Что такое сварочная ванна при сварке
Для всех не секрет что сварочная ванна относится к процессу сварки во время которой происходит расплавления металла и формируется сварочный шов. Не обязательно что туда вносят присадочный материал. Есть вид с отбортовкой. Сварочная ванна под воздействие высокой температуры расплавляет в себе окружающий ее металл а электрической дугой под воздействием силы плазмы происходит перемешивание металла, или силы давления горячего газа ( ацетилена).
От угла наклона электрода при ММА сварки или ТИГ, МИГ/МАГ зависит формирование сварочной ванны. Для каждого положения шва в пространстве и вида стыка выбирают правильный угол наклона. От этого зависит структура наплавленного металла шва, форма, качество. Не соблюдение этих мер приводит к образованию пористости структуры, не сплавлению, подрезов по краям, различные уличение в процесс сваривания твердых частиц.
При сварке TIG сварочную ванну удобно формировать и контролировать.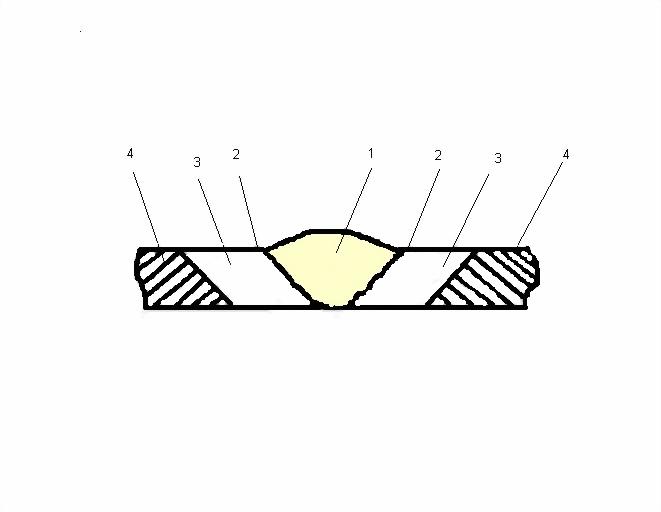
Не все сварочные ванны можно рассмотреть некоторые процессы проводят под слоем флюса. Дугу зажигают искусственно либо о край кромки. Подается непрерывно присадочный материал и засыпается сверху порошком. Весь цикл происходит под ним. В данном случае все опирается на силу тока, напряжение, скорость подачи присадочного материала и его диаметра, толщины металла свариваемого. На фото видно что применяют только ниже положение.
 youtube.com/embed/IO3hl5gAqkE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/IO3hl5gAqkE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
- Способы движения электрода при сварке
- Сварочная проволока гост виды
В первую очередь что может попасться на глаза при покупке сварочной проволоки. Ярлык или наклейка и множество надписей. Начну с простого по ГОСТ 2246-76 для начала. Проволока стальная сварочная. Для…
- Электроды тмл-5
В энергоснабжения используют сталь углеродистую с легирующим добавками. Они создают коррозиестойкость к атмосферным осадкам и в то же время хорошо проводят ток. После литья остаются дефекты на деталях их устраняют…
- Электрод АНЦ/ОЗМ 3
Для сваривания медных электропроводящих шин проводов клемм разработаны электроды АНЦ/ОЗМ-3.
 Шов способен пропускать до 60% тока от основного металла. Можно выполнять ими ремонтные работы с технической чистой медью, мало легированных…
Шов способен пропускать до 60% тока от основного металла. Можно выполнять ими ремонтные работы с технической чистой медью, мало легированных… - Сварочная медная проволока OK Autrod 19.49
Медно никелевая проволока OK Autrod 19.49 предназначен для сварки бронза никелевых сплавов с содержанием никеля от 10% до 30% (мельхиор). Может служить буферным металлом по нержавейки. Так как она с…
 Шов способен пропускать до 60% тока от основного металла. Можно выполнять ими ремонтные работы с технической чистой медью, мало легированных…
Шов способен пропускать до 60% тока от основного металла. Можно выполнять ими ремонтные работы с технической чистой медью, мало легированных…методы и их краткая характеристика, оборудование, преимущества и недостатки
Ванная сварка арматуры — это метод соединения металлов с помощью специальной скобы-накладки, которую также называют ванночкой для сварки арматуры. Метод используется в формировании и соединении арматурных стержней, а также для стыков арматуры.
Государственные стандарты
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен 01.07.1992 под номером 14098-91.
Ванная сварка является надежным и часто используемым методом. Отличительной чертой данного процесса от всех остальных видов сварки является ее непрерывность, что очень важно для равномерного плавления. Благодаря этому процессу, металл плавится намного быстрее.
Метод ванной сварки применяется в строительстве различных массивных сооружений и зданий. Шов, созданный с помощью данной сварки, способен выдержать подвижные нагрузки без разрушения целостности конструкции, отвечает требованиям ГОСТ. Если проводить обычную сварку встык, то это может привести к разрушению соединения рядом со швом, таким образом, качество шва значительно ухудшится.
Основные моменты процесса
Суть процесса такова: свариваемые концы стержней арматуры находятся внутри ванночки, далее их по очереди расплавляют электродами. Электрод должен немного касаться стержня, поскольку сварка проводится при высокой мощности тока.
Сварка осуществляется с применением одного или нескольких соединенных электродов.
Скобу-накладку можно изготовить собственными руками или же воспользоваться уже существующими формами, которые были произведены в заводских условиях способом штамповки. Изготовленную форму приваривают к свариваемым электродам.
Принцип сварки
Принцип состоит в следующем:
- следует приварить стальную форму к стержням арматуры в зоне соединения;
- далее электрод формирует зону расплава с использованием теплоты дуги;
- так как торцы плавятся от теплоты металла ванны, в результате образуется жидкая структура;
- в итоге при охлаждении образовывается сварное соединение.
Стержни для стыковки могут быть расположены любым образом: горизонтально, вертикально и в наклонном положении. Если стержни расположены горизонтально, то в таком случае ванну нужно формировать при помощи скобы, которая крепится в месте стыка арматурных заготовок. Вертикальные стыки свариваются с применением штампованной формы.
В основном процесс ванной сварки используется для соединения прутков с большим сечением 20-100 мм, поскольку данный масштаб размеров более всего подходящий для выполнения качественного шва.
Разновидности ванной сварки:
- Ручная электродуговая сварка.
- Полуавтоматическая электрошлаковая.
- Ванно-шлаковая.
Методы ванной сварки арматуры и их краткая характеристика
Наиболее встречающимися и самыми используемыми являются одноэлектродный и многоэлектродный методы сварки.
Одноэлектродный метод
Дуговую одноэлектродную сварку можно выполнять при питании дуги переменным либо постоянным током. Такой метод применяется при сборке конструкций, которые находятся под воздействием неподвижных нагрузок.
Предварительно необходимо подготовить поверхность. Для этого следует концы стальной арматуры очистить от различной грязи, ржавчины и пыли, это можно сделать с помощью железных щеток.
Начинается ванная сварка от одной стороны, постепенно передвигаясь ближе к центру. Выбирают правильный угол наклона для каждого положения шва в пространстве и вида стыка. От угла наклона электрода зависит дальнейшее формирование сварочной ванны. Выбрав правильный угол наклона, полости ванночки равномерно заполнятся, а основной металл прогреется.
При плавлении электрод опускают, обеспечивая создание особо короткой дуги. Металл, полностью покрывая арматуру, поднимается к верхнему краю ванночки. Таким образом сварка считается завершенной. Подгонку деталей следует произвести после того, как шов остынет.
При остановке ванной сварки требуется в обязательном порядке отбить шлак и зажечь дугу на готовом краю шва. Появится возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места необходимо очищать от шлака и повторить эту процедуру около пяти раз.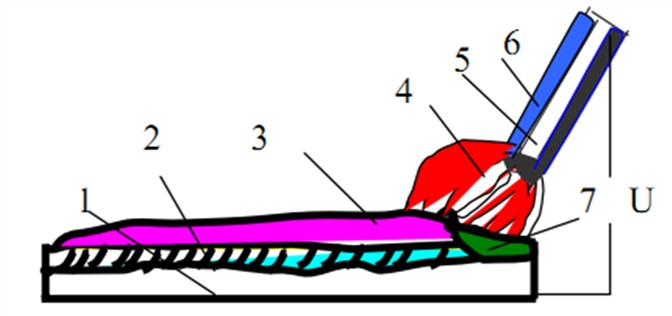
Многоэлектродная сварка
Многоэлектродный метод сварки действует по такому же принципу, как и одноэлектродный метод. Шов лучше всего заканчивать посередине накладки.
Такой способ гарантирует высокую производительность процесса и качество выплавленного металла, уменьшение проплавления и искривления деталей, а также снижение удельного тепловложения.
Применяемое оборудование
Сварка арматуры может осуществляться при наличии следующего оборудования и материалов:
- однофазный либо трехфазный сварочный аппарат на 220 вольт, обеспечивающий постоянный ток;
- ванночки (скобы-накладки). Их следует подбирать в соответствии со швом, характером свариваемых изделий;
- баллоны ограниченного объёма с инертным газом;
- плавящиеся электроды с покрытием из различных сплавов;
- необходимая одежда специального назначения с целью защиты от УФ-лучей и брызг жидкого металла. Также требуется защищающая маска.
 Также требуется защищающая маска.
Также требуется защищающая маска.Достоинства и недостатки метода
Ванная сварка имеет ряд достоинств:
- на протяжении расплава происходит равномерный разогрев прутков;
- для каждого прутка достаточно легко подобрать формы под его размер, поскольку они до
Сварочная ванна — Карта знаний
- Сварочная ванна — часть сварного шва в изделии, где основной металл достиг точки плавления и куда проникает присадочный материал. Наличие сварочной ванны является залогом успешного процесса сварки.
Источник:
Связанные понятия
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла. Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и / или путём сдвига (скольжения). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания (без диффузии).
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Стыкова́я сва́рка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева.
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.
Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и / или путём сдвига (скольжения). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания (без диффузии).
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Стыкова́я сва́рка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева.
