правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.

Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности.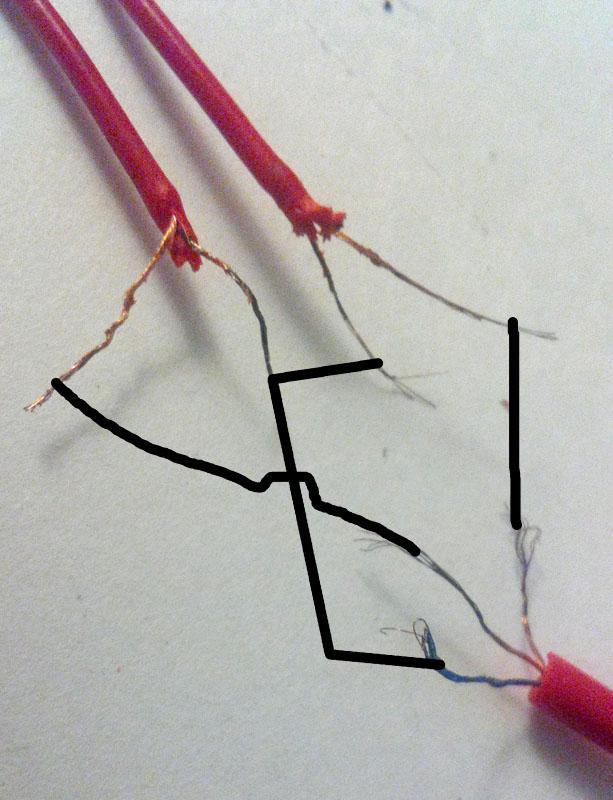
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.

Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.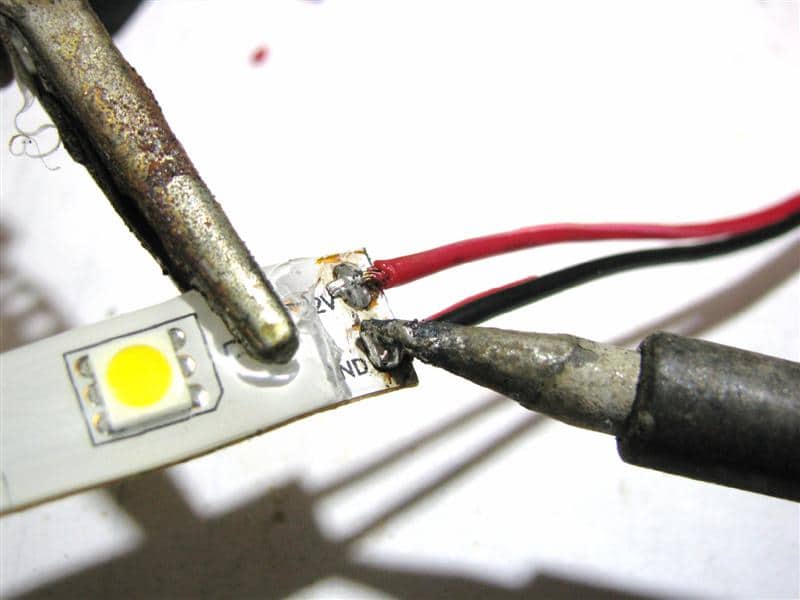
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
правила работы паяльником и паяльной станцией
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется. Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке. Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Оборудование для пайки
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.
Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.
В промышленных масштабах пайка микросхем осуществляется специальными автоматами, использующими ИК-излучение. При этом производится предварительный разогрев схемы, непосредственно пайка и плавное ступенчатое охлаждение контактов ножек.
В домашних условиях
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Порядок проведения работ
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Зачем сушить чипы
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
Правила сушки
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Учитывая стоимость деталей, очевидно, лучше провести сушку, чтобы с уверенностью приступать к монтажу, чем пытаться паять непросушенный чип. Неприятности могут обернуться не только денежными тратами, а еще и потерянным временем.
С ЧЕГО НАЧАТЬ РАДИОЛЮБИТЕЛЮ
Недавно ко мне, узнав что я радиолюбитель, на форуме нашего города, в ветке Радио обратились за помощью два человека. Оба по разным причинам, и оба разного возраста, уже взрослые, как выяснилось при встрече, одному было 45 лет, другому 27. Что доказывает, что начать изучение электроники, можно в любом возрасте. Объединяло их одно, оба были так или иначе знакомы с техникой, и хотели бы самостоятельно освоить радиодело, но не знали с чего начать. Мы продолжили общение в В_Контакте, на мой ответ, что в инете море информации на эту тему, занимайся — не хочу, я услышал от обоих примерно одинаковое, — что оба не знают с чего начать. Одним из первых вопросов было: что входит в необходимый минимум знаний радиолюбителя. Перечисление им необходимых умений, заняло довольно приличное время, и я решил написать на эту тему обзор. Думаю, он будет полезен таким же начинающим, как и мои знакомые, всем кто не может определиться, с чего начать свое обучение.
Сразу скажу, что при обучении, нужно равномерно сочетать теорию с практикой. Как бы ни хотелось, побыстрее начать паять и собирать конкретные устройства, нужно помнить о том, что без необходимой теоретической базы в голове, вы в лучшем случае, сможете безошибочно копировать чужие устройства. Тогда как если будете знать теорию, хотя бы в минимальном объеме, то сможете изменить схему, и подогнать её под свои потребности. Есть такая фраза, думаю известная каждому радиолюбителю: “Нет ничего практичнее хорошей теории”.
В первую очередь, необходимо научиться читать принципиальные схемы. Без умения читать схемы невозможно собрать даже самое простое электронное устройство. Также впоследствии, не лишним будет освоить и самостоятельное составление принципиальных схем, в специальной программе Splan.
Пайка деталей
Необходимо уметь опознавать по внешнему виду, любую радиодеталь, и знать, как она обозначается на схеме. Разумеется, для того чтобы собрать, спаять любую схему, нужно иметь паяльник, желательно мощностью не выше 25 ватт, и уметь им хорошо пользоваться. Все полупроводниковые детали не любят перегрева, если вы паяете, к примеру, транзистор на плату, и не удалось припаять вывод за 5 — 7 секунд, прервитесь на 10 секунд, или припаяйте в это время другую деталь, иначе высока вероятность сжечь радиодеталь от перегрева.
Также важно паять аккуратно, особенно расположенные близко выводы радиодеталей, и не навесить “соплей”, случайных замыканий. Всегда если есть сомнение, прозвоните мультиметром в режиме звуковой прозвонки подозрительное место.
Не менее важно, удалять остатки флюса с платы, особенно если вы паяете цифровую схему, либо флюсом содержащим активные добавки. Смывать нужно специальной жидкостью, либо 97 % этиловым спиртом.
Начинающие часто собирают схемы навесным монтажом, прямо на выводах деталей. Я согласен, если выводы надежно скручены между собой, а после еще и пропаяны, такое устройство прослужит долго. Но таким способом собирать устройства, содержащие больше 5 — 8 деталей, уже не стоит. В таком случае, нужно собирать устройство на печатной плате. Собранное на плате устройство, отличается повышенной надежностью, схему соединений можно легко отследить по дорожкам, и при необходимости вызвонить мультиметром все соединения.
Минусом печатного монтажа, является трудность изменения схемы готового устройства. Поэтому перед разводкой и травлением печатной платы, всегда, сначала нужно собирать устройство на макетной плате. Делать устройства на печатных платах, можно разными способами, здесь главное соблюдать одно важное правило: дорожки медной фольги на текстолите, не должны иметь контакта с другими дорожками, там, где это не предусмотрено по схеме.
Вообще есть разные способы сделать печатную плату, например, разъединив участки фольги – дорожки, бороздкой, прорезаемой резаком в фольге, сделанным из ножовочного полотна. Либо нанеся защитный рисунок защищающий фольгу под ним, (будущие дорожки) от стравливания с помощью перманентного маркера.
