, то стоит задуматься об использовании другой посуды. Если клинок имеет размер сопоставимый с литровой или двухлитровой банкой, то стоит задуматься об использовании данных емкостей.
Лимонную кислоту необходимо развести в воде в соотношении 1 к 10. То есть на пол-литровую банку необходимо 50 г лимонной кислоты. Важно использовать исключительно горячую воду. Оптимальной температурой воды станет жидкость в диапазоне 80-100 градусов. Стоит очень аккуратно наливать горячую воду в стеклянную емкость, так как в процессе банка может лопнуть. После размешивания лимонной кислоты в воде начинается сам процесс воронения.
После размешивания лимонной кислоты в воде начинается сам процесс воронения.
Важно! Перед воронением сталь должна быть дополнительно очищена. Для этих целей можно использовать спирт — он удалит грязь и жировые следы.
Процесс воронения состоит из нескольких этапов:
- Погружение стали в заранее подготовленную емкость с раствором. Изделие должно полностью находиться в воде. В течение 1-2 начнётся реакция, которая сопровождается образованием большого количества пузырей.
- Каждые 2-3 минуты необходимо проворачивать стальное изделие в растворе для сброса больших пузырьков образовавшегося газа. Это необходимо для равномерного распределения покрытия и предотвращения появление разнообразных разводов на стали.
- Каждые 10 минут необходимо доставать стальное изделие и протирать его при помощи бумажной либо тканевой салфетки. В процессе протирания удаляется чёрный налет с поверхности, поэтому не стоит беспокоиться если ткань либо салфетка имеют другой оттенок.
- В зависимости от желаемого эффекта и размера самого изделия процесс воронения занимает 30-60 минут.
- Если желаемый результат был достигнут, то необходимо извлечь стальное изделие из раствора, протереть его салфеткой и машинным либо подсолнечным маслом. Данное действие останавливает реакцию, а также способствует сохранению цвета покрытия и делает его крепче.

Стоит учитывать, что при сильном охлаждении воды процесс воронения может прерваться, поэтому если заметно, что раствор остыл, то стоит незначительно подогреть его в микроволновке либо на печке. Рабочая температура раствора составляет 80 градусов, поэтому дополнительно емкость можно укутать полотенцем для сохранения тепла.
В интернете имеется множество примеров воронения различными материалами, но лимонная кислота является наиболее доступным решением. Даже если после воронения появились небольшие разводы, то они исчезнут спустя несколько очисток предмета. Если в дальнейшем стальное изделие планируется затачиваться, то необходимо делать это предельно аккуратно для предотвращения появления потертостей на самом лезвии. Если планируется воронить нож, то лучше заточку произвести заранее до процедуры травки.
Даже если после воронения появились небольшие разводы, то они исчезнут спустя несколько очисток предмета. Если в дальнейшем стальное изделие планируется затачиваться, то необходимо делать это предельно аккуратно для предотвращения появления потертостей на самом лезвии. Если планируется воронить нож, то лучше заточку произвести заранее до процедуры травки.
Источник:
http://leydi-prelest.ru/semya/voronenie-metalla.html
Воронение ножа в домашних условиях
- 25 Ноября, 2018
- Снаряжение
- KaplyaDegtya
Почему-то считается, что воронение металла невозможно провести в домашних условиях, что такая операция производится лишь на производствах. На самом деле это мнение ошибочно и дома с помощью простых подручных средств можно не только защитить металл от ржавчины, но и придать ему красивый черный или синий цвет. Итак, рассмотрим способы выполнения работ по воронению на примере ножа.
Особенности домашней технологии
Вполне естественно, что использование в домашних условиях промышленных методов воронения ножа невыгодно ни с экономической, ни с технической точки зрения. На производстве воронение стали достигается путем изменения структуры верхних слоев металла при помощи химикатов. Дома использование такого метода нецелесообразно, есть гораздо более простые, но достаточно эффективные способы воронения ножа в домашних условиях.
На производстве воронение стали достигается путем изменения структуры верхних слоев металла при помощи химикатов. Дома использование такого метода нецелесообразно, есть гораздо более простые, но достаточно эффективные способы воронения ножа в домашних условиях.
Способы воронения
Существует три способа воронения стали:
- Холодное – когда изделие, подвергающееся воронению не испытывает на себе термического воздействия.
- Горячее – в процессе воронения изделие подвергается какой-либо термической обработке.
- Обработка окислителем – наиболее сложный для домашнего использования способ, так как необходимо не только использование химикатов, но и нагрев до высоких температур.
Теперь давайте рассмотрим подробней, какие же приемы по воронению ножа можно использовать в домашних условиях. Перед применением любого из способов необходимо обезжирить сталь спиртом и протереть насухо фланелью.
Лимонная кислота
Такое воронение защитит металл от коррозии и придаст ему красивый черный цвет. Способ воронения стали с помощью лимонной кислоты используется достаточно давно, но подходит лишь для высокоуглеродистых металлов. Кроме того, следует знать, что воронение ножа в лимонной кислоте лучше проводить тогда, когда нож выполняет чисто декоративные функции, так как такой способ чернения металла не стойкий и при заточке все покрытие очень быстро сойдет.
Способ воронения стали с помощью лимонной кислоты используется достаточно давно, но подходит лишь для высокоуглеродистых металлов. Кроме того, следует знать, что воронение ножа в лимонной кислоте лучше проводить тогда, когда нож выполняет чисто декоративные функции, так как такой способ чернения металла не стойкий и при заточке все покрытие очень быстро сойдет.
Для того, чтобы провести чернение ножа с помощью лимонной кислоты, понадобится:
- лимонная кислота – 1 пакетик;
- вода, нагретая до 90 – 95 градусов;
- машинное масло;
- нож.
В стеклянную или нержавеющую посуду налейте горячую воду и растворите в ней лимонную кислоту в пропорциях 1/10, то есть на 1 часть лимонной кислоты 10 частей воды. Поместите в воду нож и оставьте его минут на 50. Периодически двигайте нож, так как образующиеся на его поверхности пузырьки будут препятствовать доступу воздуха и мешать процессу воронения. По истечении 50 минут сталь должна стать черного цвета, это означает, что процесс воронения подошел к концу. Осталось ополоснуть нож в чистой воде, смазать его машинным маслом и протереть насухо.
Осталось ополоснуть нож в чистой воде, смазать его машинным маслом и протереть насухо.
Такой способ воронения хотя и защищает металл от ржавчины, но носит, скорее, декоративный характер в силу того, что при малейшем воздействии, покрытие сходит и процедуру воронения ножа нужно будет проводить заново.
Еще один способ чернения ножа в домашних условиях проводится при помощи кока-колы. Кстати говоря, этот напиток очень универсален и чаще всего применяется не по его прямому назначению, а именно для всевозможных опытов, в том числе и с металлами. Итак, для воронения ножа в кока коле потребуются:
- стеклянная или металлическая емкость из нержавеющего металла;
- кока-кола;
- нож.
Процесс воронения схож с предыдущим, но не требует нагревания. Для воронения этим способом, необходимо поместить нож в напиток на сутки–двое, периодически переворачивая его и выпуская пузырьки. По истечении этого времени необходимо заменить напиток на новый и повторно поместить туда нож. Такую процедуру необходимо выполнять до того момента, пока нож не приобретет красивый черный цвет, обычно в течение недели, каждые два дня меняя напиток. Следите за тем, чтобы кока-кола полностью покрывала нож сантиметров на 5 и не забывайте периодически переворачивать его, так как скапливающиеся на поверхности ножа пузырьки будут мешать процессу его чернения.
Такую процедуру необходимо выполнять до того момента, пока нож не приобретет красивый черный цвет, обычно в течение недели, каждые два дня меняя напиток. Следите за тем, чтобы кока-кола полностью покрывала нож сантиметров на 5 и не забывайте периодически переворачивать его, так как скапливающиеся на поверхности ножа пузырьки будут мешать процессу его чернения.
После этого необходимо хорошо промыть нож в чистой воде, можно с добавлением мыла, и смазать его машинным или ружейным маслом. Без смазки на металле очень быстро появляется ржавчина, она становится видна уже в процессе сушки.
Такой способ воронения лучше всего подходит для узких ровных поверхностей, например, воронение штык-ножа таким способом позволит добиться более ровного покрытия, чем на какой-либо сложной поверхности с множеством выпуклостей и изгибов. Кроме кока-колы можно также использовать и пепси-колу. Чернение происходит за счет фосфорной кислоты, входящей в состав этих напитков.
Такой способ воронения ножа достаточно прочный. По отзывам даже при появлении в процессе эксплуатации небольших царапин, покрытие не сходит. Кроме того, изделие получается абсолютно гладким, как будто и не подвергалось никаким воздействиям. Единственным минусом такого воронения можно назвать то, что оно занимает довольно длительное время и требует постоянного контакта с изделием (необходимо переворачивать нож до 4 – 6 раз в сутки), так как в противном случает от пузырьков получаются пегие вкрапления на поверхности ножа.
По отзывам даже при появлении в процессе эксплуатации небольших царапин, покрытие не сходит. Кроме того, изделие получается абсолютно гладким, как будто и не подвергалось никаким воздействиям. Единственным минусом такого воронения можно назвать то, что оно занимает довольно длительное время и требует постоянного контакта с изделием (необходимо переворачивать нож до 4 – 6 раз в сутки), так как в противном случает от пузырьков получаются пегие вкрапления на поверхности ножа.
Уксусная кислота
Воронение ножа в уксусе практически ничем не отличается от двух предыдущих способов. Нож также необходимо поместить в уксус и периодически встряхивать и переворачивать его, чтобы не допустить оседания на поверхности изделия пузырьков.
Кроме того, если ручка ножа пластмассовая либо пластиковая, то ее необходимо защитить от воздействия уксуса, например, покрыв ее парафином.
Воронение ножа можно проводить и в нагретом уксусе, тогда этот способ будет больше схож не с чернением, а с травлением металла.
Нож можно не опускать в уксус полностью, а заворачивать лезвие в ворсистую ткань, хорошо пропитанную уксусом, но этот способ более трудоемкий, так как ткань необходимо периодически смачивать.
Покрытие получается достаточно красивым, не совсем черного, а скорее, темно-серого цвета. Такое воронение ножа не особо прочно, поэтому лучше всего применять его для декоративных ножей и других металлических предметов интерьера.
Также следует сказать, что чернить при помощи уксуса можно не любой металл, а только углеводородный. Поэтому первые часы внимательно следите за тем, как ведет себя сталь. Если заметите, что на поверхности появляются белые вкрапления, то этот способ воронения, к сожалению, не подходит для данного металла, в последствии вкрапления не исчезнут, а станут лишь более контрастными.
Ржавый лак
Воронение ножа ржавым лаком имеет как свои достоинства, так и недостатки. Основным достоинством такого способа является то, что можно воронить ножи, на которых имеется оловянный припой, так как все предыдущие методы для этих целей не подходят – олово либо растворится, либо не поменяет своего цвета. Кроме того, при помощи ржавого лака можно проводить точечное воронение ножа, то есть воронить только определенные участки клинка или рукояти. Слой покрытия довольно толстый, по сравнению с предыдущими методами, а сама сталь после такого воронения матовая.
Кроме того, при помощи ржавого лака можно проводить точечное воронение ножа, то есть воронить только определенные участки клинка или рукояти. Слой покрытия довольно толстый, по сравнению с предыдущими методами, а сама сталь после такого воронения матовая.