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.Упоминания в литературе
Для понимания особенностей сваривания металлов необходимо иметь представление об основных химических реакциях, которые протекают в зоне сварки. Сам процесс в упрощенной форме выглядит так: под воздействием высокой температуры электрической дуги кромки сваривающихся металлов, электродного металла и флюса расплавляются. В ходе этого формируется сварочная ванна, вокруг которой находится относительно холодный металл, причем его толщина может быть значительной, и которая покрыта расплавленным шлаком. В результате при сварке наблюдается взаимодействие между расплавленным металлом с одной стороны и шлаком, атмосферным воздухом и выделяющимися в процессе плавления газами – с другой. Начало этого процесса отмечается с того момента, как только появляются первые капли металла электрода, а его завершение знаменуется полным охлаждением металла шва. Образование сварочных аэрозолей (СА). При дуговой сварке, вследствие влияния на основной металл и материал электрода тепла дуги, возникает их плавление и частичное выпаривание. Пары материалов электрода и сварочной ванны, которые образуются при высокой температуре, выделяются в воздух окружающей среды. Воздух имеет более низкую температуру, поэтому пары, конденсируются в мелкодисперсные частицы, которые за счет аэродинамических сил продолжительное время могут находиться во взвешенном состоянии, образуя СА. Химический состав и интенсивность выделения СА зависят от характера переноса электродного металла в сварочную ванну. Сварка при низких температурах отличается следующими основными особенностями. Стали изменяют свои механические свойства – понижается ударная вязкость и уменьшается угол загиба, ухудшаются пластические свойства и несколько повышается хрупкость, а отсюда склонность к образованию трещин. Это особенно заметно у сталей, содержащих углерод более 0,3 %, а также у легированных сталей, склонных к закалке. Металл сварочной ванны охлаждается значительно быстрее, а это приводит к повышенному содержанию газов и шлаковых включений и, как следствие, – к снижению механических свойств металла шва. В связи с этим установлены следующие ограничения сварочных работ при низкой температуре. Сварка металла толщиной более 40 мм при температуре О°С допускается только с подогревом. Подогрев необходим для сталей толщиной 30-40 мм при температуре ниже -10° С, для сталей толщиной 16-30 мм при температуре ниже -20 °С и для сталей толщиной менее 16 мм при температуре ниже -30 °С. Поверхностные и внутренние поры возникают вследствие попадания в металл шва газов (водород, азот, углекислый газ и др.), образовавшихся при сварке. Водород образуется из влаги, масла и компонентов покрытия электродов. Азот в металл шва попадает из атмосферного воздуха при недостаточно качественной защите расплавленного металла шва. Оксид углерода образуется в процессе сварки стали при выгорании углерода, содержащегося в металле. Если свариваемая сталь и электроды имеют повышенное содержание углерода, то при недостатке в сварочной ванне раскислителей и при большой скорости сварки оксид углерода не успевает выделиться и остается в металле шва. Таким образом, пористость является результатом плохой подготовки свариваемых кромок (загрязненность, ржавчина, замасленность), применения электродов с сырым покрытием, влажного флюса, недостатка раскислителей, больших скоростей сварки. Для получения сварного шва высокого качества необходимо принять меры по защите расплавленного металла сварочнои ванны главным образом от воздействия кислорода, азота и водорода. Защита сварочной ванны осуществляется созданием вокруг дуги газовой оболочки и шлакового слоя над ванной расплавленного металла. Однако эти меры полностью не предохраняют от насыщения металла кислородом, поэтому необходимо производить как раскисление металла, так и удаление образовавшихся оксидов из сварочной ванны. Углекислый газ, подаваемый в зону дуги, не является нейтральным, так как под действием высокой температуры он диссоциируется на оксид углерода и свободный кислород. При этом происходит частичное окисление расплавленного металла сварочной ванны и, как следствие, металл шва получается пористым с низкими механическими свойствами. Для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). Шов получается беспористый, с хорошими механическими свойствами.Связанные понятия (продолжение)
Сварка оплавлением металлов — один из способов контактной стыковой сварки. При сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают с заданной скоростью. При соприкосновении деталей в образующихся отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Часть выделившегося при этом тепла безвозвратно теряется в атмосфере с брызгами металла, другая часть благодаря теплопроводности накапливается… Сва́рка тре́нием — разновидность сварки давлением (часто упоминается как «сварка без расплавления»), при которой нагрев осуществляется трением, вызванным — в базовом варианте данного метода — перемещением (вращением) одной из соединяемых частей свариваемого изделия. Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении. Следует отметить, что окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам… Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником. Цемента́ция ста́ли — поверхностное диффузионное насыщение стали углеродом с целью повышения твёрдости, износоустойчивости. Дуговая сварка неплавящимся электродом в защитной атмосфере инертного газа — метод дуговой сварки, который используется для сварки алюминия, магния и их сплавов, нержавеющей стали, никеля, меди, бронзы, титана, циркония и других неферромагнитных металлов. Техника сварки похожа на газовую (автогенную) сварку, следовательно, требует высокой квалификации сварщика. Применением данного технологического процесса можно получить сварные швы высокого качества. Однако показатели производительности при использовании… Электрогазовая сварка (ЭГС) — это непрерывный процесс дуговой сварки в вертикальном положении, разработанный в 1961 году, в котором дуга горит между плавящимся электродом и изделием. Железнение — процесс электролитического осаждения железа из водных растворов его закисных солей. Железо осаждают на катоде; анодом служат прутки или полосы малоуглеродистой стали. Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом. Металлургический эффект — явление в металлах, заключающееся в способности растворения некоторых относительно тугоплавких металлов (меди, серебра и др.) во многих расплавленных легкоплавких металлах (олове, свинце и др.), при этом получающийся сплав обладает иными физическими характеристиками, чем исходные компоненты. Аморфные металлы (металлические стёкла) — класс металлических твердых тел с аморфной структурой, характеризующейся отсутствием дальнего порядка и наличием ближнего порядка в расположении атомов. В отличие от металлов с кристаллической структурой, аморфные металлы характеризуются фазовой однородностью, их атомная структура аналогична атомной структуре переохлаждённых расплавов. Гибридная лазерная сварка — вид сварки, который совмещает принципы лазерной и дуговой сварки.Использование лазерного луча и электрической дуги в одном сварочном процессе было известно с 1970-х годов. Но только недавно этот метод был применен в промышленных целях. В зависимости от типа дуги существует три основных типа гибридного процесса сварки: Сварка неплавящимся электродом (TIG), плазменная сварка и дуговая сварка в защитных газах (MIG) дополненная лазерной сваркой. Для сварки используется пучок… Элетрошлаковое литьё (ЭШЛ) — вид электрошлакового процесса (ЭШП), литейная технология с защитой металлической ванны от взаимодействия с воздухом находящейся сверху шлаковой ванной, подогреваемой проходящим через неё электрическим током. Используется, например, при изготовлении биметаллических прокатных валков. Анодирование (синонимы: анодное оксидирование, анодное окисление) — процесс создания оксидной плёнки на поверхности некоторых металлов и сплавов путём их анодной поляризации в проводящей среде. Существуют различные виды анодирования, в том числе электрохимическое анодирование — процесс получения оксидного покрытия на поверхности различных металлов (Al, Mg, Ti, Ta, Zr, Hf и др.) и сплавов (алюминиевых, магниевых, титановых) в среде электролита, водного или неводного. Азотирование стали — насыщение поверхности стальных деталей азотом для повышения твердости, износоустойчивости и коррозионной стойкости. Так же при качественном процессе ионно-плазменного азотирования шлифованные поверхности приобретают лучшие триботехнические свойства — т.е. уменьшается коэффициент трения. Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки. Хроми́рование — диффузионное насыщение поверхности стальных изделий хромом, либо процесс осаждения на поверхность детали слоя хрома из электролита под действием электрического тока. Слой хрома может наноситься для декоративных целей, для обеспечения защиты от коррозии или для увеличения твердости поверхности. Термическое упрочнение проката — повышение качества проката (фасонных профилей, арматуры, листового) за счёт термической обработки в потоке прокатного производства. О́тпуск — технологический процесс, заключающийся в термической обработке закалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация и рекристаллизация. Азоти́рование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают азотом в специальной азотирующей среде. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и приобретает повышенную коррозионную стойкость и высочайшую микротвёрдость. По микротвёрдости азотирование уступает только борированию, в то же время незначительно превосходя цементацию и нитроцементацию. Жаросто́йкая (окалиносто́йкая) сталь — сталь, обладающая стойкостью против коррозионного разрушения поверхности в газовых средах при температурах свыше 550 °C, работающая в ненагруженном или слабонагруженном состоянии. Нитроцемента́ция ста́лей — процесс насыщения поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Наиболее часто нитроцементация проводится при 850—870 °С. После нитроцементации следует закалка в масло с повторного нагрева или непосредственно из нитроцементационной печи с температурой насыщения или небольшого подстуживания. Для уменьшения деформации рекомендуется применять ступенчатую закалку с выдержкой в горячем масле… Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные концентраторы напряжения. Газотермическое напыление, наплавка, химико-термическая обработка повышают твёрдость, кавитационную и коррозионную стойкость и, создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивают надёжность и долговечность…Подробнее: Закалка (металлургия)
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком. Эту проволоку используют в процессе MIG/MAG — сварки. Проволока изготавливается из ленты путём холодного формования в U-образной форме с последующим наполнением флюсом или металлическим порошком. Затем проволока растягивается до нужного диаметра с помощью экструдера. Горя́чие тре́щины — хрупкие межкристаллические разрушения металла шва и зоны термического влияния, возникающие в твёрдо-жидком состоянии при завершении кристаллизации, а также в твёрдом состоянии при высоких температурах на этапе преимущественного развития межзёренной деформации. Они могут возникать при неблагоприятном сочетании некоторых факторов, связанных с понижением деформационной способности металла вследствие наличия в структуре легкоплавких эвтектик, дефектов кристаллического строения, выделения… Напыление с оплавлением — один из наиболее распространённых методов газотермического напыления, позволяющий получить плотные износостойкие коррозионностойкие покрытия с высокой адгезией. Сталь (от нем. Stahl) — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь. Если содержание углерода в сплаве превышает 2,14 %, то такой сплав называется чугуном. Углерод придаёт сплавам прочность и твёрдость, снижая пластичность и вязкость.Газовая сварка металлов: сущность, технология
Сварка считается надежным способом, который позволяет производить соединение разнообразных металлических конструкций. Существуют разнообразные виды данной технологии, которые могут использоваться для работы с разными видами металла. Но самым популярным считается метод под названием газовая сварка.
Во время нее используются высокие температуры, под действием которой изделие нагревается и расплавляется до мягкого состояния. Данная технология часто используется для сваривания важных изделий из чугуна, черных металлов, углеродистой стали.
Сущность технологии
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.
Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели — от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
В редких случаях могут использоваться другие газы:
- метан;
- водород;
- пары керосина;
- блаугаз.
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов — меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Технические стороны сварочного процесса
Техника газовой сварки имеет некоторые важные особенности, которые стоит учитывать во время ее проведения. Основное положительное свойство, которое выделяют многие сварщики, состоит в том, что .тот метод сваривания позволяет производить швы в любых пространственных положения — от потолочного до нижнего.
Обычно сложности возникают при создании потолочных швов, потому что в данном случае расплавленный металл требуется поддерживать и быстро распределять по всей длине сварного соединения. Это осуществляется при помощи повышенного давления газовой смеси, которая создается благодаря пламени.
Самыми популярными видами швов при проведении этого метода сварки считаются стыковые. Но эта технология никак не дружит с соединениями внахлест, тавровыми швами. Это связано с тем, что для двух видов швов требуется чрезвычайно сильное нагревание металлической основы. Также это может привести к повышению риска коробления.
Если края у заготовок тонкие и отбортованные, то их необходимо варить без применения присадочной проволоки. Во время сварки получаются непрерывные или прерывистые швы, которые могут иметь одно- или многослойную структуру. Но перед началом сварочной технологии рекомендуется провести тщательное очищение краев и поверхностей заготовок из металла.
Важно! Техника и технология газовой сварки предполагает особое обращение с газовой горелкой. А именно при проведении процесса необходимо удерживать пламя на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Под давлением газовых смесей на жидкий металл образуется сварочная ванна, они производят раздувание металлической основы по краям. Далее присадочная проволока погружается в сварочную ванну. Степень интенсивности нагрева можно изменять.
Выполняется это при помощи изменения угла наклона медного мундштука горелки к поверхности заготовки. Стоит обратить внимание на зависимость — чем больше угол наклона, тем выше степень нагревания металла от пламени.
Мундштук горелки обычно продвигается вдоль шва. Одновременно с этим требуется следить за состоянием сварочной ванны. Металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Данные действия производятся для защиты металлических изделий от оксидной пленки.
Популярные виды газовой сварки
Существуют разные виды газовой сварки, которые могут обладать некоторыми характерными качествами. Они могут применяться для металлических заготовок с разной структурой, с различными формами и размерами толщины. Но мы рассмотрим основные способы газовой сварки, которые пользуются высокой популярностью.
Левая сварка
Левый способ газовой сварки является самым распространенным методом, который пользуется высокой популярностью среди профессиональных сварщиков. Его часто используют мастера с разной квалификацией.
