Что нужно для сварки аргоном
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен.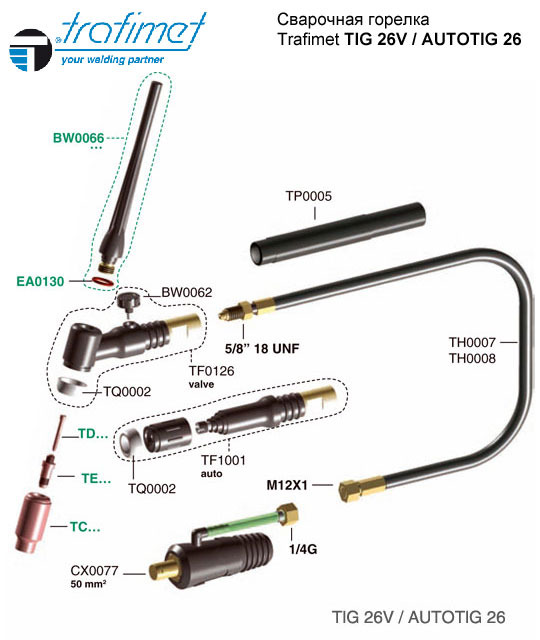
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
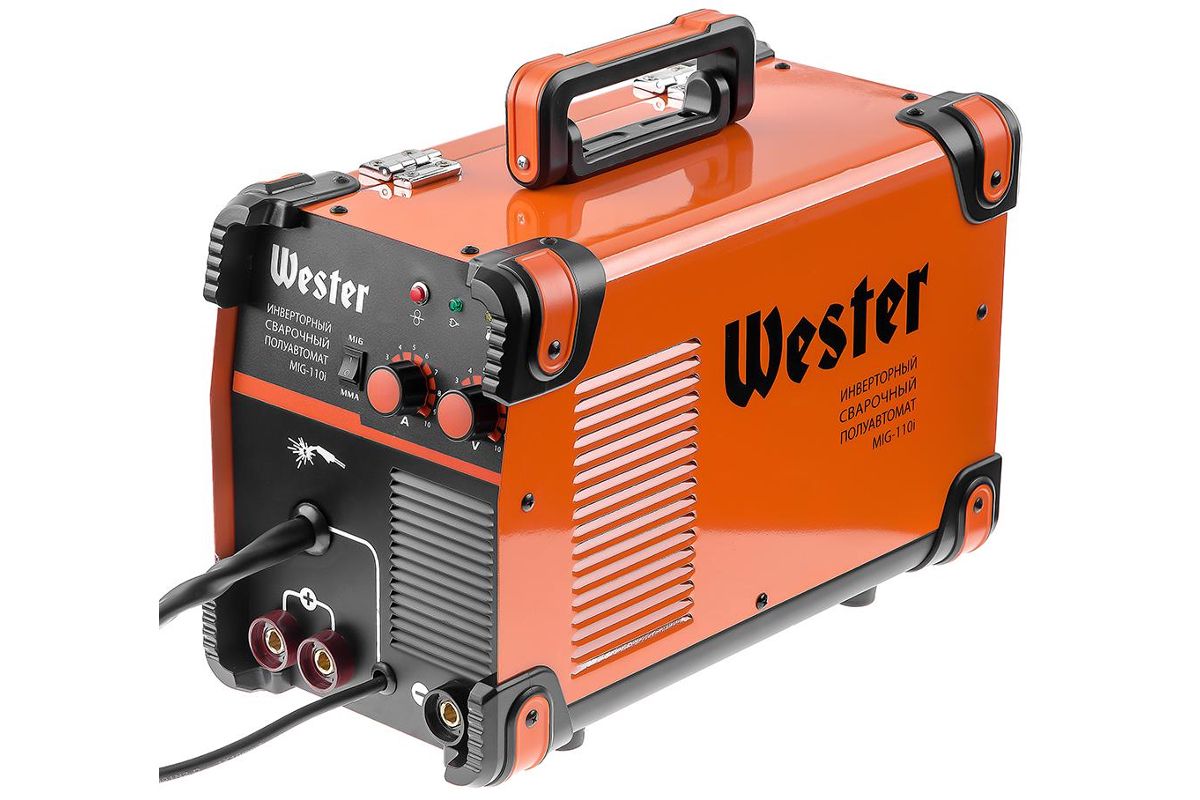
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.
Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Оборудование необходимое для аргонно дуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.

- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.

Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока – постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.

Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.

Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.

Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.

- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том, как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.

Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 — 30 |
|
1,5 |
DC |
40 — 60 |
|
|
2,0 |
DC |
70 -90 |
|
|
3,0 |
DC |
100 — 120 |
|
|
4, 0 |
DC |
120 — 140 |
|
|
Алюминий |
1-2 |
AC |
20 — 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
 Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
Это не даст возможности кислороду и азоту проникнуть внутрь зоны. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
 Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.

Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Поделись с друзьями
0
0
0
2
Сварка аргоном, оборудование для аргоновой сварки
Инверторное оборудование для аргонной дуговой сварки можно разделить на 3 вида: специальное, специализированное и универсальное. Подобный вид работ могут применять как профессионалы, так и начинающие сварщики. Это объясняется тем, что агрегаты очень просты в использовании и легко поддаются изучению.
Поэтому аргоновая сварка успешно может использоваться на бытовом уровне и на крупном производстве при соединении сложных конструкций. Подбор оборудования всегда будет зависеть от поставленных перед ним задач и уровня сложности будущей сварки.
Особенности оборудования для аргонной сварки
Как говорилось ранее, все устройства делятся на три типа:
- Универсальное. Используется для нескольких видов материала.
- Специализированное. Имеет узкую специализацию и применяется для деталей какого-то определённого типа. Например, для круглого каркаса или двутавровой балки.
- Специальное. Предназначено для решения одной определённой задачи. В основном сварка аргоном с помощью таких устройств используется в крупных предприятиях для серийного производства.

Первые являются более популярными у многих специалистов. Эти аппараты выпускаются серийно и благодаря достаточно приемлемой цене имеют высокий спрос. Но, в большей мере, все виды агрегатов используют только в промышленных целях, на специально оборудованном рабочем месте, которое называется сварочным постом.
Каждое устройство для аргонной сварки имеет практически идентичное строение и состоит из таких компонентов:
- Приспособление для стабилизации дуги переменного тока или для её активации.
- Устройство, защищающее и контролирующее цикл сварки.
- Регуляторы рабочего тока.
- Горелки, необходимые для сварки с определённым напряжением.
- Источник постоянного или переменного тока.

С недавнего времени оборудование для аргонной сварки начало прогрессировать. Разработчики задумались об увеличении диапазона свариваемого материала, улучшении производительности и получении неразъёмных крепежей соединений. Для этого уже были внедрены некоторые инновационные способы аргонодуговой сварки.
Одним из этих внедрений является применение пульсирующего тока.
При попадании импульса на изделие, оно плавится и кристаллизируется в моменты паузы. Сама дуга может двигаться с постоянной скоростью или отрывками.
При этом уменьшенная поставка напряжения не дает изделию нагреваться, это значительно снижает вероятность деформации.
Ещё одним выигрышным способом является применение нагрева присадочной проволоки. Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Агрегаты для аргонодуговой сварки
Сварочный инвертор является одним из самых популярных и востребованных устройств для аргонного соединения. Его используют сварщики-любители при соединении несложных конструкций и профессионалы в условиях промышленного производства. Его популярность среди начинающих сварщиков обусловлена тем, что он очень прост в освоении и в тоже время позволяет решить даже сложные задачи.
Его часто используют для ремонта автомобилей, а именно при сварке коробки передач или элементов кузова. Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Чтобы начать работу, требуется установить присадочную проволоку, затем включить инвертор. Подача газа должна начаться автоматически.
На сегодняшний день практически все агрегаты оснащаются дополнительными функциями, которые решают проблему розжига дуги, её стабилизации и модуляции сварочного тока.