Недостатками же воронения ножа таким способ является то, что ножи, особенно промышленные, чаще всего изготавливают из различных сплавов, а ржавый лак очень чувствителен к примесям, то есть каждый металл в сплаве будет окрашиваться в свой цвет и на поверхности изделия появятся красно-коричневые и бурые пятна. Если при нанесении лака вы заметили такой эффект, необходимо как можно быстрее, еще до промасливания поверхности, удалить лак, иначе потом уже эти пятна не выведутся и нож будет испорчен.
К другим существенным недостаткам относится то, что этот способ воронения ножа чувствителен к различным нюансам процесса: качеству обезжиривания, температуре сушки, времени воронения. Кроме того, процесс воронения довольно длительный и требует вашего непосредственного присутствия, так как лак необходимо наносить несколько раз и каждый раз после сушки вываривать его на пару, после чего промывать под проточной водой. Все эти процедуры необходимо повторять до тех пор, пока вы не будете удовлетворены конечным результатом. После чего необходимо поместить нож в кипящее масло минут на 5, а затем дождаться полного его остывания и лишь после этого приступить к процессу шлифовки мягкой фланелевой тряпочкой.
Все эти процедуры необходимо повторять до тех пор, пока вы не будете удовлетворены конечным результатом. После чего необходимо поместить нож в кипящее масло минут на 5, а затем дождаться полного его остывания и лишь после этого приступить к процессу шлифовки мягкой фланелевой тряпочкой.
Горячий способ воронения
Помимо вышеперечисленных, в домашних условиях используют и способы воронения ножа при помощи прокаливания. Перед тем, как заворонить нож таким способом, его необходимо обмазать льняным маслом, животным жиром или воском. После чего нож нужно хорошо прокалить на огне. Некоторые делают это в обычной кухонной сковороде, но следует учитывать, что посуда после этого будет испорчена.
Перед применением такого способа, можно предварительно погрузить нож в раствор медного купороса и нашатырного спирта: 100 граммов купороса и 10 граммов нашатырного спирта разводят в одном литре чистой дистиллированной или отстоянной воды. Погружение и каление ножа необходимо производить несколько раз до тех пор, пока вы не получите необходимый цвет металла.
Химическое воронение
Воронение ножа таким способом можно проводить лишь при условиях хорошей вытяжки и вентиляции, так как в противном случае оно может быть опасным для здоровья!
- В нагретую до 140 – 160 градусов смесь селитры и каустической соды (30 граммов селитры и 100 граммов соды) поместите нож и держите его там не менее получаса. При этом способе воронения получается красивый глубокий черный, отдающий в синеву, цвет.
- В щелочном растворе разведите в большой концентрации гидроксид калия либо натрия и поместите в этот раствор нож. Такой способ даст синеватую пленку на поверхности ножа.
Промасливание
Покройте нож маслом – можно применять льняное, машинное, оружейное, даже подсолнечное. Наносить масло можно как кисточкой, так и просто погрузив в него нож. После этого прокалите нож в духовке до 400 градусов. После остывания проверьте результат и если цвет недостаточно насыщенный, повторите процедуру. После завершения остудите нож и удалите масло мягкой фланелевой тряпочкой.
Заключение
Как вы видите, способы воронения металла в домашних условиях достаточно разнообразны. Единственная трудность может заключаться в том, что никогда не знаешь как поведет себя конкретный металл при использовании определенного метода воронения. Но большинство покрытий все же можно удалить с поверхности металла, а значит предмет в любом случае не будет испорчен безвозвратно.
Какой из вышеперечисленных способов использовать решать только вам, но все они заслуживают внимания и позволяют добиться хороших результатов.
Источник:
http://truehunter.ru/438568a-voronenie-noja-v-domashnih-usloviyah
3 проверенных способа воронения ножа
Здравствуйте, дамы и господа. Сегодня поговорим о воронении, оксидировании или чернении стали. Это способ поверхностного покрытия стали тонким слоем железных окислов. Он защищает металл от коррозии, а также придает привлекательную тонировку изделию. Можно добиться черного сине-черного, серого или синего цвета. Процесс проходит под воздействием химических (щелочь или кислота) и термических способов. Я покажу несколько методов, которые лично проверил.
Процесс проходит под воздействием химических (щелочь или кислота) и термических способов. Я покажу несколько методов, которые лично проверил.
Горячее воронение
Начнем с самого быстрого, и, пожалуй, эффективного способа.
Процесс воронения клинка:
Воронить нож будем температурой и маслом. Я использовал машинное, но пойдет и подсолнечное. Изделие, которое будет подвергнуто воронению, в моем случае — это нож, необходимо обезжирить. Я использовал уйат-спирит.
Далее наливаем масло в емкость, желательно фарфоровую, я налил в кружку. В масло погружаем клинок, и отправляем кружку в печь при температуре примерно 280 градусов по Цельсию. Пара слов про печь. В идеале нужна муфельная печь с регулировкой температуры, но где мы такую возьмем? Пойдет кухонная духовка, но помещение должно быть очень хорошо проветриваемым. Я использовал остывающий горн, а также остывающую печку в доме.
Второй вариант далеко не лучший, так как масло начинает кипеть и испарять, что сопровождается не приятным запахом, ну и самими испарениями (поэтому и духовка не лучший варик). Кипятить так нож надо от 10 до 20 минут, пока не будете довольны оттенком. Вот результат:
Кипятить так нож надо от 10 до 20 минут, пока не будете довольны оттенком. Вот результат:
После изделие пусть остынет, снова протрите его обезжиривателем и вытрите насухо. Конечно же закалка от этого способа никуда “не денется”.
Воронение в лимонной кислоте
Достаточно известный и действенный способ, но более долгий.
Процесс воронения:
На 0,5 литра воды необходимо примерно 50 г лимонки. На стакан 150 мл я сыпанул 10 грамм. Кислота должна полностью раствориться в воде. Далее также обезжириваем поверхность клинка и опускаем в раствор. Через пару минут на на изделии должны образоваться пузырики.
Чернение проходит от получаса до двух часов. В обще, это зависит от стали, но я пробовал разные марки, и для всех результат примерно одинаковый. Каждые 15 минут клинок необходимо доставать и протирать салфетками, убирая черный налет. Как только будете довольны цветом можно вытащить нож и протереть его растительным маслом это остановит реакцию.
И да, вода должна быть горячей 70-90 градусов по Цельсию. Хотя я и частенько забивал на эту температуру, процесс шел, но неравномерно.
Вот два примера абсолютно отличных друг от друга.
Отличия из-за разных марок стали. Та, что темней — высокоуглеродистая (бывший напильник), для таких марок чернение подходит идеально. Ну и я постоянно протирал клинок. Второй ножичек из низкоуглеродистой стали, которую я просто оставил примерно на сутки в растворе, и процесс прошел неравномерно. В целом, результатом я все равно доволен, оттенок получился интересный (на фото присутствует желтизна, в реальности я ее замечаю).
Это другой напильник, который приобрел серый цвет за полчаса.
Воронение в уксусе
- Столовый уксус 9%.
Процесс воронения:
Уксус необходимо прокипятить, но можно и обойтись без этого. Он и так ужасно пахнет, так что я забил. Но уксус не должен быть холодным, хотя бы комнатной температуры. Клинок можно промыть под горячей водой, чтобы он тоже нагрелся, после обезжириваем и опускаем в уксус, также каждые 15-20 минут очищая от черного налета.
Клинок можно промыть под горячей водой, чтобы он тоже нагрелся, после обезжириваем и опускаем в уксус, также каждые 15-20 минут очищая от черного налета.
После клинок протираем в масле.
Итог такой:
Все эти методы позволяют оксидировать клинок, что защитит его от ржавчины, а также придаст интересный тонированный цвет. Во всех случаях не стоит дышать испарениями воронения, они вредны для здоровья.
Все эти методы позволят добиться любого нужного вам результата. Покрытие достаточно прочное во всех описанных методах, и хватит его на пару лет точно. Надеюсь, статья была полезной для вас.
Источник:
http://labuda.blog/143318
Воронение ножа в лимонной кислоте
Чернение металла в домашних условиях лимонной кислотой – 3 проверенных способа воронения ножа
- Home
- Разное
- Чернение металла в домашних условиях лимонной кислотой – 3 проверенных способа воронения ножа
Чернение металла в домашних условиях лимонной кислотой – 3 проверенных способа воронения ножа
Как чернить сталь машинным маслом
Чернение (воронение) стали не только защищает ее от ржавчины, но делает ее вид более презентабельным.![]() Можно зачернить оружие и другие металлические изделия в домашних условиях с помощью холодного воронения или раствора лимонной кислоты, мы рассмотрим как заворонить металл маслом своими руками.
Можно зачернить оружие и другие металлические изделия в домашних условиях с помощью холодного воронения или раствора лимонной кислоты, мы рассмотрим как заворонить металл маслом своими руками.
Как воронить металл? Вы можете выполнить воронение самостоятельно, используя подручные материалы. При этом вам понадобятся:
- Ацетон.
- Чистая ветошь.
- Машинное масло.
- Плоскогубцы.
- Горелка.
- Плотные перчатки, костюм сварщика и защитные очки.
- Огнетушитель (на всякий пожарный случай).
- Металлическая или стеклянная емкость (которую вам не жалко испортить).
- Открытое пространство, достаточное для проведения работ.
ПРЕДУПРЕЖДЕНИЕ. Работы необходимо проводить на открытом воздухе, вдали от легковоспламеняющихся материалов. При работе возможен разлив и возгорание.
Шаг 1: Подготавливаем материалы
С помощью ацетона и чистой ветоши, удалите грязь и ржавчину с металла. Для придания потертости, воспользуйтесь стальной губкой.![]() Вы должны выполнять эту работу в перчатках, а если их нет, то после окончания операции, тщательно вымойте руки с мылом.
Вы должны выполнять эту работу в перчатках, а если их нет, то после окончания операции, тщательно вымойте руки с мылом.
Шаг 2: Окунаем, нагреваем, окунаем, нагреваем…
Процесс чернения должен быть понятен вам из фотографий.
- Подготовьте рабочее место: разложите ветошь, инструмент.
- Наденьте средства защиты, подготовьте огнетушитель.
- Налейте машинное масло в емкость. Масла должно быть столько, чтобы детали могли полностью в него погружаться.
- Подожгите горелку и отрегулируйте спокойное горение пламени.
- Полностью погрузите деталь в жидкость, а затем достаньте ее плоскогубцами.
- Обжигайте, медленно перемещая ее над пламенем, чтобы масло равномерно выгорало с ее поверхности. Масло на детали воспламенится, но по прошествии времени сгорит и потухнет. Будьте внимательны! Во время обжига, масло будет капать на горелку и рядом с ней и может воспламениться!
- Когда жидкость выгорит, и стальная деталь раскалится до красна, окуните ее снова в емкость с маслом.
- Вновь извлеките деталь с помощью плоскогубцев. Каждый раз, доставая ее, берите плоскогубцами за разные края, иначе, если все время держать деталь за одно и то же место, то там останется светлое, не черненное пятно.

Все готово! Можете использовать вороненый металл по назначению!
Удаление ржавчины лимонной кислотой | Мастер-класс своими руками
Преимущества использования лимонной кислоты:
- Не удаляет краску на поверхности.
- Реакция полностью контролируемая.
- Очень доступная — почти всегда имеется на кухне.
- После использования можно выливать в раковину.
- Намного дешевле, чем наждачная бумага и средство для восстановления поверхностей.
Очистка поверхности деталей
Подготовка раствора
Восстановление заржавевших поверхностей
Защитное покрытие маслом
Результат удаления ржавчины
Воронение в лимонной кислоте
Ув.Комрады,подскажите рецепт воронения в кислоте. Перелопатил страниц десять в поисковике,нашел только тему на ганзе ,но там конкретики нету совсем. Знающие люди,подскажите?
