Динамическая характеристика источника питания — Энциклопедия по машиностроению XXL
Кроме того, большое влияние оказывает режим сварки плот ность тока, его значение, полярность, наличие импульсов, их амплитуда и частота, динамические характеристики источника питания и т. п. [c.93]Наиболее универсальным способом улучшения динамических характеристик источников питания сварочных пушек является применение в качестве исполнительного элемента мощного электронного прибора, включенного в цепь высокого напряжения. С его помощью осуществляется сглаживание пульсаций и стабилизация ускоряющего напряжения, а также прерывание процесса при разрядах в пушке. Электронный прибор уже в начальной стадии аномального нестационарного процесса (разряда) должен отключать ускоряющее напряжение на время [c.338]
В табл. VI.12 приведена техническая характеристика стабилизирующих и разделяющих дросселей, используемых при сварке плавящимся электродом в углекислом газе для получения требуемых динамических характеристик источников питания.

Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его. хорошее формирование сварного шва, высокое качество сварки. [c.26]
Динамической характеристикой источника питания называется время, необходимое источнику для восстановления напряжения от нулевого значения (момент короткого замыкания) до рабочего напряжения. Это время не должно превышать 0,03 с.
Динамическая характеристика источника питания оказывает большое влияние на разбрызгивание металла при сварке плавящимся электродом, поэтому в большинстве современных сварочных машин и аппаратов время восстановления напряжения составляет 0,01— 0,02 с. [c.65]
[c.65]
Эластичность сварочной дуги. зависит от сварочного тока, формы статической и динамической характеристик источника питания Увеличение сварочного тока приводит к увеличению эластичности дуги. Улучшение динамических свойств источника питания уменьшает время переходного процесса в сварочном контуре при различных возмущениях (изменение напряжения сети, сварочного тока и напряжения дуги).
Динамическая характеристика источника питания. [c.178]
В опубликованных ранее работах [1, 2] были рассмотрены вопросы, в основном связанные с проблемой повышения производительности распыления электродуговой металлизации. Теоретически было показано, что производительность распыления может достигать весьма больших значений (нескольких десятков и даже сотен килограммов в час). Практически получение высокой производительности распыления зависит от многих причин. При работе с проволокой относительно небольших диаметров, по-видимому, в первую очередь будут влиять динамические характеристики источника питания током.
Кроме необходимых статических характеристик, источник питания должен обладать оптимальными динамическими свойствами. При сварке плавящимся электродом возбуждение дуги и перенос капель с электрода на изделие связаны с замыканиями дугового промежутка, в некоторых случаях с ее угасанием и повторным зажиганием после разрыва капли. Поэтому источник питания работает в условиях резкого изменения режима холостой ход — короткое замыкание (первоначальное возбуждение дуги) — рабочий режим (горение дуги) — короткое замыкание (переход капель) — рабочий режим и т.
Кроме указанных внешних характеристик источники питания дуги должны обладать хорошими динамическими свойствами — должны быстро реагировать на перерывы при коротком замыкании и восстанавливать горение дуги. Для сварочных генераторов Государственным стандартом СССР установлен динамический показатель времени восстановления напряжения от нуЛя до рабочего (восстановления дуги) не более 0,3 с. [c.44]
Тяговые электрические аппараты должны устойчиво работать при изменении напряжения от 0,7 до 1,1 номинального. Освещение допускает изменение напряжения на 2 %, цепи управления на 3 %. Таким образом, этим потребителям необходим источник энергии, напряжение которого изменяется в небольших пределах. Для питания обмоток возбуждения тягового генератора и электродвигателей необходимо изменять напряжение от нуля до максимального значения при практически неизменном сопротивлении. Напряжение заряда аккумуляторной батареи может изменяться на 10 % номинального значения при постоянной нагрузке.
Перенос металла в дуге и требования к динамическим свойствам источников питания. Динамические характеристики системы дуга — источник питания обусловлены механизмом первоначального возбуждения и в последующем, при горении дуги, — характером переноса электродного металла в сварочную ванну. Капли расплавленного металла периодически замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги (рис.
Таким образом, напряжение сжатой дуги зависит от конструктивных размеров элементов горелки-плазмотрона диаметра сопла, расстояния между электродом и соплом, длины сопла, силы тока дуги, состава и расхода рабочего газа, величины расстояния от торца сопла до изделия и, наконец, от внешней характеристики источника питания. В обычных источниках питания для дуговой сварки сила тока уменьшается с увеличением напряжения дуги, причем величина отклонения зависит от разности динамических сопротивлений дуги и источника.
Внешние характеристики источников. Сварочные качества источника питания определяются его статическими и динамическими внешними характеристиками. Статической внешней характеристикой источника питания называют зависимость напряжения на его выходных зажимах от сварочного тока. Традиционно внешние характеристики разделяют на падающие (ПВХ) и жесткие (ЖВХ). Внешнюю характеристику источника считают падающей, если в диапазонах регулирования сварочного тока при возрастании тока на 100 А напряжение падает более чем на 7 В. Внешнюю харак-
Выпрямитель ВС-200 состоит из трехфазного трансформатора, выпрямительного блока и индуктивной катушки, смонтированных в одном корпусе. Выпрямительный блок собран из селеновых шайб диаметром 100 мм по трехфазной мостовой схеме. Напряжение холостого хода выпрямителя регулируется ступенчато, путем изменения числа витков первичной обмотки.
Источник питания дуги должен быстро реагировать на изменения тока и напряжения в дуге, происходящие в процессе плавления электрода. Это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время есть динамическая характеристика источника. Оно не должно превышать 0,05 с иа 25 В. Эта способность трансформатора особенно важна при замыкании каплей переносимого расплавленного металл дугового промежутка, то есть когда, по сути, трансформатор переходит в режим короткого замыкания.
Анализ динамических процессов ЭМП нельзя осуществить беа учета взаимосвязанных элементов энергосистемы. Например, для анализа процессов генератора нужно учитывать регуляторы напряжения, приводные двигатели, приемники электроэнергии и т. п. Для анализа процессов электродвигателя нужно учитывать влияние источника питания, регуляторы частоты вращения, характеристики приводимых в движение механизмов и т. п. Та/Ким образом, для анализа процессов ЭМП необходимо построить цифровую модель электроэнергетической системы (ЭЭС), с элементами которой связан ЭМП. При этом, кроме анализируемого ЭМП, остальные элементы ЭЭС можно моделировать менее детально, надо лишь сохранить их влияние на качество процессов в целом.
[c.225]
п. Для анализа процессов электродвигателя нужно учитывать влияние источника питания, регуляторы частоты вращения, характеристики приводимых в движение механизмов и т. п. Та/Ким образом, для анализа процессов ЭМП необходимо построить цифровую модель электроэнергетической системы (ЭЭС), с элементами которой связан ЭМП. При этом, кроме анализируемого ЭМП, остальные элементы ЭЭС можно моделировать менее детально, надо лишь сохранить их влияние на качество процессов в целом.
[c.225]
На рис. 3, б показаны динамические характеристики авто-останова в режиме пуска. При отключении катушки муфты от источника питания ток в цепи резко падает, что приводит к уменьшению магнитного потока. Поэтому, пока АФ процесс описывается только уравнением (2). Уравнение (3) используется в системе уравнений при условии АФ Pq, а когда x=h, пользуются уравнениями (7), (4) и (5). На рис. 3, б ijj, — длительность первого, второго и третьего этапов соответственно. При пуске наиболее продолжительным но времени является третий этан, длительность которого определяется в основном моментом инерции машины. [c.69]
[c.69]
На динамические характеристики гидроусилителей большое влияние оказывает производительность источника питания. [c.288]
Очевидно, при больших амплитудах входного сигнала влияние производительности источника питания на динамические характеристики гидроусилителя становится весьма существенным. [c.293]
В отличие от СП с источником питания неограниченной мощности в рассматриваемом случае динамические свойства линеаризованного СП характеризуются семейством частотных характеристик разомкнутой скорректированной системы (7-70), зависящих от йдо. Значение йдо зависит от постоянной составляющей скорости изменения управляющего воздействия iPo (7-71), поэтому при изменении Ро изменяется не только скоростная, но и гармоническая составляющая ошибки СП. [c.426]
Выпрямители с дросселями насыщения широко применяются для плазменной обработки. Они обладают хорошими регулировочными характеристиками, просты в обслуживании и надежны в работе. Их недостатками являются низкий os ф, значительные габаритные размеры и масса. Не вполне удовлетворительны и динамические характеристики дросселей насыщения, поэтому появляются броски тока при возбуждении дуги в источнике питания для плазменной резки. Используемое в этих источниках питания начальное ограничение тока подмагничивания дросселя насыщения все же не позволяет полностью избавиться от бросков тока. Источники питания с дросселями насыщения постепенно вытесняются более экономичными, компактными и легкими тиристорными выпрямителями.
[c.152]
Их недостатками являются низкий os ф, значительные габаритные размеры и масса. Не вполне удовлетворительны и динамические характеристики дросселей насыщения, поэтому появляются броски тока при возбуждении дуги в источнике питания для плазменной резки. Используемое в этих источниках питания начальное ограничение тока подмагничивания дросселя насыщения все же не позволяет полностью избавиться от бросков тока. Источники питания с дросселями насыщения постепенно вытесняются более экономичными, компактными и легкими тиристорными выпрямителями.
[c.152]
Транзисторные источники питания имеют высокие технические характеристики. Поскольку транзистор является полностью управляемым полупроводниковым прибором и к тому же имеет высокие частотные параметры, транзисторные источники питания позволяют получить любую форму статической характеристики, идеально сглаженный ток и прекрасные динамические свойства. [c.153]
При исследовании характеристик электрохимической ячейки ее необходимо рассматривать как единую динамическую систему совместно с источником питания. Причем, если при обработке с Постоянным напряжением на электродах достаточно ограничиться уравнениями источника в алгебраической форме, то при исследовании процессов в ячейке при подаче на электроды импульсного напряжения необходимо учитывать переходные процессы в источнике, т. е. использовать уравнения в дифференциальной форме.
[c.118]
Причем, если при обработке с Постоянным напряжением на электродах достаточно ограничиться уравнениями источника в алгебраической форме, то при исследовании процессов в ячейке при подаче на электроды импульсного напряжения необходимо учитывать переходные процессы в источнике, т. е. использовать уравнения в дифференциальной форме.
[c.118]
Технологические факторы, влияющие на процесс дуговой сварки или резки, можно условно разделить на внешние и внутренние. К внешним факторам в первую очередь можно отнести параметры источника питания и сварочной цепи (форму статической характеристики, динамические свойства и др.) конструкцию и материал сварного соединения (его подготовку и т. п.). [c.108]
Способ сварки с предварительным соединением кромок в Oj сборочным швом широко используется при изготовлении прямошовных труб на Харцызском трубном заводе и ряде зарубежных предприятий [7, 8]. Сборочные швы сваривают одной дугой проволокой Св-08Г С диаметром 4 мм.
