Сварка нержавейки — самые популярные способы
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой.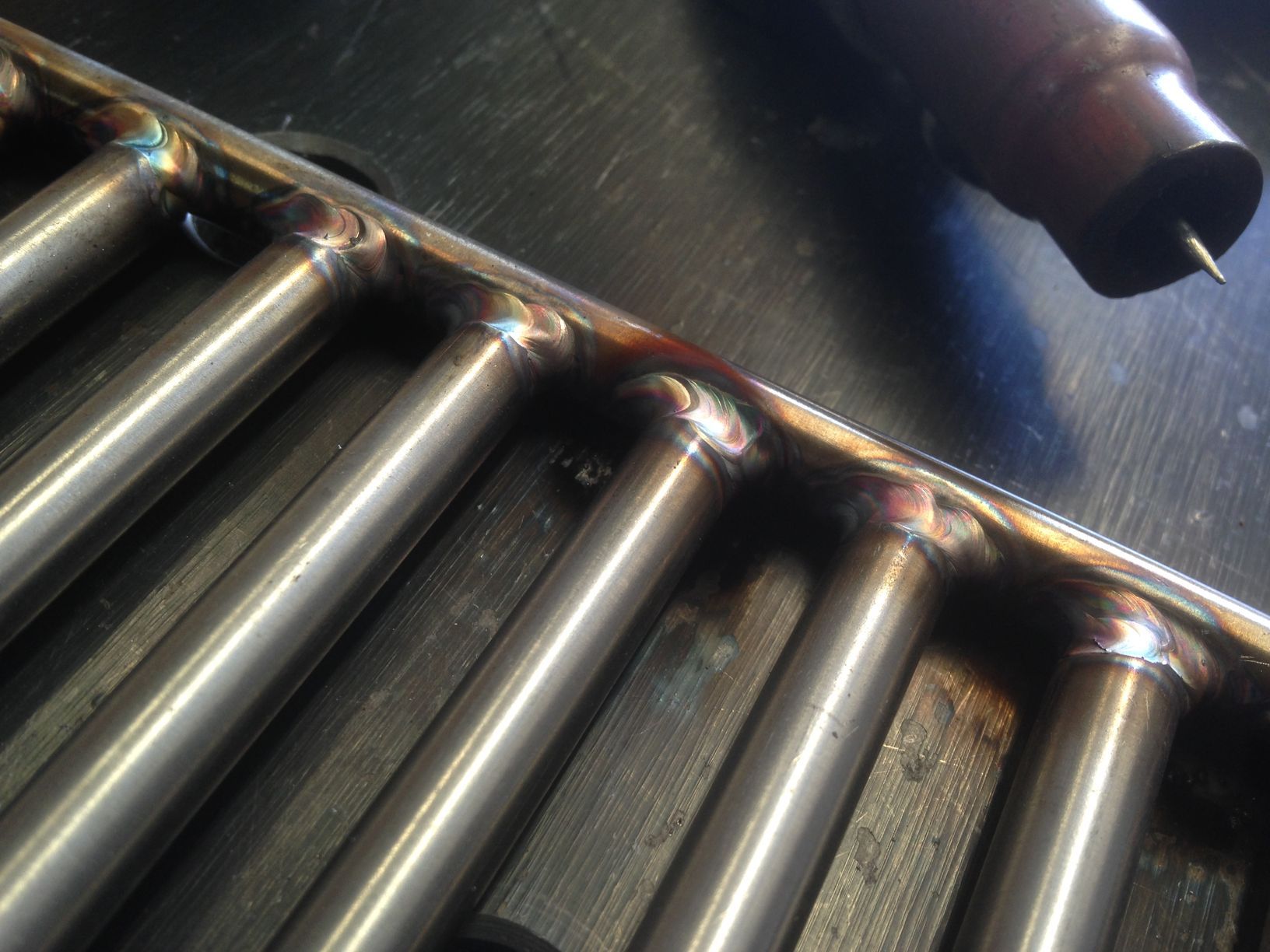 Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
Чем варить нержавейку — выбираем лучший сварочник
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок.
Сварка нержавеющей стали отличается некоторой сложностью, которая вызвана особенностью химического состава. По сути, нержавеющая сталь — это сплав железа с хромом с добавлением углерода, марганца, магния, ванадия и прочих элементов в количестве от нескольких сотых до 1-2%. В то же время содержание хрома находится в диапазоне 13-30%.
В то же время содержание хрома находится в диапазоне 13-30%.
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок, чем установка для сваривания обычной низколегированной и углеродистой стали. Заслугой тому особые свойства нержавейки:
- низкая теплопроводность;
- высокая химическая активность в зоне расплава;
- значительный коэффициент термического расширения;
- низкая температура плавления.
Учитывая эти особенности, сварочный трансформаторный или инверторный аппарат для нержавеющей стали должен иметь возможность сварки при пониженном токе. В таком случае к зоне шва поступает намного меньше тепла — металл не прогорает и не нарушается его структура.
Также сварочный аппарат для нержавейки должен работать как в прямой, так и в обратной полярности, переключаться на переменный ток и обладать способностью вести сварочные работы в импульсном режиме. Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Кроме сварки электрической дугой, для нержавейки активно применяется и лазерная, но преимущественно в промышленных условиях. На бытовом уровне или в небольших мастерских встретить лазерный сварочный аппарат для нержавеющей стали довольно сложно. Это очень сложное и дорогое оборудование, но есть умельцы, которые в собственных гаражах строят вполне работоспособные установки для работы с лазером.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.

Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика.
 Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Аргоновая сварка AC/DC TIG
Не менее распространенным оборудованием для сварки нержавеющих сталей в полупрофессиональном и профессиональном сегменте являются аппараты AC/DC TIG, работающие в атмосфере аргона. Электродом в этом случае выступает вольфрамовый стержень, обязательно использование присадочной проволоки специальных марок, которые превосходят свариваемый металл по уровню легированности, например, ER 308.
При сварке тонкого металла, под нержавейку можно установить медную пластину для отвода тепла. После окончания сварки необходимо оставить подачу газа на несколько секунд, так называемый режим Post flow. Это позволяет металлу остыть в достаточной степени без окисления и предотвратить подгорание электрода из вольфрама.
Аппараты для AC/DC TIG способны работать со многими металлами, например, алюминием и его сплавами. В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
Особенно интересный режим MIX TIG, который используется в полупрофессиональных и профессиональных аппаратах и представляет собой комбинацию поочередного применения сварки при постоянном и переменном токах. При этом переменный разбивает оксидную пленку без перегрева металла, а постоянный производит расплав и сваривание. Практически все аппараты имеют режим Spot Arc — точечную сварку, позволяющую сделать прихватку металла, точно выполнять лицевые швы.
Лучшие сварочные аппараты — TRITON ALUTIG , Aurora PRO INTER, Сварог PRO TIG, Aurora IRONMAN, Fubag INTIG. Они находятся в разных ценовых категориях, но позволяют выполнять сварку нержавейки приблизительно на одном уровне качества, отличаясь только временем непрерывной работы и ограничениями по мощности.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях.
 Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
Cварка нержавейки в домашних условиях пошагово
В домашних условиях для сварки нержавейки чаще используется сварка покрытыми электродами. Необходимы только электроды с основным или рутиловым покрытием.
Сварка нержавеющей стали — занятие, требующее определенных навыков и знания теоретических основ. Если у вас нет опыта со сваркой обычной низколегированной стали, то за нержавейку браться не стоит, даже на полуавтомате. Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Как и любой металл, нержавеющая сталь сваривается плавлением, причем некоторые марки поддаются сварке довольно беспроблемно. Для сварки применяются практически все известные способы — сварка покрытым электродом, в аргоновой атмосфере вольфрамом и полуавтоматом. Если на обычной стали эти методы освоены, то можно переходить к нержавейке.
Особенности сварки нержавейки
Нержавеющая сталь сложная для сваривания вследствие повышенного содержания хрома — в сплаве его от 13 до 30%. При соединении с кислородом, хром образует оксидную пленку, которая препятствует сплавлению металла в сварочной ванне. Низкая теплопроводность металла вызывает перегрев в зоне шва и частичное изменение структуры материала, что приводит к снижению прочности.
При соединении с кислородом, хром образует оксидную пленку, которая препятствует сплавлению металла в сварочной ванне. Низкая теплопроводность металла вызывает перегрев в зоне шва и частичное изменение структуры материала, что приводит к снижению прочности.
Но бороться с этими трудностями вполне возможно, просто необходимо помнить об особенностях металла и выбирать оптимальный режим работы.
Важен и второй вопрос — чем лучше всего варить нержавейку в домашних условиях? Однозначного ответа здесь нет. Все зависит от марки стали и опыта сварщика. Если есть выбор, то лучше всего выбрать инверторный аппарат, как самый удобный в использовании и обладающий широким диапазоном точных настроек.
В бытовых условиях чаще всего используется сварка покрытыми электродами, но подходят не все виды. Необходимо выбирать только электроды с основным или рутиловым покрытием. Если ориентироваться на марки, то покупать следует ОЗЛ-8, НИАТ-1, ЦЛ-11 или их зарубежные аналоги. В каждом магазине, торгующим сварочным оборудованием, вам подскажут, какие электроды для какой стали подходят лучше всего.
