Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами.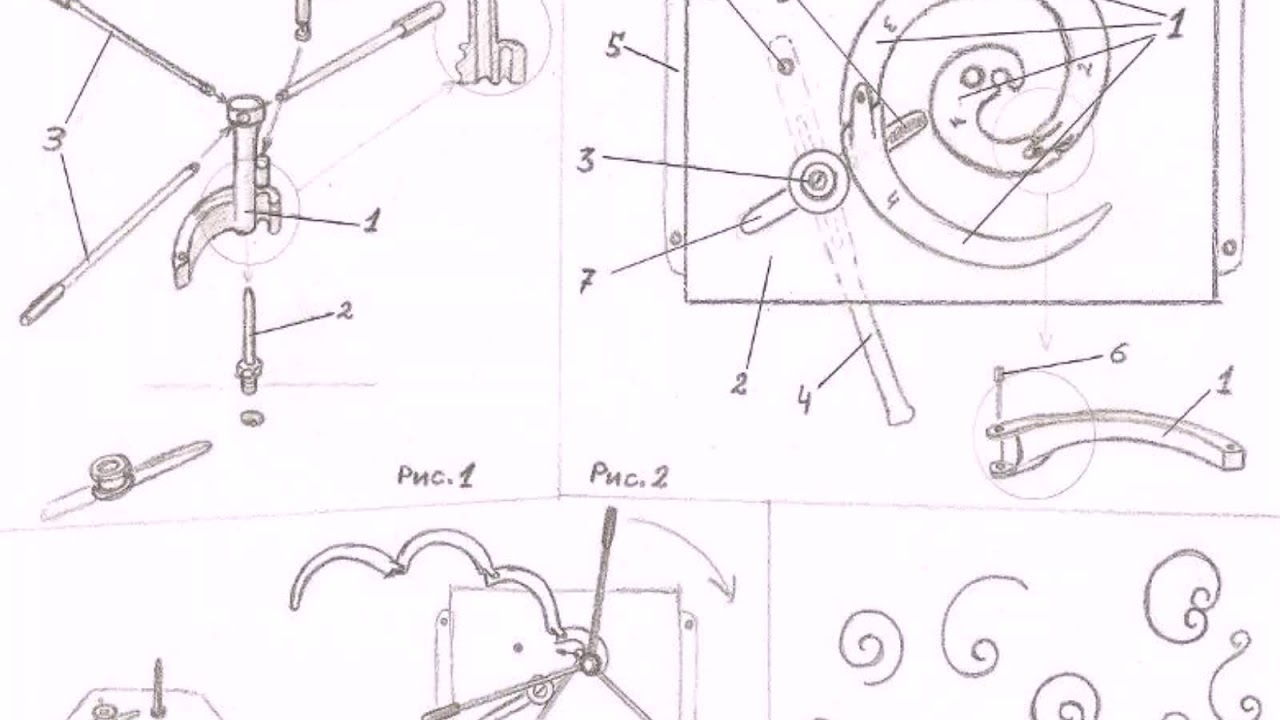 С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности.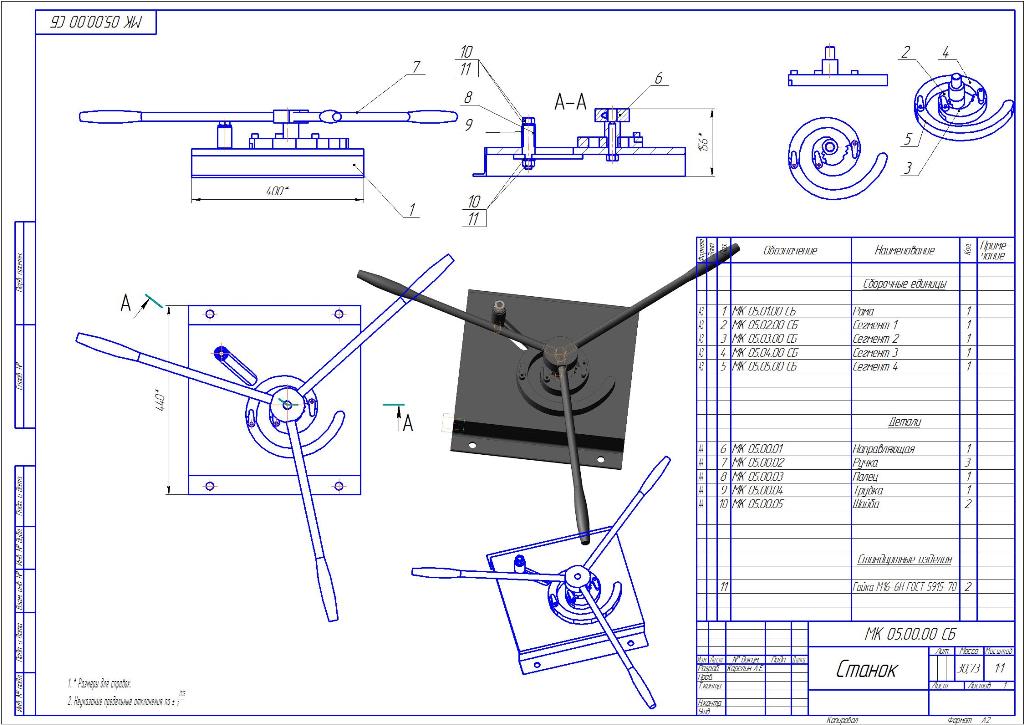
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу.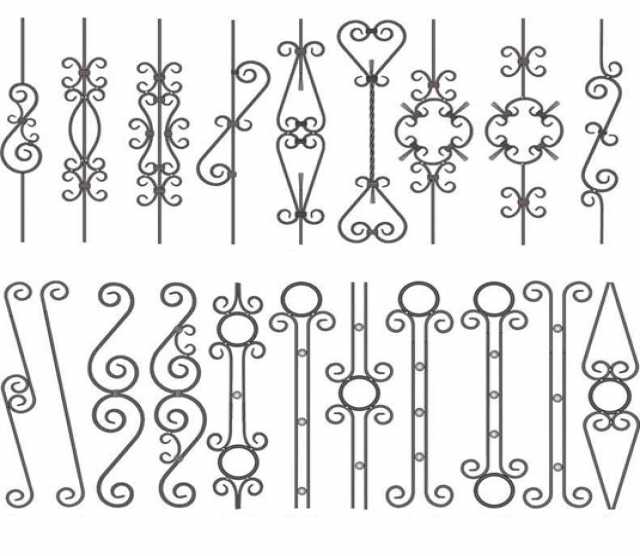 За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу.
