Сварочный полуавтомат СПЕЦ MAG-135 INVERTOR
Сварочный полуавтомат СПЕЦ MAG-135 INVERTOR — простой в применении агрегат для надежного соединения изделий из металла методом MIG-MAG с газом или без газа, а также методом ММА. Аппарат подходит для бытового применения. Встроенный вентилятор способствует эффективному охлаждению внутренних узлов, тем самым значительно продлевая срок службы устройства. На панели управления имеется регулятор сварочного тока в диапазоне от 30 Адо 135 А в режиме ММА и от 30 А до 140 А в режиме MIG-MAG. Установка изготавливается по современной инверторной технологии, что обеспечивает ей высокую эффективность в работе, при небольших габаритах и весе. Полуавтомат соответствует классу защиты IP21S. Полуавтомат не требует специального технического обслуживания.
Этот товар из подборокКомплектация *
Параметры упакованного товара Единица товара: Штука Длина, мм: 523
Произведено
Указанная информация не является публичной офертой Отзывы о сварочном полуавтомате Спец MAG-135 Invertor+ММА СПЕЦ-MAG135 INVERTORОставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 11. В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАлыкельАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадеждаНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
Сервис от ВсеИнструменты.руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Средний срок ремонта для данной модели составляет 35 дней Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты. ру. ру.Гарантия производителяГарантия производителя 1 годПо данным сервисного центра ВсеИнструменты.ру у товара Сварочный полуавтомат СПЕЦ MAG-135 INVERTOR низкий процент брака Гарантийный ремонтЗдесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |
 org/PropertyValue»> Max ток, А 140
org/PropertyValue»> Max ток, А 140 org/PropertyValue»> Режим сварки с газом/без газа
org/PropertyValue»> Режим сварки с газом/без газа org/PropertyValue»> Количество подающих роликов 2
org/PropertyValue»> Количество подающих роликов 2 6 мм, 0.8 мм, 2 шт.;
6 мм, 0.8 мм, 2 шт.;
 81 кг
81 кг  Кронштадт, проспект Ленина, д. 13 В магазине 1 шт., забирайте сегодня В корзину
Кронштадт, проспект Ленина, д. 13 В магазине 1 шт., забирайте сегодня В корзину Дыбенко, г. Санкт-Петербург, проспект Большевиков, д. 27А По предзаказу на завтра, после 12:00 В корзину
Дыбенко, г. Санкт-Петербург, проспект Большевиков, д. 27А По предзаказу на завтра, после 12:00 В корзину Ленинский проспект, г. Санкт-Петербург, Ленинский проспект, д. 114 По предзаказу на завтра, после 12:00 В корзину
Ленинский проспект, г. Санкт-Петербург, Ленинский проспект, д. 114 По предзаказу на завтра, после 12:00 В корзину Площадь Мужества, г. Санкт-Петербург, 2-й Муринский проспект, д. 38 По предзаказу на завтра, после 12:00 В корзину
Площадь Мужества, г. Санкт-Петербург, 2-й Муринский проспект, д. 38 По предзаказу на завтра, после 12:00 В корзину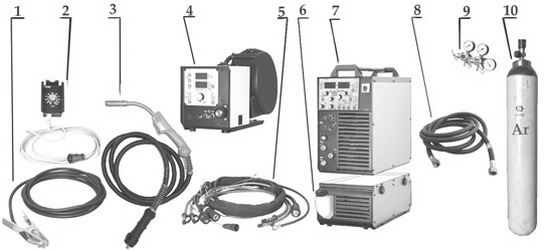 Гатчина, пр-т 25 Октября, д. 42 По предзаказу на завтра, после 12:00 В корзину
Гатчина, пр-т 25 Октября, д. 42 По предзаказу на завтра, после 12:00 В корзину 997595,29.765911]» data-short-name=»проспект Ленина, д. 13″ data-all-goods-available=»1″>
997595,29.765911]» data-short-name=»проспект Ленина, д. 13″ data-all-goods-available=»1″> Василеостровская,
Василеостровская, – вс.: 10:00 – 21:00
– вс.: 10:00 – 21:00 834674,30.40161]» data-short-name=»м. Купчино» data-all-goods-available=»0″> м.Купчино,
834674,30.40161]» data-short-name=»м. Купчино» data-all-goods-available=»0″> м.Купчино, Лиговский проспект,
Лиговский проспект, – вс.: 10:00 – 21:00
– вс.: 10:00 – 21:00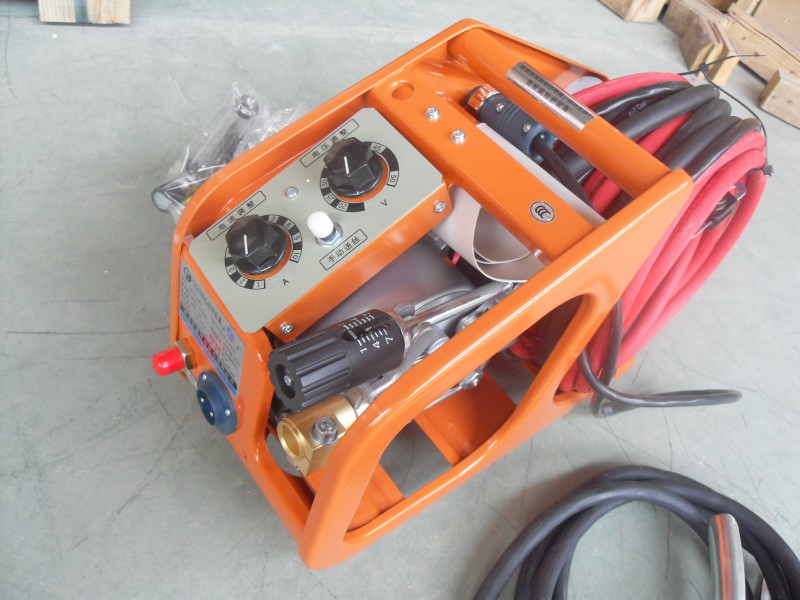 018619537353516,30.32099723815918]» data-short-name=»м. Удельная» data-all-goods-available=»0″> м.Удельная,
018619537353516,30.32099723815918]» data-short-name=»м. Удельная» data-all-goods-available=»0″> м.Удельная, 61″ data-all-goods-available=»0″>
61″ data-all-goods-available=»0″> 95166,30.470284]» data-short-name=»пр-т Ударников, д. 28/32″ data-all-goods-available=»0″>
95166,30.470284]» data-short-name=»пр-т Ударников, д. 28/32″ data-all-goods-available=»0″>Сварочный инверторный полуавтомат СПЕЦ MAG170 Invertor
Сварочный инверторный полуавтомат СПЕЦ MAG170 Invertor — это универсальный агрегат, который находит применение на крупных строительных площадках, в автослесарных мастерских, а также в быту. Данная модель обладает высокопрочным корпусом, который надежно защищает внутренние узлы аппарата от ударных воздействий, попадания пыли, грязи и влаги (капель воды, падающих вертикально). Устройство работает от однофазной электрической сети, при этом его потребляемая мощность — 6.4 кВА.
- Номинальное напряжение на входе, В 220
- Max ток, А 160
- Min ток, А 30
- Диаметр электр/провол, мм 1.6-4.0/0.6-0.8
- Вес, кг 9,8
- Max мощность, кВт 5,9
- Степень защиты IP21S
- Наличие сетевой вилки да
- Габариты, мм 520х290х395
- Режим сварки с газом/без газа
- Класс товара Бытовой
- Разъем горелки индивидуальный
- Охлаждение горелки воздушное
- Еврокатушка D100
- Max диаметр проволоки 0.8
- Min диаметр проволоки 0.6
- Кейс нет
- Количество подающих роликов 2
- Сварка ММА да
- Сварка алюминия нет
- Режим импульсной сварки нет
- Работа при пониженном напряжении нет
- TIG сварка нет
- Водное охлаждение в комплекте нет
- Напряжение холостого хода, В 56
- ПВ на максимальном токе, % 60
- Допустимое отклонение напряжения, % 10
- Показать еще
Этот товар из подборок
Комплектация *
- Полуавтомат;
- Кабель с горелкой;
- Сопла 0.6, 0.8 мм — 2 шт;
- Кабель «земля» с зажимом;
- Кабель «электрододержатель» с зажимом»
- Щетка-молоток;
- Маска сварщика;
- Руководство по эксплуатации;
- Упаковка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 12,15
Длина, мм: 535
Ширина, мм: 329
Высота, мм: 384
Особенности сварочного полуавтомата Спец MAG170 Invertor
| ||||
Преимущества
|
Произведено
- Россия — родина бренда
- Китай — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Средний срок ремонта для данной модели составляет 35 дней
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годПо данным сервисного центра ВсеИнструменты.ру у товара Сварочный инверторный полуавтомат СПЕЦ MAG170 Invertor низкий процент брака
Гарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
ООО «Вектор» | ул. Рождественский бульвар, д. 10/7, стр. 2 | +7 (495) 133-98-43 |
| СЦ «Интеринструмент» МСК Средний срок ремонта — 21 день | г. Реутов, ул. Дорофеева, д. 2 | +7 (495) 781-82-82 |
Сварочный углекислотный полуавтомат. Как выполняется полуавтоматическая сварка в среде углекислого газа
Углекислотная сварка
| |||
Углекислотная сваркa
В последнее время в сварочном производстве получила широкое распространение полуавтоматическая сварка в среде углекислого газа, при которой: а). зона нагрева узкая, в связи с чем свариваемые детали не подвергаются значительным тепловым деформациям и получают незначительное тепловое воздействие на соседние детали; б). не требуется тепловой изоляции околосварочной зоны; в). улучшаются механические характеристики сварных швов (прочность, ударная вязкость и т.д.) при соединении деталей; г). качественный шов получается даже при сварке недостаточно тщательно очищенных и подогнанных друг к другу поверхностей свариваемых деталей, а также при сварке листов различной толщины.