Либо с помощью технологии ЛУТ (лазерно — утюжной технологии), где дорожки от стравливания защищаются припекшимся тонером. В любом случае, каким-бы способом мы не делали печатную плату, нам необходимо, сперва её развести в программе трассировщике. Для начинающих рекомендую программу Sprint-layout 6, это ручной трассировщик с большими возможностями.
Также при самостоятельной разводке печатных плат, либо если распечатали готовую плату, необходимо умение работать с документацией на радиодеталь, с так называемыми Даташитами (Datasheet), страничками в PDF формате. В интернете есть Даташиты практически на все импортные радиодетали, исключение составляют некоторые Китайские.
На отечественные радиодетали, можно найти информацию в отсканированных справочниках, специализированных сайтах, размещающих страницы с характеристиками радиодеталей, и информационных страничках различных интернет магазинов типа Чип и Дип. Обязательно умение определять цоколевку радиодетали, также встречается название распиновка, потому что очень многие, даже двух выводные детали имеют полярность. Также необходимы практические навыки работы с мультиметром.
Мультиметр, это универсальный прибор, с помощью только его одного, можно провести диагностику, определить выводы детали, их работоспособность, наличие или отсутствие замыкания на плате. Думаю не лишним, будет напомнить, особенно молодым начинающим радиолюбителям, и о соблюдении мер электробезопасности, при отладке работы устройства.
После сборки устройства, необходимо оформить его в красивый корпус, чтобы не стыдно было показать друзьям, а это значит, необходимы навыки слесарного, если корпус из металла или пластмассы, либо столярного дела, если корпус из дерева. Рано или поздно, любой радиолюбитель приходит к тому, что ему приходится заниматься мелким ремонтом техники, сначала своей, а потом с приобретением опыта, и по знакомым. А это означает, что необходимо умение проводить диагностику неисправности, определение причины поломки, и её последующее устранение.
Часто даже опытным радиолюбителям, без наличия инструментов, трудно выпаять многовыводные детали из платы. Хорошо если детали идут под замену, тогда откусываем выводы у самого корпуса, и выпаиваем ножки по одной. Хуже и труднее, когда эта деталь нужна для сборки какого-либо другого устройства, или производится ремонт, и деталь, возможно, потребуется после впаять назад, например, при поиске короткого замыкания на плате. В таком случае нужны инструменты для демонтажа, и умение ими пользоваться, это оплетка и оловоотсос.
Использование паяльного фена не упоминаю, ввиду частого отсутствия у начинающих доступа к нему.
Вывод
Все перечисленное, это только часть того необходимого минимума, что должен знать начинающий радиолюбитель при конструировании устройств, но имея эти навыки, вы уже сможете собрать, с приобретением небольшого опыта, практически любое устройство. Специально для сайта Радиосхемы — AKV.
Форум для начинающих
Обсудить статью С ЧЕГО НАЧАТЬ РАДИОЛЮБИТЕЛЮ
Советы начинающим радиолюбителям. Секреты пайки.
Как и при других работах, так и при пайке деталей есть свои секреты и особенности. Некоторые думают: всё просто — включил паяльник, взял припой, канифоль и паяй себе сколько угодно!
Но если разобраться во всём по порядку — оказывается, это не так просто. Уметь правильно паять — это своего рода искусство и опыт приходит со временем. Чтобы хорошо и качественно паять нужно знать некоторые основные секреты пайки, о которых и пойдёт речь в этой статье.
Хороший паяльник
Конечно первое, что вам нужно — это паяльник. На рынке сегодня есть много различных дешевых паяльников. Большинство из них работают от сети ~ 220В и не контролируют температуру нагрева жала. На более дорогих имеется регулятор, когда паяльник нагрелся — снижается напряжение и температура паяльника поддерживается одинаковой.
Есть множество схем по регулированию температуры паяльника, поэтому вы можете использовать и простой обычный паяльник через схему регулирования напряжения.
Один из секретов качественной пайки — чистота жала паяльника и его нагрев. Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делают это так. Разогрейте паяльник и зачистите его жало напильником или шлифовальной шкуркой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной палочке (или по подставке) так, чтобы вся поверхность его покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Вот тогда снова залудите его.
Для тонкой работы необходим паяльник с тоненьким кончиком, особенно если вы работаете с поверхностным монтажом SMD компонентов.
Обычно хватает паяльника с мощностью от 30 до 40 Вт для общей работы. Вы должны держать паяльник при пайке в течение примерно 3 — 4 секунды для избежания перегрева радиоэлементов.
Дополнительные инструменты и приспособления
Кроме паяльника есть несколько других вещей, которые я считаю необходимым для хорошего пайки. Конечно, один из которых — это припой. Припоем называется легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. При радиомонтаже чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца. Температура плавления припоя 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), например: ПОС-40, ПОС-60 цифры — это содержание олова в процентах. Я предпочитаю припой ПОС-60 (60/40) — это самый распространенный припой. Он состоит из 60% олова и 40% свинца с флюсом в центре припоя.
Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла. Припой бывает различных диаметров и вы можете использовать какой вы предпочитаете в зависимости от того что паяете. Лично мне нравится тонкий вещи 0.56 мм для большинства работ. Чтобы можно было паять в труднодоступных местах, неплохо запастись жидким флюсом, о котором говорилось выше. Флюс можно приготовить самому: для этого измельчают канифоль в порошок и всыпают в борный спирт или глицерин. Помешивая раствор палочкой, подсыпают канифоль до получения густой кашицы. Такую канифоль наносят на спаиваемые места тонкой палочкой или кисточкой.
Обязательно, соблюдайте правила безопасности при работах с припоем: мойте руки после пайки теплой водой с мылом, не вдыхайте пар от расплавленного припоя! Это правило актуально для всех типов припоя!
Помните, что при пайке выделяются вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять у открытого окна, зимой чаще проветривайте помещение. Хорошо бы иметь вытяжку над рабочим местом!
Держатель для паяльника
Вы должны иметь удобный держатель для паяльника. Есть подставки вместе с очисткой наконечника жала паяльника.
Другой инструмент, которым я часто пользуюсь — это вакуумный всасыватель припоя. Я считаю, что это один из недорогих и лучших способов освободить деталь от припоя.
Конечно, есть и другие вещи, которые помогут с пайкой, например, хорошо освещенное место работы, пинцет с защёлкой и т.д. У меня есть некоторые канавки и отверстия, просверленные в деревянном бруске, для того чтобы можно было прижать например, вал потенциометра и держать его во время пайки, а также для спайки проводов и т.д.
Полезные советы хорошей пайки
Я например, паяю деталь, а затем обрезаю их выступающие выводы. Конечно, некоторые сначала обрежут по размеру, а потом паяют детали и это может выглядеть аккуратнее и удобнее. Но я считаю — обрезка после пайки быстрее и проще. Используете для этого хорошие острые кусачки, чтобы не повредить дорожки.
Если вы паяете радиодетали, чувствительные к перегреву — используйте теплоотвод. Это может быть обычный пинцет, утконосы или плоскогубцы. Придерживайте ножку радиодетали во время пайки. Если надо спаять концы двух залуженных проводников, плотно прижмите их друг к другу и к месту касания приложите паяльник с каплей припоя на конце жала. Как только место спайки прогреется, припой растечется и заполнит промежутки между проводниками. Плавным движением паяльника распределите припой равномерно по всему месту спайки. Продолжительность пайки не должна превышать 3-5 с, особенно это касается радиодетали, чувствительные к перегреву (транзисторов, микросхем, диодов, стабилитронов…) после этого паяльник убирают. Припой быстро затвердеет и прочно скрепит детали, в это время надо следить, чтобы детали или проводники не смещались в течение 10 с. Для быстроты остывания можно подуть, заодно мы будем сдувать испарения припоя от себя в сторону.
Особенности монтажа платы
Во время налаживания конструкций приходится перепаивать проводники или заменять детали. Это нужно учитывать при монтаже. Так, концы деталей, соединяющиеся согласно схеме с общим проводником, следует припаивать не в одной точке, а на некотором расстоянии друг от друга. Не рекомендуется закручивать концы деталей вокруг проводника.