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла — это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Содержание статьи
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
гнутики, оборудование и инструмент для художественной ковки
На чтение 13 мин. Просмотров 4.7k. Опубликовано Обновлено
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – , на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
[box type=”info”]Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.[/box]Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Какой станок самый нужный?
своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Делаем улитку с рычагом
Чертеж станка для ковки.Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку. Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Столешница
Самодельный станок для ковки.Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
[box type=”info”]В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.[/box]В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Ручной привод или электрический?
Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки.
Чертеж станка для холодной ковки.Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится.
[box type=”fact”]Сделать станок для холодной ковки своими руками – задача непростая и очень увлекательная. Чем качественнее будет его выполнение, тем легче вам будет работать на нем. И тем красивее выйдут ваши металлические кружева.[/box]Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства.
Кузнечное оборудование: станок для холодной ковки своими руками — RMNT
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Холодная ковка своими руками — советы профессионалов
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
процессах:
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Гнутик для холодной ковки своими руками: чертежи, схемы
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
Кузнечные работыЧтобы освоить традиционное кузнечное дело, нужно было долго учиться и приобретать опыт. Изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и столь же явный недостаток там, где нужно большое количество одинаковых изделий.
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
К тому же все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электро
Холодная штамповка
Этот процесс представляет собой разновидность штамповки штампом. Процесс холодной штамповки может быть разных типов, например, холодная высадка, гибка, холодное волочение, для получения разнообразного ассортимента продукции. Важнейшими компонентами процесса холодной штамповки являются материал и форма штампа, материал заготовки, смазка и температура.
Холодная ковка обычно выполняется при комнатной температуре или при температуре, при которой микроструктура металла не изменяется.Это процесс сжатия, при котором металлическим заготовкам придают пластическую форму с помощью фигурных штампов, сжимая их между штампами.
Процесс начинается с того, что заготовка стержня с химической смазкой выдавливается внутрь закрытой матрицы под очень высоким давлением. Затем металл течет и принимает желаемую форму. В качестве материала могут использоваться сплавы нижнего конца и углеродистые стали, нержавеющая сталь серий 300 и 400, отдельные алюминиевые сплавы, бронза и латунь. Существует постоянный поиск оптимизации производственных процессов и снижения затрат.В этом направлении сейчас все чаще используются такие методы, как численный анализ и моделирование.
Методы холодной штамповки: Холодную штамповку можно выполнить с помощью следующих трех процессов.
Прямая экструзия:В этом процессе металл течет в направлении силы удара. Он уменьшает диаметр пули за счет увеличения ее длины. Обычно используется для изготовления ступенчатых цилиндров и валов.
Обратная экструзия:Здесь поток металла противоположен силе толкателя.Он создает полые детали. Типичное применение для массового производства.
Осадка или заголовок:В этом процессе металл течет перпендикулярно силе толкателя, увеличивая диаметр и уменьшая длину. Обычно используется для изготовления застежек.
Применение процесса холодной штамповкиДетали, которые будут выкованы этим способом, наиболее рентабельны при весе 10 фунтов или меньше. Преимущество имеет место интеграция таких конструктивных элементов, как встроенные фланцы и выступы.Холодная поковка очень популярна в автомобильной промышленности для изготовления деталей рулевого управления и подвески, антиблокировочных тормозных систем, осей, бит, ступиц сцепления, шестерен, шестерен, пальцев, ступенчатых и промежуточных валов и втулок.
Прогнозирование разрушения материала при холодной штамповке | 2017-12-07
Следует проявлять осторожность при моделировании холодной штамповки крепежа с помощью компьютерного моделирования. Было показано, что предварительное формование оказывает значительное влияние на прогнозирование образования трещин на основе математических моделей повреждений.Операции предварительного формования, такие как волочение проволоки и обрезка стержней, должны быть включены в имитационную модель для обеспечения максимальной точности и наилучших прогнозных результатов.
