Нержавеющая сталь 12Х18Н10Т — Материалы для сеток
Нержавеющая сталь 12Х18Н10Т – сплав на все случаи жизни
Прочный, экологичный и долговечный материал – это нержавеющая сталь 12Х18Н10Т, цена которой весьма приемлемая. Данный сплав жаропрочный, жаростойкий, с высокими антикоррозионными характеристиками. Международным и российским стандартам соответствует сталь нержавеющая листовая 12Х18Н10Т, ГОСТ 5632-72 регламентирует химический состав и изготовление этого сплава.
Марка нержавеющей стали 12Х18Н10Т: расшифровка состава
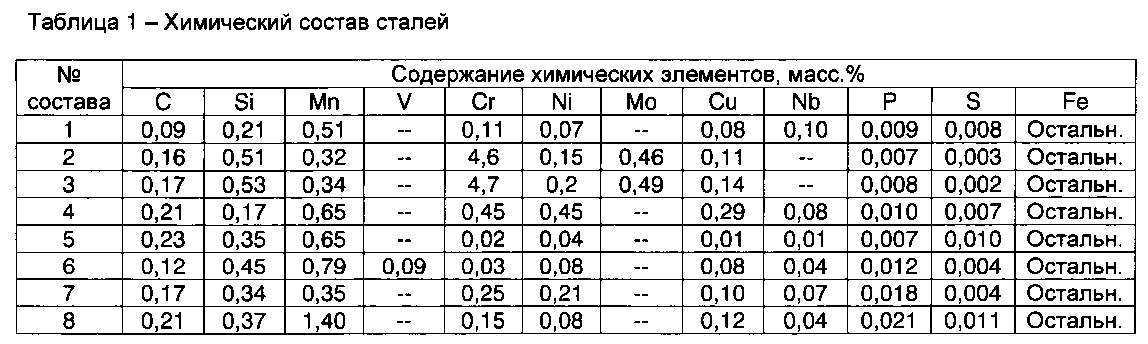
Буквенно-цифровое название марки сплава обозначает состав и процентное содержание легирующих компонентов. Эта марка нержавеющей стали 12Х18Н10Т характеризуется более высоким содержанием углерода – 0,12% – по сравнению с другим распространенным сплавом марки 08Х18Н10Т. Также в составе присутствует 17–19% хрома, 9–11% никеля и до 0,8% титана. Базовое вещество – железо, его в сплаве до 70%, другие добавки – фосфор, сера, силиций – представлены в незначительном количестве и на рабочие свойства стали не влияют.
Благодаря легирующим элементам материал – нержавеющая сталь 12Х18Н10Т – приобретает устойчивость к коррозии, прочность, хорошую свариваемость, возможность обработки в горячем и холодном состоянии. Добавление в сплав до 2% марганца замедляет скорость роста зерна в структуре, что позволяет изготавливать мелкозернистую сталь.
Рабочие характеристики марки 12Х18Н10Т
Нержавеющая сталь 12Х18Н10Т – высоколегированный сплав, принадлежит к конструкционным криогенным сталям. Уникальные эксплуатационные свойства материал получил благодаря легирующим компонентам, которые присутствуют в составе.
Нержавеющая сталь 08Х18Н10Т, характеристики:
- устойчивость к коррозии: главная особенность и преимущество стали 12Х18Н10Т. Нержавеющий сплав применяется в агрессивной химической среде: уксусной, азотной, фосфорной кислотах, щелочах, морской воде, атмосфере насыщенного пара. Единственное ограничение – серосодержащая среда, в этом случае структура стали быстро разрушается;
- свариваемость: сталь нержавеющая листовая 12Х18Н10Т поддается свариванию без ограничений, ручным и автоматическим способом.
 Сварные изделия не подвергаются воздействию межкристаллитной и атмосферной коррозии;
Сварные изделия не подвергаются воздействию межкристаллитной и атмосферной коррозии; - легкость обработки: материал используется для изготовления всех видов металлопроката. Сталь листовая нержавеющая, марка 12Х18Н10Т, нарезается с помощью фрезерных или токарных приборов;
- жаропрочность: сплав выдерживает нагревание до 800°С благодаря наличию титана в своем составе, даже сварные стальные детали сохраняют прочность при высоких температурах. Лист нержавеющий, сталь 12Х18Н10Т, применяется и при минусовых температурах до -196°С.
 Сварные изделия не подвергаются воздействию межкристаллитной и атмосферной коррозии;
Сварные изделия не подвергаются воздействию межкристаллитной и атмосферной коррозии;Еще одна особенность, которой привлекает сталь нержавеющая листовая 12Х18Н10Т ГОСТ, – цена. Стоимость изготовленных из этого сплава метизов, элементов промышленного оборудования и деталей машин весьма доступная.
Сферы применения стали 12Х18Н10Т
Высоколегированный нержавеющий сплав служит основой для следующей металлопрокатной продукции:
- трубного проката;
- проволоки;
- листов;
- прутков;
- лент и полос;
- кованых заготовок.

Из стальной проволоки изготавливаются пружины, тросы, тканые фильтровальные сетки, плетеные транспортерные ленты для конвейеров. Емкости, сварные контейнеры, фланцы из нержавеющей стали 12Х18Н10Т применяются в агрессивных кислотных средах, растворах щелочей, соленой воде.
Из стали делают детали холодильного и криогенного оборудования, которое рассчитано на работу при гелиевых температурах. Сплав идет на изготовление элементов трубопроводов, печей, паронагревателей.
Нержавеющая сталь 12Х18Н10Т: купить металлопрокат в ТДСТОРГОВЫЙ ДОМ СЕТОК предлагает нержавеющую проволоку и тканые сетки. Купить (нержавеющая сталь марки 12Х18Н10Т – в основе) металлопрокатные изделия можно на нашем сайте. Товарные позиции представлены в виде списка на странице «Сталь нержавеющая листовая 12Х18Н10Т», цена на каждый вид проволоки или сетки указана возле изделия.
Доска объявлений | Сталь 12Х18Н10Т — характеристика, химический состав, свойства, твердостьСталь 12Х18Н10ТОбщие сведения
Химический состав
Механические свойстваМеханические свойства
Механические свойства при повышенных температурах
Технологические свойства
Ударная вязкостьУдарная вязкость, KCU, Дж/см2
Предел выносливости
Жаростойкость
Физические свойства
Чувствительность к охрупчиванию
[ Назад ] | |||||||||||||

 8
8

 Сечения до 350 мм охлаждаются на воздухе.
Сечения до 350 мм охлаждаются на воздухе. электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 6
6 состав нержавеющего сплава, его характеристики и сфера применения
В наш век бурного развития инновационных технологий все чаще появляются новые виды материалов, которые создаются для успешного применения в различных отраслях. В такой отрасли, как металлургическая промышленность, создание нержавеющей стали позволило продлить сроки службы многим деталям, оборудованию и машинам.Все марки нержавеющей стали являются прочными, экологически безопасными и долговечными материалами, поэтому их создание привело к новому витку развития в металлургической промышленности. Наиболее распространенной считается марка стали 12Х18Н10Т, а каковы ее свойства и характеристики мы узнаем из статьи.
В такой отрасли, как металлургическая промышленность, создание нержавеющей стали позволило продлить сроки службы многим деталям, оборудованию и машинам.Все марки нержавеющей стали являются прочными, экологически безопасными и долговечными материалами, поэтому их создание привело к новому витку развития в металлургической промышленности. Наиболее распространенной считается марка стали 12Х18Н10Т, а каковы ее свойства и характеристики мы узнаем из статьи.Нержавеющая сталь 12Х18Н10Т
Эта марка одна из самых распространенных для применения во многих областях промышленного производства. Хромоникелевые содержащие титан нержавеющие материалы аустенитной группы, имеют свое обозначение букву «А» и дополнительный номер, который указывает на химический состав, который есть в марке стали и применяемость в пределах этой группы. Ее выплавляют в дуговых электропечах.
Основным элементом в данном сплаве является железо, а также и многие другие элементы, которые составляют остальную часть сплава. Химический элемент хром — от 17 до 19%, никеля в пределах 9-11%, титана около 0,8%, содержание кремния в пределах 0,8%, сера до 0,02%, марганца менее 2%, меди до 0,03%, фосфора около 0,035% и углерода до 0,12%. Такой химический состав регламентируется ГОСТ 5632-72.
Химический элемент хром — от 17 до 19%, никеля в пределах 9-11%, титана около 0,8%, содержание кремния в пределах 0,8%, сера до 0,02%, марганца менее 2%, меди до 0,03%, фосфора около 0,035% и углерода до 0,12%. Такой химический состав регламентируется ГОСТ 5632-72.
Основные характеристики
На основные характеристики нержавеющей стали очень влияют входящие в ее состав легирующие компоненты. Больше всего в этой марке содержится хрома и никеля, поэтому хром обеспечивает своим содержанием усиление антикоррозийных характеристик стали и способности металла к пассивации.Принадлежать к группе аустенитов помогает присутствие никеля, это свойство имеет большое значение, поскольку позволяет нержавеющему материалу сочетать технологичность с широким комплексом эксплуатационных характеристик. Марка стали хорошо прокатывается в горячем и холодном состоянии, имеет высокую степень устойчивости к коррозии в агрессивной среде, а также в серной кислоте.
Иметь полностью аустенитную однородную структуру при температуре, превышающую 900оС, помогает углерод, который имеет сильное воздействие. Ферритные свойства дают остальные химические элементы. Межкристаллическую коррозию помогает устранить титан, который вступает в реакцию с углеродом и образует в конечном итоге тугоплавкий карбид.
Кремний отвечает за плотность стали, а также повышает прочность и предел текучести материала, но снижает пластичность металла, что усложняет процесс прокатки в холодном состоянии.
Получить в процессе производства мелкозернистую сталь помогает марганец, он способствует замедлению скорости роста зерна.
Сплав активно используется для сварных хромоникелевых конструкций в криогенной технике и повышенное содержание фосфора может отрицательно повлиять на механические свойства сплава, поэтому его содержание не может превышать допустимую норму. При низких температурах могут снижаться механические характеристики металла, если происходит сильная первичная ликвация в процессе кристаллизации.
К главным преимуществам стали нужно отнести высокую пластичность и ударную вязкость. Среди недостатков — невысокая устойчивость к коррозии в среде с ионами хлора и в серной и соляной кислоте.
Технические свойства
Марка нержавеющей стали 12Х18Н10Т имеет свои технические характеристики:
- Удельный вес (плотность) — 7920 кг/м3
- Термическая обработка — закалка 1060-1100оС (вода)
- Температурный режим: ковки — в начале 1200оС, с конца 850оС, сечение 350 мм охлаждается на воздухе
- Твердость сплава — НВ 10-1=179МПа
- Свариваемость металла — не имеет ограничений, способы сварки — РДС, КТС, ЭШС, желательно с последующей термообработкой
- Обработка резанием возможна только в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35
- Жаростойкость: в воздухе при температуре 650 °С 2-3 группа стойкости, при температуре 750 °С 4-5 группа стойкости
- Максимальная выносливость σ-1=279 МПа, n=107
- Флокеночувствительность — отсутствует.
Сфера применения
Марка нержавеющей стали 12Х18Н10Т сразу стала широко применяться во многих сферах. Здесь многое зависит от степени прочностных качеств. Она занимает главные позиции среди других марок сталей на рынке современного металлопроката. Уникальные качественные характеристики позволяют применять ее:
- в пищевой промышленности — мясная, алкогольная, молочная;
- нефтяной и химической отраслях;
- сектор топлива и энергетики;
- машиностроение.
Нержавеющая сталь данной марки используется в производстве бесшовных нержавеющих труб, которые функционируют под большим давлением и при повышенных температурах в химической, пищевой и фармацевтической промышленности. Благодаря содержанию титана она не намагничивается, а углерод придает ей высокий уровень прочности.
Благодаря содержанию титана она не намагничивается, а углерод придает ей высокий уровень прочности.
Уникальное сочетание технических свойств и характеристик нержавеющей стали данной марки сделали ее очень популярной и востребованной практически во всех отраслях промышленности. Готовые изделия, выполненные из такой стали, обладают повышенной прочностью, они долговечны, а ее качества сохраняются в течение длительного срока эксплуатации.
Оцените статью: Поделитесь с друзьями!Характеристики и категории стали 12Х18Н10Т
Главная / Интересные факты /Версия для печати02 Апреля 2020 г.
Часто в производстве горизонтальных и вертикальных резервуаров, а также иных емкостей на Заводе САРРЗ применяется сталь 12Х18Н10Т.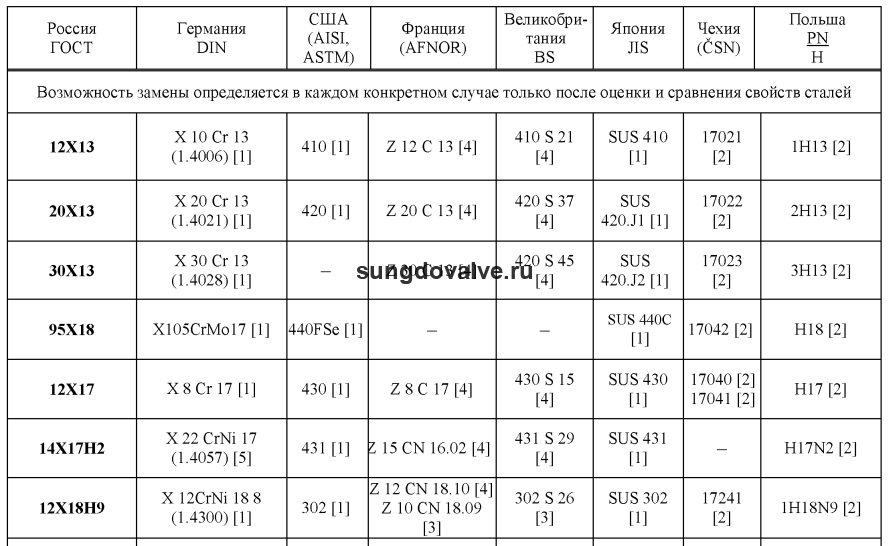 В отличие от стали 09Г2С, сталь 12Х18Н10Т относится к нержавеющим маркам и не требует обязательного нанесения специальных лакокрасочных покрытий.
В отличие от стали 09Г2С, сталь 12Х18Н10Т относится к нержавеющим маркам и не требует обязательного нанесения специальных лакокрасочных покрытий.
Подробнее о нержавеющем металлопрокате можно прочесть в этой статье.
Какая сфера применения стали 12Х18Н10Т?
Качественные характеристики стали позволяют использовать данную марку для таких направлений, как:
- пищевая промышленность — сосуды и емкости хранения молока, спиртосодержащих жидкостей, воды и т.д.;
- нефтяная и нефтеперерабатывающая отрасль, в том числе производство сосудов, работающих под давлением;
- химическая промышленность — емкости хранения агрессивных сред, в том числе азотной, фосфорной и уксусной кислоты;
- машиностроительная отрасль, в том числе для конструкций, контактирующих с окислителями и растворителями;
- теплоэнергетическая отрасль — детали и конструкции с температурой эксплуатации до +600°С.
Состав и свойства стали 12Х18Н10Т
Химический состав стали 12Х18Н10Т регламентируется ГОСТ 5632-72:
| Марка сталей и сплавов | Массовая доля элементов, % | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Углерод | Крем- ний |
Марга- нец |
Хром | Никель | Титан | Алюми- ний |
Воль- фрам |
Молиб- ден |
Ниобий | Ванадий | Железо | Сера | Фосфор | Прочие элементы | |
| Не более | |||||||||||||||
| 12Х18Н10Т Старое название: Х18Н10Т |
Не более 0,12 | Не более 0,8 | Не более 2,0 | 17,0-19,0 | 9,0-11,0 | 5·С-0,8 | — | — | — | — | — | Осн. |
0,020 | 0,035 | — |
Таким образом по химическому составу сталь классифицируется как хромоникелетитановая высоколегированная сталь аустенитного класса.
Введение легирующих элементов позволяют существенно улучшить свойства стали:
- хром обеспечивает высокий уровень защиты от коррозии и повышает прочность;
- никель улучшает свариваемость стали и придает ей хорошую пластичность;
- титан предотвращает межкристаллитную коррозию;
- кремний повышает плотность стали;
- марганец замедляет рост зерна.
Подводя итог, сталь 12Х18Н10Т отличается высокой прочностью, легкостью обработки, жаростойкостью и возможностью применения в широком диапазоне температур.
Полезная информация от компании Метизник
Характеристика стали 12х18н10т
Материал | Документ | Заменитель 1 | Заменитель 2 | Заменитель 3 |
Сталь 12Х18Н10Т | ГОСТ 5632-72 | Сталь 08Х18Г8Н2Т | Сталь 10Х14Г14Н4Т | Сталь 12Х18Н9Т |
Плотность | 7630 кг/м. |
Назначение | детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса |
Модуль упругости | E=220000 МПа |
Модуль сдвига | G=77000 МПа |
Свариваемость | Сваривается без ограничений |
KVmet | 0.600 |
Xmat | 0.100 |
Температура ковки | Начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе. |
Химический состав | Кремний:0.8,Марганец:2.0,Медь:0.30,Никель:9.0-11.0, Сера:0.020,Углерод:0.12,Фосфор:0.035, Хром:17. |
 куб.
куб. 0-19.0,Титан:0.6-0.8,
0-19.0,Титан:0.6-0.8,
Механические характеристики стали 12Х18Н10Т | ||||||
Состояние | Сигма-В, МПа | Сигма-Т, МПа | Кси, % | Дельта, % | НВ | Доп. |
закалка 1050гр(возд/масло) | 510 | 196 | 35 | 40 | 179 |
|
закалка 1075гр(возд/вода) | 530 | 236 | н/д | 38 | н/д |
|
Закалка 1050 — 1080 C,Охлаждение вода | 530 | 205 |
| 40 |
|
|
| 880-1100 |
|
| 10 |
|
|
| 549 |
|
| 35 |
|
|
| 529 |
|
| 40 |
|
|
А2, А4 — Характеристика крепежных изделий из нержавеющих сталей
Нержавеющие стали А2, А4: структура, механические свойства, химический состав.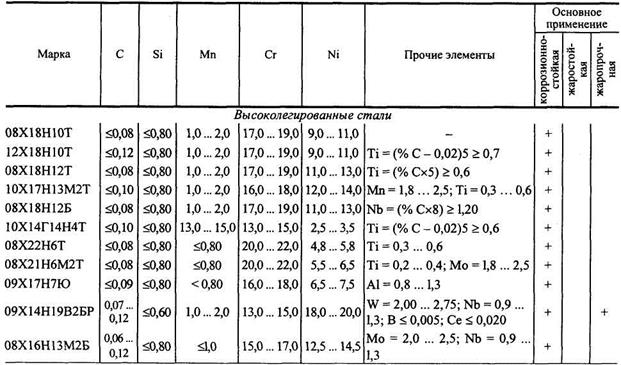 Крепеж из стали А2, А4 (нержавеющие болты, винты, гайки, шайбы, шпильки и т. д. ): механические свойства, значения моментов затяжки и усилий предварительной затяжки.
Крепеж из стали А2, А4 (нержавеющие болты, винты, гайки, шайбы, шпильки и т. д. ): механические свойства, значения моментов затяжки и усилий предварительной затяжки.
Аустенитные стали содержат 15-26% хрома и 5-25% никеля, которые увеличивают сопротивление коррозии и практически не магнитны.
Именно аустенитные хромникелевые стали обнаруживают особенно хорошие сочетание обрабатываемости, механических свойств и коррозионной стойкости. Эта группа сталей наиболее широко используется в промышленности и в производстве элементов крепежа.
Стали аустенитной группы обозначаются начальной буквой «A» с дополнительным номером, который указывает на химический состав и применяемость в пределах этой группы:
Аустенитная структура
Группа стали | Номер материала | Краткое обозначение | Номер по AISI |
А1 | 1. | X 10 CrNiS 18-9 | AISI 303 |
А2 | 1.4301 / 1.4303 | X 5 CrNi 18-10 / X 4 CrNi 18-12 | AISI 304 / AISI 305 |
А3 | 1.4541 | X 6 CrNiTi 18-10 | AISI 321 |
А4 | 1.4401 / 1.4404 | X 5 CrNiMo 18-10 / X 2 CrNiMo 18-10 | AISI 316 / AISI 316 L |
А5 | 1.4571 | X 6 CrNiMoTi 17-12-2 | AISI 316 TI |
 4305
4305
Сталь A2 (AISI 304 = 1.4301 = 08Х18Н10) — нетоксичная, немагнитная, незакали-ваемая, устойчивая к коррозии сталь. Легко поддается сварке и не становится при этом хрупкой. Может проявлять магнитные свойства в результате механической обработки (шайбы и некоторые виды шурупов). Это наиболее распространенная группа нержавеющих сталей. Ближайшие аналоги — 08Х18Н10 ГОСТ 5632, AISI 304 и AISI 304L (с пониженным содержанием углерода).
Крепеж и изделия из стали A2 подходят для использования в общестроительных работах (например, при монтаже вентилируемых фасадов, витражных конструкций из алюминия), при изготовлении ограждений, насосной техники, приборостроения из нерж. стали для нефтегазодобывающей, пищевой, химической промышленности, в судостроении. Сохраняет прочностные свойства при нагреве до 425oС, а при низких температурах до -200oС.
Сталь A4 (AISI 316 = 1.4401 = 10Х17Н13М2) — отличается от стали А2 добавлением 2-3% молибдена. Это значительно увеличивает ее способность сопротивляться коррозии и воздействию кислот. Сталь А4 имеет более высокие антимагнитные характеристики и абсолютно не магнитна. Ближайшие аналоги — 10Х17Н13М12 ГОСТ 5632, AISI 316 и AISI 316L (с низким содержанием углерода).