Левый способ сварки применяется для соединения металлов с тонким краем и невысокими показателями температуры. Он подходит для работы с легкоплавкими и тонкими конструкциями. Левый и правый способы газовой сварки похожи, они являются двумя сторонами одной медали.
Во время проведения левой газовой сварки горелку необходимо двигать справа налево. А вот рассматривая отличия между левым способом сварки и правым, то при проведении последнего горелка проводится слева направо и за ней ведется присадочная проволока. Жар пламени во время сварки практически не рассеивается и уровень угла открытия шва составляет 60-70 градусов.
Правая сварка
Правый способ газовой сварки применяется для работы с металлами, толщина которых составляет больше 3 мм, имеющих высокие показатели теплопроводности. Стоит обратить внимание на то, что во время проведения правой сварки шов получается более качественным, это достигается благодаря защитному действию пламени.
Во время правого способа сварки наблюдается экономичное использование тепла. При этом скорость процесса выше почти на 20 %. Также к положительным качествам данного метода сваривания стоит отнести экономное расходование газов почти на 10 %.
При проведении данной технологии рекомендуется применять присадочную проволоку с диаметром, который почти в два раза меньше толщины металлического свариваемого элемента. Но при этом проволока не может быть толще 8 мм.
Сварка с применением сквозного валика
Данная технология газовой сварки и резки металлов предполагает постепенное перемещение пламени с плавлением верхней кромки отверстия в металлическом изделии и накладыванием слоя расплавленного металла на область нижнего края этого отверстия.
Перед началом процесса листы фиксируются в вертикальном положении, при этом между ними оставляется зазор вполовину толщины заготовки. Соединение производится в виде валика, которое соединяет металлические компоненты. Оно обладает хорошей плотностью, в его структуре не должно быть пор и каких-либо неровностей.
Сварка с использованием ванночек
Газопламенная сварка состоит в образовании новых и новых ванночек по ходу шва. После того как образуется одна, в нее вводится один конец присадочной проволоки, здесь он плавится. Далее он перемещается в область восстановительного участка огня горелки.
Тем временем мундштук сопла перемещается дальше по поверхности сварного соединения, он переходит на следующую зону. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра присадочной проволоки.
При помощи этого метода сварки производят соединение тонких листов, когда требуется сделать стыковые и угловые виды швов. Его часто применяют для сваривания трубных изделий из низколегированных или малоуглеродистых сплавов.
Многослойная сварка
Этот метод сваривания часто используется при проведении ответственных работ. Она характеризуется низким показателем производительности. Кроме этого для ее осуществления требуются газы в большом объеме, поэтому этот метод достаточно дорогостоящий.
Стоит отметить! При проведении многослойной сварки с использованием газа наблюдается отжиг нижних слоев при наплавке верхних. В результате происходит качественная проковка каждого слоя перед формированием основного шва.
Сварка окислительным пламенем и раскислителем
Этот вид газовой сварки и резки создан специально для работы с элементами из низкоуглеродистой стали. Во время него применяется пламя с резко окислительным характером, именно это приводит к образованию окислов железа в сварочной ванне. Если образуется окисление, то обязательно требуется раскисление.
Раскисление получают при помощи специальной присадочной проволоки, в составе которой должно наблюдаться высокое содержание марганца и кремния. Этот способ по сравнению с другими видами имеет производительность выше на 10 %.
Газопрессовая сварка
Газопрессовая сварка подразумевает нагревание до пластичного состояния свариваемых изделий при помощи сварочной адетилено-кислородной горелки. А после того как достигается необходимая температура они сдавливаются и свариваются.
Выделяют два подвида этого метода — соединение в пластичном состоянии с защитой шва и сваривание оплавлением. Во время проведения сварки в пластичном состоянии к элементам, которые приготовлены для сваривания, прикладывается осевое давление и разжигается горелка. После производится нагревание, которое сопровождается сдавливанием. Как только появляется утолщение, нагревание прекращается, давление устраняется.
Во время сварки оплавлением детали для сварки фиксируются с соблюдением зазора, и разжигается горелка. После выполняется нагревание и оплавление концов металлических элементов. Затем производится прикладывание осевого давления и сваривание деталей.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.
Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи.
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа — высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов — H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание Nh5 и h3S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться.
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.
Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Итоги
Чтобы понять, что такое газовая сварка стоит рассмотреть ее основные особенности и технологию. Этот метод предполагает использование специальных газов для нагревания и плавления металлических изделий. Обычно применяется кислород, ацетилен, но иногда допускаются заменители, которые имеют меньшую стоимость. Но чтобы шов получился качественным и прочным особое внимание стоит уделять технике проведения сварочного процесса.
Интересное видео
Что такое сварочная ванна. Что такое ванная сварка?
Сварка арматуры ванным способом
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе;
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык;
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
При ванной сварке создается необходимый запас прочности прутка по всей длине каркаса. Соединение устойчиво на изгиб, кручение. Смещение осей соединяемых стержней не превышает 5% их диаметра.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Недостатки
Особенностью выполнения ванной сварки является соблюдение непрерывности процесса. Необходимо следить, чтобы разогрев охватывал всю зону контакта. Ванный метод требует профессиональной подготовки. Еще один минус – использовать стальную форму можно только один раз. Медные ванночки многоразовые, но они дорогие. К недостаткам также относят обязательный подготовительный этап, он увеличивает временные затраты.
Ванночки для сварки
Они бывают литые и штампованные, их делают из стали или медных сплавов. По стоимости они несопоставимы, медные намного дороже. Принцип их использования одинаковый: они должны удерживать расплав, образуемый в зоне стыка, от растекания. По форме это сегмент цилиндра, охватывающий до ¾ поверхности прутка. Используются многоразовые и одноразовые ванночки для сварки арматуры. При соединении арматуры чаще применяются металлические формы. Они создают дополнительный резерв прочности металлоконструкций по всей длине, считаются расходным материалом. Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.
Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
- к пруткам в зоне соединения прихватывается стальная скоба;
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
Особенности ванного способа сварки арматуры
Большая Энциклопедия Нефти и Газа
Cтраница 1
Ванный способ сварки имеет значительные преимущества по сравнению со сваркой внахлестку. При ванном способе сварки уменьшаются затраты труда, ускоряется процесс сварки, экономится арматурная сталь за счет исключения нахлестки и накладок, уменьшается расход электроэнергии и электродов. [1]
Приванном способе сварки расплавление металла изделия происходит в значительной мере за счет тепла, передаваемого изделию ванной жидкого металла. [2]
| Способы сварки электродами. а – наклонным, б – лежачим. [3] |
Приванном способе сварки стержней иногда происходит зашлаковка их торцов, особенно в нижней части стыка, что снижает прочность соединения.
Причиной зашлаковки является слишком быстрый отвод тепла от торцов свариваемых стержней, например вследствие увеличения их диаметра.
Для уменьшения зашлаковки производят предварительный подогрев торцов, водяное охлаждение формы, а также изготовляют формы из более теплопроводного металла, чем сталь, например из меди. [4]
Обратите внимание
Приванном способе сварки расплавление металла изделия происходит в значительной мере за счет тепла, передаваемого изделию ванной жидкого металла. [5]
В чем состоит сущностьванного способа сварки. [6]
При сварке стержней большого диаметра применяютванный способ сварки. [8]
| Узлы структурных конструкций. [9] |
В ЦНИИСК разработано соединение сплющенных трубванным способом сварки. [10]
Для сварки стержней арматуры большого диаметра в настоящее-время широко применяетсяванный способ сварки. [11]
При дуговой электросварке стержни арматуры стыкуют внахлестку с применением накладок иливанным способом сварки. [12]
Для соединения стыков арматуры в арматурных каркасах и железобетонных конструкциях широко применяютванный способ сварки в стальной, медной или графитовой форме ( рис. 20.2), при этом соединяемые стержни арматуры закрепляются в стальной форме прихватками. [13]
При сварке стыков арматуры железобетона из стержней диаметром 20 – 100 мм получил распространениеванный способ сварки, позволяющий в 1 5 – 2 раза снизить ее себестоимость. [14]
Сварка пучком электродов при расположении электродов гребенкой может иметь преимущества перед одинарным электродом при наплавочных работах для получения широкого шва за один проход приванном способе сварки стержней арматуры железобетонных конструкций. [15]
Страницы: 1 2
Источник: https://www.ngpedia.ru/id468922p1.html
Ванная сварка арматуры на стройках! – Ручная дуговая сварка — ММA
Отправлено 09 Февраль 2015 09:26
Вот пока роботы по котельным нет,решил подработать на стройке,и столкнулся с проблемой ванной сварки арматуры,об таком методе не разу не слышал(Может есть у кого то видео или фото такого способа сварки или кто может объяснить более подробно!За ранее благодарю)
Отправлено 09 Февраль 2015 09:27
Или если можно нарисуйте как и что)
Отправлено 09 Февраль 2015 09:55
Ребята, давайте жить дружно!
Отправлено 09 Февраль 2015 10:51
Судя по Вашему вопросу, на стройплощадке инженера-технолога сварочного производства-нет, как такового. Да и прораб, поди, тоже, “не копенгаген”…
Сообщите, ванная сварка арматуры каких классов, диаметров и в каких пространственных положениях предполагается? Что будет за ванну, стальные скобы, или же съёмные подкладки? Какое сварочное оборудование есть на площадке, какие электроды? Ответите на эти вопросы-будут более конкретные ответы.
Важно
А так, печатать длинные опусы по ванной сварке, в попытках максимально охватить предмет вопроса, мало у кого найдётся столько свободного времени. Всё же, тут-не преподаватели, бесплатно вычитывающие курс лекций, а практики, у которых есть ещё масса других дел. Тем более, что азы данной темы можно нарыть в любом поисковике интернета.
Если же вкратце, то суть данного метода соединения арматурных стержней состоит в том, что стык торцов стержней формируется внутри подкладки скобчатой формы. Подкладка может быть как медной толстостенной (съёмной), так и стальной остающейся. Предполагаю, что в Вашем случае будет сварка покрытыми электродами на остающихся стальных скобах.
Обычно такую сварку ведут электродами диаметром 5-6 мм на токах 250 А и выше (до 450А) так называемой “погружённой” дугой. Данные диаметры и токи-для одноэлектродной сварки. При многоэлектродной сварке, соответственно, токи ещё выше. Это-если в общем.
Частности обычно отражают в проекте на данную металлоконструкцию, где изложены материалы, технология монтажа и сварки, как одной из операций проекта.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Отправлено 09 Февраль 2015 20:09
Отправлено 09 Февраль 2015 20:27
Что мешает тебе?Расскажи нам,Бездарный танцор.
канал ВЕБСВАРКА в ZELLO
Отправлено 09 Февраль 2015 20:44
AMBIVERT42,
Флуд, но по теме–шлак ложечкой отчерпывают в нижнем ?
Отправлено 10 Февраль 2015 03:23
Из справочной литературы:
Сообщение отредактировал Менгон: 10 Февраль 2015 06:05
Отправлено 10 Февраль 2015 07:09
blazen79, не-не-не, ни в коем разе не флуд. Нормальный вопрос. Особенно, для тех, кто работает с трубами и в малоамперном диапазоне.
По теме. Процесс избавления от излишков шлака зависит от пространственного положения и типов форм. Проще всего выгнать шлак, если скоба расположена боком и варится вертикальный шов. Тогда излишки шлака сами вытекают. Ток при этом-минимально необходимый. Но, такая лафа бывает далеко не всегда. Чаще-скобы повёрнуты зоной сварки к верху..