 Такой процесс сварки отличается достаточной надежностью в сочетании с высокой скоростью выполнения швов. Так, в лабораторных условиях скорость сварки сборочных швов достигает 300—360 м/ч. При большой скорости процесса, однако, возрастают требования к точности направления электрода по стыку кромок и к динамическим характеристикам источника питания. Поэтому применительно к сборочным кольцевым швам, соединяющим обечайки, скорость сварки ограничена и составляет 180 м/ч. Испытания показали, что выполнение сборочных швов на многослойном металле не имеет каких-либо существенных особенностей по сравнению с металлом сплошного сечения. Как видно (табл. 3), соединения со сборочными швами многослойных образцов из стали 09Г2СФ (четыре слоя по 4,1 мм) обладают более высокой деформационной способностью, причем Б отличие от стали сплошного сечения величина допустимых углов их изгиба определяется в большей мере конструкцией соединения, чем скоростью сварки. Внутренние и замыкающие (облицовочные) наружные кольцевые швы наиболее рационально сваривать одной дугой под флюсом а промежуточные кольцевые
[c.
Такой процесс сварки отличается достаточной надежностью в сочетании с высокой скоростью выполнения швов. Так, в лабораторных условиях скорость сварки сборочных швов достигает 300—360 м/ч. При большой скорости процесса, однако, возрастают требования к точности направления электрода по стыку кромок и к динамическим характеристикам источника питания. Поэтому применительно к сборочным кольцевым швам, соединяющим обечайки, скорость сварки ограничена и составляет 180 м/ч. Испытания показали, что выполнение сборочных швов на многослойном металле не имеет каких-либо существенных особенностей по сравнению с металлом сплошного сечения. Как видно (табл. 3), соединения со сборочными швами многослойных образцов из стали 09Г2СФ (четыре слоя по 4,1 мм) обладают более высокой деформационной способностью, причем Б отличие от стали сплошного сечения величина допустимых углов их изгиба определяется в большей мере конструкцией соединения, чем скоростью сварки. Внутренние и замыкающие (облицовочные) наружные кольцевые швы наиболее рационально сваривать одной дугой под флюсом а промежуточные кольцевые
[c. 175]
175]Исследования показали, что особое значение приобретают динамические характеристики источника питания в момент зажигания дугового разряда. Дело в том, что при зажигании дуги током, равным току рабочего режима, его пиковое значение превышает допустимое и происходит разрушение формирующего сопла. Поэтому в установке УПР-502 предусмотрено зажигание дугового 4.зряда током 150—200 а, последующее плавное нарастание его V до рабочего режима, после чего подается смешанный газ и ско-арость резки увеличивается от начального до рабочего режима, се эти процессы автоматизированы. [c.17]
Устойчивость горения сварочной дуги при прочих равных условиях в значительной мере определяется видом статических-и динамических характеристик источников питания дуги. Из теории устойчивости известно, что для устойчивого горения дуги в точке пересечения вольта иперных характеристик источника питания и дуги должно быть соблюдено условие [c.9]
Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуте, происходящее в процессе плавления электрода это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время и есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические
[c.148]
Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуте, происходящее в процессе плавления электрода это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время и есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические
[c.148]
В результате исследования влияния динамических характеристик нп технологические свойство источника питания, было выявлено, что определенный вид перекодного процесса стабилизирует перенос алек-тродного металла, прячем изменяя тсвойства источника питания, в частности, величину и форму перерегулирования моисыо стпбшшзироввть размер каиель, регулировать частоту переноса. [c.116]
Коченбургер Р. Дж. Влияние наклона внешних характеристик источников питания на динамические характеристики усилителей, применяемых в системах регулирования. Труды Конгресса IFA . Т. I, М., Изд-во АН СССР, 1961.
[c.142]
Дж. Влияние наклона внешних характеристик источников питания на динамические характеристики усилителей, применяемых в системах регулирования. Труды Конгресса IFA . Т. I, М., Изд-во АН СССР, 1961.
[c.142]
В динамическом (переходном) режиме сварки особое значение имеет способность источника питания быстро реагировать на изменения, происходящие в дуге. Динамические свойства источников питания можно оценивать временем восстановления напряжения при переходе от режима короткого замыкания к рабочему режиму илн солостому ходу кратностью установившегося значения тока короткого замыкания /к и рабочего тока /р скоростью нарастания тока короткого замыкания. Первые две характеристики в основном используются для оценки динамических свойств источников питания ручной дуговой сварки. Оптимальными величинами являются время восстановления напряжения до 30 В не более 0,05 с и кратность установившегося тока короткого замыкания и рабочего в пределах [c.160]
Для механизированной сварки высокопрочных сталей используют полуавтоматы, серийно выпускаемые промышленностью А-547У, А-537, А-825, А-929, А-1197, А-1237, А-765, ПДПГ-300, ПДПГ-500 и др. В качестве источников питания служат сварочные преобразователи типа ПСГ-350, ПСГ-500, ПСУ-500, а также сварочные выпрямители типа ВС-300, ВС-500, ВС-600, ВДУ-504, ВДУ-604. Эти источники имеют жесткую или пологопадающую внешнюю характеристику, а также устройства для регулирования динамических характеристик источников, которые обеспечивают необходимую скорость нарастания напряжения при размыкании сварочной цепи и оптимальную скорость нарастания тока во время короткого замыкания.
[c.53]
В качестве источников питания служат сварочные преобразователи типа ПСГ-350, ПСГ-500, ПСУ-500, а также сварочные выпрямители типа ВС-300, ВС-500, ВС-600, ВДУ-504, ВДУ-604. Эти источники имеют жесткую или пологопадающую внешнюю характеристику, а также устройства для регулирования динамических характеристик источников, которые обеспечивают необходимую скорость нарастания напряжения при размыкании сварочной цепи и оптимальную скорость нарастания тока во время короткого замыкания.
[c.53]
Выбор статических и динамических характеристик источников диктуется диаметром электрода и методом сварки. Так, для большинства случаев сварки без коротких замыканий можно использовать источники питания с пологопадающими, жесткими статическими характеристид ами, с высокими или средними скоростями нарастания силы тока короткого замыкания. Оптимальные для большинства случаев скорости нарастания тока короткого замыкания равны 70—110 кА/с. Указанные источники в наибольшей степени интенсифицируют еаморегулирование дуги и обеспечивают высокую стабильность процесса сварки.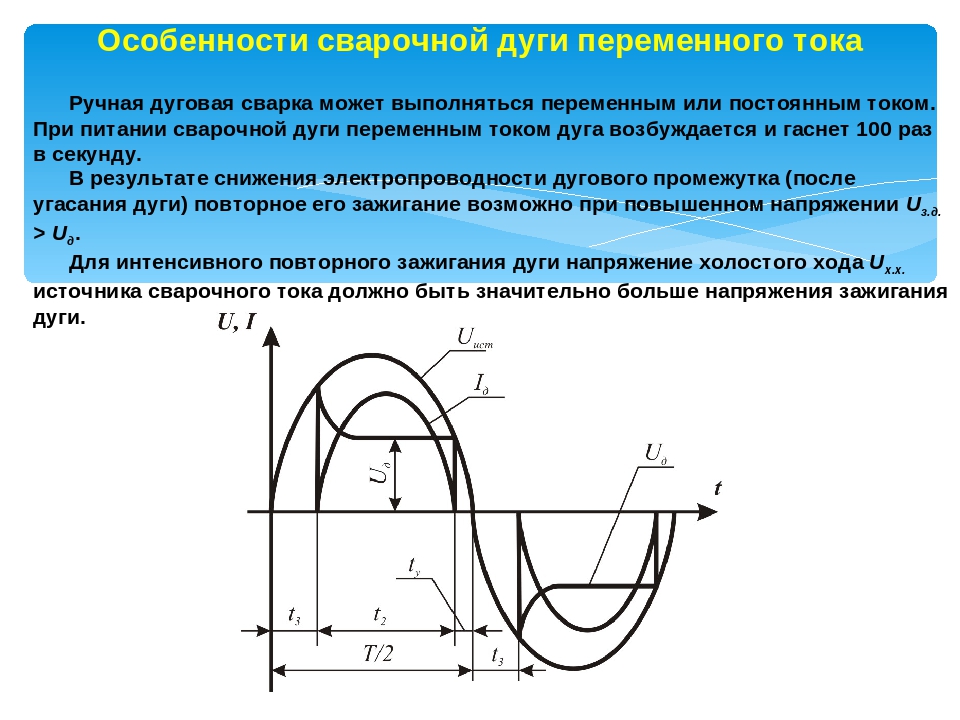 [c.59]
[c.59]
Динамическая характеристика — это зависимость между мгновенными значениями выходного напряжения и тока нагрузки при постоянном в данный момент времени мгновенном значении напряжения питающей сети. т. е. BHx = f (i h) при Мпит = onst. Динамическая характеристика показывает реакцию источника питания на характер и скорость протекания переходных процессов, возникающих в системе источник — дуга — ванна при действии внешних возмущений (изменение напряжения сети, напряжения дуги и сварочного тока, а также при переходе из одного установившегося режима в другой). Чем меньше время переходного процесса, тем лучше динамические свойства источника питания. [c.14]
Фактически величины dL ldI и dUJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги /д у. Коэффициент — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Система дифференциальных уравнений (2.26) является существенно нелинейной, что затрудняет аналитическое исследование динамической характеристики. Упрощенная динамическая характеристика асинхронного двигателя может быть получена если пренебречь активным сопротивлением статора и предположить, что свободные составляющие, обусловленные переходными процессами при подключении двигателя к источнику питания, затухли. Полагая в соответствии с рекомендациями работы [104] нотокосценления статора приближенно неизменными onst, onst), можно получить упрощенную динамическую характеристику асинхронного двигателя в виде [c.26]
Заметим, что линеаризация уравнений в окрестности установившегося режима при йдо=0 и А1до = 0 приводит к исчезновению перекрестных связей -па структурной схеме линеаризованной СЧ с учетом источника энергии.
 Поэтому анализ влияния свойств источника питания на динамические характеристики силовой части СП по линеаризованным дифференциальным уравнениям и соответствующим им структурным схемам следует выполнять только для тех режимов работы силовой части, возникающих под воздействием сигнала на входе СЧ и внешнего возмущающего воздействия, при которых до=/=0 и
[c.405]
Поэтому анализ влияния свойств источника питания на динамические характеристики силовой части СП по линеаризованным дифференциальным уравнениям и соответствующим им структурным схемам следует выполнять только для тех режимов работы силовой части, возникающих под воздействием сигнала на входе СЧ и внешнего возмущающего воздействия, при которых до=/=0 и
[c.405]Мы ограничимся уравнениями типа (1), которое определяет целое семейство динамических характеристик. Конкретный вид характеристики определяется дифференциальным уравнением цепи. Электрргческие цепи, используемые в настоящее время в качестве источника питания плазмотронов, просты и могут быть представлены в виде цепей с сосредоточенными параметрами. В связи с увеличением мощности плазмотронов и решением задач управления газовым разрядом сложность цепей питания будет возрастать, что приведет к повышению порядка дифферинциального уравнения цепи. [c.41]
Работа в переходном (динамическом) реи име, когда напряжение и ток в системе изменяют свою величину под влиянием внешних воздействий на систему или в результате изменения каких-либо ее нарамет-. ров. Графическое изображение зависимости между мгновенными значениями напряжения и тока дуги или источника питания в неустановившемся (динамическом) режиме называются соответственно динамической характеристикой дуги или источника питания.
[c.162]
ров. Графическое изображение зависимости между мгновенными значениями напряжения и тока дуги или источника питания в неустановившемся (динамическом) режиме называются соответственно динамической характеристикой дуги или источника питания.
[c.162]
Основные требования к источникам питания
Основные требования к источникам питания
Категория:
Сварка металлов
Основные требования к источникам питания
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно (ДЛСД/г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.