Если вы делаете плату с большим количеством компонентов, сначала подумайте о порядке, чтобы все радиодетали уместились на ней. Учитывайте размер деталей, а также нагрев во время работы. Не располагайте близко к нагреваемым радиоэлементам другие компоненты, особенно электролитические конденсаторы. Ели необходимо оставьте место под радиатор.
Пайка проводов
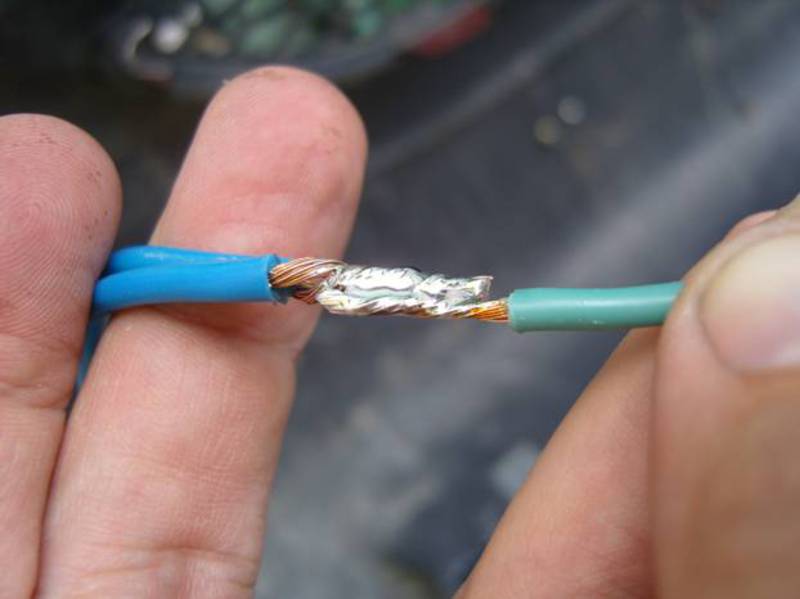
Если вы паяете многожильный провод — сначала снимите с него необходимый отрезок изоляции, скрутите жилки провода, а затем облудите его припоем.
Если вы будете залуживать лакированный провод (ПЭЛ, ПЭВ), зачистите это место шлифовальной шкуркой или перочинным ножом и поднесите кусок канифоли. Плавным движением паяльника равномерно распределите припой по залуживаемой поверхности.
Места проводников и деталей, предназначенных для пайки, должны быть зачищены до блеска. Тщательно зачищенный проводник кладут на кусок канифоли и хорошо прогревают паяльником. Канифоль быстро расплавится, а имеющийся на паяльнике припой растечется по проводнику. Поворачивая проводник и медленно двигая по нему жало паяльника, добейтесь равномерного распределения припоя по поверхности проводника.
Я мог бы добавить еще несколько советов, но я надеюсь, что вы нашли что-то полезное для себя и в скором времени сами будете давать полезные советы новичкам. 🙂
Теперь берите паяльник в руки и воплотите свои мечты в реальность, произведите впечатление на своих друзей своими интересными электронными самоделками!
Зотов А., Волгоградская обл.
ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ
П О П У Л Я Р Н О Е:
- Обновляем компьютерное кресло «Престиж»
- Ремонт iphone своими руками
- «Миноискатель» своими руками
Ваш «Престиж» пострадал от длительной работы – вы проливали на него кофе, его драл ваш любимый кот 🙂 ткань загрязнилась и выцвела? Мы будем его спасать, поднимая свой собственный престиж в глазах близких.
Подробнее…
Iphone, на сегодня считается самым востребованным и популярным мобильным гаджетом от американского торгового бренда «Apple», обладающий также безупречным качеством.
Производственные дефекты и брак в таких телефонах практически отсутствуют и все поломки образуются только по вине пользователей.
Подробнее…
В разных фильмах о войне Вы не раз могли видеть, как работают сапёры. С наушниками на голове они осторожно проверяют длинной штангой с кольцом-датчиком на конце каждый метр земли. Как только в наушниках раздастся едва заметное изменение звука — стоп! В этом месте в земле зарыта мина.
В наши мирные дни иногда находится работа сапёрам. Бывает обнаруживаются в самых неожиданных местах, даже на дне рек и прудов, залежи снарядов.
Подробнее…
Популярность: 4 915 просм.
чем паять, технология пайки с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
принцип работы и лужение, изготовление пасты своими руками, починка наушников
При необходимости в соединении нескольких деталей между собой пайка — наиболее распространенный вариант решения задачи. Для того чтобы запаять что-либо, в первую очередь, казалось бы, необходим сам паяльник. Однако это не совсем верно, и если дома отсутствует этот инструмент, то знание о том, как припаять без паяльника, очень пригодится в быту.
Лужение без паяльника
Паяльник является удобным и простым в использовании бытовым прибором, который окажет помощь при необходимости соединения металлов, маленьких изделий между собой или спайки плат. Однако в ситуации отсутствия электричества или самого инструмента сразу возникает вопрос о том, как паять без паяльника в домашних условиях.
Для того чтобы качество запаивания, а также электрический контакт, были на должном уровне, необходимо провести лужение: нанести предварительно на поверхность металлов или деталей, которые будут запаяны, небольшой слой припоя.
При выполнении этой процедуры возможно обойтись без паяльника. Для хранения припоя понадобится какая-нибудь металлическая емкость. Вполне подойдет даже крышка из-под банки для кофе. Следует поместить в выбранную емкость канифоль и кусочки олова, но можно воспользоваться и припоем оловянно-свинцовым (ПОС-60). Как производится лужение проводов без паяльника:
- Удалить изоляцию с концов проводов (приблизительно двадцать миллиметров).
- Разогреть емкость, в которой хранится припой с канифолью, пока смесь не расплавится. В роли нагревателя вместо паяльника можно применить зажигалку, свечку, плиту или иной источник огня.
- Погрузить оголенную часть проводов в расплавившийся флюс так, чтобы он распространился по всей поверхности.
- Поместить обработанную часть проводов в припой на несколько секунд.
- Извлечь провода из припоя. Быстрым движением удалить с них излишки тряпкой. Таким образом, на той части проводов, которая прошла через процесс, должен остаться небольшой и ровный слой припоя.
Если необходимо произвести лужение плоского участка детали:
- Мелко настругать кусочки канифоли и припоя и насыпать их на поверхность участка.
- Поднести источник огня под участок с нанесенными припоем и канифолью для того, чтобы смесь расплавилась.
- Расплавленный припой надо распределить по поверхности при помощи стальной трубки, стержня или чего-то подобного.
- Убрать тряпкой излишек массы.
Если деталь стальная, то при ее лужении не задействуют канифоль. Сам процесс остается таким же, только с учетом использования паяльной кислоты, при помощи которой и обрабатывают участок.
Процесс пайки
Той массы припоя, что окажется в залуженном слое, может оказаться недостаточно для того, чтобы провести надежное соединение крупных проводов. Стоит насыпать тертый припой на верхнюю часть скрученного участка. Далее нагревать, пока припой не оплавится и не заполнит собой прорехи в скрутке.
В случае возникновения необходимости спаять провод с плоской поверхностью как участок поверхности, так и конец провода предварительно проходят лужение. Теперь зажимается конец провода и участок детали, а сверху насыпается тертый припой.
После этого снизу подносится источник огня, детали нагреваются, плавится припой и происходит пайка.
Использование желоба
Провода, имеющие диаметр до трех миллиметров, можно запаять с желобком, который используется вместо паяльника. Желоб производится из тонкой алюминиевой фольги. Сама пайка осуществляется следующим образом:
- На тридцатимиллиметровой длине с концов проводов снимается изоляция.
- Голые концы кладутся параллельно или перекручиваются друг с другом.
- От куска фольги отрезается короткая полоска, ширина которой будет равна ширине соединяемого участка.