Советы экспертов по сварке с аргоном
При использовании неплавящегося электрода для сварки желательно приблизить его максимально близко к соединяемой детали. В результате чего образуется небольшая дуга, увеличение которой спровоцирует повышение ширины шва и уменьшение провальной глубины. Такая ситуация способна негативно повлиять на качество стыковки.
В процессе сварки аргоном алюминия или других металлов нужно проделать одно передвижение вдоль соединяемой поверхности, без перпендикулярных отклонений. Это позволит сделать шов качественным с точки зрения внешнего вида.
Это позволит сделать шов качественным с точки зрения внешнего вида.
Важно!
Всегда стоит наблюдать за тем, чтобы электрод или проволока не вышли за пределы защитного газа!
Если используется вольфрамовый электрод, проволоку необходимо выдвигать перед горелкой, что позволит сделать шов более эстетичным и надёжным. Когда работа проделана до конца, заварку кратера производят, используя пониженное напряжение. Стоит также учитывать то, что конечный этап не должен завершаться обрывом дуги. А подача самого аргона прекращается постепенно, примерно в течение 15 секунд после окончания сварки.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов.
 Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.

Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.

Сварка в режимах TIG и MIG
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание.
-
Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
-
Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.

 Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.Выбор покупателей. Аппараты TIG для сварки алюминия (переменный ток AC).
Производитель: СварогЭто профессиональный аппарат с большим диапазоном возможностей.
Производитель: ПрофиАппараты для аргонодуговой сварки на постоянном/переменном токе TIG. Аппарат прошел аттестацию НАКС.
Подключение 220 В. Сварка TIG + MMA. Сварочный ток 10 — 200 А.
Выбор покупателей. Аппараты TIG для сварки стали (постоянный ток DC).
Производитель: СварогПодключение 220 В. Сварочный ток 10-200 А.
Производитель: AuroraPROПодключение 220 В. Сварка в режиме TIG + MMA. Сварочный ток 10 — 200 А.
Производитель: ПрофиПодключение 220 В. Сварочный ток 10 — 200 А.
Сварка MIG в полуавтоматическом режиме.
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу.
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Выбор покупателей. Полуавтоматы для сварки в режиме MIG.
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 160 А.
Производитель: ErgomaxСварочный ток 140 Ампер.
Подключение 220 В. Сварочный ток 175 А.
Кабельные и панельные розетки и вилки →← Подбор сварочных аппаратов для начинающихОборудование для сварки TIG (GTAW) и сварочные материалы
Показано: Everlast PowerTIG 325EXTСварка TIG (GTAW) — это процесс, в котором для получения сварного шва с присадочным материалом или без него используется неплавящийся вольфрамовый электрод.
Оборудование значительно отличается от оборудования MIG и несколько отличается от того, что используется для сварки штучной сваркой. Тем не менее, для сварки TIG может быть установлен сварочный аппарат с соответствующими принадлежностями.
Основные компоненты оборудования TIG включают:
- Электрод вольфрамовый
- Сварочный аппарат (постоянный ток — CC, AC, DC +, DC- или AC / DC).Есть преимущества в приобретении аппарата, который предназначен для сварки TIG, чтобы оставаться сбалансированным во время сварки (см. Объяснение ниже). Независимо от типа, высокочастотный блок должен быть встроенным или присоединенным.
- Горелка или электрододержатель
- Подача защитного газа (гелий, аргон или смесь): аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле
- Пруток присадочный металлический
- Средства индивидуальной защиты, включая перчатки для сварки TIG
 Независимо от типа, высокочастотный блок должен быть встроенным или присоединенным.
Независимо от типа, высокочастотный блок должен быть встроенным или присоединенным.Большинство сварочных работ выполняется с использованием постоянного тока постоянного тока или переменного тока.Хотя оборудование дороже, у процесса TIG есть много преимуществ.
Одним из важных недостатков является то, что GTAW менее экономична, чем процессы с использованием расходуемых электродов, для секций толщиной более 3/8 дюйма.
Обзор
Основные характеристики оборудования для сварки TIG показаны на рисунке 10-33. Основные компоненты, необходимые для сварки TIG:
- Сварочный аппарат TIG (рекомендуемые сварочные аппараты TIG см. Здесь)
- Держатель сварочного электрода и вольфрамовый электрод
- Подача защитного газа и регуляторы
- Доступно несколько дополнительных принадлежностей, в том числе ножной реостат для управления током во время сварки, системы циркуляции воды для охлаждения держателей электродов и таймеры дуги.

Схема оборудования для сварки TIG
Рисунок 10-32: Компоновка оборудования для газовой вольфрамовой сварки (GTAW)Существуют блоки питания переменного и постоянного тока со встроенными высокочастотными генераторами, разработанные специально для сварки TIG.
Они автоматически регулируют поток газа и воды, когда сварка начинается и заканчивается.
Если электрододержатель (горелка) имеет водяное охлаждение, необходима подача охлаждающей воды.
Держатели электродов сконструированы таким образом, чтобы можно было легко заменить электроды и газовые сопла.
Оборудование для механизированной сварки TIG может включать устройства для проверки и регулировки уровня сварочной горелки, оборудование для работы, устройства для зажигания дуги и управления потоком газа и воды, а также механизмы подачи присадочного металла.
Сварочный аппарат GTAW
Сварочное оборудование должно быть изготовлено для поддержки TIG или иметь необходимые аксессуарыСварочные аппараты TIG
При сварке GTAW (TIG) количество выделяемой тепловой энергии зависит от полярности дуги, напряжения дуги и силы тока. Полярность описывает направление тока при сварке постоянным током.
Полярность описывает направление тока при сварке постоянным током.
Сварочный ток может протекать двумя способами: DCSP и DCRP.
DCSP Сварка
Постоянный ток, протекающий от электрода (-) к заготовке (+), имеет прямую полярность постоянного тока или DCSP. В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
Сварка DCRP
Ток, протекающий от заготовки (-) к электроду (+), является постоянным током обратной полярности или DCRP.
Балансная сварка против несбалансированной сварки
Сварочные аппараты переменного тока будут либо несбалансированными, либо несбалансированными.
В машинах переменного тока ток, теоретически, половину времени протекает в режиме DCRP, а в половине случаев — в режиме DCSP.
Когда ток протекает в половине цикла DCRP, ток течет от заготовки к электроду, вызывая высокое сопротивление току. Это сопротивление, вызванное током, протекающим от основного металла (большого проводника), перемещается в концентрированную точку вольфрамового электрода, что приводит к его нагреву.
На половине цикла DCSP ток течет от наконечника электрода, маленького проводника, к заготовке, большому проводнику.
Это направление тока оказывает охлаждающее действие на вольфрам и увеличивает его токонесущую способность.
Синусоида становится «неуравновешенной», когда машина переменного тока не компенсирует более высокое сопротивление в части цикла DCRP.
В половине случаев напряжение выше ожидаемого (DCSP), а в половине случаев напряжение ниже ожидаемого (DCRP).
переменного тока без необходимой схемы для обеспечения баланса синусоидального сигнала не должна быть установлена сила тока выше 50% от номинальной мощности. Если установить более высокое значение, машина может быть повреждена.
Преимущество оборудования для сварки TIG на переменном токе, которое было разработано для сварки TIG, состоит в том, что синусоида сбалансирована. При проектировании для сварки TIG существует встроенная схема, которая компенсирует часть цикла, которая является DCRP, сохраняя синусоиды равными или сбалансированными.
Всегда требуются аппараты для высокочастотной сварки TIG
Независимо от того, используется ли для сварки TIG переменный или постоянный ток, в аппарат должен быть встроен высокочастотный (ВЧ) блок или к нему должен быть прикреплен переносной.
Высокочастотный блок вырабатывает высокочастотное напряжение (несколько тысяч вольт) с частотой несколько миллионов циклов в секунду.
Ток в высокочастотной цепи составляет лишь доли ампера.