Реклама:
Читать далее:
Режим работы источника питания
Статьи по теме:
Источники питания сварочной дуги переменного тока (сварочные трансформаторы)
Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис. 1, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линии будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5-2 В больше номинального значения (60 – 65 В)
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рисунках. Технические данные трансформаторов ТС и ТСК приведены в табл. 1.
Технические данные трансформаторов ТС и ТСК приведены в табл. 1.
Для автоматической сварки нашли применение сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601, предназначенные для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц. Трансформаторы рассчитаны для работы в закрытых помещениях, с повышенной индуктивностью рассеяния. Они обеспечивают создание необходимых крутопадающих внешних характеристик и плавное регулирование сварочного тока в требуемых пределах, а также его частичную стабилизацию при колебаниях напряжения в сети в пределах от 5 до 10% от номинального значения. Технические данные трансформатора типа ТДФ приведены в табл. 2.
Технические характеристики трансформаторов СТШ-250 и ТСП-2
| Параметры | ТДФ-1001 | ТДФ-1601 |
| Номинальный сварочный ток, А | 1000 | 1600 |
| Пределы регулирования сварочного тока, А: — на ступени «малых» токов — на ступени «больших» токов | 400-700 700-1200 | 600-1100 1100-1800 |
| Номинальное первичное напряжение, В | 220 или 380 | 380 |
| Частота, Гц | 50 | 50 |
| Первичный ток, А: — при исполнения на 220 В — при исполнении на 380 В | 360 220 | — 480 |
| Вторичное напряжение холостого хода, В: — при минимальном сварочном токе — при максимальном сварочном токе | 68 71 | 95 105 |
| Условное номинальное рабочее напряжение, В | 44 | 60 |
| Вторичное напряжение в зависимости от величин сварочного тока (Iсв), В | Uн=20+0,04 Iсв | Uн=50+0,00625 Iсв |
| Отношение продолжительности рабочего периода к продолжительности цикла (ПВ), % | 100 | 100 |
| Коэффициент полезного действия, % | 87 | 88 |
| Потребляемая мощность, кВт | 82 | 182 |
| Масса, кг | 740 | 1000 |
Внешние характеристики трансформатора ТДФ-1001 и ТДФ-1601 показаны на рис. 2, а и б.
2, а и б.
Трансформаторы типа ТДФ-1001 и ТДФ-1601 — стационарные установки в однокорпусном исполнении с принудительной вентиляцией. Установка состоит из трансформатора, сетевого контактора, вентилятора и блок-схемы управления.
| |
| Рис. 2. Внешние характеристики трансформаторов: а — ТДФ-1001, б — ТДФ-1601. | |
Рис. 3. Электрическая схема трансформатора СТШ-500: 1 — магнитопровод; 2 — катушка первичной обмотки; 3 — катушка вторичной обмотки; 4 — магнитные шунты Рис. 4. Электрическая схема трансформатора ТМ-300-П | |
Рис. 1. Схема конструкции трансформатора ТС-500 (а), его внешние вольт-амперные характеристики (б) и магнитная схема (в): 1 — механизм регулирования сварочного тока, 2 — зажимы низкого напряжения, 3 — подвижная катушка, 4 — магнитопровод, 5 — неподвижная катушка, 6 — кожух, 7 — регулировочный винт, 8 — зажимы высокого напряжения, 9 – крышка.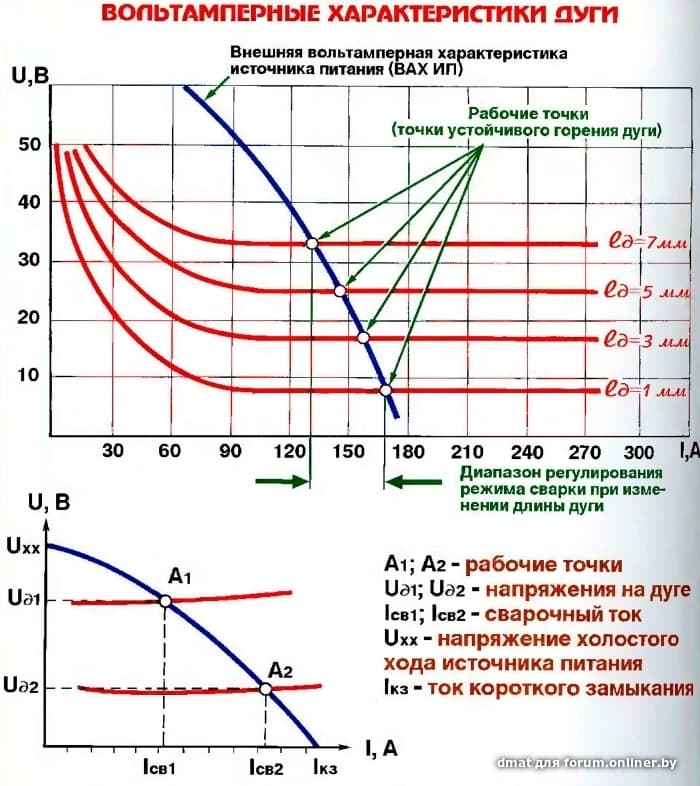 | Рис. 5. Электрическая схема трансформатора ТСП-1 (а) и его внешние характеристики (б): I, II, III, IV — схемы преключения на различную величину тока; 1, 2, 3, 4, 5, 6, 7 — порядковые номера зажимов |
Трансформаторы с магнитными шунтами типа СТАН, ОСТА и СТШ (в настоящее время не выпускаются).
Трансформатор СТШ стержневого типа, однофазный, выполнен в однокорпусном исполнении и предназначен для питания электрической сварочной дуги переменным током частотой 50 Гц при ручной дуговой сварке, резке и наплавке металлов. На рис. 3 показана схема трансформатора СТШ-500.
Магнитопровод (сердечник трансформатора) изготовляется из электротехнической стали Э42 толщиной 0,5 мм. Стальные листы соединяют изолированными шпильками.
Катушки первичной обмотки трансформатора выполнены из изолированного алюминиевого провода прямоугольного сечения, а вторичной — из голой алюминиевой шины, между витками которой прокладывают асбестовые прокладки, предназначенные для изоляции витков от короткого замыкания.
Регулятор тока состоит из двух подвижных магнитных шунтов, расположенных в окне магнитопровода. Вращением винта по часовой стрелке шунты раздвигаются, а против часовой — сдвигаются, происходит плавное регулирование сварочного тока. Чем меньше расстояние между шунтами, тем меньше сварочный ток, и наоборот. Шунты изготовляют из той же электротехнической стали, что и магнитопровод.
Для снижения помех, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов типа КБГ-И. Конденсаторы смонтированы на стороне высокого напряжения.
Промышленностью создан ряд новых переносных источников питания сварочной дуги переменным током — малогабаритные трансформаторы. Примерами таких трансформаторов являются, например, монтажные трансформаторы ТМ-300-П, ТСП-1 и ТСП-2.
Монтажный трансформатор ТМ-300-П предназначен для питания сварочной дуги при однопостовой дуговой сварке на монтажных, строительных и ремонтных работах. Трансформатор обеспечивает крутопадающую внешнюю характеристику (с отношением тока короткого замыкания к току номинального рабочего режима 1,2—1,3) и ступенчатое регулирование сварочного тока, что позволяет выполнять сварку электродами диаметром 3,4 и 5 мм. Он однокорпусный, имеет малую массу и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35-0,5 мм. Электрическая схема трансформатора приведена на рис. 4.
Он однокорпусный, имеет малую массу и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35-0,5 мм. Электрическая схема трансформатора приведена на рис. 4.
Первичная обмотка состоит из двух катушек одинакового размера, полностью размещенных на одном стержне магнитопровода. Вторичная обмотка также состоит из двух катушек, из которых одна — основная — размещается на стержне магнитопровода вместе с первичной обмоткой, а вторая — реактивная — имеет три отпайки и размещается на другом стержне магнитопровода.
Реактивная вторичная обмотка значительно удалена от первичной обмотки и имеет большие потоки рассеяния, определяющие повышенное индуктивное ее сопротивление. Величина сварочного тока регулируется переключением числа витков реактивной обмотки. Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги.
Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги.
Первичную обмотку выполняют из медного провода с изоляцией, а вторичную обмотку наматывают шинкой. Обмотки пропитывают кремнийорганическим лаком ФГ-9, что позволяет повышать температуру их нагрева до 200° С. Магнитопровод с обмотками размещается на тележке с двумя колесами. Для сварки в монтажных условиях электродами диаметром 3 и 4 мм применяют облегченный трансформатор ТСП-1. Трансформатор рассчитан на кратковременную работу при коэффициенте загрузки поста менее 0,5 и электродах диаметром до 4 мм. Электрическая схема и внешние характеристики такого трансформатора показаны на рис. 5. Вследствие большого расстояния между первичной обмоткой А и вторичной обмоткой Б образуются значительные потоки магнитного рассеяния.
Падение напряжения за счет индуктивного сопротивления обмоток обеспечивает крутопадающие внешние характеристики.
Регулирование сварочного тока ступенчатое, как и у сварочного трансформатора ТМ-300-П.
Для уменьшения массы конструкция трансформатора выполнена из высококачественных материалов — магнитопровод — из холоднокатаной стали, а обмотки — из алюминиевых проводов с теплостойкой стеклянной изоляцией.
Технические данные трансформатора ТСП-1 приведены в таблице 1.
Для сварки в монтажных условиях выпускаются также малогабаритные облегченные сварочные трансформаторы СТШ-250 с плавным регулированием сварочного тока, разработанные Институтом электросварки имени Е. О. Патона, и ТСП-2, разработанные Всесоюзным научно-исследовательским институтом электросварочного оборудования.
Для выполнения сварочных работ на различной высоте в монтажных условиях создан специальный сварочный трансформатор ТД-304 на салазках, оборудованный дистанционным регулированием сварочного тока непосредственно с рабочего места электросварщика.
Требования к характеристике источника питания при РДС (эластичность дуги)
Требования к характеристике источника питания при РДС или понятие эластичности дуги. Стабильность режима сварки при изменения длины дуги.
Стабильность режима сварки при изменения длины дуги.
В условиях сварки возможно внезапное изменения длины дуги, а также может возникнуть необходимость несколько растянуть дугу (при сварке горизонтальных, вертикальных, потолочных швов), поэтому дуга должна быть устойчивой (не гаснуть или как говорят эластичной) в случае ее удлинения в некоторых пределах.
Критерием устойчивости или эластичности дуги может служить максимальная длина дуги, до которой ее можно растягивать без опасности обрыва. Но существует , при которой дуга гаснет.
Характеристики источника питания и дуги будем изображать линейными, будто бы рассматриваем очень малый диапазон изменения.
Требования к характеристике дуги при механизированной сварке с постоянной скоростью подачи электрода.
— коэффициент плавления по току
— коэффициент плавления по напряжению.
Если длина дуги укоротилась , то при возрастании токов скорость плавления возрастёт пропорционально увеличению тока, и при постоянной скорости подачи на повышенной скорости плавления дуга придёт в исходное состояние.
Очевидно, что при механизированной сварке с постоянной скоростью подачи явление саморегулирования дуги (поддержание оптимальной длины) будет тем эффективнее, чем более пологой будет характеристика источника питания к характеристике дуги. Т.е. требования прямо противоположны требованиям при РДС.
Эти же рассуждения распространяются и на случай сварки в углекислом газе с постоянной подачей скорости электродной проволоки.