В этом случае-ток подаётся максимально возможный для данного диаметра электрода и сварка ведётся погружённой дугой, чтобы максимально исключить непровары и шлаковые включения. Излишки шлака выгоняются через отверстия, прожигаемые в стенке формы. Далее, по мере подъёма высоты сварочной ванны, эти отверстия завариваются.
Это-справедливо для достаточно больших толщин арматурных стержней. Всякую мелочь, типа ф 18-20 мм-варят без особых ухищрений в борьбе со шлаком. Если вести одноэлектродную сварку таких диаметров электродом ф 5 мм и током порядка 280-300 А, то шлак попросту поднимается над погружённой дугой и разбрызгивается.
Чтобы повысить производительность сварки горизонтальных арматурных стержней больших диаметров и, при этом, не изголяться с удалением шлака, применяют многоэлектродную сварку. Понятно, что и ток и держак для такой работы-значительно больше.
Сам не варил двуручным держаком, но, со стороны двуручный держак с гребёнкой из 3-4-х электродов выглядит монстроидально, а процесс сварки-феерично.
В вертикальных конических формах-также прожигаются шлакоотводные отверстия.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Отправлено 10 Февраль 2015 23:10
Подшабашить
В Ростове на такой вид работ необходима аттестация НАКС, в свое время атестовался, но работы так и не нашел. Очередь стоит из высококлассных мастеров и только по блату.
Отправлено 11 Февраль 2015 23:04
Интересная тема, скажите , вот есть технология,понятно нарушать ее не гуд. Но если нарушать то до каких пределов? Критерий -должны сохраниться характеристики самой арматуры после сварки ? (изгиб,разрыв,провар в пределах нормы ) Или еще что есть кроме характеристик?
Отправлено 12 Февраль 2015 00:31
Совет
Там еще нюанс такой. После перекрытия каждого этажа, сварщик варит образцы и их везут на экспертизу, если проходят, то сварщика допускают к работе на следующем этаже.
Не помню уже точно, изгиб и разрыв однозначно проверяют.
Отправлено 12 Февраль 2015 01:45
Неуже – ли на наших стройках действительно такое существует.!?
Отправлено 12 Февраль 2015 15:10
В бытность свою работы на стройке ,на рубеже 90-00 гг., в конторе , где имел честь трудиться(старейшее городское домостроительное предприятие) так и было… вообще способ контроля оговаривается в проектной документации, а вот соблюдение оной подрядчиком-большой вопрос, хотя технадзор тоже не всегда хлеб даром ест…
Отправлено 12 Февраль 2015 23:58
Ванная сварка .
Прикрепленные изображения
Отправлено 15 Февраль 2015 16:32
Пока интерес к кухни MMA (варим ведь ) представляет еще интерес, хочу немного развеять дым с темы о проблемах. Некоторые подводные камни все же имеются. Есть моменты которые надо иметь в виду, чтобы видеть картину объемней.
Для меня красной чертой идет некая линия ,объединяющая многие виды сварки -это термовлияние на околошовную зону .Известно ,что всякое влияние сварки на металл изменяет характеристики околошовной зоны на зернистость, хим. состав, появление деформаций и т.д.
Не без помощи этого основания выбирается та или иная технология, режим сварки и т.д. Есть термомеханически упрочненная арматура, вроде так ее называют. Делали образцы сварки уонями 13/55 и полуавтомат в СО2 разные сварщики .
Человек 7 на мма и столько же других сварщиков на полуавтоматах в СО2,не помню толи 1.2 или больше применяли диаметр проволоки на МИГ сварку. Выявили ,что полуавтоматом образцы прошли испытания а уони на этой арматуре привели к разрыву в зоне сплавления электродного металла с основным арматуры.
Вывод такой, что надо не допускать перегрева околошовной зоны ,с чем и справился полуавтомат на данном виде арматуры. Если данный вид арматуры кто варил уони, сообщите в теме способ ,как уменьшили температурный режим в зоне сплавления?
Сообщение отредактировал Урий: 15 Февраль 2015 16:33
Отправлено 15 Февраль 2015 16:51
Да ненужно там ничего уменьшать, если у вас по техпроцессу арматура вариться ванной сваркой, то так расчитали и спроектировали и скорее всего стык следующего прута отнесен на 20-100Ф арматуры.
А
вызванно скорее всего неопытным сварщиком который допустил нарушения процесса. Либо в центр лодочки искрил, либо отвод шлака не обеспечил.А скорее всего класс арматуры не тот Вместо А500С варили A III.
Сообщение отредактировал Sakhalin_Cat: 15 Февраль 2015 16:58
Отправлено 15 Февраль 2015 16:53
Арматура АIII и А500С. Важные различия
Побудили меня написать эту заметку ситуации, которые произошли на двух разных стройках. Сразу замечу, что закончились они всё-таки благополучно. В первом случае во время приёмочного контроля армирования было обнаружено, что строители вместо указанной в проекте арматуры A5OOC применили арматуру А-III (она же А400). На другой стройке заказчик сменил компанию,осуществляющую строительный контроль. К этому моменту фундамент здания был сделан на 70%. Я с удивлением увидел, что выпуски из фундаментов сделаны из арматуры А-III вместо указанной в проекте A5OOC. В первом случае были удалены не проектные стержни А-III и заменены на предусмотренные проектом A5OOC. Во втором случае после долгих консультаций с проектировщиками с облегчением выяснили, что фундамент всё-таки можно не переделывать. Как показывают выше приведённые примеры, оказалось,что не только арматурщики, но даже многие ИТР не в состоянии отличить эти два класса арматуры друг от друга. Более того, приходилось слышать мнение, что А-III и A5OOC это одно и то же. Меж тем, они отличаются не только по внешним признакам, но и по техническим характеристикам. Об их внешних и внутренних отличиях и пойдёт речь ниже.
Обратите внимание
На строительных площадках случаются моменты, когда приходится применять сварку. Арматура, которая не требовательна к условиям сварки,- настоящий подарок для строителей.
Большим плюсом арматуры A5OOC является отсутствие хрупких разрушений сварных соединений, выполненных ручной дуговой сваркой. Именно такая сварка и применяется на большинстве строительных площадок, поэтому выбор A5OOC вполне оправдан.
О том, что арматура является свариваемой, нам говорит буква «С» в её обозначении.
Следует пояснить, почему же удалось добиться такой хорошей свариваемости арматуры A5OOC. Дело всё в том, что A5OOC изготавливают из стали с низким содержанием углерода, а для свариваемости это – самый важный показатель.
Что же касается арматуры А-III (А400), то она была разработана ещё в 50-е годы ХХ века. Изготавливается А-III из стали с высоким содержанием углерода (0,2 – 0,37%), что накладывает серьёзные ограничения по использованию. Такая арматура является ограниченно свариваемой.
Поэтому применение А-III вместо A5OOC при определённых обстоятельствах может быть опасным для возводимых объектов.
Кстати, некоторые зарубежные стандарты строительства вообще не допускают сварки арматуры с содержанием углерода выше 0,22%. Чем ещё хороша A5OOC? Она позволяет экономить без потери качества. Арматура A5OOC имеет предел текучести равный 500 Н/мм 2 (смотри письмо Госстроя России от 11.03.1998 г.
№ ОФ-132/13 «0 применении в железобетонных конструкциях арматурной стали класса A5OOC»), в отличие от 400 Н/мм2, которым обладает А-III. Получается, что при тех же расчётных нагрузках применение арматуры A5OOC выгоднее. Как показывают не только расчёты. но и практика – экономия на металле составляет в среднем 20%.
Не удивительно, что при таком раскладе многие отечественные заводы, выпускающие металлопрокат, перешли на более востребованную строителями арматуру A5OOC. Правда, первые годы её выпуска не обошлись без затруднений. Например, одно время классы арматуры А-III и A5OO поставлялись с одинаковым профилем, то есть визуально были неотличимы.
Заводская маркировка часто тоже отсутствовала, поэтому для определения класса арматуры приходилось проводить лабораторные испытания. Сейчас такой проблемы нет. Взглянув на фото, вы не вооружённым взглядом увидите внешние различия между А-III и A-5OOC.
Надеюсь, что если у вас и были какие – то затруднения в определении этих классов арматуры, то после прочтения моей заметки вам всё стало ясно.
Сергей Кокшаров, инженер по надзору за строительством.
Кирпич №1. 2012г.
Отправлено 15 Февраль 2015 17:15
Sakhalin_Cat на сколько помню вертикал 32 й той арматуры варили середину в начале на всех образцах. Далее по диагоналям вертикала, низ левый – верх правый ,затем правый низ и левый верх. Варили не послойно и 4мм уони были. Хотя по технологии 5 мм должно быть. Диаметр электрода повлиял? (Хотя если поперепутали виды армары ,то все и этим можно объяснить)
Сообщение отредактировал Урий: 15 Февраль 2015 17:39
Источник: http://WebSvarka.ru/talk/?findpost=133437
Технология ванной сварки арматуры
Ванная сварка арматуры применяется для стыковки горизонтальных, наклонных или вертикальных стержней. В ограниченном торцами стержня пространстве получается расплавленный металл, соединяемый скобой накладкой.
Для проведения сварки используют ванночки для сварки арматуры, заполняя их расплавленными электродами и частью расплавленной массы стыкуемых стержней. Компактность металла обеспечивают съемные медные формы или накладки, прокладки-скобы из стали.
Сварка арматуры ванным способом – основные особенности
Непрерывный процесс сваривания происходит за счет жидкого состояния металла в верхней зоне. Особенность ванной сварки – улучшение качества стыка при поднятии пузырьков инертных газов вверх.
В процессе сварки используется один электрод, или гребенка, состоящая из нескольких электродов, специальной пластины для их крепления или электродержателя.
Скоб-накладки служат для передачи рабочей нагрузки, скоб-подкладки формируют направление соединения.
Важно
Теплота расплавленного металла ванны способствует расплавлению концов арматурных стержней, образуется общая ванна металла, которая при остывании дает аккуратный шов (сварное соединение). Шлак выпускается через отверстия, прожигаемые электродами, затем эти отверстия заваривают. Для сварки используются большие токи, примерно 400-450 А. При низких температурах нужен ток выше на 10-12%.
Сравните цены на сварочные работы – скидки до 40%.
Ванная сварка арматуры: технология
Для получения вертикального шва используют стальную штампованную форму.
1. Стыки в ванночке соединяются и фиксируются при помощи скобы подкладки или накладки, используя несколько прихваток.
2. Устанавливается зазор 2 мм между стержнем и подкладкой. Если температура отрицательная – размер зазора увеличивают до 6 мм.
3. Возбуждается электрическая дуга при помощи сварочного аппарата, она должна быть минимально короткой. Электроды должны заменяться быстро. В течение 3-4 секунд.
Лучше всего шов формируется при кристаллизации металла медных и графитовых формирующих устройств, устанавливаемых симметрично зазору. Чтобы арматура более плотно примыкала к форме, дно засыпается небольшим количеством флюса. Таким образом, усиливается шов в частях стыка.
Ванно-шовная сварка
Разница между этим и вышеописанным способом заключается в распределении усилий, действующих на стык. Для этого стальная необорачиваемая накладка (скоба) приваривается фланговыми швами к сшиваемым стержням.
• На первом этапе провариваются фаланговые швы с помощью аппарата дуговой сварки.
• На втором этапе используется гребенка из 3-4 электродов для заплавления зазора между торцами арматуры.
Ванная сварка арматуры применяется для арматуры большего диаметра (от 36 мм).
Для данного способа требуется значительно меньшее количество электродов, а это означает меньшая трудоемкость и снижение затрат на сварочные работы.
Источник: http://InDeal.ru/publications/tehnologiya-vannoy-svarki-armatury
Сварка стыков арматуры ванным способом
Главная > Статьи > Сварка стыков арматуры ванным способом
Воскресенье, 20 Август, 2017
При устройстве высокопрочных сварных арматурных соединений используется ванный способ, который по всем характеристикам превосходит ручную сборку металлокаркаса с помощью вязальной проволоки.