Наиболее распространенными марками стали, с которыми приходится встречаться домашнему мастеру, являются AISI 304, 304L, 316L и 321. Аналогами по ГОСТ выступают 08Х18Н10, 03Х18Н11, 03Х17Н14М3 и 12Х18Н10Т. Именно такие металлы используются для посуды, изготовления труб и листов, из которых делают ворота, ограды и другие декоративные архитектурные элементы.
Настраивается аппарат на обратную полярность (+ на электроде) и сила тока выставляется на процентов 20-25 ниже, чем для сварки обычной стали такой же толщины. Также следует учесть тот факт, что электрическое сопротивление нержавеющей стали ощутимо выше, чем обычной. Электроды с низколегированным стержнем могут перегреваться и разрушаться в процессе работы.
Если есть возможность, лучше найти специальные электроды для нержавейки, их очень легко отличить — они выпускаются длиной 350 мм. Если же варить будете обычными электродами, следует быть готовым к тому, что покрытие с них может попросту осыпаться.
Под свариваемые листы нержавейки необходимо установить медную подложку, чтобы она отводила тепло из зоны сваривания и не возникало перегрева и металл не изменял своей структуры. Также не следует стыковать кромки вплотную — тепловой коэффициент расширения нержавеющей стали достаточно высокий, поэтому при охлаждении шов может покрываться микротрещинами. Зазор не должен превышать 2 мм. Электрод ведут вдоль прямой линии, колебательная траектория при сварке нержавейки не применяется.
Перед тем, как варить нержавейку покрытым электродом в домашних условиях, позаботьтесь о наличии всего необходимого для подготовки металла к работе и финишной обработки шва. Подготовка заключается в тщательной очистке зоны шва от пыли, грязи и следов технических жидкостей. Если есть возможность — пройдитесь зачистным кругом болгарки или мелкой наждачной бумагой. Затем необходимо промыть поверхность ацетоном или чистым бензином для удаления остатков масел и жиров.
Если есть возможность — пройдитесь зачистным кругом болгарки или мелкой наждачной бумагой. Затем необходимо промыть поверхность ацетоном или чистым бензином для удаления остатков масел и жиров.
После сварки необходимо обработать шов специальной травильной пастой, если такой нет — соляной или серной кислотой и обработать металлической щеткой, а еще лучше — зачистить с помощью болгарки. На шве остается значительный процент окалины, которая может вызвать коррозию шва.
Аргоновая сварка
Часто для нержавеющей стали применяется сварка TIG вольфрамовым электродом в аргоновой среде.
В домашних условиях таким аппаратом варить удобнее, чем покрытым электродом, но не у каждого мастера есть аппарат, способный выполнить такую работу.
Метод сварки в аргоне используется для тонких листовых металлов и труб, которые будут эксплуатироваться под давлением. Работает аппарат на переменном токе или постоянном обратной полярности. Также для сварки понадобится присадочная проволока и баллон с газом. Как правило, если в гараже или домашней мастерской есть аппарат с возможностью TIG-сварки, то есть и все необходимые приспособления и аксессуары. По сравнению с ММА-сваркой, аргоновая дает более прогнозируемые результаты.
Полуавтоматическая сварка нержавейки
Если в распоряжении сварщика только полуавтоматический аппарат, который может работать с нержавеющей проволокой или порошковой ее разновидностью,
то работать можно и на нем.
 Проволока выбирается специальная, для сваривания нержавеющей стали. Алюминиевая не подойдет. Газовой средой обычно служит углекислота, но при сварке ответственных деталей нужен аргон или смесь из 70% аргона и 30% углекислого газа.
Проволока выбирается специальная, для сваривания нержавеющей стали. Алюминиевая не подойдет. Газовой средой обычно служит углекислота, но при сварке ответственных деталей нужен аргон или смесь из 70% аргона и 30% углекислого газа.Возможность регулировки скорости подачи проволоки и открытой длины электрода позволяют выбирать самый оптимальный режим сварки. Также конструкция горелки позволяет работать в труднодоступных местах. Перед началом сварочных работ рабочую зону рекомендуется просушить путем нагревания до 100 0С. Это удобно еще и тем, что нагретая нержавейка лучше сваривается.
При использовании порошковой проволоки, если в домашней мастерской нет специальной, необходимо помнить, что шов спустя некоторое время может начать ржаветь. Чтобы этого не случилось, его необходимо обработать специальной пастой.
Тема сварки нержавеющей стали в домашних условиях очень актуальна. Если вы обладаете собственным опытом таких работ — поделитесь с читателями. Пишите нам на сайт в раздел комментарии.
Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.

- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.

Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.

 Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
0
0
1
0
Сварка нержавейки с черным металлом: способы, технология и оборудование
Основная сложность процесса сварки черных металлов (Ст3, Ст20) и нержавеющей стали (12Х18Н9, 12Х18Н10) заключается в том, что эти материалы хоть и являются разновидностью стали, но при этом абсолютно разные по техническим свойствам. Чтобы получить высококачественное соединение в процессе сваривания, в первую очередь, надо ответственно подойти к выбору электродов.
Особенности и сложности сварки нержавейки с черным металлом
Среди свойств, которые влияют на процесс сварки, следует выделить:
- Сопротивление. Для того чтобы электрод не перегревался вследствие высокого сопротивления нержавейки к подающемуся току, сердцевина электрода изготавливается из сплава хрома и никеля.
- Теплопроводность. Нержавейка имеет маленькую теплопроводность, что позволяет улучшить проплавление материала в зоне формирования шва. Вследствие этого перед процессом сваривания нужно правильно рассчитать силу сварочного тока.
- Повышенная подверженность коррозии. Нержавеющая сталь, подвергаясь температурам свыше 500°С, полностью меняет свои свойства, по сути, превращаясь в черный металл. По этой причине в зоне сварочного шва часто проявляется коррозия.
- Линейное расширение. Во время сварки металл подвергается сильным деформациям из-за высокого коэффициента линейного расширения свариваемых материалов. По завершении процесса во время остывания также возможны существенные деформации. Во избежание этого следует оставлять более широкие зазоры меду свариваемыми металлами.

Одной из основных проблем, с которой сталкиваются специалисты при данном виде сваривания, является высокая вероятность возникновения трещин шва, которые проявляются по завершении процесса.
 Это происходит по причине неоднородной структуры шва и избежать трещин можно при правильном выборе электродов и использовании нержавеющей присадки с содержанием марганца и никеля. Также для хорошего соединения в шве должно присутствовать не более 40% основного металла.
Это происходит по причине неоднородной структуры шва и избежать трещин можно при правильном выборе электродов и использовании нержавеющей присадки с содержанием марганца и никеля. Также для хорошего соединения в шве должно присутствовать не более 40% основного металла.Кроме того, причиной плохой свариваемости нержавейки с черным металлом является образование хрупкой прослойки, возникающей в процессе сварки, вследствие чего уровень легирования нержавеющей стали снижается и становится приближенным к черным металлам. Если прослойка достигает критической величины, то соединение подвергается разрушению.
Способы сварки черного металла и нержавейки: технология и оборудование
Электродуговая сварка является наиболее простым способом сваривания нержавейки с черным металлом. Часто ее выбирают по причине высокой скорости процесса и простоте подготовки материалов к свариванию. Однако стоит упомянуть, что при использовании этого способа будет очень сложно достигнуть хорошего качества шва. Упростить задачу можно, подобрав качественные электроды из нержавейки с правильным покрытием. При сваривании электродом результат достигается за счет снижения температуры сварочной ванны, которое достигается добавлением в состав электрода марганца и никеля. При использовании таких электродов существенно уменьшается ширина хрупких прослоек.
Упростить задачу можно, подобрав качественные электроды из нержавейки с правильным покрытием. При сваривании электродом результат достигается за счет снижения температуры сварочной ванны, которое достигается добавлением в состав электрода марганца и никеля. При использовании таких электродов существенно уменьшается ширина хрупких прослоек.
Оборудование для электродуговой сварки включает в себя:
- источник сварочного тока;
- сварочный кабель с держателем для электрода;
- обратный кабель для соединения источника со свариваемым изделием.
Если решили варить полуавтоматом, то лучше варить в среде защитного газа. Это позволит добиться наиболее качественного шва. Для данного метода используется сварочный полуавтомат, включающий в себя:
- источник питания;
- механизм подачи сварочной проволоки;
- сварочный рукав с горелкой;
- баллон с защитным газом;
- обратный кабель.

При аргнодуговой сварке неплавящимся электродом стоит обратить внимание на то, что в зоне формирования шва идет крайне интенсивный нагрев металла, что при остывании изделия может привести к образованию трещин. Поэтому этот метод сварки самый нежелательный, его рекомендуется применять только для сварки тонкого метала.
Чем лучше варить нержавейку
На сегодняшний день самым эффективным и действенным способом, чтобы соединить два металлических изделия, является сварка. Принцип действия этого устройства очень прост: оно испускает пламя, которое своей высокой температурой плавит металл и доводит его того состояния, когда начинают проявляться межатомные связи. Для того чтобы оставить предметы в первозданном виде и не портить их форму, применяют электроды, они помогают расплавить изделие и соединить их между собой. Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Схема процесса сварки нержавейки полуавтоматом.
Основные отличия и преимущества нержавеющей стали
Варить нержавейку становится все популярнее благодаря ее великолепным качественным показателям. Данные характеристики позволяют сделать сварку намного быстрее и удобнее, в отличие от других металлических изделий. Например, этот тип металла очень хорош для изготовления баков для домашнего водоснабжения, которые будут хранить необходимый запас воды дома. Очень многие люди на данный момент используют пластмассу для этой цели, но, как известно, ее химическое воздействие может отразиться на качестве воды и на здоровье человека.