При этом виде сварки в зону дуги подают углекислый газ, выполняющий роль защитного газа, струя которого обтекая электрическую дугу в зоне сварки, предохраняет металл от воздействия атмосферного воздуха, окисления и азотирования. Углекислый газ (СО2) является наиболее дешевым и приемлимым защитным газом, хотя газовые смеси, состоящие из аргона и СО2 позволяют получить сварочный шов более высокого качества по сравнению со сваркой в среде с СО2. Поскольку углекислый газ не является абсолютно нейтральным газом, то с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок (марганца — Г, кремния — С) типа Св-08ГС-0 или Св-08Г2С-0. Таким образом достигают равнопрочности сварного шва и основного металла. Омеднение сварочной проволоки (индекс 0) гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает надежный электрический контакт в токоподающем механизме авппарата, дает надежную дугу. При этом получается беспористый шов с хорошими механическими свойствами. Диаметр проволоки 0,8 мм выбран как оптимальный для сварки основных толщин металлов и нагрузок на сварочные полуавтоматы. Распространенное мнение о возможности выполнения качественной сварки с применением порошковой проволоки без СО2 ошибочно, лучшее качество шва получается при этом виде сварки в среде СО2, а сварка без СО2 применяется в основном при его дефицитности, с наличием присущих ей недостатков при производстве сварочных работ без защитного газа.
Полуавтоматическая сварка в среде углекислого газа исключительно эффективна при сварке тонколистовых углеродистых сталей, где газовая сварка и электродуговая сварка широкого применения не находят, так как получить качественный сварной шов при соединении стальных листов толщиной менее 1,0 мм не представляется возможным. При проведении сварочных работ при ремонте кузовов легковых и пассажирских автомобилей, кабин грузовых автомобилей и тракторов, с толщиной свариваемых листов стали 0,7-1,0 мм, преимущества полуавтоматической сварки в среде углекислого газа по сравнению с газовой сваркой заключаются в том, что: а). процесс подачи плавящегося электрода механизируется; б). в 5 раз возрастает скорость сварки тонколистовой стали; в). увеличивается скорость проведения сварочных работ на стали с толщиной стенки более 1,0мм, благодаря быстрому плавлению электрода; г). в 4 раза снижается зона термического влияния на свариваемые детали; д). шов получается качественнее по внешнему виду и механическим свойствам; е). карбид кальция и кислород заменяются более дешевым углекислым газом, снижается расход материалов; ж). деформация металла сведится к минимуму и поэтому упрошается обработка сварочного шва; з). снижаются вредные выделения газов при сварке.
По сравнению с ручной электродуговой сваркой, сварка в среде СО2 имеет следующие преимущества: а). высокую степень защиты расплавленного металла от воздействия воздуха; б). возможность ведения процесса во всех пространственных положениях; в). возможность визуального наблюдения за процессом формирования шва и его регулирования; г). более высокую производительность процесса, чем при ручной дуговой сварке; д). относительно низкую стоимость сварки в углекислом газе; е). сварщик может наблюдать и контролировать весь процесс формирования шва; ж). напряжение сварки очень невысокое и не представляет никакой опасности для человека; з). техника полуавтоматической сварки проста. Кроме того, что полуавтоматическая сварка обеспечивает высокое качество шва, значительно облегчается поджиг дуги, резко возрастает удобство и скорость работы — сварщик избавлен от необходимости частой смены электродов и зачистки швов от шлака.
В стационарных условиях этому виду сварки составить конкуренцию ни один другой вид сварки не может, с ее помощью сваривают сталь толщиной до 25 —30 мм. Полуавтоматическая сварка исключительно эффективна при изготовлении металлических конструкций с большим количеством швов малой длины — решеток, перил, дверей, ворот, заборов, ограждений и т. п., в мастерских при ремонте сельхозмашин и транспорта, в машино- и приборостроении.
При переходе от сварки штучным электродом к полуавтоматической сварке производительность повышается в 2—4 раза, стоимость 1 кг наплавленного металла в среде углекислого газа ниже в 2 с лишним раза по сравнению с ручной дуговой сваркой.
Преимущество полуавтоматической сварки в СО2 с точки зрения ее качества, производительности и стоимости приводит к замене ею ручной сварки во всех отраслях промышленности и сельского хозяйства.
gidro.tech-group.pro
Как выполняется полуавтоматическая сварка в среде углекислого газа
Описываемая в тексте полуавтоматическая сварка в среде углекислого газа отличается от сварочных работ в других средах по ряду параметров. Эти отличия зависят от физических и химических свойств защитных газов, а также от характеристик электродного металла, свариваемого металла и других параметров и условий производства.
Сварка и наплавка в среде углекислого газа.
Углекислая сварка имеет целый ряд преимуществ, которые делают этот вид сварочных работ весьма популярным и востребованным. Из-за простоты самого процесса и очень малого расхода материалов этот доступный вид полуавтоматической сварки применяется в таких направлениях, как:
- судостроительные и судоремонтные работы;
- машиностроение;
- в строительстве и ремонте трубопроводов;
- в различных монтажных работах;
- в производстве различной аппаратуры и котлов;
- при заваривании повреждений на стальном литье.
Схема полуавтоматической сварки.
Самое частое применение такая сварка полуавтоматом получила в автомобильной промышленности. Здесь ее используют при восстановлении тонкостенных деталей автомобильного кузова. И углекислотная сварка позволяет делать сварные швы на кузове автомобиля практически незаметными.
Нельзя не отметить тот факт, что сварочные работы в среде углекислого газа имеют явное преимущество перед такими же работами под флюсом.
Преимущества эти состоят в возможности наблюдения оператором по сварке углекислотой за ходом всего процесса и за горением сварочной дуги, которая остается видимой и не закрыта от наблюдения самим флюсом. Привлекает также факт возможности выполнения сварки углекислотой даже в домашних условиях без привлечения дорогостоящего специалиста и своими руками. Рассмотрим подробнее некоторые особенности технологии описываемого процесса.
Сварка в углекислом газе и ее основные особенности
При выполнении полуавтоматической или же полностью автоматизированной газосварки металла рассматриваемым способом нужно знать некоторые особенности этого процесса для выполнения работ с максимальным качеством и минимальными затратами. Если указывать лишь на основные моменты, то можно перечислить следующие достоинства этого метода:
Схемы расположения и поперечные колебания электрода при полуавтоматической сварке в углекислом газе.
Высокая производительность процесса ввиду максимально полного использования тепловой энергии сварочной дуги.
- Высокая степень качества сварных швов.
- Возможность работать как в полуавтоматическом режиме сварки, так и в полностью автоматическом.
- Низкая стоимость углекислого газа как защитного буфера.
- Возможность сварки тонкого металла и использование при этом электрозаклепки.
Чтобы понять, чем обусловлены столь высокие показатели такого процесса в среде углекислого газа, рекомендуется посмотреть представленное видео. При этом нужно обратить внимание на то, что электрическая дуга возбуждается путем касания конца сварочной проволоки к изделию, а сам выпуск проволоки достигается нажатием специальной пусковой кнопки на держателе. При наличии необходимых навыков и нужного оборудования, такой тип сварки металла можно выполнять и своими руками.
Вернуться к оглавлению
Описание используемого газа для сварки СО2
Для выполнения сварочных работ полуавтоматом с углекислотой используются стандартные баллоны с газом черного цвета и с соответствующей маркировкой. Стандартный баллон с газом содержит 40 л углекислого газа. При этом в баллоне содержится около 25 кг углекислоты в жидкой форме, а остальной объем баллона занимает углекислый газ. Этого количества хватает обычно на 15-20 часов работ, но расход, конечно, зависит от интенсивности самих сварочных работ. Давление газа в баллоне составляет 60-70 кг/см².
Для выполнения обычных сварочных работ используется СО2 с концентрацией >98%, а для выполнения более точных работ — уже >99%.
Если в самой углекислоте для сварки содержится большое количество влаги, это приводит к тому, что металл при сварке будет разбрызгиваться. Чтобы этого избежать, применяется специальный осушитель, который изготавливается на основе силикагеля или медного купороса, алюминия. Этот осушитель помогает удалять избыточную влагу.
В том случае, если газосварка выполняется с соблюдением всех технологических норм и используются оптимальные материалы, можно гарантировать получение сварных швов высочайшего качества.
expertsvarki.ru
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Углекислотный сварочный аппарат
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Вольфрамовый электрод
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.
Готовим кузовной металл
Сварка прерывистым швом
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Прерывистый шов
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить
Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
Зачистка кузова
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
auto-wiki.ru
Режимы и методы сварки, использование полуавтоматов
Значительная часть сварочных работ сегодня осуществляются с применением дуговой сварки плавящимся электродом в среде защитного газа (полуавтоматическая сварка, MIG-MAG сварка).которая характеризуется множеством неоспоримых выгод и преимуществ.Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки — напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
Рассмотрим этот вопрос более подробно, отталкиваясь от ситуации замены защитного газа от традиционной углекислоты на аргоновую сварочную смесь с применением полуавтомата.
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток. величина которого регулируется и устанавливается в зависимости от параметров сварки, толщины (диаметра) сварочной проволоки и скорости подачи сварочной проволоки в горелку. Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.Параметры режимов сварки
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая «привычка» может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.
CO2 — Сварочный аппарат для тяжелых условий эксплуатации Mig 250 Производитель из Газиабада
Подробная информация о продукте:
| Минимальное количество заказа | 01 Набор |
| Текущая | 200-300 A |
| Модель MIG 250 | |
| Тип сварки | ИНВЕРТОР |
| Напряжение | THREE |
| Использование / применение | MILD STEEL |
| Режим охлаждения | |
| FORCED Автоматическая |
Сварочный процесс MIG является полуавтоматическим.Это также называется газовой дуговой сваркой металла (GMAW). Процесс сварки MIG был разработан в 1940 году. Поскольку это полуавтоматический процесс, сварочная проволока поставляется постоянно. Эта проволока подается от механизма подачи проволоки, который имеет моторизованную функцию. Проволока прошла через гильзу, в которой через тот же кабель подается газ в точку, где образуется дуга. Сварка MIG используется в производстве, где требуется более высокая производительность. В процессе требуется электричество для производства тепла, электрод или присадочная проволока для соединения и инертный газ для защиты сварного соединения от воздуха в виде инертного газа Co2.Мы просим вас купить сварочный аппарат MIG, и если в этом процессе сварки используется робот, эта сварка станет автоматической. Этот процесс сварки MIG является быстрым, экономичным и позволяет производить больше сварочных агрегатов за короткий период времени, поэтому это более эффективный метод сварки.