Из-за высокого напряжения и частоты ток проходит по поверхности проводника, а не через проводник.
При сварке TIG на постоянном токе высокочастотный блок должен быть включен для зажигания дуги. Как только дуга стабилизируется, высокочастотный блок отключается.
На машинах постоянного тока, использующих дополнительный переносной высокочастотный блок, высокочастотную цепь необходимо отключить вручную.
На машинах переменного тока сварочные аппараты TIG с высокочастотными устройствами используются для стабилизации дуги и ионизации газов в зоне дуги.
Ионизированные газы облегчают поддержание дуги при изменении направления тока.
Горелки для сварки TIG
Схема горелкиTIG
Оборудование для сварки TIG либо должно быть изготовлено для сварки GTAW, либо иметь необходимые аксессуары Сварочные горелки для сварки TIGимеют номинальный рабочий цикл как электрические устройства.
Рабочий цикл относится к макс. ток факел выдерживает за 10 минут.
Горелки состоят из нескольких компонентов:
- Электрические провода: , которые начинаются от сварочного аппарата и подключаются к горелке
- Цанга : часть горелки, удерживающая вольфрамовый электрод
- Крышка электрода
- Сопло защитного газа : для регулирования потока газа. Размер сопла определяется шириной шарика и объемом газа.Форма сопла предназначена для уменьшения турбулентности. Некоторые конструкции сопел имеют электрод, выступающий на 1 дюйм без потери газа или увеличения турбулентности. Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Сопла с металлическим покрытием или металлическими насадками рассчитаны на работу с током более 300 ампер. Пластик (жаропрочный пластик) и Pyrex — это прозрачные сопла, которые необходимы для некоторых специальных сварочных работ.
- Шланг: для подачи защитного газа
- Шланг водяного хладагента (если небольшая горелка не охлаждается воздухом) : сварочные аппараты TIG с водяным охлаждением имеют 3 шланга, идущих к горелке.
- Один несет защитный газ и сделан из пластика, чтобы предотвратить химические реакции, которые могут вызвать загрязнение.
- Один несет комбинацию охлаждающей жидкости и провода электрода. Свинец представляет собой плетеную металлическую трубку с хорошей токонесущей способностью.
Трубка покрыта резиной или пластиковым изоляционным материалом. Ток проходит через плетеную металлическую трубку, а охлаждающая жидкость проходит через ее середину. - Третий шланг направляет обратную охлаждающую жидкость в резервуар для хранения или в канализацию.
 Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Сопла с металлическим покрытием или металлическими насадками рассчитаны на работу с током более 300 ампер. Пластик (жаропрочный пластик) и Pyrex — это прозрачные сопла, которые необходимы для некоторых специальных сварочных работ.
Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Сопла с металлическим покрытием или металлическими насадками рассчитаны на работу с током более 300 ампер. Пластик (жаропрочный пластик) и Pyrex — это прозрачные сопла, которые необходимы для некоторых специальных сварочных работ.
Другие типы горелок для оборудования TIG, такие как небольшие горелки для легких режимов работы, имеют воздушное охлаждение и обычно имеют только один подсоединенный к ним шланг, который представляет собой комбинированный вывод электрода и шланг защитного газа.
Вывод электрода может быть тканой трубкой или гибким кабелем, а защитный газ охлаждает вывод электрода, когда он течет к горелке.
Электроды TIG
Сварочные электроды для сварки TIG выпускаются в следующих вариантах:
- Чистый вольфрам : наименее дорогой, но имеет меньшую пропускную способность по току и легко загрязняется.По этой причине не используется с критическими сварными швами. Добавление тория или диоксида циркония улучшает проводимость вольфрама…
- Чистый вольфрам с сердечником из 1-2% тория : хорошая пропускная способность по току, дольше сохраняет форму, хорошая устойчивость к загрязнению, дуга легче зажигается
- Вольфрам с 1 или 2% тория : предпочтителен для сварки общего назначения. Используется при сварке критически важных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты
- Вольфрам с 0.От 15 до 0,40% диоксида циркония : вариант средней точки с качеством между чистым вольфрамом и вольфрамом с вариантами тория.
 Используется при сварке критически важных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты
Используется при сварке критически важных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракетыВольфрамовые электроды для сварки TIG также различаются по отделке:
- Чистая отделка : гладкая поверхность, без дефектов, подходит для большинства видов сварочных работ TIG (GTAW)
- Бесцентровая шлифовка : зеркальное покрытие для работ, требующих более качественной сварки.
Критерии выбора электродов для другого оборудования TIG:
- Диаметр электрода
- Сила тока
- Вид тока
- Тип защитного газа
- Является ли высокочастотная волна сбалансированной или несбалансированной.
Перед использованием для сварки TIG электроды должны быть подобраны по размеру и форме.
Для некоторых работ по сварке TIG требуется электрод определенной формы, который используется для критических сварных швов.
Загрязненные или слишком длинные электроды, не помещающиеся в колпачок электрода, необходимо укоротить.
Желаемая форма электрода после того, как он правильно сломан, — это квадратный тупой край. Электроды можно сломать плоскогубцами, кусачками или молотком. Конец электрода должен иметь правильную форму после того, как он был сломан.
Для большинства сварных швов TIG требуется электрод с острым концом и ток DCSP. Для переменного тока (переменного тока) требуется закругленный (скругленный) конец электрода.
Для контроля любого защитного газа используется расходомер, калиброванный в литрах в минуту (л / мин) или куб. футов в час (куб.фут / час) или и то, и другое. Для получения точных показаний расходомер необходимо устанавливать в вертикальном положении.
Схема выбора вольфрамовых электродов Руководство по выбору вольфрамовых электродов для оборудования TIG в зависимости от диапазона силы токаЗащитные газы для сварки TIG
Существуют различия между аргоном и гелием для защиты сварных швов TIG.
Другой подход — использовать их комбинацию. Все описано ниже.
газообразный аргон
Газ аргон обеспечивает больший контроль и работает при более низком уровне нагрева, что делает его лучше для сварки более тонких металлов.
- Дешевле гелия
- В 1,4 раза тяжелее воздуха и в 10 раз тяжелее воздуха, что обеспечивает лучший контроль дуговой сварки. Более тяжелый газ может быть недостатком при сварке над головой.
- Более низкое напряжение дуги (по сравнению с гелием) при любой длине дуги и силе тока.При более низком напряжении меньше тепла, что снижает риск прожога и деформации металла, поэтому аргон лучше подходит для более тонких металлов.
- Хорошая стабильность дуги
- конус дуги сфокусирован
- Хорошее очищающее действие
- Нижнее напряжение дуги
- 10-30 CFH Расход
- Хорошее зажигание дуги
Также прочтите : Таблица размеров газовых баллонов с аргоном
Газообразный гелий
Используется при сварке более толстого металла, требующего более высокого напряжения дуги.
- Менее низкая стабильность по ампер.
- Повышенная пробиваемость
- Меньше очищающих действий
- Конус с расширением дуги
- Повышенное напряжение дуги
- Повышенный расход (2x)
- Сложное зажигание дуги
- Стоимость выше, чем у аргона
- Более высокая скорость движения
Смесь газов аргона и гелия
- Преимущества перед чистым аргоном
- Затраты выше, чем при использовании 100% аргона
- Повышенная скорость движения
- Повышенная бронепробиваемость
- Очищающие свойства ближе к чистому аргону
- Скорость потока выше, чем у чистого аргона
- Преимущества перед чистым гелием
- Улучшенное зажигание дуги
- Повышенная стабильность дуги
- Форма конуса дуги более сфокусированная
- Создает дуговые напряжения между чистым аргоном и чистым гелием
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, газ аргон — один из наиболее широко используемых профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металлы воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень высокими.
Газ — один из важнейших газов, в котором часто нуждаются сварщики, и то, что может улучшить работу, которую выполняют люди этой профессиональной категории.Газ без цвета и запаха. Газ также не горюч и совершенно нетоксичен, поэтому его можно использовать в таких огромных масштабах.