Перелопатил страниц десять в поисковике,нашел только тему на ганзе ,но там конкретики нету совсем. Знающие люди,подскажите?
dima3795 19-08-2013 12:42
в лимонной кислоте-плохо.
Вайпер777 19-08-2013 13:51
Я травил углеродку (емнип, у8) в лимонке. На поллитра горячей (70-80 градусов) воды 2 ст. ложки с горкой порошка лимонной кислоты. Клин хорошо обезжирить, я развожу «Фэйри» со стиральным порошком и чуток воды и старой зубной щеткой тщательно отдраиваю клин, пока он не начинает полностью смачиваться водой из-под крана. Сколько по времени травить — не скажу, всё эмпирическим путём, т.е. методом научного тыка Поболтал в ёмкости минуты 2-3, промыл под проточной водой, прошелся той же щеткой без фанатизма и смотрел на результат, если надо — процесс повторял. Оксидная пленка получается почти черной, но она менее прочная, по сравнению с хлорным железом, или ортофосфорной кислотой. На мой взгляд, лучше взять спрайт или колу, вымешать газ, нагреть и в ней протравить. Ортофосфорной в этих напитках дох. много, вобщем
Ортофосфорной в этих напитках дох. много, вобщем
сильно греть? или положить в лимонад и кипятить? долго?
от коррозии помогает? если затвор мр-654 так попробовать, получится?
Шухер 19-08-2013 14:36 quote: Перелопатил страниц десять в поисковике,нашел только тему на ганзе ,но там конкретики нету совсем..
гугл закрыли значит?Вайпер777 19-08-2013 14:38 quote: если затвор мр-654 так попробовать, получится?
Ну если сумеете его ПОЛНОСТЬЮ обезжирить, то паркуа б и не па? teppo 19-08-2013 14:44
Смаря че травить. И зачем.
TEA737 19-08-2013 15:34
почти аноним на воронении «собаку съел». Постучитесь к нему. Но про лимонку для воронения в первый раз слышу. Может имеется ввиду травление?
Uchenich-ok 19-08-2013 16:02 quote: Originally posted by TEA737:
почти аноним на воронении «собаку съел». Постучитесь к нему. Но про лимонку для воронения в первый раз слышу. Может имеется ввиду травление?
Да нет,где-то ту на сайте и видел тему про воронение.
serge-vv 19-08-2013 16:41
да клевером намажь свой затвор и будет те щасье.
Fear 19-08-2013 20:22
Сколько я с этим воронением перемучался в своё время и понял только одно — лучше ржавого лака нет ничего. Клеверы-шмеверы и прочая требуха — полная лажа.
sashalis 19-08-2013 21:00
я воронил в масле, не уверен что это подойдет для ножа.
teppo 20-08-2013 08:11 quote: я воронил в масле, не уверен что это подойдет для ножа.
Для ножа из быстрореза подойдет.
Источник:
http://stankotec.ru/raznoe-2/chernenie-metalla-v-domashnix-usloviyax-limonnoj-kislotoj-3-proverennyx-sposoba-voroneniya-nozha.html
Секреты воронения металла в домашних условиях
Создание надёжного поверхностного слоя защиты металлического изделия для противостояния коррозии даёт воронение металла в домашних условиях. Включение элементов декорирования стойкой тонировкой с подбором оттенка — дополнительное преимущество чернения. Использование термического либо одного из химических способов (на выбор) определяет возможности и целесообразность.
Использование термического либо одного из химических способов (на выбор) определяет возможности и целесообразность.
Подготовка к воронению металла в домашних условиях и процесс обработки детали
Домашние мастера прибегают к доступным способам создания антикорродирующего покрытия металла:
- Термообработка в масляной среде;
- Обработка химреактивами;
- Нанесение готового защитного состава.
Соблюдение мер безопасности стоит на первом месте, даже если домашняя мастерская не имеет достаточного оборудования. Цикл операций по воронению металла начинается с обезжиривания поверхностей растворителями с соблюдением мер пожарной безопасности в проветриваемом помещении.
Окисную плёнку, остатки ржавчины снимают механическим способом: торцовой проволочной щёткой с помощью углошлифовальной машинки, на обдирочном или резиновом круге, вручную наждачной бумагой. Завершить операцию следует устранением рисок на войлочном полировальном круге.
Смешивание и нагревание реактивов требуют обеспечить защиту глаз, кожи и органов дыхания:
- Отсутствие вытяжной вентиляции компенсируется активным вентилированием либо работой на свежем воздухе;
- Защищать органы дыхания масками при воронении химреактивами;
- Химические вещества хранить и использовать в неразрушающейся таре;
- Использовать защитные очки, плотные перчатки, клеёнчатый фартук.
Воронение металла химрастворами
Стойкое химическое покрытие металла сопровождается поддержанием высокой температуры. Длительность процесса растягивается до 1,5 часов. Испарению раствора вследствие выкипания, снижению затрат на нагревание способствует плотная крышка с внутренней отбортовкой для стекания конденсата в сосуд из нержавеющей стали.
Ёмкость для погружения с целью охлаждения, обилие проточной воды и жестянка с машинным маслом (подойдёт даже отработка) находятся под рукой.
Щелочное воронение металла
Операция проводится на открытом пространстве. Обязательно нахождение с наветренной стороны. Испарения едки, обладают неприятным запахом.
Обязательно нахождение с наветренной стороны. Испарения едки, обладают неприятным запахом.
Изделие подвешивается на медной проволоке, без касания стенок металлической ёмкости. Нагрев производится паяльной лампой. Щелочной раствор для воронения заливается с избытком, чтобы не пришлось доливать.
Длительность кипячения влияет на глубину покрытия, густоту цвета – можно получить чёрный с синевой. Длительность обработки — 0,3–1,5 часа, прекращается по достижении нужного оттенка. Температура раствора — 130–150 0 С.
Извлечённое изделие промывается, обильно смазывается машинным маслом, протирается насухо. Чернение металла на полированной поверхности получается однотонным, без контрастных разводов.
Другие варианты компонентов на 1 л дистиллированной воды:
При доведении до 200 0 С в течение получаса, получаем поверхность с матовым воронением. Для блестящего воронения используем те же реагенты и температурный режим:
- Гидроксид калия – 100 г;
- Нитрат калия – 30 г.

Сложность доведения до 200 0 С без автоклава компенсируется продлением воздействия реагентов при активном кипении под плотной крышкой.
Электрохимическое щелочное воронение металла
Химокрашивание или анодное оксидирование лишено недостатков термовоздействия в растворе щелочи. Плёнка глубокого чёрного цвета без полосатости разводов с улучшением характеристик коррозионной стойкости толщиной 5 мкм получается при соблюдении следующих условий:
- Насыщенность раствора едкого натра – 0,7 кг/л;
- Плотность постоянного тока — 5–10 А/дм 2 ;
- Температура — 60–70 0 ;
- Время процедуры – 40–50 мин.
Катод подбирается нержавеющий, важно поддержание температурного режима и диапазона тока стабилизатором. Поверхность воронения активируется однократным окунанием в соляную кислоту.
Воронение металла в кислой среде
Ингредиенты на 1 л:
- Танин (дубильная кислота) – 2 г;
- Виннокаменная кислота – 2 г;
- Температура смеси 150 0 С;
- Время воронения – 0,4 часа.

Холодный способ воронения
Для воронения стволов оружия горячие растворы неприемлемы. Выход из положения – «Ржавый лак». При самостоятельном приготовлении раствора необходимо учитывать, что жидкие ингредиенты берутся не по весу, а в объёмных долях на 2 л дистиллированной воды:
- Соляная кислота – 100 мл;
- Азотная кислота – 140 мл;
- Окалина железа – 25 г;
- Опилки железа – 35 г.
Запускаем реакцию. Окончание выделения пузырьков газа говорит о завершении взаимодействия реагентов. Параметры эффективности «Ржавого лака»:
- Концентрация солей — 4,7%;
- Плотность раствора — 45г/л;
- Время оксидации – 20 мин.
Удержание в химикалиях при необходимости повторяется до 5 раз с промежуточными промывкой, протиранием и просушкой.
Ржавый лак — комплект для воронения
Термическое воронение сталей
Оксидация металла воздействием температур, пограничных процессу нормализации, допустима и для закалённых изделий – отпуск при 400 0 С не происходит. Удобство способа в том, что горячее воронение превосходит по стойкости иные технологии.
Удобство способа в том, что горячее воронение превосходит по стойкости иные технологии.
Термическое воронение сталей
Подбор масла для покрытия металла не затруднит. Пригодны синтетическое, машинное, растительное. Деталь окунается и обтирается. Толщина слоя не принципиальна: излишки стекут и сгорят.
Электропечь разогревается до 350–400 0 С, изделия загружаются навалом на поддон. Время рассчитывается по массе и конфигурации металла. Пластине достаточно 15 мин. Прогрев массивной детали длителен.
Выемка производится после остывания печи. При необходимости проводится неоднократное воронение. При оксидации мелких деталей обвязывание проволокой не оставляет следов.
Простейший метод воронения металла в домашних условиях
Готовим 10% раствор лимонной кислоты. Пакет пищевой лимонной кислоты растворяется в десятикратном объёме кипятка без осадка. Опускаем предмет, подлежащий оксидации. Чернение металла занимает до часа времени.
По мере появления на поверхности изделия пузырьков, встряхиваем предмет или перемешиваем состав стеклянной палочкой. Покрытие достаточно долговечно, но механической стойкостью не отличается.
Покрытие достаточно долговечно, но механической стойкостью не отличается.
Воронение металла лимонной кислотой
Воронение поверхностным окрашиванием металла
Оксидную защиту параллельно с чернением обеспечивают готовые покупные средства. Подготовительные мероприятия по зачистке, обезжириванию, удалению рисок шлифовкой проводятся непременно. Манипуляции по воронению металлов проводятся при комнатной температуре и активной вентиляции.
«Клевер». Применяется для восстановления и предохранения частичных повреждений поверхности. Препарат по консистенции — гель. Наносится кистью. Выдерживается 2 мин. на повреждённом участке изделия, смывается водой. Возможно троекратное покрытие металла для придания потребного оттенка. Безопасен в использовании, не требует специальных навыков.
«Ворон-3М». Препарат способен покрывать различные металлы. Предназначен в большей степени для декоративного чернения.
DuraCoat. Универсальное средство по воронению и декорированию. Возможны вариации с цветом покрытия. Хорошо противостоит физическому воздействию, агрессивной химии. Покрывает металлы, пластик дерево.
Универсальное средство по воронению и декорированию. Возможны вариации с цветом покрытия. Хорошо противостоит физическому воздействию, агрессивной химии. Покрывает металлы, пластик дерево.
Источник:
http://promtu.ru/obrabotka-metallov/sekretyi-voroneniya-metalla
Как зачернить металл в домашних условиях – воронение стали своими руками
Чернение (воронение) стали не только защищает ее от ржавчины, но делает ее вид более презентабельным. Можно зачернить оружие и другие металлические изделия в домашних условиях с помощью холодного воронения или раствора лимонной кислоты, мы рассмотрим как заворонить металл маслом своими руками.
Как воронить металл? Вы можете выполнить воронение самостоятельно, используя подручные материалы. При этом вам понадобятся:
- Ацетон.
- Чистая ветошь.
- Машинное масло.
- Плоскогубцы.
- Горелка.
- Плотные перчатки, костюм сварщика и защитные очки.
- Огнетушитель (на всякий пожарный случай).
- Металлическая или стеклянная емкость (которую вам не жалко испортить).
- Открытое пространство, достаточное для проведения работ.