Крепеж и такелажные изделия из стали A4 рекомендуются для использования в судостроении. Крепеж и изделия из стали A4 подходят для использования в кислотах и средах содержащих хлор (например, в бассейнах и соленой воде). Может использоваться при температурах от -60 до 450°С.
Классы прочности
Все аустенитные стали (от «А1» до «А5») подразделяются на три класса прочности независимо от марки. Наименьшую прочность имеют стали в отожженном состоянии (класс прочности 50).
Поскольку аустенитные стали не упрочняются закалкой, наибольшую прочность они имеют в холоднодеформированном состоянии (классы прочности 70 и 80). Наиболее широко используется крепеж из сталей А2-70 и А4-80.
Основные механические свойства аустенитных сталей:
Тип по DIN | A2 | A4 | |||
Тип по ASTM (AISI) | 304 | 304L | 316 | 316L | |
Удельный вес (гр/см) | 7.95 | 7.95 | 7.95 | 7.95 | |
Механические свойства при комнатной температуре (20°С) | |||||
Твердость по Бринеллю — НВ | В отожжённом состоянии | 130-150 | 125-145 | 130-185 | 120-170 |
Твердость по Роквеллу — HRB/HRC | 70-88 | 70-85 | 70-85 | 70-85 | |
Предел прочности при растяжении, H/мм2 | 500-700 | 500-680 | 540-690 | 520-670 | |
Предел прочности при растяжении, H/мм2 | 195-340 | 175-300 | 205-410 | 195-370 | |
Относительное удлинение | 65-50 | 65-50 | 60-40 | 60-40 | |
Ударная вязкость | KCUL (Дж/см2) | 160 | 160 | 160 | 160 |
KVL (Дж/см2) | 180 | 180 | 180 | 180 | |
Механические свойства при нагревании | |||||
Предел текучести при растяжении, H/мм2 | при 300°C | 125 | 115 | 140 | 138 |
при 400°C | 97 | 98 | 125 | 115 | |
при 500°C | 93 | 88 | 105 | 95 | |
Основные механические свойства болтов из сталей А2, А4 различных классов прочности:
Группа стали | Марка стали | Класс прочности стали | Диапазон диаметров, мм | Механические свойства болтов | ||
предел прочности на разрыв | предел текучести при растяжении | удлинение пр иразрыве | ||||
аустинитная | A2, A4 | 50 | ≤ M39 | 500 | 210 | 0.6 d |
70 | ≤ M24 | 700 | 450 | 0.4 d | ||
80 | ≤ M24 | 800 | 600 | 0.3 d | ||
Химический состав нержавеющей стали:
Класс стали | Группа | Химический состав (мас.%) 1) Выдержка из DIN EN ISO 3506 | |||||||||
C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Примечание | ||
Аустенитная | A1 | 0,12 | 1 | 6,5 | 0,200 | 0,15 | 16 | 0,7 | 5 | 1,75 | 2), 3), 4) |
A2 | 0,10 | 1 | 2 | 0,050 | 0,03 | 15 | 5) | 8 | 4 | 6), 7), 8) | |
A3 | 0,08 | 1 | 2 | 0,045 | 0,03 | 17 | 5) | 9 | 1 | 6), 8) | |
A4 | 0,08 | 1 | 2 | 0,045 | 0,03 | 16 | 2 | 10,5 | 1 | 10), 8) | |
A5 | 0,08 | 1 | 2 | 0,045 | 0,03 | 16 | 2 | 10,5 | 1 | 8), 10) | |
1) Максимальные значения, если не были указаны другие значения.
2) Серу можно заменять селеном.
3) Если массовая доля никеля ниже 8%, то массовая доля марганца должна составлять минимум 5%.
4) Для массовой доли меди нет минимального предела, если массовая доля никеля составляет больше 8%.
5) Молибден допускается по усмотрению изготовителя. Если для определенных случаев применения необходимо ограничение содержания молибдена, это должно быть указано клиентом.
6) Молибден также допускается по усмотрению изготовителя.
7) Если массовая доля хрома ниже 17%, то массовая доля никеля должна составлять минимум 12%.
8) В аустенитной стали с массовой долей углерода максимум 0.03% азот должен составлять максимум 0.22%
9) Для стабилизации должен содержаться титан ≤ 5xC максимум до 0.8% и быть обозначен в соответсвиии с этой таблицей или ниобий и/или тантал ≤ 10xC до максимум 1% и быть обозначен в соответствии с этой таблицей.
Аустенитные хромоникелевые стали обнаруживают особенно хорошее сочетание обрабатываемости, механических свойсв и коррозионной стойкости. Поэтому они рекомендованы для множества применений и являются самой значительной группой нержавеющих сталей. Важнейшим свойством этой группы сталей является высокая коррозионная стойкость, повышающаяся с ростом содержания легирующих, особенно хрома и молибдена.
Сталь 12Х18Н10Т
Химический состав в % стали 12Х18Н10Т
ГОСТ 5632 — 72
| C | Si | Mn | Ni | S | P | Cr | Cu | — |
| до 0.12 | до 0.8 | до 2 | 9 — 11 | до 0.02 | до 0.035 | 17 — 19 | до 0.3 | (5 С — 0.8) Ti, остальное Fe |
Технологические свойства 12Х18Н10Т
Хромоникелевые стали 12Х18Н10Т и 08Х18Н10Т, получившие распространение и популярность. Они признаны востребованным сырьем при производстве газораспределительных установок с большой мощностью и крупными габаритами и емкостей для газов (О2, N2, Н2 и др.). Отличаются хорошей свариваемостью, обладают свойством повышенной вязкости в режиме низких температур. Сталь 12Х18Н10Т, имеющая высокий показатель податливости, используется после выполнения холодного деформирования, способствующего увеличению прочности. Аустенит таких сталей не отличается стабильностью, поэтому под действием пластичного деформирования может наблюдаться неполное мартенситное преобразование.
| Свариваемость 12Х18Н10Т: | без ограничений. |
| Флокеночувствительность 12Х18Н10Т: | не чувствительна. |
Механические свойства при 12Х18Н10Т при Т=20oС
| Сортамент | Размер | Напр. | sв | sT | d5 | y | Термообр. |
| — | мм | — | МПа | МПа | % | % | — |
| Трубы холоднодеформированный, ГОСТ 9941-81 | 549 | 35 | |||||
| Трубы горячедеформированный, ГОСТ 9940-81 | 529 | 40 | |||||
| Пруток, ГОСТ 5949-75 | до Ø 60 | 510 | 196 | 40 | 55 | Закалка 1020 — 1100 oC, Охлаждение воздух, | |
| Проволока, ГОСТ 18143-72 | 540-830 | 20-25 | |||||
| Поковки, ГОСТ 25054-81 | до 1000 | 510 | 196 | 35-38 | 40-52 | Закалка 1050 — 1100 oC, вода, | |
| Лист толстый, ГОСТ 7350-77 | 530 | 235 | 38 | Закалка 1000 — 1080 oC, Охлаждение вода, | |||
| Лист тонкий, ГОСТ 5582-75 | 530 | 205 | 40 | Закалка 1050 — 1080 oC, Охлаждение вода, | |||
| Лист тонкий нагартованый, ГОСТ 5582-75 | 880-1080 | 10 | |||||
| Лист тонкий полунагартован., ГОСТ 5582-75 | 740 | 25 |
Твердость 12Х18Н10Т , Поковки ГОСТ 25054-81 HB 10 -1 = 179 МПа
Физические свойства 12Х18Н10Т
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 1.98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 |
Применение стали 12х18н10т
Коэффициент линейного расширения 12х18н10т и коэффициент теплопроводности 12х18н10т определяют возможность применения материала при изготовлении изделий, которые могут эксплуатироваться при воздействии высокой температуры. Химическая и нефтяная отрасли используют сделанные из 12х18н10т емкости и элементы, которые контактируют с нефтепродуктами и различными химическими веществами. В машиностроении из 12х18н10т изготавливают различные изделия, которые будут эксплуатироваться при высокой влажности и воздействии химических веществ. В топливной промышленности и энергетике применяют сталь 12х18н10т потому что она может выдерживать воздействие высокой температуры. К изделиям, применяемым в пищевой промышленности, предъявляется достаточно много требований. Металл не должен взаимодействовать с продуктами питания и напитками, поэтому применяют 12х18н10т.
При производстве сталей с Ni обычно используется два режима термообработки. При выполнении нормализации первый этап осуществляется при температурном режиме примерно 9000С для выравнивания наличия никеля в аустените. Второй этап нормализации, осуществляемый при 8000С, предназначен для дробления аустенитного зерна. Для таких сталей, благодаря высокому содержанию никеля, ферритное преобразование происходит примерно при 5000С, что дает возможность γ→α изменение выполнять при воздушном охлаждении, используя мартенситный или бейнитный способ. После термообработки в стали образуются микроструктуры мартенситного или бейнитного вида. Высокий отпуск превращает микроструктуру в интервале 550…6000С в дисперсный сорбит, имеющий определенную долю стойкого остаточного аустенита.
Сталь 12Х18Н10Т. Характеристики и применение
Хромоникелевая титаносодержащая нержавеющая сталь 12Х18Н10Т аустенитного класса – одна из самых распространенных сталей, которую успешно применяют в промышленной индустрии.
В сплав нержавеющей стали 12Х18Н10Т входят: Ti (титан), Cr (хром), Fe (железо), C (углерод), Ni (никель), Mn (марганец), Si (кремний), S (сера). Химический состав сплава регламентирован в соответствии ГОСТ 5632-72. Нержавеющую сталь 12Х18Н10Т используют в криогенной технике при низких температурных режимах (-280°C) и в сталеплавильных печах, где температура может достигать до 1800°C. Нержавеющая сталь 12Х18Н10Т обладает высокой ударной вязкостью и пластичностью, в связи с чем легко поддается обработке, но при деформировании литого металла следует быть осторожным, во избежание появления изъянов.
Данный вид стали легко обрабатывается при помощи автоматической и ручной сварки. Термообработка стали происходит в воде, при температурном режиме от 1040 до 1080 °C, после чего ее механические свойства имеют максимальную пластичность, жесткость и прочность. Таким образом, лист нержавеющий нашел свое широкое применение не только в криогенной технике для сварных систем, но и при производстве теплообменного оборудования, включая трубопроводы, для паронагревателей высокого давления, аппаратуры для печей и коллекторов выхлопной системы. При стабильной работе нержавейка является устойчивым материалом к окислениям элементов сгорания, при изменениях температурного режима до 800 °C.
Нержавеющая сталь 12Х18Н10Т используется в производстве аппаратуры для промышленной сварки, с ее помощью производится бесшовная труба нержавеющая, работающая под давлением, при высоких температурах в химической, фармацевтической и пищевой индустрии.
Нержавеющая сталь, без потери своих физических характеристик, может контактировать с азотной кислотой и другими кислотными средами, включая органические кислоты со средней концентрацией и растворители.
Чаще всего сталь 12Х18Н10Т используется:
• в бесшовных трубах разнообразного диаметра, имеющих специальное назначение
• в криогенных системах
• в емкостях и резервуарах, эксплуатация которых происходит в агрессивных средах
• в муфелях, коллекторах, выхлопных системах и др. узлах
Все изделия, произведенные из хромоникелевой нержавеющей стали, могут эксплуатироваться в условиях как низкого, так и высокого температурного режима без образования коррозии. Нержавеющая титаносодержащая сталь не намагничивается, а, благодаря содержанию углерода в своем составе, нержавейка обладает высокой прочностью.
Сталь 12х18н10т Физические свойства
Отправить свои хорошие работы в базу знаний просто. Используйте форму ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в учебе и работе, будут Вам очень благодарны.
Размещено http://www.allbest.ru/
Характеристики и характеристики сталь 12Х18х20Т
Современное развитие человечества неразрывно связано с развитием новых технологий, созданием новых материалов для использования в различных отраслях промышленности и продлением срока службы создаваемых деталей, машин и оборудования.
Одним из важнейших этапов развития металлургии было создание и развитие нержавеющих сталей. Рассмотрим наиболее используемую и распространенную сталь 12Х18х20Т — выявим достоинства, недостатки, влияние легирующих элементов на свойства стали и возможность ее использования в различных отраслях промышленности.
Химический составСталь 12х18н10т — нержавеющая титансодержащая сталь аустенитного класса (определяется по диаграмме Шеффлера, рис.1). Химический состав регламентируется ГОСТ 5632-72 Стали нержавеющие аустенитные. Преимущества: высокая пластичность и вязкость.
Рисунок 1.
Оптимальной термической обработкой для этих сталей является закалка от 1050 о С до 1080 о С в h3O, после закалки механические свойства характеризуются максимальной вязкостью и пластичностью, невысокой прочностью и твердостью.
Термическая обработка стали необходима для придания материалу определенных свойств. Например, повышенная пластичность, износостойкость, повышенная твердость или стойкость.Он может похвастаться всеми этими качествами. лист 12х18н10т .
Процесс термической обработки можно разделить на четыре типа:
1. Отжиг. Такой процесс термообработки позволяет добиться однородной структуры. Отжиг проходит в три этапа: сталь нагревается до определенной температуры, затем выдерживается при определенной температуре, а затем медленно охлаждается в печи. Равномерная структура получается только при отжиге второго рода; при первом роде структурных изменений не происходит.
2. Закалка. Такой вид термообработки позволяет создавать сталь с разнообразной структурой и свойствами. Весь процесс проходит в три этапа: при заданной температуре сталь нагревается, затем выдерживается при той же температуре и, в отличие от отжига, происходит быстрое охлаждение.
3. Отпуск. Эта технология термообработки используется для уменьшения внутреннего напряжения материала.
4. Нормализация. Этот вид термообработки также проводится в три этапа: нагрев, старение и охлаждение.Температура устанавливается для первых двух ступеней, а третья ступень проводится на воздухе.
Чтобы получить качественный лист 12х18н10т, нужно правильно провести процесс термообработки. В первую очередь обращают внимание на свойства стали, а именно на ее эксплуатационные и технологические характеристики. Они наиболее важны при изготовлении определенных деталей и изделий, таких как, например, лист 12х18н10т. С учетом марки стали процесс закалки проходит в интервале температур 530-1300оС.Путем термической обработки можно значительно изменить структуру металла.
Механические свойства
Термическая обработка, состояние поставки | Сечение мм | |||||
Барс. Закакла 1020-1100 ° C, воздух, масло или вода. | ||||||
Прутки полированные, обработанные до заданной прочности. | ||||||
Стержни со сколами | ||||||
Листы горячекатаные или холоднокатаные. Закалка 1000-1080 ° С, вода или воздух. | ||||||
Листы горячекатаные или холоднокатаные.Закалка 1050-1080 ° С, вода или воздух. | ||||||
Листы горячекатаные или холоднокатаные | ||||||
Поковки. Закалка 1050-1100 ° С, вода или воздух. | ||||||
Проволока термообработанная | ||||||
Трубы бесшовные горячекатаные без термической обработки. |
Механические свойства при повышенных температурах
Аустенитные стали используются как жаростойкие при температурах до 600 ° С. Основными легирующими элементами являются Cr-Ni. Однофазные стали имеют стабильную структуру однородного аустенита с низким содержанием карбидов Ti (для предотвращения межкристаллитной коррозии. Такая структура получается после закалки от температур 1050 ° С-1080 ° С).Стали аустенитного и аустенитно-ферритного классов имеют относительно низкий уровень прочности (700-850 МПа).
Рассмотрим особенности влияния легирующих элементов на структуру стали 12Х18х20Т .
Хром, содержание которого в этой стали составляет 17-19%, является основным элементом, обеспечивающим способность металла к пассивированию и обеспечивающим его высокую коррозионную стойкость. Легирование никелем переводит сталь в аустенитный класс, что имеет принципиальное значение, поскольку позволяет сочетать высокую технологичность стали с уникальным набором эксплуатационных характеристик.При наличии 0,1% углерода сталь при температуре> 900 ° C имеет полностью аустенитную структуру из-за сильного аустенитного эффекта углерода. Соотношение концентраций хрома и никеля специфическим образом влияет на стабильность аустенита при понижении температуры обработки до твердого раствора (1050-1100 о С). Помимо влияния основных элементов, также необходимо учитывать наличие в стали кремния, титана и алюминия, которые способствуют образованию феррита.
Рассмотрим способы закалки стали 12Х18х20Т.
Одним из методов закалки сортового проката является высокотемпературная термообработка (HTMO). Возможности закалки с помощью ВТМО исследованы на комбинированном полунепрерывном стане 350 ПО «Кировский завод». Заготовки (100х100 мм, длина 2,5 — 5 м.) Нагревали в методической печи до 1150 — 1200 о С и выдерживали при этих температурах в течение 2-3 часов. Прокатка производилась по общепринятой технологии; Готовые стержни диаметром 34 мм поступали в закалочные ванны с проточной водой, где охлаждались не менее 90 с.Наибольшая прочность была у проката, подвергнутого ВТМО при самой низкой температуре деформации и промежутке времени от конца прокатки до закалки. Так, у стали ВТМО 08Х28Н10Т предел текучести увеличился на 45-60% по сравнению с его уровнем после традиционной термообработки (ГТР) и в 1,7-2 раза по сравнению с ГОСТ 5949-75; При этом пластические свойства несколько снизились и остались на уровне нормативных требований.
Нержавеющая сталь 12Х18х20Т закаленная более, чем сталь 08Х18х20Т; однако размягчение с повышением температуры увеличивалось в большей степени из-за уменьшения сопротивления стали размягчению с увеличением содержания углерода.Кратковременные высокотемпературные испытания показали, что более высокий уровень прочности термомеханически закаленной стали, обнаруживаемый при комнатной температуре, сохраняется и при повышенных температурах. В этом случае сталь после HTMO размягчается с повышением температуры в меньшей степени, чем сталь после GR.
Нержавеющая сталь никель-хромовая, используемая для сварных конструкций в криогенной технике при температурах до -269 о С, для емкостного, теплообменного и реакционного оборудования, в том числе для паровых подогревателей и трубопроводов высокого давления с рабочими температурами до 600 о С, для деталей печное оборудование, муфты, выпускные коллекторы.Максимальная температура использования жаропрочных изделий из этих сталей в течение 800 ч — 800 о С, температура начала интенсивного накипеобразования — 850 оС. При длительной эксплуатации сталь устойчива к окислению на воздухе и в атмосфере продуктов сгорания топлива при температурах
Сталь коррозионностойкая 12Х18х20Т применяется для изготовления сварного оборудования в различных отраслях промышленности, а также конструкций, работающих в контакте с азотной кислотой и другими окислительными средами, некоторыми органическими кислотами средней концентрации, органическими растворителями, в атмосферных условиях и др.Сталь 08Х18х20Т рекомендована для сварных изделий, работающих в условиях повышенной агрессивности, чем сталь 12Х18х20Т, и обладает повышенной стойкостью к межкристаллитной коррозии.
Таким образом, благодаря уникальному сочетанию свойств и прочностных характеристик нержавеющая сталь 12Х18х20Т нашла широчайшее применение практически во всех отраслях промышленности, изделия из этой стали имеют длительный срок службы и стабильно высокие характеристики на протяжении всего срока службы.
Сварка стали 12Х18х20Т
Сварка стали — основной технологический процесс практически любого производства металлических изделий.С VII века до нашей эры до наших дней сварка широко используется как основной метод образования прочных соединений металлов. С самого начала и до 19 века нашей эры применялся метод ковки металла сваркой. Те. свариваемые детали нагревали, а затем сжимали ударами молотка. Наибольшего расцвета эта технология достигла к середине XIX века, когда на ней стали производить даже такие ответственные изделия, как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе, отличались низкой надежностью и нестабильным качеством.Это часто приводило к авариям из-за разрушения детали по шву.
Открытие электродугового нагрева и высокотемпературного газокислородного горения, наряду с повышенными требованиями к качеству сварного соединения, произвело мощный технологический прорыв в области сварки, в результате которого появилась технология бесшовных работ, которое мы привыкли видеть, было создано.
С появлением легированной стали процессы сварки усложнились из-за необходимости предотвращения карбидирования легирующих элементов, в основном хрома.Появились способы сварки инертными флюсами или флюсами под флюсом, а также технологии затяжки швов.
Рассмотрим особенности сварки аустенитных сталей наиболее распространенной нержавеющей сталью 12Х18х20Т.
Сталь 12Х18х20Т относятся к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Развивается в зоне термического влияния при температуре 500-800 ° С. C. Когда металл остается в таком критическом диапазоне температур, карбиды хрома выделяются по границам зерен аустенита.Все это может иметь опасные последствия — хрупкое повреждение конструкции при эксплуатации. сварка химического состава стали
Для достижения стойкости стали необходимо устранить или ослабить эффект выделения карбида и стабилизировать свойства стали в месте сварного шва.
При сварке высоколегированных сталей используются электроды с защитно-легирующим покрытием основного типа в сочетании с высоколегированным электродным стержнем. Использование электродов с основным покрытием позволяет формировать наплавленный металл требуемого химического состава, а также других свойств за счет использования высоколегированной электродной проволоки и легирования через покрытие.
Сочетание легирования электродной проволокой и покрытия позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и некоторые другие свойства, предназначенные для сварки аустенитных сталей 12Х18х20Т, 12Х18Н9Т, 12Х18х22Т и им подобных.
Сварка высоколегированных сталей под флюсом осуществляется либо кислородно-нейтральными фторидными флюсами, либо защитным легированием в сочетании с высоколегированной электродной проволокой. С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла в сварочной ванне и позволяют легировать сварочную ванну титаном за счет электродная проволока.Кроме того, процесс сварки нечувствителен к образованию пор в металле шва из-за водорода. Однако бескислородные фторидные флюсы обладают относительно низкими технологическими свойствами. Именно низкие технологические свойства фторидных флюсов обусловили широкое использование флюсов на оксидной основе для сварки высоколегированных сталей.