Один из наиболее популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для конкретных целей, но мало кто знаком с причинами его действия и с тем, почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон, и о тонкостях этого газа.
В этой статье мы расскажем, почему сварщики используют аргон, и о тонкостях этого газа.
Подробнее о том, почему сварщики используют аргон
Как я сказал выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать им соответствующую форму.
Роль, которую играет аргон в этом процессе, заключается в защите плавящихся металлов.Когда металлы подвергаются воздействию высоких температур, они могут вступать в реакцию с некоторыми газами в воздухе вокруг них. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. Газообразный аргон применяется к металлам, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных веществ в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление и лучший внешний вид.Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется по отношению к аргону и может быть невероятно полезным для любого, кто выполняет любые сварочные работы. Защитные газы — это тип классификации инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Причина, по которой защитный газ важен, потому что он помогает сварщику защитить металл, с которым он работает.Это предотвращает любые поломки металла и позволяет сварщику работать без каких-либо проблем.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать, пытаясь это сделать. Сварщики также склонны использовать гелий, потому что он работает аналогично аргону и дает лучшие результаты.
Сварщики также склонны использовать гелий, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности.В некоторых случаях аргон используется вместе с кислородом для достижения лучших результатов.
В чем опасность аргона?
При использовании любого газа отметьте, какие меры предосторожности необходимо предпринять и что необходимо сделать, чтобы обеспечить его наиболее безопасное использование. В основном газ аргон относительно безопасен. Этот газ негорючий и не выделяет токсичных веществ, поэтому сварщики могут его регулярно использовать. Это также означает, что газ аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, при использовании этого газа соблюдайте необходимые меры безопасности. Газообразный аргон обычно дают сварщикам в баллоне со сжатым газом, для чего существует свой собственный список мер предосторожности. При использовании этого продукта необходимо соблюдать регулярные указания по безопасности компрессионного бака.
При использовании этого продукта необходимо соблюдать регулярные указания по безопасности компрессионного бака.
Одна из самых больших опасностей, которые возникают при использовании газа аргона, — это его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в местах с хорошей вентиляцией. Есть ограничения на то, что большое количество аргона может быть помещено в сжатый резервуар. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приводит к появлению избыточного количества в окружающей атмосфере.
Какие типы аргона используют сварщики?
Хотя газ аргон необходим в любом сварочном процессе, разные сварщики используют аргон разной плотности и чистоты при работе. Обычно сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов для газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Обычно сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов для газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных своим аргоном. Некоторые сварщики используют чистый аргон. Это газ, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов каких-либо других газов или элементов.Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым газом аргоном, но является хорошим менее дорогим вариантом, которым могут заняться сварщики. Еще один существующий тип аргона — это аргон медицинского класса.
Считается самой чистой формой Агона и полностью не содержит следов каких-либо других соединений или элементов. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому сварщики редко его используют.
Каков срок службы резервуаров с аргоном?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого существует аргон, является время размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется вне резервуара, может определять, сколько времени потребуется, чтобы резервуар закончился.Настройки давления в резервуаре также могут повлиять на его срок службы. Настройки предварительного и последующего потока в резервуаре могут сыграть роль в определении того, сколько и как долго будет работать.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из наиболее распространенных размеров, которые сварщики используют при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать, что аргона хватит примерно на три-шесть месяцев.
Сварщик, регулярно использующий этот резервуар, может рассчитывать, что аргона хватит примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют так называемый регулятор аргона.Это важно для тех, кто регулярно использует аргон в сварочных процессах. Любой хороший сварщик порекомендует это из-за эффективности, которую он приносит с собой, и легкости, с которой можно использовать имеющийся у них аргон.
Одна из главных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более постоянную подачу аргона, а не все сразу.
Найдите регулятор, который хорошо работает и совместим с используемым резервуаром.Отметьте резервуар, который вы используете, и регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, имеющихся в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, которые люди задают о сварщиках, — это давление, при котором они используют аргон. Большинство резервуаров с аргоном хорошо работают при установке 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно управлять своим оборудованием.Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки — огромный плюс в этом. Это также позволяет им адаптировать выпуск аргона в соответствии с тем, что им лучше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод расположен дальше, сварщику требуется большее усилие.Чем большее давление аргона использует сварщик, тем большее покрытие он получит при работе таким образом.
Связанные вопросы
Что такое газ C25? Газ C25, также известный как Autoweld, представляет собой негорючую, адаптивную, эксклюзивную комбинацию газов, используемую при сварке углеродистой, нержавеющей стали, а также металлической стали с покрытием.
Какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали? Аргон, наиболее часто используемый в среде инертного газа при сварке MIG низкоуглеродистой стали.Аргон, без сомнения, является основным защитным газом, который используется при сварке TIG большинства металлов, а также при сварке легких сплавов методом MIG или при пайке MIG. Самые обычные активные газы — это стопроцентный Co2 и смесь аргона и углекислого газа.
Подобные сообщения:
Рекомендации по использованию защитного газа для сварки MIG и TIG — Sandvik Materials Technology
Защита защитным газом
Защитный газ для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако для стабилизации дуги, улучшения текучести и улучшения качества наплавленного металла обычно требуются небольшие добавки кислорода (O2) или углекислого газа (CO2). Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако для стабилизации дуги, улучшения текучести и улучшения качества наплавленного металла обычно требуются небольшие добавки кислорода (O2) или углекислого газа (CO2). Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Duplex нержавеющая сталь | Супер-дуплекс нержавеющая сталь сталь | Ферритная нержавеющая сталь | Высоколегированная Аустенитная нержавеющая сталь | Никель Сплавы | |
| Ар | – | – | ● a | – | ● a | ● a |
| Ar + He | – | – | ● a | – | ● a | ● a |
| Ar + (1-2)% O 2 | ● b | ● b | (●) | ● b | ● | – |
| Ar + (1-2)% CO 2 c | ● d | ● d | (●) | ● d | ● | – |
| Ar + 30% He + (1-2)% O 2 | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% CO 2 c | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% N 2 | – | – | ● | – | ● f | – |
a) Предпочтительно при импульсной сварке MIG.
b) Более высокая текучесть ванны расплава по сравнению с добавкой CO 2 .
c) Не использовать при дуговой сварке со струйным переносом, где требуется очень низкое содержание углерода.
d) Лучшие характеристики сварки короткой дугой и позиционной сварки, чем с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава по сравнению с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
е) Для марок, легированных азотом.
Защитный газ для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. В некоторых случаях для достижения особых свойств можно добавить азот (N 2 ) и / или водород (H 2 ). Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок.
В качестве альтернативы, если добавлен азот, свойства наплавленного металла сплавов, легированных азотом, могут быть улучшены.Окисляющие добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по использованию защитных газов при сварке TIG различных нержавеющих сталей приведены в таблице. Для плазменно-дуговой сварки типы газов с добавками водорода, указанные в таблице, в основном используются в качестве плазменного газа, а чистый аргон — в качестве защитного газа.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Duplex нержавеющая сталь | Супер-дуплекс нержавеющая сталь сталь | Ферритная нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He a | ● | ● | ● | ● | ● | ● a |
| Ar + (2-5)% H 2 a, b | ● b | – | – | – | ● b | ● b |
| Ar + (1-2)% N 2 | – | ● | ● | – | – | – |
| Ar + 30% He + (1-2)% N 2 | – | ● | ● | – | – | – |
a) Улучшает текучесть по сравнению с чистым аргоном.
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корней
Безупречный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов допускается максимальное содержание 20 ppm O 2 у корня.