Несмотря на то что пластмасса немного дешевле бака из нержавейки, большое количество людей отдает свое предпочтение второму. Так как многие люди хотят иметь крепкое здоровье, по-настоящему надежные вещи, нержавеющая сталь остается актуальной и по сей день. Из названия понятно, что данный тип металла своим особым составом защищен от действия коррозии. Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Так как многие люди хотят иметь крепкое здоровье, по-настоящему надежные вещи, нержавеющая сталь остается актуальной и по сей день. Из названия понятно, что данный тип металла своим особым составом защищен от действия коррозии. Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Состав и механические свойства разных марок нержавеющей стали.
Когда металл не имеет ржавчины, значительно облегчается выполнение сварки, так как не придется производить очистку объекта перед тем, как начать варить. Но все же необходимо сделать очистительные работы от других видов грязи и напыления. Стоит отметить, что обычная углеродистая сталь подвергается процессу сварки намного легче, чем нержавеющая. Это обусловлено специальным составом стали, который отличается от обычного такими характеристиками:
- не обладает большим удельным сопротивлением;
- в процессе сварки происходит очень сильное тепловое расширение;
- данный металл отличается низкой точкой плавления;
- состав придает большую теплопроводность.

Вернуться к оглавлению
Применение электродов, чтобы сварить нержавейку
Если говорить об отечественных реалиях, то лучше всего использовать электроды ОЗЛ-6 и ОЗЛ-8, которые лучше подойдут для сварки нержавеющей стали, чем аргон. К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу.
Схема электрода для сварки.
Вы получите шов с отличными показателями. Но помимо всех положительных характеристик перед использованием этих электродов вы должны ознакомиться с основными правилами безопасности. После того как сварка была произведена и шов начинает остывать, все лишние материалы, выделенные в процессе, начинают отскакивать за счет большого нагрева.
Данный фактор может сильно пригодиться, так как вам не придется очищать шов от такого рода материалов. Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Вернуться к оглавлению
Методы и способы сварки нержавеющей стали
В том случае, когда вам необходимо сделать сварку в 1,5 мм, следует применить ручную дуговую сварку, нужно будет использовать вольфрамовый электрод в инертном газе. Этот метод сварки очень хорошо подойдет для соединения труб и более тонких листов, выполненных из нержавеющей стали. Когда толщина металла составляет 0,8 мм и более, лучше всего подойдет импульсная дуговая сварка, в которой будет использоваться плавящийся в инертном газе электрод.
Схема ручной дуговой сварки.
Вы можете попробовать дуговую сварку, используя струйный перенос металла. Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.
Предпочтение нижнего положения шва обусловлено тем, что в процессе охлаждения данный шов может нанести урон вашему здоровью. В том случае, когда все-таки предстоит делать сварку над головой, лучше всего обезопасить себя и использовать некоторые меры предосторожности:
- на вас должна быть надета маска для сварки;
- обязательно наличие качественного держателя для электрода, который обезопасит руки от ожогов;
- следует надеть специальный сварочный костюм, который сможет защитить от непредвиденных обстоятельств.
 youtube.com/embed/2DvrTTEsynU»/>
youtube.com/embed/2DvrTTEsynU»/>
Необходимо помнить, что даже при полной экипировке лучше всего отходить от остывающего шва при работе с нержавеющей сталью.
Вернуться к оглавлению
Обработка швов после процесса сварки нержавеющей стали
Схема ручной дуговой сварки.
После того как была произведена сварка, в месте, где был расплавлен материал, появятся пористые швы. Данный оксидный слой содержит в своем составе хром. Если своевременно не удалить эти швы, в последующем именно эти швы будут наиболее подвержены действию коррозии.
Для того чтобы обработать швы и удалить их, применяется огромное количество методов:
- Удаление швов с помощью шлифованного круга и ленты.
- Можно применять для этих целей щетку из нержавеющей стали.
- Применяется дробеструйная очистка.
Но в случае с нержавеющей сталью лучше всего подойдет такой метод, как травление. Этот способ позволит безо всякого труда и в кратчайшие сроки удалить ненужный оксидный слой на металле. Способ заключается в разъедании слоя кислотной добавкой. Произвести нанесение раствора можно двумя способами:
Способ заключается в разъедании слоя кислотной добавкой. Произвести нанесение раствора можно двумя способами:
- Нанести его на оксидный слой.
- Окунуть металлическое изделие в специальную ванну, наполненную раствором из кислоты и воды.
Более популярным является второй вариант, когда нержавеющую сталь опускают в ванну на некоторое время для разъедания оксидного раствора.
Время, за которое данный раствор сможет полностью растворить слой, будет зависеть от того, какая концентрация кислоты содержится в нем, и от того, какого типа нержавейка использовалась при изготовлении предмета.
Почему еда прилипает к посуде из нержавеющей стали
Ключевые слова :
Поверхность нержавеющей стали, карамелизация, реакция Майяра, жиры, масла, пищевые палочки
См. Также:
КАРАМЕЛИЗАЦИЯ ПРОДУКТОВ
ЧТО ТАКОЕ РЕАКЦИЯ Майяра
ПРИГОТОВЛЕНИЕ ЧУГУНОМ
Сковорода из нержавеющей стали Преимущества:
— не реагирует с продуктами питания e.
— делает отличные соусы после обжарки путем растворения продуктов карамелизации и реакции Маллэрда
 g., помидоры и вино
g., помидоры и вино Нержавеющая сталь Недостатки:
— нержавеющая сталь нагревается неравномерно
— многие виды продуктов прилипают к поверхности нержавеющей стали, если не применяются соответствующие методы.
Почему еда прилипает к посуде из нержавеющей стали?
Пригорание пищи возникает из-за химических связей, которые образуются между пищей и материалом сковороды — почти всегда металл.Эти связи могут быть относительно слабыми силами Ван-дер-Ваальса или ковалентными связями. Богатые белком продукты особенно склонны к прилипанию, потому что белки могут образовывать комплексы с атомами металлов, таких как железо, на сковороде.
Как предотвратить прилипание или почему горячее масло предотвращает прилипание?
Нефть в жидком состоянии заполняет впадины и углубления на поверхности поддона. Хотя сковорода может выглядеть гладкой на микроскопическом уровне, поверхность даже самой гладкой металлической сковороды выглядит шероховатой с холмами, долинами и даже пещерами.Горячее масло менее вязкое, чем холодное, и сразу же потечет, заполняя зазоры.
Хотя сковорода может выглядеть гладкой на микроскопическом уровне, поверхность даже самой гладкой металлической сковороды выглядит шероховатой с холмами, долинами и даже пещерами.Горячее масло менее вязкое, чем холодное, и сразу же потечет, заполняя зазоры.
Когда масло в сковороде достаточно нагревается, возникает эффект пара —
«Небольшое количество масла, добавляемого в очень горячую сковороду, почти мгновенно превращается в очень горячее масло. Масло быстро опаляет пищу снаружи. и вызывает выделение воды из пищи.Этот слой водяного пара («пар») приподнимает пищу над масляной пленкой и удерживает ее от соприкосновения с горячей поверхностью сковороды.Если масло недостаточно горячее, пар не возникнет, и еда прилипнет к (слишком) холодной поверхности сковороды ». Источник: Спросите ученого, Newton BBC
Кроме того, очень горячее масло вступает в реакцию с атомами металла сковороды и образует покрытие, называемое патиной. Это оставляет несколько свободных атомов металла для реакции с пищей. Однако это покрытие легко удаляется моющими средствами, поэтому его необходимо наносить повторно перед каждым использованием посуды. В случае чугунных сковородок патина становится более стойкой.Было высказано предположение, что патина могла образоваться в результате последовательности растрескивания с последующей полимеризацией. Источник: Kitchen Chemistry, RSC
. Добавлено примечание о патинах:
«Масло начинает термически трескаться около точки дымообразования и оставляет молекулы углерода в матрице патины. Не все масла одинаковы. У них разные точки дымления и разные углеродные остатки. Углеродный остаток масла — это химическое свойство, которое измеряется аналитически с помощью прибора для определения остатков микрочастиц углерода.Чем выше углеродный остаток в масле, тем больше углерода остается после крекинга. Это ненасыщенные молекулы масла, которые полимеризуются и связывают всю массу вместе. Чем выше содержание углерода в матрице приправы (или ниже содержание водорода), тем прочнее патина ». Источник: Kitchen Chemistry, RSC
Что вызывает шипение?
Шипящие звуки, которые вы слышите, — это звук испарения воды на поверхности масла.Когда шипение прекращается, это означает, что температура может быстро подняться, и нужно проявлять осторожность, иначе еда пригорит.
Подрумянивание происходит, когда температура достигает 285 ° F и может происходить реакция Майяра. Побочным продуктом реакции является вода. Таким образом, даже когда еда поджаривается, мы слышим шипение. Как только еда полностью подрумянится, вода не будет выходить, и шипение прекратится.
Советы по предотвращению прилипания пищи
1. Убедитесь, что поверхность чистая. Небольшие прилипшие частицы пищи могут обеспечивать контактные поверхности противня.