Типы проволоки, которую мы использовали: углеродистая сталь, нержавеющая сталь и алюминий. Механизм подачи проволоки требует специальной замены для алюминиевой присадочной проволоки. Углеродистая сталь лучше всего подходит для сварки MIG. Сварка MIG — это чистая сварка без дыма, очень дешевая, быстрая, экономия времени на замену электрода минимальна, поэтому время экономично.Подходит для точечной и прихваточной сварки.
Мы, как производители сварочного оборудования, предлагаем эксклюзивный ассортимент для покупки сварочного аппарата MIG или обычного диодного аппарата, тиристорного управления и инверторного сварочного аппарата MIG, который полезен при сварке различных подходящих поверхностей. Мы предлагаем MIG в широком диапазоне от 200, 250, 300, 400 и 600 ампер. Для удобства наших клиентов мы предлагаем прайс-лист на сварочные аппараты MIG. Мы можем производить широкий ассортимент и очень большое количество сварочных аппаратов MIG на нашем производственном предприятии.
Дополнительная информация:
- Производственная мощность: 24
- Срок поставки: ГОТОВ
- Детали упаковки: BOX Packing
CO2 Сварка — обзор
6.04.1 Введение
Вероятно нет другая техника была и остается более важной для прочности, удобства и развития человечества, чем сварка. Это важный процесс в построении нашего мира в различных аспектах, включая сельское хозяйство посредством производства мотокультиваторов, тракторов и комбайнов; пищевая промышленность путем производства дробилок, плит и конвейеров; добыча полезных ископаемых путем производства буров, экскаваторов и трамваев; перевозки за счет производства грузовиков, поездов, кораблей, легковых автомобилей, автобусов и самолетов; обеспечение безопасности при производстве танков, ракет и подводных лодок; производство и передача электроэнергии; информационная коммуникация; и сотни других приложений ( 1 ).
Сварка — это технология, обеспечивающая самый быстрый, прочный и экономичный способ соединения металлов. Область сварки перешла от угольных печей и молотов, используемых для ковки чугуна, к современным методам, таким как концентрированные ускоренные свободные электроны электронно-лучевого процесса и преимущества роботов и лазеров. Сварка берет свое начало в огне кузнецов, которые могли выковать два раскаленных металла вместе с ударами молотка и терпением ( 2 ).
Предварительно простым определением сварки было «соединение металлов путем их нагрева до расплавленного состояния и их сплавления». С ростом прогресса в сварочных процессах и технологиях определение изменилось. Совершенно верно сказать, что сварной шов прочнее основного металла. Помимо классических областей применения сварки, таких как судостроение, автомобилестроение, строительство зданий и трубопроводов, в настоящее время методы сварки используются в более сложных областях, включая авиацию, космические аппараты и ядерные реакторы.
Традиционно дуговая сварка и сварка кислородно-ацетиленовым топливом были двумя основными методами сварки, но в настоящее время используются более современные технологии, такие как импульсная газовая сварка вольфрамовым электродом (GTAW), плазменная сварка и резка, дуга под флюсом, импульсная газовая сварка металла и газа ( GMAW), электронно-лучевой и лазерной сварке. По сути, существует два типа сварки: плавление и не плавление. Первый является наиболее распространенным и включает фактическое плавление соединяемых основных металлов. Сварка без плавления чаще всего представляет собой пайку и пайку, при которых основной металл нагревается, но не расплавляется, а между ними расплавляется второй или «присадочный» металл, образуя прочную связь при охлаждении ( 3 ).
6.04.1.1 История сварки
Самые ранние свидетельства о сварке восходят к бронзовому веку. Самыми ранними примерами сварки являются свариваемые золотые шкатулки, относящиеся к эпохе бронзы. Египтяне также научились искусству сварки. Некоторые из их металлических инструментов были сделаны сваркой. В средние века на первый план вышла группа специализированных мастеров, называемых кузнецами. Кузнецы средневековья сваривали различные виды металлических орудий молотком. Способы сварки оставались более или менее неизменными до начала девятнадцатого века.В девятнадцатом веке в сварке произошел крупный прорыв. Использование открытого огня (ацетилена) стало важной вехой в истории сварки, поскольку открытый огонь позволил изготавливать сложные металлические инструменты и оборудование. Англичанин Эдмунд Дэви открыл ацетилен в 1836 году, и вскоре ацетилен стал использоваться в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел аккумуляторный инструмент, который мог производить дугу между угольными электродами. Этот инструмент широко применялся при сварке металлов.В 1881 году французскому ученому Огюсту Де Меритенсу удалось сплавлять свинцовые пластины, используя тепло, выделяемое от дуги. Позже российский ученый Николай Бенардос и его соотечественник Станислав Ольшевский разработали электрододержатель, на который они получили патенты в США и Великобритании.
В 1890-е годы одним из самых популярных методов сварки была угольная дуга. Примерно в то же время американский C.L. Компания Coffin получила патент США на дуговую сварку металлическим электродом. Н.Г. Компания Slavianoff из России использовала тот же принцип для литья металлов в формы.Металлический электрод с покрытием был впервые представлен в 1900 году Штроменгером. Слой извести сделал дугу более стабильной. В этот период был разработан ряд других сварочных процессов. Некоторые из них включали шовную сварку, точечную сварку, стыковую сварку оплавлением и торцевую сварку. Примерно в это же время стержневые электроды стали популярным сварочным инструментом.
После окончания Первой мировой войны Комфорт Эйвери Адамс основал Американское сварочное общество. Целью общества было продвижение сварочных процессов.К.Дж.Хольстаг также изобрел переменный ток в 1919 году. Однако переменный ток впервые получил коммерческое применение в сварочной промышленности только в 1930-х годах. Автоматическая сварка была впервые представлена в 1920 году. Изобретен П.О. Nobel, автоматическая сварка интегрировала использование дугового напряжения и оголенных электродных проволок. Его использовали для ремонта и литья металлов. В течение этого десятилетия также было разработано несколько типов электродов.
Нью-Йоркская военно-морская верфь разработала технологию сварки шпилек. Сварка шпилек все шире использовалась в строительной отрасли, а также в судостроении.Именно в это время Национальная трубная компания разработала сварочный процесс, называемый сваркой с задушенной дугой. В судостроении процесс приварки шпилек был заменен более совершенной дуговой сваркой под флюсом. Новый тип сварки для бесшовной сварки алюминия и магния был разработан в 1941 году Мередит. Этот запатентованный процесс получил название сварки Heliarc ® . Дуговая сварка металлом в среде защитного газа, или GTAW, была еще одной важной вехой в истории сварки; он был разработан в Battelle Memorial Institute в 1948 году.Сварочный процесс CO 2 , популяризированный Любавским и Новошиловым в 1953 году, стал первым выбором для сварки сталей, поскольку он был сравнительно экономичным. Вскоре электродные проволоки меньшего диаметра сделали сварку тонких материалов более удобной. В 1960-х годах в сварочной отрасли произошло несколько достижений: сварка с двойным экраном и внутренним экраном, а также электрошлаковая сварка были одними из важных сварочных достижений десятилетия. В это время компания Gage изобрела плазменную сварку.Его использовали для напыления металла. Французы также разработали электронно-лучевую сварку, которая до сих пор используется в авиастроительной промышленности США.
Некоторые из последних достижений в сварочной промышленности включают процесс сварки трением, разработанный в России, и лазерную сварку. Изначально лазер был разработан в Bell Telephone Laboratories, но сейчас он используется для различных видов сварочных работ. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла.Это связано с присущей лазерам способностью обеспечивать точность для всех видов сварочных работ. Сварка трением, в которой используются скорость вращения и давление осадки для обеспечения теплоты трения, была разработана в Советском Союзе. Это специализированный процесс, который применяется только тогда, когда необходимо сварить достаточный объем аналогичных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Недавно компания Pulsar Ltd. представила магнитно-импульсную сварку.Израиля с использованием емкостной энергии в качестве твердотельного сварочного процесса. Разрядив 2 миллиона ампер менее чем за 100 мкс, этот процесс может создать металлургический, неметаллургический или механический замок, в зависимости от используемой подложки. Зона термического влияния (HAZ) не создается, поскольку происходит повышение температуры всего на 30 ° C.
За последние 50 лет в сварке появилось больше инноваций, и с изобретением лазера использование лазерного луча для сварки стало популярным на автоматизированных предприятиях.Также было много улучшений в области безопасности, а инструменты, оборудование и защитная одежда теперь делают сварку очень безопасной деятельностью ( 4 ).
6.04.1.2 Промышленная автоматизация
На сегодняшнем глобальном рынке производственные организации сталкиваются с конкуренцией как на национальном, так и на международном уровне, что вынуждает их повышать эффективность своей деятельности. С этой целью концепция компьютерного интегрированного производства (CIM) была внедрена в различных производственных средах с различными целями, включая повышение производительности труда, улучшение качества продукции, повышение производительности капитальных ресурсов и обеспечение быстрого реагирования на потребности рынка.Стратегия CIM заключается в интеграции информационных баз различных единиц автоматизации в традиционные рамки производства. В этом отношении CIM можно рассматривать как систему управления с обратной связью, где типичный ввод — это заказ на продукт, а соответствующий вывод — это доставка готового продукта ( 5 ).
Автоматизация физических производственных процессов в цехе — ключевой компонент стратегии CIM для повышения производительности. В этом контексте роботы сыграли важную роль в автоматизации различных операций.Роботы успешно автоматизируют простые и повторяющиеся операции, одновременно повышая качество производимой продукции во многих производственных областях. Использование роботов также весьма желательно в опасных производственных операциях, таких как окраска распылением и сварка, которые представляют известные риски для здоровья людей-операторов.
Промышленные роботы — неотъемлемые компоненты сегодняшнего завода и даже в большей степени завода будущего. Спрос на использование роботов проистекает из потенциала гибких, интеллектуальных машин, которые могут выполнять задачи повторяющимся образом при приемлемых уровнях стоимости и качества.Самой активной отраслью применения роботов является автомобильная промышленность, и существует большой интерес к применению роботов для сварочных и сборочных операций, а также для погрузочно-разгрузочных работ. Типичные области применения роботов включают сварку, покраску, сборку, подбор и размещение (например, упаковку, укладку на поддоны и технологию поверхностного монтажа), проверку продукции и испытания; все выполнено с высокой выносливостью, скоростью и точностью.