Это может быть достигнуто с помощью продувочной установки и может контролироваться с помощью современного измерителя кислорода.Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Формовочный газ (N 2 + 5–12% H 2 ) является отличной альтернативой для обычных аустенитных сталей. Газ содержит активный компонент H 2 , который снижает уровень кислорода в области сварного шва.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна быть не менее 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита достигается за счет сварочного флюса, полностью покрывающего расходные материалы, дугу и ванну расплава. Флюс также стабилизирует электрическую дугу. Флюс плавится за счет тепла процесса, создавая покрытие из расплавленного шлака, которое эффективно защищает сварочную ванну от окружающей атмосферы.
Требования к выполнению сварки TIG:
Введение:
Чтобы понять, как выполнять сварку TIG в вашем гараже Welding , вам необходимо сначала понять, что такое сварка и как она работает в целом.Базовые базовые знания очень важны на начальном этапе, чтобы начать практиковать что-либо в этом отношении. Нет никаких ярлыков, чтобы стать идеальным сварщиком . Это сочетание теоретических и практических знаний, которые делают человека совершенным в любом деле. Это в значительной степени верно даже в случае сварки . Сварка — это искусство, которое невозможно усовершенствовать за одну ночь. Чтобы овладеть искусством сварки , требуются колоссальный опыт и практика.
Вся концепция может быть упрощена как искусство соединения двух или более деталей из металла или сплава с помощью расплавленного раствора, который затвердевает при охлаждении, образуя связь между ними. Таким образом, это очень важный компонент тяжелого производства, а сталь и железо произвели революцию в нашей жизни, позволив нам создавать прочные предметы или вещи, которые мы используем в повседневной жизни для нашего выживания. Он сделал выживание намного проще, чем это было несколько веков назад, и упростил жизнь, позволяя человеку быть более интеллектуальным и творческим, чтобы максимально использовать его.Существует много различных видов сварки . Сварка TIG — одна из них. Существуют определенные требования и процедуры, которые необходимо соблюдать, чтобы практиковать сварку TIG и совершенствовать ее. Давайте посмотрим на них.
Сварка TIG:
TIG сварка — это сокращение от Tungsten Inert Gas Welding . Обычно он используется для сварки более тонких деталей из нержавеющей стали. Нержавеющая сталь широко используется в кухонной посуде, и ее можно найти почти в каждом доме.Таким образом, ежегодно обрабатывающая промышленность производит несколько миллионов изделий из нержавеющей стали. Вольфрамовый электрод производит сварку, чтобы сделать необходимое. Инертный газ, такой как аргон, используется для защиты зоны сварки от загрязнения. Сварка TIG — самая сложная форма сварки для изучения, и она требует больших навыков. Но это дает больший контроль для получения более качественных сварных швов и красивой отделки изделий, изготовленных с помощью процедуры сварки TIG .
Давайте посмотрим на требования к сварке TIG:
1. Настройки аппарата:
Ваш сварочный аппарат должен быть настроен на DCEN (отрицательный электрод постоянного тока), также известный как прямая полярность, для любой обрабатываемой детали, которую необходимо сваривать, кроме алюминия или магния. Для запуска устанавливается высокая частота, которая в наши дни встроена в инверторы. Постпоток должен быть установлен минимум на 10 секунд. При наличии A / C устанавливается значение по умолчанию, совпадающее с DCEN.Установите контактор и переключатели силы тока в удаленное положение. Если свариваемый материал представляет собой алюминий, полярность должна быть установлена на A / C, баланс A / C должен быть установлен примерно на 7, а высокочастотное питание должно быть непрерывным.
2. Защитный газ:
Сварка TIG использует инертный газ для защиты зоны сварки от загрязнения. Таким образом, этот инертный газ также указывается как защитный газ. Во всех случаях это должен быть аргон и никакой другой инертный газ, такой как неон, ксенон и т. Д., Особенно если TIG сварка .Он должен быть установлен на уровне 15 кубических футов в час. Для сварки алюминия только можно использовать комбинацию аргона и гелия 50/50.
3. Горелка:
Горелки для сварки TIG бывают двух типов. У вас есть горелки TIG с воздушным охлаждением и горелки TIG с водяным охлаждением . Также они бывают разных размеров. Для лучшего контроля лучше всего подойдут горелки TIG меньшего размера , если у вас нет большого опыта и навыков сварки . Эти фонари также бывают с разными настройками силы тока. Горелка для сварки TIG , 250 ампер, с водяным охлаждением, намного лучше, чем горелка для сварки TIG , 100 ампер, , поскольку она сравнительно меньше.
4. Электроды:
Для сварки TIG подразумевается, что электроды, которые вы используете для сварки TIG , должны быть сделаны из вольфрамового элемента. Он должен быть очень острым и довольно чистым. Поэтому следите за тем, чтобы он всегда был в хорошем состоянии в вашем гараже.Очищайте его правильно и регулярно с помощью подходящих чистящих средств. Для выполнения сварки TIG лучше всего подойдет ленточный шлифовальный станок или 4,5-дюймовый шлифовальный станок. Если вы свариваете алюминиевые заготовки , вам просто нужно скруглить наконечник шлифовальной машинкой. Вольфрамовые электроды должны иметь сквозное отверстие. 2% торирования более чем достаточно для сварки практически всего и вся. Торий радиоактивен, и в качестве защитных мер вы также можете использовать электрод с 2% латанатом, чтобы все сварить.Для сварки достаточно всего, что требует менее 90 А переменного тока с 1/16-ю вольфрамовыми электродами. Для источника тока, измеряющего более 90 ампер, требуется 3/32 вольфрамовых электродов , в то время как для всего, что превышает 200 ампер, требуется 1/8 вольфрамовых электродов.
5. Сварочный стержень:
Существует три различных стержня TIG , которые можно использовать для сварки TIG . В 90% случаев можно почти что-нибудь сварить. Обычно сварочный стержень 308 используется для сварки нержавеющей стали , E70S2 для низкоуглеродистой стали и модели 4130 или 4043 используются для сварки алюминия . В большинстве случаев этих стержней более чем достаточно для сварки TIG. Однако существуют специальные сварочные стержни для конкретных применений и использования. Вам необходимо следовать инструкциям и понимать, какое приложение вы выполняете, для которого требуется необходимая процедура сварки TIG . Исходя из этого, вам нужно выбрать сварочный стержень.
6. Техника:
Итак, вы ознакомились с требованиями для выполнения сварки TIG . Это еще не конец.Существует определенная схема техники и положения, которым необходимо следовать при выполнении сварки TIG . Это дает вам лучший контроль и ожидаемые результаты и в то же время защищает вас, пока вы выполняете процедуру. Держите резак так, как будто вы держите ручку, наклоните его примерно на 10 градусов, кончик вольфрама должен быть приподнят примерно на 1/4 дюйма от металла, наденьте сварочный шлем и нажмите на педаль. Как только дуга установится, увеличьте нагрев, нажав на педаль.Все должно быть постепенным и плавным с точки зрения перехода.
Все подробности, касающиеся процедур сварки , а также сварочного оборудования , можно найти на веб-сайте www.everlastgenerators.com. Используйте его с умом.
Какой защитный газ использовать при сварке алюминия?
Какой защитный газ использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего гелий.Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Превосходные сварные швы часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон — самый популярный защитный газ, который часто используется как для дуговой сварки металла в газовой среде, так и для сварки алюминия вольфрамовым электродом.Следующими по популярности, вероятно, являются смеси аргона и гелия, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между смесями аргона и аргона с гелием. Чтобы понять влияние этих газов на сварку, мы можем изучить свойства каждого газа на рис. 1.
Рис.1
Сразу видно, что потенциал ионизации и теплопроводность защитного газа гелия намного выше, чем у аргона.Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитном газе.
Защитный газ для газовой дуговой сварки металла
Для GMAW добавка гелия составляет от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла по сварному шву. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, и, поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с потенциалом значительной экономии.Поперечное сечение металла шва также может иметь определенное значение в определенных областях применения. Типичные поперечные сечения для аргона и гелия показаны на рис. 2.
Фиг.2
Испытания показали, что относительно узкое поперечное сечение сварного шва, экранированного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая теплоемкость и более широкая картина проплавления смесей гелия / аргона обычно помогают минимизировать захват газа и более низкие уровни пористости в готовом сварном шве.