2. Убедитесь, что поверхность еды сухая и не слишком холодная. . Дайте продуктам из холодильника немного постоять при комнатной температуре. При приготовлении холодное мясо легко прилипает к поверхности из нержавеющей стали. Помните, если на поверхности еды будет вода, это снизит температуру масла и будет способствовать прилипанию. Вы можете промокнуть поверхность корма насухо или, в случае рыбы с кожей, провести по коже лезвием ножа, чтобы удалить лишнюю влагу.Это также позволит сделать кожу более чистой.
ПРИМЕЧАНИЕ: некоторые повара предпочитают добавлять небольшой слой масла на поверхность сухого продукта, чтобы предотвратить прилипание.
3. Убедитесь, что масло ГОРЯЧЕЕ. . Либо добавьте холодное масло в горячую сковороду, либо начните с холодной сковороды и холодного масла.
Оба метода работают нормально. Однако мы предпочитаем добавлять холодное масло в горячую сковороду.
—> Преимущества холодного масла перед горячей сковородой — для горячей сковороды требуется меньше масла, чтобы покрыть поверхность, возможно, вдвое меньше.Горячее масло менее вязкое и сразу течет. Также потребуется меньше масла, чтобы заполнить микротрещины и обеспечить необходимый барьер между пищей и поверхностью сковороды. Кроме того, уменьшение теплового отключения до целевой температуры приведет к меньшему ухудшению качества жира.
ПРИМЕЧАНИЕ: Некоторые повара, однако, предпочитают добавлять холодное масло в холодную сковороду, некоторые повара предпочитают этот метод, потому что внешний вид масла на сковороде может дать вам некоторое представление о том, когда сковорода достигла надлежащей температуры.
Как определить, достаточно ли горячая сковорода, чтобы еда не прилипала
Масло должно начать колебаться и довольно быстро растекаться по сковороде.Если ваша сковорода была достаточно горячей, этот процесс займет всего «несколько секунд».
Лучше всего добавлять продукт прямо перед точкой копчения. Если вы будете ждать слишком долго, ваша сковорода станет слишком горячей, и масло начнет дымиться, а затем станет коричневым, после чего сковорода может быть повреждена.
Кастрюля достаточно горячая, если несколько маленьких капель воды, сброшенных с кончиков ваших пальцев, немедленно испаряются или если большая капля воды с шипением плавает по поверхности сковороды на подушке из собственного пара (эффект Лейденфроста).
Примечание. . «Эффект Лейденфроста — это явление, при котором жидкость, находящаяся в непосредственном контакте с массой, значительно более горячей, чем точка кипения жидкости, образует изолирующий паровой слой, который не дает этой жидкости быстро закипеть. Это наиболее часто наблюдается. во время готовки; на сковороду разбрызгивают капли воды, чтобы измерить ее температуру — если температура сковороды равна или выше точки Лейденфроста, вода скользит по металлу и испаряется дольше, чем в сковороде с температурой выше кипения , но ниже температуры точки Лейденфроста.. ». см. википедию
С опытом вы определите точное время добавления пищи в горячее масло.
-4. Не переполняйте кастрюлю. Скопление обычно снижает температуру и выделяет влагу в сковороду. Если выделяется влага, температура упадет ниже той, которая требуется для карамелизации и реакции Майяра. В результате не произойдет потемнения.
Переполнение кастрюли не позволяет получить реакцию Майяра = вкусу недостает глубины и сложности.
Предоставление места для еды допускает реакцию Майяра = более пикантные, мясные и сложные вкусы
При необходимости следует готовить пищу партиями, извлекая каждую порцию, повторно нагревая сковороду и добавляя при необходимости больше масла. Кроме того, если этого не требует рецепт, не накрывайте сковороду во время приготовления. Скопившийся пар со стороны приготовления пищи смягчит верхнюю часть продукта. Идеально обжаренный продукт должен иметь хрустящую снаружи, хотя это во многом зависит от продукта (обжаренный стейк: хрустящий; обжаренная морковь: не хрустящая)
5. Не перемещайте продукты быстро на . Даже если произошло пригорание, скорее всего, через короткое время он выйдет из посуды.
Если еда пригорает, и вы используете сковороду из нержавеющей стали, например, цельнокроеную, немного уменьшите огонь. Пища высвобождается сама по себе.
Исключение составляют нарезанные кубиками овощи, которые необходимо перемещать во избежание пригорания. Равномерное нанесение масла устранит любые липкие пятна и сделает шептало одинаково однородным.Нагрейте сковороду на среднем или сильном огне.
6. Слушайте звуки приготовления — шипение да — разбрызгивание нет
Пока вы слышите этот шипящий звук, значит, в кастрюле есть вода, и продукты не пригорают. Как только прекращается шипение, может случиться горение.
Конечный результат — Хрустящий снаружи, влажный, нежирный внутри
ИЗОБРАЖЕНИЕ: СОУТЕ КУРИНОЙ КОЖИ БОКОВОЙ ВНИЗ
КУРИЦА ДОБАВЛЕНА В ГОРЯЧЕЕ МАСЛО — ГОРЯЧЕЕ МАСЛО
Если пища правильно обжаривается в небольшом количестве масла, конечный результат будет хрустящим снаружи и влажным внутри.Если температура масла падает и вырабатывается недостаточное количество пара, пища может получить маслянистую консистенцию.
Когда пища обжаривается с небольшим количеством масла, горячее масло вызывает кипение внутренней влаги в пище, которая затем выходит в виде пара. Пар помогает предотвратить проникновение масла из окружающей среды в пищу и ее жирность. Это позволяет сделать пищу хрустящей снаружи и влажной без масла внутри. Если температура масла падает слишком низко, образуется меньше пара и образуется маслянистая консистенция.
\ Какую сковороду использовать?
Руководство по сковородам: антипригарное покрытие или нержавеющая сталь, очистка и уход
Главное меню Yuppiechef- Магазин
- Свадебный реестр
- Дарение
- Торговая программа
- Войдите в свою учетную запись Yuppiechef
- Товаров в вашей корзине: 0
- Нужна помощь?
Блог
- Последний
- Рецепты
- Выпечка
- Завтрак
- Стартеры и борта
- Сеть
- Десерты
- Напитки
- Для детей
- Быстро и просто
- Браай
- Новости и тенденции
- Люди и места
- Бренды
- События
- Тенденции
- Тестовая кухня
- Insight
10 лучших наборов кухонной утвари в 2020 году [Обзор и руководство покупателя]
Наборы кухонной утвари — необходимость, которая необходима в каждом доме.Когда у вас есть подходящая кухонная утварь, вы можете легко готовить, подавать и хранить пищу. Однако большинство людей вступают на сложный путь и покупают посуду отдельно. Такой подход требует не только времени, но и затрат.
Простое решение этой проблемы — купить лучший набор кухонной утвари. Это сэкономит вам время, деньги и усилия, необходимые для покупки отдельной посуды.
10 лучших наборов кухонной утвари — обзор и руководство покупателя
Несколько факторов, которые следует учитывать перед покупкой кухонной утвари
- Выбор посуды с подкладкой: Посуда с подкладкой — это та, которая имеет защитное покрытие из нержавеющей стали. их.Это покрытие предназначено для ограничения чрезмерного потребления медных компонентов в посуде. Короче говоря, это сохраняет пищу безопасной и здоровой.
- Термостойкость: Убедитесь, что инструменты обладают высокой термостойкостью, чтобы они не распадались и не плавились.
- Капельная вода: Это может оказаться кошмаром, если посуда поставляется с емкостью, в которой нет поддона для сбора воды. Когда вы моете посуду и кладете ее в емкость, в ней начинает скапливаться вода.Эта накопленная вода может загрязнить посуду. Таким образом, поддон для капель воды является дополнительным плюсом, так как он помогает выпускать воду.
- Антипригарный: Посуда должна быть антипригарной, чтобы ее мытье не превратилось в войну. Посуда с антипригарным покрытием требует меньше усилий и перемешивания.
- Качество: Посуда, сделанная из высококачественной нержавеющей стали, не ломается и не сгибается. Более того, большинство из них не содержат BPA и одобрены FDA. Убедитесь, что купленный вами кухонный гарнитур обладает этими качествами.
Теперь, когда мы знаем, что искать в наборе кухонной утвари, давайте углубимся и рассмотрим продукты:
1. OXO Good Grips 15-предметный набор для повседневной кухни из 15 предметов
Получить сейчас на Amazon.com
Это один из самых прочных наборов кухонной утвари на рынке, который вы можете выбрать. Поставляется в 3 различных размерах: набор из 6, 10 и 15 предметов. Для нас набор из 15 предметов предлагает наибольшую ценность из трех, потому что он больше и включает 15 удивительных принадлежностей.
Характеристики
Нейлоновые ручки: Вся посуда, которая идет в комплекте с этим набором кухонной утвари, содержит ручки из силикона и нейлона. Преимущество рукояток, изготовленных из нейлона и силикона, заключается в том, что они защищают руку пользователя от ожога, если рукоятка горячая.
Нейлон и силикон считаются термостойкими. Они могут выдерживать температуру до 400 F. Следовательно, эта посуда безопасна в использовании даже при высоких температурах.
Slim Lined: Еще одна удивительная особенность, которую вы найдете в этой посуде, — это качество сборки.Они не только изготовлены из высококачественных материалов, но и все имеют тонкую подкладку.
Посуда с тонкой подкладкой покрыта наполовину нержавеющей сталью, которая обеспечивает безопасность пищевых продуктов за счет подавления медных компонентов, из которых состоит посуда. Другими словами, он не позволяет микроскопическим частицам меди попасть в пищу.