Холодная штамповка — это операция жесткой штамповки механического компонента или конструкции крепежа, которая имеет ограничения по деформируемости материала заготовки и стойкости инструмента. В отличие от процессов горячей и горячей штамповки деформирующие силы при холодной штамповке относительно высоки. Следовательно, холоднокованый материал может иметь тенденцию к растрескиванию из-за высокой деформации, которая превышает предел пластичности материала.
Поскольку трудно обнаружить неисправные изделия холодной штамповки во время производства, производители крепежных изделий могут страдать от больших потерь сырья и энергии прессования. Чтобы устранить эту проблему, точность прогнозного моделирования развития трещин во время ковки имеет решающее значение для снижения производственных и инженерных затрат. В этой статье обсуждается влияние операций предварительной ковки, таких как волочение проволоки и обрезка стержней, на компьютерное моделирование развития трещин.
Предварительная штамповка
Материалы для холодной штамповки (низко- и среднеуглеродистые стальные сплавы) были закуплены в рулонах у поставщиков, как показано на Рисунке 1. После соответствующей подготовки поверхности (очистка и фосфатное покрытие) на каждой катушке была проведена операция волочения проволоки. исключить любые отклонения от желаемой круглой формы поперечного сечения. Диаметр проволоки уменьшают до 0,25-0,35 мм.
На рис. 2 показан кузнечный пресс изнутри.Как показано, основные компоненты пресса перемещаются относительно неподвижных штамповочных блоков, ковочно-штамповых станций на этих блоках, захватов и механизма обрезки прутков. Катушка с проволокой прикреплена к прессу и автоматически подается роликами через систему обрезки прутков. Затем проволока обрезается до заданной длины заготовки и проходит к первому захвату. Захваты — это механические компоненты, которые перемещают заготовку и преформы между ковочными станциями.
Во время обрезки стержня проволока зажимается в матрице, а другая матрица режет материал (Рис.3). Здесь преобладают напряжения сдвига и растяжения, а деформация пластичная. Инженеры обычно начинают моделирование ковки с начальной ковочной станции. В большинстве случаев это дает достаточно точный прогноз расхода материала и сил ковки. Однако эта стратегия моделирования может ввести в заблуждение инженеров, которые хотят провести анализ отказов.
Пример сломанного болта, который был взят из серийного производства, показан на рисунке 4. Как видно на рисунке, трещина начинается с углов 12-лепесткового пуансона и распространяется через головку болта.По форме трещины видно, что это произошло в результате операции ковки. Можно просто проанализировать это явление с помощью моделирования методом конечных элементов и спрогнозировать место происхождения трещины (рис. 5).
Однако при некоторых анализах трещина и ее путь могут быть не такими очевидными, как на Рисунке 5. В таком случае имитация и модель трещины не могут предсказать развитие трещины или точное место трещины. На этом этапе моделирование операций предварительной штамповки играет решающую роль в точности прогнозов.Инженер должен вернуться к первому этапу операции формовки и проанализировать его шаг за шагом.
Моделирование операций предварительной штамповки
Пакеты программного обеспечения для моделирования методом конечных элементов, такие как модели повреждений Lematrie, Cockroft-Latham, Oyane и Johnson-Cook, используют различные типы моделей трещин и повреждений. В большинстве моделей для расчета повреждений используется пластическая эффективная деформация. На этом этапе становится важным расчет точных значений создаваемой эффективной пластической деформации.
Когда инженер начинает с первого шага ковки в численной модели, он или она просто игнорирует остаточную деформацию, возникающую в результате операции волочения проволоки. Как показано на рис. 6, волочение проволоки вызывает умеренные пластические деформации на поверхности материала заготовки. Принимая это во внимание, мы видим, что эти поверхностные деформации будут существенно влиять на расчетную величину повреждения, что приведет к лучшей прогнозирующей способности.
Следующим шагом, который необходимо включить в моделирование, является обрезка прутка, которая включает в себя протянутую проволоку, штамп для обрезки и стационарный штамп (Рис.7). Этот анализ проводился в программе Simufact Forming для конечных элементов.
Распределение повреждений после обрезки показано на рисунке 8. Эта модель позволяет сделать два важных вывода. Во-первых, на обрезанной поверхности максимальное значение повреждения составляет около 0,35 в центре заготовки и уменьшается до нуля через поверхность (рис. 8 и 9). Точно так же максимальная эффективная пластическая деформация была создана в центре заготовки и составляет около 0,5. Второй вывод заключается в том, что геометрическое отклонение заготовки от идеальной цилиндрической формы было определено, как показано на рисунке 9.Это происходит из-за пластической деформации при обрезке. Учет этого геометрического отклонения до первой станции ковки также важен для определения плоскостности поверхности болта во время ковки.