Для заданной длины дуги добавление гелия к чистому аргону увеличит напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается при примерно 75% гелия и 25% аргона. Более широкая форма проплавления и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двухсторонних швов с разделкой кромок в толстом листе. Способность профиля сварного шва обеспечивать более широкую цель во время обратного выкрашивания может помочь снизить вероятность неполного проплавления шва, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно дает законченный сварной шов с более яркой и блестящей поверхностью. Сварной шов, выполненный смесью гелия и аргона, обычно требует обработки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитного газа гелия могут помочь предотвратить неполное плавление и неполное проникновение из-за дополнительного теплового потенциала этих газов.
Защитный газ для газовой дуговой сварки вольфрамом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе (AC) наиболее популярным газом является чистый аргон.Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги при использовании алюминия AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Чистый гелий или защитный газ с высоким содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с использованием отрицательного электрода постоянного тока (DCEN). Комбинация GTAW-DCEN и большого количества тепла от используемого газа, которые часто разрабатываются как сварочные аппараты, могут обеспечить высокую скорость сварки и отличное проплавление. Эта конфигурация иногда используется для выполнения стыковых швов с полным проплавлением, привариваемых только с одной стороны, к временной обжиге без подготовки канавки под клиновидную кромку, а только к пластине с квадратными кромками.
Заключение:
Отвечая на ваши вопросы, есть несколько вариантов выбора газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно зависит от конкретного приложения. Обычно газы с высоким содержанием гелия используются для сварки GMAW более толстых материалов и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы, содержащие гелий, обычно более дорогие.Гелий имеет более низкую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и / или смеси гелия / аргона. Таким образом, дополнительные расходы на гелиевые смеси могут быть компенсированы за счет повышения производительности. Вам следует попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Все, что вам нужно знать о сварке TIG
Краткий обзор: наш лучший выбор для сварщиков TIG и сварочных тележек
Сварка — это процесс соединения двух металлических частей, который использовался веками и может выполняться как в помещении, так и на улице.Достижения, достигнутые в сварочном оборудовании и технологиях сварки, сделали обучение сварщикам более важным в последние годы.
Сварка используется в столь многих различных отраслях промышленности и производственных процессах, что стала востребованной профессией с большими перспективами для будущего карьерного роста.
Сварщики, имеющие опыт в более сложных сварочных процессах, таких как TIG-сварка , не будут иметь проблем с получением должности.
Краткий обзор: наш лучший выбор для сварщиков TIG
Краткий обзор: наш лучший выбор тележек для сварки TIG
Что такое сварка TIG?
Хотя сварка существует с древних времен, современная сварка в том виде, в каком мы ее знаем, появилась только в начале 20-го века, -го, -го века.
Газовая дуговая сварка вольфрамом (GTAW) или сварка TIG была изобретена в 1941 году Расселом Мередитом из Northrop Aircraft Corporation как способ сварки алюминия и магния с целью соединения легких сплавов, используемых в авиастроении.
Подразделение Linde компании Union Carbide купило права на патент на сварку GTAW и разработало различные конструкции горелок под торговой маркой Heliarc.
Первые машины Heliarc были основаны на большом трансформаторе-выпрямителе и весили сотни фунтов.
Во время Второй мировой войны сварка TIG стала предпочтительным методом сварки деталей самолетов.
В конце 1970-х годов компания Miller представила «прямоугольную форму волны», которая позволила значительно улучшить управление дугой и создать меньшие машины, более подходящие для приложений переменного тока.
С появлением печатных плат и инверторных аппаратов TIG возможности регулировки и меньший вес уступили место тому, что сейчас называется методом сварки TIG.
Как это работает? Процесс сварки TIG
В процессе сварки TIG используется электрическая горелка с вольфрамовым электродом для подачи тока на сварочную дугу.
Присадочный стержень подается вручную в сварочную ванну, а горелку удерживают в другой руке. Оба защищены и охлаждаются инертным газом аргоном. Педаль акселератора на настольном станке или пульт дистанционного управления на ручной горелке могут контролировать нагрев, пока сварщик выполняет сварку.
Убедитесь, что ваша металлическая поверхность хорошо подготовлена и чиста.
Очистите металлическую поверхность щеткой от любых загрязнений и протрите ее чистой тканью и ацетоном, чтобы удалить металлическую стружку и масла, которые могут помешать процессу сварки.
Выберите правильный сварочный электрод TIG. TIG использует 6 электродов для передачи сварочной дуги на металлические детали, с которыми вы работаете.
1
Электроды из чистого вольфрама доступны по цене и обеспечивают стабильную дугу на алюминии и магнии с помощью скругленного наконечника.2
Торированные электроды являются наиболее распространенными электродами, потому что торий смешивается с вольфрамом, чтобы сделать наконечник электрода более прочным, который останется острым и прослужит дольше, чем вольфрам.При работе с торированными электродами вы должны иметь соответствующую вентиляцию и меры предосторожности, так как они немного радиоактивны.3
Серые электроды часто используются в установках постоянного тока с проектами с низкой силой тока или небольшими сложными деталями.4
Лантановые электроды очень универсальны и подходят для работы с машинами переменного и постоянного тока. Они обеспечивают стабильную дугу и хорошо работают на малых токах.5
Цирконосодержащие электроды используются в проектах переменного тока, где вам нужен прочный электрод, устойчивый к загрязнениям.6
Редкоземельные электроды обеспечивают стабильную дугу для проектов переменного и постоянного тока и имеют тенденцию длиться дольше.
Типы газа, необходимые для сварки TIG:
Существует три типа защитных газов, обычно используемых при сварке TIG.
1. Чистый газ аргон:
Чистый аргон — это часто используемый газ, потому что его можно использовать для любого типа металла, который вы свариваете, и он обеспечивает очень эффективную защиту при сварке.
При использовании чистого аргона дуга узкая и концентрированная, поэтому вы получаете очень точный сварной шов.При сварке внешние участки дуги не перегреваются.
2. Смесь газа аргона с гелием:
Смесь газа аргона, состоящего из гелия и аргона, увеличивает силу тока для получения более горячих сварных швов.
Эта смесь подходит для большинства типов металлов, кроме низкоуглеродистой стали. Гелий проводит тепло и создает тепло, которое достигает краев сварочной ванны.
3. Смесь газообразного аргона с водородом:
Некоторые сварщики, которые часто работают с нержавеющей сталью, предпочитают работать с газообразным аргоном, смешанным с 5% или менее водорода, поскольку он увеличивает нагрев во время сварки и создает широкий горячий сварной шов, который проникает глубоко в металл.
Сварка TIG Плюсы и минусы
Сварка TIG — это очень точный контролируемый метод сварки, который является одним из самых сложных для освоения.
У процесса много поклонников, но есть некоторые недостатки.
ПРОФИ
- Сварка TIG обеспечивает максимально точные и контролируемые сварные швы.
- Сварка TIG обеспечивает максимально гладкую поверхность.
- Сварку TIG можно использовать для сварки различных металлов, включая цветные металлы, такие как медь, магний и алюминий.
CONS
- Сварка TIG — это сложный метод для изучения. Необходимо поддерживать большой контроль и точность, чтобы дуга проходила на правильном расстоянии от металлических деталей.
- Сварка TIG — медленный процесс.
- Сварка TIG создает некоторые проблемы с безопасностью из-за использования неплавких электродов, которые не покрыты флюсом и поэтому плохо экранируют свет дуги.
Советы по сварке TIG для начинающих
Сварка TIG особенно опасна из-за воздействия высокотемпературных дуг и газов.
Начинающие сварщики должны быть хорошо знакомы с протоколами безопасности и надлежащими методами сварки, прежде чем они когда-либо будут использовать сварочную горелку TIG.
Вот несколько советов, которые следует учитывать при сварке TIG.