Для сварки в применяют жёсткие характеристики с высоким для устойчивого повторного возбуждения дуги в случае короткого замыкания. Но идеальной была бы характеристика возрастающая, но менее круто, чем характеристика дуги .
Динамические свойства источников питания
Состояние неустановившегося равновесия или работы в переходном режиме, когда ток и напряжение изменяют свою величину под влиянием внешних воздействий, называется динамическим режимом, а график – динамической характеристикой.
При горении дуги перенос металла может быть мелко- ,крупнокапельным и струйным.
Рассмотрим самый неблагоприятный случай: крупнокапельный перенос.
Ток, возросший до , будет протекать через жидкую перемычку и очень быстро разогреет её до температуры кипения.
Перегрев жидкой перемычки током — вредный процесс, так как приводит к разбрызгиванию и угару.
Поэтому следует для снижения разбрызгивания снизить скорость нарастания тока при коротком замыкании, т.е. поставить в сварочной цепи дополнительную индуктивность.
Тогда при снижении скорости нарастания тока капля или жидкая перемычка может разорваться за счёт электродинамических сил, сжимающих её, действующих в фокусиальном направлении к центру и сил гравитации поверхностного натяжения, тогда капля с минимальными потерями попадёт в сварочную ванну.
Поэтому при сварке в углекислом газе, сопровождающейся частыми КЗ электрода на изделие, в цепи выпрямленного (постоянного) тока ставят дроссель индуктивности L, который создаёт индуктивное сопротивление и препятствует резкому нарастанию тока и спаду напряжения.
Современные источники питания, имеющие цифровые системы обратной связи. Которые обладают высоким быстродействием (на порядок выше индуктивности) регулирует ток, уменьшая его именно в момент КЗ, что обеспечивает более высокие технологические свойства как источников, так и сварных соединений.
Особенности горения дуги на переменном токе с активным сопротивлением в цепи.
Так как f=50 Гц, то 100 раз в секунду изменяется полярность на электродах, при этом объёмный положительный и отрицательный прикатодные заряды устремляются навстречу друг другу и ионизируются.
Степень ионизации снижается, и дуге нужно время для достижения горения.
Но вследствие деионизации и снижения температуры повторное загорание дуги возможно при
Но .
При смене полярности процесс повторится вновь: дуга возбудится при
Возникает время перерыва
Для электродов основного типа, содержащих , подавляющий ионизацию дуги, возбуждение дуги и её горение невозможно на переменном токе (УОНИ 13/45). Это происходит, потому что напряжение зажигания велико и время перерыва горения намного увеличивается, а степень ионизации активных пятен намного снижается, так что повторного возбуждения не происходит.
Это происходит, потому что напряжение зажигания велико и время перерыва горения намного увеличивается, а степень ионизации активных пятен намного снижается, так что повторного возбуждения не происходит.
Для того, чтобы снизить перерыв горения дуги, в обмазку вводят легко ионизирующиеся компоненты: Са, Nа, К и т.д., т.е. щёлочные и щёлочно-земельные металлы. Они хуже защищают сварочную ванну, но обеспечивают устойчивое горение. Можно повысить напряжение на вторичной обмотке, но это опасно для сварщиков. Можно использовать осцилляторы и стабилизаторы, которые дают разряд конденсатора.
Горение дуги на переменном токе с индуктивностью в сварочной цепи.
, где
Возникает ЭДС; её потенциалы приложены так, что при резком возрастании тока индуктивность препятствует возрастанию, при резком уменьшении препятствует уменьшению.
При наличии индуктивности в сварочной цепи в идеале можно получить непрерывное горение дуги за счёт поддержания необходимого напряжения на дуге с помощью ЭДС, наведённой в индуктивности.
Также по теме:
Режим рабыты источника питания. Три режима работы источника питания дуги.
Обозначение сварочных аппаратов. Обозначение из букв и цифр.
Основные требования, предъявляемые к источникам питания
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить хорошее возбуждение и стабильное горение дуги.
Возбуждение сварочной дуги начинается с короткого замыкания сварочной цепи – контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В.
В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В.
Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
1) напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока – 90 В, для источников переменного тока – 80 В;
Максимально допустимое напряжение холостого хода установлено для источников постоянного тока – 90 В, для источников переменного тока – 80 В;
2) напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
3) ток короткого замыкания не должен превышать сварочный ток более чем на 40…50 %. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
4) мощность источника тока должна быть достаточной для выполнения сварочных работ;
5) иметь устройства для плавного регулирования силы сварочного тока;
6) обладать заданной внешней характеристикой.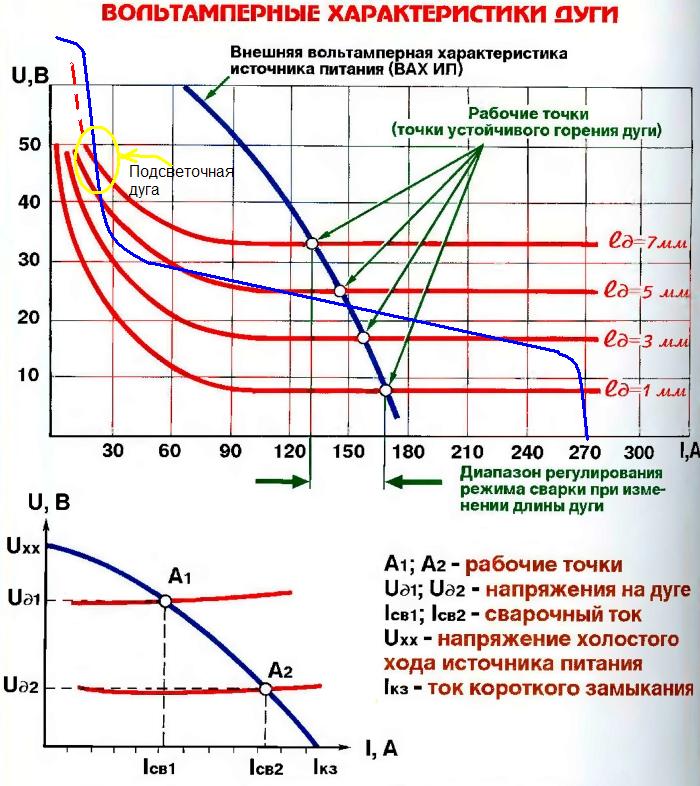
Таким образом, можно сказать, что источник питания должен при определенных режимах работы удовлетворять двум группам требований: технологическим и технико-экономическим.
Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны.
Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — ду — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик.
О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник — дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (cos φ), габаритные размеры, массы, показатели надежности, эргономические и технологические показатели конструкции источников, соответствие правилам безопасности и т. п.
Метод построения внешних статических характеристик сварочных источников питания Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
УДК 004:621. 791.75
791.75
МЕТОД ПОСТРОЕНИЯ ВНЕШНИХ СТАТИЧЕСКИХ ХАРАКТЕРИСТИК СВАРОЧНЫХ ИСТОЧНИКОВ ПИТАНИЯ
© 2008 г. В.В. Кривин, М.Ю. Виниченко, П.И. Руденко, А.А. Тямалое
Волгодонский институт Institute of South-Russian
Южно-Российского государственного State Technical University
технического университета (Новочеркасского (Novocherkassk Polytechnic Institute),
политехнического института) Volgodonsk
Рассматривается информационно-измерительная система, предназначенная для измерения и хранения вольтамперных характеристик сварочных источников питания. Достоинством данной системы является то, что график внешней характеристики можно получить из мгновенных значений сигналов тока сварки и напряжения дуги, измеренных во время процесса сварки. Такой подход позволяет оценить статическую характеристику источника питания сразу после завершения процесса, не отключая его от сварочного поста.
Такой подход позволяет оценить статическую характеристику источника питания сразу после завершения процесса, не отключая его от сварочного поста.
Ключевые слова: источники питания, сварка, статические характеристики, перенос металла, короткие замыкания.
Information-measuring system meant for measurement and storage of volt-ampere characteristics of welding supply sources is considered in the article. The advantage of the system is the fact, that the graph of the volt-ampere characteristic can be received in instantaneous meanings of welding current and voltage signals, measured during the welding process. The approach allows to estimate volt-ampere characteristic of supply source immediately after process completion without disconnecting it from the welding post.
Keywords: power source, welding, steady-state features, carrying the metal, short circuits
При организации сварочного производства оператором-сварщиком или технологом решается задача о выборе сварочного оборудования, наиболее полно удовлетворяющего требованиям технологического процесса. Известно, что эффективность процесса электродуговой сварки во многом зависит от статических и динамических характеристик применяемого оборудования. Поэтому одним из критериев выбора источника питания является вид его внешней характеристики. Задача достоверного измерения статической характеристики является актуальной также при аттестации сварочного оборудования, где по виду вольтамперной характеристики (ВАХ) определяется
Известно, что эффективность процесса электродуговой сварки во многом зависит от статических и динамических характеристик применяемого оборудования. Поэтому одним из критериев выбора источника питания является вид его внешней характеристики. Задача достоверного измерения статической характеристики является актуальной также при аттестации сварочного оборудования, где по виду вольтамперной характеристики (ВАХ) определяется
соответствие источника питания установленным нормам.
В настоящее время определение семейства внешних статических характеристик сварочного оборудования производится либо с применением балластных реостатов, имитирующих сопротивление дуги, либо с применением специализированных программируемых нагрузочных устройств и цифровых регистраторов тока и напряжения [1]. Недостатками обоих способов являются громоздкость применяемого оборудования, необходимость снятия источника питания со сварочного поста для проведения измерений и высокие материальные затраты на покупку специализированного оборудования.
Рис. 1. Структурная схема информационно-измерительной системы и способ ее подключения к источнику питания: НП — нормирующий преобразователь; ФНЧ — фильтр нижних частот; РФ — режекторный фильтр; БГР — блок гальванической развязки; АЦП — аналого-цифровой преобразователь
В статье рассматривается информационно-измерительная система, предназначенная для измерения и хранения вольтамперных характеристик сварочных источников питания. Достоинством данной системы является то, что график внешней характеристики можно получить из мгновенных значений сигналов тока сварки и напряжения дуги, измеренных во время процесса сварки. Такой подход позволяет оценить статическую характеристику источника питания сразу после завершения процесса, не отключая его от сварочного поста. На рис. 1 показаны структурная схема информационно-измерительной системы (показана схема измерения тока сварки) и способ ее подключения к источнику питания.
Измерение, нормирование и фильтрация сигналов тока и напряжения сварки производится с помощью нормирующих преобразователей (НП), фильтров нижних частот (ФНЧ), режекторных фильтров (РФ) и модуля АЦП. Блок гальванической развязки (БГР) предназначен для электрического разделения измерительной и сварочной цепей. Ниже приведены технические характеристики системы:
Время измерения, с 30
Интерфейс для связи с ПК USB
Напряжение питания, B 220
Разрядность АЦП, бит 12
Частота дискретизации, кГц 1 — 100
Габаритные размеры, мм 260x240x70
Масса, кг 4
Интерфейс пользователя, реализованный в среде графического программирования LabVIEW, обеспечивает простоту настройки параметров информационно-измерительной системы и наглядность полученных результатов в виде графика ВАХ. защиты I …….. ш
защиты I …….. ш
:Г ш tff&wvte? -ян»
IrOp I М[ ‘А
и времени) возмущений. Следовательно, эти сигналы следует рассматривать как случайные процессы, протекающие во времени. В [2] показано, что сигналы о процессе сварки (/св, Uj) обладают свойством стационарности и эргодичности, что предполагает использование методов теории вероятности и математической статистики для их обработки.