- Полоска фольги деформируется в желобок, который охватывает провода, стоящие на стыке друг с другом.
- В желобок засыпаются мелкая канифоль с припоем.
- Для того чтобы припой с канифолью не высыпались наружу, фольга одним своим концом оборачивает участок, в котором планируется соединение.
- Место, которое покрывает фольга, нагревается источником огня до того момента, пока припой не расплавится.
- Когда расплавленная масса затвердеет, с участка снимается фольга.
- При необходимости излишки припоя удаляются наждачкой.
Как заделать отверстие
Временами появляется нужда в запаивании маленького отверстия в какой-нибудь емкости (в ведре, тазу или кастрюле). Если дыра не больше семи миллиметров в диаметре, то залатать ее можно без использования паяльника. Понадобится ПОС-60. Производимые действия:
- Участок, окружающий дыру внутри емкости со всей тщательностью обработать шкуркой, дабы придать отверстию форму конуса.
- Обработать участок паяльной или соляной кислотой.
- В нижнюю часть отверстия кладется тонкая пластинка небольшого размера, дабы не произошло потери припоя.
- Во внутренней части емкости в дыру засыпаются канифоль и припой в измельченном состоянии.
- При помощи источника огня происходит плавление припоя.
- Расплавленный припой застывает и заделывает дыру.
При необходимости заделать емкость из алюминия надо приготовить особый припой заранее. Он может представлять собой одну из следующих смесей: цинк с оловом в соотношении ¼; висмут с оловом 1/30; алюминий с оловом 1/99. Эти сплавы производятся исключительно путем смешивания при высоких температурах.
Паста своими руками
В качестве припоя хорошо подходит собственноручно изготовленная паяльная паста. Для пайки без паяльника такое средство может оказаться незаменимым. Для ее получения производятся следующие манипуляции:
- Концентрированная соляная кислота 32мл заливается в эмалированную емкость и перемешивается с водой 12мл.
- В получившуюся смесь идет добавление цинка 8.1г.
- Когда цинк растворяется, в емкость добавляется олово 7.8г.
- После того как закончится химическая реакция, из емкости выпаривается вода — до того момента, пока смесь не примет форму пасты.
- Паста перекладывается в емкость из фарфора.
- В нее добавляются с предварительным разогревом и смешиванием: олово 14.8г; свинец 7.4г; сухой нашатырь 7.5г; глицерин 10мл; цинк в форме порошка 29.6г; канифоль 9.4г.
Сам процесс пайки с такой пастой не слишком отличается от варианта с обычным припоем. Для начала зачищается участок, который необходимо запаять, потом на него при помощи кисточки мажется паста. Происходит нагрев этого участка до того момента, пока паста не расплавится.
В случаях работы с тончайшими медными проводами или мелкими радиодеталями состав можно использовать несколько иной: свинцовый порошок 7.4г; цинк в виде пыли 73.8г; канифоль 4 г; порошкообразное олово 14.8г. Состояние пасты смеси придается при помощи смешивания всего этого с глицерином или раствором диэтилового эфира 10мл, в которой будет 10 г канифоли.
Иная альтернатива
Общий механизм запаивания двух металлов выглядит примерно так: детали, которые надо соединить, прижимают друг к другу вплотную, потом происходит обработка флюсом и припоем зоны паяния. Зона пайки должна быть разогрета так, чтобы температуры хватило для плавления припоя и попадания его в участок между соединяемыми деталями. Сплав необходимо удерживать в участке до его полного затвердения. Весь этот процесс довольно прост как с паяльником, так и без него. В последнем случае главное — это найти альтернативный источник нагревания, для которого не понадобится электроэнергия.
Для запайки обыкновенного провода или простейших деталей в отсутствии паяльника есть возможность заменить его другими бытовыми инструментами, один из которых точно окажется под рукой у мастера:
- плоскогубцы;
- ножницы;
- тонкие пассатижи;
- надфиль;
- нож;
- напильник.
Понадобится источник огня, в качестве которого хорошо подойдет лампа на спирте или спиртовка.
Кустарный паяльник
В условиях отсутствия электричества имеется возможность изготовить паяльник своими руками. Для его работы электричество не понадобится вовсе. Сначала понадобится десятисантиметровый медный провод или стержень диаметром пять миллиметров. После необходимо найти ручку для будущего паяльника. Для нее подойдет ветка дерева, которой можно придать необходимую закругленную форму. Один конец провода крепится к этой ручке, а другому придается форма отвертки путем стачивания.
Сам паяльник уже готов, а нагревается он от любого источника открытого пламени. Процесс паяния таким самодельным инструментом практически ничем не отличается от обычного паяльника, использующего электричество. Важно только найти для него термоустойчивую подставку, в которой будет располагаться прибор во время его нагревания.
Канифоль с припоем должны располагаться в плоской емкости, а процесс паяния деталей или проводов лучше всего проводить в доступной близости к источнику нагревания паяльника.
Общие советы
Неважно, самодельный паяльник или нет. Сам процесс пайки представляет собой соединение расплавленным металлом двух других металлических элементов. Соединяющий металл, который называется припоем, должен расплавиться, схватиться с поверхностью деталей и заполнить собой пространство, разделяющее эти детали.
Обычные припои реализуются в форме смотанной проволоки двухмиллиметрового диаметра. Сплав, который используется в качестве припоя, может иметь разное содержание олова. Чем больше содержится его в сплаве припоя, тем более низкая будет температура плавления. Таким образом, марка припоя ПОС40 означает 40-процентное содержание в ней олова.
Плавление ее происходит при температуре в двести тридцать градусов по Цельсию, а марка ПОС60, соответственно, содержит шестьдесят процентов олова от общей массы и плавится при ста восьмидесяти градусах.
Если в сплав свинца и олова добавить висмут, то это еще сильнее уменьшит температуру плавления, что и происходит при применении марки припоя ПОСВ33, которая плавится при ста тридцати градусах. В случае запайки алюминия необходимы особые составы припоя, которые плавятся при температуре свыше четырехсот градусов по Цельсию.
Паяние не получится произвести без очищения от окисной пленки поверхности зоны соединения детали. Дабы произвести очистку, понадобится задействовать флюс (вещество, которое не позволяет окисной пленке образоваться во время процесса паяния). Канифоль, как правило, используется в качестве флюса, если необходимо соединить провода или детали из меди. Очистить поверхности деталей можно, используя паяльную или иные кислоты (к примеру, в случае пайки алюминия подойдет ортофосфорная кислота).
Современные ПОСы в виде проволок содержат канифоль. Это дает возможность производить запайку меди без задействования дополнительного флюса. Канифоль не поможет, если требуется произвести пайку оцинкованных или стальных изделий. В этой ситуации понадобится паяльная кислота. Для соединения друг с другом элементов из стали или нихрома можно воспользоваться аспирином в качестве флюса.
Починка наушников
Далеко не все в наши дни имеют дома паяльник, чего не скажешь о наушниках, а последние имеют свойство часто выходить из строя. Для того чтобы поправить положение, понадобится работающий разъем от других наушников с проводом или AUX-кабель, а также обыкновенные зажигалка, нож и скотч. Как починить наушники без паяльника:
- Сперва перерезать кабель AUX примерно в пяти сантиметрах от его начала.
- Снять оплетку.
- Счистить капрон и лак, которыми покрыты провода.
- Перерезать провод наушников примерно в трех сантиметрах от начала (можно и выше), так как провода в наушниках ломаются ненамного выше места соединения.
- Скрутить вместе три провода AUX с проводами наушников.
- Произвести изоляцию каждой скрутки отдельно. В этом поможет скотч.
- Перемотать скотчем все скрутки вместе в несколько слоев.
Процесс починки наушников завершен. После всего следует проверить их на работоспособность. Все это занимает минут пятнадцать, но можно и быстрее, в зависимости от навыка. В этом примере ясно показано, что для соединения двух проводов использовать паяльник вовсе не обязательно.