В большинстве случаев излома при холодной ковке болта на головке болта наблюдается растрескивание около 90% из-за образования фланцев или гнезд пуансона. Здесь развитие трещины может быть результатом дефекта материала или сильной пластической деформации во время ковки. Чтобы исследовать повреждение головной части предварительно формованного болта, было проведено моделирование экструзии с использованием заготовки, взятой из модели обрезки стержня (вместе с моделью предварительной штамповки).Затем результат этого моделирования сравнивался с результатами модели выдавливания, в которой заготовка была просто нарисована и перенесена в модель непосредственно из CAD (без модели предварительной штамповки).
На рисунках 10 и 11 показано распределение повреждений на экструдированной заготовке для моделирования, выполненного с обрезанными заготовками и заготовками САПР. Как показано на рисунке 10, среднее значение повреждения на головной части составляет около 0,3, хотя значение повреждения в том же месте без модели предварительной ковки составляет около нуля (рис.11).
Вариации величины повреждений от центра к поверхности на экструдированных деталях показаны на рисунке 12. Хотя тенденция распределения повреждений одинакова для обеих моделей, разница в генерируемых повреждениях на голове между этими моделями огромна. Этот график доказывает, что инженер, который хочет провести анализ отказов вышедшего из строя болта и использует имитационную модель без моделей предварительной ковки, недооценивает критическое значение повреждения в области разрушения и не может получить надежную информацию из моделирования.
Заключение
Точность моделирования методом конечных элементов зависит от многих переменных, включая свойства материала, геометрическую точность моделей САПР, тип и распределение конечных элементов. Однако даже если все параметры при моделировании обработки металлов давлением были правильно определены для программного обеспечения, модель может не дать никаких надежных данных. Инженер может столкнуться с подобной проблемой во время анализа отказов продуктов с трещинами. В этой статье показано, что предварительное формование оказывает значительное влияние на прогнозирование образования трещин на основе математических моделей повреждений.Операции обработки металлов давлением, такие как волочение проволоки и обрезка стержней, должны быть включены в имитационную модель ковки для обеспечения высокой точности, даже если для этого требуется больше вычислительного времени.
Холодная штамповка | QForm
Моделирование напряженно-деформированного состояния штампа в QForm для процесса холодной штамповки В отличие от горячей штамповки, технологии холодной штамповки позволяют получить точную высококачественную форму, которая снижает или устраняет необходимость в механической обработке кованой детали. Это основные причины использования технологий холодной штамповки в таких технологиях, как орбитальная штамповка, холодная штамповка и холодная высадка метизов (гаек, винтов) и холодная накатка резьбы.
Для холодной ковки используются специальные материалы, которые позволяют производить холодную деформацию без разрушения.
Для точного моделирования холодной штамповки необходимо использовать реологические модели материалов, которые были испытаны при температурах холодной штамповки (обычно 20–400 градусов Цельсия).
Для оценки дефектов трещин при моделировании холодной штамповки можно использовать такие критерии, как Cockcroft-Latham, V.L. Колмогоров, Вежбицкий, Дел, Джонсон и Кук, Макклинток, Райс и Трейси, В.А. Огородников, Ю.Г. Калпин в QForm .
Очень важно учитывать упругую деформацию инструмента в процессах холодной штамповки, потому что она очень сильно влияет на форму штампованной детали.
QForm учитывает деформации инструмента в наших специально разработанных моделях, включая:
- сопряженная механическая задача — когда деталь деформируется как пластиковое тело (упруго-пластичное), а инструмент как упруго-пластиковое
- Термоупругопластическая модель охлаждения с учетом локальных термических напряжений
Преимущества
- Измерение размеров поковки для оценки качества штамповки
- Идентификация дефектов в кованой детали
- Прогнозирование деформационной нагрузки и проверка холодопроизводительности или производительности пресса
- Оценка стойкости инструмента и прогнозирование слабых мест в матрице и пуансоне
- Прогнозирование и оптимизация износа инструмента
Моделирование гидроформовки в QForm Высокие значения эффективного напряжения в штампе на последнем этапе штамповки.Результаты моделирования QForm и сломанный штамп
Специальные функции QForm, которые помогают имитировать холодную штамповку
- Использование критерия разрушения Кокрофта-Латема для прогнозирования дефектов разрушения
- Совместные механические и термические задачи, которые помогают оценить влияние прогиба штампа на окончательную форму поковки
- Использование предварительно напряженных штампов в сборе
- Реализация пользовательских подпрограмм, написанных на языке программирования LUA
- Прогноз качества поковки путем оценки поля пластической деформации и специальных полей, которые могут быть рассчитаны с помощью пользовательских подпрограмм
- Нанесение разных смазок на разные поверхности штампа
- Расширенные возможности управления сеткой конечных элементов, которые играют важную роль в достижении результатов хорошего качества при моделировании процессов формовки объемного листового металла
Пример
QForm моделирование технологии холодной штамповки клапана показано на видео ниже.Технология состоит из 5 операций холодной штамповки в штампе в закрытом состоянии. QForm предсказывает точно такое же расположение нахлестов, которое происходит в реальной технологии в последней операции штамповки, как показано на последнем этапе видео. Кроме того, моделирование предсказывает очень высокие эффективные напряжения в пуансоне, которые вызовут разрушение пуансона на последнем этапе ковки. Настоящий сломанный пуансон показан на видео.