Сварка ванной: что это и зачем
При соединении двух металлических деталей методом сварки, между ними образуется слой расплавленного металла и шлака. По мере кристаллизации он формирует высокопрочный шов. Для того чтобы ограничить движение расплавленного металла, используют специальные стальные инвентарные формы.
Заполненные расплавленным металлом формы называют сварной ванной. Она является объединяющим звеном между двумя прутками арматуры.
Возможны два варианта соединений с помощью этого способа:
- метод ручной электродуговой сварки с применением одного или нескольких электродов;
- метод полуавтоматизированной электрошлаковой сварки с применением специального оборудования и флюса.
Несомненное преимущество ванного способа в том, что он сокращает время выполнения работ и значительно снижает их трудоемкость. Происходит экономия электроэнергии. Таким образом, снижается себестоимость готового изделия и, как следствие, всего комплекса строительных работ.
Соединение выпусков арматуры может производиться встык или внахлест. В первом случае для получения прочного шва достаточно однослойной ванны. Для соединения стрежней арматуры большого сечения (от 10 мм) или укладке их внахлест, применяют метод сваривания многослойной ванной.
В этом варианте используют следующие компоненты:
- подкладки порошковой проволокой;
- подкладки полуавтоматической проволокой;
- подкладки, покрытые электродами и/или порошковой проволокой с флюсовым сердечником.
Технология ручной сварки ванным способом
Для выполнения ванной сварки ручным способом потребуются:
- оборудование для дуговой сварки;
- прутки арматуры;
- защитная маска сварочника и спецодежда;
- стальная скоба;
- электрод (оптимально УОНИ-13/55 (типа Э50А).
Если выполняется горизонтальное соединение двух отрезков арматуры встык (торцами друг к другу), достаточно найти ровную термостойкую поверхность и положить на нее стальную скобу. Далее необходимо зачистить торцы металлических стержней, сняв с них фаску. Для выполнения этой задачи традиционно используют УШМ (болгарку).
- Зачищенные торцы арматуры с двух сторон заводят в стальную скобу так, чтобы между ними оставался зазор в 4-5 мм.
- Включают аппарат и подносят электрод к любому из металлических стержней.
- В момент соприкосновения электрода с арматурой, происходит короткое замыкание электрической цепи. В результате этого процесса выделяется большое количество тепла.
- Далее следует отвести электрод от металла на расстояние 3-6 мм. По причине присутствия электрического тока, между металлом и электродом образуется газовый столб, именуемый сварочной дугой. В этот момент происходят процессы плавления как металла, так и электрода.
- Ванна из стальной скобы заполняется жидким металлом.
Важный момент: перед началом сварки прутки арматуры укладываю так, чтобы технологические остроугольные выступы, расположенные по длине прутков, находились на одной линии.
Электрошлаковая сварка арматуры ванным способом
Электрошлаковая сварка нашла широкое применение при сборке железобетонных конструкций, массивных колонн, ферм. Технология этого способа во многом схожа с техникой ручной сварки. Здесь действуют те же правила:
- для формирования ванны необходимы специальные бункеры;
- при вертикальном или наклонном соединении арматуры, бункеры предварительно фиксируют в месте соединения двух деталей.
Флюс в этом способе выполняет те же функции, что и электрод. А именно: стабилизирующие, раскисляющие, легирующие, защитные. Сварной шов под флюсом обладает более высокой прочностью, чем выполненный ручным методом.
В стальную форму в зависимости от толщины соединяемых прутков, укладывают одну или несколько электродных проволок. В бункер засыпают флюс так, чтобы он покрыл арматуру слоем толщиной 4-5 мм. Далее включают аппарат и в ванной происходят те же процессы плавления металлов, как при ручном способе сварки.
Источник: https://mk-madis.ru/svarka-stykov-armatury-vannym-sposobom/
Ванная сварка арматуры. Что такое сварочная ванна | мк-союз.рф
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс.
Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает.
Совет
Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки.
Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %.
При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе,
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык,
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
Источник: https://xn—-ntbhhmr6g.xn--p1ai/metallyi/svarka-armaturyi-vannyim-sposobom
Сварка арматуры
Как правильно варить арматуру?
Наверное, у большинства сварщиков арматура была самым первым рабочим материалом, ведь для ее сварки не нужна высокая квалификация. Так как арматура чаще всего используется в каркасах под бетон, то можно смело ее варить, т.к. последующее бетонирование скроит все огрехи.
Споры по поводу того, что лучше – вязать арматуру или варить продолжаются на строительных форумах давно и спор этот подпитывается недостаточной компетентностью ее участников.
Знаний нет, а строить фундамент под дачу надо, что прикажете делать? Получается, строители экспериментируют над самими собой, потому что дом строят, преимущественно, своими руками и его надежность будут проверять на собственной шкуре.
Обратите внимание
Некоторые участники спора, ощущая душой важность вопроса ставят его и вовсе ребром: а можно ли вообще варить арматуру? Ответ: можно как варить, так и вязать. Ростверки под дачное строительство преимущественно вяжут. При закладке фундамента под крупное строительство арматуру сваривают.
Нормативная документация сварку арматуры под заливку бетоном не запрещает. Но ограничения могут накладываться по классу арматуры. Арматура класса от Ат-III до Ат-VII – сваривается без ограничений по ГОСТ 14098-91. А вот арматура А500С к сварке не рекомендуется по ряду причин, хотя де-юре она должна вариться без ограничений.
Как бы там ни было, помимо конструкций, которые вяжутся проволокой, есть и такие, которые имеют жесткий усиленный каркас, например, для выставления колон.
Рассмотрим, как правильно варить арматуру ручной дуговой сваркой в зависимости от типа соединения:
Если у вас арматура диаметром 10-12 мм, для ее сварки лучше использовать электрод 4 мм. У четверки больше коэффициент наплавленного металла. Старайтесь больше металла наплавлять на верхнюю арматуру, при этом меняя угол наклона электрода.
В процессе часть металла будет стекать вниз, и сварочный шов получится более равномерный. Так же важно то, как вы заканчиваете это соединение.
Ни в коем случае не отрывайте электрод резко от металла, но старайтесь плавным движением вернуть его назад вдоль шва.
Такое соединение удобно тем, что его можно выставлять, как на ровной поверхности, так и на весу (положение одной арматуры относительно другой). Арматура прихватывается по торцам и центру. Такое соединение дает отличные пружинные свойства.
Стыковое соединение арматуры больше подходит для тех, кто собирается использовать ее в декоративных целях. Всем известна популярная в далеком прошлом решетка «Солнышко», которая устанавливалась на окна.
Для стыкового соединения нужна лучшая подготовка металла. По торцам снимаются фаски, и арматурные стержни устанавливаются с зазором для провара. Ребро на арматуре должно быть соблюдено по одной оси. После сварки арматура рихтуется, а шов зачищается болгаркой.
Вот, решил подработать на стройке, пока основной работы в котельной нет и столкнулся с проблемой ванной сварки, о которой раньше ничего не слыхал. Что это за метод? Хотелось бы узнать о нем более подробно.
На строительной площадке должен быть инженер-технолог по сварке, который решает проблемы и консультирует при возникновении подобного рода вопросов.
Какой будет ванная сварка (и будет ли она вообще) зависит от класса арматурного прутка, его сечения.
Важно
При горизонтальном расположении арматуры применяется один тип оснастки, для вертикального — несколько другой, соответственно, меняется и техника сварки в зависимости от размещения арматуры в пространстве.
Оснастка представляет собой несъемные металлические скобы, либо съемные подкладки из меди или графита. Тип используемого оборудования и марка электродов так же играет большую роль.
Вам нужно собрать необходимые данные на месте вашего строительства, и только после этого приступать к поиску ответов на ваши вопросы, так как по ванной сварке в интернете информации очень много, в том числе лекций и учебных пособий.
Если говорить коротко, технология ванной сварки состоит в том, чтобы концы арматурных стержней при стыковом их соединении варить не в свободном состоянии (что трудно), а внутри заранее закрепленной на стыке точечно стальной скобы. Чаще всего ставят несъемную скобу и варят электродом с флюсовым покрытием (например, УОНИ-13/55 для нагруженных конструкций).
При одноэлектродной сварке электроды берутся большого диаметра 5мм, 6 мм, сварочные токи выставляются соответствующие – 300 -450А. Сварка ведется так называемой «погруженной дугой». При сварке несколькими электродами одновременно (это упрощает процесс удаления шлака из ванны), токи увеличивают еще больше, что ужесточает требования к источнику питания.
Подробности описываются в конструкторской и технологической документации, где указаны материалы, оборудование, особенности монтажа и сварки.
Сварка вертикально расположенной арматуры
Сварка горизонтально расположенной арматуры
Источник: http://svarka-master.ru/vannaya-svarka-armatury-v-stroitel-stve/
Технология и преимущества метода сварки арматуры ванным способом
Этот метод применяется для получения качественных армированных конструкций и экономии металла. С помощью ванной сварки соединяют части крупных сооружений из бетона и железа, различных каркасов из арматур. Его часто используют при строительстве.
Ванная сварка незаменима, когда нужно объединить толстые арматурные стержни с диаметром от двух до десяти сантиметров. Ею приваривают стыки арматур в нескольких рядах ЖБК и фланцевые стыки, созданные из полос стали с крупным сечением.
Сварка может производиться в форме из керамики или из меди, в стальной скобе.
- Торцы прутов зачищают, устраняется ржавчина, окалина, коррозия. Для этого используется жесткая металлическая щетка.
- Арматуру размещают ось к оси. Между поперечными граням
Что такое угловой сварной шов?
Поскольку угловые сварные швы используются очень часто, есть несколько факторов, которые следует учитывать перед выполнением такого сварного шва. В этой статье мы рассмотрим несколько аспектов угловых швов. Надеемся, что не только новички, но и опытные сварщики получат некоторое представление об этом подробном исследовании угловых сварных соединений.
Так что же такое угловой шов? Угловые швы — одни из наиболее широко используемых в сварке. Угловые швы составляют подавляющее большинство соединений, полученных дуговой сваркой.Угловые, Т-образные и нахлесточные соединения — одни из наиболее распространенных угловых сварных соединений.
Помимо сварки, существуют и другие методы неразъемного соединения, в которых используются сварные швы с заполнением. В методах соединения без плавления, таких как пайка, сварка твердым припоем и пайка, для соединений используются угловые швы. Эти методы не будут обсуждаться в этой статье.
Какие бывают формы сварных швов с заливкой? Как они описаны?
Одними из самых простых и наиболее часто используемых угловых сварных соединений являются Т-образное соединение, угловое соединение и соединение внахлест.
В спецификациях и стандартах на сварку для описания угловых швов используются специальные термины. Эти термины включают толщину горла, длину ноги и толщину горла глубокого проникновения. Толщину горла глубокого проникновения не так-то просто измерить. Это связано с тем, что он включает в себя часть зоны термического влияния, протяженность которой может быть трудно определить с высокой степенью точности.
Угловые швы бывают разных форм. Они следующие:
- Митра: Сечение митры в виде прямоугольного треугольника.
- Вогнутый: Форма поперечного сечения углового сварного шва аналогична описанной выше, с одним существенным отличием. Открытая поверхность этого углового шва не является полностью плоской, а имеет вогнутую форму, как следует из названия. Открытая плоскость сварного шва изгибается внутрь, как и вогнутая линза. Толщина в горле вогнутого углового шва меньше соответствующего значения углового шва.