Наиболее часто используемые конфигурации роботов — это шарнирные роботы, роботы SCARA, роботы Delta и роботы с декартовой координатой (также известные как портальные роботы или роботы x-y-z).В контексте общей робототехники большинство типов роботов попадают в категорию роботизированных манипуляторов (что связано с использованием слова манипулятор в ранее упомянутом стандарте ISO). Роботы обладают разной степенью автономности:
- •
Некоторые роботы запрограммированы на выполнение определенных действий снова и снова (повторяющиеся действия) без изменений и с высокой степенью точности. Эти действия определяются запрограммированными процедурами, которые определяют направление, ускорение, скорость, замедление и расстояние для серии скоординированных движений.
- •
Другие роботы гораздо более гибки в отношении ориентации объекта, на котором они работают, или даже задачи, которая должна выполняться на самом объекте, которую робот может даже идентифицировать. Например, для более точного руководства роботы часто содержат подсистемы машинного зрения, действующие как их «глаза», связанные с мощными компьютерами или контроллерами. Искусственный интеллект или то, что его называют, становится все более важным фактором в современном промышленном роботе.
Джордж Девол подал заявку на получение первых патентов на робототехнику в 1954 году (выдан в 1961 году). Первой компанией по производству роботов была Unimation, основанная Деволом и Джозефом Ф. Энгельбергерами в 1956 году и основанная на оригинальных патентах Девола. Роботов Unimation также называли программируемыми машинами передачи, потому что их основное предназначение вначале заключалось в переносе объектов из одной точки в другую на расстоянии менее дюжины футов или около того. Они использовали гидравлические приводы и были запрограммированы в совместных координатах; я.е., углы различных суставов сохранялись во время фазы обучения и воспроизводились в процессе работы. Они имели точность с точностью до 1/10 000 дюйма ( 5 ) (примечание: хотя точность не является подходящей мерой для роботов, обычно ее оценивают с точки зрения повторяемости). Позже Unimation передала лицензию на свою технологию Kawasaki Heavy Industries и GKN, производящим Unimates в Японии и Англии соответственно. Некоторое время единственным конкурентом Unimation была компания Cincinnati Milacron Inc. из Огайо. Ситуация радикально изменилась в конце 1970-х годов, когда несколько крупных японских конгломератов начали производить аналогичные промышленные роботы ( 6 ).
В 1969 году Виктор Шейнман из Стэнфордского университета изобрел Стэнфордскую руку, полностью электрический шестиосевой шарнирный робот, предназначенный для решения рук. Это позволило ему точно следовать произвольным путям в космосе и расширило потенциальное использование робота для более сложных приложений, таких как сборка и сварка. Затем Шейнман спроектировал вторую ветвь для лаборатории MITAI, названную «ветвью MIT». Шейнман, получив стипендию от Unimation на разработку своих проектов, продал эти проекты Unimation, которая при поддержке General Motors разработала их, а затем продал как Программируемый универсальный сборочный станок (ПУМА).
Промышленная робототехника довольно быстро стала популярной в Европе, и ABB Robotics и KUKA Robotics выпустили роботов на рынок в 1973 году. ABB Robotics (ранее ASEA) представила IRB 6, одного из первых в мире коммерчески доступных роботов, полностью управляемых электрическими микропроцессорами. . Первые два робота IRB 6 были проданы компании Magnusson в Швеции для шлифовки и полировки изгибов труб и были запущены в производство в январе 1974 года. Также в 1973 году KUKA Robotics построила своего первого робота, известного как FAMULUS, который также является одним из первых роботов с шарнирно-сочлененной рамой, который имеют шесть осей с электромеханическим приводом.
Интерес к робототехнике возрос в конце 1970-х, и многие американские компании вышли на рынок, в том числе такие крупные фирмы, как General Electric и General Motors (которые создали совместное предприятие FANUC Robotics с японской FANUC LTD). Американские стартап-компании включали Automatics и Adept Technology, Inc. На пике бума роботов в 1984 году Unimation была приобретена Westinghouse Electric Corporation за 107 миллионов долларов. В 1988 году Westinghouse продала Unimation французской компании Stäubli Faverges SCA, которая до сих пор производит шарнирных роботов для общепромышленных и чистых помещений, и даже купила роботизированное подразделение Bosch в конце 2004 года.
Лишь нескольким неяпонским компаниям удалось выжить на этом рынке, основными из которых являются Adept Technology, Stäubli-Unimation, шведско-швейцарская компания ABB Asea Brown Boveri, немецкая компания KUKA Robotics и итальянская компания Comau.
6.04.1.3 Сварочные роботы
Что делает робототехнику настолько интересной, так это то, что это наука о гениальных устройствах, сконструированных с точностью, питаемых от постоянного источника питания и гибких с точки зрения программирования.Это не обязательно означает открытый исходный код, это означает наличие мощных расширенных программных интерфейсов и стандартов де-факто как для оборудования, так и программного обеспечения, обеспечивающих доступ к возможностям системы без ограничений. Это особенно необходимо в исследовательской среде, где требуется хороший доступ к ресурсам для реализации и тестирования новых идей. Если это возможно, системному интегратору (или даже исследователю) не потребуется программное обеспечение с открытым исходным кодом, по крайней мере, для традиционных областей робототехники (промышленных роботов-манипуляторов и мобильных роботов).На самом деле, этого также может быть очень трудно достичь, поскольку в этих областях робототехники десятилетия инженерных усилий достигли очень хороших результатов и надежных машин, которые нелегко сопоставить. Тем не менее, эта проблема с открытым исходным кодом очень важна для новых исследований робототехники (таких как гуманоидная робототехника, космическая робототехника, роботы для использования в медицине) как способ распространения и ускорения разработки.
Промышленная роботизированная сварка — безусловно, самое популярное применение робототехники во всем мире ( 7 ).На самом деле существует огромное количество изделий, для сборки которых требуются сварочные операции. Автомобильная промышленность, вероятно, является наиболее важным примером, с операциями точечной сварки и сварки MIG / MAG в кузовных цехах сборочных линий. Тем не менее, все большее число малых предприятий, ориентированных на клиента, производят небольшие серии или уникальные продукты, предназначенные для каждого клиента. Этим пользователям необходим хороший и высокоавтоматизированный процесс сварки, чтобы своевременно и качественно реагировать на потребности клиентов.Именно для этих компаний концепция гибкого производства ( 8 , 9 ) наиболее применима, очевидно, при поддержке гибких производственных установок (рис. 1). Несмотря на весь этот интерес, промышленная роботизированная сварка немного эволюционировала и далека от того, чтобы быть решенным технологическим процессом, по крайней мере, в общем. Процесс сварки сложен, его трудно параметризовать, а также эффективно контролировать и контролировать ( 10 — 14 ). Фактически, большинство методов сварки не полностью изучены, а именно влияние на сварные соединения, и используются на основе эмпирических моделей, полученных опытным путем в конкретных условиях.Влияние процесса сварки на свариваемые поверхности в настоящее время полностью не изучено. В большинстве случаев сварка (например, сварка MIG / MAG) может вызывать чрезвычайно высокие температуры, сосредоточенные в небольших зонах. Физически это заставляет материал испытывать чрезвычайно высокие и локализованные циклы теплового расширения и сжатия, которые вносят изменения в материалы, которые могут влиять на его механическое поведение наряду с пластической деформацией ( 15 — 17 ).
Рисунок 1. Зона промышленного робота.
Воспроизведено из Pires, N .; Loureiro, A .; Bölmsjo, G. Сварочные роботы, технологии, системные проблемы и приложения ; Springer-Verlag: London, 2006.Эти изменения должны быть хорошо известны, чтобы минимизировать последствия. Использование роботов для выполнения сварочных задач непросто и было предметом различных исследований и разработок ( 18 — 22 ). И это потому, что современный мир производит огромное количество разнообразных продуктов, в которых для сборки некоторых деталей используется сварка (рис. 2).Если процент сварных соединений, включенных в изделие, достаточно велик, то для выполнения сварочной задачи следует использовать какую-то автоматизацию. Это должно привести к более дешевым продуктам, поскольку можно повысить производительность и качество, а также снизить производственные затраты и рабочую силу ( 23 ). Тем не менее, когда к сварочной установке добавляется робот, количество и сложность проблем возрастает. Роботы по-прежнему сложно использовать и программировать обычными операторами, они имеют ограниченное количество удаленных средств и программных сред, а управление ими осуществляется с помощью закрытых систем и ограниченных программных интерфейсов ( 24 — 28 ).
Рисунок 2. Традиционные и современные области исследований робототехники.
Воспроизведено из Pires, N .; Loureiro, A .; Bölmsjo, G. Сварочные роботы, технологии, системные проблемы и приложения ; Springer-Verlag: Лондон, 2006.MIG / MAG Co2 Welding Machine Производитель в Мумбаи, Индия
Аппарат для сварки углекислым газом MIG / MAG
Газовая дуговая сварка металла (GMAW), иногда называемая ее подтипами, сварка в среде инертного газа (MIG) или сварка в активном газе (MAG), представляет собой процесс сварки, при котором электрическая дуга образуется между плавящимся проволочным электродом и изделием. кусок металла, который нагревает металл заготовки, заставляя их плавиться и соединяться.Наряду с проволочным электродом через сварочную горелку подается защитный газ, который защищает процесс от загрязнений в воздухе. Процесс может быть полуавтоматическим или автоматическим. Источники питания постоянного напряжения, постоянного тока чаще всего используются с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW: шаровое, короткое замыкание, распыление и импульсное распыление, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.Это более быстрый и экономичный процесс сварки. С помощью этого процесса можно сваривать почти все металлы. В качестве защитного газа используется аргон, аргон + CO2 или только CO2, в зависимости от свариваемых металлов. Инертный газ (аргон) используется для алюминия, нержавеющей стали и т. Д. Активный газ CO2 или смесь аргона + CO2 используется для сварки мягкой стали. Иногда используют гнутую порошковую проволоку.