ПРЕДУПРЕЖДЕНИЕ. Работы необходимо проводить на открытом воздухе, вдали от легковоспламеняющихся материалов. При работе возможен разлив и возгорание.
Шаг 1: Подготавливаем материалы
С помощью ацетона и чистой ветоши, удалите грязь и ржавчину с металла. Для придания потертости, воспользуйтесь стальной губкой. Вы должны выполнять эту работу в перчатках, а если их нет, то после окончания операции, тщательно вымойте руки с мылом.
Шаг 2: Окунаем, нагреваем, окунаем, нагреваем…
Процесс чернения должен быть понятен вам из фотографий.
- Подготовьте рабочее место: разложите ветошь, инструмент.
- Наденьте средства защиты, подготовьте огнетушитель.
- Налейте машинное масло в емкость. Масла должно быть столько, чтобы детали могли полностью в него погружаться.
- Подожгите горелку и отрегулируйте спокойное горение пламени.
- Полностью погрузите деталь в жидкость, а затем достаньте ее плоскогубцами.
- Обжигайте, медленно перемещая ее над пламенем, чтобы масло равномерно выгорало с ее поверхности. Масло на детали воспламенится, но по прошествии времени сгорит и потухнет. Будьте внимательны! Во время обжига, масло будет капать на горелку и рядом с ней и может воспламениться!
- Когда жидкость выгорит, и стальная деталь раскалится до красна, окуните ее снова в емкость с маслом.
- Вновь извлеките деталь с помощью плоскогубцев. Каждый раз, доставая ее, берите плоскогубцами за разные края, иначе, если все время держать деталь за одно и то же место, то там останется светлое, не черненное пятно.
- Чтобы достичь желаемого результата, повторите данный процесс от двух до трех раз для каждой детали.
- Выложите готовые детали на ветошь и дайте им остыть.
- Затем протрите их чистой сухой тряпкой.

Все готово! Можете использовать вороненый металл по назначению!
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.![]()
Источник:
http://masterclub.online/topic/16762-voronenie-metalla
Полное руководство по воронению металла от Birchwood Casey
Нет ничего более прекрасного, чем насыщенный цвет качественно оксидированного огнестрельного оружия или натуральный окрас вороненого длинноствольного огнестрельного оружия. Ничто не поможет так безупречно обработать поверхность металла, как средство Birchwood Casey.
ПОДГОТОВКА МЕТАЛЛА
1. Перед повторным оксидированием или воронением необходимо удалить старое покрытие и ржавчину. Прежде всего, после снятия приклада/цевья и спускового механизма, очистите все металлические поверхности губкой, пропитанной средством Birchwood Casey Cleaner-Degreaser и тщательно промойте водой (см. Советы специалистов ниже). Во время
подготовки и проведения процесса оксидирования всегда используйте перчатки.
Советы специалистов — очистка и обезжиривание имеют решающее значение.![]() На этом этапе сглаживайте углы. Для получения лучших результатов применяйте средство Birchwood Casey Cleaner-Degreaser. При отсутствии этого средства его может заменить обычное жидкое мыло. При необходимости проведите процедуру очистки еще два раза!
На этом этапе сглаживайте углы. Для получения лучших результатов применяйте средство Birchwood Casey Cleaner-Degreaser. При отсутствии этого средства его может заменить обычное жидкое мыло. При необходимости проведите процедуру очистки еще два раза!
2. Нанесите средство Birchwood Casey Blue & Rust Remover с помощью пропитанного тампона и оставьте на 2 минуты. С помощью небольшой подушечки из стальной шерсти (смоченной средством Blue & Rust Remover) слегка отполируйте металл для удаления старого воронения и разрыхленной ржавчины. Продолжайте процесс до появления глянцевого блеска.
3. Если на металлической поверхности имеются глубокие царапины и/или изъязвления, проведите тонкую шлифовку поверхности с помощью наждачной бумаги с зернистостью 280 грит и, затем, полировку стальной шерстью. Для удаления глубоких изъязвлений может понадобится надфиль (см. Советы специалистов).
Советы специалистов — при шлифовке металлических поверхностей оберните наждачную бумагу вокруг жесткой плоской стороны подобно надфилю. Это снизить усталость рук, и, кроме того, обеспечит ровную поверхность и острые края.
Это снизить усталость рук, и, кроме того, обеспечит ровную поверхность и острые края.
4. В любом случае, не торопитесь при подготовке металлической поверхности. Продолжайте полировку до получения необходимого результатов. Кроме того, не забудьте про спусковой крючок, головки винтов и другие детали, которые необходимо обработать. Разберите все механизмы на детали для подготовки и обработки металла.
5. Повторно нанесите средство Cleaner & Degreaser с помощью губки и промойте опять холодной водой. При этом соблюдайте осторожность, чтобы не касаться металла пальцами, так как это может оставить заметные следы, которые проявятся после процесса оксидирования.
Советы специалистов — при подготовке металлических скругленных поверхностей, которые имеются, например, у мушкета и гладкоствольного оружия, к воронению, возьмите ленту наждачной бумаги на тканевой основе или наждачное полотно и быстро обработайте ствол движениями вперед-назад до блеска, схожего с блеском ботинок. Данная методика является быстро режущей, поэтому будьте осторожны, чтобы не нарезать нежелательных канавок. Проведите надлежащую полировку с помощью стальной шерсти.
Данная методика является быстро режущей, поэтому будьте осторожны, чтобы не нарезать нежелательных канавок. Проведите надлежащую полировку с помощью стальной шерсти.
ХОЛОДНОЕ ВОРОНЕНИЕ (ОКСИДИРОВАНИЕ)
1. Нанесите средство Birchwood Casey Perma Blue® Paste или Liquid Gun Blue с помощью аппликатора на всю поверхность. Работа должна проводиться быстро, но аккуратно. Можно разделить поверхность на 2 или 3 участка для удобства работы.
2. Оставляйте раствор на металле только на 30-60 секунд. Не дольше. Затем нейтрализуйте химическую реакцию путем незамедлительной и тщательной промывки холодной водой и последующей сухой протиркой (см. Советы специалистов ниже).
Советы специалистов — время играет решающую роль при оксидировании. Для получения лучших результатов не допускайте контакта раствора с металлической поверхностью дольше 1 минуты.![]() Лучше всего, чтобы раствор соприкасался с поверхностью металла в течение как можно меньшего времени.
Лучше всего, чтобы раствор соприкасался с поверхностью металла в течение как можно меньшего времени.
3. После или во время промывки проведите очень щадящую полировку с помощью тонкой стальной шерсти для гармонизации по цвету, если необходимо. Если вы применяете стальную шерсть для полировки, то вы должны снова использовать средство Cleaner & Degreaser для удаления масла, которое может появиться на поверхности. Оцените качество проведенного оксидирования. Если на поверхности имеются полосы или вы желаете получить более глубокий/темный цвет, повторите шаги 1, 2 и 3 до получения желаемого цвета.
4. Соберите ваше ружье. Вы завершили процесс оксидирования. Чтобы ружье выглядело как новое, время от времени или после каждой стрелковой сессии наносите защитное средство Barricade Rust Protection.
ВОРОНЕНИЕ
В прежние времена воронение металла представляло собой медленно текущий процесс образования ржавчины, который сочетал в себе химическую реакцию и определенные атмосферных условия для создания тонкого коррозионного слоя на поверхности металла.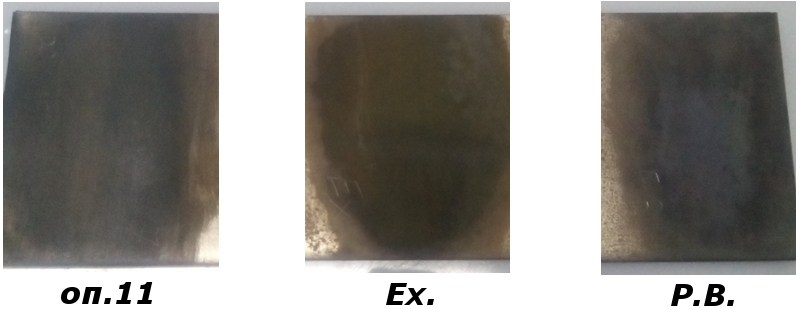 Это отнимало много времени и представляло собой непостоянный процесс.
Это отнимало много времени и представляло собой непостоянный процесс.
В настоящее время воронение является быстрым и легким процессом благодаря средству Birchwood Casey Plum Brown™ Barrel Finish. Надлежащая подготовка поверхностей, подлежащих воронению, является важным этапом процесса. Если вы подвергаете воронению антикварное длинноствольное ружье или тяжелое китобойное орудие, скорее всего, вам придется ремонтировать поцарапанные, изъязвленные, ржавые участки или участки после прохождения надфиля. Обратитесь к разделу «Подготовка металла» на стр. 9 при решении этой важной задачи.
1. Средство Birchwood Casey Plum Brown Barrel Finish требует нагревания для активации истинного процесса воронения продукта (химической реакции между раствором и черным металлом). При правильной подготовке и очистке/обезжиривание стали, применяйте нагревание, используя бутановую горелку, газ, электрическую плитку или любое другое средство, которое будет безопасно и удобно. Для получения наилучших результатов с помощью пропановой горелки используйте форсунку большого пламени и держите ее на расстоянии 7-10 см от поверхности.
Для получения наилучших результатов с помощью пропановой горелки используйте форсунку большого пламени и держите ее на расстоянии 7-10 см от поверхности.
Удерживание ствола в тисках может привести к возникновению холодных участков (поскольку тиски нагреваются). Вместо этого, выньте оружейный лафет из изогнутой вешалки для устранения данной проблемы.
2. Равномерно нагревайте, перемещая источник тепла вперед и назад вдоль объекта, который подвергается воронению. Обратите внимание, что более тяжелые участки (например, казенник ствола) нагреваются и сохраняют тепло дольше. Кроме того, мелкие детали более подвержены перегреву. Поэтому нагревайте до 135 °С. Для контроля температуры, прочитайте Советы Кармишеля ниже. Необязательно нагревать весь ствол сразу. Можно нагревать и обрабатывать ствол частями.
Советы специалистов -время играет решающую роль при воронении. Для получения лучших результатов не допускайте контакта раствора с металлической поверхностью дольше 1 минуты. Лучше всего, чтобы раствор соприкасался с поверхностью металла в течение как можно меньшего времени.
Лучше всего, чтобы раствор соприкасался с поверхностью металла в течение как можно меньшего времени.
3. При достижении идеальной температура 135 °С, нанесите средство Plum Brown Barrel Finish с помощью пропитанного тампона длинными ровными мазками. Насыщенный темный окрас появится незамедлительно. (см. Советы специалистов ниже).
Советы специалистов — 135 °С — температура, необходимая для достижения эффекта темного цвета при воронении. Достижение точного значения температуры не очень критично, но важно, чтобы нагрев был как можно более равномерным. Например, длинноствольная винтовка должна быть нагрета равномерно, поэтому температура должна быть ни слишком высокой, ни слишком низкой в любой части ствола. Неравномерный нагрев может привести к возможному появлению неровного окрашивания.
Если цвет окажется слишком тусклым на этом участке, то, вероятно, это связано с холодным пятном. Незамедлительно нагрейте этот участок. Если металл слишком горячий, раствор может пузыриться и пениться, что приводит к более светлой, неравномерной окраске. В этом случае немного охладите металл перед продолжением обработки. Не спешите, наносите раствор с осторожностью, уделяя особое внимание цвету, текстуре и гладкости.