Originally posted 2018-07-04 08:09:40.
Что такое паяльная паста и как ее использовать »Электроника
Паяльная паста наносится на платы для поверхностного монтажа перед захватом и размещением и при прохождении через инфракрасную машину оплавления плавится, образуя паяные соединения.
Пайка SMT Включает:
Методы пайки SMT
Пайка волной
Пайка оплавлением
Пайка BGA
Что такое паяльная паста и как ее использовать
См. Также: Основы пайки Ручная пайка: как паять Паяльники Инструменты для пайки Припой — что это такое и как пользоваться Распайка — секреты, как правильно сделать Паяные соединения
Паяльная паста — это форма припоя, которая используется в аппаратах инфракрасного оплавления в процессе сборки печатных плат.
Паяльная пастаиспользуется при сборке печатных плат, поскольку она дает значительные преимущества, а ее форма позволяет сделать процесс простым и легким.
Паяльная паста может использоваться при сборке крупномасштабных печатных плат или даже при производстве прототипов. Фактически, он используется в большинстве форм сборки SMT, что доказывает простоту использования среды для припоя.
Что такое паяльная паста
Паяльная паста — это смесь мельчайших сфер припоя, удерживаемых в специальной форме припоя.Как видно из названия, он имеет текстуру пасты, отсюда и название.
То, что это паста, означает, что ее можно легко нанести на плату во время сборки печатной платы.
Частицы припоя представляют собой смесь припоя. Традиционно это были олово и свинец, но в соответствии с законодательством во всем мире использовались только бессвинцовые припои. Они могут быть приготовлены из множества смесей. Одна из них — 99,7% олова и 0,3% меди, тогда как есть другие смеси, содержащие другие металлы, включая олово.
Паяльная паста марки
Существуют различные марки паяльной пасты, и можно выбрать требуемый тип, который подходит для используемого процесса сборки печатной платы. Паяльная паста сортируется по размеру маленьких шариков припоя. Поскольку их нельзя точно отсортировать, разные типы имеют полосу размеров шариков припоя, между которыми попадает 80% мелких шариков припоя.
| Обозначение типа IPC | Размер частиц (мкм) * |
|---|---|
| Тип 1 | 75–150 |
| Тип 2 | 45–75 |
| Тип 3 | 25–45 |
| Тип 4 | 20–38 |
| Тип 5 | 10–25 |
| Тип 6 | 5–15 |
| Тип 7 | 2–11 |
| Тип 8 | 2–8 |
* минимум 80% между заявленными размерами
Припой также можно разделить на категории в зависимости от типа используемого флюса:
- Паяльные пасты на основе канифоли: Пасты на основе канифоли изготовлены из канифоли, натурального экстракта сосны.Эти флюсы при необходимости можно очистить после процесса пайки с помощью растворителя (возможно, включая хлорфторуглероды).
- Паяльные пасты на основе водорастворимого флюса: Водорастворимые флюсы состоят из органических материалов и гликоля. Для этих флюсов существует множество чистящих средств.
- Паяльная паста без очистки: Флюс без очистки состоит из смол и твердых остатков различного уровня. Пасты, не требующие очистки, экономят не только затраты на очистку, но также капитальные затраты и площадь помещения.Хотя не требующие очистки паяльные пасты на основе флюса кажутся привлекательными, для них требуется очень чистая среда сборки и может потребоваться инертная среда оплавления.
Хранение паяльной пасты
Чтобы гарантировать, что паяльная паста подходит для обеспечения высочайших характеристик сборки печатных плат, необходимо убедиться, что она сохраняет требуемые свойства. Для этого обязательно, чтобы паяльная паста хранилась правильно. Его всегда следует хранить в герметичном контейнере, чтобы предотвратить окисление.Очень большая площадь поверхности мельчайших сфер припоя означает, что окисление может представлять очень большую проблему.
Кроме того, припой необходимо хранить при низких температурах. Это не только снижает скорость любого возможного окисления, но также снижает скорость разложения флюса. Хотя низкая температура является обязательной, ее нельзя хранить при температуре ниже нуля.
Ввиду того, что паяльная паста может разлагаться, у нее также есть определенный срок хранения, и ее не следует использовать после истечения срока ее годности.Если используется старая паяльная паста, существует явный риск гораздо более высокого процента дефектов, и стоимость любой доработки будет намного выше стоимости замены паяльной пасты.
Как использовать паяльную пасту
Когда паяльная паста используется при массовой сборке печатной платы, а также при сборке прототипа печатной платы, выполняется ряд этапов. Сначала на печатные платы наносится паяльная паста. Паяльная паста наносится только на те участки, где требуется припой. Это достигается с помощью трафарета для паяльной пасты, который пропускает паяльную пасту только в определенных областях.
Есть много способов добиться этого, но обычно трафарет накладывается на плату, и паста наносится через него, обеспечивая нанесение необходимого количества — слишком мало и на стыки будет достаточно припоя — слишком много и стыки будет слишком большим, и может быть вероятность плохого соединения и даже короткого замыкания между соседними накладками и т. д.
После того, как паяльная паста была нанесена на печатную плату, она подается в машину для захвата и установки, где добавляются компоненты.Паяльная паста имеет достаточное натяжение, чтобы удерживать компоненты на месте. Однако следует проявлять осторожность, чтобы не ударить по плате на этом этапе, иначе компоненты могут сдвинуться или упасть. Кроме того, плату следует припаять в течение нескольких часов после установки, иначе паяльная паста может испортиться.
Закупка паяльной пасты
Паяльная паста, очевидно, может быть куплена в промышленных количествах для крупных заводов по сборке печатных плат, но ее также можно купить в меньшем количестве.Его можно купить в тубах и шприцах. Они особенно полезны для таких приложений, как общие участки или области переделки BGA, или для сборки небольших прототипов.
Паяльная пасташироко используется при сборке печатных плат — как в массовом производстве, так и при сборке прототипов печатных плат. Это отличный метод нанесения припоя, применимый к большим и малым формам сборки печатных плат.
При осторожном использовании он позволяет производить паяные соединения очень высокого качества, однако для его сохранения требуется очень тщательный контроль процесса, и любые обнаруженные проблемы необходимо возвращать в процесс, чтобы исправить проблему как как можно быстрее.В частности, необходимо наносить правильное количество и в правильном месте. Кроме того, паяльная паста должна быть использована до истечения срока ее годности, чтобы обеспечить соответствие соединений требуемому стандарту.
Другие строительные идеи и концепции:
Пайка
Пайка компонентов SMT
ESD — Электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы». . .
Лучшая цена на печатную плату для пайки — отличные предложения на печатную плату для пайки от мировых продавцов печатных плат до припоя
Отличные новости !!! Вы находитесь в правильном месте для пайки печатной платы.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта верхняя печатная плата для пайки в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что отправили свою печатную плату для пайки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в том, что нужно паять печатную плату, и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести pcb to solder по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
ПАЙКА | Произношение на английском
Щелкните стрелки, чтобы изменить направление перевода.
- Двуязычные словари
- Английский французский Французский – английский
- Английский – немецкий Немецкий – английский
- Английский – индонезийский
Краткое руководство по пайке латуни
Наконец-то мне удалось обновить свое руководство по пайке в разделе Методы , и теперь я добавил фотографии.Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы из 2008 г. и были взяты Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме. Как вы увидите, «конструкционная» пайка включает некоторые различия в методах; материалы разные, и зачастую требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
Для чего нужна пайка?
Для форм, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик … например, металлические каркасы кроватей или перила. Иногда для гибкой металлической арматуры … например. для фигур или деревьев … с возможностью осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго при уходе.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм — это удобная толщина для изображения тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепла для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я обновляю информацию о пайке сейчас, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили.. эта латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все еще согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки… хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , , то есть сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и относительно дешево. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переходил в соединение, потому что это приведет к очень слабому прикреплению.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней, и где сам материал должен расплавить клей.