- Выпуклый: В этом случае открытая поверхность сварного шва выгибается наружу.Таким образом, открытая плоскость сварного шва изгибается в направлении, противоположном вогнутому сварному шву. В результате толщина горловины больше в случае выпуклого углового шва по сравнению как с угловым, так и с вогнутым швом.
Каковы потенциальные проблемы углового шва тройника?
Одним из наиболее важных факторов успешной угловой сварки является получение правильных размеров профиля сварного шва. Толщина горловины и длина ножки должны находиться в определенном диапазоне для надежного углового шва.
Ответственность за расчет оптимальных размеров сварного профиля с заливкой лежит на проектировщике. Разработчики могут включить коэффициент безопасности, в результате чего сварной шов, показанный на производственной схеме, может быть более существенным по сравнению с конструктивными соображениями.
Размер сварного шва отображается с помощью правого символа сварного шва.
В Великобритании принято обозначать длину ноги буквой «z». Число с суффиксом «z» указывает длину ноги в миллиметрах.
В Европе принято представлять толщину горловины буквой «а» с добавлением числа, которое представляет собой длину ножки в миллиметрах.
После отправки чертежа в цех инспектор или сварщик может включить дополнительный запас прочности для усиления сварного соединения. По мнению некоторых людей, увеличение длины ноги увеличит прочность сварного шва.
В результате длина ноги больше, чем предполагалось. Например, длина ножки может быть увеличена до 8 мм для исходной длины ножки 6 мм.Вы можете быть удивлены, заметив, что увеличенный объем в результате дополнительных 2 мм составляет более 80 процентов от общего объема. Это приводит к значительному увеличению затрат и расхода электродов.
Следует иметь в виду, что проектировщик уже включил запас прочности в исходную конструкцию сварного шва. Таким образом, дополнительный коэффициент безопасности приведет к получению сварного шва, который будет чрезмерно большим по сравнению с требуемым сварным швом.
Можно получить несколько преимуществ, если окончательная длина сварного шва будет соответствовать исходной конструкции.Эти преимущества включают более низкие эксплуатационные расходы, меньший расход присадочной проволоки, меньший вес продукта и более высокую производительность.
Еще одно преимущество проявляется, когда длина штанги соответствует проекту. Поскольку исходная длина опоры меньше, скорость движения увеличивается. Более высокая скорость перемещения приводит к увеличению проплавления сварного шва и увеличению фактической толщины шва.
Негабаритные сварные швы не имеют большей прочности, чем расчетная; на самом деле они часто слабее из-за низкого проплавления шва.Они также влекут за собой более высокие эксплуатационные расходы, нерациональное использование расходных материалов и другие производственные проблемы, такие как повышенное искажение.
Каковы потенциальные проблемы углового сварного шва внахлестку?
Как было показано ранее, сварные швы с увеличенными размерами обычно изготавливаются из-за распространенных заблуждений. Нахлесточные суставы не являются исключением из этого явления. Дизайнер может указать длину ноги, размер которой совпадает с толщиной материала.
Если принять во внимание соображения прочности, то размер углового сварного шва не обязательно должен совпадать с толщиной листа.Ему даже не нужно быть рядом с ним. Кроме того, сварочный шов может также иметь дополнительные проблемы. Например, в процессе сварки верхний угол соединения внахлест может расплавиться в результате сварки. Это уменьшит длину ног. Следовательно, может образоваться сварной шов меньшего размера из-за более низкого расчетного значения зазора.
Поэтому сварщик должен следить за тем, чтобы верхний угол верхней пластины не оплавился во время процесса сварки. Идеальное условие — чтобы сварной шов был не менее 0.На 5 мм ниже верхнего угла верхней пластины. Для этого дизайнер должен указать размер длины ноги, меньший по сравнению с толщиной детали.
Разработчик может указать угловой шов с глубоким проплавлением для компенсации уменьшенной толщины шва. Необходимо провести соответствующие испытания сварных швов, чтобы подтвердить повышенное проплавление. Процесс изготовления сварки также потребует дополнительных средств контроля, чтобы гарантировать постоянное достижение этого повышенного проплавления.
Во время изготовления углового шва могут возникнуть другие проблемы. Из-за большего размера сварочной ванны существует риск перекрытия носка сварного шва. Поверхность сварного шва может быть сильно вогнутой, из-за чего на подошве сварного шва будут острые выемки.
Из-за плохого профиля сварного шва, являющегося результатом этих дефектов, усталостная долговечность углового сварного шва может быть снижена из-за большего угла схождения. Верхний угол наклона пальца будет концентрироваться на напряжениях, которые быстрее ослабят сварной шов.Если такие формы образуются за один проход сварного шва, то также может существовать вероятность уменьшения проникновения корня.
Плохая подгонка также может привести к уменьшению толщины горловины. Например, если секции не идеально параллельны, тогда фактическая горловина может быть меньше по сравнению с проектной горловиной.
Угловые сварные швы — одни из самых широко выполняемых сварных соединений в отрасли. Но они также являются одними из самых сложных в создании с высокой степенью согласованности.По сравнению с стыковыми соединениями тех же размеров, угловые швы могут потребовать большего тепловложения для создания. Операторы сварки с меньшим опытом и квалификацией могут использовать плохую технику, которая приводит к дефектам сварки и снижению проплавления. Такие ошибки, к сожалению, невозможно выявить с помощью методов визуального осмотра или неразрушающего контроля.
Угловые сварные швы нельзя постоянно подвергать неразрушающему контролю. Это может быть проблематично из-за трудностей проверки.Ультразвуковой контроль угловых швов может занять много времени. Результаты этих тестов может быть непросто интерпретировать.
Какие существуют методы неразрушающего контроля угловых швов? Есть ли недостатки у этих методов?
Проблема с пенетрантным тестированием, магнитным тестированием и визуальным тестированием заключается в том, что эти методы тестирования исследуют поверхность и поэтому являются поверхностными. Они не могут определить внутреннюю структуру сварного шва или обнаружить дефекты, скрытые под поверхностью.Кроме того, много усилий затрачивается на измерение размера сварного шва вместо определения других аспектов качества.
Следовательно, сварка угловых соединений сложнее, а значит, и их объемный контроль. Довольно часто полученные угловые швы имеют больший размер, чем исходный проектный размер. Полученные таким образом угловые швы могут иметь плохую форму профиля, что может отрицательно сказаться на их надежности и долговечности.
Операторы сварки должны поэтому тщательно соблюдать расчетные технические характеристики сварного шва, как показано на листе чертежа.Кроме того, сварщики должны обладать навыками и обучением для создания правильного профиля углового шва, чтобы избежать дефектов соединения, которые могут возникнуть из-за неправильной формы.
Связанные вопросы
Что такое символ углового сварного шва? Обозначение углового сварного шва имеет вид треугольника. Размер участка углового сварного шва помещается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют эквивалентные участки.
Как измеряется угловой шов? Самым первым шагом в определении углового шва является определение плотности элементов металла, сплавленных угловым швом.Чтобы выполнить это, вам нужно расположить металлический датчик напротив каждого куска металла, чтобы определить плотность. Горловина углового шва описывает переднюю часть шва, которая выходит из сварного шва.
Какая эффективная длина углового шва? Эффективная длина углового сварного шва может быть принята как общий размер полноразмерного углового шва, намного минус длина одного участка s для каждого конца, который не продолжается вокруг кромки. Угловой сварной шов с эффективным размером намного меньше 4s или намного меньше 40 мм не должен использоваться для переноса нагрузки.
Выбор источника сварочного тока
Процесс выбора источника сварочного тока во многом похож на покупку автомобиля. Он включает в себя поиск продукта, который является эффективным, мощным, простым в обращении и, что наиболее важно, соответствует конкретным потребностям клиента. Но при таком большом выборе источников питания на рынке, как сварщики выбирают для себя подходящий?Первый шаг — понять внутренние потребности своего магазина. Чтобы определить это, изучите некоторые часто используемые процессы сварки и для каких материалов они подходят лучше всего.
Газовая дуговая сварка металла (GMAW) и порошковая сварка (FCAW)
GMAW и FCAW (чаще всего называемая MIG или порошковой сваркой) использует катушку с проволокой, которая либо размещается внутри источника питания, либо подается от внешнего механизма подачи проволоки. Эта проволока или присадочный материал подается через сварочный пистолет. Источник питания используется для запуска и поддержания дуги между проволокой и основным металлом.
Сварка GMAW или MIG использует сплошную металлическую проволоку, что требует использования защитного газа для защиты сварочной ванны от атмосферы.FCAW использует полую проволоку, заполненную порошком флюса, который может нуждаться или не нуждаться во внешнем защитном газе, потому что газ может образовываться из флюса внутри проволоки, когда он горит в дуге. Флюс в проволоке служит во многом для тех же целей, что и покрытие электрода в SMAW.
GMAW требует наименьшего мастерства оператора, потому что проволока подает машину. Сварщик держит пистолет в одной руке, нажимает на спусковой крючок и сваривает. Это так просто! Защитный газ обеспечивает очень плавную дугу, которая остается стабильной.Поскольку другие процессы обычно требуют очень специфического позиционирования электродов и манипуляций, GMAW — самый быстрорастущий процесс. Компактные устройства, которые сейчас продаются в розницу менее чем за 500 долларов, и возможность легко сваривать гораздо более тонкий материал, чем стержневой электрод, сделали этот тип устройства очень популярным.
Скорость сварки также выше из-за непрерывной подачи электрода, отсутствия шлака (с GMAW) и более высокой скорости осаждения присадочного металла. Его рабочий коэффициент обычно составляет 30-50 процентов, поэтому на создание дуги можно потратить 3-5 минут из каждых 10.Кроме того, сварка GMAW / FCAW не требует такого уровня навыков оператора, как TIG или сварка электродом.
GMAW можно использовать для всех основных коммерческих металлов. FCAW в настоящее время используется в основном для обработки сталей и нержавеющих сталей. Эти два процесса также могут использоваться в широком диапазоне толщин материала и работать во всех положениях. По этим причинам они обычно являются предпочтительными сварочными процессами для большинства производственных цехов.
С другой стороны, оборудование для GMAW и FCAW является более сложным, более дорогим и традиционно менее портативным, чем процессы сварки штучной сваркой (хотя некоторые новые портативные модели действительно существуют).Сварка обычно выполняется в радиусе 10–12 футов от механизма подачи проволоки, и работа обычно доставляется на сварочную станцию.
Сварочные аппараты MIG
Дуговая сварка защищенного металла (SMAW)
SMAW, или сварка стержнем, является наиболее распространенной формой дуговой сварки. При этом на конец держателя помещается палочка или электрод. Используя электричество от источника питания, между кончиком электрода и металлической свариваемой поверхностью возникает дуга.Тепло дуги плавит кончик электрода, образуя присадочный материал, который откладывается по мере расходования электрода. Материал с покрытием на электроде горит и защищает дугу от атмосферы. При горении покрытия образуется CO2, который становится защитным газом. Также образуется шлак, который помогает улучшить качество металла шва и защитить его от замерзания.
SMAW — это один из самых простых и универсальных способов сварки, поскольку присадочный материал можно легко изменить для соответствия различным металлам, просто поменяв электроды.Будь то сталь, нержавеющая сталь, чугун или высоколегированные металлы, пользователи могут зажать новый стержень, чтобы быть готовыми к следующему проекту. Кроме того, палка универсальна, поскольку требует минимум оборудования, что упрощает установку или переезд на новое место.
По сравнению с другими типами источников питания, сварочные аппараты SMAW, как правило, являются наименее дорогими. В результате они чаще всего используются начинающими сварщиками, фермерами, небольшими производственными цехами, мастерскими по техническому обслуживанию и крупными подрядчиками полевого строительства, которые выполняют различные работы на большой площади.