Сварочный аппарат MIG / MAG (CO2) на диодной основе
Это источники питания постоянного напряжения. Выходное напряжение выбирается пошагово.Выбранное напряжение остается почти постоянным, но колеблется в зависимости от колебаний входного напряжения питания. Нет управления с обратной связью для поддержания постоянного напряжения. Механизм подачи проволоки используется для подачи расходуемых электродов. Катушка с проволокой установлена на механизме подачи проволоки, который имеет двух- или четырехвалковый механизм, приводимый в действие двигателем постоянного тока с постоянными магнитами или двигателем печати с сервоуправлением, который обеспечивает постоянную подачу проволоки. Через горелку подают электрод и защитный газ. Расход газа регулируется вручную с помощью расходомера и регулятора.Газ CO2 гигроскопичен по своей природе, поэтому поглощает влагу, как только она выходит из баллона под давлением. В линии подачи газа вскоре после баллона используется подогреватель для нагрева газа, поскольку влажный газ ухудшает качество сварки.
Тиристорный сварочный аппарат MIG / MAG (CO2)
Тиристоризованные источники сварочного тока MIG / MAG (CO2), как правило, представляют собой источники питания постоянного напряжения, но иногда характеристики постоянного тока также предоставляются в качестве опции. Он имеет управление с обратной связью для поддержания заданного напряжения (или тока в случае опции постоянного тока) постоянным.Выходное напряжение можно регулировать бесступенчато. Такие источники питания также доступны с программируемыми функциями и синергетическими опциями. Механизм подачи проволоки, сварочная горелка, расходомер и регулятор газа, подогреватель газа — важные аксессуары для сварки. Этот тип источника питания обеспечивает более надежное качество сварки по сравнению с диодным источником питания.
Сварочный аппарат MIG / MAG на базе инвертора
Инвертируемые источники питания MIG / MAG предназначены для работы с постоянным напряжением или комбинацией характеристик постоянного напряжения / постоянного тока.Качество сварки, эффективность и общая производительность с этим типом источника питания максимальны. Брызги незначительны. При сварке труб можно достичь качества сварки, максимально приближенного к процессу TIG. Выходные характеристики источника питания и подачи проволоки могут быть запрограммированы для достижения желаемых параметров сварки для обеспечения превосходного качества сварки. Такие источники питания удобнее интегрировать для приложений автоматизации. Механизм подачи проволоки, сварочная горелка, расходомер и регулятор газа, подогреватель газа — важные аксессуары для сварки.
О нас
О TULSA GAS & GEAR
Tulsa Gas & Gear — независимая сварочная компания в Талсе, штат Оклахома. TGG заработала репутацию ведущего поставщика комплексных сварочных услуг. Наша репутация с полным спектром услуг была заработана благодаря нашему большому запасу сварочных материалов, современной заправочной станции сварочного газа, полному ремонту сварочного оборудования, легкодоступному аренде сварочного оборудования, а также обеспечению лучшего обслуживания клиентов.
Сварочные материалы являются основой Tulsa Gas & Gear. Большинство магазинов сварочных материалов представляют собой магазины по каталогам. На складе очень мало, а в остальном заказывают. Только не Tulsa Gas & Gear. Наш склад площадью 12500 кв. Футов полностью укомплектован высококачественным сварочным оборудованием и сварочным оборудованием от ведущих мировых брендов.
Наши газы включают сварочные газы промышленного класса, специальные и калибровочные газы высокой чистоты, газы для напитков и технический пропан.TGG имеет возможность предоставить газовые решения для баллонов высокого давления, трубных прицепов высокого давления, переносных сжиженных газов Дьюара, микросистем и систем для массовых грузов.
Если у вас есть краткосрочный проект или вам нужна замена на время ремонта оборудования, Tulsa Gas & Gear предлагает в аренду полный спектр оборудования для дуговой сварки и вспомогательного оборудования для сварки. TGG может предоставить все необходимое сварочное оборудование для любой работы.
Мы считаем, что это полный комплекс сварочных услуг, поэтому услуги по ремонту оборудования просто необходимы.Наши специалисты по ремонту оборудования обучены ремонтировать сварочное оборудование всех основных торговых марок, которые мы продаем.
Чтобы быть лучшим, необходимо высокое качество обслуживания клиентов. В нашу команду входят самые опытные в отрасли. Мы считаем, что клиенты — это больше, чем просто номер счета. TGG развивает отношения с нашими клиентами, чтобы лучше понимать их потребности и помогать находить решения. Наша команда менеджеров активно участвует в повседневных операциях, что делает нас более гибкими и способными реагировать на потребности клиентов, чем крупные национальные поставщики.
Может ли ваш текущий поставщик все это предложить? Мы являемся лучшим поставщиком сварочных материалов в Северо-Восточном Оклахоме. Вы можете доверить Tulsa Gas & Gear все свои потребности в газовом и сварочном оборудовании.
НАША ИСТОРИЯ
Tulsa Gas & Gear была основана в марте 2011 года с целью предоставления клиентам высококачественной продукции и отличного обслуживания по конкурентоспособной цене. В МАРТЕ 2015 ГОДА TULSA GAS & GEAR РАСШИРИЛА СВОИ ВОЗМОЖНОСТИ ОБСЛУЖИВАНИЯ КЛИЕНТОВ, ПРИСОЕДИНЯЯСЯ к ПОКУПАТЕЛЬНОЙ ГРУППЕ LDA.Наш склад площадью 12500 кв. Футов полностью укомплектован широким спектром сварочных материалов. В декабре 2017 года компания Tulsa Gas & Gear открыла завод по заправке газовых баллонов и продолжала расширять услуги и возможности по газу в течение 2018 и 2019 годов. В начале 2018 года TGG добавила свой первый прицеп с азотной трубкой. К концу 2018 года мы расширили возможности наших заправочных станций, добавив заправочные баллоны водородом. В 2019 году компания TGG расширила возможности по заправке газом, добавив автоцистерну для доставки мелких партий аргона и систему доставки углекислого газа (CO2).Летом 2019 года мы снова будем расширять возможности нашей заправочной станции, добавляя заправочную станцию гелием. Мы также будем расширять наши возможности по доставке газа наливом, добавляя криогенный транспорт кислорода. Мы по-прежнему стремимся быть поставщиком сварочных материалов для наших клиентов. Приходите и узнайте, почему мы являемся поставщиком сварочного оборудования Талсы.
НАША МИССИЯ
Целью Tulsa Gas & Gear является обслуживание и удовлетворение потребностей наших клиентов за счет повышения рентабельности и качества наших продуктов и услуг.Tulsa Gas & Gear продолжает создавать команду людей, которые будут развивать и поддерживать отношение к качеству и сервису, ведущее в отрасли.
НАШИ ЛЮДИ
Наши опытные продавцы и специалисты по ремонту предлагают решения, которые экономят время и деньги наших клиентов. МЫ ГОРДимся ОБСЛУЖИВАНИЕМ КЛИЕНТОВ И ЗНАЕМ, ЧТО КАЖДЫЙ КЛИЕНТ ИМЕЕТ РАЗНЫЕ ПОТРЕБНОСТИ. ПОЭТОМУ МЫ ПЫТАЕМСЯ РАЗВИВАТЬ ОТНОШЕНИЯ С КЛИЕНТАМИ, ЧТОБЫ ПОМОЧЬ НАМ ЛУЧШЕ ПОНИМАТЬ, КАК СОЗДАТЬ РЕШЕНИЕ ДЛЯ ИХ КОНКРЕТНЫХ ТРЕБОВАНИЙ.Приходите или позвоните нам сегодня, чтобы узнать, как мы можем помочь удовлетворить ваши потребности в сварке.
Какой газ используется для сварки MIG: полное руководство
Выбор подходящего защитного газа для сварки MIG может значительно улучшить качество сварки, а также сэкономить время и деньги. Чтобы выбрать подходящий газ или газовую смесь, вы должны принять во внимание различные факторы, включая материал, метод переноса, стоимость и объем необходимой очистки.
Какой газ используется для сварки MIG? Для сварки MIG используется инертный газ. или сварка металла в среде защитного газа. Используйте инертный газ в качестве защитного газа.Защитный газ предотвращает попадание в зону сварки нежелательных загрязняющих веществ, таких как кислород и азот, содержащихся в воздухе.
Защитные газы используются в некоторых сварочных процессах и состоят из инертного газа и / или полуинертного газа. Часто полуинертные или неинертные газы используются в небольших количествах и технически превращают процесс в сварочный процесс GMAW, а не в сварочный процесс MIG («Сварочные газы MIG», н.о.).
В зависимости от того, свариваете ли вы черные или цветные металлы, ваши наиболее распространенные варианты будут варьироваться от смеси аргона и углекислого газа до чистых форм того и другого.Также доступны более дорогие смеси для сварки нержавеющей стали. К негативным последствиям выбора неправильного типа газа относятся выгорание, непостоянный рисунок шариков, чрезмерное испарение и разбрызгивание.
Поначалу это может показаться ошеломляющим со всеми доступными опциями. Однако в этой статье я опишу ваши лучшие варианты сварки MIG на основе нескольких различных приложений. Я начну с краткого обзора того, что такое защитный газ и из чего состоят эти газы.
Инертные газы: аргон и гелийИнертный газ или благородный газ — это газ, обладающий высокой стойкостью к химическим изменениям при определенных обстоятельствах. Аргон и гелий — два инертных газа, которые используются при сварке MIG и TIG. Аргон является наиболее часто используемым инертным газом для сварки MIG, как сам по себе, так и в смеси с одним или двумя другими газами. Аргон обеспечивает неглубокий, но более широкий провар сварного шва и стабильную дугу, в то время как гелий горит намного горячее, чем аргон, и стоит дороже («Сварочные газы MIG», n.г).
Как аргон, так и гелий склонны смешиваться с другими газами, поскольку оба они сравнительно дороги. Кроме того, смеси, состоящие только из инертных газов, таких как аргон и гелий, обычно ограничиваются использованием для цветных металлов, таких как алюминий и медь. Поскольку инертные газы устойчивы к химическим реакциям, они вызывают меньше брызг, чем полуинертные газы. Еще одно соображение заключается в том, что, хотя гелий снижает пористость сварного шва, он также потребляет больше энергии, и необходимо проявлять большую осторожность, чтобы избежать выгорания и перегрева («Сварочные газы MIG», n.г).