Сварка высоколегированных сталей для снижения вероятности образования перегреваемой структуры, как правило, выполняется на режимах, характеризующихся малым тепловложением.При этом предпочтение отдается швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2-3 мм). Поскольку у высоколегированных сталей повышенное электрическое сопротивление и пониженная электропроводность, при сварке вырост электрода из высоколегированной стали уменьшается в 1,5-2 раза по сравнению с выростом электрода из углеродистой стали.
При дуговой сварке в качестве защитных газов используются аргон, гелий (реже), углекислый газ.
Аргонодуговая сварка выполняется плавящимися неплавящимися вольфрамовыми электродами.Плавящийся электрод сваривают на постоянном токе обратной полярности на режимах, обеспечивающих струйный перенос электродного металла. В некоторых случаях (в основном при сварке аустенитных сталей) смеси аргона с кислородом или углекислым газом (до 10%) используются для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся материалом. электрод.
Сварка неплавящимся вольфрамовым электродом в основном выполняется постоянным током прямой полярности.В некоторых случаях, когда в сталях содержится значительное количество алюминия, для катодного разрушения оксидной пленки используется переменный ток.
Использование дуговой сварки в атмосфере двуокиси углерода снижает вероятность образования пор в металле шва из-за водорода; это обеспечивает относительно высокий коэффициент перехода легкоокисляемых элементов. Таким образом, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80-90%.При сварке сталей с диоксидом углерода, имеющих высокое содержание хрома и низкое содержание кремния, на поверхности сварного шва образуется трудноудаляемая огнеупорная оксидная пленка. Ее наличие затрудняет проведение многослойной сварки.
При сварке сталей с низким содержанием углерода (менее 0,07-0,08%) возможно науглероживание металла шва. Переход углерода в сварочную ванну усиливается, когда в электродной проволоке присутствуют алюминий, титан и кремний. В случае сварки глубоко аустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность горячего растрескивания.Однако науглероживание может изменить свойства металла шва и, в частности, снизить его коррозионные свойства. Кроме того, наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозионную стойкость.
Технологии сварки нержавеющих высоколегированных сталей постоянно совершенствуются. На этом этапе при строгом соблюдении технологического процесса качество сварного шва нержавеющей стали практически уступает по своим свойствам металлу соединяемых деталей и гарантирует высочайшую надежность сварного соединения.
Образование дефекта в сварных соединениях при сварке
При сварке плавлением наиболее частыми дефектами сварных соединений являются неполнота шва, неравномерность его ширины и высоты (рис. 1), крупный масштаб, бугристость и седловидность. При автоматической сварке дефекты возникают из-за колебаний напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфта в механизме перемещения, неправильного наклона электрода и перетекания расплавленного металла в зазор.При ручной и полуавтоматической сварке дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, низким качеством электродов и других сварочных материалов.
Рис.2 . Дефекты формы и размера шва : а — незавершенность шва; б — неравномерная ширина стыкового шва; в — неровности по длине ножки углового шва; h — необходимая высота усиления шва
Для сварки давлением (например, точечной) характерными дефектами являются неравномерный шаг острия, глубокие вмятины, смещение осей соединяемых деталей.
Нарушение формы и размера шва часто свидетельствует о наличии таких дефектов, как провисание (провисание), подрезы, ожоги и неприложенные кратеры.
Наплывы (несоответствия) (рис. 2) чаще всего образуются при сварке горизонтальных швов вертикальных поверхностей в результате подтекания жидкого металла к кромкам холодного основного металла. Они могут быть локальными, в виде отдельных застывших капель или иметь значительную длину по шву. Причины наплыва: большое значение сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск.В кольцевых швах провисание образуется при недостаточном или чрезмерном смещении электрода от зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образованные в основном металле по краю шва с завышенным сварочным током и длинной дугой, так как в этом случае ширина шва увеличивается, а края больше оплавляются. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный нагрев, плавление и стекание его металла на горизонтальной полке.В результате на вертикальной стене появляются поднутрения, а на горизонтальной полке появляются притоки. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки, а при электрошлаковом — из-за неправильной установки формовочных ползунов.
Подрезы приводят к ослаблению поперечного сечения основного металла и могут вызвать разрушение сварного соединения.
Рис. Внешние дефекты : а — стык; б — угловой; 1 — приток; 2 — подрезка.
Прожиг — это провар основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают из-за недостаточного притупления кромок, большого зазора между ними, чрезмерного сварочного тока или мощности горелки при малых скоростях сварки. Ожоги чаще всего наблюдаются при сварке тонкого металла и при первом проходе многослойного шва. Кроме того, ожоги могут возникнуть в результате плохого предварительного нагружения флюсовой подушки или медной футеровки (автоматическая сварка), а также при увеличении продолжительности сварки, малой силе сжатия и наличии загрязнений на поверхностях свариваемые детали или электроды (точечная и шовная контактная сварка).
Незаполненные кратеры , образующиеся в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут быть очагами растрескивания.
Размещено на Allbest.ru
…Похожие документы
История открытия нержавеющей стали. Описание легирующих элементов, придающих стали необходимые физико-механические свойства и коррозионную стойкость. Виды нержавеющей стали. Физические свойства, методы изготовления и применение различных марок сталей.
аннотация, добавлен 23.05.2012
Механические свойства стали при повышенных температурах. Технология плавки стали в дуговой печи. Очистка металла от примесей. Интенсификация окислительных процессов. Подготовка печи к плавке, загрузка шихты, разливка стали. Расчет компонентов начинки.
курсовая работа, добавлена 06.04.2015
Закалочные механизмы из низколегированной стали марки НС420ЛА. Дисперсионное упрочнение. Технология производства.Механические свойства высокопрочной низколегированной стали исследуемой марки. Рекомендуемый химический состав. Параметры и свойства стали.
контрольная, добавлен 16.08.2014
Понятие и сфера применения стали в современной промышленности, ее классификация и разновидности. Порядок и критерии определения свариваемости стали. Механизм подготовки стали к сварке, виды дефектов и этапы их устранения, экономическая эффективность.
курсовая работа, добавлен 28.01.2010
Производство стали в кислородных конвертерах.Легированные стали и сплавы. Конструкция из легированной стали. Классификация и маркировка стали. Влияние легирующих элементов на свойства стали. Термическая и термомеханическая обработка легированной стали.
аннотация, добавлен 24 декабря 2007 г.
Структура и свойства стали, исходные материалы. Производство стали в конвертерах, в мартеновских печах, в дуговых электропечах. Выплавка стали в индукционных печах. Внепечное рафинирование стали. Стальное литье. Специальные виды сталей в электрометаллургии.
аннотация, добавлен 22.05.2008
Характеристика рельсовой стали — углеродистая легированная сталь, легированная кремнием и марганцем. Химический состав и требования к качеству рельсовой стали. Технология производства. Анализ производства рельсовой стали с использованием модификаторов.
аннотация, добавлен 10.12.2016
Условия эксплуатации и особенности литейных свойств сплавов. Механические свойства стали 25Л, химический состав и влияние примесей на ее свойства.Последовательность изготовления отливки. Сталеплавильный процесс и схема устройства мартеновской печи.
курсовая работа, добавлен 17.08.2009
Высокоуглеродистые конструкционные стали. Качество и производительность пружины. Маркировка и основные характеристики пружинных сталей. Основные механические свойства пружинно-рессорной стали после специальной термической обработки.
курсовая работа, добавлен 17.12.2010
Сталь конструкционная углеродистая обыкновенного качества.Механические свойства горячекатаной стали. Сталь углеродистая качественная. Легированные конструкционные стали. Низколегированная, среднеуглеродистая или высокоуглеродистая сталь.
Сталь нержавеющая жаропрочная 12х18н10т Это удобный и практичный материал для изготовления металлоконструкций различного назначения. Сталь имеет аустенитную структуру, а также следующий химический состав по ГОСТ 5632-72:
.- хром — 17-19%;
- углерод — 0,12%;
- кремний — 0.8%;
- марганец — 2%; Фосфор
- — 0,035%;
- сера — 0,02%;
- никель — 9-11%;
- медь — 0,3%;
- титан — 0,8%.
Сталь 12х18н10т (аналог AISI 321) отличается высокой пластичностью, ударной вязкостью, а также стойкостью к коррозии и высоким температурам. Если необходимо улучшить механические свойства стали, ее можно закалить, хотя в этом случае характеристики прочности и твердости снизятся.Магнитные свойства стали отсутствуют. Сталь очень удобна в обработке: ее легко формовать, сваривать и обрабатывать. Чтобы предотвратить образование межкристаллитной коррозии, титан стабилизирован. Сталь используется в таких областях, как машиностроение и строительство, а также в пищевой, химической, топливно-энергетической и целлюлозно-бумажной промышленности. В зависимости от содержания легирующих элементов существуют различные типы нержавеющей стали (например, AISI 304, AISI 316, AISI 430 по зарубежной классификации).В настоящее время эти виды стальных заготовок востребованы на рынке. 12х18н10т как трубы, лист, прутки круглого и квадратного сечения.
Труба из нержавеющей стали
Основные области применения трубы — изготовление металлоконструкций и прокладка трубопроводов. Существует множество бесшовных труб из металла различного сечения и толщины (например, 25х2 12х18н10т). Нержавеющая сталь Trumpet широко применяется в машиностроении благодаря высокой надежности и прочности.Таким образом, он востребован при производстве резервуаров, теплообменников, криогенных и реакционных установок. Кроме того, труба соответствует строгим стандартам пищевой промышленности, так как способна успешно контактировать с органическими растворителями и неконцентрированными кислотами.
Лист нержавеющий
На рынке присутствует как холоднокатаный, так и горячекатаный нержавеющий лист. Технические условия листов регламентируются ГОСТ 5582-75 и ГОСТ 7350-77. Сфера их применения — производство различных сборных и сварных конструкций с высокими требованиями к механическим нагрузкам, коррозионной стойкости и высоким температурам (например, выхлопные системы, теплообменники и т. Д.)).
Прутки из нержавеющей стали
Для изготовления различных металлоконструкций используются прутки из нержавеющей стали круглого или квадратного сечения (например, AISI 201 круг ) Диаметр прутков может варьироваться от 8 до 320 мм (по кругу), а сторона — от От 6 до 250 мм (для квадрата).
Развитие нашей цивилизации напрямую связано с изобретением новых технологий, производством новых материалов с целью применения в различных отраслях промышленности и увеличения срока службы создаваемых деталей, механизмов и оборудования.
Важнейшим этапом в развитии металлургии стало создание нержавеющей стали.
В этой статье мы подробнее рассмотрим наиболее распространенную марку нержавеющей стали. 12Х18х20Т — попробуем определить его достоинства, недостатки, рассмотрим влияние легирующих элементов на свойства нержавеющей стали и возможность ее использования в различных отраслях промышленности.
Легирующие элементы из стали 12Х18х20Т
Сталь марки — нержавеющая аустенитная титансодержащая сталь.Chem. Состав марки утвержден ГОСТ 5632-72 Стали нержавеющие аустенитные. Основные преимущества: высокая пластичность и вязкость.
Лучшая термическая обработка сталей этого класса — отпуск при температуре 1050 0 C-1080 0 C в воде, после процесса закалки меха. Свойства стали отличаются высокой вязкостью и пластичностью, но низкой прочностью и твердостью.
Аустенитные стали используются как жаростойкие при температурах до 600 0 C Основными легирующими элементами являются хром и никель.Однофазные стали имеют стабильную структуру однородного аустенита с низким содержанием карбидов титана (во избежание межкристаллитной коррозии. Подобная структура образуется после процесса закалки от температур 1050 0 C-1080 0 C ) Аустенитная и аустенитная- Ферритные стали имеют относительно низкий уровень прочности (700-850МПа) .
Сталь 12Х18х20Т — влияние легирующих элементов на механические свойства
Остановимся на особенностях влияния легирующих элементов на структуру нержавеющей стали 12Х18х20Т.
Хром, содержание которого в 12Х18х20Т составляет от 17 до 19%, является основным элементом, обеспечивающим способность металла к пассивации и определяющим высокие антикоррозионные свойства стали марки 12Х18х20Т. Легирование никелем определяет сталь в аустенитном классе, что позволяет сочетать высокую обрабатываемость нержавеющей стали с отличным диапазоном эксплуатационных характеристик. При содержании углерода 0,1% 12Х18х20Т при температурах выше 900 0 С имеет полностью аустенитную структуру, это связано с сильным аустенитообразующим действием С (углерода).Соответствие концентраций Cr и Ni специфически влияет на стабильность аустенита при понижении температуры обработки для твердого раствора (1050 0 С-1100 0 С ) Помимо влияния основных элементов, важно также учитывать наличие в нержавеющей стали кремния (Si), титана (Ti) и алюминия (Al), способствующих образованию феррита.
Сталь 12Х18х20Т методы упрочнения
Остановимся на способах упрочнения нержавеющей стали марки 12Х18х20Т.
Одним из распространенных способов повышения прочности качественного проката является высокотемпературная термообработка (ВТМО). При изучении возможности повышения прочности по технологии HTMO выяснилось, что наилучшая прочность у проката, подвергнутого высокотемпературной термообработке при минимальной температуре деформации и времени от окончания прокатки до закалки. Так, у стали WTMO предел текучести 08Х18х20Т увеличился на 45-60% по сравнению с таким же уровнем после традиционной термообработки (ГТП) и 1.В 7-2 раза по сравнению с ГОСТ 5949-75 . При этом свойства пластичности несколько снизились и не выходили за допустимые значения стандарта.
Сравнение марок 12Х18х20Т и 08Х18х20Т
У стали марки 12Х18х20Т прочность увеличилась больше, чем у стали марки 08Х18х20Т. При этом падение прочности с повышением температуры увеличивалось в большей степени за счет снижения прочности стали на разрыв против разупрочнения с увеличением содержания углерода.Кратковременные высокотемпературные испытания показали, что наивысший уровень прочности термомеханически закаленной стали, определенный при комнатной температуре, продолжает сохраняться при повышенных температурах. В этом случае нержавеющая сталь после HTMO теряет прочность с повышением температуры меньше, чем сталь после традиционной термообработки.
Сталь 12Х18х20Т — сфера применения
Никель-хромовые нержавеющие стали используются для сварных конструкций в криогенной технике при низких температурах, порядка -269 0 C , для емкостного, теплообменного и реакционного оборудования, а также для паровых нагревателей, водонагревателей и нагревателей высокого давления. трубопроводы с максимальной температурой применения до 600 0 С, для деталей печного оборудования, муфелей, выпускных коллекторов.Максимальная температура использования жаропрочных изделий из таких сталей в период до 10 000 часов — 800 0 С, при температуре 850 0 C начинается процесс интенсивного окалинообразования. При продолжительной рабочей нагрузке сталь 12Х18х20Т сохраняет антиоксидантные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 900 0 С, а в условиях теплообмена до 800 0 С. Коррозионно-стойкая сталь
марки 12Х18х20Т широко применяется для изготовления сварного оборудования в различных отраслях промышленности, а также металлоконструкций, работающих в контакте с агрессивными средами — азотной кислотой и другими окислительными средами, некоторыми органическими кислотами низкой концентрации, органическими растворителями, и т.п.Нержавеющая сталь 08Х18х20Т применяется для сварных изделий, работающих в более агрессивных средах, чем сталь 12Х18х20Т, и обладает высокой степенью стойкости к межкристаллитной коррозии.
В результате уникальное сочетание свойств и прочностных характеристик позволило нержавеющей стали марки 12Х18х20Т найти самое широкое применение в большинстве отраслей промышленности, металлопродукция этой марки обладает высокими характеристиками при длительном сроке службы.
Приложение
Сталь этой марки широко используется в промышленности.Его используют для изготовления деталей, рабочая температура которых достигает 600 градусов Цельсия. Он устойчив к агрессивным средам, поэтому из него также производятся элементы, работающие под высоким давлением в растворах солей и щелочей, различных кислот.
Кроме того, сталь 12Х18х20Т используется в производстве насосов КМ, конвейерных лент, отрезных кругов, вагонов поездов и т. Д. Также этот вид стали можно встретить в энергетике, системах горячего и холодного водоснабжения, пищевой и химической промышленности.
Производство осуществляется на качественном специализированном оборудовании последнего поколения. Сначала обрабатывается заготовка, температура в этом случае более 1000 градусов Цельсия. Далее их закаливают холодной водой.
Стальной прокат
Стальмарки 12Х18х20Т бывает нескольких видов, однако наибольшей популярностью пользуются трубы и листы.
Труба устойчива к коррозии, поэтому имеет более широкую область применения, чем листы. Применяется при строительстве как жилых, так и промышленных объектов.Кроме того, трубы часто выбирают для строительства трубопроводов и оборудования котельных, где работа напрямую связана со средами высокого давления. Лист прост и практичен в использовании, устойчив к неблагоприятным воздействиям окружающей среды. Это отличает его от проката других типов. Отличительная особенность труб и листов 12Х18х20Т — отсутствие необходимости в дополнительной обработке.
Химический состав
Все преимущества и механические свойства стали обусловлены ее химическим составом:
- 19-20% хрома гарантирует высокую устойчивость к коррозии.
- 12% никеля обеспечивает возможность использования при работе с агрессивными средами, кислотами.
- Титан защищает сталь от образования вредных для металла карбидов хрома.
- Кремний отвечает за высокую прочность металла и износостойкость изделий из него.
- В состав помимо перечисленных компонентов входят кислород, водород, азот и другие сплавы.
| Механические свойства стали 12Х18х20Т (стар.X18N10T) | ||||||
| ГОСТ | Состояние поставки, режимы термообработки | Профиль мм | σ 0,2 (МПа) | σ дюйм (МПа) | δ 5 (%) | ψ% |
| ГОСТ 5949-75 | Барс. Закалка 1020-1100 ° C, воздух, масло или вода. | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Прутки отполированы, обработаны с заданной прочностью. Стержни со сколами. | — До 5 | — — | 590-830 930 | 20 — | — — |
| ГОСТ 7350-77 (Образцы поперечные) ГОСТ 5582-75 (Образцы поперечные) | Листы горячекатаные и холоднокатаные: — закалка 1000-1080 ° С, вода или воздух. — закалка 1050-1080 ° С, вода или воздух. — арендовано | ул. 4 До 3.От 9 до 3,9 | 236 205 — | 530 530 880-1080 | 38 40 10 | — — — |
| ГОСТ 18143-72 | Проволока термообработанная. | 1,0-6,0 | — | 540-880 | 20 | — |
| ГОСТ 9940-8 | Трубы бесшовные горячекатаные без термической обработки | 3,5-32 | — | 529 | 40 | — |
| Физические свойства стали 12Х28Н10Т (старое название Х28Н10Т) | ||||||
| Т (город) | E 10-5 (МПа) | а 10 6 (1 / город) | л (Вт / (м | r (кг / м 3) | C (Дж / (кгград)) | R 10 9 (Ом · м) |
| 20 | 1.98 | 15 | 7920 | 725 | ||
| 100 | 1,94 | 16,6 | 16 | 462 | 792 | |
| 200 | 1,89 | 17 | 18 | 496 | 861 | |
| 300 | 1,81 | 17,2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17,5 | 21 | 538 | 976 | |
| 500 | 1,66 | 17,9 | 23 | 550 | 1028 | |
| 600 | 1,57 | 18,2 | 25 | 563 | 1075 | |
| 700 | 1,47 | 18,6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19,3 | |||||
Объемный вес нержавейки 12х18н10т. Плотность нержавеющей стали
Плотность нержавеющей стали, а также других металлов, а также материалов и веществ — характеристика, о существовании которой многие не подозревают, давно забыв практически все, что изучали на уроках физики в школе.Между тем всем, кому необходимо знать точный вес металлических изделий из высоколегированных сплавов, без этого параметра не обойтись.
1
Плотность (P) — это физическая величина, которая определяется для однородного материала или вещества по их массе (в r, кг или т) в единице объема (1 мм 3, 1 см 3 или 1 м 3). . То есть рассчитывается путем деления масс на объем, в котором он заключен. В результате получается определенное количество, которое для каждого материала и вещества имеет свое значение, варьирующееся в зависимости от температуры.Плотность также называется удельной массой. Оперируя этим термином, легче понять суть этой характеристики. То есть это масса, имеющая единицу материального объема или вещества.
Нержавеющая сталь
И чтобы рассчитать теоретический (расчетный номинальный) вес 1 ряда или квадратного метра любого металлического изделия, это физическая величина — плотность, конечно, для соответствующего металла. Причем во всех госстатах сортировки, где указаны основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 проката или квадратного метра продукции разного размера, в котором обязательно указывается, какое значение плотности было берется при расчете.Зачем и когда нужно это выяснять, все знают, кому это нужно. Этот параметр используется для расчета общей массы одного продукта или всей партии по их общей длине или площади. Но зачем и когда нужно знать плотность стали, в частности нержавеющей?
Дело в том, что для всех видов металлических изделий теоретическая масса 1 метра, приведенная в ГОСТе и справочниках, рассчитывалась с использованием определенного значения плотности. Для стального проката чаще всего встречается показатель 7850 кг / м 3 или 7,85 г / см 3, что совпадает. А фактическая сталь Р, в зависимости от сплава, используемого для производства, может варьироваться от 7600 до 8800 кг / м 3.
При желании несложно подсчитать, в чем будет заключаться погрешность в случае (или изделия из прокатной стали другого типа), изготовленного не из углеродистой или другой стали с плотностью 7850 кг / м 3, а из другого более тяжелого (например, 12х18н10т) или легкого сплава. При небольших объемах проката и при необходимости точного определения веса разница будет незначительной.То есть примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес его 1 метра будет обоснован. Кроме того, при отгрузке, как правило, проводится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Но часто необходимо знать точный, пусть и теоретический, вес еще на стадии оформления заказа на поставку проката, а для конструкторских и конструкторских расчетов это обязательное условие.Именно в таких случаях выясняется плотность сплава, из которого изготовлен металлический брелок, и затем на основании этих данных вносятся поправки на массу его массы 1 метр. И только потом рассчитайте общий вес проката. О том, как отрегулировать вес на 1 метр, рассказывается ниже.