Незамедлительно нагрейте этот участок. Если металл слишком горячий, раствор может пузыриться и пениться, что приводит к более светлой, неравномерной окраске. В этом случае немного охладите металл перед продолжением обработки. Не спешите, наносите раствор с осторожностью, уделяя особое внимание цвету, текстуре и гладкости.
4. В процессе воронения вы можете заметить отсутствие однородности как по глубине, так и по цвету. Это обычно является результатом выпавшего после химической реакции осадка. Не беспокойтесь по этому поводу. Пока цвет не слишком глубокий, на блестящих и полублестящих участках процесс идет хорошо.
5. Как только металл достаточно охладится для обработки, тщательно промойте его холодной водой, высушите чистой тканью и слегка отполируйте с помощью стальной шерсти. Если вы желаете получить более глубокую, более однородную отделку, повторите весь процесс нагрева и воронения.
6.![]() После завершения воронения протрите все поверхности средством Barricade Rust Protection. Это очень важно после промывки, средство проникнет на поверхность и обеспечивает глубокое, насыщенное, красно-коричневое равномерное покрытие. Выдержите средство в течение 24 часов.
После завершения воронения протрите все поверхности средством Barricade Rust Protection. Это очень важно после промывки, средство проникнет на поверхность и обеспечивает глубокое, насыщенное, красно-коричневое равномерное покрытие. Выдержите средство в течение 24 часов.
7. Снова соберите ваше обработанное огнестрельное оружие.
Plum Brown Barrel Finish — это защитное покрытие, которое выдерживает интенсивное использование оружия и частое применение чистящих химических средств. Чтобы оружие хорошо выглядело, просто время от времени или после каждой стрелковой сессии наносите защитную пленку средства Barricade Rust Protection.
УСТРАНЕНИЕ ДЕФЕКТОВ
Perma Blue Gun Blue
Результат воронения — пятнистое и неровное покрытие. Почему?
- Либо металл не был должным образом очищен и обезжирен, либо контакт с раствором был слишком длительным, более 1 минуты.

Металл не заворонился.
- Нельзя использовать средства Perma Blue Liquid или Paste Gun Blue на поверхностях из нержавеющей стали или алюминия.
- Раствор контактировал с металлом слишком долго, более 1 минуты.
Воронение отходит.
- Это случается, если металл не был очищен, обезжирен или недостаточно хорошо промыт водой.
- Раствор долго контактировал с металлом.
Металл после оксидирования выглядит хорошо, но постепенно покрывается ржавчиной.
- Не было нанесено средство Barricade Rust Protection или другие водоотталкивающие защитные средства от ржавчины.
- Не полностью высушено воронение перед нанесением масла.
- Не достаточно промыт водой.
Plum Brown Barrel Finish
Неравномерное нанесение. Почему?
Почему?
- Неравномерное нагревание может привести к неравномерному окрашиванию.
- Не достаточно хорошо очищен и обезжирен металл.
- В результате химической реакции может появиться осадок.
Внешний вид был прекрасным, но на следующий день появилась ржавчина.
- Не достаточно хорошо промыли или высушили перед нанесением каждого следующего слоя или водоотталкивающего масла.
- Не было нанесено средство Barricade Rust Protection или другие водоотталкивающие защитные средства от ржавчины.
Купить все необходимое для правильного воронения металла от производителя Birchwood Casey Вы можете в нашем интернет-магазине 009.RU с доставкой по всей России. Следите за новостями на сайте, в социальных сетях (ВКонтакте, Facebook), и Вы первыми узнаете о проводимых акциях, новинках, сможете более подробно ознакомиться с нашими товарами.
По всем возникающим вопросам Вы можете обратиться к консультантам по электронной почте info@009. ru или по телефонам +7-985-456-90-09, +7-495-589-54-33.
ru или по телефонам +7-985-456-90-09, +7-495-589-54-33.
Воронение (сталь) | Military Wiki
Эта статья об историческом использовании черного оксида. Для современного использования черного оксида см. Черный оксид. Воронение — это процесс пассивации, при котором сталь частично защищается от ржавчины, и назван так в честь сине-черного внешнего вида полученного защитного покрытия. Истинное воронение — это покрытие с электрохимическим превращением, возникающее в результате окислительной химической реакции с железом на поверхности, избирательно образующей магнетит (Fe 3 O 4 ), черный оксид железа.Черный оксид обеспечивает минимальную защиту от коррозии, если его не обработать водовытесняющим маслом для уменьшения смачивания и гальванического воздействия. Можно провести различие между традиционным воронением и некоторыми другими более современными покрытиями из оксида черного цвета, хотя воронение является подмножеством покрытий из оксида черного.
Для сравнения: ржавчина, красный оксид железа (Fe 2 O 3 ), претерпевает чрезвычайно большое изменение объема при гидратации; в результате оксид легко отслаивается, вызывая типичное красноватое ржавление железа.«Холодный», «Горячий», «Синий ржавчины» и «Голубой дым» — это окислительные процессы, называемые просто воронением.
«Холодное» воронение обычно представляет собой соединение на основе диоксида селена, которое окрашивает сталь в черный или, чаще, очень темно-серый цвет. Этот продукт сложно наносить равномерно, он обеспечивает минимальную защиту и, как правило, лучше всего подходит для небольших быстрых ремонтных работ и подкраски.
«Горячий» процесс — это раствор соли щелочного металла, называемый «Традиционная каустическая сажа», который обычно проводится при повышенной температуре, от 275 до 310 ° F (от 135 до 154 ° C).Этот метод был принят более крупными производителями огнестрельного оружия для крупномасштабного и более экономичного воронения. Он действительно обеспечивает хорошую стойкость к ржавчине, которая улучшается при использовании масла.
Он действительно обеспечивает хорошую стойкость к ржавчине, которая улучшается при использовании масла.
«Воронение ржавчины» и «Воронение дыма» обеспечивают лучшую устойчивость к ржавчине и коррозии, поскольку в процессе непрерывно любой металл, способный к ржавчине, превращается в магнетит (Fe 3 O 4 ). Обработка масляным покрытием усиливает защиту, обеспечиваемую воронением. Этот процесс также является единственным способом, который безопасно используется для повторной синей окраски старинного ружья.Многие двуствольные ружья спаяны вместе серебряной пайкой, и многие части крепятся этим же методом. Более высокие температуры других процессов, а также их едкая природа могут ослабить паяные соединения и сделать использование пистолета опасным. [ необходима цитата ]
Воронение также может быть выполнено в печи, например, для меча или другого предмета, традиционно изготавливаемого кузнецом или специалистом, например оружейником. Кузнечные изделия и по сей день иногда можно найти изготовленными из вороненой стали традиционными мастерами в культурах и слоях общества, которые используют эту технологию либо по необходимости, либо по выбору. [1]
Кузнечные изделия и по сей день иногда можно найти изготовленными из вороненой стали традиционными мастерами в культурах и слоях общества, которые используют эту технологию либо по необходимости, либо по выбору. [1]
Воронение чаще всего используется производителями оружия, оружейниками и владельцами оружия для улучшения внешнего вида и обеспечения степени коррозионной стойкости огнестрельного оружия. Он также использовался машинистами, которые защищали и украшали инструменты, сделанные для собственного использования. Воронение также помогает сохранить металлическую отделку, сопротивляясь касательным царапинам, а также помогает уменьшить блики в глазах стрелка, когда он смотрит вниз на ствол пистолета. Все вороненые детали все же нужно хорошо смазать маслом, чтобы предотвратить ржавчину.Воронение, являясь химически конверсионным покрытием, не так устойчиво к износу и коррозии, как гальванические покрытия, и обычно имеет толщину не более 2,5 микрометра (0,0001 дюйма). По этой причине считается, что не следует добавлять какой-либо заметной толщины точно обработанным деталям пистолета.
По этой причине считается, что не следует добавлять какой-либо заметной толщины точно обработанным деталям пистолета.
Новые пистолеты обычно доступны с вариантами вороненой отделки, предлагаемой как наименее дорогостоящая отделка, и эта отделка также наименее эффективна для обеспечения устойчивости к ржавчине по сравнению с другими видами отделки, такими как Parkerizing или твердым хромированием или процессами азотирования, такими как Tenifer.
Воронение также используется для окраски стальных деталей точных часов и других мелких металлических изделий.
Воронение часто является увлечением любителей, и существует множество методов воронения, и продолжаются споры об относительной эффективности каждого метода.
Исторически лезвия бритв часто изготавливались из вороненой стали. Свойство нелинейного сопротивления вороненой стали бритвенных лезвий, предвещающее то же свойство, которое позже будет обнаружено в переходах полупроводниковых диодов, наряду с легкой доступностью бритвенных лезвий из вороненой стали, привело к использованию лезвий в качестве детектора в Кристаллический набор AM-радиоприемников, которые часто строили солдаты во время Второй мировой войны. [2]
[2]
Воронение может быть нанесено, например, путем погружения стальных частей пистолета, подлежащего воронению, в раствор нитрата калия, гидроксида натрия и воды, нагретой до температуры кипения, от 275 ° F до 310 ° F в зависимости от рецепта. Точно так же детали пистолета из нержавеющей стали, подлежащие воронению, погружают в смесь нитратов и хроматов, нагревая аналогичным образом. Любой из этих двух методов называется горячее воронение . Есть много других методов горячего воронения. Воронение горячим способом является текущим стандартом воронения, поскольку и оно, и воронение ржавчины обеспечивают наиболее постоянную степень устойчивости к ржавчине и косметическую защиту открытого металла.
Файл: M1935A-RustBlue-03.jpgКислотный раствор нанесен на чистый металл.
Файл: M1935A-RustBlue-AfterBoil-01.jpgПосле закипания детали заржавели.
Файл: M1935A-RustBlue-FirstOiling-01.jpgПосле восьми сеансов ржавчины, чесания и смазки.
Воронение ржавчины [править | править источник]
Воронение ржавчины было получено между горячим и холодным воронением. Первоначально он использовался оружейниками в 19 веке для изготовления синего огнестрельного оружия до того, как были разработаны процессы горячего воронения.Процесс заключался в том, чтобы покрыть детали пистолета раствором кислоты, дать деталям равномерно заржаветь, затем погрузить детали в кипящую воду, чтобы стабилизировать процесс ржавления, удалив любые оставшиеся остатки из нанесенного раствора кислоты. Затем ржавчина была удалена с помощью чесальной щетки или круга. Кардочесальная щетка — это проволочная щетка с очень мягкой, тонкой (обычно толщиной около 0,002) проволокой. Этот процесс повторяется до тех пор, пока не будет достигнута желаемая глубина цвета или металл просто не перестанет окрашиваться.Это одна из причин, по которой воронение ржавчины и дыма более устойчиво к ржавчине, чем любой другой метод. Затем детали смазывают маслом и оставляют на ночь. Этот процесс оставляет темно-синий / черный цвет.
Первоначально он использовался оружейниками в 19 веке для изготовления синего огнестрельного оружия до того, как были разработаны процессы горячего воронения.Процесс заключался в том, чтобы покрыть детали пистолета раствором кислоты, дать деталям равномерно заржаветь, затем погрузить детали в кипящую воду, чтобы стабилизировать процесс ржавления, удалив любые оставшиеся остатки из нанесенного раствора кислоты. Затем ржавчина была удалена с помощью чесальной щетки или круга. Кардочесальная щетка — это проволочная щетка с очень мягкой, тонкой (обычно толщиной около 0,002) проволокой. Этот процесс повторяется до тех пор, пока не будет достигнута желаемая глубина цвета или металл просто не перестанет окрашиваться.Это одна из причин, по которой воронение ржавчины и дыма более устойчиво к ржавчине, чем любой другой метод. Затем детали смазывают маслом и оставляют на ночь. Этот процесс оставляет темно-синий / черный цвет.