Измерение внешней характеристики источника питания происходит следующим образом. Во время процесса сварки мгновенные значения тока сварки (/св) и напряжения дуги (Uj) записываются в память компьютера. В результате получается двумерный массив, содержащий данные о состоянии процесса сварки. Но, как было указано выше, на эти данные накладываются случайные возмущения, поэтому для построения внешней характеристики их необходимо подвергнуть статистической обработке. = 40 В.
= 40 В.
а*)
100
so
40
20
…… ы«**** ■ ■ Ш ■■ ■■ Л О- ¡р Ol ■ ■ ■ Л ш
LI____ 1 £ 1 \
г ■ 1 1 !
U пор1 U пор2
Г % L
Рис. 2. График ток — напряжение сварки, построенный по мгновенным значениям
Это связано с тем, что на мгновенные значения сварочного тока и напряжения влияет большое количество недетерминированных (случайных по величине
I— 1 «. и I— — …. U, В
и I— — …. U, В
Рис. 3. Эмпирическая функция плотности распределения данных напряжения на дуге
Обработка данных для каждой области проводится отдельно с помощью соответствующего программного обеспечения. Для области «холостого хода» программа выбирает только те точки «ток — напряжение», для которых ток сварки принимает минимальные значения (1св «0) при напряжении на дуге
ид > ипор2 . После чего для точки (назовем ее точкой
«холостого хода» Тхх) рассчитывается среднее значение напряжения, на основании которого определяются ее координаты Тхх[0, ихх], где
X U
U = ——
(1)
Для источника Prestige164 точка Тхх имеет координаты [0; 62,1].
При построении участка ВАХ, находящегося между областями холостого хода и горения дуги, программа анализирует плотность точек «ток — напряжение» и на основании этой информации определяет значение сварочного тока /гор, с которого начинается область горения дуги. Точек, лежащих в диапазоне токов [0, 1гор], крайне мало, т.к. эта область является
промежуточной и процесс находится в этом состоянии только при переходе из холостого хода в горение дуги и наоборот. Следовательно, в этом интервале токов мало данных и любые возмущения, связанные, например, со срабатыванием системы защиты источника питания, могут существенно исказить форму рассчитываемой ВАХ. Поэтому программа не учитывает (отбрасывает) те точки из указанного диапазона, для которых напряжение оказывается меньше ипор1. Затем рассчитываются средние значения напряжения для каждого значения тока с шагом 1 А. Для сварочного инвертора Prestige 164 при установленном рабочем токе 90 А значение тока 1гор = 68 А (см. рис. 2).
рис. 2).
Для областей «горение дуги» и «короткое замыкание» рассчитывается среднее значение напряжения для каждого значения тока при шаге измерений 1 А. На рис. 4 показаны графики вольт-амперных характеристик инвер-торного источника питания Prestige 164 при установленном рабочем токе 90 и 100 А, измеренные с помощью балластного реостата и разработанного метода. Как известно [4], оценка вида
(1) является нормальной, т.е.
асимптотически
(
yfn
X U
i=1
->N,
а
(0,1)
б
Рис.
П __»
X(u — и,)2 i=1
n (n -1)
n
и
n
а
где А — половина ширины доверительного интервала. Рассчитанные по этой формуле приближенные доверительные интервалы изображены на рис. 4 пунктиром. Из рисунка видно, что полученные статические характеристики сварочного источника питания находятся внутри этого интервала.
Выводы
Разработанная информационно-измерительная система и специализированное программное обеспечение позволяют получать форму внешней характеристики источника питания сразу после окончания процесса сварки. При этом отпадает необходимость в применении дорогостоящего (цифровые регистраторы тока и напряжения), громоздкого (балластные реостаты) оборудования и снятии источника питания со сварочного поста.
При этом отпадает необходимость в применении дорогостоящего (цифровые регистраторы тока и напряжения), громоздкого (балластные реостаты) оборудования и снятии источника питания со сварочного поста.
Литература
1. «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» РД 03-614-03.
2. Чернов А.В. Обработка информации в системах контроля и управления сварочным производством: Монография / Новочерк. гос. техн. ун-т. Новочеркасск: НГТУ, 1995. 180 с.
3. Кривин В.В. Автоматизация ограниченных детерминированных процессов: Монография / Юж.-Рос. гос. техн. унт. — Новочеркасск: Ред. журн. «Электротехника», 2003. -176 с.
4. Методы и техника обработки сигналов при физических измерениях: В 2-х томах. Пер. с франц. — М.: Мир, 1983. — Т. 1. 312 с.
Пер. с франц. — М.: Мир, 1983. — Т. 1. 312 с.
Поступила в редакцию 10 сентября 2008 г.
Кривин Валерий Вольфович — доцент, д-р техн. наук, профессор Волгодонского института Южно-Российского государственного технического университета (Новочеркасского политехнического института). E-mail: [email protected]. Тел. (86392) 62526.
Виниченко Михаил Юрьевич — доцент, канд. техн. наук Волгодонского института Южно-Российского государственного технического университета (Новочеркасского политехнического института). E-mail [email protected] Тел. (86392) 62526.
Руденко Павел Иванович — старший преподаватель Волгодонского института Южно-Российского государственного технического университета (Новочеркасского политехнического института). E-mail: [email protected]. Тел. (86392) 62526.
Тямалов Александр Анатольевич — ассистент Волгодонского института Южно-Российского государственного технического университета (Новочеркасского политехнического института). E-mail: [email protected]. Тел. (86392) 62526._
E-mail: [email protected]. Тел. (86392) 62526._
Источники питания для автоматической сварки
Под заказ
Сварочный выпрямитель Kjellberg GTH 522G широко применяется при полуавтоматической и автоматической сварке под слоем флюса.
Под заказ
Для питания дуги при автоматической сварке используют постоянный ток, получаемый от выпрямителя GTH 802.
Под заказ
Сварочный выпрямитель Kjellberg GTH 1002 предназначен для сварки под флюсом током до 1000 А.
Под заказ
Сварочный выпрямитель Kjellberg GTH 1402 — мощный источник питания, предназначенный для автоматической и полуавтоматической сварки под слоем флюса.
Под заказ
Сварочный трансформатор W 1005 VC широко используется как источник питания переменного тока для сварки под флюсом.
Под заказ
Источник тока KH 600 newArc разработан немецким производителем Kjellberg как оборудование, предназначенное для сварки в защитных газах, а также для импульсной сварки.
Источник питания является важной и неотъемлемой частью сварочного автомата. В первую очередь он должен соответствовать таким требованиям, как: надежное возбуждение дуги, ПВ, устойчивое горение в заданном режиме сварки, точное регулирование силы сварочного тока. Источник должен соответствовать вольтамперной характеристике выбранного вида сварки. ВАХ – это зависимость напряжения на выходных зажимах источника от силы тока нагрузки.
Наша компания предлагает источники питания дуги, которые легко настраиваются на нужный режим сварки. Для получения нужных режимов сварки применяют различные регулирующие устройства, которые позволяют получать различные вольамперные характеристики с различными значениями и параметрами режимов сварки. Для источника питания очень важны его динамические свойства, т.к. они позволяют быстро реагировать на все изменения в дуге. Чем быстрее источник питания дуги восстанавливает напряжение — тем лучше его динамические свойства. При таком режиме можно обеспечить точный перенос наплавленного металла в сварочную ванну, что уменьшает разбрызгивание сварочного материала и улучшает качество формирования сварного шва. Все источники питания, предлагаемые нашей компании, отвечают современным требованиям и стандартам и характеризуются отличными параметрами, получаемыми при работе в установленном режиме.
Все наши источники питания обладают хорошими динамическими свойствами на всем диапазоне регулирования сварочного тока. Все требования соответствуют нормативным документам.
Все источники питания обладают достаточной мощностью и обеспечивают нормальный процесс сварки в любом диапазоне сварочных токов, не создают радиопомех выше уровня допустимых норм, имеют достаточное напряжение холостого хода для легкого зажигания и устойчивого горения дуги.
источников энергии для сварочных процессов | Металлы | Отрасли
В этой статье мы поговорим об источниках питания для сварочных процессов.
Твердотельные источники питания для сварки:Твердотельные источники питания по сравнению с обычными источниками питания считаются более эффективными, имеют характеристики быстрого отклика и необходимы для некоторых специальных работ, особенно приложений, выполняемых с помощью роботов. При импульсной дуговой сварке образуется мощная струя из мелких капель, которая может быть направлена в любом направлении.
Соотношение импульсного тока и тока поддерживающей дуги должно быть отрегулировано для соответствия различным условиям толщины и положения материала, что возможно только с твердотельными источниками питания.
Используя источник переменного тока прямоугольной формы, можно сваривать узкую канавку (с включенным углом 2-4 °) в толстых материалах, для чего требуется V-образная канавка (с включенным углом 30 ° — 60 ° при обычном постоянном токе). источников), что приводит к значительной экономии присадочного металла.
Источники питания для процессов дуговой сварки:Для дуговой сварки требуется специальная электрическая мощность низкого напряжения и высокого тока с желаемыми характеристиками для создания и поддержания дуги, способной обеспечить хороший сварной шов.
Источники питания могут быть вращающегося или статического типа (трансформатор или выпрямитель). Электронное управление с обратной связью (тиристорное управление) популярно. Выход может быть переменным, постоянным или обоим. Характеристики могут быть постоянным током, постоянным напряжением или комбинацией обоих.Источник должен обеспечивать желаемый ток при заданной нагрузке.
Основные характеристики источника питания:
(i) Кривые статических характеристик:
Статические характеристические кривые, то есть зависимость между напряжением нагрузки и током нагрузки при различных условиях нагрузки. Кривая C на рис. 9.49 — это падающая кривая при постоянном токе. Небольшие колебания напряжения существенно не изменяют выходной ток. Он подходит для процессов MMAW / SMAV / GTAW.
В этих источниках ток более или менее постоянен даже при небольших изменениях длины дуги, что неизбежно даже для квалифицированного специалиста. Таким образом, качество сварки остается неизменным, а сила тока не превышает значительных значений даже при возникновении дуги и в аварийных ситуациях. Кривая B — относительно плоский (постоянное напряжение) источник. Такие машины рассчитаны на постоянный ток и не подходят с выходом переменного тока.
Этот источник используется в полуавтоматических и автоматических процессах, таких как сварка MIG / C0 2 , сварка под флюсом, дуговая сварка порошковой проволокой.Этот процесс является саморегулирующимся, чтобы контролировать скорость плавления и скорость подачи. Падение напряжения на дуге пропорционально длине дуги. Небольшое изменение напряжения дуги приводит к очень большому изменению тока, увеличивает скорость плавления и быстро восстанавливает нормальную длину дуги.
Выбрав правильное сочетание напряжения и скорости подачи проволоки, можно добиться стабильного переноса металла и получения сварных швов хорошего качества.
(ii) Напряжение холостого хода OCV:
Это напряжение на выходной клемме источника питания при отсутствии сварки.В случае источника постоянного тока значение OCV высокое, что обеспечивает легкий запуск дуги. Чем выше OCV, тем выше стабильность дуги. IS: 4559 ограничивает OCV до 100 В, чтобы избежать поражения сварщика электрическим током.
(iii) Динамические характеристики:
Они определяют соотношение между напряжением и током при изменении условий нагрузки. Сварочная дуга никогда не бывает устойчивой и подвержена резким и быстрым колебаниям из-за постоянных небольших колебаний длины дуги, напряжения и тока.Источник питания с хорошими динамическими характеристиками обеспечивает очень стабильную и плавную дугу даже при переходных процессах.