Разнообразие посуды: Поставляется с 12-дюймовыми щипцами, универсальным поворотным устройством, ложкой, квадратным ножом, лопаткой для мороженого, 4-дюймовым колесом для пиццы, картофелесом, консервным ножом, лопаткой, держателем, шумовкой, теркой, мясорубкой. и венчик с воздушным шариком диаметром 11 дюймов.
Съемный поддон для сбора капель: Поддон на дне является съемным и помогает избавиться от скопившейся воды внутри контейнера.
Pros
- Держатель из нержавеющей стали.
- Можно мыть в посудомоечной машине.
- Чрезвычайно прочный.
- Термостойкие ручки.
Минусы
- Проблемы с установкой — небольшая борьба при размещении посуды в контейнере.
Кухонный гарнитур OXO — это отличное решение, если вы хотите вложить свои деньги в правильный продукт.Он прочен, экономит место и предлагает множество полезных инструментов.
2. Набор кухонных принадлежностей из нержавеющей стали Home Hero — 29 кухонных принадлежностей
Получите его сейчас на Amazon.com
Домовладельцы, которые хотят придать своей кухне шикарный вид, могут рассмотреть этот кухонный гарнитур из 29 предметов. Он изготовлен из высококачественной и прочной нержавеющей стали, которая способна выдерживать износ в течение многих лет.
Характеристики
Посуда с антипригарным покрытием: Приходилось ли вам сталкиваться с посудой, которая заставляет пищу прилипать к поверхности? Помешать и выдернуть застрявшую пищу с поверхности — это не что иное, как война, готовите ли вы или моете посуду.
К счастью, продукты Home Hero обладают антипригарным покрытием, что означает, что вы можете легко перемешивать, взбалтывать или встряхивать пищу, не прилагая больших усилий.
Rust-Proof: Тот факт, что все 29 деталей изготовлены из первоклассной нержавеющей стали, не ржавеют. Другими словами, срок службы этой посуды намного больше, чем у обычной медной посуды.
Без BPA: Посуда без BPA — это посуда, которая не содержит никаких органических соединений, которые могут выделять токсичные отходы.Это сохранит окружающую среду в безопасности, а ваша еда станет вкуснее и безопаснее.
Pros
- Высококачественные силиконовые головки, которые не царапаются и не нагреваются.
- Чрезвычайно прочный.
- Изготовлен из высочайшего качества.
- Единый магазин всей необходимой кухонной утвари.
Минусы
- Без контейнера.
3. Набор кухонных принадлежностей из термостойкой нержавеющей стали Klee Deluxe из 29 предметов
Получите его сейчас на Amazon.com
Если вы ищете безопасный набор кухонной утвари, то ваш поиск здесь заканчивается. Этот набор изготовлен из качественной стали. Он не содержит бисфенола А и светится как луна. Вы получаете 29 высококачественных принадлежностей, которыми можно украсить свою кухню.
Характеристики
Устойчивость к ржавчине: Может быть неприятно вкладывать деньги в кухонную утварь только для того, чтобы обнаружить, что на ней начинает накапливаться ржавчина. С кухонным гарнитуром Klee Deluxe такого нет.Все 29 посуды устойчивы к ржавчине и призваны служить вам долгое время.
Устойчивость к вмятинам: У посуды часто остаются вмятины и следы, когда они падают на землю или случайно ударяются о что-нибудь. К счастью, вся посуда Klee защищена от вмятин и не меняет форму.
Высокое качество: Эта посуда изготовлена из высококачественной нержавеющей стали, поэтому она не сгибается, не ломается и не повреждается. Кроме того, ручки изготовлены из силикона, поэтому руки пользователя не повреждаются. обжечься, если посуда хранится в отапливаемом месте.
Pros
- Нет проблем с размножением бактерий.
- Вся посуда с антипригарным покрытием.
- BPA бесплатно.
- 100% нержавеющая сталь.
Cons
- Не поставляется с контейнером, чтобы собрать их все в одном месте.
Набор кухонной утвари Klee Deluxe предоставит вам множество полезных инструментов за один раз, причем по хорошей цене.
4. Радужные кухонные инструменты и столовые приборы из нержавеющей стали WaxonWare (набор из 25 предметов)
Получите его сейчас на Amazon.com
Некоторые домовладельцы хотят, чтобы их кухни выделялись внешним видом и хранящимися у них столовыми приборами. Если вы тоже хотите получить стильный кухонный гарнитур, тогда кухонные инструменты WaxonWare — идеальный выбор. Уникальность этого кухонного гарнитура из 25 предметов — это цвет радуги, который есть у каждой из входящих в него посуды. Все изделия ярко сияют и выглядят элегантно.
Характеристики
Технология PVD: Вся поставляемая вами посуда WaxonWare покрыта PVD покрытием.Изделия с покрытием PVD не только устойчивы к износу, но и имеют яркие цвета. В случае с этой посудой все они имеют тонкое радужное покрытие, которое выглядит потрясающе.
Heavy Duty: Что делает посуду тяжелой? Материал, из которого они сделаны. Эта посуда изготовлена из нержавеющей стали (SS201 и SS410).
Нержавеющая сталь SS201 состоит из никеля, хрома и марганца. SS410 содержит высокоуглеродистые сплавы, которые обеспечивают износостойкость и защиту от ржавчины.
Сочетание того и другого делает эту посуду достаточно прочной.
Pros
- Ограниченная пожизненная гарантия.
- Изготовлен из высококачественной нержавеющей стали.
- Защита от коррозии.
- Кислотостойкость.
Минусы
- Ручки немного нагреваются, если оставить их в кастрюле слишком долго.
5. Набор кухонной утвари HeyKITCH — набор черной посуды из 9 предметов
Получите его сейчас на Amazon.com
Если вам нужен внешний вид и функциональность, то кухонный гарнитур WaxonWare — ваш лучший выбор.
Не важно, какого цвета у вас есть кухня, набор черной посуды дополнит ее. Этот кухонный гарнитур из 9 предметов изготовлен из материалов высшего качества, что делает их долговечными.
Характеристики
Гибкость и долговечность: Каждая посуда в этом наборе имеет силиконовую ручку, которая обеспечивает отличную гибкость и термостойкость. Что касается долговечности, она сделана из нержавеющей стали, поэтому ожидайте удивительной прочности.
Защита от царапин: Самое лучшее в этой посуде — то, что она не царапает любую кухонную посуду, будь то фарфор, стекло или любую другую.
Безопасно для использования: Тот факт, что они не содержат бисфенола А и одобрен FDA, делает их безопасными в использовании.
Pros
- Термостойкость до 446 F.
- Можно мыть в посудомоечной машине.
- Гарантия возврата денег.
- Легче хранить благодаря крючкам для подвешивания.
Если вам нравится роскошная черная посуда, одновременно прочная и гибкая, то этот набор для вас.
6. Силиконовый набор кухонной посуды, 13 предметов Наборы кухонной утвари
Получите его сейчас на Amazon.com
Этот набор из 13 предметов удовлетворит потребности вашей кухни как профессионал. Всю посуду легче мыть, хранить, к тому же она прекрасно выглядит. Тот факт, что они сделаны из силикона, делает их термостойкими и долговечными.
Характеристики
Без царапин: Посуда в этом наборе изготовлена из высококачественной нержавеющей стали 304, которая обеспечивает удивительную прочность.Кроме того, головки и ручки сделаны из силикона, который защищает всю посуду от царапин.
Эргономичный дизайн: Форма и ручки принадлежностей в этом наборе эргономичны, что означает, что они не будут напрягать руки пользователя, даже если они будут использовать его в течение многих часов.
Самая безопасная посуда: Помимо того, что эта посуда устойчива к ржавчине, не содержит бисфен А, одобрена FDA и термостойка, она изготовлена из самых безопасных материалов.
Pros
- Можно мыть в посудомоечной машине.
- Термостойкий.
- Инструмент для каждого блюда.
- Пищевой силиконовый материал.
- Поставляется с 13 стальными крючками.
Минусы
- В комплект не входит контейнер для хранения.
С ним вы получите 13 стальных крючков, которые можно использовать для перемещения посуды. В целом, это довольно полезный кухонный гарнитур.
7. Набор кухонной утвари Bella Quin, 21 предмет
Получите его сейчас на Amazon.com
Если вы ищете набор кухонной утвари, который прослужит много лет, то Bella Quin — хороший выбор. Вся посуда в этом наборе изготовлена из прочных и высококачественных материалов, которые не плавятся и не ржавеют.
Характеристики
Можно мыть в посудомоечной машине: Хозяйки знают, как чистить липкую посуду. Это беспорядок. К счастью, посуда Bella Quin не допускает пригорания, поскольку она сделана из силикона и ее очень легко чистить. Вы не найдете на нем стойкой смазки или масла.
Высокое качество и безопасность: Вся посуда в этом кухонном гарнитуре изготовлена из высококачественной нержавеющей стали. В целях безопасности вся посуда одобрена FDA и не содержит бисфенола А.
Профи
- 100% гарантия возврата денег.
- Вся посуда с антипригарным покрытием и высокого качества.
- Посуда не царапает посуду.
- Чрезвычайно прочные и долговечные изделия.
Cons
- Некоторые предметы посуды могут погнуться через несколько лет.
В этот кухонный гарнитур входит 21 предмет, который безопасен, устойчив к царапинам и ржавчине.