На фотографии выше я расположил кончик паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, нужно просто коснуться конца припоя, и небольшая его часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой должным образом пропитал соединение.. то есть не только покрывая верх, но и переходя на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в описанной выше схеме не хватает чего-то важного … нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и железа даже не было … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт.. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как долото . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка для карандашей будет работать, если у утюга достаточно мощности для выработки тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы обрабатывать металл любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, так как более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и ценовых опций еще более сложным.. но, к сожалению, есть на что обратить внимание. Посмотрите на три утюга в сравнении ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и работала очень надежно уже много лет. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или удалить, просто ослабив ее. Бита, поставляемая с Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это означает, что по мере износа есть много возможностей для расширения.Под ним находится утюг от «паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать насадку. по металлу, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без торговой марки» в магазине £, и он очень хорошо работал в течение нескольких лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог … приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной насадки, чтобы ее можно было при необходимости удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, что существует довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонного стиля» на высоте рабочей поверхности.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение: прикрепить к столу любую имеющуюся у вас «подставку». Здесь я импровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение — купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти подставки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова — 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался неизменно лучших результатов, используя старомодный припой олово / свинец и отдельный флюс.
Флюс Жидкость или паста, которая наносится на стык непосредственно перед пайкой и которая помогает припою правильно сплавиться с металлом, предотвращая окисление поверхности металла.Флюс испаряется, как только металл нагревается.
Металлическая мочалка или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протереть стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические напильники для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячий кусок утюга снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления очистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг.Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенокартон Kapa-line или плотная карта, на которую крепится шаблонный чертеж
Предостережение : Рекомендуется использовать пенопласт Kapa-line (полиуретан), поскольку он является идеальным изолятором (не отводит тепло от металла), а пенополиуритан в определенной степени устойчив к нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие пенопласта Kapa-line обугливается, но опасность возгорания или возгорания пены незначительна.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется заменить. Понятно, что скотч — не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что легко надрезать или щелкнуть латунный стержень диаметром до 2 мм.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс выгорает в процессе, и пары могут быть вредными, если они будут накапливаться или оставаться поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, который ниже, так, чтобы я мог использовать изогнутые части скрепок.
Тщательно очистите металл стальной мочалкой перед обрезкой небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, чтобы предотвратить его слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Протирание тонкой стальной мочалкой — наиболее удобный метод, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические части по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны плотно прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
| ФАЙЛ PDF — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕЧАТЬ РАБОЧИЙ ЛИСТ | |
| Пайка в электронике — это метод постоянного соединения компонентов
печатная плата (PCB). Сплав олова и свинца, называемый припоем (63%
олово и 37% свинца), обычно используется для «металлургического» связывания компонента
штифт / ножку к медной дорожке цепи. Некоторые современные припои делают не содержат свинец из-за проблем с окружающей средой и его потенциальной токсичности природа. При определенных обстоятельствах свинец ядовит. Однако без свинца припои требуют более высокой температуры плавления, так как имеют повышенное олово содержание. Иногда это означает замену существующего паяльного оборудования на оборудование, способное работать при более высоких температурах. | |
| Вогнутый ФИЛЕ При пайке идеальной отделкой паяного соединения является «вогнутый галтель» (см. пример ниже). Этого можно добиться, только если паяльник находится в подходящей температуры, он контактировал как с медной дорожкой, так и с компонентный штифт / ножка в течение нужного периода времени, а дорожки печатной платы имеют был очищен должным образом, удалив весь оксид с поверхности. | |
| НАЖМИТЕ ЗДЕСЬ ДЛЯ АНИМАЦИИ | |
| Пайка, показанная ниже, некачественная.Дорожки PCB не были перед пайкой очистить проволочной ватой или ластиком для печатных плат. Окисление то, что произошло на медных дорожках, помешало правильному стыку. Готовый стык хоть и выглядит неплохо, но припой не проник в медную дорожку. Вряд ли схема заработает. | |
| Приведенная ниже пайка металлургическим способом соединяет компоненты с печатной платой.Однако это выглядит «беспорядочно» и предполагает, что пайка более практична. требуется. Паяльник слишком долго прижат к направляющей компонент и, следовательно, было использовано слишком много припоя. это возможно, что некоторые из компонентов подверглись слишком сильному нагреву от паяльника, и они могли быть повреждены. Еще есть возможность того, что схема будет работать. | |
| Это типичная ошибка при пайке электронных компонентов.Припой
как перепрыгнул через промежуток между дорожками, соединив два компонента
штифты / ножки. Схема работать не будет. При пайке выводов компонента, постарайтесь расположить паяльник так, чтобы он касался только медная дорожка и вывод компонента, которые необходимо спаять вместе. | |
| Ниже показан хороший набор паяных соединений.Паяльник был удерживается как на выводах компонентов, так и на медной дорожке, обеспечивая хорошее совместный. Было использовано нужное количество припоя при нужной температуре, с паяльником, наложенным на правильный промежуток времени. | |
| СОВЕТ | |
| При установке фитинга компоненты к плате печатной платы, не нажимайте на контакты / провода, как показано напротив.При попытке пайки припой неизбежно последует контакты / провод, соединение компонентов и прыжки через зазоры в медные дорожки. Результатом будет «разрушенная» цепь. Вероятно будет невозможно исправить, так как было использовано так много припоя, и поэтому многие треки соединились. | |
| НАЖМИТЕ ЗДЕСЬ СТРАНИЦА УКАЗАТЕЛЯ ПП | |
Как паять компоненты гитары
Умение паять может оказаться полезным навыком, если вы играете на гитаре.Исправляете ли вы незакрепленное входное гнездо, ремонтируете или собираете собственные инструментальные кабели, вносите изменения в гитару / педаль, чтобы построить свои собственные педали. Этот навык, однажды усвоенный, может не только сэкономить ваше время и деньги, но и спасти вашу задницу прямо перед выступлением.
В этом руководстве я надеюсь научить вас советам и методам, которые помогут вам комфортно работать с паяльником. Итак, приступим.
Что такое пайка?
Пайка («пайка») — это процесс соединения двух металлических частей вместе с использованием присадочного металла, называемого припоем; при нагревании припой он плавится и переходит в жидкое состояние.Этот расплавленный припой остывает и образует проводящую связь между двумя элементами, которые вы только что соединили.
Какие инструменты мне нужны, чтобы начать пайку
- Защитные очки
- Паяльник
- Припой
- Флюс
Дополнительные паяльные инструменты
Они не требуются, но их очень удобно иметь при включенном утюге.
- Инструмент для снятия припоя
- Оплетка для демонтажа
- Станция помощи руками
- Инструмент для зачистки проводов
- Термоусадочные трубки
- Кровоостанавливающие средства
- Плоскогубцы-иглы
- Мультиметр
- Маленький вентилятор или вентиляционная система
Как выбрать лучший паяльник для вашей ситуации
При поиске паяльника следует учитывать три наиболее важных фактора: температура, мощность и жало паяльника.
Мощность
Мощность можно описать как количество тепла, которое может выделять ваш утюг.
Чаще всего используются паяльники мощностью от 20 до 60 Вт. Это не означает, что паяльники с более высокой мощностью могут нагреть припой больше, это просто означает, что паяльник может использовать большую мощность.
Какая мощность мне нужна
- Паяльник мощностью 5–25 Вт лучше всего подходит для печатных плат, микрокомпонентов и тонких проводов.
- Паяльник мощностью 25-40 Вт подходит для универсальной пайки гитарных компонентов, таких как регуляторы громкости, входные разъемы и кабели
- Паяльник мощностью 40 Вт и выше подходит для большего количества аудиокабелей и более крупных компонентов.
Для наших целей мы будем простыми. Паяльник мощностью от 25 до 40 Вт более чем достаточен для большинства основных ремонтов гитары / педали.
Контроль температуры
Если вы планируете модифицировать педали или выполнять какие-либо работы с печатными платами, я бы порекомендовал присмотреться к утюгу с возможностью контроля температуры.