(iv) Номинальная мощность и рабочий цикл:
Источники питания задаются как выходной ток в определенном рабочем цикле, который определяется как процент от пятиминутного интервала, в течение которого он работает при заданной настройке тока. Рабочий цикл 70% означает, что дуга действует в течение 3,5 минут из 5-минутного периода времени. Дежурство основано на последовательных 5-минутных интервалах. Рабочий цикл 60% принят за стандарт.
Кроме того, в IS: 4559 указаны различные классы изоляции и соответствующая максимально допустимая температура.
Коэффициент мощности источника питания должен быть высоким, чтобы избежать потерь и эффективного использования мощности.
Генераторыпредназначены для сварки на постоянном токе, а генераторы вырабатывают переменный ток, который может быть выпрямлен для обеспечения выхода постоянного тока.
Твердотельные устройства (кремниевый выпрямитель-тиристор) со специальными характеристиками могут использоваться для непосредственного управления мощностью сварки путем изменения сварочного тока или формы волны напряжения.
В случае возникновения опасных условий (например, очень высокая / низкая температура окружающей среды, большая высота, чрезмерная влажность, пыль / пары, вибрация / удары, коррозионная среда и т. Д., Источники питания для сварки должны быть специально спроектированы.
Источники питания с регулируемой формой волны для сварки:Эти источники питания думают и фактически контролируют ток электрода на протяжении всего цикла сварки. Они наилучшим образом используют сложность компьютеров и мощность инверторной технологии.Они манипулируют формами сигнала источника питания с помощью сложного программного обеспечения внутреннего контроля, автоматически координируя переменные управления машиной и, таким образом, управляя производительностью сварки для улучшения общего качества сварки.
Качество электродов можно оценить путем анализа моделирования процесса сварочного тока и напряжения. Форма волны представляет собой динамическую, постоянно меняющуюся реакцию выходного сигнала источника питания для дуговой сварки на действие самой электрической дуги. Переключатели режимов предлагают вариант с несколькими сигналами.
Контроль формы волны обеспечивает чрезвычайно стабильную дугу, которая легко справляется со сварными швами в неправильном положении. Он потребляет меньше энергии, обеспечивает более чистую рабочую среду в цехе за счет уменьшения количества сварочного дыма, излучения и брызг, меньших затрат на обучение и т. Д.
Обеспечение универсальности в системах питания:С введением микросхем в системы электропитания для сварочных процессов, системы электропитания стали настолько универсальными, что отпадает необходимость в выборе различного оборудования для различных сварочных процессов.Теперь доступны системы, которые могут поддерживать ряд процессов и процедур сварки.
Доступны опции для разработки новых программ сварки. Таким образом, одна машина может быть адаптирована к широкому спектру применений, для различных материалов, а также для сварки в разных положениях. Это позволяет интегрировать технологии, продукты, процессы и приложения.
Такое оборудование позволяет оптимизировать режимы переноса металла, уменьшая разбрызгивание и повышая стабильность дуги, а также расширяя рабочий диапазон сварочного процесса.Более высокая производительность достигается за счет более высоких скоростей наплавки при меньшем тепловложении. Такое оборудование обеспечивает быструю, умную, эффективную и качественную работу, позволяя выдерживать конкуренцию качества.
Можно настроить выходные параметры для заданных условий сварки и конструкции соединения в соответствии со спецификациями сварных швов и производительностью. Таким образом, он позволяет выбрать программу сварки из предопределенного набора программ и управлять параметрами (скорость подачи проволоки, напряжение, ток, управление дугой и т. Д.) этой программы, чтобы она наилучшим образом соответствовала данному приложению.
Перенос металла от электрода к сварочной ванне регулируется несколькими силами, такими как поверхностное натяжение, сварочный ток и создаваемое им магнитное поле, аэродинамические силы и т. Д. Переносом металла внутри дуги можно управлять путем уравновешивания поверхностных сил. напряжение и сварочный ток.
Несколько датчиков работают в таких суровых условиях и подают электрические сигналы на высокоскоростные контроллеры, чтобы внести соответствующие изменения в форму волны тока для достижения желаемых результатов в виде стабильно высококачественных сварных швов.
Оценка источников питания и влияние переменного тока в процессе SMAW
Bing X (2011) Система сбора и анализа сигналов сварочной дуги, основанная на смешанном программировании VC ++ и MATLAB. В: Труды IEEE 3-й третьей международной конференции по измерительной технике и автоматизации мехатроники (ICMTMA), вып. 3, pp 1150–1153
Чен Б., Хань Ф, Хуанг И, Лу К., Лю И, Ли Л. (2009) Влияние наноразмерного мрамора (карбонат кальция CaCO3) на свойства наплавочного электрода D600R.Сварка. J. 88: 99–103
Google Scholar
Li X, Simpson SW (2009) Параметрический подход к позиционному обнаружению дефектов при сварке короткой дугой. Sci. Technol. Сварка. Присоединиться. 14: 146–151
Статья Google Scholar
Мехотра К., Мохан С.К., Ранка С. (1997) Элементы искусственных нейронных сетей. MIT Press, Кембридж, стр. 187–202
Google Scholar
Pal S, Pal SK, Samantaray AK (2008) Анализ пакетов Neurowavelet на основе текущей сигнатуры для прогнозирования прочности сварных соединений в процессе импульсной сварки металла в инертном газе.Sci Technol Weld Join 13: 638–645
Статья Google Scholar
Pal S, Pal SK, Samantray AK (2010) Прогнозирование качества импульсной сварки металла в инертном газе с использованием статистических параметров сигналов дуги в искусственной нейронной сети. Int J Comput Integr Manuf 23: 456–465
Статья Google Scholar
Рамирес Дж. Э., Джонсон М. (2010) Влияние параметров сварки и состояния электрода на легирование металла шва, наплавленного покрытыми целлюлозными электродами.Сварка J 89: 232–242
Google Scholar
Rehfeldt D, Polite T (1998) Системы для мониторинга обработки и обеспечения качества при сварке. В: Материалы 8-й международной конференции по компьютерным технологиям в сварке, Американское сварочное общество, Майами
Rehfeldt D, Rehfeldt M (2003) Компьютерное обеспечение качества (CAQ) сварки Al-GMAW с помощью Analyysator Hannover. В: Труды международного форума по автомобильной сварке, Машиностроительный пресс, Пекин
Сантакумари А., Раджа Н., Раджасекаран П., Венкатесваран Р. (2014) Оценка источников сварочной энергии и присадочной проволоки с помощью анализа сигнатур.Научно-исследовательский институт сварки. Национальный семинар по сварке, Джамшедпур
Simpson SW (2007a) Изображение подписи для обнаружения дефектов дуговой сварки. Sci Technol Weld Join 12: 481–486
Статья Google Scholar
Simpson SW (2007b) Статистика сигнатурных изображений для обнаружения дефектов дуговой сварки. Sci Technol Weld Join 12: 556–563
Статья Google Scholar
Simpson SW (2008a) Идентификация неисправностей при дуговой сварке металлическим газом с помощью сигнатурных изображений.Sci Technol Weld Joining 13: 87–96
Статья Google Scholar
Simpson SW (2008b) Стабильность изображения подписи и перенос металла при газовой дуговой сварке. Sci Technol Weld Join 13: 176–183
Статья Google Scholar
Викас К., Чандрасекхар Н., Альберт С.К., Джаяпандиан Дж. (2016a) Анализ процесса дуговой сварки с использованием цифрового запоминающего осциллографа. Измерение 81: 1–12
Артикул Google Scholar
Викас К., Альберт С.К., Чандрасекхар Н., Джаяпандиан Дж. (2016b) Анализ характеристик параметров дуговой сварки с использованием самоорганизующихся карт и распределений плотности вероятности.В: Первая международная конференция IEEE по управлению, измерениям и контрольно-измерительным приборам, Калькутта, стр. 196–200
Викас К., Альберт С.К., Чандрасекхар Н., Джаяпандиан Дж. (2018a) Оценка навыков сварки с использованием распределения плотности вероятности и анализа нейронных сетей. Измерение 116: 114–121
Артикул Google Scholar
Викас К., Альберт С.К., Чандрасекхар Н. (2018b) Подход к обработке сигналов для данных сварных швов для оценки электродов для дуговой сварки с использованием распределений плотности вероятности.Измерение 113: 23–32
Google Scholar
Wu CS, Polte T, Rehfeldt D (2000) Мониторинг процесса газовой дуговой сварки и оценка качества с помощью нейронных сетей. Sci Technol Weld Join 5 (5): 324–328
Статья Google Scholar
Wu CS, Polte T, Rehfeldt D (2001) Система нечеткой логики для мониторинга процессов и оценки качества в GMAW. Сварка J 80 (2): 16–22
Google Scholar
Wu CS, Hu QX, Sun S, Polte T, Rehfeldt D (2004) Интеллектуальный мониторинг и распознавание процесса дуговой сварки короткого замыкания в газе и металлическом корпусе.Proc Inst Mech Eng Часть B J Eng Производство 218: 1145–1151
Артикул Google Scholar
% PDF-1.4 % 1 0 obj > / FICL: Enfocus 2 0 R / Метаданные 5 0 R / Страницы 6 0 R / PageLayout / SinglePage / OCProperties> > > ] >> / OCGs [28 0 R] >> / Тип / Каталог / Lang (ru-RU) / SaveStreams> >> эндобдж 2 0 obj > эндобдж 3 0 obj > эндобдж 4 0 объект > эндобдж 5 0 obj > поток
Улучшение динамических свойств инвертора и его влияние на дуговую сварку коротким замыканием
У Вэнькай, Чжу Чжиминг, Ло Сяофэн, Чен Цян, Чжан Жэньхао. Улучшение динамических свойств инвертора и его влияние на дуговую сварку коротким замыканием [J]. ДЕЙСТВИЯ КИТАЙСКОГО ИНСТИТУТА СВАРКИ, 1999, (2): 90-95.
| Образец цитирования: | У Вэнькай, Чжу Чжиминг, Ло Сяофэн, Чен Цян, Чжан Жэньхао. Улучшение динамических свойств инвертора и его влияние на дуговую сварку коротким замыканием [J]. ДЕЙСТВИЯ КИТАЙСКОГО ИНСТИТУТА СВАРКИ , 1999, (2): 90-95. |
- Дата получения: 24.11.1998
- Дата изменения: 1999-03-22
Аннотация
Благодаря использованию насыщающегося индуктора был разработан инверторный источник питания для дуговой сварки с очень хорошими динамическими характеристиками.В этой статье с использованием источника питания оценивается влияние динамических свойств на дуговую сварку с коротким замыканием, результаты показывают, что увеличение скорости падения тока в более поздний период короткого замыкания поможет получить меньше брызг, а увеличение тока увеличение скорости в середине периода короткого замыкания сделает процесс сварки более стабильным и регулярным.
Список литературы
Пропорциональные просмотры
Как динамические свойства инверторов влияют на перенос электродного металла в сварочную ванну и изменяют структурный и фазовый состав сварных соединений, полученных с помощью высоколегированных электродов
[1] Сараев, Ю.Н., Гладковский С.В., Веселова В.Е., Голиков Н.И. Повышение эксплуатационных свойств металлоконструкций, работающих в условиях низких климатических температур, методами адаптивной импульсно-дуговой сварки (2016).