8. Силиконовый набор кухонных принадлежностей (черный)
Приобрести сейчас на Amazon.com
Этот набор черной посуды эстетично выглядит и изготовлен из высококачественной стали. Это набор из 13 термостойких изделий, о которых вы не пожалеете.
Характеристики
Стильный: Зачем сохранять простоту на кухне, если с помощью этой силиконовой посуды черного цвета можно добавить немного стиля? Эти продукты идеально подходят для кухни в деревенском, современном и классическом стиле.Другими словами, этот набор представляет собой сочетание стиля и качества.
Сейф: Вся посуда не содержит бисфенола А, ржавчины и латекса. Это означает, что вы будете наслаждаться самой безопасной едой.
Качество на высшем уровне: Эта посуда может выдерживать нагрев до 446 F, и каждая из них имеет антипригарную поверхность. Следовательно, мыть их не проблема.
Лучшие наборы кастрюль 2020: лучшие наборы стальных и антипригарных сковород для вашей кухни
Какими бы экспериментальными ни были ваши блюда, вы не продвинетесь далеко на кухне без лучшего набора кастрюль, который вы можете себе позволить.Это одно из тех фундаментальных вложений, которые люди делают, переезжая из семейного дома, выходя замуж, продвигаясь по карьерной лестнице, разводясь, покупая действительно дорогую кастрюлю, чтобы подбодрить себя, просто случайно покупая кастрюлю на Amazon Prime. День, потому что это дешево … есть так много причин, по которым вы можете купить набор кастрюль, но это нечастая покупка, поэтому вам нужны лучшие кастрюли .
• Сегодня на Amazon распродажа Tefal
Вспомните, когда вы пошли в универ или переехали из дома по настоянию родителей, вы получили дешевый набор дерьмовых кастрюль из алюминия с антипригарным покрытием «Теперь, оглядываясь назад, вы понимаете, что это была просто краска? Ну, вам не нужен такой набор кастрюль.Вам нужен один из этих…
Наборы кастрюль Amazon Prime Day сделок
Amazon Prime Day, намеченный на октябрь 2020 года, непременно будет иметь множество наборов для сковороды в продаже. Возможно, не те, что в этом руководстве по покупке, но там будут высококачественные наборы посуды по низким ценам. Сказав это, наборы кастрюль всегда получают скидки, и нет никакой гарантии, что у Amazon Prime Day будут лучшие, чем те, которые доступны сегодня, особенно на самых востребованных моделях.На ваш выбор, сковороды.
Лучшие наборы кастрюль для покупки, по порядку
1. Набор сливных кастрюль Stellar Stay Cool с антипригарным покрытием
Классический бренд кастрюль среднего класса предлагает идеальный набор кастрюль
Технические характеристики
Лучшее для : Повседневное приготовление пищи
Материал: нержавеющая сталь
Антипригарное покрытие: 2 из 4 сковородок имеют антипригарное покрытие
Причины для покупки
+ Все, что может понадобиться домашнему хозяйству, в одном наборе + Все 4 сковороды настоящего качества + «Сохраняйте спокойствие» ручки действительно остаются прохладными + отличные стеклянные крышки хорошо закрываются, но также позволяют выливать воду без использования сита
Причины, по которым следует избегать
— Ручки Stay Cool, возможно, выглядят не так премиально — Не всем хочется жарки набор кастрюль
Лучший набор кухонной посуды в 2020 году
Лучший набор кухонной посуды в 2020 году — обзоры и рейтинг набора кухонных принадлежностейul> li: hover> a {color: # 81d742}.вторичное-меню ul> li: hover> a {color: # 81d742} .main-menu> ul> .link-arrow> a: after {border-color: transparent transparent # 81d742} .main-menu> ul> li> .sub-menu {border-top-color: # 81d742} .modern .content-over-image рисунок: before {opacity: .1} .top-strip #searchform input, .top-strip #searchform button {color: # fff} .modern .content-over-image: наведенный рисунок: до {opacity: .7} .main-menu .sub-menu .sub-links a: after {background-color: #fff} .sidebar .widget {border -bottom: 1px solid #fff} .footer-sidebar .widget_rss li: after ,.footer-sidebar .widget_pages li a: after, .footer-sidebar .widget_nav_menu li a: after, .footer-sidebar .widget_categories ul li: after, .footer-sidebar .widget_recent_entries li: after, .footer-sidebar .widget_recent_ после {background-color: # 59d600} .footer-sidebar .widget_ti_latest_comments .comment-text: после {border-bottom-color: # 242628} .footer-sidebar .widget_ti_latest_comments .comment-text: before {border-bottom-color: # 585b61} .footer-sidebar .widget_ti_latest_comments .comment-text {border-color: # 585b61}.sub-menu-columns .sub-menu .sub-links> .menu-item-has-children> {color: # 81d742} экран только @media и (min-width: 751px) {# gallery-carousel, # gallery -carousel .gallery-item {height: 580px}}. entry-content h3 {font-size: 24px; line-height: 28px;! important} .entry-content h4 {font-size: 20px; line-height: 24px. ;! important} .entry-content h5 {font-size: 18px; line-height: 22px;! important} .grid-8 {background: #fff} .nav ul {margin: 0} .nav li {background: # eee; margin: 5px; padding: 3px; list-style-type: none} .nav li: nth-child (odd) {background: #fff}.боковая панель .widget {padding-bottom: 10px; margin-bottom: 10px} .single-author-box a {color: # 4aa00b! important; text-decoration: underline} .single-author-box a: hover {color: # ff6c00! important; text-decoration: none} .entry-title a {color: # 4aa00b! important; text-decoration: underline} .entry-title a: hover {color: # ff6c00! important; text-decoration: none} a {color: # 4aa00b; text-decoration: underline} a: hover {color: # ff6c00; text-decoration: none} .sidebar .widget a {color: # 4aa00b! important; text-decoration: underline} .sidebar. виджет a: hover {color: # ff6c00! important; text-decoration: none}.entry-content a {font-weight: 600; color: # 4aa00b! important; text-decoration: none} .entry-content a: hover {font-weight: 600; color: # ff6c00! important; text-decoration: underline } .page-content a {color: # 4aa00b! important; text-decoration: none} .page-content a: hover {color: # ff6c00! important; text-decoration: underline} a.widget-post-title: link {font-weight: 600; color: # 000000! important; text-decoration: none} a.widget-post-title: hover {font-weight: 600; color: # 81d742! important; text-decoration: underline}. содержание-записи {высота-строки: 1.8em; размер шрифта: 1.17rem; цвет: # 000} .entry-content li {margin-bottom: 7px} .reviews table {width: 900px} .reviews td {font-size: 14px; text-align: center; border: 1px solid #ccc; padding-top: 10px; padding-bottom: 10px} .reviews td: first-child {text-align: left; padding-left: 3px} .sc-columns a {color: # 46a401 ! important} .t1 td: nth-child (n + 9) {display: none} @media screen and (max-width: 960px) {td: nth-child (n + 5),}. t1 tbody td: nth -of-type (четный) ,. t1 thead th: nth-of-type (even) {background: #eee} .t1 tbody td: nth-child (2) ,. t1 thead th: nth-child (2) {фон: # d5ffcd}.t1 {border-spacing: 0; font-size: 13px; font-family: arial} .t1 tbody td: nth-child (1) {text-align: left} .t1 tbody td {height: 75px; padding: 5px ; spacing: 0; text-align: center; vertical-align: middle; border-top: 1px solid # 383838} .t1 tr: first-child td {background: #fff; vertical-align: bottom} .t1r tbody tr td {background: #fff; vertical-align: bottom} .aboutus {width: 350px; height: 410px} .popular {width: 350px; height: 650px} .divwidget {padding; 0px; width: 300px} .footerm {color : #ffffff! important ;; украшение текста: нет; размер шрифта: 18 пикселей; вес шрифта: 600} a.footerm: link {color: #ffffff! important ;; text-decoration: none; font-size: 18px; font-weight: 600} a.footerm: посещено {color: #ffffff! important ;; text-decoration: none; font-size: 18px; font-weight: 600} a.footerm: active {color: #ffffff! important ;; text-decoration: none; font-size: 18px; font-weight: 600} a.footerm: hover { цвет: # 81d742! important ;; украшение текста: none; размер шрифта: 18 пикселей; вес шрифта: 600} .footera {цвет: # c9c9c9! important ;; украшение текста: нет; размер шрифта: 14 пикселей; шрифт -weight: 400} a.footera: link {color: # c9c9c9! important ;; text-decoration: none; font-size: 14px; font-weight: 400} a.футера: посетил {цвет: # c9c9c9! important ;; украшение текста: нет; размер шрифта: 14 пикселей; вес шрифта: 400} a.footera: активный {цвет: # c9c9c9! важный ;; украшение текста: нет; font-size: 14px; font-weight: 400} a.footera: hover {color: # 81d742! important ;; text-decoration: none; font-size: 14px; font-weight: 400} .t2 tbody td: nth -of-type (четный) ,. t2 thead th: nth-of-type (even) {background: #eee} .t2 tbody td: nth-child (2) ,. t2 thead th: nth-child (2) {background: # d5ffcd} .t2 {border-spacing: 0; font-size: 13px; font-family: arial} .t2 tbody td: nth-child (1) {text-align: left}.t2 tbody td {height: 75px; padding: 5px; spacing: 0; text-align: center; vertical-align: middle; border-top: 1px solid # 383838} .t2 tr: first-child td {background: #fff ; vertical-align: bottom} .t2r tbody tr t]]>7 лучших наборов посуды из нержавеющей стали 2019 года
Обзор посуды из нержавеющей стали
В этом подробном руководстве по лучшей посуде из нержавеющей стали мы надеемся предоставить вам наиболее точную информацию, чтобы вы могли принять осознанное решение о покупке.Мы поговорим о том, почему вам стоит инвестировать в них, как выбрать хорошие, на какие бренды ориентироваться, а также о лучших моделях, которые рекомендуют наша команда и пользователи.