2
Зачем рассчитывать плотность металлопроката? Скорее всего, он никогда не понадобится. Однако могут возникнуть обстоятельства, когда расчет плотности может быть единственным доступным быстрым методом, позволяющим приблизительно определить, в какую группу сплавов (марок стали) входит металл, из которого изготовлено немаркированное изделие.В соответствии с приведенным выше определением плотности достаточно рассчитать ее для сплава той или иной прокатки. Надо разделить по объему. Первое значение определяется путем взвешивания, а второе ожидаем после замера всех необходимых габаритов изделия.
Один из методов расчета плотности стали
Выполнить корректировку взятых из таблиц гостей или справочников теоретической массы 1 метра проката также достаточно просто.Необходимо разделить его по плотности, которая указана в стандартных или справочных пособиях. Обычно перед таблицами с размерами изделий или после них. Как правило, там так написано, что плотность металла принимается равной такой величине. Затем умножьте полученное значение на фактический сплав P, из которого изготовлено изделие.
Кроме того, для настройки можно использовать преобразованный коэффициент, полученный путем деления фактической плотности на 1 метр, используемый для расчета теоретического веса.
Приведен в ряде гостевых и справочников по некоторым маркам сплавов. В этом случае для умножения на этот коэффициент будет достаточно взятия стандартной теоретической массы. Однако следует учитывать, что такая корректировка будет менее точной, чем при использовании предыдущего метода, поскольку коэффициенты являются приблизительными из-за округления до сотых.
3
Плотность стали 12х18н10т и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже.В последнем столбце таблиц примерный коэффициент относительно плотности 7850 кг / м 3 (7,85 г / см 3).
Листы из нержавеющей стали
Таблица 1. Различия отечественных марок нержавеющей стали
Марка нержавеющего сплава | Плотность стр. , кг / м 3 (г / см 3, кг / дм 3) | Коэффициент К. равен п. /7850 ( ρ / 7,85) |
| 08x22N6T | ||
| 08×13. | ||
| 04х18Н10 | ||
| 08х18Н12Т. | ||
| 06HN28MDT | ||
| 10x17n13m2t | ||
| 08x17n15m3t |
таблица 2 . Плотность некоторых марок нержавеющей стали по стандарту AISI
В настоящее время продажа труб ведется не метрами, а тоннами.Но как все же рассчитать необходимое количество труб нужного диаметра? Об этом мы расскажем в этой статье, которая дойдя до конца, все сразу станет понятно.
Размеры трубы указаны и Гостевая- Удельная плотность некоторых марок стальных заготовок;
- Диаметр изделия;
- Толщина стенки;
- Погонных метров.
Удельная плотность: Таблица соответствия веса
Для того, чтобы вы все четко цитировали таблицу с популярными марками нержавеющей стали с характеристиками.
| Название продукта, тип | Маркировка, или что это значит | Вес (г / см3) |
| Нержавеющая конструкционная криогенная сталь | с 12 до 18 лет. | 8 |
| Конструкция из нержавеющей стали, устойчивая к коррозии и стойкая к высоким температурам | с 08 по 18. | 8 |
| Сталь конструкционная низколегированная | 09 по 2. | 7,89 |
| Конструкционная сталь углеродистая | 10-40 | 7,89 |
| Конструкционная углеродистая сталь | ST3 SP, 3 PS | 7,85 |
| Клеймо инструментальное | X 12 MF | 7,8 |
| Структурная пружина | 65 г | 7,9 |
| Инструментальный штамп | 5 х | 7,75 |
| Конструктивное легирование | 30 мкг | 7,89 |
Совет: Чтобы удельный вес был точным, обратитесь за помощью к специалистам, которые оперативно решат все вопросы за вас.
Трубы электросварные профильные ГОСТ 11068-81
- Жидкости питательные, газы отопительные для работы на стройке.
- В Нефтев И. Добыча газа для насосно-химического производства. По ГОСТ 10704 91.
- В отраслях, где необходима устойчивость к перепадам давления и высокотемпературным режимам. Используются оцинкованные овальные трубы большой плотности и небольшого диаметра.
- При проведении геологоразведочных работ на месте нефтяных скважин.
- Состав вагонов, вагонов, при производстве оборудования для строительства и ремонта. Широко используются изделия с тонкими стенками и не более.
- Для машиностроения.
ГОСТ 11068 81- Это не только вышеперечисленные параметры и характеристики для расчета плотности стали, но и вес нержавеющей трубы зафиксирован в книгах или на страницах Интернет-сайтов. полный список стандартных и нестандартных товаров.
По длине они невроды, но не выше, чем в предоставленной гостевой таблице, допустимое отклонение 1.5 см. Если заказчик оговаривается с производителями, то длина выпускаемой трубы планируется на размер больше, чем указано.
Конец каждого изделия обрезан по прямому углу и очищен от сколов, возможна небольшая фаска. По договоренности потребителя с заказчиком на концах труб наносятся специальные фаски, позволяющие совместить несколько изделий друг с другом.
Каждая труба горячей деформации изготавливается по ГОСТ и стандартам, все требования соблюдены Техническим регламентом и утверждены в установленном порядке.Для производственных целей принимаются только те марки, которые указаны в таблице, не используются металлы с химическими добавками.
Наружная и внешняя поверхности бесшовного горячедеформированного изделия проходят температурные испытания, выдерживают более 350 с и только после этого поступают в продажу. Если на поверхности заметны плен, закат, трещина или рваное место с дефектами, она отправляется на переработку с устранением всех повреждений. Диаметр и толщина стенок трубы должны соответствовать ГОСТ 11068 81.
Как рассчитать по формулам вес нержавеющей трубы 12 x 18n 10т: Измеритель материала материала 1 метр
Имея необходимый объем данных, мы можем быстро и без труда рассчитать вес нержавеющей стали.
Равен объемному весу стали и плотности. Чтобы уточнить примерный объем, умножьте площадь нержавеющей трубы на поверхности, равную диаметру и толщине стенок.
Например:
- Берем трубы стальные, диаметр стенки которых 100 миллиметров;
- Длина их 10 000 миллиметров;
- Специальная сталь 7900
- 7900 * 100 мм * Кол-во П 3.14 * 10 000 мм = 24,8 кг.
. Как показывают практические измерения, такой расчет веса трубы не точен на 100%, так как его можно регулировать на круглой поверхности. Воспользоваться формулой расчета веса немного проще:
Вес наружного диаметра — это толщина стенки * толщина стенки * 25 г = 1, то есть вес, а то и проще:
(Диаметр-толщина) * толщина стенки * 25 г =.Совет: при вычислении разных формул вы можете встретить разные значения, но разница в них будет небольшая, которой можно пренебречь. Лучше, чтобы вес нержавеющей стали был куплен с запасом, который будет потерян при обработке или будет уменьшен.
Популярные размеры профиля:
- Длина лица 1,5 на 1,5 см, толщина стенки 0,01, 0,015 и 0,02 см — вес от 0,48 до 0,91 кг / мм
- DS 2 на 1,5 см — Тс 0,015 и 0,02 см, вес 0,9-1 кг / мм.
- DS 2 на 2 см — TC 0,01, 0,015 и 0,02 см — при 0,63-1,22 кг / мм.
- DS 2,5 на 1,5-ц 0,01, 0,015 и 0,02 см — при 0,6-1,22 кг / мм.
- DS 2,5 на 2,5 —Ц 0,01, 0,015 и 0,02 см — на 0,78-1,5 ГК / мм.
- DS 3 на 2 см — ТС 0,015 и 0,02 см — в 1,2-1,49 кг / мм.
Для более широкого представления о размерной сетке, где длина каждой стороны указывает на толщину стен, мы рекомендуем ознакомиться с сайтами в Интернете, где есть полный список значений.
Посмотреть видео
Надеемся, статья была для вас полезной и перед покупкой вы рассчитали нужную сумму, которая не будет хлопотом и незапланированной тратой. Плотность нержавеющей стали всегда необходима для расчета веса нержавеющей трубы.
Удельный вес Нержавеющая сталь 12х18Н10Т — SoveetskyFilm.ru
«Нержавеющая» в машиностроении — это довольно большая группа марок сталей, в которую входят несколько групп сталей с особыми свойствами, не исчерпываемыми одной стойкостью к ржавчине.
Например, такие наиболее распространенные марки нержавеющих сталей, как 12х18н10т и 12х18х22Т, назначаются одновременно непосредственно к коррозионно-стойким сталям, жаропрочным, криогенным и конструкционным сталям, а по химическому составу соответственно к сталям с добавлением хрома. , никель и титан соответственно.
Для выполнения определенных видов работ необходимо учитывать качественные характеристики материалов. Нержавеющая сталь, как один из самых востребованных видов металла, имеет различный химический состав, механические и другие свойства, определяющие ее практическое использование.
Методы расчета веса нержавеющей стали
Для расчета удельного веса нержавеющей стали используется стандартная формула. Соотношение между массой и объемом металла из нержавеющей стали и будет его удельным весом.
В свою очередь, для расчета массы проката имеющееся значение удельного веса умножается на площадь поперечного сечения проката и на его длину.
Рассмотрим на конкретных примерах расчет веса нержавеющей стали:
Пример 1.Рассчитываем вес кругов диаметром 50 мм из стали 12х18н10т длиной 4 метра, в количестве 120 штук.
Найдем площадь поперечного сечения окружности S = πR 2 означает S = 3,1415 · 2,5 2 = 19,625 см 2
Находим массу одного стержня, зная, что пропорция марки 12х18н10т = 7,9 г / см 3
М = 1 & 6259middot; 4009middot; 7,9 = 62 015 кг
Общий вес всех стержней m = 62 015 · 120 = 7441.8 кг
Пример 2. Рассчитываем вес трубы диаметром 60 мм и толщиной стенки 5 мм из стали 08х13 длиной 6 метров, в количестве 42 шт.
Найдем площадь поперечного сечения трубы, для этого определяем площадь поперечного сечения трубы как если бы это была окружность и вычитаем площадь внутреннего пустого пространства
S = 3,1415 · 3 2 — 3,1415 · 2,5 2 = 28,2735 — 19 625 = 8,6485 см 2
Следовательно, при конкретной марке марки 08х13 = 7.76 Гр / см 3 Масса одной трубы составит
М = 8,6485 · 7,769 миддот; 600 = 40 267 кг
Итого все трубы весят m = 40 267 · 42 = 1691,23 кг
Пример 3. Рассчитываем вес листов толщиной 2 мм и размером резки 500х500 мм из стали 15х25т, в количество 6 шт.
Объем одного листа V = 2 · 5009middot; 500 = 500000 мм 3 = 500 см 3
Масса листа исходя из конкретного сорта марки 15х25т = 7.7 гр / см 3
M = 500 · 7,7 = 3850 граммов = 3,85 кг, следовательно
Общая масса всего проката m = 3,85 · 6 = 23,1 кг
Нержавеющая сталь может быть классифицирована
1 по микроструктуре,
2. По химическому составу
3. По способу и виду производства
4. По сфере применения.
Ниже приведены данные по удельному весу некоторых наиболее распространенных типов сталей, который рассчитывается по этой формуле:
Включение в нержавеющую сталь различных химических элементов позволяет улучшить ее характеристики:
Ударная. вязкость
Антикоррозийная стойкость
Кроме того, марганец, алюминий, хром и углерод сокращают, доля нержавеющей стали, никеля, вольфрама и меди, наоборот, увеличивается.О его составе вы можете узнать на этикетке.
Сфера применения нержавеющей стали сложно переоценить, поскольку нет ни одной промышленной или бытовой сферы, где бы она не использовалась в том или ином виде. Медицина, пищевая промышленность, электроника, электроэнергетика, бытовая техника, автомобилестроение и машиностроение, химическая и нефтегазовая промышленность, строительство — в каждой из этих отраслей нержавеющая сталь востребована, поскольку сочетает в себе уникальные характеристики.
Обладая беспрецедентными антикоррозийными и антиоксидантными свойствами, нержавеющая сталь остро необходима в пищевой и фармацевтической промышленности.Благодаря ей можно сохранить чистоту химического состава пищевых продуктов и медикаментов, органические элементы которых не вступают в реакцию с «нержавеющими 4RAQUO; элементами оборудования, инструментами и специальной тарой».
При строительстве конструкция из нержавеющей стали позволяет снизить нагрузку на капитальный фундамент. Возведение многоэтажной высоты возможно и благодаря металлоконструкциям из нержавеющей стали.
Говоря о практической ценности нержавеющей стали, нельзя забывать о ее эстетические характеристики.Внешний вид изделий из нержавеющей стали настолько эффектен, что этот материал сейчас активно используют архитекторы и дизайнеры не только для придания прочности конструкции, но и в качестве элементов декора.
Для расчета массы нержавеющей стали на удельный вес — есть специальный счетчик металла.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
2009-2017 © Любое копирование материалов без активной ссылки на Металлический портал .ru запрещено! Использование материалов в печатных изданиях только с разрешения администрации портала.
Плотность нержавеющей стали, а также других металлов, а также материалов и веществ — характеристика, о существовании которой многие не подозревают, давно забыв практически все, что изучали на уроках физики в школе. Между тем всем, кому необходимо знать точный вес металлических изделий из высоколегированных сплавов, без этого параметра не обойтись.
- Плотность 12x18n10t и ряд других распространенных нержавеющих сталей
Плотность (P) — это физическая величина, которая определяется для однородного материала или вещества по их массе (в г, кг или т) в единице объема (1 мм 3. 1 см 3 или 1 м 3). То есть рассчитывается путем деления масс на объем, в котором он заключен. В результате получается определенное количество, которое для каждого материала и вещества имеет свое значение, варьирующееся в зависимости от температуры.Плотность также называется удельной массой. Оперируя этим термином, легче понять суть этой характеристики. То есть это масса, имеющая единицу материального объема или вещества.
Нержавеющая сталь
И для расчета теоретической (расчетной номинальной) массы 1 ряда или квадратного метра любых металлических изделий, это физическая величина — плотность, конечно же, для соответствующего металла. Причем во всех госстатах сортировки, где указаны основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 проката или квадратного метра продукции разного размера, в котором обязательно указывается, какое значение плотности было берется при расчете.Зачем и когда нужно узнавать вес 1 метра металлических изделий. Они знают все, кому нужно. Этот параметр используется для расчета общей массы одного продукта или всей партии по их общей длине или площади. Но зачем и когда нужно знать плотность стали, в частности нержавеющей?
Дело в том, что для всех видов металлических изделий теоретическая масса 1 метра, приведенная в ГОСТе и справочниках, рассчитывалась с использованием определенного значения плотности. Для стального проката чаще всего встречается значение 7850 кг / м 3 или 7.85 г / см 3. то же самое. А фактическая сталь Р, в зависимости от сплава, используемого для производства, может варьироваться от 7600 до 8800 кг / м 3.
При желании несложно подсчитать, какой будет погрешность в случае расчета масса уголка (или изделия из другого вида проката из стали), которая не является углеродистой или другой сталью с плотностью 7850 кг / м3. А из другой более тяжелой (например, из стали 12х18н10т) или из легкого сплава . При небольших объемах проката и при необходимости точного определения веса разница будет незначительной.То есть примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес его 1 метра будет обоснован. Кроме того, при отгрузке, как правило, проводится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Плотность стали 12x18n10t и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже. В последнем столбце таблиц примерный коэффициент относительно плотности 7850 кг / м 3 (7.85 г / см 3).
Листы из нержавеющей стали
Трубогиб ручной TR и других марок — рассматриваем виды этого устройства
В этой статье мы рассмотрим различные механические гибки труб, которые можно применять вручную, применяя только мускульные.
Типы сварочных аппаратов — обзор популярных моделей
В статье рассказывается, какое спецтехнику имеет смысл приобретать, если вы планируете выпускать программное обеспечение для работы.
Ленточный станок (ленточные пилы)
Цветные металлы и сплавы
Конструкционная сталь и сплавы
Главная »Металлопрокат» Нержавеющая сталь »Как определить вес нержавеющей стали: методика расчета
Что такое удельный вес
Рассчитываем массу трубы
- значение удельной плотности 7900 варьируется в зависимости от диаметра: 7 × * 0.1 = 790;
- умножаем на длину и толщину стены: 7 & 0 * 10 * 0,001 = 7,9;
Листовой материал
Перила и заборы
Добавить комментарий
Как рассчитывается плотность?
р = 8 г / см. Cube или 7.93
Нержавеющая сталь — это легированная сталь, устойчивая к коррозии в агрессивной среде и атмосфере. Этот вид разделен на три группы: коррозионно-стойкие, жаропрочные и жаропрочные.Эти группы специально разделены на решение определенных задач.
Итак, коррозионно-стойкая сталь применяется там, где требуется высокая стойкость материалов к коррозии, как в бытовых условиях, так и при промышленных работах. Жаропрочная сталь применяется в ситуациях, когда требуется хорошая устойчивость материала к коррозии при воздействии высоких температур, например, на химических предприятиях. Жаропрочная сталь — там, где необходима высокая устойчивость к механическому воздействию при высоких температурах.
При работе с нержавеющей сталью очень важно знать показатель качества.Определить этот параметр поможет такая характеристика, как доля нержавеющей стали.
Таблица удельного веса нержавеющей стали
Ниже представлена таблица значений, которая поможет провести все необходимые расчеты при работе с нержавеющей сталью, включая вес нержавеющей стали.
Доля и вес 1 м3 нержавеющей стали в зависимости от единиц измерения
От 7650 до 7950
Расчет удельного веса
Для проведения всех необходимых расчетов необходимо определить концепцию этого характерная черта.Итак, удельный вес называется отношением веса к объему желаемого материала или вещества. Расчеты производятся по следующей формуле: Y = P * G, где Y — удельный вес, P — плотность, G — ускорение свободного падения, которое в нормальных случаях является постоянным и равно 9,81 м / с * p. Результат в Ньютонах, разделенных на кубический метр, измеряется (Н / м3). Для перевода в систему СИ результат умножается на 0,102.
Плотностью называют величину массы необходимого материала или вещества, измеренную в килограммах, которая помещается в кубический метр.Это очень неоднозначное значение, которое зависит от множества факторов. Например, температура. Итак, плотность нержавеющей стали 7950 кг / м3.
ВНИМАНИЕ, только сегодня!
советскийФильм.ру.
Плотность нержавеющей стали 12x18n10t и других марок + видео
Плотность (P) — это физическая величина, которая определяется для однородного материала или вещества по их массе (в г, кг или т) в единице объема (1 мм3). , 1 см3 или 1 м3). То есть рассчитывается путем деления масс на объем, в котором он заключен.В результате получается определенное количество, которое для каждого материала и вещества имеет свое значение, варьирующееся в зависимости от температуры. Плотность также называется удельной массой. Оперируя этим термином, легче понять суть этой характеристики. То есть это масса, имеющая единицу материального объема или вещества.
А чтобы рассчитать теоретический (расчетный номинальный) вес 1 ряда или квадратного метра любого металлического изделия, это физическая величина — плотность, конечно, для соответствующего металла.Причем во всех госстатах сортировки, где указаны основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 проката или квадратного метра продукции разного размера, в котором обязательно указывается, какое значение плотности было берется при расчете. Зачем и когда нужно узнать вес 1 метра металлических изделий, все знают, кому это нужно. Этот параметр используется для расчета общей массы одного продукта или всей партии по их общей длине или площади.Но зачем и когда нужно знать плотность стали, в частности нержавеющей?
Дело в том, что для всех видов металлических изделий теоретическая масса 1 метра, приведенная в ГОСТе и справочниках, рассчитывалась с использованием определенного значения плотности. Для стального проката чаще всего встречается показатель 7850 кг / м3 или 7,85 г / см3, что совпадает. А фактическая сталь P, в зависимости от сплава, используемого для производства, может варьироваться от 7600 до 8800 кг / м3.
При желании несложно подсчитать, какой будет погрешность в случае расчета массы уголка (или изделия из другого вида проката из стали), изготовленного из углеродистой или другой стали с плотностью 7850 кг / м3, а из другого более тяжелого (например, 12х18н10т) или легкого сплава.При небольших объемах проката и при необходимости точного определения веса разница будет незначительной. То есть примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес его 1 метра будет обоснован. Кроме того, при отгрузке, как правило, проводится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Но часто необходимо знать точный, пусть и теоретический, вес еще на стадии заказа заказа на поставку проката, а для конструкторских и конструкторских расчетов это обязательное условие.Именно в таких случаях выясняется плотность сплава, из которого изготовлен металлический брелок, и затем на основании этих данных вносятся поправки на массу его массы 1 метр. И только потом рассчитайте общий вес проката. О том, как отрегулировать вес на 1 метр, рассказывается ниже.
Зачем рассчитывать плотность металлопроката? Скорее всего, он никогда не понадобится. Однако могут возникнуть обстоятельства, когда расчет плотности может быть единственным доступным быстрым методом, позволяющим приблизительно определить, в какую группу сплавов (марок стали) входит металл, из которого изготовлено немаркированное изделие.В соответствии с приведенным выше определением плотности достаточно рассчитать ее для сплава той или иной прокатки. Надо разделить по объему. Первое значение определяется путем взвешивания, а второе ожидаем после замера всех необходимых габаритов изделия.
Один из методов расчета плотности стали
Выполнить корректировку взятых из таблиц гостей или справочников теоретической массы 1 метра проката также достаточно просто.Делить его необходимо по плотности, которая указывается в стандарте или справочнике обычно перед таблицами с размерами изделий или после них. Как правило, там так написано, что плотность металла принимается равной такой величине. Затем умножьте полученное значение на фактический сплав P, из которого изготовлено изделие.