▲
Ковка
Эта статья посвящена процессу металлообработки.Для получения информации о поде горячей ковки см. Кузницу. Чтобы узнать о подделке, см. Подделку. Слиток горячего металла загружается в кузнечный молотКовка — это производственный процесс, включающий формование металла с использованием локализованных сжимающих сил. Ковка часто классифицируется в зависимости от температуры, при которой она выполняется: «холодная», «теплая» или «горячая» ковка. Кованые детали могут иметь вес от менее килограмма до 580 метрических тонн. [1] [2] Кованые детали обычно требуют дополнительной обработки для получения готовой детали.
История
Ковка — один из старейших известных процессов металлообработки. [1]
Традиционно ковка выполнялась кузнецом с использованием молотка и наковальни, и хотя использование энергии воды в производстве и обработке железа относится к 12 веку, молот и наковальня не устарели. Кузница или кузница развивались на протяжении веков, чтобы стать объектом со спроектированными процессами, производственным оборудованием, инструментами, сырьем и продуктами, отвечающими требованиям современной промышленности.
В наше время промышленная ковка выполняется с помощью прессов или молотков, работающих от сжатого воздуха, электричества, гидравлики или пара. Эти молоты могут иметь возвратно-поступательный вес в несколько тысяч фунтов. Меньшие силовые молотки, возвратно-поступательный вес 500 фунтов (230 кг) или меньше и гидравлические прессы также широко распространены в художественных кузнях. Некоторые паровые молоты еще используются, но они устарели с появлением других, более удобных источников энергии.
Преимущества и недостатки
Ковка позволяет получить деталь, которая прочнее, чем аналогичная литая или обработанная деталь.Поскольку металлу придают форму в процессе ковки, его внутреннее зерно деформируется, повторяя общую форму детали. В результате зернистость остается непрерывной по всей детали, что дает деталь с улучшенными прочностными характеристиками. [3]
Некоторые металлы можно выковывать в холодном состоянии, но железо и сталь почти всегда подвергаются горячей ковке. Горячая ковка предотвращает деформационное упрочнение, которое может возникнуть в результате холодной ковки, что повысит сложность выполнения вторичных операций механической обработки детали.Кроме того, хотя при некоторых обстоятельствах может быть желательно наклеп, другие методы упрочнения детали, такие как термообработка, обычно более экономичны и более контролируемы. Сплавы, которые поддаются дисперсионному упрочнению, такие как большинство алюминиевых сплавов и титан, можно подвергать горячей ковке с последующей закалкой. [ требуется ссылка ]
Производственная ковка требует значительных капитальных затрат на оборудование, инструменты, оборудование и персонал. В случае горячей ковки потребуется высокотемпературная печь (иногда называемая кузницей) для нагрева слитков или заготовок.Из-за массивности больших кузнечных молотов и прессов и деталей, которые они могут производить, а также опасностей, связанных с работой с горячим металлом, часто требуется специальное здание для размещения предприятия. В случае операций ковки с опусканием должны быть приняты меры для поглощения ударов и вибрации, создаваемых молотком. Большинство операций по ковке потребуют использования штампов для обработки металлов, которые должны быть точно обработаны и тщательно термически обработаны для правильной формы заготовки, а также для выдерживания огромных усилий. [ требуется ссылка ]
Процессы
Поперечное сечение кованого шатуна, протравленного для отображения потока зерна.Существует множество различных процессов ковки, однако их можно сгруппировать в три основных класса: [1]
- Вытянуты: длина увеличивается, сечение уменьшается
- Осадка: длина уменьшается, сечение увеличивается
- Сжимается в закрытых пресс-формах: создает разнонаправленный поток
Обычные процессы ковки включают в себя: ковку валков, обжимку, зубчатую обработку, ковку в открытых штампах, штамповочную штамповку, штамповку, автоматическую горячую штамповку и высадку. [1]
Температура
Основные статьи: Горячая обработка и холодная обработкаВсе следующие процессы ковки могут выполняться при различных температурах, однако они обычно классифицируются по тому, находится ли температура металла выше или ниже температуры рекристаллизации. Если температура выше температуры рекристаллизации материала, считается горячей штамповкой ; если температура ниже температуры рекристаллизации материала, но выше 3 ⁄ 10 th температуры рекристаллизации (по абсолютной шкале), считается, что теплая поковка ; если температура рекристаллизации ниже 3 ⁄ 10 тыс. от температуры рекристаллизации (обычно комнатная температура), то это считается холодной ковкой .Основное преимущество горячей штамповки состоит в том, что по мере деформации металла эффекты деформационного упрочнения сводятся на нет в процессе рекристаллизации. Холодная штамповка обычно приводит к деформационному упрочнению детали. [4] [5]
Поковка
Капельная ковка — это процесс ковки, при котором молоток поднимается вверх, а затем «опускается» на заготовку, чтобы деформировать ее в соответствии с формой штампа. Существует два типа штамповки: штамповка в открытых штампах и штамповка в закрытых штампах .Как следует из названий, разница заключается в форме матрицы: первая не полностью закрывает заготовку, а вторая — нет.