Прямо сейчас на рынке есть множество брендов и моделей. Поэтому вместо того, чтобы самостоятельно исследовать их по отдельности, наша команда провела множество испытаний и отобрала для вас только самые качественные из них. Будь то весь набор посуды, кастрюли или сковороды, приведенное ниже руководство определенно поможет вам сузить круг выбора.Эту посуду также используют профессиональные повара, поэтому нет причин, по которым вы должны ее пропустить.
Давайте кратко рассмотрим несколько лучших моделей, представленных ниже, для сравнения, прежде чем мы перейдем к подробному обсуждению каждой из них.
Сравнительная таблица для 6 моделей посуды из нержавеющей стали
Зачем инвестировать в хорошую посуду из нержавеющей стали?
Не нужно быть поваром, чтобы понимать, насколько важно инвестировать в хороший набор посуды.Вам нужно выбрать набор высокого качества и без риска для вашего здоровья, но также в некоторой степени доступный, чтобы вы не разорили банк.
К сожалению, не всегда легко выбрать идеальный набор, поскольку на рынке представлено очень много разных брендов. Имея множество вариантов выбора, легко почувствовать себя ошеломленным!
Не волнуйтесь — мы подготовили руководство для покупателя о том, как найти лучший набор посуды из нержавеющей стали, который не только прослужит долго, но и будет иметь хорошее соотношение цены и качества.
Вы можете не знать, что большинство поваров выбирают посуду из нержавеющей стали, потому что она предлагает идеальный баланс между качеством, экологичностью и хорошим соотношением цены и качества.
Распространенный вопрос — почему лучше выбирать нержавеющую сталь другим материалам?
Если вам нужен набор посуды, безопасный для вашего здоровья, то вам, безусловно, может потребоваться посуда из нержавеющей стали. Совет: приобретите набор посуды из нержавеющей стали хорошего качества для длительного использования и вложений, чтобы она прослужила довольно долго, и вам не нужно будет менять ее по ходу дела.
Посуда с антипригарным покрытием, хотя ее легко мыть, не устойчива к царапинам. Многие из них также содержат PTFE и PFOA. Короче говоря, химические вещества в этой посуде могут плохо реагировать на пищу и нагреваться, что, по мнению некоторых, может создать серьезную опасность для здоровья.
Некоторые профессионалы предпочитают медную посуду, но за этими изделиями непросто ухаживать, и они являются одними из самых дорогих видов посуды. Таким образом, хотя это достойный вариант, он не оптимален для домашнего использования или начинающих поваров.
Алюминиевые кастрюли и сковороды хорошо распределяют тепло, но материал может проникнуть в пищу и вызвать химическую реакцию, которая может вызвать проблемы со здоровьем, например тефлон.
Чугунная посуда отлично справится с этой задачей, но она тяжелая и склонна к ржавчине, если не приправить должным образом. Он также бывает пористым, и масло, застрявшее в порах, может прогоркнуть. Они требуют особого ухода, поэтому чугун — не лучший выбор для начинающих поваров.
С другой стороны, нержавеющая стальустойчива к коррозии — благодаря ее составу из стального сплава, хрома, углерода и никеля.Это делает его устойчивым к царапинам, сверхпрочным и безопасным для еды. Более того, некоторые марки и модели даже имеют встроенную функцию индукционного нагрева!
Таким образом, хотя большинство шеф-поваров согласны с тем, что нержавеющая сталь — лучший тип кухонной посуды, существует огромное количество вариантов, когда дело доходит до выбора лучшего набора посуды из нержавеющей стали для вашей кухни.
На что обращать внимание при выборе качественной посуды из нержавеющей стали
При выборе набора посуды из нержавеющей стали высшего качества необходимо учитывать несколько различных аспектов.Ниже приведены некоторые рекомендации, которые помогут вам выбрать лучший набор для вашей кухни.
Вот что вам нужно учесть перед выбором посуды.
Хорошая модель должна поставляться с прочными, термостойкими ручками , которые легко держать, и причина проста — вы не можете позволить себе выскальзывать из рук, когда вы готовите горячую пищу.
Крышки для посудытакже должны быть взаимозаменяемыми, что означает, что они могут соответствовать разным размерам кастрюль и сковородок в вашем наборе.Сменные крышки удобны тем, что позволяют использовать их с любой посудой из одного набора. Наличие вентилируемых крышек также является преимуществом, так как вентиляционные отверстия позволяют пару легко проходить через отверстия, и вы с меньшей вероятностью испачкаете плиту.
Сама по себе нержавеющая сталь не является хорошим проводником тепла, потому что она не предназначена для плавного распределения тепла.
К счастью, с изобретением дополнительных внешних слоев медного сердечника и алюминиевого сердечника в основании, сковороды могут очень равномерно распределять тепло, и еда с меньшей вероятностью пригорит.
Если вы не возражаете против более тяжелого веса трехслойной конструкции, определенно рекомендуется воспользоваться этой улучшенной функцией. Это сэкономит вам время, деньги и избавит от стресса на кухне.
Существует множество марок нержавеющей стали, которые указывают на качество материала. Возможно, вы слышали о 18/0, 18/8 и 18/10, но не совсем понимаете, что все это значит.
На самом деле они относятся к маркам серии 300, которые обычно используются для обедов и готовки, и относятся к типам материалов, используемых для изготовления сковороды.Например, 18/10 просто означает, что часть нержавеющей стали состоит из 18% хрома и 10% никеля .
Никель усиливает блеск посуды, а хром защищает сковороду, отталкивая пятна и предотвращая появление ржавчины. Чем выше содержание никеля, тем лучше качество нержавеющей стали .
Типы сортов нержавеющей стали:
- 200 серии . Менее дорогая, чем серия 300, но определенно несравнима с последней по качеству и коррозионной стойкости.На самом деле, их редко рекомендуют для приготовления пищи и использования на кухне.
- 300 серии. Наиболее распространенный тип градирни из нержавеющей стали.
- 316 градаций . Сверхвысококачественный и прочный сорт. Этот тип сортированной посуды также предотвратит попадание никеля в пищу. Они одни из самых дорогих.
- 400 серии . Эта серия не содержит никель, что означает, что материал не вступает в химическую реакцию с пищевыми продуктами. Хотя эта серия дешевле из-за отсутствия никеля, они более подвержены ржавчине.
| 18/0 оценка | 18/8 оценка | 18/10 оценка |
|---|---|---|
| — магнитный | — магнитный | — магнитный |
| — более вероятно ржавчина, чем 18/8 или 18/10 | — устойчивость к ржавчине лучше, чем 18/0, но не так хорошо, как 18/10 | — большая стойкость и прочность, чем 18/0 и 18 / 8 |
| — не чистится так легко, как 18/8 или 18/10.Не содержит никеля. | — довольно легко очищается. | — самый блестящий среди 3 классов. Хорошо чистит. |
| — дешевле | — умеренная цена | — дороже |
| — тоже не проводит тепло | — хорошо проводит тепло | — хорошо проводит тепло |
| — хороший стартовый набор | — качество между 18/0 и 18/10 | — возможно, самый лучший среди 3 классов |
Что следует учитывать при покупке кастрюль и сковородок из нержавеющей стали
Несмотря на то, что материал, из которого изготовлена конструкция, является одним из лучших для любой кухни, в каждой посуде есть свои плюсы и минусы, и это не исключение для этих типов посуды.Итак, ниже мы обсудим некоторые факторы, которые вы должны учитывать, прежде чем приобретать их для своей кухни.
Теплообмен
Как упоминалось ранее в этом руководстве, нержавеющая сталь сама по себе плохо проводит тепло. Если вам требуется равномерная теплопередача и быстрое распределение тепла, вам придется искать основу из меди или алюминия. Обычно это означает, что посуда более качественная и, естественно, цена тоже будет дороже.Эта функция часто важна для пользователей, потому что равномерное распределение тепла во время приготовления может повлиять на вкус пищи.
Проблемы со здоровьем
В отличие от посуды, сделанной из чугуна или посуды с антипригарным покрытием, этот тип посуды не выщелачивает металлические свойства продуктов и не вступает в реакцию с продуктами. Таким образом, посуда из нержавеющей стали определенно безопасна и не влияет на вкус еды.
Очистка и техническое обслуживание
Некоторым пользователям может быть сложно очистить и вымыть пятна, оставшиеся на кастрюлях и сковородках этого типа.Во многих случаях за ним довольно легко ухаживать, если вы замочите его в воде с моющим средством на 1-2 часа перед стиркой.
Стоимость
В зависимости от марки используемой стали, чем выше марка, тем дороже будет стоить набор. Обычно более дорогие от хорошего бренда могут прослужить вам много лет, если не всю жизнь. Эта посуда не ломается, не скалывается, не вмятина, не царапается, не подвержена коррозии или ржавчине. Однако, если вы только начинаете создавать семью и у вас ограниченный бюджет, модель средней ценовой категории тоже может неплохо справиться с этой задачей.Просто убедитесь, что он получает хорошие отзывы от потребителей.