Синение дыма [править | править источник]
Воронение дымом — это еще один процесс, похожий на воронение ржавчины. Вместо того, чтобы наносить раствор кислоты непосредственно на металлические детали, детали помещают в герметичный шкаф с источником влаги, емкостью с азотной кислотой и емкостью с соляной кислотой.Затем шкаф запечатывают. Смешанные пары кислот образуют однородную ржавчину на поверхности деталей (внутри и снаружи) примерно через 12 часов. Затем детали кипятят в дистиллированной воде, сушат воздухом, затем подвергают кардочесанию, как при воронении ржавчины. Позднее от этих процессов отказались крупные производители огнестрельного оружия, поскольку для полного завершения часто требовалось несколько дней, а это было очень трудоемко. Оружейники до сих пор иногда используют его для получения аутентичной отделки ружья того времени, когда в моде было воронение ржавчины, аналогично использованию коричневого цвета на более ранних репрезентативных репликах огнестрельного оружия.Воронение ржавчины также используется на стволах ружей, которые припаяны к ребру между стволами, так как горячие растворы для воронения растворяют припой во время процесса воронения.
Вместо того, чтобы наносить раствор кислоты непосредственно на металлические детали, детали помещают в герметичный шкаф с источником влаги, емкостью с азотной кислотой и емкостью с соляной кислотой.Затем шкаф запечатывают. Смешанные пары кислот образуют однородную ржавчину на поверхности деталей (внутри и снаружи) примерно через 12 часов. Затем детали кипятят в дистиллированной воде, сушат воздухом, затем подвергают кардочесанию, как при воронении ржавчины. Позднее от этих процессов отказались крупные производители огнестрельного оружия, поскольку для полного завершения часто требовалось несколько дней, а это было очень трудоемко. Оружейники до сих пор иногда используют его для получения аутентичной отделки ружья того времени, когда в моде было воронение ржавчины, аналогично использованию коричневого цвета на более ранних репрезентативных репликах огнестрельного оружия.Воронение ржавчины также используется на стволах ружей, которые припаяны к ребру между стволами, так как горячие растворы для воронения растворяют припой во время процесса воронения.
Крупномасштабное промышленное горячее воронение часто выполняется с использованием вороненой печи. Это альтернативный метод создания черного оксидного покрытия. Вместо использования горячей ванны (хотя и с более низкой температурой) химически индуцированного метода можно посредством регулирования температуры нагревать сталь точно так, чтобы вызвать образование черного оксида выборочно по сравнению с красным оксидом.Его тоже необходимо смазать маслом, чтобы обеспечить значительную стойкость к ржавчине.
Существуют также методы холодного воронения , не требующие нагрева растворов. Коммерческие продукты широко продаются в маленьких бутылях для холодного воронения огнестрельного оружия, и эти продукты в основном используются отдельными владельцами оружия для небольших доработок отделки оружия, чтобы небольшая царапина не стала основным источником ржавчины на оружии. время. По крайней мере, один из холодных растворов для воронения содержит диоксид селена для обеспечения воронения. Холодное воронение не особенно устойчиво к износу кобуры и не обеспечивает высокой степени устойчивости к ржавчине. Тем не менее, он часто обеспечивает адекватный косметический ремонт отделки пистолета при регулярном нанесении и дополнительном смазывании, однако небольшие участки воронения ржавчины часто лучше сочетаются, смешиваются и изнашиваются лучше, чем любой процесс холодного воронения.
Холодное воронение не особенно устойчиво к износу кобуры и не обеспечивает высокой степени устойчивости к ржавчине. Тем не менее, он часто обеспечивает адекватный косметический ремонт отделки пистолета при регулярном нанесении и дополнительном смазывании, однако небольшие участки воронения ржавчины часто лучше сочетаются, смешиваются и изнашиваются лучше, чем любой процесс холодного воронения.
Другие методы воронения и окраски [править | править источник]
Футляр для селитры и цвета
Селитра вороненая [редактировать | править источник]
Это не химическое средство воронения.Детали, подлежащие воронению селитры, — это сталь, которая была отполирована и очищена, а затем погружена в ванну с расплавом солей; обычно нитрат калия и нитрат натрия (иногда с 1 ⁄ 3 унций (9,4 г) диоксида марганца на фунт общего нитрата). Смесь нагревают до 590-610 ° F (310-321 ° C), и детали подвешивают в этом растворе с помощью проволоки. Детали необходимо постоянно наблюдать на предмет изменения цвета. Поперечное сечение и размер деталей будут влиять на результат отделки и время, необходимое для ее достижения.Этот метод нельзя использовать на деталях, подвергающихся критической термообработке, таких как приемники, направляющие или пружины. Обычно он используется для небольших деталей, таких как булавки, винты, прицелы и т. Д. Цвета будут варьироваться от соломенного, золотого, коричневого, пурпурного, синего, бирюзового, затем черного. Примеры этой отделки обычно можно увидеть на более старых карманных часах, стрелки которых имеют так называемый «павлиньий синий», насыщенный переливающийся синий цвет.
Поперечное сечение и размер деталей будут влиять на результат отделки и время, необходимое для ее достижения.Этот метод нельзя использовать на деталях, подвергающихся критической термообработке, таких как приемники, направляющие или пружины. Обычно он используется для небольших деталей, таких как булавки, винты, прицелы и т. Д. Цвета будут варьироваться от соломенного, золотого, коричневого, пурпурного, синего, бирюзового, затем черного. Примеры этой отделки обычно можно увидеть на более старых карманных часах, стрелки которых имеют так называемый «павлиньий синий», насыщенный переливающийся синий цвет.
Цветная закалка [править | править источник]
Это предшественник цельнометаллической окраски, обычно используемой в огнестрельном оружии.Современные термически обрабатываемые стали не существовали или находились в зачаточном состоянии. Использовалась мягкая низкоуглеродистая сталь, но для ствольной коробки огнестрельного оружия требовались прочные материалы. Изначально использовалось цементирование, но эстетики не было.![]() Цветное упрочнение происходит, когда мягкая сталь помещается в достаточно герметичный тигель в смеси обугленной кожи, костного угля и древесного угля. Этот тигель нагревали до 1350 ° F (730 ° C) в течение 6 часов (чем дольше прикладывалось тепло, тем толще цементное упрочнение).В конце этого процесса нагрева тигель вынимается из печи и помещается над ванной с водой с воздухом, проходящим через перфорированный змеевик на дне ванны. Дно тигля открывается, позволяя содержимому опускаться в быстро пузырящуюся воду. Дифференциальное охлаждение приводит к появлению цветовых узоров и укреплению детали.
Цветное упрочнение происходит, когда мягкая сталь помещается в достаточно герметичный тигель в смеси обугленной кожи, костного угля и древесного угля. Этот тигель нагревали до 1350 ° F (730 ° C) в течение 6 часов (чем дольше прикладывалось тепло, тем толще цементное упрочнение).В конце этого процесса нагрева тигель вынимается из печи и помещается над ванной с водой с воздухом, проходящим через перфорированный змеевик на дне ванны. Дно тигля открывается, позволяя содержимому опускаться в быстро пузырящуюся воду. Дифференциальное охлаждение приводит к появлению цветовых узоров и укреплению детали.
Браунинг [править | править источник]
Браунинг — это контролируемая красная ржавчина Fe 2 O 3 и также известна как перья или сливово-коричневый .Обычно можно использовать один и тот же раствор для коричневого и синего цвета. Отличие — погружение в кипящую воду для воронения. Затем ржавчина становится черно-синей Fe 3 O 4 . Многие старые формулы для окрашивания и воронения основаны на агрессивных растворах (необходимых для ржавления металла) и часто содержат растворы цианида, которые особенно токсичны для человека.
Многие старые формулы для окрашивания и воронения основаны на агрессивных растворах (необходимых для ржавления металла) и часто содержат растворы цианида, которые особенно токсичны для человека.
Воронение работает только с деталями из стали или нержавеющей стали для защиты от коррозии. Поскольку он превращает Fe в Fe 3 O 4 , он не работает с цветными металлами.Детали из алюминия и полимера в значительной степени не подвержены воронению; Процесс воронения не обеспечивает защиты от коррозии, хотя неравномерное окрашивание алюминиевых и полимерных деталей может быть вызвано попытками воронения. Ни в коем случае не следует пытаться обработать горячий синий алюминий, так как ванна с едкими солями будет бурно реагировать с алюминием и может вызвать серьезные ожоги едким веществом.
Кобура удаляет воронение, ржавчину или дым в течение длительного периода использования; он удалит холодное воронение за относительно короткие периоды использования с любых участков износа, которые были «подкрашены» растворами для холодного воронения.![]()
Некоторые предпочитают называть тонкие покрытия из черного оксида именем Gun Blueing , а более тяжелые покрытия — как черный оксид , но оба они представляют собой один и тот же процесс химического превращения для обеспечения истинного воронения.
- Будински, Кеннет Г. (1988). Обработка поверхностей для обеспечения износостойкости . Энглвуд Клиффс, Нью-Джерси: Prentice Hall. п. 48.
- Брими, Марджори А. (1965). Электрообработка . Нью-Йорк: Американская издательская компания Elsevier.С. 62–3.
- «Покрытие оксидное, черное для черных металлов (MIL-DTL-13924D)» (PDF). Министерство обороны. 18 марта 1999 г. http://assist.daps.dla.mil/docimages/A/0000/0001/0340/000000159212_000000114176_AGQMZXPYXT.PDF.
- «Фосфатно-оксидное покрытие черных металлов (MIL-HDBK-205A)» (PDF). Министерство обороны. 15 июля 1985 г. http://assist.daps.dla.mil/docimages/A/0000/0005/3933/000000039716_000000139526_QZYPSFIUNS.PDF.
- Хау, Уолтер Дж. (1946). Профессиональное оружейное дело .Плантерсвилл, Южная Каролина: Техническое издательство по стрелковому оружию. ASIN B0007DYNVM. OCLC 3648957.
 (1946). Профессиональное оружейное дело .Плантерсвилл, Южная Каролина: Техническое издательство по стрелковому оружию. ASIN B0007DYNVM. OCLC 3648957.
(1946). Профессиональное оружейное дело .Плантерсвилл, Южная Каролина: Техническое издательство по стрелковому оружию. ASIN B0007DYNVM. OCLC 3648957.- Angier, R.H. (1936). Огнестрельное оружие Blueing and Browning . Гаррисберг, Пенсильвания: Stackpole Co. OCLC 3959750.
- Фишлок, Дэвид (1962). Окраска металла . Теддингтон: Р. Дрейпер. OCLC 3982659.
4 пути к Blue Steel
Поддержите образовательную миссию wikiHow
Каждый день в Wikihow, мы упорно работаем, чтобы дать вам доступ к инструкции и информацию, которые помогут вам жить лучше, то ли это держать вас безопасным, здоровым, или улучшение Вашего благосостояния.В условиях нынешнего общественного здравоохранения и экономических кризисов, когда мир резко меняется, и мы все учимся и приспосабливаемся к изменениям в повседневной жизни, люди нуждаются в wikiHow больше, чем когда-либо. Ваша поддержка помогает wikiHow создавать более подробные иллюстрированные статьи и видео и делиться нашим надежным брендом учебного контента с миллионами людей по всему миру. Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
Об этой статье
Соавтором этой статьи является наша обученная команда редакторов и исследователей, которые проверили ее точность и полноту.Команда управления контентом wikiHow внимательно следит за работой редакции, чтобы гарантировать, что каждая статья подкреплена достоверными исследованиями и соответствует нашим высоким стандартам качества. Эта статья была просмотрена 75 138 раз (а).Соавторы: 6
Обновлено: 16 ноября 2020 г.