Поковка в открытой матрице
Поковка в открытых штампах (двумя штампами) слитка для дальнейшей обработки в колесоОткрытая штамповка также известна как кузнечная ковка . [6] При открытой штамповке молоток ударяет и деформирует заготовку, которая находится на неподвижной опоре. Ковка в открытых штампах получила свое название от того факта, что штампы (поверхности, которые контактируют с заготовкой) не закрывают заготовку, позволяя ей течь, за исключением тех случаев, когда они контактируют с штампами.Поэтому оператору необходимо сориентировать и расположить заготовку, чтобы получить желаемую форму. Формы обычно имеют плоскую форму, но некоторые имеют поверхность особой формы для специальных операций. Например, матрица может иметь круглую, вогнутую или выпуклую поверхность или быть инструментом для формирования отверстий или быть отрезным инструментом. [7]
Ковка в открытых штампах подходит для небольших тиражей и подходит для художественной кузнечной работы и выполнения индивидуальных работ. В некоторых случаях для придания грубой формы слиткам с целью подготовки их к последующим операциям может применяться ковка в открытой штампе.Ковка в открытой штампе также может ориентировать зерно для увеличения прочности в требуемом направлении. [7]
Зубцы — это последовательная деформация прутка по его длине с использованием штамповочного штампа. Обычно он используется для обработки заготовки нужной толщины. После достижения нужной толщины нужная ширина достигается за счет кромки . [8]
Кромка — это процесс концентрирования материала с использованием открытой фильеры вогнутой формы.Процесс называется кромочным, потому что обычно его проводят на торцах заготовки. Fullering — это аналогичный процесс, при котором части поковки утончаются с помощью штампа выпуклой формы. Эти процессы подготавливают детали к дальнейшим процессам ковки. [9]
Поковка для штамповки в штампе
Поковка в штампе также называется штамповкой в закрытом штампе. В штампе-штампе металл помещается в штамп, напоминающий пресс-форму, который прикрепляется к наковальне.Обычно штамп молотка тоже имеет форму. Затем молоток падает на заготовку, заставляя металл течь и заполнять полости матрицы. Молоток обычно находится в контакте с заготовкой с точностью до миллисекунд. В зависимости от размера и сложности детали молоток можно быстро уронить несколько раз. Избыточный металл выдавливается из полостей матрицы, образуя то, что называется flash . Вспышка остывает быстрее, чем остальной материал; этот холодный металл прочнее, чем металл в штампе, поэтому он помогает предотвратить образование заусенцев.Это также заставляет металл полностью заполнять полость матрицы. После ковки флеш снимается. [6] [10]
При промышленной штамповке штампа заготовка обычно перемещается через ряд полостей в штампе для перехода от слитка к окончательной форме. Первый оттиск используется для придания металлу грубой формы в соответствии с потребностями последующих полостей; этот оттиск называется оттиском с кромкой , выпуклостью или оттиском с гибкой .Следующие ниже полости называются , блокируя полости , в которых деталь принимает форму, которая больше напоминает конечный продукт. Эти этапы обычно придают заготовке большие изгибы и большие скругления. Окончательная форма выкована в слепочной полости final или Finisher . Если необходимо изготовить только небольшой тираж деталей, может быть более экономичным, если на штампе не будет полости для окончательного слепка, а вместо этого обработать окончательные элементы. [3]
Поковка штампом в штампе была усовершенствована в последние годы за счет увеличения автоматизации, которая включает индукционный нагрев, механическую подачу, позиционирование и манипулирование, а также прямую термообработку деталей после ковки. [11]
Один из вариантов ковки в слепочных штампах называется штамповкой без заусенцев , или штамповкой в закрытых штампах . В этом типе ковки полости матрицы полностью закрыты, что предотвращает образование заусенцев на заготовке. Основное преимущество этого процесса состоит в том, что меньше металла теряется на вспышку. Вспышка может составлять от 20 до 45% исходного материала. К недостаткам этого процесса можно отнести дополнительную стоимость из-за более сложной конструкции штампа и необходимости лучшей смазки и размещения заготовки. [3]
Существуют и другие варианты формования деталей, которые включают штамповку в штампе. Один метод включает отливку поковки преформы из жидкого металла. Отливку удаляют после того, как она затвердеет, но еще горячая. Затем он обрабатывается в штампе с одной полостью. Обрезается вспышка, затем деталь закаливается. Другой вариант следует тому же процессу, что описан выше, за исключением того, что преформа изготавливается путем напыления металлической капли в профилированные коллекторы (аналогично процессу Osprey). [11]
Поковка в закрытых штампах имеет высокую начальную стоимость из-за создания штампов и необходимых проектных работ для изготовления рабочих полостей штампов. Однако у него низкие текущие затраты на каждую деталь, поэтому поковки становятся более экономичными при увеличении объема. Это одна из основных причин, по которой поковки с закрытой штамповкой часто используются в автомобильной и инструментальной промышленности. Другая причина, по которой поковки широко распространены в этих отраслях промышленности, заключается в том, что поковки обычно имеют примерно на 20% более высокое отношение прочности к весу по сравнению с литыми или обработанными деталями из того же материала. [3]
Конструкция штампованных штамповок и оснастки
Поковки штампов обычно изготавливаются из высоколегированной или инструментальной стали. Плашки должны быть ударопрочными, износостойкими, сохранять прочность при высоких температурах и иметь способность выдерживать циклы быстрого нагрева и охлаждения. Чтобы получить более качественный и экономичный штамп, необходимо соблюдать следующие правила: [11]
- Плашки должны разделяться по единой плоской плоскости, если это вообще возможно.В противном случае плоскость разъема должна повторять контур детали.