Внешний вид и перспективы
Посуда из нержавеющей стали проста в уходе и при правильной очистке будет выглядеть как новая. Есть 2 вида внешнего вида и отделки. Один из них — зеркальный / полированный, а другой — матовый. Зеркальная полировка обычно очень светоотражающая и блестящая и поэтому выглядит очень привлекательно для покупателей. Некоторым потребителям не нравится зеркальное покрытие, потому что пятна от воды, царапины и отпечатки пальцев, оставленные на посуде, могут выглядеть очевидными.Матовая отделка противоположна зеркальной, она выглядит более тусклой и не такой блестящей. Некоторые потребители считают, что матовая отделка будет выглядеть менее изношенной по сравнению с зеркальной после многих лет использования.
Вторичная переработка
Неважно, являетесь ли вы экологом или нет, лучшая сковорода из нержавеющей стали должна быть экологически чистой и может быть переработана. Кастрюли и сковороды, которые были повреждены из-за длительного использования, можно расплавить и переработать для изготовления других вещей, помимо посуды.
Как мыть посуду из нержавеющей стали
Несмотря на то, что материалы, из которых изготовлены кастрюли и сковороды, долговечны, трудно удалить стойкие пятна, если вы не знаете, что делаете. Однако есть несколько способов приправить сковороды, чтобы они оставались антипригарными и легко чистились.
Чтобы удалить следы ожогов на посуде, попробуйте добавить пищевую соду. Сначала просушите сковороду, а затем сбрызните ее пищевой содой.Аккуратно потрите сковороду круговыми движениями губкой.
Если пищевая сода не удаляет очень стойкие пятна, еще один эффективный способ — использовать Bar Keepers Friend. Это проверенный способ убедиться, что ваша посуда выглядит такой же новой, как при первой покупке.
Очистить пятна от воды очень просто. Пятна от воды образуются из-за содержащихся в воде минералов, поэтому просто промойте и вытрите их небольшим количеством содовой. Вы также можете использовать уксус, чтобы пропитать сковороду, а затем протереть ее тканью.
Если пища сильно прилипает к сковороде, смочите ее уксусом или моющим средством на пару часов, а затем протрите губкой для мытья посуды.Не пользуйтесь медными или стальными скрубберами, так как они могут поцарапать сковороды.
Чтобы сковорода считалась посудой с наивысшим рейтингом, она должна иметь класс 18/10 или выше.
Есть много уважаемых брендов, но которые на самом деле стоят вашего времени и денег? Мы отобрали 6 лучших наборов, представленных ниже, на основе отзывов потребителей, состава, качества и цены. Прочтите наши обзоры лучшей посуды из нержавеющей стали ниже.
Top 7 Наборы посуды из нержавеющей стали
№1.Набор Kitchara из 10 предметов — выбор редакции
Наш новейший лучший выбор — это новый бренд кухонной посуды Kitchara Cookware. Это большой 5-слойный набор, который может похвастаться превосходной конструкцией и всеми функциями, которые вы хотите получить от набора из нержавеющей стали — можно использовать в духовке, мыть в посудомоечной машине, готов к индукции и т. Д.
В набор Kitchara входят две сковороды (10 ″ и 12 ″), кастрюли с крышками (2 и 4 кварты), кастрюля (8 квартов) и сотейник.
При цене около 350 долларов, Kitchara немного завышена, но не по сравнению с аналогичными 5-слойными наборами из нержавеющей стали (см. All-Clad ниже).Компания также обслуживает поваров, которые плохо знакомы с нержавеющей сталью, поэтому вы найдете множество полезных советов и постоянную поддержку при использовании своей новой посуды.
Мы настоятельно рекомендуем набор Kitchara из 10 предметов благодаря его конкурентоспособной цене среди высококачественных наборов из нержавеющей стали, его полезным элементам и отличной конструкции.
№2. Cuisinart MCP-12N MultiClad Pro
Обладая всеми наиболее важными функциями и технологиями, необходимыми для первоклассной посуды, этот Cuisinart MCP-12N из 12 предметов признан одним из лучших кастрюль и сковородок из нержавеющей стали .
Это элегантный и роскошный набор посуды от Cuisinart, предназначенный для обеспечения превосходного качества приготовления, чтобы вы могли наслаждаться не только едой, но и процессом приготовления. Благодаря отличной технологии распределения тепла вам не нужно беспокоиться о том, что еда пригорит или недоварен
Эти сковороды легче чистить, чем сковороды некоторых других марок, и они также могут похвастаться прочными, удобными в обращении и прохладными ручками.
Если вы примете во внимание, что в этом наборе есть почти все доступные размеры кастрюль и сковородок, вы с большей вероятностью сэкономите деньги, потому что вам не нужно будет покупать дополнительные предметы, как другие наборы могут потребовать от вас.Кроме того, они невероятно прочные, поэтому вам, возможно, больше никогда не придется покупать новый набор!
Нетрудно сделать выбор, сравнивая Cuisinart MCP-12N MultiClad Pro с другими кастрюлями и сковородками.
Настоятельно рекомендуется для набора посуды, который сделан с отличным качеством, прочностью и не прожигает слишком большую дыру в вашем кармане.
№ 3. All-Clad D5 — Лучшая производительность
5-слойный клееный набор из 10 частей All-Clad 401488R долговечен, как бак.Проще говоря, у них одна из лучших сковородок из нержавеющей стали с точки зрения производительности и долговечности.
ПосудаAll-Clad — одна из самых дорогих в мире, но вас не смущает цена, если для вас приоритетом является качество и экологичность. Цена определенно отражает высочайшее качество изготовления, которое вы ожидаете от высокопроизводительной посуды.
Помимо ценника, единственным недостатком этого набора является то, что он требует большего обслуживания, чем большинство других брендов.Большинство клиентов считают, что антипригарное покрытие делает сохранение его блестящего и безупречного немного сложным по сравнению с поверхностями из не нержавеющей стали.
Скорее всего, вы раньше использовали ряд низкокачественных брендов и теперь ищете надежность и универсальный набор. Если это так, то этот набор посуды из нержавеющей стали All-Clad может стать самым разумным вложением средств, которое вы когда-либо сделаете.
По нашему мнению, пожизненная гарантия на посуду делает ее покупку еще более разумной.
№ 4. Сделано в посуде
Made In, запущенный в конце 2017 года, представляет собой перспективный, созданный в США бренд, ориентированный на потребителей, который производит фурор в индустрии кухонной посуды. Мы большие поклонники изделий из нержавеющей стали (читайте наш полный обзор здесь).
ПосудаMade In поставляется в виде полезных наборов и по отдельности. Учитывая качество, 5-слойную конструкцию и тот факт, что она полностью произведена в США, эта посуда очень доступна. Многие повара считают, что он находится на одном уровне с All-Clad, но по более низкой цене.
Вы можете попробовать любую посуду в течение 100 дней и без вопросов вернуть ее, если она вам не подходит. Компания также предлагает пожизненную гарантию и поддерживает всю свою продукцию.
Ручки остаются прохладными, а вся посуда пригодна для использования в духовке.
Одна из лучших особенностей наборов Made In (или «наборов») — это наличие в некоторых из них антипригарной посуды. Для тех, кто хочет построить свою кухню, это отличный способ получить все необходимое для приготовления пищи.Сковорода из нержавеющей стали добилась большого успеха, но всегда хорошо иметь под рукой антипригарное покрытие.
C Выбери все комплекты здесь .
№ 5. T-fal C836SD Ultimate
Этот набор посуды из нержавеющей стали, состоящий из 13 предметов, имеет многослойное дно из меди. Такая конструкция обеспечивает равномерное и быстрое распределение тепла. Кроме того, толстый алюминиевый сердечник предотвращает деформацию и устраняет горячие точки.
Эта модель отличается прочностью, внешним видом и высокими эксплуатационными характеристиками. Он поставляется с стойким шлифованным лаком и по-прежнему будет отлично выглядеть даже после многих лет использования.
Кастрюля на 3 литра, входящая в этот набор, отлично подходит для варки и разогрева соусов, так как кастрюля имеет ровную форму и небольшую площадь поверхности. Если вам нужно поджарить или подрумянить продукты, вы можете использовать сковороду. Если вы готовите большие количества еды, рекомендуем использовать голландскую духовку, так как ее поверхность достаточно велика.
Ручки из нержавеющей стали с заклепками созданы для удобства, а вентиляционные отверстия в стеклянных крышках помогают обеспечить легкий выход пара, при этом питательные вещества и влага остаются в пищевых продуктах. Набор T-fal C836SD также можно мыть в посудомоечной машине и использовать в духовке при температуре до 500 градусов F. Единственным незначительным недостатком этой посуды T-fal из нержавеющей стали является то, что она несовместима с индукционной варочной панелью.
Наши испытатели и потребители заявили, что даже после многих лет использования они не заметили особого потускнения на внешней и внутренней стороне кастрюль и сковородок.Чистить легко, потому что внутренняя поверхность с антипригарным покрытием отлично работает без использования спреев для удаления пятен. Для этого им даже не нужно пользоваться посудомоечной машиной.
Потребители также отмечали, что во многих случаях они не очень бережно обращались с посудой, но выглядели так же хорошо, как и при первой покупке.