Полуинертный и неинертный газПолуинертный газ по-прежнему устойчив к химическим изменениям, но в меньшей степени, чем инертный газ. Двуокись углерода (CO2) — это полуинертный газ, который часто используется при сварке MIG, либо сам по себе, либо в небольшом количестве в смеси с инертным газом. Основные преимущества CO2 в том, что он дешевле инертного газа и позволяет глубже проникать в металл. Основным недостатком CO2 является то, что его более жесткие характеристики дуги приводят к большему разбрызгиванию, что, в свою очередь, требует большей очистки вокруг сварного шва («Сварочные газы MIG», n.г).
Кислород — это неинертный газ, который используется в очень небольших количествах для увеличения проплавления более толстых металлов и нержавеющей стали. Это звучит нелогично, поскольку кислород также ответственен за окисление и ржавчину, обнаруживаемую в дефектных сварных швах. Однако в очень небольших количествах (от одного до пяти процентов) он помогает стабилизировать дугу и дешевле, чем гелий («Сварочные газы MIG», н.у.).
Преимущества смесей C25 и аргон-CO2Каждый из этих газов с различными свойствами имеет свои преимущества и недостатки, и существуют различные смеси, предназначенные для конкретных целей.Одна из наиболее распространенных газовых смесей для сварки MIG — это смесь 75 процентов аргона и 25 процентов углекислого газа, известная как C25. Также широко распространены смеси, состоящие из 80 процентов аргона и 20 процентов CO2, а также 90 процентов аргона и 10 процентов CO2 («Сварочные газы MIG», н.у.).
Хотя C25 дороже, чем 100-процентный CO2, он дешевле, чем 100-процентный аргон. Чем выше содержание аргона, тем выше цена. В то же время сварочный профиль C25 намного уже и приводит к меньшему разбрызгиванию и очистке, чем при 100% CO2.Для большинства применений при сварке MIG C25, вероятно, будет вашим предпочтительным газом («Сварочные газы MIG», нет данных).
Хотя C25 является наиболее распространенным вариантом, ваш метод переноса сварки также определит оптимальный газ для вас. Защитные газы с содержанием двуокиси углерода 25% или выше лучше всего подходят для сварки коротким замыканием или дугой. Более высокие уровни аргона лучше подходят для шарового переноса и дуговой сварки со струйным переносом, поскольку они помогают ограничить разбрызгивание. Опять же, большой компромисс здесь — стоимость («Сварочные газы MIG», прим.г).
Лучший газ для сварки низкоуглеродистой сталиC25 и 100-процентный CO2 являются наиболее часто используемыми газами для углеродистой стали, также часто рекомендуется некоторая смесь аргона, диоксида углерода и кислорода («Сварочные газы MIG», н.у.). Мягкая сталь или низкоуглеродистая сталь легче сваривать или обрабатывать, и она более доступна, чем высокоуглеродистая сталь. Низкое содержание углерода в мягкой стали и более низкие уровни других металлических сплавов, делая ее более доступной, также делают ее более склонной к окислению и ржавчине («What is Mild Steel?», 2016).
Защитные газы, состоящие исключительно из инертного газа, такого как аргон, не подходят для сварки стали методом MIG, поскольку они часто приводят к поднутрению и некрасивому, непоследовательному сварному шву («Сварочные газы MIG», н.о.). Поднутрение — это небольшая канавка в верхней части сварного шва, которая была прорезана в основном металле из-за непостоянной скорости движения или высокого напряжения.
Смеси аргона и кислорода от одного до пяти процентов являются обычными для промышленного применения, например, в автомобильной промышленности для углеродистой и нержавеющей стали («Аргоно-кислородные сварочные смеси», 2012 г.).Риск окисления и ржавчины из-за этих кислородных смесей, очевидно, возрастает с более низким содержанием углерода в мягкой стали.
Tri-mix и нержавеющая стальДля нержавеющей стали иногда используется смесь гелия, аргона и диоксида углерода или гелия, аргона и кислорода. Одним из примеров может быть тройная смесь из 90% гелия, 7,5% аргона и 2,5% CO2. Опять же, добавленные уровни гелия увеличивают тепло, в то время как кислород помогает проникать в более толстые металлы и стабилизировать дугу.И CO2, и гелий требуют более высоких напряжений для поддержания стабильной дуги, а гелий — самый дорогой из инертных газов. Более доступным и распространенным вариантом для нержавеющей стали является C2, который состоит из 98 процентов аргона и 2 процентов углекислого газа («Сварочные газы MIG», н.у.).
Подойдет ли один и тот же газ для сварки MIG и TIG?Сварка TIG или сварка вольфрамовым электродом в среде инертного газа — это еще один вид сварки, в котором используется инертный газ. Однако при сварке TIG используется только инертный газ.Также называемая GTAW (газовая дуговая сварка вольфрамом), сварка TIG основана только на аргоне, гелии или их смеси. Хотя технически возможно сваривать смесями, содержащими газы, такие как углекислый газ или кислород, это не рекомендуется. Двуокись углерода приведет к вспышкам, перегреву и вызовет беспорядок (Nguyen, 2015).
Поскольку для сварки TIG требуется 100-процентный инертный газ, вы потенциально можете использовать 100-процентный аргон для сварки TIG, имея возможность использовать тот же газ для сварки MIG тонкого алюминия (менее ½ дюйма).Для большинства других сварочных операций MIG, особенно для стали, не рекомендуется использовать 100-процентный аргон. Кроме того, поскольку сварка TIG обеспечивает лучшую сварку алюминия с использованием того же газа, трудно понять, почему вы не стали бы просто использовать 100-процентный аргон для сварки алюминия TIG. Если вы часто выполняете сварку TIG и MIG, наличие одного баллона с C25 и одного баллона со 100-процентным аргоном может обеспечить широкий спектр применений.
Чтобы узнать больше о различиях между сваркой MIG и TIG, нажмите здесь!
Баллоны с газом для сварки MIGГазовые баллоны или баллоны доступны в различных размерах, например, 20, 40, 80, 125, 150, 250 и даже 330 кубических футов.Для того, что вы собираетесь часто перемещать, вы, вероятно, ищете что-то от 20 до 125 CF. Газовые баллоны имеют высоту от 14 до 55 дюймов, а меньшие по размеру могут весить от 13 до 71 фунта, поэтому важно учитывать, как часто вы собираетесь перемещать баллон (Jones, 2019).
Для крупномасштабных работ есть еще один вариант — купить или арендовать бензобак или баллон большего размера. Многие сварщики делают это для цилиндров размером более 125 CF. Одним из основных преимуществ больших баллонов является то, что вы будете платить гораздо меньше за кубический фут газа, чем за меньшие баллоны (Jones, 2019).
На газовых баллонах проштампованы месяц и год последней сертификации. Обычно это длится пять лет, если рядом с датой нет отметки в виде звезды. Это означает, что сертификат действителен в течение десяти лет (Byers, 2019).
Давление сварочного газа MIGДля большинства газовых регуляторов давление газа (PSI) от регулятора расхода газа или трубопровода устанавливается на уровне от 25 до 80 фунтов на квадратный дюйм. Регуляторы, предназначенные для CO2, обычно имеют диапазон от 50 до 80 фунтов на квадратный дюйм.На пути к шлангу сварочного пистолета это давление снижается с помощью игольчатого клапана или отверстия диаметром около 0,025 дюйма, которое обычно предварительно установлено на заводе в диапазоне от 3 до 8 фунтов на квадратный дюйм. Необходимое давление зависит от ограничений в сопле пистолета, вызванных разбрызгиванием, или ограничений в кабеле пистолета (Uttrachi, 2019).
Когда такие ограничения возникают в большинстве систем газового потока, которые используют такую систему «дроссельного потока» или «критического потока», автоматическая компенсация потока газа регулируется для поддержания скорости потока газа в среднем на уровне около 5 фунтов на квадратный дюйм.Это связано с тем, что давление газа за штуцером составляет не менее 25 фунтов на квадратный дюйм (Uttrachi, 2019).
Недостатком этого является то, когда вы останавливаетесь сварки, а газ по-прежнему течет, давление газа будет расти в подающем шланге на том же уровне, что и ваш газовый регулятор. Затем, когда вы снова начнете сварку, газ выйдет из сопла сварочной горелки. Это не только пустая трата газа, но и втягивание загрязняющих веществ, таких как влажный воздух, в поток газа и зону сварки (Uttrachi, 2019).
Попытки предотвратить эти отходы газа привела к разработке регуляторов потока газа ниже давления на основе 3 до 8 PSI, необходимых в подающем шланге.Однако это устраняет автоматическую компенсацию потока газа, обеспечиваемую системой засорения потока, и может привести к плохим запускам. В отличие от относительно постоянной скорости потока, достигаемой в обычных системах, испытания регуляторов низкого давления показали колебания скорости потока газа в диапазоне от 16 до 37 кубических футов в час (Uttrachi, 2019).
Расход сварочного газа MIGНе путать с давлением газа (PSI), расход газа измеряется в кубических футах в час (CFH).Скорость потока газа должна быть достаточно высокой, чтобы защитить сварной шов, но слишком высокая настройка может фактически засасывать воздух в сварной шов («Сварочные газы MIG», н.у.).
Находясь в замкнутом пространстве, настройка может составлять всего 15 куб. Правильный поток газа также зависит от диаметра сопла. Всегда проверяйте рекомендации производителя для вашего сварочного оборудования.
Диаграмму сварки MIG, показывающую рекомендации по расходу газа, обычно можно найти в сварочном аппарате.Тем не менее, это рекомендации, и поиск наилучшей настройки расхода газа требует некоторой степени проб и ошибок («Сварочные газы MIG», н.у.).
Среди других факторов, которые следует учитывать при настройке скорости потока, — сварочная поверхность и скорость сварки. Сварка плоских поверхностей требует более высокого расхода газа, чем сварка материалов с канавками. Угловые швы обычно требуют минимальной скорости потока, поскольку они защищены от сквозняков, в то время как стыковые швы требуют более высокого расхода газа, поскольку это не так.Увеличение скорости сварки также потребует большего потока газа, как и сварка более толстого материала.