- Поверхность разъема должна быть плоскостью, проходящей через центр поковки, а не рядом с верхней или нижней кромкой.
- Должна быть обеспечена соответствующая осадка; Хорошая рекомендация — не менее 3 ° для алюминия и от 5 ° до 7 ° для стали .
- Следует использовать большие скругления и радиусы
- Ребра должны быть низкими и широкими
- Различные секции должны быть сбалансированы, чтобы избежать резкой разницы в потоке металла
- Следует использовать все преимущества волоконно-оптических линий
- Допуски на размеры не должны быть ближе, чем необходимо
Допуски на размеры стальной детали, изготовленной с использованием метода штамповки штампом, приведены в таблице ниже.Следует отметить, что размеры по плоскости сопряжения зависят от закрытия штампов и, следовательно, зависят от износа штампа и толщины окончательного заусенца. Размеры, которые полностью содержатся в одном или половинном сегменте штампа, могут поддерживаться на значительно более высоком уровне точности. [10]
| Масса [кг (фунты)] | Минус допуск [мм (дюйм)] | Плюс допуск [мм (дюйм)] |
|---|---|---|
| 0.45 (1) | 0,15 (0,006) |
6-S-СПУЛЬНЫЙ […] Золотники S-System a r e холодная f o rg ed из алюминиевого сплава. T h e холодная ковка p r oc ess создает […]легкая шпуля с […]повышенной прочности конструкции. lapalomera.com | 6- BOBINA -S- Las bobinas […] -S- son de aleacin d e alumi nio forjada en from cr eando u na bobina ligera con resistencia […]строительная аументада. lapalomera.com |
| Количество r o f холодная ковка m a ch ines доступных было […] проверено, и среднее время, необходимое для адаптации инструмента к новому […]производственных партий (которые могут составлять от 2 до 12 часов) были приняты во внимание при расчете доступной мощности. eur-lex.europa.eu | Подтвержденный […] nmero d e mqu inas d e forja e n from dis pon ibles , y en el […]clculo de la capacity disponible se tuvo en cuenta […]el tiempo medio necesario para adaptar el utillaje a nuevos lotes de produccin (que puede ir de dos a doce horas). eur-lex.europa.eu |
Как и в системе Bartec, пруток обрезан […] квадрат и увеличить d b y холодная штамповка t o i n увеличить крест […]секционная площадь. ancon.co.uk | Como ocurre con el sistema Bartec, la barra es […]cortada en escuadra y agrandada […] mediant e proc eso de forjado e n от ar a in crem en tar su […]rea de su seccin transversal. ancon.co.uk |
| Борсодержащая сталь имеет характеристики nat ur a l холодная штамповка c h ar […] и поэтому редко требует отжига. zerneri.com | El acero al boro Presenta ya naturalmente una buena […] mecan iz abili dad en from y p or ello ra ramente […]necesita ser recocido. zerneri.com |
Продукция компании обширна, разнообразна и сложна, а […] в основном обслуживает т ч e холодная штамповка a n d металлообрабатывающий сектор.cielle.it | La produccin es muy dilatada, Variada y Compleja y Abarca el сектор […] denominad o ‘ ‘ mecanizado y estam pad o e n from e m eta les ‘. |
Список глобальных компаний по холодной штамповке
Список глобальных компаний по холодной штамповке — стр. 3- HARD GRIP (ИНДИЯ)
- ЛИСТОВЫЕ МЕТАЛЛИЧЕСКИЕ КОМПОНЕНТЫ, КРЕПЕЖИ, ЖАТКИ И ТРИММЕРЫ ДЛЯ ХОЛОДНОЙ КОВКИ, КАНАЛЬНАЯ ГАЙКА, АВТОЗАПЧАСТИ.
- Адрес: E-247, Focal Point
- Taeyang Metal Industrial Co., Ltd.
- Заголовок, изделия для холодной штамповки и крепежные детали, прокатка, проволока, болт головки цилиндра.
- Адрес: 595, Seonggok-dong, Danwon-gu, Ansan-si
- SungSan Metal
- Болт, гайки, прокладка, ролик, детали для холодной штамповки, холодная штамповка, автозапчасти.
- Адрес: 994-11 SongHyun-Ri, JinRae-Myun KimHae Gyeongsangnam-do 621-882 Korea
- Addka Industrial
- светодиодные фонари, радиаторы для загрузки на улице Highbay, раковина для холодной ковки меди, алюминиевые профили, трубы , охладители, теплообменники, обработка с ЧПУ, штамповка, нагреватель, теплоотвод, светодиодное освещение, корпус, экструзия квасцов, тепловая труба, паровая камера, штамповка металла, обработка, ЧПУ, компьютер….