Когда вы начнете пайку, тепло будет передаваться от жала к припою, и температура вашего паяльника понизится.Контроль температуры регулирует это падение и температуру, а также увеличивает нагрев для вас, позволяя поддерживать постоянную температуру. Думайте об этом как о педали компрессора, поскольку она замечает падение громкости, она нормализуется.
Если вам нужен постоянный нагрев, то идеальным решением будет паяльник с более высокой мощностью и температурой, характерной для большинства паяльных станций.
Паяльники бывают трех основных типов.
Паяльные пистолеты
Первый вид паяльника — это паяльник.На самом деле они имеют форму пистолета и позволяют прикреплять несколько различных типов паяльных жалах для обычных работ. Их можно использовать в крайнем случае для большинства проектов, но я бы не советовал их для работы с мелкими деталями на печатных платах, потому что контроль нагрева далеко не идеален.
При использовании паяльного пистолета вы обнаружите, что у вас есть две настройки — горячая и очень горячая. Поэтому я не рекомендую паяльный пистолет для любых видов прецизионных работ на печатных платах, так как чрезмерные температуры могут повредить компоненты вокруг точки пайки.Когда вы впервые учитесь паять, часто совершаете ошибку, используя один из них и вызывая повреждения. Единственное, для чего я бы использовал этот тип утюга, это, возможно, нагревание электролизера или пайка гитарного кабеля, и это все.
Фиксированная мощность — Паяльник
Паяльникихорошо подходят для пайки компонентов гитары и для ремонта большинства педалей эффектов, с которыми вы столкнетесь, и по цене там, где их можно купить довольно дешево. Обратной стороной является то, что температурный диапазон практически невозможно контролировать.
Я настоятельно рекомендую спрятать один из них в задней части усилителя, гитарного футляра или концертной сумки, потому что никогда не знаешь, когда он может понадобиться. У меня было несколько ситуаций, когда один спасал мою задницу перед выступлением.
Сейчас из-за отсутствия контроля температуры это не лучший выбор для точной работы. Однако они все равно будут работать для ремонта печатной платы. Если вы собираетесь работать с деликатными деталями, такими как микросхемы, малосигнальные транзисторы, пленочные конденсаторы. вы можете начать с чего-то большего в диапазоне от 15 до 25 Вт.
Карандаш для пайки, который я бы порекомендовал для базового ремонта гитары, — это паяльник Weller SP40NUS Medium Duty LED (щелкните, чтобы увидеть на Amazon). Их можно получить на Amazon обычно менее чем за $ 20
.Паяльная станция для электроники
Последний вид паяльника — это паяльная станция для электроники. Если вы планируете работать с большим количеством электрического оборудования, этот тип установки будет идеальным.
Раньше эти вещи были довольно дорогими, но теперь, благодаря нашим восточным соседям, их можно получить по приемлемой цене.
Обычно они поставляются с несколькими маленькими насадками от 1/4 дюйма до тонкого конца.
Наконечник в виде зубила шириной около 1/8 дюйма или меньше, который обычно используется для электронного оборудования, такого как пайка микросхем на печатной плате.
Я настоятельно рекомендую (и использую лично) аналоговую паяльную станцию Weller WES51. Он безопасен от электростатического разряда, имеет переменную температуру и различные насадки.
Что такое припой
Припой — это сплав с низкой температурой плавления, который легко течет при нагревании до жидкого состояния.Когда он охлаждается и затвердевает, он плавится с поверхностью металла на молекулярном уровне, обеспечивая хорошую электропроводность между двумя металлическими поверхностями.
Какой припой использовать?
На самом деле пайка довольно проста, если вы освоите ее. Одна из вещей, которые упростят этот процесс, — это использование правильных инструментов и знание того, какие инструменты работают в каждой ситуации.
Флюсовые сердечники
Есть два распространенных типа флюсовых сердечников: кислотные и канифольные.Припой с кислотным сердечником предназначен для сантехники, и НЕ СЛЕДУЕТ использовать в электронике. Если вы ищете припой для гитарных компонентов, то вам наверняка стоит подобрать что-нибудь с канифольным стержнем.
Существует три основных типа припоя
Припой на свинцовой основе
Припой на основе канифоли представляет собой металлическую трубку, которая окружает тонкую сердцевину канифоли (соснового сока). Припой — это сплав, обычно состоящий из 60 процентов олова и 40 процентов свинца.
Наконечник:
Используйте припой на основе канифоли с содержанием свинца для гитар и других работ с электроникой.С ним легче работать, для него требуются более низкие температуры, и у вас будет меньше проблем с качеством паяных соединений. Единственная причина использовать бессвинцовый припой — это то, что это запрещено в вашей юрисдикции (например, в Европе), где это запрещено для практических целей.
Бессвинцовый припой
Бессвинцовый припой действует так же, как свинцовый припой, но более экологически безопасен. Обратной стороной является то, что бессвинцовый припой, похоже, тоже не работает.
- Сплавы, не содержащие свинца, также немного быстрее разъедают наконечник, в результате чего вам нужно будет чистить наконечник чаще (оксид образуется на припое на наконечнике намного быстрее).
- Флюс в бессвинцовом припое намного более активен, чем канифольный флюс в свинцовом припое. Кроме того, при пайке бессвинцовым припоем необходимо использовать много добавленного флюса.
Серебряный припой
В наших целях серебряным припоем мы не будем заниматься. Серебряный припой предназначен для соединения таких металлов, как медные трубки и листы. Серебряный припой — это припой с кислотным сердечником, что означает, что его не следует использовать на проводах, потому что со временем пластиковая изоляция разъедается, обнажая провод и вызывая короткое замыкание.
Совет:
Если у вас есть припой без маркировки, и вы не уверены, свинец это или бессвинцовый припой; вот как вы могли сказать.
Нагрейте утюг и растопите каплю припоя на плоской поверхности, когда он остынет, свинцовый припой будет иметь блестящую зеркальную поверхность, а бессвинцовый припой будет иметь зернистый матовый вид.
Нужно ли при пайке использовать флюс?
Когда вы нагреваете металлы или даже паяльник, как нагревается незащищенная металлическая поверхность; оксиды начинают образовывать и покрывать медь, затрудняя пайку, и это может даже привести к плохому соединению
Я использую этот флюс для канифольной пасты, который не является кислотным и действует некоторое время.Если вы не используете флюс, поверьте мне, попробуйте! Это недорого, упрощает пайку и делает паяльные работы намного лучше
Как работает пайка
При нагревании припоя металл и канифоль плавятся. Затем припой и канифоль попадают на электрическое соединение. Канифоль помогает припою растекаться по металлу и сцепляться с ним. Припой остывает через несколько секунд, образуя прочное проводящее соединение.
Безопасное жало для пайки
Хорошая старая стоковая фотография… Как и при любой работе, вам необходимо принимать необходимые меры предосторожности, чтобы обеспечить безопасность себя и других.Важно осознавать тот факт, что вы можете серьезно пораниться, если не обращаете внимания на то, что делаете.
Вот несколько советов по безопасности, которые следует соблюдать при пайке.
- Не надо и повторюсь еще раз НЕ бери паяльник за элемент. Единственное, что не жарко, — это ручка. Он сожжет & $ @! Из тебя. Если только вы не занимаетесь чем-то вроде Oceans Eleven и не особо заботитесь о кончиках пальцев.
- Когда вы не паяете , держите утюг в держателе .Будьте осторожны при пайке, чтобы не соприкасаться с шнуром питания утюга, некоторые паяльники имеют шнуры питания из ПВХ, которые легко плавятся и создают риск поражения электрическим током при прикосновении.
- Обязательно обращайте внимание на место пайки и не припаивайте рядом с легковоспламеняющимися материалами.
- При пайке надевайте защитные очки. Иногда припой может разбрызгиваться, и последнее место, где вы хотите, чтобы расплавленный сплав был на вашем глазном яблоке.