Срок службы газа во многом зависит от расхода газа. Относительно легко рассчитать время сварки, разделив объем цилиндра в кубических футах (CF) на расход регулятора в кубических футах в час (CFH).
Допустим, вы находитесь в помещении и используете низкую настройку CFH, равную 15. С цилиндром объемом 20 кубических футов у вас будет около часа 18 минут времени сварки MIG.С большим баком 125 CF при тех же настройках это составит около 8 часов 18 минут. При более высоком значении, например 40 CFH, это будет всего полчаса для цилиндра 20 CF и три часа для цилиндра 125 CF (Jones, 2019).
Выберите то, что лучше всего подходит для васЕсли вы ищете лучший вариант для защитного газа для сварки MIG с самым широким применением, 75 процентов аргона и 25 процентов CO2 или что-то близкое к этому, например смесь 80/20, вероятно, будет вашим лучшим выбором. .Если у вас ограниченный бюджет и вы не против убрать немного лишних брызг, углекислый газ дешев и отлично подходит для любительской сварки или экспериментов. Для сварки алюминия методом MIG или для сварки TIG в целом лучше всего подойдет 100-процентный аргон.
Нержавеющая сталь — это то место, где вещи имеют тенденцию дорожать из-за более высоких уровней гелия, смешанного с аргоном и CO2 или кислородом. Даже там у вас есть выбор менее дорогого C2 с миксом 98/20.
Всегда учитывайте, какие материалы вы пытаетесь сваривать, и старайтесь максимально использовать расход газа.Помните, что ваш выбор газа и скорость потока газа являются ключом к равномерному рисунку валика и предотвращению перегрева материала. Проконсультируйтесь с рекомендациями производителя по настройкам расхода газа и поэкспериментируйте, чтобы выбрать наиболее подходящий для вас вариант.
СсылкиСмеси для аргонно-кислородной сварки. (2012). Получено с https://www.praxairdirect.com/Industrial-Gas-and-Welding-Information-Center/Welding-and-Fuel-Gases/StarGold/Argon-Oxygen.html
.Байерс, Б.(2019). Размеры резервуаров с аргоном для сварки MIG, лучшие советы и хитрости. Получено с https://welditmyself.com/argon-tank-sizes/
.Джонс, Д. (2019). Газовый баллон какого размера для сварки MIG? Пришло время принимать решения. Получено с https://welditu.com/welding/tips-mig/what-size-gas-cylinder/
.Сварочные газы MIG. (нет данных). Получено с https://gowelding.org/welding/mig-gmaw/gasses/
.Нгуен, О. (2015). Что такое GTAW (газовая вольфрамовая дуговая сварка)? Получено с https://www.weldingschool.ru / блог / сварка / what-is-gtaw-газ-вольфрамовая-дуговая сварка /
Уттрахи, Дж. (2019). Контроль и оптимизация защитного газа MIG. Получено с http://netwelding.com/Shielding_Gas_Control_Download.pdf
Что такое мягкая сталь? (2016). Получено с https://www.metalsupermarkets.com/what-is-mild-steel/
.Сжатые газы — Welders Universe
Сжатые газыКак при газовой, так и при дуговой сварке сжатые газы используются для защиты ванны расплава, поскольку металл шва осаждается в стыке.В противном случае может произойти окисление, позволяющее пузырькам воздуха и загрязнениям проникать в сварной шов, делая его слабым.
Вот наиболее распространенные газы, используемые в различных сварочных процессах:
Кислородная сварка: Кислород и топливный газ (ацетилен, пропан, пропилен, природный газ, газ Mapp®). Существуют также специальные смеси для кислородной резки, такие как MagneGas.
Сварка МИГ : диоксид углерода (CO2), аргон, гелий или смеси
Сварка TIG : аргон
Когда вы покупаете сварочный аппарат или комплект Oxy-Fuel, вам, как правило, необходимо отдельно закреплять резервуары.Это позволяет вам выбирать между разными размерами в зависимости от того, сколько сварочных работ вы планируете сделать. В промышленных цехах обычно устанавливается коллектор для управления потоком сжатых газов от больших резервуаров к нескольким сварочным станциям. В домашних условиях резервуары меньшего размера подключаются непосредственно к сварочному аппарату или кислородной горелке.
Заправка баков
Когда вы отдаете пустые баллоны лицензированному поставщику газа, вы сдаете их в обмен на заполненные баллоны, которые готовы к работе.Следовательно, поставщик может попросить показать вашу документацию, чтобы убедиться, что пустые резервуары находятся в хорошем рабочем состоянии, прежде чем принимать их. (Имейте это в виду, если вы решите купить подержанный резервуар вместо нового.)
Как правило, вы не оставляете одни и те же резервуары в течение долгого времени, хотя некоторые поставщики пополняют их за дополнительную плату.
Регуляторы, шланги, баки и горелки — как они подключаютсяПеред тем, как начать работать со сжатыми газами или купить свой первый комплект для кислородно-топливной сварки и резки, необходимо изучить несколько стандартных протоколов.
Газовые шланги — При кислородной сварке (и вообще) красный шланг подсоединяется к топливу, а зеленый — к кислороду.
Регуляторы — подключаются между баком и одним концом шланга. Есть два датчика. Один говорит вам, насколько полный бак. Это ближайший к танку. Второй сообщает вам, какое давление применяется к газу, выходящему из резервуара.
При прикреплении регулятора к резервуару никогда заранее не поворачивайте Т-образную рукоятку до упора (по часовой стрелке).Это создает неоправданное давление, которое может повредить регулятор. Вместо этого поверните ручку до упора (против часовой стрелки), что считается положением «выключено» регулятора.
Разъемы — это стандартные соединительные детали «мама» и «папа» на резервуарах, шлангах и ручках горелки. Чтобы убедиться в отсутствии ошибок в настройке оператора, соединитель топливного бака / красного шланга имеет левую (против часовой стрелки) резьбу. Для кислородного баллона / зеленого шланга разъем имеет правую (по часовой стрелке) резьбу.В обоих случаях вам может потребоваться слегка подтянуть соединения с помощью небольшого разводного ключа, чтобы предотвратить утечку.
Не используйте тиски на разъеме. Никогда не используйте масло или смазку (которые могут воспламеняться с кислородом) и никогда не используйте ленту для достижения плотного уплотнения.
Резервуары — Когда резервуар не используется, наверху резервуара должна быть крышка баллона. Держите его закрепленным, чтобы защитить выступающий клапан ( или рыло) от ударов. Неиспользованные емкости по возможности следует хранить в вертикальном положении.Если они лежат набок, вам придется подождать некоторое время, прежде чем вы сможете их использовать. (Порекомендуйте время у поставщика газа.)
Перед установкой регулятора, чтобы вы могли использовать бак, сначала «взломайте» вентиль баллона. Это означает, что нужно стоять с линии огня, медленно ослаблять гайку и на мгновение дать газу вырваться наружу, что очистит проход от любой пыли и мусора. Затем закройте вентиль и присоедините регулятор.
Пока танк используется (и даже когда он не используется), закрепите его цепью или другим ограничителем, чтобы он не выстрелил, как ракета, в случае отсоединения регулятора.
Рукоятка горелки — При кислородно-топливной сварке как обратные клапаны, так и гасители обратного пламени должны быть частью фитингов ручки, где соединяются шланги. Обратный клапан предотвращает смешивание кислорода и топлива внутри шлангов. Гаситель обратного пламени предотвращает прохождение пламени горелки вверх по шлангу в резервуар. Никогда не выполняйте сварку или резку горелкой, у которой нет этого оборудования.
Проверка на утечку газа
После того, как вы затянули соединения в резервуаре, всегда найдите время, чтобы исследовать вашу настройку на предмет каких-либо проблем.Это может быть порванный шланг, неисправное (или отсутствующее) оборудование или утечка. В последнем случае:
- Проверьте манометры регулятора на наличие признаков движения иглы.
- Прислушайтесь к звуку выходящего газа.
- Смочите соединения водой (не маслом) и попытайтесь обнаружить пузырьки воздуха, как если бы вы это делали в спущенной камере шины.
Вот схема полной кислородно-ацетиленовой установки:
Правила безопасности для сжатых газов
Содержимое под давлением считается опасным.При смещении регулятора или клапана внезапный выброс газа может превратить стальной баллон в смертоносную ракету. Газовое топливо горючее и способно мгновенно вызвать ожоги третьей степени. Они также могут зажечь магазинный огонь. Длительное вдыхание любого токсичного газа может вызвать неблагоприятные последствия для здоровья или привести к летальному исходу.
Из-за этих опасностей любой сотрудник или любитель должен быть заранее полностью проинструктирован обо всех протоколах безопасности. Хотя несчастные случаи случаются редко, их почти не бывает, если информированные работники действуют ответственно.
Официальный регламент для сжатых газов известен как Американский национальный институт стандартов (ANSI), Z49.1-1967, «Безопасность при сварке и резке».
Вот некоторые из основных моментов:
- Цилиндры должны располагаться на достаточном удалении от места фактической сварки или резки, чтобы искры, горячий шлак или пламя не достигли их.
- Баллоны следует размещать там, где они не могут стать частью электрической цепи. Электроды не должны ударяться о цилиндр, чтобы вызвать дугу.
- Баллоны с топливным газом должны размещаться клапаном вверх, когда они используются. Их нельзя размещать в местах, где они могут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
- Баллоны с кислородом, ацетиленом или другим топливным газом нельзя брать в замкнутые пространства.
- Цилиндры, полные или пустые, нельзя использовать в качестве роликов или опор.
- Ни одно лицо, кроме поставщика газа, не должно пытаться смешивать газы в ацилиндре.
- Клапан баллона всегда должен открываться медленно, чтобы предотвратить повреждение регулятора.
- Для быстрого закрытия клапаны баллонов с топливным газом не должны открываться более чем на один полный оборот.
- Если требуется специальный гаечный ключ, он должен оставаться на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии.
- Во время использования на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
- Перед снятием регулятора с клапана баллона, клапан баллона всегда должен быть закрыт, а газ должен быть выпущен из регулятора.
- Кислородные баллоны следует хранить отдельно от топливных баллонов.