Кроме того, для настройки можно использовать преобразованный коэффициент, полученный делением фактической плотности на 1 метр, используемый для расчета теоретического веса.
Приведен в ряде гостевых и справочников по некоторым маркам сплавов. В этом случае для умножения на этот коэффициент будет достаточно взятия стандартной теоретической массы. Однако следует учитывать, что такая корректировка будет менее точной, чем при использовании предыдущего метода, поскольку коэффициенты являются приблизительными из-за округления до сотых.
3 Плотность 12x18N10T и ряд других распространенных нержавеющих сталей
Плотность стали 12x18N10T и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже.В последнем столбце таблиц примерный коэффициент относительно плотности 7850 кг / м3 (7,85 г / см3).
Листы нержавеющей стали
Таблица 1. Различия отечественных марок нержавеющей стали
Марка нержавеющего сплава | Плотность P, кг / м3 (г / см3, кг / дм3) | Коэффициент K равен P / 7850 (ρ / 7,85) |
| 08x22N6T | ||
| 08×13. | ||
| 04х18Н10 | ||
| 08х18Н12Т. | ||
| 06HN28MDT | ||
| 10x17n13m2t | ||
| 08x17n15m3t |
Таблица 2. Плотность некоторых пятен на нержавеющей стали в соответствии со стандартом AISI
tutmet.RU.
Плотность нержавеющей стали | Плотность 12x18N10T, AISI 304 и др.
Нержавеющая сталь — это тот же сплав железа и углерода, но с добавлением легирующих элементов. В зависимости от того, что туда добавлялись характеристики металла, в том числе плотность.
Если говорить в целом, то плотность нержавеющей стали колеблется в пределах 7701-7900 кг / м³, более подробная информация представлена в таблицах ниже.
| 20 ° | 100 ° | 200 ° | 300 ° | 400 ° | 500 ° | 700 ° | 800 ° | 900 ° | |
| 08×13. | 7760 | 7740 | 7710 | ||||||
| 08x17T. | 7700 | ||||||||
| 08x18n10 | 7850 | ||||||||
| 08х18Н10Т. | 7900 | ||||||||
| 10x14g14n4t | 7800 | ||||||||
| 12×13 | 7720 | 7700 | 7670 | 7640 | 7620 | 7580 | 7520 | 7490 | 7500 |
| 12×17 | 7720 | ||||||||
| 12х18Н12Т. | 7900 | 7870 | 7830 | 7780 | 7740 | 7700 | 7610 | ||
| 12x18n9 (AISI 304) | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 12x18n9t | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 14x17N2. | 7750 | ||||||||
| 15×25 т | 7600 |
Как рассчитывается плотность?
Для этого достаточно ширину умножить на высоту и толщину. Полученное число 7,85 (теоретическое, пропорция)
Характеристики 12х18н10т
Обладает повышенной коррозионной стойкостью, жаропрочен.Везде используется в промышленности. Отлично: при температуре 1030 — 1100 OCs (охлаждение в воде). Убить можно при 1200 ° С. Имеет предел выносливости Σ — 1 = 279 МПа, n = 107
Нержавеющая сталь 12х18н10т, плотность 7900 или, говоря иначе: 7,9 · 10³ кг / м³.
р = 8 г / см. Куб или 7.93
Отлично «вареный», обладает высокой пластичностью и коррозионной стойкостью. Изготавливает мойки и другое оборудование для предприятий общественного питания. Благодаря термостойкости его часто используют в строительстве и для создания различных резервуаров.Кислотостойкость.
Видео рассказывающее об этапах производства.
the-pipe.ru.
Физические характеристики нержавеющей стали AISI (ГОСТ). Расчет веса и плотности нержавеющего металлопроката. |
Основными физическими характеристиками нержавеющей стали, которые учитываются при проектировании изделий и конструкций из нержавеющей стали, являются масса единиц измерения (метры розетки) и плотность. Эта статья поможет вам разобраться с этой проблемой, а приведенные ниже таблицы помогут произвести необходимые расчеты.
Расчет веса нержавеющего проката
Рассчитать вес нержавеющего проката любой марки стали (AISI или ГОСТ) помогут формулы, известные нам из школьного курса физики. Для расчета необходимо знать геометрические размеры и плотность марки стали, из которой изготовлено данное изделие. Умножив площадь поперечного сечения на длину изделия и плотность стали, мы получим вес нержавеющей стали.
Ниже приведены самые простые формулы для расчета массы нержавеющего металла: круг, круглая труба, лист.Для расчета массы более сложных форм (шестиугольника, уголка, профильной трубы из нержавеющей стали или шестигранника) можно воспользоваться металлургическим калькулятором или специальными таблицами.
- Расчет массы круга из нержавеющей стали (стержня):
- Расчет веса счетчика из нержавеющей трубы:
- Расчет листового металла:
π — 3,14 (постоянное значение), ρ — плотность металла или сплава, в г / см3, d — внешний диаметр в мм, T — толщина стенки в мм, h — ширина в мм, L — длина в мм, * Всего Значение массы указывается в граммах.Для перевода в килограмм результат нужно разделить на 1000. * Расчет веса нержавейки и круга делается на 1 метр, чтобы получить общий вес нужного вам ввода, необходимо полученный результат умножить на L
Плотность стола
Плотность — масса вещества в единице объема. Из-за своего химического состава (с низким или высоким содержанием углерода и легирующих элементов) различные марки нержавеющей стали имеют разную плотность. Плотность нержавейки обязательно учитывается при расчете массы нержавейки, которая будет использоваться для ваших целей.
Нержавеющая сталь Таблица плотности некоторых нержавеющих сталей по ГОСТ
| Марка нержавеющей стали (ГОСТ) | Плотность стали ρ, г / см3 (кг / дм3) | Коэффициент, ρ / 7,85 |
| 08x22N6T | 7,60 | 0,97 |
| 08×13. | 7,70 | 0,98 |
| 08x17T. | 7,70 | 0,98 |
| 12×13 | 7,70 | 0,98 |
| 12×17 | 7,70 | 0,98 |
| 04х18Н10 | 7,90 | 1,00 |
| 08x18n10 | 7,90 | 1,00 |
| 08х18Н10Т. | 7,90 | 1,00 |
| 08x20n14c2 | 7,70 | 0,98 |
| 08х18Н12Т. | 7,95 | 1,01 |
| 08x18n12b | 7,90 | 1,00 |
| 10x23N18. | 7,95 | 1,01 |
| 06HN28MDT | 7,96 | 1,01 |
| 10x17n13m2t | 8,00 | 1,02 |
| 08x17n15m3t | 8,10 | 1,03 |
Нержавеющая сталь Таблица плотности нержавеющей стали по стандарту AISI
Таблицы шкал различных видов нержавеющего проката
Предлагаем Вам таблицы пересчета таблиц нержавеющего металлопроката различных типов.Табличные данные представлены для предварительных расчетов и не охватывают всю сортировку нержавеющей стали. Для более точного расчета веса нержавейки, которую вам необходимо купить, предлагаем вам скачать калькулятор металла.
Круглый стол для расчета веса (пруток круглый) нержавеющая сталь.
| Диаметр нержавеющего круга (стержня), мм | Вес метра столба, кг |
| 3 | 0,056 |
| 4 | 0,099 |
| 5 | 0,154 |
| 6 | 0,222 |
| 7 | 0,302 |
| 8 | 0,395 |
| 9 | 0,499 |
| 10 | 0,617 |
| 11 | 0,746 |
| 12 | 0,888 |
| 13 | 1 042 |
| 14 | 1 208 |
| 15 | 1 387 |
| 16 | 1 578 |
| 17 | 1,782 |
| 18 | 1,998 |
| 20 | 2 466 |
| 22 | 2 984 |
| 24 | 3,551 |
| 25 | 3 853 |
| 26 | 4 168 |
| 28 | 4 834 |
| 30 | 5 549 |
| 32 | 6 313 |
| 35 | 7 553 |
| 36 | 7,99 |
| 40 | 9 865 |
| 42 | 10,88 |
| 45 | 12,48 |
| 50 | 15,41 |
| 55 | 18,65 |
| 57 | 20,03 |
| 60 | 22,19 |
| 65 | 26,05 |
| 70 | 30,21 |
| 75 | 34,68 |
| 80 | 39,46 |
| 82 | 41,46 |
| 85 | 44,55 |
| 90 | 49,94 |
| 95 | 55,61 |
| 100 | 61,65 |
| 105 | 68 |
| 110 | 74,6 |
| 120 | 88,8 |
| 130 | 104,14 |
| 140 | 120,78 |
| 150 | 138,65 |
Таблица расчета веса уголка из нержавеющей стали
Таблица расчета веса по списку нержавеющей стали *
* Для листа нержавеющей обычной / матовой \ зеркальной.Вес листа нержавеющей стали гофрированного или перфорированного рассчитывается по приведенным выше формулам в зависимости от его размера и плотности.
| Толщина листа | Резка (стандарт) | Весомерная штанга, кг |
| 0,5 | 1000×2000 | 8 |
| 0,6 | 9,6 | |
| 0,8 | 12,8 | |
| 1 | 16 | |
| 1,25 | 20 | |
| 1,5 | 24 | |
| 2 | 32 | |
| 2,5 | 40 | |
| 3 | 48 | |
| 4 | 64 | |
| 5 | 80 | |
| 6 | 96 | |
| 0,5 | 1250х2500. | 12,5 |
| 0,6 | 15 | |
| 0,8 | 20 | |
| 1 | 25 | |
| 1,25 | 31,25 | |
| 1,5 | 37,5 | |
| 2 | 50 | |
| 2,5 | 62,5 | |
| 3 | 75 | |
| 4 | 100 | |
| 5 | 125 | |
| 6 | 150 | |
| 0,8 | 1500×3000 | 28,8 |
| 1 | 36 | |
| 1,25 | 45 | |
| 1,5 | 54 | |
| 2 | 72 | |
| 2,5 | 90 | |
| 3 | 108 | |
| 4 | 144 | |
| 5 | 180 | |
| 6 | 16 |
Таблица расчета веса круглой трубы из нержавеющей стали
| Диаметр трубы | Полка | Весовая штанга, кг |
| 6 | 1 | 0,13 |
| 8 | 1 | 0,18 |
| 1,5 | 0,262 | |
| 10 | 1 | 0,23 |
| 1,5 | 0,32 | |
| 2 | 0,397 | |
| 12 | 1 | 0,28 |
| 1,5 | 0,39 | |
| 2 | 0,496 | |
| 14 | 1 | 0,33 |
| 1,5 | 0,47 | |
| 2 | 0,601 | |
| 15 | 1 | 0,35 |
| 1,5 | 0,51 | |
| 16 | 1 | 0,38 |
| 1,5 | 0,54 | |
| 2 | 0,7 | |
| 17,2 | 1,6 | 0,62 |
| 2 | 0,76 | |
| 2,3 | 0,86 | |
| 18 | 1 | 0,43 |
| 1,5 | 0,62 | |
| 2 | 0,8 | |
| 20 | 1 | 0,48 |
| 1,5 | 0,69 | |
| 2 | 0,9 | |
| 3 | 1,28 | |
| 21,3 | 1,6 | 0,79 |
| 2 | 0,97 | |
| 2,6 | 1,22 | |
| 3 | 1 375 | |
| 22 | 1,5 | 0,77 |
| 2 | 1 | |
| 23 | 1,5 | 0,81 |
| 25 | 1 | 0,6 |
| 1,5 | 0,88 | |
| 2 | 1,15 | |
| 3 | 1,65 | |
| 25,4 | 1,5 | 0,9 |
| 26,67 | 3,9 | 2,23 |
| 26,9 | 1,6 | 1,01 |
| 2 | 1,25 | |
| 2,5 | 1,53 | |
| 2,6 | 1,58 | |
| 3 | 1,8 | |
| 28 | 1 | 0,67 |
| 1,5 | 1 | |
| 2 | 1,29 | |
| 30 | 1,5 | 1,07 |
| 2 | 1,4 | |
| 2,6 | 1,78 | |
| 3 | 2,03 | |
| 31,8 | 1,2 | 0,92 |
| 1,3 | 0,96 | |
| 32 | 1,2 | 0,93 |
| 1,5 | 1,15 | |
| 2 | 1,5 | |
| 2,5 | 1,85 | |
| 33 | 1,5 | 1,18 |
| 33,4 | 2 | 1,57 |
| 33,7 | 2 | 1,59 |
| 2,5 | 1,95 | |
| 3,2 | 2,44 | |
| 34 | 1 | 0,83 |
| 1,2 | 0,99 | |
| 1,5 | 1,22 | |
| 35 | 1,5 | 1,26 |
| 2 | 1,65 | |
| 38 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 2 | 1,8 | |
| 2,5 | 2,22 | |
| 3 | 2,63 | |
| 38,1 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 40 | 1 | 0,98 |
| 1,5 | 1,45 | |
| 2 | 1,9 | |
| 42,4 | 1,5 | 1,54 |
| 2 | 2,02 | |
| 2,5 | 2 498 | |
| 2,6 | 2,59 | |
| 3 | 2,99 | |
| 3,2 | 3,14 | |
| 44,5 | 2 | 2,13 |
| 2,9 | 3,02 | |
| 45 | 1,5 | 1,63 |
| 2 | 2,15 | |
| 2,5 | 2,669 | |
| 3 | 3,155 | |
| 48 | 2,5 | 2 867 |
| 48,26 | 2 | 2,32 |
| 3,7 | 4,11 | |
| 48,3 | 2 | 2,32 |
| 2,5 | 2,87 | |
| 3 | 3,4 | |
| 3,2 | 3,61 | |
| 3,6 | 4,03 | |
| 50 | 1,5 | 1,82 |
| 2 | 2,4 | |
| 4 | 4,61 | |
| 50,8 | 1,2 | 1,49 |
| 1,6 | 1,97 | |
| 2 | 2,44 | |
| 51 | 1,2 | 1,5 |
| 1,5 | 1,86 | |
| 2 | 2,45 | |
| 3 | 3 606 | |
| 52 | 1 | 1,28 |
| 1,5 | 1,9 | |
| 2 | 2,5 | |
| 53 | 1,5 | 1,93 |
| 54 | 1,5 | 1,97 |
| 2 | 2,6 | |
| 57 | 1,5 | 2,08 |
| 2 | 2,75 | |
| 2,5 | 3,41 | |
| 2,9 | 3,93 | |
| 3 | 4,06 | |
| 3,6 | 4,81 | |
| 4 | 5,31 | |
| 60,3 | 1,5 | 2,21 |
| 1,6 | 2,35 | |
| 2 | 2,92 | |
| 2,6 | 3,76 | |
| 3 | 4,3 | |
| 3,6 | 5,11 | |
| 4 | 5,64 | |
| 6 | 8,16 | |
| 60,33 | 2,8 | 3,99 |
| 63,5 | 1,5 | 2,33 |
| 2 | 3,08 | |
| 2,6 | 3,96 | |
| 65 | 5 | 7,51 |
| 70 | 2 | 3,41 |
| 73 | 3 | 5,26 |
| 5 | 8,51 | |
| 76,1 | 2 | 2,8 |
| 1,5 | 3,71 | |
| 2,5 | 4,61 | |
| 2,9 | 5,32 | |
| 3 | 5,49 | |
| 3,2 | 5,84 | |
| 3,6 | 6,54 | |
| 4 | 7,22 | |
| 5 | 8,9 | |
| 80 | 2 | 3,91 |
| 84 | 2 | 4,11 |
| 85 | 2 | 4,16 |
| 88,9 | 2 | 4,35 |
| 2,5 | 5,41 | |
| 3 | 6,45 | |
| 3,2 | 6,87 | |
| 3,6 | 7,69 | |
| 4 | 8,5 | |
| 5 | 10,5 | |
| 5,5 | 11,49 | |
| 101,6 | 2 | 4,99 |
| 3 | 7,41 | |
| 4 | 9,78 | |
| 6 | 14,36 | |
| 103 | 1,5 | 3,81 |
| 104 | 1,5 | 3,85 |
| 2 | 5,11 | |
| 106 | 3 | 7,74 |
| 108 | 2 | 5,31 |
| 3 | 7,89 | |
| 4 | 10,42 | |
| 5 | 12,9 | |
| 114,3 | 2 | 5,62 |
| 2,5 | 7 | |
| 3 | 8,36 | |
| 3,2 | 8,9 | |
| 4 | 11,05 | |
| 4,5 | 12,37 | |
| 5 | 13,68 | |
| 6 | 16,27 | |
| 128 | 1,5 | 4,75 |
| 129 | 1,5 | 4,79 |
| 2 | 6,36 | |
| 133 | 2,5 | 8,17 |
| 3 | 9,77 | |
| 4 | 12,92 | |
| 139,7 | 2 | 6,9 |
| 3 | 10,27 | |
| 4 | 13,59 | |
| 153 | 1,5 | 5,69 |
| 154 | 1,5 | 5,73 |
| 2 | 7,61 | |
| 3 | 11,34 | |
| 156 | 3 | 11,49 |
| 159 | 2 | 7,86 |
| 3 | 11,72 | |
| 4 | 15,524 | |
| 204 | 2 | 10,116 |
| 219 | 3 | 16 233 |
| 273 | 3 | 20 282 |
| 4 | 26 843 | |
| 324 | 4 | 32 041 |
| 406 | 3 | 30 304 |
Таблица расчета массы трубы из нержавеющей стали
| Труба из нержавеющей стали прямоугольная | Полка | Штанга для измерения веса, кг |
| 10×10 | 1 | 0,29 |
| 15×15 | 1 | 0,45 |
| 1,2 | 0,56 | |
| 1,5 | 0,66 | |
| 20×10 | 1,2 | 0,53 |
| 1,5 | 0,66 | |
| 20×20 | 1 | 0,61 |
| 1,2 | 0,73 | |
| 1,5 | 0,9 | |
| 2 | 1,18 | |
| 25×15 | 1,5 | 0,9 |
| 2 | 1,02 | |
| 25×25 | 1 | 0,77 |
| 1,2 | 0,92 | |
| 1,5 | 1,14 | |
| 2 | 1,49 | |
| 30х15 | 1,5 | 1,05 |
| 2 | 1,34 | |
| 30×20 | 1,2 | 0,92 |
| 1,5 | 1,14 | |
| 2 | 1,49 | |
| 30×30 | 1 | 0,93 |
| 1,2 | 1,11 | |
| 1,5 | 1,38 | |
| 2 | 1,81 | |
| 3 | 2,63 | |
| 35×35 | 1,2 | 1,3 |
| 1,5 | 1,62 | |
| 2 | 2,13 | |
| 2,5 | 2,72 | |
| 40×10 | 2 | 1,55 |
| 40×15 | 1,5 | 1,26 |
| 40×20 | 1,2 | 1,12 |
| 1,5 | 1 379 | |
| 2 | 1,81 | |
| 3 | 2,65 | |
| 40×25 | 1,5 | 1,51 |
| 40×30 | 1,5 | 1,62 |
| 2 | 2,13 | |
| 3 | 3,26 | |
| 40×40 | 1 | 1,24 |
| 1,2 | 1,5 | |
| 1,5 | 1,86 | |
| 2 | 2,45 | |
| 3 | 3,6 | |
| 45×45 | 2 | 2,77 |
| 50х10 | 1,5 | 1 387 |
| 50×20 | 1,2 | 1,3 |
| 1,5 | 1,62 | |
| 2 | 2,13 | |
| 50×25 | 1,5 | 1,74 |
| 2 | 2,29 | |
| 50×30 | 1,5 | 1,86 |
| 2 | 2,45 | |
| 3 | 3,6 | |
| 50×40. | 1,5 | 2,1 |
| 2 | 2,77 | |
| 3 | 4,08 | |
| 50×50 | 1,5 | 2,34 |
| 2 | 3,09 | |
| 3 | 4,56 | |
| 4 | 6,21 | |
| 60×20 | 1,5 | 1,86 |
| 2 | 2,45 | |
| 60×30 | 1,5 | 2,1 |
| 2 | 2,77 | |
| 3 | 4,08 | |
| 60×40. | 1,5 | 2,34 |
| 2 | 3,09 | |
| 3 | 4,56 | |
| 60×60 | 1,5 | 2,8 |
| 2 | 3,74 | |
| 3 | 5,52 | |
| 4 | 7,45 | |
| 70×40. | 3 | 5,12 |
| 70×70 | 2 | 4,37 |
| 3 | 6,47 | |
| 4 | 8,69 | |
| 80×30. | 3 | 5,12 |
| 80×40. | 1,5 | 2,81 |
| 2 | 3,73 | |
| 3 | 5,52 | |
| 4 | 7,45 | |
| 80×60 | 2 | 4,37 |
| 3 | 6,47 | |
| 80×80 | 2 | 5 |
| 3 | 7,43 | |
| 4 | 9,93 | |
| 5 | 12,42 | |
| 100×20 | 2 | 3,73 |
| 100×40. | 2 | 4,35 |
| 2,5 | 5,43 | |
| 3 | 6,47 | |
| 100×50 | 2 | 4,66 |
| 3 | 6,95 | |
| 4 | 9,31 | |
| 5 | 11,64 | |
| 100×60 | 2 | 5 |
| 3 | 7,43 | |
| 100×100 | 2 | 6,28 |
| 3 | 9,34 | |
| 4 | 12,42 | |
| 5 | 15,52 | |
| 6 | 18,62 | |
| 120×40 | 3 | 7,45 |
| 120×60 | 2 | 5,61 |
| 3 | 8,39 | |
| 120×80 | 2 | 6,28 |
| 3 | 9,34 | |
| 4 | 12,42 | |
| 120×120 | 2 | 7,56 |
| 3 | 11,26 | |
| 4 | 14,91 | |
| 6 | 22,35 | |
| 140×80 | 5 | 17,07 |
| 150×100 | 4 | 15,52 |
| 150×150 | 3 | 14,13 |
| 4 | 18,74 | |
| 200×100 | 4 | 18,62 |
Для более точного расчета веса нержавейки, нужных Вам марок предлагаем скачать металлургический калькулятор и рассчитать точное количество нержавеющего проката, которое Вам необходимо купить.