- Всегда носите защитное снаряжение , чтобы защитить свое тело и лицо от ожогов. Сварщикам предлагается широкий выбор защитного снаряжения, например каски, защитные очки, перчатки, куртки, фартуки, рукава, брюки и бахилы.
- Работать в хорошо вентилируемом помещении .Свежий воздух снижает количество токсичных паров, которым вы подвергаетесь.
- Убедитесь, что ваше сварочное оборудование правильно заземлено. . Неправильно заземленное оборудование может привести к поражению электрическим током.
- Следите за тем, чтобы рабочее место было сухим . Влага увеличивает риск поражения электрическим током.
- Очистите от загрязнений металлическую поверхность , которую вы собираетесь сваривать. Примеси и загрязнения в металле могут повлиять на качество сварного шва.
- Будьте осторожны, чтобы не сваривать с неправильным током .Тип металла, который вы используете, и электрод будут определять, какой ток вы используете и сколько: AC или DC. Перед сваркой отрежьте несколько обрезков металла, который вы планируете использовать, и проверьте свои настройки на этих тренировочных деталях, чтобы убедиться, что вы выбрали правильный текущий уровень.
Лучшие сварщики TIG
Вот наши рекомендации для лучших сварщиков TIG, имеющихся в настоящее время на рынке.
1. Сварочный аппарат AHP ALPHA TIG 200X 200 AMP
Сварочный аппарат AHP Alpha TIG 2016 года — довольно мощный сварочный аппарат.Он имеет надежную и долговечную технологию IGBT с импульсной технологией, которая может работать как на входах 110 В, так и 220 В.
Подходит для начинающих и средних пользователей, он имеет полный набор импульсных функций и контроль очистки для переменного тока. Он способен сваривать алюминий aluminum дюйма и низкоуглеродистую сталь 3/8 дюйма.
Простая установка и эксплуатация, он поставляется с горелкой с гибким шлангом WP17 и ножной педалью для отличного контроля и управления сваркой TIG.
Хотя это довольно простой в использовании сварочный аппарат с довольно хорошей стабильностью дуги, у него есть некоторые недостатки.На дисплее отображается только начальный ток, пока вы не переключите его в режим T2. Кроме того, ножная педаль имеет тенденцию скользить по полу, и может потребоваться установка резиновых ножек.
Производитель предлагает 3 года гарантии на машину и 6 месяцев на аксессуары.
В целом, это отличный сварщик TIG по доступной цене.
2. Сварочный аппарат Everlast PowerArc 140
Сварочный аппарат Everlast PowerArc — это небольшой портативный сварочный аппарат с двойным напряжением.
Он может работать от 120 В и 240 В и питается от небольшого инверторного устройства IGBT, обеспечивающего стабильность дуги, сравнимую с более мощными машинами.
При весе всего 24 фунта вы можете разместить этот сварочный аппарат везде, где вам нужно сваривать, например, на ферме, дома или в магазине товаров для хобби. Этот аппарат готов к сварке с красивым футляром для переноски по доступной цене.
Сварочный аппарат Everlast PowerArc не предназначен для промышленного использования. Хотя этот аппарат относительно стабилен для своих размеров, некоторые сварщики могут посчитать кабель электрода слишком коротким.
Хорошие вещи приходят в небольших упаковках, и сварочный аппарат Everlast PowerArc 140 Welder не исключение. Этот аппарат идеально подходит для начинающего сварщика TIG.
3. Forney 324
Сварочный аппарат Forney 324 190 AMP — это многофункциональный инверторный аппарат 3-в-1, который может выполнять сварку MIG, Stick или TIG.
Это устройство может легко переключаться между сварочными процессами и предназначено для использования на фермах, в автомобилях и на лодках, для обслуживания и ремонта дома и в легкой промышленности.
При весе 43 фунта Forney 324 является портативным.
Этот аппарат настолько прост в эксплуатации, что настройка практически не требуется — он готов к сварке прямо из коробки. Он поставляется с адаптируемым штекером, поэтому его можно использовать с входным напряжением 230 В или 120 В.
Горелка имеет кабель длиной 10 футов и имеет встроенную разгрузку от натяжения, которая продлевает срок службы кабеля. Он оснащен разъединителем в европейском стиле и совместим с Tweeco.
Как и большинство мультисварочных аппаратов, Forney 324 работает от постоянного тока, поэтому он не подходит для сварки алюминия методом MIG.Кроме того, иногда известно, что механизм подачи проволоки заедает.
Forney производится в Италии и поставляется с гарантией 5/3/1.
Forney 324 — хороший, качественный прибор «все в одном» с большой универсальностью, которым будет счастлив даже начинающий сварщик.
Лучшие тележки для сварки TIG
Никто не хочет застревать без стабильной и мобильной стойки для своих тележек, поэтому мы также составили несколько обзоров лучших сварочных тележек.
1.СВАРОЧНАЯ ТЕЛЕЖКА GOPLUS
GoPlus Welding идеально подходит для ваших сварщиков TIG, но его также можно использовать для сварщиков MIG, ARC Flux и даже для плазменных резаков. Он имеет 4 удобных ящика и выдвижной шкаф для всех ваших инструментов, расходных материалов и принадлежностей.
Изготовлен из особо прочной стали, он имеет прочную черную отделку, которая выдержит испытание временем И весь износ во время хмеля и на стройплощадке.
Колеса достаточно прочные, чтобы выдержать вес всего вашего снаряжения, и делают тележку Goplus удобной для передвижения
2.Сварочная тележка Chicago Pneumatic MIG TIG
Пневматическая сварочная тележка Chicago Pneumatic представляет собой прочную стальную тележку с двумя полками в дополнение к наклонной верхней полке для надежного хранения принадлежностей.
Тележка оснащена крючком для удержания узла резака и двумя предохранительными цепями для фиксации 2Famznthe бензобака.
Его легко собрать, и его вес составляет 31 фунт.
Это хорошая и прочная тележка, но она немного мала и не вмещает нескольких сварщиков.
Эта модель от Chicago Pneumatic устойчива и достаточно доступна. В целом, это достойный выбор.
3. Универсальная сварочная тележка ARKSEN для MIG TIG
Универсальная сварочная тележка Arksen прочно изготовлена из стали с красивой матовой черной отделкой.
Он имеет 3 полки, при этом верхняя полка слегка наклонена, чтобы сварщик мог легко добраться до органов управления аппарата.
Крючки с обеих сторон обеспечивают место для кабелей, а две предохранительные цепи могут надежно удерживать газовые баллоны на месте.Легкое маневрирование при 22 фунтах.
Хотя эта тележка доступна по цене, у некоторых пользователей возникли трудности со сборкой тележки из-за плохих инструкций. Кроме того, тележка довольно мала и может вместить не все типы сварочных аппаратов. Несмотря на наличие двух предохранительных цепей, в тележку надежно поместится только один бензобак.
Универсальная сварочная тележка Arksen — это самый дорогостоящий вариант, рассмотренный здесь, и вы должны внимательно проверить, соответствует ли она вашим потребностям.
В настоящее время недоступно заметное упоминание
СВАРОЧНАЯ Тележка XTREMEPOWERUS HD
Сварочная тележка XtremepowerUS HD — это сверхмощная сварочная тележка, сделанная из прочной чугунной стали с 3 полками для легкого доступа к расходным материалам и оборудованию.
Наклонная верхняя полка обеспечивает легкий доступ к органам управления сварочного аппарата. Тележка также оснащена двумя предохранительными цепями для крепления резервуаров с защитным газом.
Тележка оснащена тяжелыми закрепленными колесами сзади и поворотными колесами спереди, а также легко перемещаемой ручкой, что делает эту тележку очень маневренной. Но лучшая особенность — это цена.
Несмотря на то, что это отличная машина по своей цене, ее немного сложно собрать, поскольку инструкции не очень хорошо написаны, а отверстия не всегда совпадают, поэтому установка полок может быть сложной.
Хотя для сборки может потребоваться некоторое усилие, из нее получится хорошая сварочная тележка.