Просмотры: 75,138
Резюме статьи X Воронение стали — это процесс окисления поверхности для защиты ее от ржавчины.Вам понадобится шлифовальная машинка, спиртовые салфетки, воск и средство для удаления жира, раствор для воронения, ватные шарики, наждачная бумага, мягкая ткань и оружейное масло. Во-первых, вам нужно отшлифовать и отшлифовать сталь, чтобы удалить всю поверхность и сделать ее гладкой. Затем протрите оголенный металл спиртовой салфеткой. После этого очистите его воском и средством для удаления жира, а затем протрите мягкой сухой тканью. После очистки лезвия вам нужно будет нанести раствор для воронения с помощью ватного диска, затем насухо протереть металл мягкой тканью и отполировать его мелкозернистой наждачной бумагой.Вам нужно будет нанести и отполировать несколько слоев, пока не достигнете желаемого цвета. Наконец, смажьте сталь защитным маслом, например оружейным маслом. Для получения дополнительных советов, в том числе о том, как воронить сталь с помощью тепла, читайте дальше!
После этого очистите его воском и средством для удаления жира, а затем протрите мягкой сухой тканью. После очистки лезвия вам нужно будет нанести раствор для воронения с помощью ватного диска, затем насухо протереть металл мягкой тканью и отполировать его мелкозернистой наждачной бумагой.Вам нужно будет нанести и отполировать несколько слоев, пока не достигнете желаемого цвета. Наконец, смажьте сталь защитным маслом, например оружейным маслом. Для получения дополнительных советов, в том числе о том, как воронить сталь с помощью тепла, читайте дальше!
- Печать
- Отправить письмо поклонника авторам
Что такое воронение? | Abbey Supply
Поклонники традиционных стрелковых ружей, вероятно, слышали о «воронении» и знают о функциональных и эстетических преимуществах, которые оно приносит, но этот процесс также может быть полезен для многих других применений.
Что такое воронение?
Воронение — это процесс, используемый для улучшения состояния и эстетических качеств поврежденных металлических поверхностей на широком спектре оборудования для любителей. Воронение получило свое название от полученного в результате синего / черного покрытия, которое образуется в результате химической реакции после нанесения геля на стальную поверхность.
Воронение получило свое название от полученного в результате синего / черного покрытия, которое образуется в результате химической реакции после нанесения геля на стальную поверхность.
Этот процесс делится на две отдельные категории: «холодное воронение» и «горячее воронение».
Горячее воронение
Горячее воронение — это сложный процесс, при котором металлические детали помещают в смесь химикатов (обычно нитрат калия, гидроксид натрия и вода), которую затем нагревают примерно до 150 ° C.
Это вызывает образование на поверхности металла черного оксида (соединения, образованного кислородом и, по крайней мере, одного другого элемента), называемого магнетитом, который обеспечивает устойчивость к ржавчине и коррозии.
Этот процесс обычно больше подходит для крупномасштабного воронения, производимого производителями пистолетов, и не всегда подходит для отдельных случаев из-за очень высокой температуры и наличия коррозионных химикатов.
Холодное воронение
Напротив, холодное воронение — гораздо более удобный альтернативный метод для владельцев небольших и средних коллекций оружия, а также других стальных изделий.
Как следует из названия, при холодном воронении нагревание не требуется. Вместо этого можно приобрести такие продукты, как Blu Gel от Abbey Supply, чтобы быстро и эффективно нанести синий цвет на любое стальное оборудование.
Кроме того, холодное воронение намного безопаснее и экологичнее. Горячее воронение может быть опасным для неопытных людей, поскольку требует обращения с очень горячими химическими веществами, и их трудно утилизировать без вреда для окружающей среды.
Хотя это чаще всего используется владельцами оружия, воронение можно использовать для улучшения внешнего вида многих стальных изделий, включая редкие коллекционные модели автомобилей, сложные металлические изделия (например, тонкие детали, которые можно найти в дорогих часах и часах) и многое другое.![]()
Как выполнить холодную воронку на вашем оборудовании
Если вы хотите воспользоваться многими преимуществами горячего воронения, но не хотите иметь дело с химическими ваннами и высокой ценой, холодное воронение — идеальная и простая альтернатива.
Все, что вам нужно сделать, это выполнить следующие шаги:
- Подготовьте стальную поверхность, удалив все масла, смазки и другие загрязнения, которые могли образоваться с течением времени.
- Затем используйте тонкую проволочную мочалку класса 0000, чтобы аккуратно стереть царапины на оборудовании.
- Нанесите консервативное количество Blu Gel на любые царапины и вмятины, стараясь равномерно распределить покрытие одним движением от середины к внешней стороне поврежденного участка.
- Используйте чистую воду, чтобы полностью удалить гель и немедленно высушить.
- Повторите этот процесс для достижения более высокого уровня воронения, если необходимо.
Вода, проволочная вата и небольшое количество геля Abbey Supply Blu (на фото ниже) — все, что вам нужно, чтобы нанести высококачественное синее покрытие на ваше оборудование, что делает его гораздо более удобным и экономичным решением для большинства. пользователей.
пользователей.
Использование воронения может помочь не только продлить срок службы любых стальных изделий, но также сделает их гораздо более привлекательными, что может быть особенно полезно для малых предприятий, стремящихся побудить клиентов покупать их изделия из металла.
Прочтите «Можно ли использовать синий гель для страйкбола?» здесь
Воронение стали термической обработкой: почему и как это происходит?
Давайте пройдемся через процесс пассивации, получивший свое название благодаря созданию сине-черного защитного слоя вокруг стальной детали, подвергшейся воздействию. Технология термообработки, по сути, образует защитную отделку вокруг металла, поэтому винты, режущие лезвия и даже ручное оружие могут обеспечить характерный вид «воронения стали».Но, как и во всех процессах термообработки, в этой технике есть нечто большее, чем просто косметическая привлекательность.
Антикоррозийное покрытие
Вскоре после того, как мы погрузились в причины и причины воронения стали, мы обнаружили это главное преимущество.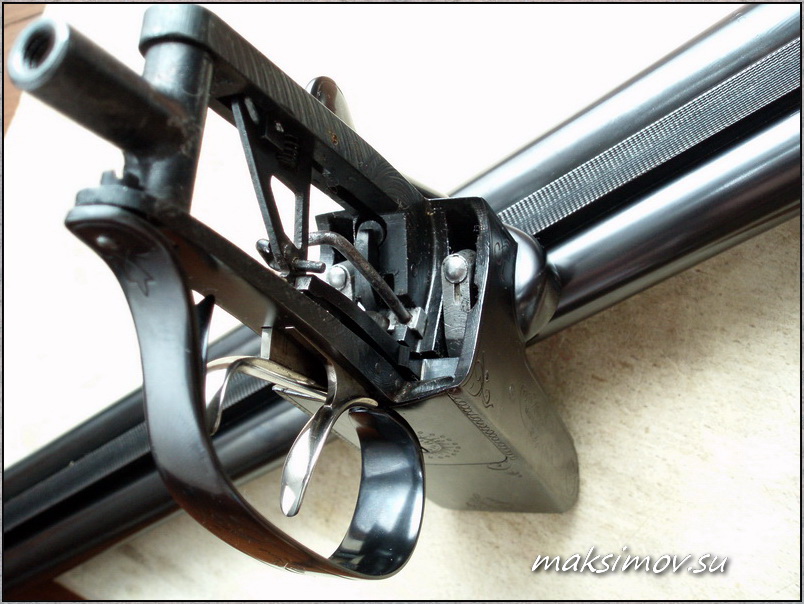 Проще говоря, процесс пассивации делает сталь устойчивой к ржавчине. Это связано с тем, что оборудование для термообработки производит магнетит, который представляет собой соединение черного оксида железа Fe3O4, а не красный оксид Fe2O3, широко известный как «ржавчина». Как знает каждый владелец продукта с тяжелым черным металлом, ржавчина — это коррозионно-активный оксид, который отслаивается и разрушает металл.Вариант с черным оксидом держится прочно, поэтому он действует как защитный барьер, а также обеспечивает визуально привлекательную металлическую отделку.
Проще говоря, процесс пассивации делает сталь устойчивой к ржавчине. Это связано с тем, что оборудование для термообработки производит магнетит, который представляет собой соединение черного оксида железа Fe3O4, а не красный оксид Fe2O3, широко известный как «ржавчина». Как знает каждый владелец продукта с тяжелым черным металлом, ржавчина — это коррозионно-активный оксид, который отслаивается и разрушает металл.Вариант с черным оксидом держится прочно, поэтому он действует как защитный барьер, а также обеспечивает визуально привлекательную металлическую отделку.
Воронение стали: как это достигается?
Чтобы превратить чистую стальную внешнюю поверхность в голубоватое защитное покрытие, нам необходимо отправить ее на специально оборудованную станцию термообработки. Здесь стальная деталь подвешена в печи на заданное время. Но это не обычная печь.Нет, здесь есть ванна с расплавленной солью, и это погружение в это богатое нитратами соединение плюс тепловая энергия, придающая стали темно-синий блеск. По сути, это контролируемая процедура коррозии, но не неприятный оранжево-красный цвет (Fe2O3), который разрушает черные металлы. Скорее, это контролируемая черная оксидная отделка, мембрана из Fe3O4, в которой используется технология пассивации для формирования защитного материала вокруг стального компонента, будь то лезвие ножа или винт, пистолет или лезвие ножовки.
По сути, это контролируемая процедура коррозии, но не неприятный оранжево-красный цвет (Fe2O3), который разрушает черные металлы. Скорее, это контролируемая черная оксидная отделка, мембрана из Fe3O4, в которой используется технология пассивации для формирования защитного материала вокруг стального компонента, будь то лезвие ножа или винт, пистолет или лезвие ножовки.
Солевой расплав поддерживается при температуре от 300 ° C до 400 ° C, что является достаточно высокой температурой для запуска процесса пассивации.При опускании в ванну стальная часть становится синей. Более глубокие оттенки синего достигаются, если компонент длительное время находится в горячей солевой ванне. В качестве альтернативы можно использовать метод печи с циркуляцией воздуха. В этом последнем методе, свободном от грязных солевых соединений, используется печь с циркуляцией воздуха и заданное количество пара для получения такой же защитной отделки, которая снова проходит через разные оттенки, пока заготовка подвешена в этой горячей, насыщенной паром внутренней части печи. Важно отметить, что конечный продукт устойчив к ржавчине, но не к ржавчине.
— Предотвращает ли воронение стали ржавчину?
Я недавно купил дамасский нож и терпеливо жду его получения по почте. Я изучал возможные способы ухода и ухода за этим ремесленным лезвием, надеясь сохранить его в первозданном состоянии.
Мне интересно, какие меры можно предпринять, чтобы предотвратить ржавчину дамасского ножа. Я буду создавать ручку из своих чешуек и булавок после получения предмета, чтобы любые манипуляции со сталью можно было выполнить на клинке целиком.Используемые сплавы представляют собой смесь сталей 1095 и 15н20 соответственно.
Одно из потенциальных средств, о котором я развлекалась, — это воронение, также известное как покрытие с черным оксидом. Воронение — это метод, обычно используемый для обработки металлического оружия, при котором различные части пистолета погружаются в ванны с едкой горячей солью на некоторое время для получения покрытия. Это не единственный метод получения оксидного слоя, это один из многих. Некоторые источники заявляют, что воронение обеспечивает устойчивость к ржавчине, в то время как другие скептически относятся к этому, поскольку большинство оксидных слоев в результате процесса составляют всего 2.Толщина 5 микрометров (0,0001 дюйма).