Посмотреть химический состав нержавеющей стали марок AISI и найти российские (ГОСТ) и европейские (EN) аналоги сталей AISI можно здесь, в статье об аналогах нержавеющей стали и в материале о химическом составе нержавеющей стали.
Узнать об использовании различных штампов из нержавеющей стали в зависимости от ее свойств можно в статье о назначении и применении штампов из нержавеющей стали.
nercom.BY.
лист, AISI 304 и 430
Использование нержавеющей стали сегодня очень распространено во многих отраслях промышленности.Среди них строительство зданий, как производственных, так и жилых помещений. Не обходится без этого металла и автомобилестроение, авиастроение и судостроение. Цена на стальные листы и трубы в продаже всегда указывается за килограмм.
Какой удельный вес
При проведении строительных работ необходимо рассчитать вес не только для того, чтобы закупить необходимое количество материала, но и определить, какая будет нагрузка на опору.
Доля нержавеющей стали является основной из характеристик металла, что позволяет проводить необходимые расчеты. Зная этот параметр, можно использовать специальные калькуляторы и программы для определения массы материала. Удельная плотность стали составляет от 7700 до 7900 кг / м3.
Рассчитываем массу трубы
- длина
- ; диаметр
- ;
- толщина;
- удельный вес.
С помощью таблиц можно выбрать необходимое соотношение длины и диаметра трубы.А можно рассчитать массу изделия, перенеся его объем в плотность. Соответственно, для расчета объема требуется умножить значение, равное толщине стенки, на площадь поверхности. В то же время площадь определяется как произведение числа «пи», длины трубы и ее диаметра.
Например, если необходимо определить сколько весит стальная труба марки 12х18н10т, длина которой 10м, диаметр 10 см, а толщина стенки 1 мм, порядок расчетов будет следующим:
- значение удельной плотности 7900 зависит от диаметра: 7900 * 0.1 = 790;
- умножаем на длину и толщину стены: 790 * 10 * 0,001 = 7,9;
- переворачиваю на постоянное значение «ПИ»: 7,9 * 3,14 = 24,81 (кг).
Однако эти расчеты могут быть неточными. Это определяется круглой поверхностью трубы.
Вы также можете использовать другую формулу, это более упрощенная версия, которая используется для расчета счетчика структуры продукта.
Для определения массы нужно вычесть из значения, определяющего диаметр изделия, толщину стенки.Поле, в котором полученное значение умножается на толщину стенки и значение 0,025. В целом формула имеет следующий вид:
1 шт. М. = (Д-Т) * Т * 0,025
Тогда счетчик точки движения той же трубы будет весить 2,475 кг. Несмотря на то, что разница в полученных цифрах незначительна, необходимо закупить материала немного больше, чем было рассчитано с учетом затрат на обрезку и обработку.
Листовой материал
Также следует иметь в виду, что нержавеющая сталь включает большую группу марок этого металла.Наиболее распространены марки: 12х18н10т, 08х18н10, а также 12х18н12т. Популярны зарубежные аналоги, среди них AISI 321, AISI 304 и AISI 430. Все эти марки отличаются высокой степенью коррозионной стойкости, простотой обработки, высокой прочностью.
Материал может быть тонким или толстолистным в зависимости от типа проката. К тонколистовым относятся изделия толщиной 0,5-5 мм. Для толщины — это число 5-50 мм.
Наиболее распространенные размеры листов: 1000×2000 мм, 1250×2500 мм, 1500×3000 мм.Вес листа нержавеющей стали рассчитать несколько проще, чем массу трубы.
Чтобы рассчитать вес листа нержавеющей стали, необходимо умножить значение высоты, толщины и ширины. В общем, необходимое количество материала можно рассчитать, умножив массу одного листа на желаемое количество листов.
Например, вес нержавейки 12х18х20Т для листа размером 0,5х1000х2000 мм будет около 8 кг. Лист такого же размера, но толщиной 1 мм будет утяжелен на 16 кг.
Для определения массы листов можно воспользоваться специальными теоретическими таблицами или калькулятором.
Перила и заборы
Нержавеющая сталь благодаря своим свойствам и привлекательному внешнему виду Очень часто используется для изготовления лестничных перил и ограждений. Часто изделия из этого металла используют дизайнеры и архитекторы в качестве элементов декора. Знать вес конструкции необходимо при транспортировке продукции для расчета расчетной нагрузки исходя из перил. Зная приведенные выше формулы, процесс подсчета значительно упрощается.
Например, средняя масса ограждения или перил лестницы будет примерно 5-6 кг. При наличии стеклянного полотна в конструкции ограды масса превысит 20 кг. Планируя транспортировку деталей, следует учитывать не только их вес, но и длину изделий. На фото вы можете увидеть примеры использования этого металла.
металл.Trubygid.ru.
Сталь 12х18Н10Т. Характеристики, применение и расшифровка
Нержавеющая сталь 12х18х20Т отличается прочностью, экологичностью и безопасностью.Имеет сертификаты, подтверждающие технические показатели в соответствии с российскими и зарубежными стандартами.
Популярность во многих отраслях промышленности обусловлена высокими рабочими качествами, большим количеством преимуществ, а также низкой стоимостью. Простота мехобработки и разнообразие способов сварки дают возможность создавать конструкции различного назначения, а также использовать материал практически везде.
Конструкционная криогенная сталь 12х18х20Т является аустенитной, получена плавкой в дуговых электрических печах.Такой способ изготовления обеспечивает устойчивость к коррозии за счет уникальной кристаллической решетки, а также способность сохранять свои характеристики при повышении температуры до 800 градусов Цельсия. Материал подвергается холодной прокатке, а также температурной обработке.
Нержавеющая сталь — это легированная сталь, устойчивая к коррозии в агрессивной среде и атмосфере. Этот вид разделен на три группы: коррозионно-стойкие, жаропрочные и жаропрочные.Эти группы специально разделены на решение определенных задач.
Таким образом, коррозионностойкая сталь применяется там, где требуется высокая стойкость материалов к коррозии, как в бытовых условиях, так и при промышленных работах. Жаропрочная сталь применяется в ситуациях, когда требуется хорошая устойчивость материала к коррозии при воздействии высоких температур, например, на химических предприятиях. Жаропрочная сталь — там, где необходима высокая устойчивость к механическому воздействию при высоких температурах.
При работе с нержавеющей сталью очень важно знать показатель качества. Определить этот параметр поможет такая характеристика, как доля нержавеющей стали.
Таблица удельного веса нержавеющей стали
Ниже представлена таблица значений, которая поможет провести все необходимые расчеты при работе с нержавеющей сталью, включая вес нержавеющей стали.
Расчет удельного веса
Для проведения всех необходимых расчетов необходимо определить понятие этой характеристики.Итак, удельный вес называется отношением веса к объему желаемого материала или вещества. Расчеты производятся по следующей формуле: Y = P * G, где y — удельный вес, P — плотность, G — ускорение свободного падения, которое в нормальных случаях является постоянным и равно 9,81 м / с * с. . Результат в Ньютонах, разделенных на кубический метр, измеряется (Н / м3). Для перевода в систему СИ результат умножается на 0,102.
Плотностью называется значение массы требуемого материала или вещества, измеренное в килограммах, которое помещается в кубический метр.Это очень неоднозначное значение, которое зависит от множества факторов. Например, температура. Итак, плотность нержавеющей стали 7950 кг / м3.
Технология производства пластин из нанодуплексного бейнита-аустенита …
Контекст 1
… по результатам полупромышленного моделирования в LPS, технологии производства пластин из сверхпрочного Разработана нанодуплексная бейнит-аустенитная сталь НАНОС-БА. Окончательная термообработка пластин из нанобейнитной стали может проводиться непосредственно после горячей прокатки или как отдельная операция после повторного нагрева, как показано на рисунке 3.Непрерывный поточный процесс производства нанобаинитных пластин (маршрут a-зеленый на рисунке 3) показывает несколько преимуществ по сравнению с двухэтапным процессом (маршрут b-синий на рисунке 3). …
Контекст 2
… окончательная термообработка листов из нанобейнитной стали может проводиться непосредственно после горячей прокатки или как отдельная операция после повторного нагрева, как показано на рисунке 3. Непрерывная термообработка поточный процесс производства нанобаинитных пластин (маршрут a-зеленый на рисунке 3) показывает несколько преимуществ по сравнению с двухэтапным процессом (маршрут b-синий на рисунке 3).В частности, непрерывный поточный процесс является энергоэффективным, поскольку не требуется повторная аустенизация и устраняется угроза растрескивания пластин, охлажденных после горячей прокатки до температуры окружающей среды. …
Контекст 3
… окончательная термообработка листов из нанобейнитной стали может проводиться непосредственно после горячей прокатки или как отдельная операция после повторного нагрева, как показано на рисунке 3. Непрерывная термообработка поточный процесс производства нанобаинитных пластин (маршрут a-зеленый на рисунке 3) показывает несколько преимуществ по сравнению с двухэтапным процессом (маршрут b-синий на рисунке 3).В частности, непрерывный поточный процесс является энергоэффективным, поскольку не требуется повторная аустенизация и устраняется угроза растрескивания пластин, охлажденных после горячей прокатки до температуры окружающей среды. …
Контекст 4
… Тестирование разработанной технологии производства сверхпрочных пластин из нанобейнитной стали NANOS-BA проводилось по двухстадийному процессу, обозначенному b (синий) на рисунке 3. Ниже описаны основные технологические операции и технологические параметры, использованные при промышленных испытаниях….
Новое поколение экономичной автомобильной стали
Протасов А.В., Майоров А.И., Сивак Б.А. и др. Создание и промышленное применение комбинированного дегазатора, Тяж. Машиностр. , 2000, нет. 7. С. 26–30.
Google Scholar
Протасов А.В., Сарычев А.Ф., Фролов В.И. и др. Результаты эксплуатации комбинированного дегазатора. Встретились. , 2000, нет. 11. С. 17–21.
Google Scholar
Шапошников Н.Г., Могутнов Б.М., Полонская С.М. и др. Термодинамическое моделирование как инструмент совершенствования нагрева слитков стали 12Х18Н10Т под прокатку. 11. С. 2–9.
Google Scholar
Безюйденхаут Ф., Дю Плесси Дж. И Вильген П.Э. Сегрегация углерода на поверхности (110) монокристалла Fe – 10 ат.% Si, Surf. Sci. , 1986, т. 171, стр.392–399.
Артикул Google Scholar
Руги Х. и Де Вифхаус Х. Поверхностная сегрегация Si на монокристаллических поверхностях Fe и взаимодействие с углеродом, Surf. Sci. , 1986, т. 173. С. 418–438.
Артикул Google Scholar
Родионова И.Г., Мишнев П.А., Жиленко С.В. и др. Металлургические принципы и технологические соображения при производстве низкоуглеродистой стали с отличными штамповочными свойствами в современных условиях // Пробл.Черн. Металл. Материаловед. , 2011, вып. 4. С. 12–27.
Google Scholar
Вайнштейн Д.Л., Ковалев А.И., Рашковский А.Ю. и др. Зависимость термокинетических параметров сегрегации примесных элементов от степени холодной пластической деформации стали для глубокой экстракции 08U. Пробл. Черн. Металл. Материаловед. .2012. 4. С. 57–62.
Google Scholar
Родионова И.Г., Шапошников Н.Г., Эндель Н.И. и др. Образование нитридной и сульфидной фаз в стали для глубокой экструзии. I. Нитрид алюминия, Пробл. Черн. Металл. Материаловед. , 2008, вып. 4. С. 60–67.
Google Scholar
Родионова И.Г., Шапошников Н.Г., Эндель Н.И. и др. Образование нитридной и сульфидной фаз в стали для глубокой экструзии. II. Сульфид магния, Пробл. Черн. Металл.Материаловед. , 2008, вып. 4. С. 52–58.
Google Scholar
Быкова Ю.С., Родионова И.Г., Мишнев П.А. и др. Влияние примесей на свойства стали 08У и их улучшение путем корректировки технологии в зависимости от содержания примесей, в III науч.-техн. конф. по термической обработке «Новые стали для машиностроения и их термической обработки» , Тольятти: АвтоВАЗ, 2011, с.53–54.
Google Scholar
Чиркина И.Н., Родионова И.Г., Жадановский Е.И. и др. Способы улучшения свойств стали 08У, в том числе оптимизация отжига в купольных печах, в III науч.-техн. конф. по термической обработке «Новые стали для машиностроения и их термической обработки» , Тольятти: АвтоВАЗ, 2011, с.57–58.
Google Scholar
Родионова И.Г., Мишнев П.А., Адигамов Р.Р., Быкова Ю.С., Жиленко С.В., Мельниченко А.С. Особенности структуры и формирования свойств холоднокатаных низкоуглеродистых сталей для автомобилестроения. отношение к степени обжатия при холодной прокатке, Металлург (Москва) , 2012, т. 56, нет. 1. С. 126–136.
Артикул Google Scholar
Брисбергер Р., Бечем Х. и Лейхе Л., Производственные переменные, влияющие на качество оцинкованного листа, MPT Int. , 2001, № 3. С. 60–70.
Google Scholar
Хуа М., Гарсиа К.И. и де Ардо А.Дж. Поведение при осаждении сверхнизкоуглеродистой стали, содержащей титан и ниобий, Metall. Матер. Пер. А , 1997, т. 28. С. 1769–1780.
Артикул Google Scholar
Мизуи, Н. и Окамото, А., Последние разработки в области прокаливаемой листовой стали для автомобильных кузовных панелей, в Int. Конф. «Сталь в автомобилестроении», Вюрцбург , 24–26 августа 1990 г., Вюрцбург, 1990 г., стр. 85–94.
Google Scholar
Асамура Т. Последние разработки современной листовой стали LC и ULC в Японии, в Int. Symp. «Современные листовые стали LC и ULC для холодной штамповки: обработка и свойства», Aahen , 30 марта — 1 апреля 1998 г., Аахен: Inst.Черный металл. 1998. С. 1–14.
Google Scholar
Прадхан П. и Тейлор К. Статус холоднокатаной ребристой стали ELC, ULC и IF в автомобильной промышленности США, в Int. Symp. «Современные листовые стали LC и ULC для холодной штамповки: обработка и свойства», Aahen , 30 марта — 1 апреля 1998 г., Аахен: Inst. Черный металл. 1998. С. 15–26.
Google Scholar
Стороева Л., Фонштейн Н., Якубовский О. Эффект чистовой горячей прокатки и BH-эффект ULC-стали, в Int. Symp. «Современные листовые стали LC и ULC для холодной штамповки: обработка и свойства», Ахен, 30 марта — 1 апреля 1998 г., , Аахен: Inst. Черный металл. 1998. С. 339–350.
Google Scholar
Тихонов А.К. Свойства листовой стали для современного автомобилестроения. Разрушение матер., 2006, № 10. С. 2–4.
Google Scholar
Афонин С.З. , Тихонов А.К. Состояние и перспективы развития отечественного производства металлических материалов для автомобилестроения // Сталь . 11. С. 146–148.
Google Scholar
Рыбкин Н.А., Родионова И.Г., Шапошников Н.Г., Кузнецов В.В., Мишнев П.А. Разработка подходов к выбору оптимальных систем легирования и технологических параметров производства горячекатаных высокопрочных низколегированных сталей для автомобилестроение, Металлург (Москва) , 2009, т.53, нет. 8, стр. 486.
Статья Google Scholar
Чиркина И.Н., Родионова И.Г., Кузнецов В.В. Улучшение комплексных свойств низколегированных холоднокатаных изделий для автомобилестроения с пределом текучести 360 Н / мм 2 и более за счет контроля сброс наноразмерных частиц неметаллических включений, в Школа-семинар «Нанотехнологии производства 2009», Москва, 21–26 сентября 2009 г. (Школьный семинар «Использование нанотехнологий в промышленности – 2009», Москва, 21–26 сентября 2009 г.), Москва, 2009 г. С. 251–253.
Google Scholar
Родионова И.Г., Зайцев А.И., Шапошников Н.Г., Чиркина И.Н., Покровский А.М., Немтинов А.А., Мишнев П.А., Кузнецов В.В. Влияние химического состава и технологических параметров на формирование наноструктурированных компонентов. и комплекс свойств высокопрочных низколегированных конструкционных сталей, Металлург (Москва) , 2010, т.54, нет. 5. С. 343–352.
Артикул Google Scholar
Родионова И.Г., Чиркина И.Н., Ефимова Т.М. и др. Металлографические аспекты улучшения комплексных свойств холоднокатаных листовых изделий из микролегированных сталей для автомобилестроения, Пробл. Черн. Металл. Материаловед. , 2011, вып. 1. С. 85–92.
Google Scholar
1 трубопровод труба нержавеющая бесшовная 12х18н10т.Дополнительные характеристики бесшовных труб
Бесшовные трубы нержавеющие нашли свое широкое распространение, составив конкуренцию сварной продукции.
общее описание
Для изготовления шовных изделий используется металл, который складывается на машине, а затем заваривается. На следующем этапе шов очищается, калибруется и полируется. Очевидным недостатком сварной технологии является сложность гибки листа, имеющего внушительную толщину.Поэтому эти изделия не могут иметь толщину стенок более 4 миллиметров. Нержавеющая сталь представляет собой достаточно прочный металл, не подверженный коррозии. Если производственный процесс соответствует ГОСТу, бесшовные трубы из нержавеющей стали имеют высокое качество, что позволяет использовать их в химической промышленности при необходимости транспортировки агрессивных веществ. Поскольку нет необходимости сгибать плоский лист, трубы из нержавеющей стали могут иметь толщину стенки в пределах 32 миллиметров.
Эти трубы легко свариваются без предварительного нагрева и последней термообработки шва. Он широко используется в медицинской, химической и пищевой промышленности благодаря устойчивости к вредным коррозионным средам. По сравнению с другими трубами имеет повышенную долговечность и не требует дополнительных затрат на замену и ремонт.
Дополнительная область применения
Трубы из нержавеющей стали для производства сварных конструкций. Буквенные обозначения указывают на содержание в составе сплавов хрома, никеля и титана.Такие трубы бывают либо с узлом, либо с фасолью. Выбор труб зависит от области применения продукции. Из бесшовных труб из нержавеющей стали изготавливают муфели, теплообменники, детали для металлургических печей, а также свечи зажигания для диско-свечей. Такую трубу часто используют для прокладки горячей и холодной воды, поскольку она никак не влияет на качество воды.
Технические условия
Трубы нержавеющие бесшовные способны выдерживать значительное давление, которое находится в пределах 100 атмосфер.Трубы не поддаются воздействию агрессивных химикатов. Они способны выдерживать резкие перепады температур. Производство основано на изготовлении кольцевой заготовки, которая затем проходит калибровку и вытягивается до тех пор, пока не достигнет желаемых размеров, а именно толщины стенки, длины и т. Д.
Кроме того, они часто применяются в установках различного назначения. установки, трубы и котлы. Труба рассчитана на более длительный срок службы при строительстве зданий, в нефтехимической, металлургической промышленности — везде, где требуется коррозионная стойкость, а также при высоких температурах, в том числе в агрессивных средах.
Физические свойства нержавеющей трубы
Большой выбор полуфиналов на складе. Всегда в наличии, труба нержавеющая, цена — лучшая от продавца. Соответствие международным стандартам качества. Для оптовых покупателей — льготно. Труба из нержавеющей стали широко востребована на рынке благодаря доступной цене и большему количеству опций. Качество гарантируется строгим соблюдением технологических норм производства. Заказы выполняются в кратчайшие сроки. При возникновении вопросов вам всегда помогут советы опытных менеджеров.
Виды бесшовных нержавеющих труб
Трубы нержавеющие бесшовные, в зависимости от температуры, поддерживаемой в процессе производства, могут быть горячедеформированными, холоднодеформированными и тепловодеформированными. Каждый вид имеет определенную толщину стенки, максимальную длину и набор диаметров.
Вы можете выделить требования, которым удовлетворяет конкретная технология. Например, трубы, изготовленные методом горячей деформации, не требуют термической обработки на завершающей стадии.При этом холодногнутые варианты подвергают воздействию высоких температур, а затем оставляют охлаждаться.
ГОСТ 9940-81
Трубы нержавеющие бесшовные, изготовленные по указанному ГОСТу, могут иметь диаметр от 57 до 325 миллиметров. При этом толщина стенок варьируется от 15 до 32 миллиметров. Трубы немерной длины могут иметь параметры от 1,5 до 10 метров. Измеренная длина находится в определенных пределах, максимальное отклонение для которых может составлять 15 см в обе стороны.Сталь, используемая для производства горячекатаной бесшовной продукции, регулируется ГОСТ 5632. Особо технологи следят за содержанием серы, количество которой не должно быть более 0,02%. Трубы нержавеющие бесшовные 12х28Н10Т, ГОСТ которых указан выше, могут иметь диаметр от 5 до 273 миллиметров. Изделия могут иметь толщину стенок от 0,2 до 22 миллиметров. В этом случае длина приравнивается к пределу от 0,75 до 7 метров. Если вы решили использовать описанные трубы для тех или иных работ, то нужно быть готовым к тому, что их цена будет выше по сравнению со сварными изделиями, имеющими такие же параметры.Это можно объяснить технологией, используемой в производственном процессе, которая требует более внушительных затрат. Тем не менее качественные характеристики и свойства более выдающиеся.