Основным недостатком SMAW является время простоя, связанное с процессом. Длина электрода составляет всего несколько дюймов, и его необходимо менять, когда он израсходуется. Для этого оператор должен прекратить сварку, чтобы сменить электрод. Часто оператору требуется больше навыков, чем для процессов с подачей проволоки.
Кроме того, требуется время, чтобы отколоть или стереть шлак или примеси из сварного шва. Рабочий фактор или время, в течение которого сварщик фактически «создает искры», обычно составляет от двух до трех минут на 10-минутный интервал.В целом, сварщики стержневой сваркой жертвуют производительностью ради универсальности.
Сварочные аппараты
Газовая дуговая сварка вольфрамом (GTAW)
При GTAW возникает электрическая дуга между неплавящимся вольфрамовым электродом и основным металлом. Зона дуги заполнена инертным газом, обычно аргоном, который защищает вольфрам и расплавленный металл от окисления и обеспечивает легко ионизируемый путь для тока дуги. GTAW обеспечивает высококачественную сварку практически всех металлов и сплавов.Поскольку им можно управлять при очень низком токе, он идеально подходит для сварки тонких металлических листов и фольги.
Самым большим преимуществом GTAW является то, что высококачественные сварные швы можно выполнять практически на любом свариваемом металле или сплаве. Еще одно важное преимущество состоит в том, что присадочный металл можно добавлять в сварочную ванну независимо от тока дуги. В других процессах дуговой сварки скорость добавления присадочного металла регулирует ток дуги. Другие преимущества включают низкий уровень разбрызгивания, отсутствие шлака и относительно простую очистку.
Основным недостатком GTAW является то, что она обеспечивает самую низкую скорость осаждения металла из всех процессов. Основное внимание уделяется сварке безупречного внешнего вида, что означает меньший сварочный ток и большее время сварки. Оператору необходимо научиться координировать точные движения резака в одной руке с добавлением присадочного металла из другой руки и регулированием тока с помощью ножной педали.
Оператору также необходимо научиться правильно настраивать машину GTAW.Подготовка вольфрама, интенсивность искры, нарастание, спад, частота импульсов, пиковая интенсивность, фоновый ток, высокая частота и правильное заземление — все это может быть очень важными проблемами для сварочного аппарата GTAW. В сочетании с более низкими депозитными ставками легко увидеть, что процесс GTAW имеет большое количество поклонников в таких отраслях, как аэрокосмическая промышленность, где качество намного важнее стоимости.
Сварочные аппараты TIG
Дуговая сварка под флюсом (SAW)
SAW использует непрерывно подаваемую проволоку с гранулированным материалом, называемым флюсом, для покрытия зоны сварки.Этот тип сварки используется в основном для толстых листов, таких как конструкционная сталь, и для специальной высокоскоростной сварки легких профилей.
Флюс играет центральную роль в достижении высокой скорости и качества сварки. При сварке образуется очень мало дыма, поэтому воздух в цехе становится намного чище. Поскольку флюс покрывает всю дугу, сварочный шлем не требуется, что приводит к более высокому коэффициенту эксплуатации. При сварке длинных и больших сварных швов, многопроходных и наплавленных сварных швов рабочий коэффициент может приближаться к 100%.Производительность может быть очень высокой при сварочных токах более 1000 ампер, которые обычно используются в автоматических системах.
К недостаткам можно отнести ограниченное положение при сварке, поскольку флюс поставляется в гранулированной форме. Операторы должны выполнять сварку на плоских поверхностях, чтобы флюс покрыл сварочную ванну. Другой недостаток заключается в том, что горячий флюс может обжечь обувь и вызвать проблемы при обращении, которые необходимо устранить.
Обладая некоторыми знаниями о доступных типах сварочных процессов, вы теперь сможете принять решение о том, какой процесс лучше всего соответствует вашим потребностям.Следующим шагом будет поиск источника питания. Ваш идеальный источник питания должен соответствовать вашему процессу сварки, соответствовать вашим требованиям к размеру, соответствовать вашему бюджету и предлагать технологические функции, необходимые в вашем магазине. В конце концов, надежный источник энергии, такой как надежный автомобиль, будет служить вам долгие годы.
Сварочные аппараты для дуговой сварки под флюсом
Сварочные аппараты с многопроцессорными и усовершенствованными процессами
Вы также можете выбрать из многоцелевых сварочных аппаратов с различными категориями силы тока для процессов Stick, TIG, MIG, порошковой порошковой сварки, дуговой сварки под флюсом и строжки сварочные аппараты для автоматической регулировки входной мощности, фазы и герц.
Универсальные сварочные аппараты
Продвинутые сварочные аппараты
7 наиболее распространенных дефектов сварки, причины и способы устранения
Отказ от ответственности: welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Дефекты встречаются при любом производстве, в том числе сварке. В процессе работы могут быть отклонения формы и размеров металлической конструкции.Это может быть вызвано использованием неправильного процесса сварки или неправильной техники сварки. Итак, ниже мы узнаем о 7 наиболее распространенных дефектах сварки, их типах, причинах и способах устранения.
Трещина при сварке
Самым серьезным видом сварочного дефекта является трещина сварного шва, которая не принимается практически всеми отраслевыми стандартами. Он может появиться на поверхности, в металле сварного шва или в зоне воздействия сильного тепла.
В зависимости от температуры, при которой они возникают, существуют разные типы трещин:
- Горячие трещины.Это может произойти в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этот момент может подняться выше 10 000 ° C.
- Холодные трещины. Эти трещины появляются после завершения сварки и снижения температуры металла. Они могут образовываться через часы или даже дни после сварки. Чаще всего это происходит при сварке стали. Причиной этого дефекта обычно являются деформации структуры стали.
- Кратерные трещины. Это происходит в конце процесса сварки, прежде чем оператор закончит проход сварного шва.Обычно они образуются ближе к концу сварного шва. Когда сварочная ванна охлаждается и затвердевает, ей необходимо иметь достаточный объем, чтобы преодолеть усадку металла шва. В противном случае образуется кратерная трещина.
Причины трещин:
- Использование водорода при сварке черных металлов.
- Остаточное напряжение, вызванное усадкой при затвердевании.
- Загрязнение основного металла.
- Высокая скорость сварки, но низкий ток.
- Без предварительного нагрева перед началом сварки.
- Плохая конструкция шарниров.
- Высокое содержание в металле серы и углерода.
Средства правовой защиты:
- Предварительно нагрейте металл по мере необходимости.
- Обеспечьте надлежащее охлаждение зоны сварки.
- Используйте правильную конструкцию соединения.
- Удалить загрязнения.
- Используйте подходящий металл.
- Убедитесь, что свариваете достаточную площадь сечения.
- Используйте правильную скорость сварки и силу тока.
- Во избежание образования кратерных трещин убедитесь, что кратер правильно заполнен.
Пористость
Пористость возникает в результате загрязнения металла шва. Захваченные газы создают заполненный пузырьками сварной шов, который становится слабым и может со временем разрушиться.
Причины пористости:
- Недостаточный раскислитель электрода.
- Использование более длинной дуги.
- Наличие влаги.
- Неправильная газовая защита.
- Неправильная обработка поверхности.
- Использование слишком высокого расхода газа.
- Загрязненная поверхность.
- Наличие ржавчины, краски, жира или масла.
Средства правовой защиты:
- Очистите материалы перед началом сварки.
- Используйте сухие электроды и материалы.
- Используйте правильное расстояние дуги.
- Проверьте расходомер газа и убедитесь, что он оптимизирован в соответствии с требованиями с соответствующими настройками давления и расхода.
- Уменьшите скорость распространения дуги, чтобы газы улетучились.
- Используйте правильные электроды.
- Используйте правильную технику сварки.
Выточка
Этот дефект сварки представляет собой образование канавки на носке сварного шва, уменьшающее толщину поперечного сечения основного металла. В результате получается ослабленный сварной шов и заготовка.
Причины:
- Слишком высокий сварочный ток.
- Слишком высокая скорость сварки.
- Использование неправильного угла, из-за которого к свободным краям будет направлено больше тепла.
- Электрод слишком большой.
- Неправильное использование газовой защиты.
- Неверный присадочный металл.
- Плохая техника сварки.
Средства правовой защиты:
- Используйте электрод с правильным углом.
- Уменьшите длину дуги.
- Уменьшите скорость перемещения электрода, но она также не должна быть слишком медленной.
- Выберите защитный газ, состав которого соответствует типу материала, который вы собираетесь сваривать.
- Использование электродов под правильным углом, при этом больше тепла направляется на более толстые компоненты.
- Использование правильного тока, уменьшающего его при приближении к более тонким участкам и свободным краям.
- Выберите правильную технику сварки, не требующую чрезмерного плетения.
- Использовать многопроходную технику
Неполное слияние
Этот тип сварочного дефекта возникает при отсутствии надлежащего сплавления основного металла и металла шва. Он также может появиться между прилегающими сварными швами. Это создает зазор в стыке, который не заполняется расплавленным металлом.
Причины:
- Низкое тепловложение.
- Поверхностное загрязнение.
- Неверный угол электрода.
- Диаметр электрода не соответствует толщине свариваемого материала.
- Скорость движения слишком высокая.
- Сварочная ванна слишком большая и опережает дугу.
Средства правовой защиты:
- Используйте достаточно высокий сварочный ток и соответствующее напряжение дуги.
- Перед началом сварки очистите металл.
- Избегайте затопления дуги расплавленной ванной.
- Используйте электрод правильного диаметра и угла.
- Уменьшить скорость наплавки.
Неполное проникновение
Неполное проплавление происходит, когда канавка металла не заполнена полностью, что означает, что металл сварного шва не полностью проходит через толщину соединения.
Причины:
- Между свариваемыми металлами оставалось слишком много места.
- Вы слишком быстро перемещаете борт, что не позволяет осаждать достаточно металла в стыке.
- Вы используете слишком низкую настройку силы тока, в результате чего сила тока недостаточна для правильного плавления металла.
- Электрод большого диаметра.
- Несоосность.
- Неправильный шарнир.
Средства правовой защиты:
- Используйте правильную геометрию соединения.
- Используйте электрод подходящего размера.
- Уменьшите скорость хода дуги.
- Выберите подходящий сварочный ток.
- Проверить правильность центровки.
Включение шлака
Шлаковые включения — один из дефектов сварки, которые обычно хорошо заметны в сварном шве. Шлак — это стекловидный материал, образующийся как побочный продукт при сварке штучной сваркой, дуговой сварке порошковой проволокой и дуговой сварке под флюсом.Это может произойти, когда флюс, который является твердым защитным материалом, используемым при сварке, плавится в сварном шве или на поверхности зоны сварки.
Причины:
- Неправильная очистка.
- Слишком высокая скорость сварки.
- Не очищать сварочный шов перед запуском нового.
- Неправильный угол сварки.
- Сварочная ванна остывает слишком быстро.
- Сварочный ток слишком низкий.
Средства правовой защиты:
- Увеличьте плотность тока.
- Уменьшить быстрое охлаждение.
- Отрегулируйте угол электрода.
- Удалить шлак с предыдущего валика.
- Отрегулируйте скорость сварки.
Брызги
Брызги возникают, когда мелкие частицы сварного шва прикрепляются к окружающей поверхности. Это особенно часто встречается при дуговой сварке металлическим электродом в газе. Как бы вы ни старались, полностью избавиться от этого не получится. Однако есть несколько способов свести его к минимуму.
Причины:
- Слишком высокий рабочий ток.
- Установлено слишком низкое напряжение.
- Рабочий угол электрода слишком большой.
- Поверхность загрязнена.
- Дуга слишком длинная.
- Неправильная полярность.