Как научиться сварке TIG
Для тех, кто хочет научиться сварке TIG, есть ряд полезных ресурсов.
1
Обратитесь в местные профессиональные училища и младшие колледжи, которые предлагают программы по сварке MIG.2
В некоторых местных предприятиях по предоставлению сварочного оборудования по выходным проводятся занятия для любителей.3
Изучите онлайн-источники информации, такие как:
Пошаговое видеообучение также является популярным ресурсом.Либо тот, что был ранее в статье, либо тот, который ниже, — отличные альтернативы для начала.
Заключение
Сварка TIG — это востребованный процесс сварки, значение которого в промышленной сварке растет.
Хотя он требует больше времени, практики и подготовки, чем любой другой метод сварки, освоить этот процесс не так уж и сложно. Это просто требует использования сложного оборудования и практики, чтобы освоить различные положения сварки TIG.
Используя различные источники учебных ресурсов по сварке TIG и попрактиковавшись, вы можете стать квалифицированным сварщиком TIG.
Основы сварочных газов MIG
СваркаMIG в защитных газах обеспечивает более чистые и быстрые сварные швы и устраняет необходимость часто останавливаться для замены электродов, как при сварке штучной сваркой. Уменьшение степени очистки и повышение эффективности также связано с использованием защитных газов, но это помогает понять роль, которую эти газы играют в процессе сварки, а также различные доступные газы и их особые свойства.
Основная цель использования защитного газа — избежать воздействия на расплавленную сварочную ванну кислорода, водорода и азота в воздухе вокруг вас. Различные проблемы могут возникнуть из-за реакции этих элементов в сварочной ванне, включая чрезмерное разбрызгивание и отверстия в сварном шве, известные как пористость, что приводит к более слабым сварным швам.
Технически, когда используется углекислый газ или кислород, это больше не сварка MIG или металлическим инертным газом. Тогда это сварка MAG или Metal Active Gas.Это потому, что ни диоксид углерода, ни кислород не являются инертным газом. Сварка MIG использует инертные защитные газы, такие как гелий или аргон, тогда как MAG вместо них использует активные газы.
Выбор подходящего газа
Различные газы играют разные роли в процессе сварки: от проплавления до стабильности дуги и самого готового сварного шва. Выбор расходных материалов, обеспечивающих непрерывную и равномерную подачу газа, также является очень важным аспектом, который следует учитывать при сварке MIG.
Обязательно оцените цели вашего проекта, чтобы выбрать подходящий газ для сварного шва.При выборе следует учитывать стоимость, то, что влечет за собой подготовку, основной материал, который вы будете сваривать, свойства готового сварного шва и то, что необходимо сделать во время очистки после сварки.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это углекислый газ, аргон, кислород и гелий. У каждого из них есть свои уникальные преимущества и недостатки в любой конкретной реализации.
Конечно, всегда полезно проконсультироваться со своим поставщиком по поводу рекомендаций по газам, которые подходят для сварочной проволоки, которую вы будете использовать.Вы даже можете проконсультироваться с производителем провода для получения предложений. Скорее всего, они предложат несколько вариантов, начиная от лучшего газового варианта до газового, обеспечивающего минимально допустимые сварные швы, а также их цены. Однако у вашего сварочного аппарата MIG может быть руководство по электродам и газам на внутренней панели, которое предоставит вам список из нескольких вариантов.
Двуокись углерода (CO2)
CO2, безусловно, самый распространенный и один из немногих газов, который можно использовать в чистом виде без добавления инертного газа, такого как аргон или гелий.По этой причине CO2 является наиболее экономически эффективным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
Pure CO2, также известный как 100% CO2, обеспечивает глубокое проплавление шва, что делает его удобным при сварке толстых материалов. При этом чистый CO2 ограничен только процессом сварки коротким замыканием и дает менее стабильную дугу, а также больше брызг, чем когда он сочетается с другими газами (также известными как «смешанные газы»). Чистый CO2 хорош для проектов, где эстетика сварного шва не важна или сварной шов не виден, например, на днище автомобиля.Очистка после сварки также требует немного больших усилий.
Аргон
Аргон обеспечивает более узкий провар, что удобно для стыковых и угловых швов. Он также может похвастаться плавной и относительно плавной дугой. Если вы собираетесь сваривать цветные металлы, такие как титан, алюминий или магний, вам понадобится чистый аргон. Аргон также часто смешивают с водородом, гелием или кислородом. Это помогает усилить характеристики дуги и способствует переносу металла.
Если важны качество и эстетика сварного шва, можно использовать смешанные газы.У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2. Они обеспечивают лучшую стабильность дуги и уменьшают разбрызгивание по сравнению со 100% CO2. Смешанные газы также можно использовать в процессе переноса распылением, что, в свою очередь, обеспечивает более визуально привлекательные сварные швы, а также повышает производительность. Смеси аргона и CO2 подходят для сварки низколегированных, некоторых нержавеющих сталей и углеродистых металлов. Однако имейте в виду, что более высокие уровни CO2 могут вызвать повышенное разбрызгивание.
{{cta (‘f4fb650b-2702-44e1-ba90-cd7b49a186bb’)}}
Кислород
Реактивный газ, кислород, как правило, используется в небольших количествах при добавлении к защитным газам, обычно от 1 до 9%.Это улучшает текучесть сварочной ванны, а также стабильность дуги и проплавление нержавеющей стали, низкоуглеродистой и низколегированной стали. Не рекомендуется использовать кислород с алюминием, медью, магнием или другими экзотическими металлами, поскольку он может вызвать окисление.
Смеси кислород / аргон обычно используются для обработки нержавеющей стали и простых углеродных металлов. Он дает стабильную дугу с ограниченным разбрызгиванием. Однако более высокий уровень кислорода может затруднить сварку в нерабочем положении из-за того, что это увеличит текучесть лужи.
Гелий
Обычно используется для обработки цветных металлов, гелий также может применяться для обработки нержавеющей стали. Он хорошо работает с толстыми металлами благодаря своей широкой и глубокой проникающей способности. Обычно он используется в соотношении 25-75% гелия к 75-25% аргона. Регулируя эти соотношения, вы можете изменить глубину проникновения и профиль валика. При использовании на нержавеющих сталях гелий обычно используется в смеси трех газов с CO2 и аргоном. Гелий также используется для предотвращения окисления при сварке таких металлов, как нержавеющая сталь, алюминий, магний и медные сплавы.
Гелий действительно создает более горячую дугу, что обеспечивает более высокую скорость перемещения и, следовательно, увеличивает производительность. При этом гелий дороже и требует более высокой скорости потока, чем аргон. При рассмотрении вопроса об использовании гелия важно учитывать соотношение стоимости газа и производительности.
Другие газы
Водород служит защитным газом при высоких температурах, например, для нержавеющих сталей. Его часто смешивают с аргоном для обработки аустенитной нержавеющей стали.
Азот используется в качестве продувочного газа при сварке труб из нержавеющей стали. Добавленный в небольших количествах к аргону, он также может использоваться в качестве защитного газа для нержавеющих сталей.
Пропан обычно используется на складах металлолома для резки углеродистой стали, где качество резки не имеет значения. Если ваше приложение не требует высокого качества резки, пропан — довольно экономичный вариант.
Расходные материалы
Какие расходные материалы вы прикрепляете к пистолету MIG, так же важно, как и выбор правильного газа для использования.Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от окружающего вас воздуха. Если ваш диффузор забит брызгами или если ваше сопло слишком узкое, вы рискуете, что слишком мало защитного газа будет выходить для защиты сварочной ванны. Это допускает попадание в газ воздушных карманов, что может привести к разбрызгиванию, пористости и даже загрязнению сварных швов.
Убедитесь, что вы выбираете расходные материалы для пистолета MIG, которые могут противостоять скоплению брызг, а также имеют достаточно широкое отверстие сопла, чтобы быть уверенным в защите защитного газа.