Область применения
Трубы бесшовные нержавеющие 12Х18х20Т, ГОСТ которых строго соблюдается при производстве, предназначены для транспортировки всех видов сред, в том числе агрессивных. Эти продукты используются в химической, медицинской, пищевой промышленности, а также в энергетике и строительстве.Они также распространены в газовой, нефтедобывающей и нефтеперерабатывающей промышленности. Если речь идет о диаметре 15 миллиметров и более, то можно говорить о трубопроводах, которые прокладываются в особо ответственных технологических зонах. Такие трубы используются при строительстве систем, работающих при высоких температурах. Вы можете встретить их в химических лабораториях. Нередко их приобретают для нужд текстильной и целлюлозной промышленности. Трубы нержавеющие бесшовные 12Х18х20Т, диаметр которых средний в пределах 114 мм и более, используются в нефтегазовой отрасли, в составе химических предприятий и для нужд энергетики.
Дополнительная область применения
В процессе производства нержавеющую сталь можно полировать и шлифовать, после чего она составляет основу изделий, используемых для украшения внутренних и наружных интерьеров различного назначения. Следует отметить, что для монтажа домашней сантехники использование нержавеющих бесшовных труб редко можно назвать технически оправданным. Изготовленные бесшовные трубы нецелесообразно покупать в частном порядке по той причине, что они имеют достаточно высокую стоимость, сложность монтажа и обработки.Поэтому специалисты рекомендуют учитывать необходимость использования описанных материалов в домашних условиях в каждом конкретном случае индивидуально.
Дополнительные характеристики бесшовных труб
Нержавеющие бесшовные трубы 12Х18х20Т содержат титан, хром и никель в качестве легирующих добавок. Чаще всего такие изделия используют при обустройстве трубопроводов холодного и горячего водоснабжения. К качественным характеристикам относятся свойства, заключающиеся в отсутствии влияния на состав и общее качество питьевой воды.
Из стали указанной марки изготавливаются трубы не только круглого, но и овального, а также прямоугольного и квадратного сечения. Чаще всего нетрадиционный разрез используется, когда необходимо создать разного рода металлические конструкции, из которых затем формируются предметы интерьера и для внутренней отделки. Нержавеющая бесшовная труба обладает высокой устойчивостью к кислотным средам. Это качество сохраняется даже в том случае, если продукт подвергается воздействию высоких температур до 600 градусов.Установлено, что этот материал широко используется не только в химической и медицинской, но и в пищевой промышленности. Такие трубы можно сваривать, образуя герметичный и надежный шов. Как показывает практика, можно рассчитывать на довольно долгую жизнь. Все это связано с несколькими причинами, в том числе с технологией и материалом, используемым в процессе.
Заключение
Труба бесшовная нержавеющая обладает уникальными характеристиками термостойкости и термостойкости. Именно поэтому материал используется при изготовлении оборудования, которое предполагает работу при температурах, достигающих предела 1100 градусов.Это касается трубопроводов, камер сгорания, а также высокотемпературных котлов.
Наша компания занимается продажей металла на территории РФ. Мы продаем нержавеющие трубы разных типов по очень доступным ценам. Наша компания разработала оптимальные схемы доставки объектов. Вся наша продукция полностью соответствует действующим ГОСТам и нормам. У нас отличные скидки при покупке больших объемов продукции, поэтому вы можете быть уверены, что мы с вами договоримся, и вы останетесь только в плюсе.
Труба нержавеющая бесшовная 12х18н10т ГОСТ 9941-81
В России этот продукт активно используется в сельском хозяйстве и других отраслях. Кроме того, труба, соответствующая данному ГОСТу, используется в судостроении, свидетельство тому — акт признания производителя Российским морским регистром судоходства.
Группа компаний «Сталь Ресурс» реализует трубы с наружным диаметром 5-720 миллиметров, сечением стенки 0,2-20 миллиметров, с высоким, повышенным и нормальным классами точности.
Какая труба имеет класс точности, напрямую зависит от отклонений в размерах, диаметре и стенке трубы.
Отклонение по диаметру считается большим, если оно составляет ± 0,3 — 0,5 процента, для малых и средних труб, для больших ± 1,2 — 1,4%. Крайние погрешности на стене прямо пропорциональны площади поперечного сечения трубы, и их увеличение зависит от толщины стенки.
Основная продукция этого типа — труба 12х18н10т ГОСТ 9941 81.При его производстве используется несколько видов легированной стали.
Труба нержавеющая бесшовная 12х18н10т ГОСТ 9941- 81 выпускается с различными линейными параметрами. Его длина может составлять 0,75-12,5 метра.
Благодаря передовой технологии производства этому продукту придаются такие свойства, как повышенная устойчивость к механической деформации, хорошая защита от коррозионных процессов, а также устойчивость к химически активным средам.
Специалисты Группы компаний «Сталь Ресурс» изготовят для Вас трубу нержавеющую ГОСТ 9941 81.
Бесшовные трубы из нержавеющей стали широко используются в нефтегазовой промышленности и связанных с ней отраслях, именно там ее химические и физические свойства считаются незаменимыми. Использование этой трубы особенно оправдано в экстремальных климатических и погодных условиях, а ее применение в химически активной среде позволяет достичь желаемых результатов.
Кроме того, эти изделия эксплуатируются при частых возможных деформациях металлического трубопровода. Но высокие свойства этой трубы сохраняют изделие в рабочем состоянии.
Реализуем, говоря обывательским языком, трубу нержавеющую 12х18н10т . Мы доставим вам товар в кратчайшие сроки. Труба нержавеющая бесшовная 12х18х20т цена остается очень демократичной, проходит все стадии обработки и имеет действительно высокое качество.
Группа компаний «Стальресурс» Имеет собственный транспорт для доставки необходимой Вам продукции на объект, поэтому все рабочие моменты на Вашей строительной площадке будут решены очень быстро, не затягивая рабочий процесс.
У нас всегда в наличии все виды металла, поэтому на наших складах Вы всегда найдете то, что Вам нужно.
Мы внимательно следим за транспортировкой, чтобы весь наш металл не имел механических повреждений при транспортировке — мы бережно доставляем продукцию в нужное вам место.
Указана цена на трубу нержавеющую бесшовную .
Твиттер
В контакте с
Одноклассники
Google+
Производство раздельных сосудов с плоской и плоской головкой и мешалкой
Описание
Сосуды с плоским днищем и плоской разъемной головкой, а также мешалки используются в нефтегазовой, химической, пищевой промышленности для получения гомогенизированного состава.Они также используются для смешивания, эмульгирования, суспендирования, ферментации и дезинтеграции веществ с массовой долей частиц не более 30%. В них смешаны разные вещества. В результате перемешивания происходит тепловыделение. Жидкости и газожидкостные смеси, как нейтральные, так и токсичные, агрессивные, взрывоопасные и пожароопасные, могут выступать в качестве рабочей среды.
Кроме того, носитель должен соответствовать следующим требованиям:
- их температура должна быть в диапазоне от -40ºC до + 350ºC
- динамическая вязкость не должна превышать 200 Па · с
- плотность не должна быть выше 2000 кг / м 3
Все основные правила проектирования и изготовления аппаратов с плоской головкой и разъемной головкой и мешалкой приведены в ГОСТ 20680-2002 «Сосуды и аппараты с механическими смесительными устройствами.Общие технические условия ».
Конструкция сосудов с плоской и разрезной головками и мешалкой
Тело представляет собой вертикальный цилиндрический сосуд с плоской и плоской головками. Давление, которое принимает плоская головка, выше (по сравнению с эллиптической), поэтому для безопасной эксплуатации сосуды с плоской головкой изготавливаются под давлением до 0,07 МПа, но не менее 665 Па.
Корпус выполнен разъемным, то есть головка крепится с помощью фланцевых соединений.и может сниматься для обслуживания и очистки.
Аппараты этого типа не имеют внешней оболочки. Для обогрева или охлаждения рабочей среды сосуды могут быть оборудованы внутренним змеевиком или электронагревателем. В змеевике циркулирующий теплоноситель создает необходимую температуру.
Теплоноситель в змеевике может работать наоборот: если из-за смешения жидкостей генерируется тепловая энергия, она может отводиться теплоносителем и передаваться Потребителям.
В зависимости от требований Заказчика предусмотрены штуцеры и люки, которые служат технологическими отверстиями для установки измерительного оборудования (манометр, термометр) и предохранительных клапанов (предохранительный клапан). В емкостях большого объема должен быть предусмотрен люк, через который проводится плановое техническое обслуживание.
Механическое перемешивающее устройство устанавливается в головку на столбе. Конструкция и тип мешалки выбирается исходя из характеристик среды — плотности, вязкости, температуры.Например, для перемешивания веществ с вязкостью до 50 Па · с используются лопастные (трехлопастные, шестилопастные), зубчатые, турбинные, рамные мешалки, а также для смешивания более вязких жидкостей (более 50 Па. хз) — применяются спиральные, ленточные (со скребками) мешалки.
Сохранение герметичности на стыке головки и вала смесительного устройства обеспечивают уплотнения, тип которых выбирается исходя из степени агрессивности / токсичности рабочей среды: для жидкостей 1,2,3 категорий опасности двойные механические. рекомендуются пломбы; для жидкостей 4 категории опасности (т.е. для нейтрали) — одинарные сальники или гидравлические уплотнения.
Ниже приводится стандартное расположение фурнитуры.
Чертеж разрезной емкости с плоскими головками и мешалкой
Описание форсунок
| Обозначение | Приложение |
|---|---|
| А | вход продукта |
| B | резерв |
| G | для предохранительного клапана |
| D | для измерителя температуры |
| E | резерв |
| J | для манометра |
| К | вход теплоносителя |
| К1 | выход теплоносителя |
| L | резерв |
| O | выход продукта |
| P | для перелива продукта |
Производство аппарата с плоской и разрезной головкой и смесителя на Саратовском резервуарном заводе
Завод выпускает сосуды этого типа объемом до 16 м 3 и давлением до 0.07 МПа. Материал выбирается в зависимости от коррозионных свойств среды, температуры продукта и температуры рабочей площадки. Поскольку рабочие среды часто имеют высокие скорости коррозии, наиболее распространенными материалами являются стали марок Ст3сп (углерод) и 12Х18Н10Т (нержавеющая титаносодержащая аустенитная).
Срок командования судна
Судно 80-10-0.6К-Т-1ЕхdIIВТ4-N3
8 — с плоской головкой и плоской разъемной головкой
0 — без теплообменника (1 — рубашка гладкая; 2 — с рубашкой-полутрубой; 3 — с рубашкой с пряжками; 4 — с электронагревателем)
10 — объем, м 3
0.6 — давление, МПа
К — коррозионно-стойкие стали и сплавы (У-углеродистые и конструкционные, К-коррозионно-стойкие стали и сплавы, двухслойная сталь)
Т — тип уплотнения (Т-механическое, сальник, Г-гидрозатвор)
1ЕхdIIВТ4 — взрывозащищенное исполнение электродвигателя приводного типа
N3 — климатическая категория и категория размещения по ГОСТ 15150-69
Выполняем полный комплекс услуг по поставке оборудования:
- проектирование фурнитуры, люков, подбор материалов и монтаж
- выбор антикоррозийной защиты
- производство
- доставка
Завод изготавливает разъемные сосуды с плоскими днищами по типовым чертежам и схемам, а также индивидуально.В последнем случае мы разрабатываем наиболее оптимальную конструкцию конструкции и схему расположения арматуры в соответствии с условиями эксплуатации.
Как купить в САРРЗ коллектор с плоской головкой и мешалкой?
Заказать емкость с смесительным устройством и разъемной плоской головкой Вы можете:
ГОСТ, технические условия, применение ГОСТ 9940 81 заменен на
В ассортименте труб, предлагаемых Энергоконтроль, есть изделия, предназначенные для решения широкого круга задач.Например, это бесшовные трубы, устойчивые к коррозии и рассчитанные на работу в условиях, далеких от идеальных. Теперь для того, чтобы найти поставщика ассортимента нержавеющих труб, изготовленных по ГОСТ 9940-81, не нужно «лазить» в Интернете, ведь на сайте компании всегда можно найти актуальную информацию и найти интересные предложения.
Почему сотрудничество с ООО «Энергоконтроль» предпочтительнее? Наша компания предлагает низкие цены и широкий ассортимент продукции, изготовленной по межгосударственным стандартам.Нержавеющие бесшовные трубы могут приобрести как оптовые, так и розничные покупатели. Наличие собственных складов, расположенных на территории Санкт-Петербурга и Москвы, а также возможность доставки в любой регион России — это действительно выгодные условия, доступные лишь немногим поставщикам.
ГОСТ 9940-81 статус
Настоящий стандарт распространяется на нержавеющие бесшовные трубы, изготовленные методом горячей деформации. Толщина стенок изделий варьируется от 3.5-32 мм, а диаметр 57-325 мм. Что касается длины, то она не должна отклоняться вверх или вниз более чем на 15 мм, хотя производители часто выпускают продукцию по параметрам, указанным заказчиком, но в пределах стандарта, с кратностью 300 мм.
Труба горячедеформированная может изготавливаться не только по ГОСТу, но и по техническим регламентам. Действует ГОСТ 9940-81, а при изготовлении продукции может использоваться любая марка стали, соответствующая его стандарту.
Область применения
Холоднодеформированная трубная прокатка наделена большей прочностью, но горячекатаная труба гибкая и гибкая, а если труба изготовлена из стали 20х23н18, это означает одно: изделие отличается повышенной жаростойкостью, следовательно, может использоваться для создания конструкций, которые будут постоянно подвергаться сверхвысоким температурам. Трубы горячекатаные по ГОСТ 9940-81, изготовленные из менее жаропрочных марок стали, но не лишенные повышенной коррозионной стойкости, могут применяться:
- В машиностроении, судостроении и авиастроении.Элементы двигателей, систем охлаждения и других агрегатов часто изготавливают из горячекатаной трубы, внутри которой существует высокий риск коррозии, перепадов температуры и давления.
- В атомной отрасли. В этой области особенно востребована коррозионно-стойкая сталь, а также трубопрокат из такого материала, сочетающий в себе целый перечень положительных свойств. Это и повышенная стойкость к агрессивным средам, высокие прочностные характеристики и отсутствие сварного шва, что очень важно, так как полностью исключает возможность утечки рабочих растворов и других часто опасных веществ.
- Химическая промышленность. Любые вещества можно перегонять через бесшовные горячекатаные трубы, не опасаясь протечек и других форс-мажорных обстоятельств.
- Энергетика и строительная промышленность. Если система отопления создается с привлечением именно такой трубы, то в ее надежности сомневаться не приходится. Изделия из жаропрочных марок стали идеально подходят для изготовления котлов высокого давления, парогенераторов и других установок.
- Прочие отрасли. К ним относятся: добыча нефти и газа и переработка полезных ископаемых, а также пищевая, легкая и перерабатывающая промышленность.
ГОСТ 9940-81
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ ГОРЯЧЕЕ ШВА ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ
Технические условия
Трубы бесшовные горячедеформированные из коррозионностойкой стали. ТУ
ISS 23.040.10
OKP 31 500
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕДРЕН МЧМ СССР
РАЗРАБОТЧИКИ
V.П. Сокуренко (руководитель темы), Л.Г. Ковалева, В. Ровенский, Г.А. Горовенко
2. УТВЕРЖДЕНО И ВНЕДРЕНИЕ Постановлением Госстандарта СССР от 20 июля 81 N 3445
Межгосударственным советом по стандартизации, метрологии и сертификации принято изменение № 4 (протокол № 17 от 22.06. .2000)
За принятие проголосовали:
Государственное наименование | Название национального органа по стандартизации | |||
Азербайджанская Республика | Азгосстандарт | |||
Республика Армения | Армгосстандарт | |||
Республика Беларусь | Госстандарт Республики Беларусь | |||
Республика Казахстан | Госстандарт Республики Казахстан | |||
Республика Кыргызстан | Кыргызстандарт | |||
Республика Молдова | Молдовастандарт | |||
Российская Федерация | Госстандарт России | |||
Республика Таджикистан | Таджикгосстандарт | |||
Туркменистан | Главная государственная инспекция «Туркменстандартлары» | |||
Республика Узбекистан | Узгосстандарт | |||
Украина | Госстандарт Украины | |||
3.ВЗАМЕН ГОСТ 9940-72
4. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
5. Срок действия отменен согласно протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИМС 2-93). )
6. ИЗДАНИЕ (февраль 2007 г.) с поправками №№ 1, 2, 3, утвержденными в июне 1987 г., июне 1988 г., августе 1988 г., апреле 2001 г. (IMS 11-87, 9-88, 12-88, 7 -2001)
Настоящий стандарт распространяется на бесшовные горячекатаные трубы общего назначения из коррозионно-стойкой стали.
(Дополненная редакция, Изм. № 3).
1. СОРТИМЕНТ
1. СОРТИМЕНТ
1.1. Трубы изготавливаются по внешнему диаметру и толщине стенки с размерами, указанными в таблице 1.
Таблица 1
Примечания:
1. Трубы из стали марок 08Х17Т, 15Х28, 12Х17, 10Х17х23М2Т изготавливаются диаметром не более 219 мм; из стали марок 08Х17х25М3Т — диаметром не более 140 мм, размером 159х9 мм; из стали марки 10Х23х28 — диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 — диаметром не более 108 мм.
2. По согласованию изготовителя и потребителя допускается изготовление труб с размерами, не указанными в таблице 1.
3. Масса 1 м трубы, кг, рассчитывается по формуле
где — номинальный наружный диаметр, мм;
— номинальная толщина стенки, мм;
— плотность металла, г / см, в зависимости от марки стали по таблице 3.
4. Трубы диаметром от 76 до 95 мм с толщиной стенки 3.5-4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0-5,5 мм и диаметром менее 76 мм будут изготавливаться после разработки оборудования.
1.2. Длина трубы составляет:
мерная длина — в пределах немерной, но не более указанной в таблице 1 с максимальным отклонением +15 мм по длине; по согласованию изготовителя и потребителя допускается изготовление измерительных трубок большей длины, чем указанная в таблице 1;
длина, кратная измеренной — в пределах измеренной длины с припуском 5 мм на каждый пропил и с максимальным отклонением +15 мм по всей длине.Минимальная кратная длина 300 мм;
ограниченная длина — в пределах измеренной длины с максимальным отклонением ± 500 мм по длине;
немерная длина — от 1,5 до 10 м; по согласованию изготовителя и потребителя допускается изготовление труб длиной более 10 м.
1.3. В партии труб немерной длины допускается не более 15% труб длиной от 0,75 до 1,5 м.
1.4. Максимальные отклонения наружного диаметра и толщины стенки приведены в таблице 2.
таблица 2
Размеры труб | Предельные отклонения с точностью изготовления,% | |
высокий | ||
Наружный диаметр | ||
По толщине стенки, мм: | ||
12,5 | ||
более 8-20 | ||
12,5 | ||
1.5. Овальность не должна означать, что диаметр трубы превышает допустимые отклонения.
1.6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм — при толщине стенки до 10 мм включительно;
2 мм — при толщине стенки более 10-20 мм включительно;
4 мм — при толщине стенки более 20 мм.
1,7. Концы труб необходимо обрезать под прямым углом и удалить заусенцы; снятие фаски допускается.По желанию потребителя на концах труб с толщиной стенки более 5 мм должна быть фаска под приварку.
Примеры условных обозначений
Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины, из стали марки 08Х18х20Т:
Труба 76 5 — 08Х18х20Т ГОСТ 9940-81
То же, прецизионное изготовление (дюймы), несколько длин (кр) 1500 мм:
Труба 76 дюймов 5 дюймов 1500 кр — 08Х18х20Т ГОСТ 9940-81
Такая же, как и обычно, точность изготовления, измеренная длина (м) 3000 мм:
Труба 76 5 3000 м — 08Х18х20Т ГОСТ 9940-81
То же, обычной точности изготовления, мерная длина 3000 мм с остатком:
Труба 76 5 3000 — 08Х18х20Т ГОСТ 9940-81
То же, прецизионное изготовление (дюйм), ограниченная длина (ог) 3000 мм:
Труба 76 дюймов 5 дюймов 3000 ог — 08Х18х20Т ГОСТ 9940-81
2.ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и в соответствии с техническими регламентами, утвержденными в установленном порядке, из марок стали, указанных в таблице 3, химического состава по ГОСТ 5632 с микродобавками редкоземельных металлов.
Содержание серы в стали, предназначенной для изготовления свариваемых труб, указанное в заказе, не должно превышать 0,020%.
Трубы изготавливаются с термообработкой или без термообработки в соответствии с заказом.
(Дополненная редакция, Изм. N 1, 4).
2.2. Механические свойства труб должны соответствовать указанным в таблице 3.
Таблица 3
марка стали | Временное сопротивление, Н / мм (кгс / мм) | Относительное расширение | Плотность, г / см |
не менее | |||
08X17h25M3T | |||
08X18h20T | |||
08X18h22B | |||
08X18h22T | |||
08Х20Н14С2 | |||
10X17h23M2T | |||
12X18h20T | |||
12X18h22T | |||
Примечания:
1.Для труб с соотношением не более 8 из сталей марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9; мм (2 кгс / мм).
2. По требованию потребителя по трубам из стали марок 12Х18х20Т, 12Х18х22Т, 08Х18х20Т определяют предел текучести.
3. Предел текучести стали марки 12Х18х20Т должен быть не менее 216,0 Н / мм (22 кгс / мм).
4. Нормы предела текучести стали марок 12Х18х22Т и 08Х18х20Т устанавливаются по согласованию изготовителя и потребителя.
(Дополненная редакция, Изм. N 1, 2, 3, 4).
2.3. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 623 К (350 ° С).
Нормы временного сопротивления разрыву и пределу текучести устанавливаются по согласованию изготовителя с потребителем.
(Дополненная редакция, Изм. N 1, 3).