- Адрес: FANGHE, SHANGHAI, SHANGHAI, China
- Vikash Sharan
- горячая ковка, холодная ковка, детали, обработанные автомобильной обработкой.
- Адрес: Дели, Дели, Индия
- Savita Forging Industries
- все виды изделий для горячей и холодной ковки, отливки, сельское хозяйство и автомобильная промышленность.
- Адрес: g.t.road ,, ludhiana, пенджаб, Индия
- ZHUZHOU MINGCHUAN CEMENTED CARBIDE CO. LTD.
- Стержни для холодной штамповки, волочильные штампы, паяные наконечники, дисковые фрезы, пластины и доски, наконечники пил, круглые стержни, буровые коронки и кнопки, фрезерные инструменты, буровые инструменты для геологоразведочных работ.
- Адрес: Зона высоких технологий, Тайшань Раод, Чжучжоу, Чжучжоу, Хунань, Китай
- General Production Company
- высокоточные обработанные детали, горячая ковка, холодная ковка, спеченный металл (мим), литье, литье под давлением, клапан.
- Адрес: Япония
- Glary Shanghai Co., Ltd
- радиатор холодной ковки, охладитель светодиодов, алюминиевые экструзионные профили, светодиодный теплообменник, кованые светодиодные радиаторы и т. Д.
- Адрес: здание A, № 826, Hutai , Путуо, Шанхай Шанхай Шанхай 200065 Китай
- Darshdip Engineers
- автоматическая установка для холодной ковки болтов, жатка, автомат для изготовления шариков, заклепочная машина для изготовления заклепок, шлифовка и торцевание конических роликовых болтов 30 дюймов, 36 дюймов,….
- Адрес: C / O Darshdip Engineers A-6 Pancheswar Estate, Nr. BNV Transport, Atika South Rajkot, Rajkot, Gujarat, India
- Hansong Commerce & Trading Co., Ltd.
- холодная ковка.
- Адрес: 433-2 Mogok-dong, Pyeongtaek-si, Gyeonggi-do 459-040 Korea
- Shinhwa
- кованый алюминий, 3D ковка, горячая ковка и холодная ковка.
- Адрес: 2121 West Main Street APT3123, Mesa, Arizona USA, USA
- Jern Yao Enterprises Co., Ltd.
- Формовщик болтов, Формовщик гаек, Формовщик деталей, Станок холодной штамповки, Станок холодной штамповки, Станок холодной штамповки.
- Адрес: No 109, Shengli Rd., Rende Township Tainan 717 Taiwan
- Jiangsu Sunway Precision Forging Co., Ltd
- Шрус, внутренняя обойма, крестовина, вал, шестерня, стопорная втулка, детали холодной ковки .
- Адрес: № 299, Nanxiang Rd, зона экономического развития, Яньчэн, Цзянсу, Китай
- Golden Global Source
- Б / У ОБОРУДОВАНИЕ, Б / У ХОЛОДНАЯ КОВКА ГОРЯЧИЙ ПРЕСС, Б / У СТАНКИ С ЧПУ, Б / У МЕТАЛЛООБРАБОТКА И ПЕЧАТНАЯ УПАКОВКА СЕЛЬСКОХОЗЯЙСТВЕННАЯ МАШИНА, КОМПЛЕКТ ГЕНЕРАТОРА Б / У ТЕКСТИЛЬНОЙ КОЖИ, ДЕРЕВЯННАЯ СВАРОЧНАЯ КОНСТРУКЦИЯ A….
- Адрес: 3/31, Naicken Thottam
- Lordsoem Mechindustries Inc.
- Холодная высадка, холодная штамповка, штамповка гаек, теплая штамповка, обработка с ЧПУ, генератор и генератор переменного тока, сельскохозяйственные машины и инструменты.
- Адрес:
- Fenghua Haobo Machinery Factory
- оборудование: прецизионные токарные детали (штифты, валы, вставки), детали горячей / холодной штамповки (гайка, винт, ролик), штампованные детали (шайба, кольцо) и т. Д. ..
- Адрес: Fenghua Xikou No.40 Institute Road, Нинбо, Чжэцзян, Китай
- Jiwan Udyog
- игольчатые роликоподшипники, детали для велосипедов и холодная штамповка.
- Адрес: TRB House, GTRoad ,, Ludhiana, Punjab, India
- Завод металлических изделий Dongguan Taishin
- Винтовой станок для холодной высадки, Винтовой нарезной станок, Винты, гайки, Холодный станок, Резьбонарезной станок, Различная головка Винты, винты с плоской головкой и винты CSK, винты с шестигранной головкой, винты с головкой, винты с цилиндрической головкой, винты для анкеров, винты с плоской головкой, винты с цилиндрической головкой, шарико-винтовые пары, винты с квадратной головкой, винты различных типов, самонарезающие….
- Адрес: № 2 Changhe Road, промышленная зона Nankengwei, деревня Songmushan, город Dalang, город Dongguan, провинция Гуандун, Китай
- Dreamtec., Inc.
- Холодная штамповка, автомобильные детали, болт, гайка, прокатка.