Опасности, связанные с маслом и консистентной смазкой
- Кислородные баллоны и фитинги следует хранить вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и оборудование не должны содержать масла или жирных веществ, и с ними нельзя работать масляными руками или перчатками.
- Кислород не должен быть направлен на масляные поверхности, жирную одежду или в жидкое топливо или другое хранилище.
Какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали?
Сварка MIG пользуется большой популярностью у многих сварщиков, поскольку она обеспечивает более чистую поверхность при сварке мягкой стали. Сварка MIG позволяет художникам, домашним любителям, фермерам, энтузиастам автоспорта и самодельным сварщикам с легкостью выполнять большинство типов конструкций и ремонтных сварных швов.
Процесс основан на использовании защитного газа для защиты дуги и сварочной ванны. Обычно сварщики используют CO2, аргон или их смесь для сварки низкоуглеродистой стали, потому что они обеспечивают лучшую защиту для проектов.
Но какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали?
При сварке MIG для низкоуглеродистой стали предпочтительны два типа газовых комбинаций; 100% CO2 и смесь углерода и аргона 25-75.
25% углерода и 75% аргона — наиболее часто используемый защитный газ для домашних и любительских сварщиков MIG.Эта смесь не из дешевых, но сварщики предпочитают ее, потому что она дает хороший баланс между стоимостью и качеством готового шва.
Эта смесь защитного газа широко доступна в местных магазинах сварочных материалов. Вы можете купить его в баллонах разного размера, и его легко носить с собой в багажнике вашего автомобиля. Эта газовая смесь идеально подходит, если вы планируете время от времени проводить сварочные работы в доме или на ранчо.
Однако, прежде чем мы углубимся в подробности этого, а также других широко используемых газов, вам нужно знать о некоторых других вещах.
Газы, используемые при сварке MIG
MIG Сварка выполняется дугой, генерируемой сплошным проволочным электродом. Электрод подается через сварочный пистолет и создает сварочную ванну на поверхности металла, которая соединяет два основных материала.
Дуга защищена защитным газом, который также подается через сварочную горелку. Защитный газ также защищает сварочную ванну от загрязнения.
Различные газы могут защитить сварочную ванну от загрязнения окружающей среды.Их можно разделить на инертные и неинертные газы.
Инертные газы
Инертные газы, также известные как благородные газы, обладают высокой устойчивостью к химическим изменениям при нормальных условиях окружающей среды. Это означает, что защитная дуга и сварной шов лучше всего защищены инертными газами.
Самыми популярными инертными газами являются аргон и гелий. Оба газа обычно используются при сварке MIG и TIG.
Многие начинающие сварщики спрашивают: «Могу ли я использовать аргон для сварки низкоуглеродистой стали?»
Ответ — да.
Это один из самых популярных защитных газов в промышленности, помимо CO2.
Аргон обычно используется сам по себе на 100% или в смеси с одним или двумя другими газами для более глубокого проникновения в металл. Экранирование аргоном способствует более широкому, но неглубокому провару сварного шва.
Отлично подходит для поддержания стабильности дуги. Гелий может гореть намного горячее, чем аргон, и создавать более глубокий сварной шов. Однако он дороже, чем аргон.
Поскольку инертные газы более устойчивы к химическим реакциям, они создают гораздо меньше брызг во время сварки, чем полуинертные или неинертные газы.Гелий значительно снижает пористость сварного шва.
Однако он потребляет гораздо больше энергии, чем аргон, и требует большей осторожности, поскольку может нагреваться и вызывать выгорание и перегрев.
Большинство сварщиков смешивают аргон и гелий с другими менее дорогими газами для снижения затрат. Смешивание также необходимо, поскольку применение чистого аргона или гелия рекомендуется только для цветных металлов, таких как алюминий и медь.
Полу- и неинертные газы
Полуинертные газы обладают умеренной стойкостью к химическим изменениям и защищают дугу и сварочный шов.Хотя они не так эффективны, как инертные газы, они намного дешевле и смешиваются с аргоном для снижения затрат.
Двуокись углерода — это полуинертный газ, часто используемый при сварке MIG для изготовления стали.
Carbon достаточно инертен, поэтому его можно использовать самостоятельно для многих проектов. Его также смешивают с аргоном в соотношении для более деликатных проектов.
Основное преимущество использования CO2 заключается в том, что он позволяет дуге проникать в сварочный материал гораздо глубже. При использовании с низким содержанием аргона, например, смесью 75-25 Ar / CO2, он создает очень хорошие сварные швы, уменьшая при этом пористость для отделки.
Одним из недостатков CO2 является то, что он создает более жесткую дугу, вызывающую большее разбрызгивание, что обычно требует дополнительной очистки вокруг сварного шва позже.
Кислород — еще один газ, используемый при сварке MIG для защиты. Кислород не инертен и обычно используется в небольших количествах для стабилизации дуги.
Его основная цель — увеличить проплавление более толстых металлов и нержавеющей стали.
При использовании в большом количестве кислород может быть вредным для сварки, поскольку увеличивает окисление металла.Вот почему он используется только в небольших количествах, например, от 1 до 5 процентов в смеси.
Что такое низкоуглеродистая сталь?
Мягкая сталь — это разновидность низкоуглеродистой стали с содержанием углерода от 0,05% до 0,25% по массе. Низкоуглеродистая сталь не является легированной сталью, поэтому она не содержит большого количества других элементов, кроме железа.
Эта сталь обычно более пластичная, поддается механической обработке и сварке, чем высокоуглеродистая и нержавеющая сталь.
Однако это также делает практически невозможным закалку и упрочнение низкоуглеродистой стали путем нагрева и закалки.Низкое содержание углерода также означает, что он имеет меньшую прочность на разрыв, чем высокоуглеродистая и нержавеющая сталь.
Какие еще газы подходят для сварки MIG низкоуглеродистой стали?
Я уже упоминал об идеальных и наиболее распространенных комбинациях газов для сварки MIG низкоуглеродистой стали (100% CO2 и смесь углерода и аргона 25-75). Но есть ли другие варианты?
Ага.
Второй газ, обычно используемый при сварке низкоуглеродистой стали, — это 100% CO2. Этот газ используется, когда цена является проблемой, и вам не нужен сварной шов, чтобы он выглядел наилучшим образом.100% углекислый газ широко доступен в магазинах сварочных материалов, и это самый дешевый газ, который вы можете купить.
Когда вы покупаете баллон с углекислым газом, вы получаете больший объем газа в баллоне по сравнению со смесью аргон / Co2. Это потому, что газ хранится в холодном сжиженном состоянии.
Преимущества смеси аргон-углерод и углерода 100
Обе эти газовые смеси обладают различными преимуществами и недостатками для пользователей. Какой из них использовать, зависит от конкретной цели сварки.
Смесь аргон-углерод для защиты
Чем больше процент смеси аргона в вашем защитном газе, тем выше качество ваших проектов.
Смесь 75-25 позволит вам работать быстро и придаст вашим готовым проектам более чистый вид. Это предпочтительнее при работе над деликатными проектами с более тонкими металлами или сварными швами, которые будут лежать на верхних поверхностях ваших конструкций.
Некоторые люди также увеличивают соотношение аргона и используют смесь 85% — 25%, потому что это дает им более гладкую поверхность борта.
Однако есть две проблемы со смесью с высоким содержанием аргона.
Во-первых, это очень дорого. Если вы профессиональный сварщик, убедитесь, что ваши расходы не превышают цены, которые вы взимаете за свои услуги.
Вторая проблема заключается в том, что более высокая концентрация аргона снижает скорость проникновения дуги в материал.
Вот почему сварщики не используют для сварки чистый аргон. Защитные газы, состоящие исключительно из инертного газа, например аргона, не подходят для сварки MIG низкоуглеродистой стали, так как они обычно вызывают некрасивый, непоследовательный сварной шов.
100% углерод для защиты
Если вас беспокоит стоимость, и ваши сварные швы не должны иметь красивый внешний вид, тогда вы можете использовать чистый CO2 для MIG-сварки низкоуглеродистой стали. Это значительно дешевле, чем смесь аргона, и ее легко найти в магазинах.
Двуокись углерода не является инертным газом, как аргон, но обеспечивает достаточную химическую защиту, обычно используемую в качестве защитного газа при сварке MIG. Он вступает в реакцию с дугой и создает более «горячую» ауру, чем смесь C25.
Это обеспечивает более глубокое проникновение в соединительные металлы и образует более прочный и крупный валик.
Электрическая дуга не очень стабильна при использовании чистого углекислого газа. Это приводит к потрескиванию дуги и появлению брызг.
Также при сварке образуется умеренное количество дыма и дыма.
Более высокое разбрызгивание означает, что после окончания работы потребуется дополнительная очистка.
Чистый углерод не следует использовать при сварке более тонких металлических калибров при низком токе, потому что дуга может пробить отверстия в раме.
Резюме
Не существует лучший газ для сварки низкоуглеродистой стали. При работе над сварочным проектом вам необходимо будет оценить цели, которые вы должны поставить, чтобы выбрать правильный защитный газ для вашей конкретной цели.
Важные факторы включают стоимость газа, качество готового сварного шва, способ подготовки материала, толщину основного материала и возможную очистку после сварки. Также следует учитывать вашу производительность и время, которое вы тратите на сварку.
Большинство профессиональных сварщиков имеют под рукой несколько баллонов с защитным газом и используют их поочередно в зависимости от проекта, над которым они работают. Это поможет вам получить наилучший сварочный газ для различных проектов и приспосабливать его по мере продвижения.
Связанные вопросы
Какой газ лучше всего подходит для сварки MIG?
Большинство сварщиков сходятся во мнении, что смесь 75% аргона и 25% углерода дает лучшую смесь для сварки низкоуглеродистой стали. Этот защитный газ помогает поддерживать устойчивое пламя и уменьшает разбрызгивание, обеспечивая при этом достаточно глубокое проникновение.
Могу ли я использовать аргон для сварки MIG низкоуглеродистой стали?
Да. Для сварки MIG низкоуглеродистой стали можно использовать чистый аргон. Однако вы, скорее всего, получите непривлекательную высокую и узкую отделку. Использование 100% аргона ослабит, затем подрежет, а также потеряет пластичность.