- Поскольку некоторые канифоли испаряются, настоятельно рекомендуется паять в хорошо вентилируемом помещении.
- По завершении отключите утюг.
- Всегда, но особенно когда вы закончили работать с традиционным оловянно-свинцовым припоем, тщательно мойте руки, чтобы удалить следы свинца.
Практика Практика Практика
Итак, мы были заряжены и готовы к работе, у нас есть инструменты, мы знаем, чего не следует делать, поехали! Что ж, если вы только начинаете, вы быстро поймете, что не можете просто взять утюг, прочитать пару сообщений в блоге и сразу стать профессионалом. Пайка — это ремесло , и, как и в любом другом ремесле, вам нужно время, чтобы его усовершенствовать.
Я бы порекомендовал отправиться в подвал, на чердак, на свалку доброй воли, найти там какую-то ненужную электронику, разобрать ее и начать практиковаться. Работайте над распайкой компонентов , экспериментируйте с различными техниками, пока не добьетесь естественного результата. Поэтому, когда приходит время заняться тем, во что вы действительно инвестировали, вы можете убедиться, что работа выполнена правильно.
Теперь, когда у нас есть все основы, давайте поговорим о том, как на самом деле что-то паять.
Как паять печатные платы
Существует два разных типа пайки: поверхностный монтаж и сквозной монтаж.Соединения для поверхностного монтажа выполняются путем нагрева компонентов с предварительно нанесенным припоем в печи, так что он плавится и соединяется с поверхностью платы.
В этом посте мы рассмотрим пайку сквозных отверстий, которая выполняется на платах с печатными схемами с обеих сторон. И только основные компоненты, такие как резисторы и колпачки. Пайка микросхем — еще одна статья.
Пайка через отверстие — это когда компоненты проталкиваются через отверстие в печатной плате и припаиваются с другой стороны.Припой протекает через отверстие, обеспечивая наилучший контакт.
Шаг 1 — подготовьте компоненты и поверхности
- Очистите любую грязь, окисление и масляные отпечатки пальцев, чтобы предотвратить смачивание припоя на контактной площадке. Вы можете протереть его небольшим количеством изопропилового спирта.
- Возьмите компонент и согните ножки плоскогубцами так, чтобы каждая ножка находилась под прямым углом.
- Протолкните ножки через отверстия в доске в соответствующем месте и протолкните ее до упора.
- Затем переверните плату и слегка согните ножки, чтобы зафиксировать компонент на месте. Убедитесь, что ваши компоненты лежат ровно на стороне без следов.
Примечание: пара помощников для пайки действительно упрощает этот процесс, так как вы можете сохранить печатную плату и компоненты в неподвижном состоянии во время пайки.
[amazon_link asins = ’B06Y4393VM’ template = ’ProductCarousel’ store = ’pedalboardplanet-20 ′ marketplace =’ US ’link_id =’ eca3d845-391f-11e8-87da-61ea619694f9 ′]Какой совет мне использовать?
КОНУСНАЯ НАКОНЕЧНИК
Конические наконечники обычно используются для работы с прецизионной электроникой, хотя они также часто используются для общей пайки.Заостренный наконечник помогает отводить тепло к небольшим участкам, например к крошечным компонентам для поверхностного монтажа.
Шаг 2 — Подготовьте утюг
- Когда утюг нагреется до температуры, протрите его кончик влажной губкой на держателе утюга, чтобы удалить излишки припоя и остатки флюса, которые могут там остаться. Наконечник должен выглядеть чистым, без остатка припоя.
- Добавьте свежий припой на кончик утюга и протрите его. Это называется «лужение» утюга .Когда вы впервые приобретете паяльник или смените жало, вам нужно будет повторить этот процесс несколько раз в течение первых нескольких минут его срока службы, это продлит срок службы паяльного жала и поможет лучше отводить тепло.
Шаг 3 — Нанесите тепло и припой
- Нагрейте контактную площадку примерно на секунду, прежде чем поместить припой в контакт с контактной площадкой.
- Поместите припой на компонент и контактную площадку, припой должен начать плавиться и стечь на контактную площадку.
- Когда припой начинает плавиться, подайте его примерно на секунду,
- Накройте подушку и окружите провод, но не наносите так много, чтобы он не попал в близлежащие области.
- Уберите припой, но оставьте утюг на контактной площадке еще на одну секунду, чтобы все стекало и осело.
- Удалите утюг с подушки
Подсказки
- Перед тем, как вы сделаете еще одно соединение, важно удалить излишки припоя, оставшиеся на кончике утюга.Это связано с тем, что любой флюс в припое будет испаряться до тех пор, пока его не останется, и если вы попытаетесь соединить припоем без флюса, вы рискуете получить плохое соединение. Когда вы перевернете плату, вы увидите, что припой вытек через отверстие под действием капилляров, что гарантирует хороший контакт.
- Обрежьте выводы чуть выше припоя, используя кусачки. Обрезая провода, следите за тем, чтобы обрезанный конец был зажат, чтобы он не отлетел. Это можно сделать, приложив палец к концу при обрезке.
Инспекция
Идеальный припой должен выглядеть как конус со слегка вогнутыми сторонами, показывая, что припой протек через отверстие. Вы можете видеть, что все припои здесь выглядят нормально. Плохие стыки заметно отличаются от вогнутых конусов хороших стыков. Если ваш сустав выглядит как любой из этих, было бы разумно переделать его. Плохие соединения могут привести к прерывистым соединениям или их отсутствию.
Как припаять емкости для измерения объема (потенциометр)
Шаг 1 — подготовьте компоненты и поверхности
- Удалите грязь, окислы и жирные отпечатки пальцев.Если это использованный горшок, снимите припой и очистите компонент от припоя.
- Слегка отшлифуйте заднюю часть потенциометра наждачной бумагой зернистостью 100. Это поможет припою лучше держаться на поверхности.
- Добавьте немного флюса для канифольной пасты на заднюю часть кастрюли.
НАКОНЕЧНИК ДОЛОТА
Широкий наконечник долота помогает равномерно подавать тепло к выводам компонентов и контактным площадкам. Этот наконечник отлично подходит для пайки проводов, компонентов со сквозными отверстиями, больших компонентов для поверхностного монтажа, а также для демонтажа.
Шаг 2 — Подготовьте утюг
- Когда утюг нагреется до температуры, протрите его кончик влажной губкой на держателе утюга, чтобы удалить излишки припоя и остатки флюса, которые могут там остаться. Наконечник должен выглядеть чистым, без остатка припоя.
- Добавьте свежий припой на кончик утюга и протрите его. Это называется «лужением» утюга. Когда вы впервые приобретете паяльник или смените жало, вам нужно будет повторить этот процесс несколько раз в течение первых нескольких минут его срока службы, это продлит срок службы паяльного жала и поможет лучше отводить тепло.
Шаг 3 — Нанесите тепло и припой
- Подайте тепло непосредственно на горшок примерно на секунду, прежде чем помещать припой.
- Поместите припой на компонент и площадку, припой должен начать плавиться и стечь на заднюю часть ванны.
- Когда припой начнет плавиться, подайте его примерно на секунду и осторожно переместите утюг,
- Уберите припой, но оставьте утюг на контактной площадке еще на одну секунду, чтобы все стекало и осело.
- Вынуть утюг из кастрюли
Жала для пайки Volume Pot
Припой не прилипает к задней части объемного горшка
Обязательно выполните шаг 1. Черновая обработка поверхности и добавление флюса существенно повлияют на качество паяного соединения.
Какую температуру следует использовать для пайки объемного горшка?
Если у вас есть паяльник с регулируемой температурой , установите температуру паяльника 680F / 360C для припоя из олова / свинца и 750F / 400C для бессвинцовых сплавов.
Жала общего назначения
Теперь, когда у вас есть информация, чтобы начать экспериментировать, вот несколько советов не только о том, как паять гитарные компоненты, но и о лучших практиках пайки в целом, которым вы можете следовать в процессе.