- Беспорядочная подача проволоки.
Средства правовой защиты:
- Очистить поверхности перед сваркой.
- Уменьшите длину дуги.
- Отрегулируйте сварочный ток.
- Увеличьте угол электрода.
- Соблюдайте полярность.
- Убедитесь, что у вас нет проблем с кормлением.
Итак, мы перечислили 7 наиболее распространенных дефектов сварки, их причины и способы устранения. Обнаружив их, важно удалить их, чтобы предотвратить потерю свойств и прочности материала. Здесь вы также можете ознакомиться с нашим руководством по устранению неисправностей при сварке MIG.
терминов сварки | Словарь основных терминов
Сварка — это процесс, используемый для сплавления двух металлических частей вместе, и, если вы работаете в производственной или инженерной среде, вероятно, вы занимаетесь регулярно.Иногда сложно понять все технические термины, поэтому мы создали этот глоссарий по сварке, чтобы помочь вам понять общую терминологию сварки.
Как пользоваться этим глоссарием
Существует несколько технических терминов, используемых для описания различных процессов сварки и резки, о которых вам следует знать. Этот глоссарий по сварке объяснит общие термины в области сварки, чтобы помочь вам понять их более подробно.
Термины и фразы перечислены в алфавитном порядке, чтобы помочь вам найти конкретные термины и легко ориентироваться в глоссарии. Полужирный курсив указывает на то, что в глоссарии есть определение термина на случай, если вам потребуется дальнейшее пояснение.
Вы можете возвращаться к этому руководству сколько угодно раз.
A | B | C | D | E | F | G | H | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z
А
Дуговой глаз: Дуговой глаз (также известный как вспышка глаза или вспышка сварщика ) — это воспаление роговицы.Это происходит, если сварщик смотрит прямо на интенсивный поток ультрафиолетового света, образующийся в процессе сварки.
Дуговая сварка: Метод, при котором тепло, создаваемое электрической дугой, используется для сварки металла.
К началу
B
Основной материал: Основной материал или основной металл — это металл или сплав, который разрезается или сваривается.
К началу
С
Канцерогенный: Канцерогенный материал — это вещество, которое может вызвать рак.
К началу
D
Двойная изоляция: Приборы с двойной изоляцией — это электрические приборы, которые не нуждаются в безопасных соединениях с заземлением.
К началу
E
Заземление: Заземление — это соединение электрических устройств с землей. Он защищает вас от поражения электрическим током в случае неисправности вашего электрического устройства. Если в вашей цепи есть неисправность, заземление позволяет току повреждения течь на землю через защитный провод, в то время как автоматический выключатель останавливает электрический ток, протекающий в неисправной цепи.
Электрическая дуга: Электрическая дуга — это название электрического разряда, возникающего, когда два проводника соприкасаются, а затем очень немного разделяются, чтобы позволить току продолжать течь по воздуху. Электрическая дуга поддерживает температуру от 4000 ° C до 6000 ° C.
Электросварка: Электросварка — это процесс сварки, в котором для плавления металла используется электрическая дуга . И переменный, и постоянный ток используются для создания дуги при сварке, и каждый ток имеет свои собственные применения и преимущества.Термин электросварка включает дуговую сварку , сварку MIG , сварку TIG , электрошлаковую сварку и несколько других видов сварки.
Электрод: Электрод — это собирательное название положительного и отрицательного проводников, которое позволяет электронам выходить и входить в электрическое устройство соответственно. Электрическая дуга возникает, когда основной металл и электрод входят в контакт, а затем разделяются очень незначительно.
Электрошлаковая сварка: При электрошлаковой сварке сварочный флюс используется для заполнения зазора между электродом и основным металлом. Тепло, выделяемое электрической дугой, плавит сварочный флюс и образует расплавленный шлак. Шлак проводит тепло и плавит наполнитель и основные металлы. Электрошлаковая сварка обычно используется для соединения очень толстых металлических деталей.
К началу
F
Воспоминание: Воспоминание происходит, когда газ возвращается в оборудование или линию подачи и горит внутри резака или шланга.
Гасители обратного пламени: Гасители обратного воспламенения (также известные как пламегасители) представляют собой газовые предохранительные устройства, обычно используемые при кислородно-топливной сварке и резке.
Они предотвращают возврат или горение газа в горелке или шланге, предотвращая повреждение или взрыв оборудования.
К началу
G
Газовая резка: Процесс резки, в котором газовое пламя используется для резки металлов.
Газовая сварка: Процесс сварки, в котором газовое пламя используется для создания сварочного тепла.Газовая сварка в основном используется для ремонтных работ, а также для сварки труб и труб. Наиболее распространенный вид газовой сварки — кислородно-топливная сварка .
К началу
I
Инертный газ: Инертные газы — крайне инертные газы, которые обычно не вступают в реакцию с основными или присадочными металлами. В их состав входят аргон и гелий.
К началу
M
Сварка металлом активным газом (MAG): Сварка MAG — это один из процессов дуговой сварки , в которых для сварки используется тепло, создаваемое электрической дугой постоянного тока.Электрическая дуга возникает между концом расходуемой проволоки, которая постоянно подается на электрод , и сварочной ванной на основном металле. Подающая проволока постоянно плавится и становится частью сварочной ванны. Экран из активных газовых смесей (обычно смеси аргон / диоксид углерода / кислород) используется для защиты дуги и сварочной ванны от атмосферного загрязнения. Состав активной газовой смеси оказывает значительное влияние на стабильность дуги, разбрызгивание и перенос металла, а также влияет на поведение сварочной ванны и механические свойства сварного шва.
Сварка в среде инертного газа (MIG): Сварка MIG — это один из процессов дуговой сварки , в которых для сварки используется тепло, создаваемое электрической дугой постоянного тока. Электрическая дуга возникает между концом расходуемой проволоки, которая постоянно подается на электрод , и сварочной ванной на основном металле. Подающая проволока постоянно плавится и становится частью сварочной ванны. Экран из инертного газа (обычно аргон или гелий) используется для защиты дуги и сварочной ванны от атмосферного загрязнения.
К началу
O
Сварка кислородным топливом: Также известная как газовая сварка , кислородно-топливная сварка использует смесь кислорода и другого газа (обычно ацетилена, пропилена или пропана) для сварки и резки металла. Наиболее распространенным типом кислородно-топливной сварки является кислородно-ацетиленовая сварка .
Кислородно-ацетиленовая сварка: Кислородно-ацетиленовая сварка — это разновидность кислородно-топливной сварки , при которой сварочное пламя создается смесью кислорода и ацетилена.Это пламя обычно горит при температуре около 3500 ° C, что является достаточно горячим, чтобы расплавить поверхность основного металла и позволяет начать процесс сварки. Процесс кислородно-ацетиленовой сварки позволяет пользователю быстро переключаться между сваркой и резкой, меняя наконечник. Этот вид сварки обычно используется для сварки стали и бронзы.
К началу
R
Регулятор: Регулятор используется для контроля количества защитного газа , поступающего в сварочную ванну.Это также обеспечивает плавное и равномерное попадание в сварочную ванну.
К началу
S
Защитный газ: Это название инертного газа , используемого для защиты зоны сварки при выполнении процессов электродуговой сварки. Наиболее распространенным типом «защитного газа» является аргон.
Шлак: Шлак, также известный как сварочный шлак, образуется как побочный продукт дуговой сварки, когда затвердевший флюс остается после охлаждения сварочной ванны.
К началу
т
Сварка вольфрамовым электродом в среде инертного газа (TIG): Сварка TIG — это еще один вид электросварки . Электрическая дуга образуется между неплавящимся вольфрамовым электродом и основным металлом , и выделяемое тепло образует сварочную ванну . Расходуемую присадочную проволоку можно добавлять или не добавлять в сварочную ванну. Экран из инертного газа (обычно смесь аргона и диоксида углерода) используется для защиты дуги и сварочной ванны от атмосферного загрязнения.
К началу
Вт
Вспышка сварщика: Вспышка сварщика (также известная как ожог окуляра или дуговая вспышка ) — это воспаление роговицы. Это происходит, когда сварщик смотрит прямо на интенсивное излучение УФ-излучения , образующееся в процессе сварки.
Сварочный флюс: Флюс — это химическое вещество, которое при сварке имеет три основных назначения. Он очищает основной металл и защищает сварочную ванну от атмосферных газов, способствует передаче тепла от электрода к основному металлу и помогает удалять оксиды металлов с поверхности.В целом, флюс является неотъемлемой частью хорошего процесса сварки.
Сварочные стержни: Сварочный стержень, также известный как сварочный электрод, представляет собой кусок проволоки, который подсоединяется к сварочному аппарату. Ток подается через электрод, что позволяет создать электрическую дугу между электродом и основным металлом . Сварочные стержни могут быть расходными (проволока плавится и образует часть сварочной ванны, например, при сварке MIG ) или неплавящимися (проволока не плавится, как при сварке TIG ).
Сварочная ванна: Сварочная ванна — это небольшая область на основном металле, достигшая точки плавления.
К началу
Что читать дальше:
Разбавление сварочной ванны | Weldknowledge
Поскольку сварка плавлением требует или требует, чтобы часть каждого основного металла или подложки, участвующей в соединении, расплавилась вместе с наполнителем, неоднородные наполнители неизбежно разбавляются основным металлом.Степень разбавления зависит от
(1) тип стыка и подготовка кромки стыка;
(2) сварочный процесс, параметры процесса (включая режим рабочего тока) и используемые методы; и
(3) несоответствие присадочного металла и основного металла. Обычно разведение (D), выраженное в процентах, определяется как
.Вес в этом соотношении можно принять как относительные площади репрезентативного поперечного сечения сварного шва, как показано на рисунке ниже
Сварочная техника также может иметь значение в степени разбавления.Ряд перекрывающихся тонких валиков стрингера (выполненных с низким тепловложением) приводит к меньшему разбавлению, чем меньшее количество тяжелых проходов (выполненных с высоким тепловложением) в многопроходных сварных швах. Специальная техника, используемая для минимизации разбавления, называется намазыванием маслом. В случае, когда сварка разнородных основных металлов может привести к металлургической несовместимости, которая может отрицательно повлиять на свариваемость (например, вызвать твердые пятна, общее охрупчивание или трещины), особенно полезно смазывание маслом. Лучшим примером, вероятно, является сварка мягкой стали с серым, ковким или чугуном с шаровидным графитом, содержащим 2-4 мас.% C.Если используется наполнитель из низкоуглеродистой стали (который соответствует основному металлу из низкоуглеродистой стали) или аустенитная нержавеющая сталь (которая просто совместима с основным металлом из низкоуглеродистой стали), улавливание углерода из чугуна путем разбавления может сделать металл сварного шва подверженным трансформации. затвердевание с образованием хрупкого мартенсита и, вероятно, приведет к растрескиванию сварного шва.
Посредством смазки чугунной стыковой стыковочной поверхности тонкими, расположенными бок о бок, перекрывающимися бортами стрингера (сделанными с использованием очень низкой энергии дуги и полезного тепловложения) из чистого никеля (на который не будет отрицательно влиять захват углерода), и при заполнении либо мягкой сталью, либо аустенитной нержавеющей сталью захват углерода наполнителем может быть практически исключен. Слой масла создает подушку против смешивания чугуна и наполнителя.
Еще одно место, где необходимо учитывать разбавление, — это наплавка, также известная как плакирование, наплавка или наплавка, чтобы обеспечить защиту от коррозии или износа. Слишком сильное разбавление основным металлом может серьезно ухудшить желаемые свойства наплавки. Многослойное покрытие (чтобы избежать разбавления) или промежуточное, смазывающее или «смягчающее» покрытие (для предотвращения разбавления) поможет.