DOI: 10.1080 / 09507116.2016.1154271
[2] Пентегов, И.В., Сидорец В. Энергетические параметры в математической модели динамической сварочной дуги. (1990) Welding International, 4 (4), страницы 272-275.
DOI: 10.1080 / 0950711
47722
[3] Современные методы сварки рельсов / Н.Козырев А.А., Козырева О.А., Усольцев А.А., Крюков Р.Е., Шевченко Р.А. // Серия конференций IOP: Материаловедение и инженерия. 2017. Т. 253. С. 1-6 (012002).
DOI: 10.1088 / 1757-899x / 253/1/012002
[4] Углеродосодержащие добавки для сварочных флюсов / Н.Козырев А. Крюков, Ю. В. Бендре, Н. Е. Крюков, И. Н. Ковальский // Welding International. 2017. Т. 31, Ис. 5. С. 369–373.
DOI: 10.1080 / 09507116.2016.1263459
[5] Чен Цуйсинь Исследование включений в сварных швах низколегированной стали с добавкой нанооксида алюминия / Чен Цуйсинь, Пэн Хуэйфэнь, Лю Ран, Ли Юаньюань, Чжао Пу.Ж. // Журнал вычислительной и теоретической нанонауки. 2012. 9. № 9. С.1533-1536.
DOI: 10.1166 / jctn.2012.2239
[6] Кузнецов, М.А., Зернин Е.А., Данилов В.И., Колмогоров Д.Е., Зубенко Л.Н. Коррозионные и механические свойства сварных соединений из аустенической стали (2015) Серия конференций IOP: Материаловедение и инженерия, 91 (1), ст. нет. 012010.
DOI: 10.1088 / 1757-899x / 91/1/012010
[7] Шляхова, Г., Данилов, В., Кузнецов, М., Зернин, Е., Карташов, Е. Отличительная особенность структуры сварных соединений за счет добавления наномодификатора в сварочную ванну (2015) Труды конференции AIP, 1683, ст. нет. 020210.
DOI: 10.1063 / 1.4932900
[8] Козырев, Н.А., Осетковский И.В., Козырева О.А., Зернин Е.А., Карцев Д.С. Влияние присадочных металлов в сварочных проволоках на фазовый и химический состав металла шва (2016).
DOI: 10.1088 / 1757-899x / 125/1/012027
[9] Кириченко К.Ю., Казарин О.А., Гридасов А.В., Косянов Д.Ю., Карабцов А.А., Голохваст К.С. Влияние типа электродного покрытия на основные параметры содержания PM10 в сварочном аэрозоле. AIP Conf. Proc., 2017. Vol. 1874. P. 040017-1–040017-4.
DOI: 10.1063 / 1.4998090
[10] Кириченко К.Ю., Дрозд В.А., Чайка В.В., Гридасов А.В., Холодов А.С., Голохваст К.С. Нано- и микрочастицы в сварочном аэрозоле: гранулометрический анализ. Физические процедуры, 2017. Vol. 86. С. 50–53.
DOI: 10.1016 / j.phpro.2017.01.017
[11] Милютин В.С., Полухин А.В. Оценка стабильности процесса при испытании источников питания для ручной дуговой сварки. Сварка и диагностика. 2012. № 6. С. 30–37.
[12] Чжан, М.Воздействие наночастиц на рабочем месте в процессе газовой дуговой сварки / М. Чжан, Л. Цзянь, П. Бин и др. // J. Nanopart Res. 2013. 15, № 11, С. [37 / 1–14].
DOI: 10.1007 / s11051-013-2016-4
[13] Геррейро, К.Альбукерке Определение характеристик переносимых по воздуху частиц, образующихся в процессе сварки металлов активным газом / К. Геррейро, Дж. Ф. Гомес, П. Карвалью, Т.Дж.Г. Сантос, Р. М. Миранда // Inhal Toxicol. 2014. № 26 (6). С. 345–352.
DOI: 10.3109 / 08958378.2014.897400
[14] Сараев Ю.Н., Чинахов Д. А., Ильященко Д. П., Киселев А. С., Гординец А. С. Исследование устойчивости плавления и переноса электродного металла при дуговой сварке плавящимся электродом с использованием источников питания с различными динамическими характеристиками. Welding International. 2017. Т. 31. №. 10. С. 784-790.
DOI: 10.1080 / 09507116.2017.1343977
[15] Кривоносова Е.А. Многоврещенный анализ структурного состава ЗТВ сталей с нитридоуглеродным упрочнением / О.А. Рудакова, Г. Встовский // Заводская лаборатория. Диагностика материалов. — 2010. Т. 76, № 6. С. 26–30.
DOI: 10.26896 / 1028-6861
[16] Кривоносова Е.А. Прогнозирование характеристик металла сварных швов на основе количественной параметризации конструкции / Е.А. Кривоносова // Сварочное производство. 2015. № 6 (967). С. 3–6.
[17] Прогнозирование свойств металла сварных соединений по результатам количественной параметризации конструкции / Э.А. Кривоносова // Welding International. 2016. Т. 30, № 6. С. 459–462.
DOI: 10.1080 / 09507116.2015.10
[18] Полетаев У.В. Способность к локальному разрушению сварных соединений хромо-марганцевых и хромоникелевых аустенитных сталей / У.В. Полетаев, А. Зубченко // Сварочное производство. 1989. 10. С. 11-13, 25.
[19] Полетаев У.В. Способность аустенитных сталей образовывать горячие трещины при сварке и локальное разрушение при малоцикловом течении / У.В. Полетаев, В. Пеньков, С.И. Феклистов / Автоматическая сварка. 1989. №2. С. 8-14, 26.
[20] Полетаев У.V. Структура и свойства сварных соединений хромомарганцевых сталей. Полетаев Ю.В., А.С. Зубченко. Сварочное производство. 1987. 7. С. 20-22.
Оборудование Дальнейшие исследования в области сварки
Оборудование Дальнейшие исследования в области сварочных работ
Работа исследователей в области сварки требует использования различного специализированного оборудования в дополнение к источникам питания, механизмам подачи проволоки, присадочным металлам, защитным газам, лазерам, роботам, числовым программам компьютерного управления и другим более или менее распространенным типам сварочного оборудования и расходных материалов. .В зависимости от области интересов исследователям требуется оборудование, которое, среди прочего, может моделировать условия, возникающие во время сварки, видеть сварные швы и основные металлы, контролировать процесс сварки и тестировать сварные швы в различных условиях.
Цель работы этих исследователей — не только пополнить совокупность знаний о сварке в целом, но также найти решения проблем и разработать методологии, которые в конечном итоге найдут свое применение в академических или государственных лабораториях и в частном секторе.
The Welding Journal попросил некоторых видных исследователей подробно рассказать о специальном оборудовании, которое они используют, и о том, почему оно полезно, обрисовать достигнутые успехи и «список пожеланий» для их оборудования.
Университет Лихай
Исследование, проведенное в Университете Лихай, Лихай, штат Пенсильвания, «направлено на фундаментальные вопросы свариваемости и свойств — механических свойств и коррозионной стойкости — сварных швов плавлением в современных конструкционных сплавах», — пояснил Джон Н. Дюпон, R.Д. Стаут
Заслуженный профессор материаловедения и инженерии и заместитель директора Центра энергетических исследований Лихай. «Наша группа также проводит исследования в области аддитивного производства. Большая часть наших исследований проводится через Центр инноваций в области производства и объединения материалов Национального научного фонда (M2aJIC) », в котором DuPont является директором участка в Лихайе.
Сварочное оборудование и инфраструктура университета сосредоточены в шести областях: определение микроструктурных характеристик; термический анализ, термообработка, высокотемпературная коррозия; механические испытания; производство добавок; и микроструктурное моделирование.
«Лаборатория электронной микроскопии в Университете Лихай содержит один из самых современных комплектов электронных микроскопов в мире и включает четыре сканирующих электронных микроскопа, два просвечивающих электронных микроскопа, два сканирующих просвечивающих электронных микроскопа (STEM), один прибор с фокусированным ионным пучком и прибор электронный микрозонд », — сказал DuPont. Гордость установки — STEM с коррекцией аберраций JEOL JEM-ARM200CF, ультрасовременный прибор, приобретенный в рамках гранта Национального научного фонда МРТ.
В университете также имеется современная лаборатория световой оптической микроскопии с полным спектром оптических микроскопов отражения, пропускания, поляризованного света, темного поля, светлого поля и Номарского, а также количественный анализатор изображений Leco 2001.
DuPont управляет полной сварочной лабораторией с оборудованием для дуговой и лазерной сварки, подготовки экспериментальных сплавов, испытаний свариваемости и моделирования сварки. В лаборатории также находится высокотемпературный термомеханический тренажер Gleeble 3500 для широкого спектра исследований по моделированию сварки и фазовых превращений (см. Пункт в рамке).Кроме того, по словам DuPont, «система Gleeble оснащена высокоскоростным дилатометром, который идеально подходит для определения и измерения температур фазового превращения при высоких скоростях нагрева и охлаждения, связанных со сваркой». Также доступны тестер Varestraint для исследования трещин при затвердевании и сварочный калориметр Thermonetics для проведения измерений эффективности переноса.
Согласно DuPont, университет вложил значительные средства в развитие современной лаборатории аддитивного производства (AM).Студенты, преподаватели и сотрудники имеют доступ к этому централизованному объекту.
«На предприятии есть возможности для всех основных форм аддитивных процессов», — пояснил DuPont. «Являясь центральным комплексом AM, лаборатория также служит местом, где отраслевые партнеры могут узнать о приложениях для AM-технологий. LU AML имеет оборудование для полимеризации в ванне, прямого осаждения металла, плавления в порошковом слое, распыления связующего, распыления материала и прямого осаждения металла ».
DuPont подчеркнула, что микроструктурное моделирование играет все более важную роль в сварке и исследованиях AM, заявив, что оно используется почти в каждом проекте.
«Результаты моделирования имеют решающее значение для более эффективного планирования экспериментов, интерпретации экспериментальных результатов и разработки новых сплавов с улучшенной микроструктурой и свойствами. Благодаря своему текущему членству на сайте Lehigh M2aJIC, ThermoCalc (Канонсбург, Пенсильвания) предоставляет Lehigh полный набор программных инструментов ThermoCalc и DICTRA для проведения термодинамического и кинетического моделирования в многокомпонентных системах. Кроме того, ThermoCalc предоставляет обновленные базы данных по мере их появления и предоставляет техническую помощь и наставничество аспирантам, когда они сталкиваются с новыми проблемами моделирования.«В университете также есть программы MatCalc, Sysweld и SOAR для моделирования кинетики и теплового потока.
Прорывы. Недавно были сделаны важные открытия в двух областях, которые объяснили, почему преждевременные разрушения происходят в двух типах высокотемпературных материалов: разнородные сварные швы с участием сплавов 9Cr и преждевременное разрушение при ползучести в новом сплаве на основе никеля IN740H. «Эти прорывы были бы невозможны без современной лаборатории электронной микроскопии Lehigh и возможностей моделирования», — утверждает DuPont.
Список желаний. «Университет Лихай в настоящее время сотрудничает с Северо-Западным университетом (НУ), где НУ проводит томографию с локальным электродом с атомным зондом (LEAP). Lehigh очень хотел бы иметь собственный инструмент LEAP ».