Это не единственный метод получения оксидного слоя, это один из многих. Некоторые источники заявляют, что воронение обеспечивает устойчивость к ржавчине, в то время как другие скептически относятся к этому, поскольку большинство оксидных слоев в результате процесса составляют всего 2.Толщина 5 микрометров (0,0001 дюйма).
Метод, который меня больше всего интересует, — это холодное воронение. Холодное воронение может быть достигнуто либо путем покрытия высокоуглеродистой стали горчицей, окраски ее в коммерчески продаваемую «формулу перма-синего», либо путем погружения в кислое домашнее вещество, такое как уксус или лимонный сок (кипячение уксуса для усиления Эффект).
Вот мой вопрос. В конечном итоге TL: DR Можно ли получить действительно стойкий к ржавчине слой с помощью методов холодного воронения на высокоуглеродистой дамасской стали (1095 и 15n20)? Будет ли кислотное вещество, такое как уксус или «постоянная синяя формула», просто проедать сталь со временем (пока я позволяю процессу воронения произойти до того, как нейтрализую лезвие чем-то вроде пищевой соды), или это будет развить более толстый слой оксида патины? Некоторые источники говорят, что слой воронения — это ржавчина, поэтому ржавчина не может развиваться поверх ржавчины. Другие говорят, что воронение носит чисто косметический характер и не может предотвратить ржавчину.
Другие говорят, что воронение носит чисто косметический характер и не может предотвратить ржавчину.
Воронение — это процесс пассивации, при котором сталь частично защищается от ржавчины, и назван так в честь сине-черного внешнего вида полученного защитного покрытия. Истинное воронение — это покрытие с электрохимическим превращением, возникающее в результате окислительной химической реакции с железом на поверхности, избирательно образующей магнетит (Fe 3 O 4 ), черный оксид железа, который занимает тот же объем, что и обычное железо.Черный оксид обеспечивает минимальную защиту от коррозии, если его не обработать водовытесняющим маслом для уменьшения смачивания и гальванического воздействия. Напротив, ржавчина, красный оксид железа (Fe 2 O 3 ), не занимает такой же объем, как железо, тем самым вызывая типичное красноватое ржавление железа. Как «холодный», так и «горячий» окислительные процессы называются воронением, но только «горячий» процесс обеспечивает значительную стойкость к ржавчине и коррозии, и то только при обработке масляным покрытием. Рекомендуемые дополнительные знанияИспользованиеВоронение чаще всего используется производителями оружия, оружейниками и владельцами оружия для улучшения внешнего вида и обеспечения ограниченной устойчивости огнестрельного оружия к ржавчине. Все вороненые детали все же нужно хорошо смазать маслом, чтобы предотвратить ржавчину. Воронение, являясь химически конверсионным покрытием, не так устойчиво к износу и коррозии, как гальванические покрытия, и обычно имеет толщину не более 0.0001 дюйм (2,5 микрометра). По этой причине считается, что не следует добавлять какой-либо заметной толщины точно обработанным деталям пистолета. Новые пистолеты обычно доступны с вариантами вороненой отделки, предлагаемой как наименее дорогостоящая, и эта отделка также наименее эффективна для обеспечения устойчивости к ржавчине по сравнению с другими видами отделки, такими как паркерная обработка или твердое хромирование. Воронение также используется для окраски стальных деталей точных часов и других мелких металлических изделий. Воронение часто является увлечением любителей, и существует множество методов воронения, и продолжаются споры об относительной эффективности каждого метода. Исторически лезвия бритв часто изготавливались из вороненой стали. Свойство нелинейного сопротивления вороненой стали бритвенных лезвий, предвещающее то же свойство, которое позже будет обнаружено в полупроводниковых диодных переходах, наряду с легкой доступностью бритвенных лезвий из вороненой стали, привело к использованию бритвенных лезвий в качестве бритвенных лезвий. детектор в кристаллическом наборе AM-радиоприемников, которые часто строили солдаты во время Второй мировой войны. Горячее и холодное воронение Воронение можно нанести, например, путем погружения стальных частей пистолета, подлежащего воронению, в раствор нитрата калия, гидроксида натрия и воды, нагретой до точки кипения. Воронение ржавчины образовалось между горячим и холодным воронением. Первоначально он использовался оружейниками в 19 веке для изготовления синего огнестрельного оружия до того, как были разработаны процессы горячего воронения. Процесс заключался в том, чтобы покрыть детали пистолета раствором кислоты, дать деталям равномерно заржаветь, затем погрузить детали в кипящую воду, чтобы стабилизировать процесс ржавления, удалив любые оставшиеся остатки из нанесенного раствора кислоты. Затем ржавчина была удалена, оставив темно-синий цвет.Позднее основные производители огнестрельного оружия отказались от этого процесса, поскольку для его полного завершения часто требовалось несколько дней, а это было очень трудоемко. Существуют также методы холодного воронения , не требующие нагрева растворов. Коммерческие продукты широко продаются в маленьких бутылях для холодного воронения огнестрельного оружия, и эти продукты в основном используются отдельными владельцами оружия для небольших доработок отделки оружия, чтобы небольшая царапина не стала основным источником ржавчины на оружии. время.По крайней мере, один из холодных растворов для воронения содержит диоксид селена для обеспечения воронения. Холодное воронение не особенно устойчиво к износу кобуры и не обеспечивает высокой степени устойчивости к ржавчине. Тем не менее, он часто обеспечивает очень хороший косметический ремонт отделки пистолета при регулярном нанесении и дополнительном смазывании. Холодное воронение часто применяется, сначала очищая стальную поверхность, которую нужно воронить, спиртом, позволяя области высохнуть на воздухе, касаясь ватным тампоном в растворе для холодного воронения, нанося на сталь одно или несколько нанесений состава для холодного воронения. быть вороненым, чтобы соответствовать остальной части горячей вороненой отделки, позволяя области полностью высохнуть, а затем с использованием хорошего оружейного масла втирать в холодные вороненые области, перекрывая оригинальные горячие вороненые области.При регулярном смазывании и трении этот метод обеспечит адекватную защиту от ржавчины для многих владельцев оружия. Наборы и растворы для горячего и холодного воронения также продаются на коммерческой основе для использования любителями оружия. Крупномасштабное промышленное синение также выполняется в синей печи. Это альтернативный метод создания покрытия из магнетита (черного оксида). Вместо использования горячей ванны (хотя и с более низкой температурой) химически индуцированного метода можно посредством регулирования температуры нагревать сталь точно так, чтобы вызвать образование черного оксида (магнетита) выборочно по сравнению с красным оксидом. ОграниченияВоронение работает только с деталями из стали или нержавеющей стали для защиты от коррозии. Поскольку он превращает Fe в Fe 3 O 4 , он не работает с цветными металлами. Алюминиевые и полимерные детали не чернеют путем воронения. Точно так же алюминий не защищается от коррозии путем воронения. Для защиты деталей пистолетов из цветных сплавов от коррозии необходимо использовать другие методы, такие как анодирование.Например, алюминиевые детали пистолета могут быть защищены от коррозии с использованием либо запатентованных процессов (например, патента США 3039910 или патента США 2977260), либо аналогичных способов, составляющих коммерческую тайну. Износ кобуры удаляет горячее воронение при длительном использовании. Терминология Некоторые предпочитают называть тонкие покрытия из черного оксида именем Gun Blueing , а более тяжелые покрытия — как черный оксид , но оба они представляют собой один и тот же процесс химического превращения для обеспечения истинного воронения. Браунинг — это контролируемая красная ржавчина Fe 2 O 3 и также известная как перья или сливово-коричневая . Обычно можно использовать один и тот же раствор для коричневого и синего цвета. Отличие — погружение в кипящую воду для посинения. Затем ржавчина становится черно-синей Fe 3 O 4 . (Будьте осторожны при подрумянивании или посинении с использованием любого из старых методов; многие из этих старых формул подрумянивания и посинения основаны на коррозионных растворах (необходимых для ржавления металла) и часто содержат растворы цианида, которые особенно токсичны для человека.) См. ТакжеСписок литературы Стандартный обзор черных оксидных покрытий представлен в MIL-HDBK-205, Фосфатное и черное оксидное покрытие черных металлов . Многие особенности покрытий Black Oxide можно найти в стандарте MIL-C-13924. Этот документ Mil-Spec дополнительно определяет различные классы покрытий Black Oxide для использования в различных целях для защиты черных металлов от ржавчины.
|
 Точно так же детали пистолета из нержавеющей стали, подлежащие воронению, погружают в смесь нитратов и хроматов, нагревая аналогичным образом. Любой из этих двух методов называется горячее воронение . Есть много других методов горячего воронения. Горячее воронение — одна из наиболее эффективных форм воронения, обеспечивающая наиболее постоянную степень устойчивости к ржавчине и косметическую защиту обнаженного оружейного металла.
Точно так же детали пистолета из нержавеющей стали, подлежащие воронению, погружают в смесь нитратов и хроматов, нагревая аналогичным образом. Любой из этих двух методов называется горячее воронение . Есть много других методов горячего воронения. Горячее воронение — одна из наиболее эффективных форм воронения, обеспечивающая наиболее постоянную степень устойчивости к ржавчине и косметическую защиту обнаженного оружейного металла. Оружейники до сих пор иногда используют его для получения аутентичной отделки ружья того времени, когда в моде было воронение ржавчины, аналогично использованию коричневого цвета на более ранних репрезентативных репликах огнестрельного оружия.
Оружейники до сих пор иногда используют его для получения аутентичной отделки ружья того времени, когда в моде было воронение ржавчины, аналогично использованию коричневого цвета на более ранних репрезентативных репликах огнестрельного оружия.
 Его также необходимо дополнительно смазать маслом, чтобы обеспечить значительную стойкость к ржавчине.
Его также необходимо дополнительно смазать маслом, чтобы обеспечить значительную стойкость к ржавчине.
Используйте «Gun Blue» для мгновенного затемнения оборудования
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Я использую кузнечное оборудование всякий раз, когда я (или мои клиенты) могу себе это позволить. Но если у вас ограниченный бюджет или у вас есть сотни единиц оборудования для проекта, самое время посетить оружейный магазин.
Мой любимый способ почернить сталь, железо или даже оцинкованные детали — нанести кистью тонкий слой жидкой «оружейной синевы» — обычно это комбинация селенистой кислоты, азотной кислоты и сульфата меди. Если нанести тонкий слой, он почти мгновенно почернеет черный металл, в том числе оцинкованную фурнитуру. Покрытие достаточно прочное и выглядит так, будто с годами потускнело.
Покрытие достаточно прочное и выглядит так, будто с годами потускнело.
Один слой окрашивает металл непоследовательно, что мне нравится.Вы можете сделать цвет более однородным, добавив второй или третий слой.
Это мерзко — проверьте паспорт безопасности любого бренда. Наденьте нитриловые перчатки, защитные очки и все, что у вас есть под рукой. Это обожжет вашу кожу, особенно если у вас есть небольшой порез.
Для больших элементов оборудования, таких как угловой кронштейн, показанный на фотографиях, я просто наношу синий раствор кистью для стружки. Чтобы затемнить винты, болты и т. Д., Я окунаю их в неглубокую ванну с раствором.Две столовые ложки синего пистолета могут почернить почти 150 винтов до того, как закончится раствор.
После нанесения синего цвета смойте деталь холодной водой и дайте высохнуть. Затем я добавляю легкий слой масла, чтобы добавить немного блеска и защиты от ржавчины.
Я использую синий жидкий пистолет на оборудовании уже почти 20 лет, и цвет по-прежнему тот же темно-сине-черный, каким был, когда я впервые его применил.![]()