Университет Кентукки
Доктор ЮМинг Чжан специализируется на обнаружении и контроле процессов дуговой сварки. Чжан — профессор электротехники Джеймса Р. Бойда и директор исследовательской лаборатории сварки Института устойчивого производства и кафедры.электротехники и вычислительной техники, Университет Кентукки, Лексингтон.
Для работы, которую выполняет он и его коллеги, им нужны источники сварочного тока и механизмы подачи проволоки, которые могут принимать аналоговые сигналы для управления своими выходами, высокоскоростные камеры и сварочные роботы, движение / траекторию которых можно контролировать / регулировать в реальном времени, а не в реальном времени. предварительно запрограммированы.
Простая регулировка — ключ к успеху, — пояснил Чжан. Что касается источников питания и механизмов подачи проволоки: «Нам нужно легко настраивать параметры сварки, чтобы адаптивно управлять процессом сварки на основе обратной связи от процесса.”Для робота необходимо отрегулировать такие параметры, как скорость, ориентация резака и положение резака. Высокоскоростные камеры позволяют им наблюдать и анализировать процесс сварки с нужной скоростью.
Прорывы. «Мы разработали систему для взаимодействия человека и робота, в которой робот следует за движением горелки, управляемой сварщиком», — пояснил Чжан. «При этом движение человека-сварщика заранее не планируется. Мы используем датчик для отслеживания движения факела и приказываем роботу следить за движением в режиме реального времени.Группа Чжана использует робота UR 5 от Universal Robots USA, Inc., Ист-Сетокет, штат Нью-Йорк. Он предпочитает этого робота, потому что большинство промышленных роботов не позволяют изменять свое движение в реальном времени, но Universal Robots это делают.
«Используя эту систему для совместной работы человека и робота, мы можем позволить роботу переносить датчики для наблюдения за процессом сварки. Измерение датчиков может отображаться сварщику-человеку, а сварщик-человек может регулировать параметры сварки в соответствии с дисплеем. Регулировка будет осуществляться роботом.Таким образом, сварщик-человек не будет носить с собой датчики, которые позволили бы ему свободно регулировать скорость сварки и ориентацию горелки в соответствии с обратной связью процесса сварки. Мы сможем записывать, что видит сварщик и как на это реагирует горелка, чтобы проанализировать, как работает сварщик », — пояснил Чжан.
Университет ЛеТурно
Лаборатория Университета ЛеТурно, Лонгвью, Техас, содержит различное специализированное оборудование, такое как микроволновый сварочный аппарат, детектор короткого замыкания, высокоскоростные камеры и инфракрасные камеры.Тем не менее, модифицированный школьный термомеханический тренажер DSI Gleeble® 1500 играет важную роль в большинстве работ, как и оборудование для тестирования вариативности.
Профессор Йони Адони возглавляет кафедру Омер Блоджетт по сварке и проектированию соединений материалов в LeTourneau, а также является координатором программы по проектированию соединений материалов. По словам Адони: «Основное внимание в наших исследованиях всегда уделялось моделированию сварки и других производственных процессов путем« деконструкции »термических и механических процессов, связанных с использованием Gleeble.После сбора реальных данных о сварочных процессах мы загружаем их в программное обеспечение Gleeble и моделируем различные процессы, «реконструируя» их, используя различные тепловыделения и т. Д., Без выполнения каких-либо сварных швов ». Они сосредотачивают свою энергию на обнаружении механических, физических и других свойств в динамических условиях, таких как высокие скорости нагрева и охлаждения или скорости деформации.
Адони описывает физическое моделирование как «недостающее звено» между численным моделированием и реальной жизнью. Чтобы проиллюстрировать, что он имеет в виду, он сказал: «Большинство компьютерных моделей неточны, потому что в них используются статические или не зависящие от времени свойства материалов из справочников (например, медленное нагревание образцов до высоких температур и последующее измерение их прочности путем медленного вытягивания за них).На самом деле, в процессах сварки и ковки скорость нагрева составляет сотни градусов в секунду и скорость деформации достигает нескольких футов в секунду, и свойства резко меняются.
«Чтобы проиллюстрировать эту разницу, сталь, нагретая до 1000 ° F, может удлиниться, как жевательная резинка, при медленном вытягивании, достигая почти 100% удлинения и отсутствия прочности. С другой стороны, если тянуть со скоростью 3 фута / с, та же сталь ломается, как стекло, без удлинения или близкого к 0% и со значительной прочностью. Gleeble способен создавать эти динамические свойства, и если мы введем эти результаты в компьютерные модели, они станут более точными.”
В случае группы LeTourneau они выполняли сжимающую нагрузку и измеряли скорость деформации при различных температурах, а затем вводили данные в высокочастотную (кузнечную) модель сварного шва. Точно так же они обнаружили изменения температуры Кюри (температуры, при которой ферромагнитные материалы теряют свои магнитные свойства при нагревании по сравнению с охлаждением) в зависимости от скорости нагрева.
Недавно в США был выдан патент Адони, профессору Бейлорского университета Сунг Киму и бывшим студентам Итамару Глумаку и Аллену Вустеру на микроволновый сварочный аппарат мощностью 3 кВт с замкнутым контуром и управляемой стоячей волной.Этот тип исследовательского оборудования не был доступен на рынке, поэтому группа ЛеТурно разработала и изготовила его.
Прорывы. Условия динамической рекристаллизации для оптимизации высокочастотной сварки, а также моделирование разнородной границы раздела расплава и жидкости для центробежного литья и наплавки.
Список желаний. Gleeble® 3500.
Канадский центр сварки и соединения
Канадский центр сварки и соединения (CCWJ), связанный с отделомкафедры химии и материаловедения в Университете Альберты, Эдмонтон, «расположен прямо в эпицентре производства нефтеносных песков и является центральной точкой для решения проблем, связанных со сваркой в нефтеносных песках», — сказал профессор Патрисио Мендес, директор центра и руководитель программы доктор Гетц Дапп.
«CCWJ занимает выдающееся место в Канаде в проведении исследований в области сварки при прямом взаимодействии и сотрудничестве с отраслью», — сказал Дапп. Центр функционирует «как связующее звено между отраслью, производителями оборудования, производителями расходных материалов и мировым исследовательским сообществом, и играет ключевую роль во внедрении технологических достижений и новых технологий в отрасли для стимулирования инноваций, повышения производительности и оптимизации процессов и процедур. .Мы предлагаем уникальную возможность сочетать фундаментальные исследования с практическими, отраслевыми и ориентированными на отрасль применениями, а наши отличные связи с международными сварочными и исследовательскими кругами гарантируют, что отрасль сможет извлечь выгоду из разработок, которые уходят далеко в будущее ».
Связь с канадским регионом нефтеносных песков привела к тому, что исследовательская деятельность специализировалась на защитных покрытиях. «Наша высокоскоростная видеосъемка сварочных процессов используется в учебных заведениях по сварке в учебных заведениях по всему миру, и недавно мы привлекли большое внимание, когда мы начали возглавить новую работу по высокоскоростной видеосъемке дуговой сварки под флюсом», — сказал Мендес.(См. Mendez, et al. 2015. Высокоскоростное видео переноса металла при дуговой сварке под флюсом. Welding Journal 94 (10): от 325 до 332 с.)
Центр также проводит исследования в области переноса металла и воздействия защитных газов, анализа плазмы сварочной дуги, лазерной наплавки, металлургии и механизмов разрушения жаропрочных высоколегированных сталей (X80, X90) и дилатометрии. CCWJ также работает над разработкой инструментов прогнозирования для разработки процедур. «В этом междисциплинарном исследовании используется масштабный подход и сложная математика для создания относительно простых инструментов, которые инженер может использовать при разработке процедур для расчета влияния параметров сварки с небольшой погрешностью без необходимости полагаться на сложные и дорогостоящие моделирование на компьютере», — сказал Мендес. объяснил.«Фундаментальный характер этого исследования обеспечивает широкое применение в широком спектре промышленных приложений».
На пожертвования от производителей и поставщиков сварочного оборудования в сочетании с государственными грантами и поддержкой местной промышленности была создана лаборатория с оборудованием для всех процессов дуговой сварки, робот Fanuc GMAW и аппарат для сварки трением с перемешиванием.
«Наш Lincoln S500 с усовершенствованным модулем формы сигнала, а также Miller XMT 450 позволяют обрабатывать сигналы сложной формы», — сказал Дапп.«Кроме того, в нашей лаборатории есть узкоспециализированное оборудование для определения характеристик, такое как дилатомер Linseis, который позволяет нам изучать фазовые превращения; газовый хроматограф Bruker G8 Galileo кислород / азот / водород, который дает нам точные показания содержания O / N / H в стали и других металлах; картографы твердости для точного измерения твердости даже в сложных конфигурациях, автоматический твердомер Tukon 2500; криогенный прибор для испытаний на ударную вязкость Instron CEAST 9350 с мощностью до 1800 Дж, позволяющий получать полноразмерные образцы по Шарпи; сервогидравлическое испытательное оборудование для динамических (усталостных) испытаний и испытаний на вязкость разрушения.У нас также есть две высокоточные системы расходомеров Alicat, которые синхронизированы с нашими системами сбора данных и позволяют нам на лету смешивать до четырех различных газов. Возможность сбора данных с высоким разрешением важна для любых исследований, связанных со сваркой, и у нас есть несколько систем, работающих в любой момент времени, в том числе несколько серий National Instruments USB 6351-X. Данные, которые мы получаем в наших экспериментах, затем синхронизируются с нашими высокоскоростными видеокамерами, Phantom V210 и Miro eX4, и представляют собой бесценный инструмент для понимания стабильности сварных швов и переноса металла.”
Прорывы. Способность центра выполнять сварные швы в контролируемых условиях стала возможной благодаря предоставлению сварочных аппаратов и расходных материалов, понимание переноса металла в процессах с использованием проволоки было бы невозможным без высокоскоростных камер, а понимание накладок было бы невозможным. не будет полным без картографа твердости. «Наш творческий вклад в теорию измерения фазовых превращений основан на нашем дилатометре», — рассказал Мендес.
Список желаний. «По мере продвижения исследований всегда появляются новые инструменты, которые могут помочь понять области, которые ранее были невозможны, и вывести исследовательские проекты на новый уровень», — отметил Дапп.
Ниже приводится текущий список желаний центра:
- Высокоскоростная тепловизионная камера с охлаждающим датчиком, которая поможет понять распределение температуры сварного шва
- Высокотемпературный конфокальный лазерный сканирующий микроскоп, который позволил бы полностью понять металлургические процессы сварки, особенно наплавки и осаждение в стали
- Система освещения для улучшения высокоскоростной видеосъемки процесса лазерной наплавки / сварки
- Профилировщик лазерного луча для точных измерений плотности мощности в луче для целей моделирования
- Программное обеспечение для анализа изображений
- Автономное программирование сварочных роботов
- Лазерный профилометр для текстуры поверхности.
IIS 8.0 Подробная информация — 404.11 — Не найдено
Чиба протоколу HTTP 404.11 — не найдено
Modul filterrování požadavků je nakonfigurován tak, aby odepřel požadavek, který obsahuje posloupnost zdvojených uvozovacích znaků.
Nejpravděpodobnější příčiny:
- Požadavek obsahuje posloupnost zdvojených uvozovacích znaků a na webovém serveru je nakonfigurováno filterrování požadavků, které odpírá posloupnosti zdvojeních zvozakovacovac.
Možná řešení:
- Увеличьте настройку конфигурации/system.webServer/security/requestFiltering@allowDoubleEscaping в субору applicationHost.config nebo web.config.