2.4. На внешней и внутренней поверхностях труб не допускаются заторы, трещины, закаты, трещины. Дефекты могут быть устранены локальной зачисткой, непрерывным или местным шлифованием, растачиванием и точением при условии, что размер расточки, точения или непрерывного шлифования не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местное шлифование или шлифование не приносит. толщина стенки превышает минусовые отклонения, указанные в таблице 2.
Без зачистки допускаются одиночные захваты, волоски, риски, следы вдавливания окалины при условии, что они не приводят к толщине стенки за минус предельными отклонениями.
По желанию потребителя одиночные пленки подлежат очистке.
(Дополненная редакция, Изм. № 2).
2.5. По желанию потребителя трубы изготавливаются без накипи.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление в соответствии с требованиями ГОСТ 3845 с допустимым напряжением, равным 40% временного предела прочности на разрыв для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.7. По требованию потребителя трубы из стали марок 04Х18х20, 08Х20х24С2, 10Х17х23М2Т, 08Х18х22Б, 10Х23х28, 08Х18х20, 08Х18х20Т, 08Х18х22Т, 08Х17Н, с расстоянием до
, где — номинальная толщина стенки, мм;
— номинальный наружный диаметр, мм,
или распределение для увеличения наружного диаметра на 10% с оправкой с углом конуса 30 °; Допускаются оправки с углом конусности 6 ° и 12 °.
2.8. По желанию потребителя, что указано в заказе, трубы из стали 10Х27Н13М2Т, 08Х27Н15М3Т, 08Х32Н6Т, 04Х28Н10, 08Х28Н10, 08Х28Н10Т, 12Х28Н10Т, 12Х28Н9, 08Х28Н12Т, 08Х28Н6Т должны быть стойкими к коррозии.
2.9. По желанию потребителя трубы должны пройти ультразвуковой контроль. Размеры искусственного дефекта устанавливаются по согласованию между производителем и потребителем.
3.ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут пачками. Партия должна состоять из труб одинакового диаметра и толщины стенки, одной марки стали и одного вида термообработки, а по требованию потребителя — одной плавки, оформленных в одном документе о качестве по ГОСТ 10692, с дополнением: химический состав — в соответствии с документом о качестве трубной заготовки.
Количество труб в партии не более 200 шт.
3.2. Каждая труба проходит поверхностный, размерный, гидравлический и ультразвуковой контроль.
3.3. Для контроля качества из партии выбрано:
две трубы— на растяжение;
одна труба — для сплющивания или раздачи;
две трубы — для межкристаллитной коррозии.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей на нем проводятся повторные испытания на удвоенном количестве труб, выбранных из той же партии.
Результаты повторных испытаний относятся ко всей партии.
(Дополненная редакция, Изм. № 4).
3.4. (Исключен, Изм. № 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества из каждой выбранной трубы вырезается по одному образцу для каждого типа испытаний.
4.2. Осмотр поверхности труб проводится визуально.
4.3. Длину труб проверяют рулеткой по ГОСТ 7502..
4.6. Испытания на растяжение проводят по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Скорость перемещения подвижного захвата не более 10 мм за 1 мин. Допускается превышение скорости испытания до 40 мм за 1 мин после достижения предела текучести.
Допускается контроль механических свойств по твердости согласно нормативно-технической документации.
При возникновении разногласий в оценке результатов испытаний их проводят по ГОСТ 10006.
(Дополненная редакция, Изм. № 1).
4.7. Распределительные испытания проводят на трубах диаметром до 146 мм включительно с толщиной стенки не более 10 мм по ГОСТ 8694.
(Измененная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят на трубах с толщиной стенки не более 10 мм по ГОСТ 8695.
При обнаружении небольших дефектов на сплющенных образцах в результате внешних дефектов, допускаемых без зачистки, образец повторно исследуют с того же образца. труба с предварительной очисткой поверхности на глубину до половины предельных отклонений толщины стенки, но не более 0.2 мм со стороны, на которой обнаружены дефекты.
4.9. Гидравлическое испытание под давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10 с.
4.9.1. Вместо испытания гидравлическим давлением допускается контроль каждой трубы неразрушающими методами по ГОСТ 17410 и НТД от 01.01.90.
(Введен дополнительно, Изм. № 1).
4.10. Ультразвуковой контроль проводится в соответствии с ГОСТ 17410 и нормативно-технической документацией.
4.11. Испытание на стойкость к межкристаллитной коррозии проводят методами АМ или АМУ по ГОСТ 6032. В случае разногласий в оценке результатов поверку проводят методом АМ.
По согласованию изготовителя и потребителя допускается проверка стойкости к межкристаллитной коррозии сталей марок 12Х18х20Т и 08Х18х20Т методом ПТ по ГОСТ 9.914. В случае разногласий в оценке результатов проверка проводится методом АМ по ГОСТ 6032.
(Редакция дополненная, изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 10692.
Электронный текст документа
подготовлен АО «Кодекс» и сверен:
официальное издание
М .: Стандартинформ, 2007
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СССР
Дата введения 01.01,83
Настоящий стандарт распространяется на бесшовные горячекатаные трубы общего назначения из коррозионно-стойкой стали.
(Дополненная редакция, Изм. № 3).
1.1. Трубы изготавливаются по внешнему диаметру и толщине стенки с размерами, указанными в.
.1.2. Длина трубы составляет:
мерная длина — пределы не мерные, но не более указанных с максимальным отклонением по длине + 15 мм; по согласованию изготовителя с потребителем изготовление измерительных трубок длиной больше указанной в;
длины, кратно мерной — в пределах мерной длины с припуском на каждый пропил 5 мм и с максимальным отклонением по всей длине + 15 мм.Минимальная кратная длина 300 мм;
ограниченная длина — в пределах измеренной с максимальным отклонением по длине ± 500 мм;
немерная длина — от 1,5 до 10 м; по согласованию изготовителя и потребителя допускается изготовление труб длиной более 10 м.
Наружный диаметр мм | Длина измерительных трубок, м, не более, с толщиной стенки, мм | ||||||||||||||||||||||||||||||
3,5 | 4 | 4,5 | 5 | 5,5 | 6 | 6,5 | 7 | 7,5 | 8 | 8,5 | 9 | 9,5 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 22 | 24 | 25 | 26 | 28 | 30 | 32 | |
57 | По согласованию изготовителя с потребителем | ||||||||||||||||||||||||||||||
60 | |||||||||||||||||||||||||||||||
68 | |||||||||||||||||||||||||||||||
73 | |||||||||||||||||||||||||||||||
76 | |||||||||||||||||||||||||||||||
83 | По согласованию изготовителя с потребителем | ||||||||||||||||||||||||||||||
89 | |||||||||||||||||||||||||||||||
95 | |||||||||||||||||||||||||||||||
102 | |||||||||||||||||||||||||||||||
108 | |||||||||||||||||||||||||||||||
114 | |||||||||||||||||||||||||||||||
121 | |||||||||||||||||||||||||||||||
127 | |||||||||||||||||||||||||||||||
133 | |||||||||||||||||||||||||||||||
140 | |||||||||||||||||||||||||||||||
146 | |||||||||||||||||||||||||||||||
152 | |||||||||||||||||||||||||||||||
159 | По согласованию изготовителя с потребителем | ||||||||||||||||||||||||||||||
168 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 3 | 3 | |||||||||||||||||
180 | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7,5 | 7 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
194 | — | — | — | — | — | — | — | — | — | — | — | 8 | 7,5 | 7 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
219 | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7,5 | 7 | 6,5 | 6,5 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
245 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 5 | 4,5 | 4,5 | — | — | — | — |
273 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5,5 | 5 | 4,5 | — | — | — | — | — | — | — |
325 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 6,5 | 6 | 5,5 | 5 | 5 | — | — | — | — | — | — | — | — | — | — | — |
Примечания:
1.Трубы из стали марок 08Х17Т, 15Х28, 12Х17, 10Х17х23М2Т изготавливаются диаметром не более 219 мм; из стали марки 08Х17х25М3Т — диаметром не более 140 мм, размером 159´ 9 мм; из стали марки 10Х23х28 — диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 — диаметром не более 108 мм.
2. По согласованию изготовителя и потребителя допускается изготовление труб с размерами, не указанными в п.
3.Масса 1 м трубы, кг, рассчитывается по формуле
, г.
где D п. — номинальный наружный диаметр, мм;
с — номинальная толщина стенки, мм;
— плотность металла, г / см 3, в зависимости от марки стали в соответствии с.
4. Будут изготавливаться трубы диаметром от 76 до 95 мм с толщиной стенки 3,5 — 4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0-5,5 мм и диаметром менее 76 мм. после разработки оборудования.
1.3. В партии труб немерной длины допускается не более 15% труб длиной от 0,75 до 1,5 м.
1,4. Максимальные отклонения наружного диаметра и толщины стенки указаны в таблице. 2.
Размеры труб | Предельные отклонения с точностью изготовления,% | |
обыкновенный | высокий | |
Наружный диаметр | ± 1,5 | ± 1,0 |
По толщине стенки, мм: | ||
8 и менее | +20,0 | +12,5 |
-15,0 | -15,0 | |
более 8 до 20 | ± 15,0 | +12,5 |
-15,0 | ||
более 20 | +12,5 | |
-15,0 | ± 12,5 | |
1.5. Овальность не должна означать, что диаметр трубы превышает допустимые отклонения.
1,6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм — толщина стенки до 10 мм включительно;
2 мм — с толщиной стенки более 10-20 мм включительно;
4 мм — при толщине стенки более 20 мм.
1,7. Концы труб необходимо обрезать под прямым углом и удалить заусенцы; снятие фаски допускается. По желанию потребителя на концах труб с толщиной стенки более 5 мм должна быть фаска под приварку.
Примеры обозначений
Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины, из стали марки 08Х18х20Т:
Труба 76 ´ 5 — 08Х18х20Т ГОСТ 9940-81
То же, высокая точность изготовления (дюймы), разная длина (cr) 1500 мм:
Труба 76v ´ 5c ´ 1500кр — 08Х18х20Т ГОСТ 9940-81
Как обычно, точность изготовления, измеренная длина (м) 3000 мм:
Труба 76 ´ 5 ´ 3000м — 08Х18х20Т ГОСТ 9940-81
То же, обычной точности изготовления, мерная длина 3000 мм с остатком:
Труба 76 ´ 5 ´ 3000 — 08Х18х20Т ГОСТ 9940-81
То же, прецизионное изготовление (дюйм), ограниченная длина (ог) 3000 мм:
Труба 76v ´ 5c ´ 3000ог — 08Х18х20Т ГОСТ 9940-81
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и согласно техническим регламентам, утвержденным в установленном порядке, из марок стали, указанных в
.15X28
441 (45)
17
7,60
15X25T
441 (45)
17
7,60
04X18h20
441 (45)
40
7,90
10X23h28
491 (50)
37
7,95
08Х17х25М3Т
510 (52)
35
8,10
08X18h20
510 (52)
40
7,90
08Х18х20Т
510 (52)
40
7,90
08Х18х22Б
510 (52)
38
7,90
08Х18х22Т
510 (52)
40
7,95
08Х20Н14С2
510 (52)
35
7,70
10Х17х23М2Т
529 (54)
35
8,00
12X18H9
529 (54)
40
7,90
12Х18х20Т
529 (54)
40
7,90
12Х18х22Т
529 (54)
40
7,95
17X18H9
568 (58)
40
7,90
08X22H6T
588 (60)
24
7,60
Примечания:
1.Для труб с соотношением D п. / Ю равное или меньшее 8 из сталей марок 04Х18х20, 08Х20х24С2, 10Х17х23М2Т, 08Х18х22Т, 10Х23х28, 08Х18х20, 08Х18х20Т, 08Х17х25М3Т, 12Х18х20Т, 12Х18х22Т, 12Х18Н9, 22Х18.6 мм / 2Х18Н / 2Х18.6Н9 мм .
2. По требованию потребителя по трубам из стали марок 12Х18х20Т, 12Х18х22Т, 08Х18х20Т определяют предел текучести.
3. Предел текучести стали марки 12Х18х20Т должен быть не менее 216.0 Н / мм 2 (22 кгс / мм 2).
4. Нормы текучести стали марок 12Х18х22Т и 08Х18х20Т устанавливаются по согласованию изготовителя и потребителя.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 623 К (350 ° С). ИЗ).
Нормы временного предела прочности и предела текучести устанавливаются по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. №1, 3).
2.4. На внешней и внутренней поверхностях труб не допускаются заторы, трещины, закаты, трещины. Дефекты могут быть устранены локальной зачисткой, непрерывным или местным шлифованием, растачиванием и точением при условии, что размер расточки, точения или непрерывного шлифования не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местное шлифование или шлифование не приносит толщина стенки за пределами минусовых отклонений, указанных в.
Без зачистки допускаются одиночные захваты, волоски, риски, следы вдавливания окалины при условии, что они не доводят толщину стенки до значений, превышающих минус предельные отклонения.
По желанию потребителя одиночные пленники подлежат очистке.
(Дополненная редакция, Изм. № 2).
2,5. По желанию потребителя трубы изготавливаются без накипи.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление Р 1 в соответствии с требованиями ГОСТ 3845 с допустимым напряжением, равным 40% временного предела прочности на разрыв для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.7. По требованию потребителя трубы из сталей марок 04Х18х20, 08Х20х24С2, 10Х17х23М2Т, 08Х18х22Б, 10Х23х28, 08Х18х20, 08Х18х20Т, 08Х18х22Т, 08Х17х25М3Т, 12Х18х20Т, 12Х18х20, формула 8Х189Н9, формулаН9,0 мм,Н9)
где с — номинальная толщина стенки, мм;
D — наружный диаметр условный, мм,
или распределитель для увеличения наружного диаметра на 10% с оправкой с углом конуса 30 ° ; допускаются оправки с углом конусности 6 и 12 ° .
2,8. По желанию потребителя, что указано в заказе, трубы из стали 10Х27Н13М2Т, 08Х27Н15М3Т, 08Х32Н6Т, 04Х28Н10, 08Х28Н10, 08Х28Н10Т, 12Х28Н10Т, 12Х28Н9, 08Х28Н12Т, 08Х28Н6Т должны быть стойкими к коррозии.
2.9. По желанию потребителя следует проводить ультразвуковое исследование. Размер искусственного дефекта устанавливается по согласованию производителя с потребителем.
3.1. Трубы берут пачками.Партия должна состоять из труб одинакового диаметра и толщины стенки, одной марки стали и одного вида термообработки, а по требованию потребителя — одной плавки и быть оформлена одним документом о качестве трубной заготовки.
Количество труб в партии не более 200 шт.
3.2. Каждая труба проходит поверхностный, размерный, гидравлический и ультразвуковой контроль.
3.3. Для контроля качества от партии выбрано:
две трубы — в напряжении;
одна труба — для сплющивания или раздачи;
две трубы — для межкристаллитной коррозии.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей на нем проводятся повторные испытания на удвоенном количестве труб, выбранных из той же партии.
Повторные результаты испытаний относятся ко всей партии.
(редакция, изм. № 4)
3.4. Исключен (Изм. № 4)
4.1. Для контроля качества из каждой выбранной трубы вырезается по одному образцу для каждого типа испытаний.
4.2.Осмотр поверхности труб проводится визуально.
4.3. Длину труб проверяют рулеткой по ГОСТ 7502.
(редакция, изм. № 4)
4.4. Кривизну труб проверяют линейкой по ГОСТ 8026 и щупом по нормативной документации.
(Дополненная редакция, Изм. № 3, 4).
4.5. Наружный диаметр и овальность контролируют микрометром гладким типа МК по ГОСТ 6507, скобами по ГОСТ 18360, ГОСТ 18365.
Толщина стенки контролируется микрометром типа МТ по ГОСТ 6507.
(редакция, изм. № 4)
4.6. Испытания на растяжение проводят по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Скорость перемещения подвижного захвата не более 10 мм за 1 мин. Допускается превышение скорости испытания до 40 мм за 1 мин после достижения предела текучести.
Допускается контроль механических свойств по твердости согласно нормативно-технической документации.
При возникновении разногласий в оценке результатов испытаний их проводят по ГОСТ 10006.
(Дополненная редакция, Изм. № 1).
4.7. Распределительные испытания проводят на трубах диаметром до 146 мм включительно с толщиной стенки не более 10 мм по ГОСТ 8694.
(Дополненная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят на трубах с толщиной стенки не более 10 мм по ГОСТ 8695.
При обнаружении на сплющенных образцах мелких дефектов в результате внешних дефектов, допускаемых без зачистки, проводят повторное испытание образца из той же трубы с предварительной очисткой поверхности на глубину предельных отклонений толщины стенки, но не более 0,2 мм со стороны дефектов.
4.9. Гидравлическое испытание под давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10 с.
4.9.1. Вместо испытания гидравлическим давлением допускается контроль каждой трубы неразрушающими методами по ГОСТ 17410 и НТД от 01.01.90.
(введен дополнительно, Изм. № 1).
4.10. Ультразвуковой контроль проводится в соответствии с ГОСТ 17410 и нормативно-технической документацией.
4.11. Испытание на стойкость к межкристаллитной коррозии проводят методами АМ или АМУ по ГОСТ 6032.В случае разногласий в оценке результатов испытание проводится методом АМ.
По согласованию изготовителя и потребителя допускается проверка стойкости к межкристаллитной коррозии сталей марок 12Х18х20Т и 08Х18х20Т по методу ПТ ГОСТ 9.914. В случае разногласий в оценке результатов проверка проводится методом АМ по ГОСТ 6032.
(редакция, изм. № 4)
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 10692.
.ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕДРЕНЫ Министерство черной металлургии СССР
РАЗРАБОТЧИКИ
В.П. Сокуренко (руководитель темы) Л.Г. Ковалева, В. Ровно, Г.А. Горовенко
2. УТВЕРЖДЕНО И ВНЕДРЕННО Постановлением Государственного комитета СССР по стандартам от 20 июля 81 г.3445
3. Периодичность поверки — 5 лет
4. ВЗАМЕН ГОСТ 9940-72
5. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
6. Срок действия отменен согласно Протоколу Межгосударственного совета по стандартизации, метрологии и сертификации (IMS 2-93)
7. РЕСПУБЛИКАЦИЯ с изменениями № 1, 2, 3,4, утвержденными в июне 1987 г., июне 1988 г., августе 1988 г., апреле 2001 г. (МСМ 11-87, 9-88, 12-88, 7-2001)
Взаимодействие с другими людьмиОдин из способов производства труб из нержавеющей стали — бесшовные.Конечный продукт получается из трубной заготовки в результате химической и термической обработки, последовательности механических деформаций. По содержанию производственного процесса бесшовная труба изготавливается по технологии холодного или горячекатаного проката.
Трубы бесшовные холодные и термически деформированные из нержавеющей стали
Холодный техпроцесс имеет существенные преимущества:
- Минимальные потери металла.
- Возможность получения труб широкого диапазона диаметров из одной и той же заготовки.
- Позволяет изготавливать изделия со стенкой 0,2 мм и более.
- Минимизация отклонений по толщине стенок.
- Превосходная чистота поверхности.
- Прочность.
Требования к трубам по ГОСТ 9941-81
На поверхности изделий не должно быть трещин, пленов, закатов. Внешние повреждения, возникающие в результате деформации под действием статической нагрузки, необходимо очистить (отполировать), не выходя за стандартные пределы. Эти показатели представлены в таблицах 1 и 2.
Для изделий размером (диаметр х толщина стенки, мм):
- 100-102 х 1,5-2,9;
- 108-120 х 1,5-3,2;
- 130-150 х 2-3,2;
- 160-200 х 2,5-3,5;
- 220 х 3-3,5;
- 250 х 3-4 —
специально согласованы и показаны в таблице 3.
Стандарт предъявляет требования к параметру кривизны изделий, изготовленных бесшовным холоднокатаным способом. Это значение указано на 1 м трубы для диаметра:
.- менее 15 мм: 1 мм.
- более 15 мм: 2 мм.
Для изделий диаметром до 15 мм и стенкой до 0,5 мм максимальная кривизна нормативно не установлена: она может быть любой, без излишков.
Поверхность труб светлая. Особенности процесса изготовления и марки металла могут дать матовый цвет.
Трубные изделия, изготовленные методом холодной деформации, должны выдерживать ряд испытаний:
- напряжение при температуре 350 градусов С;
- выравнивание / распределение по расчетным параметрам;
- гидравлическое давление при напряжении 40% из стали марки прочности на разрыв;
- межкристаллитная коррозия;
- ультразвуковой контроль.
Технология производства труб из холоднокатаной стали
Непосредственной деформации заготовок предшествует химическая подготовка — травление. Легированная сталь травится щелочными расплавами и растворами кислот. В результате происходит преобразование и удаление оксидов железа и окалины.
Затем трубы промывают горячей и холодной водой, сушат при температуре 170 градусов С и наносят специальные покрытия, предотвращающие возникновение дефектов при дальнейших деформациях. При прокатке на стане заготовки не контактируют напрямую с фрезерными инструментами.
Заготовки проходят прокатку несколько раз. На промежуточных стадиях они подвергаются дополнительным химическим воздействиям. Значительную роль играет термообработка до 700-800 градусов С, в результате чего твердость металла снижается (отжиг). После деформации проводится термическое упрочнение, в результате чего механические свойства изделий повышаются.
Размеры бесшовных труб по ГОСТ 9941-81 — таблица
Трубы стальные бесшовные горячекатаные
Процесс горячего производства дает готовому продукту следующие преимущества:
- Идеальные антикоррозионные свойства.
- Прочность и устойчивость к ударам.
- Позволяет изготавливать изделия со стенкой до 32 мм.
- Конкурентоспособная цена.
Стандарты на трубы по ГОСТ 9940-81
Горячедеформированные трубы очищены от окалины и не имеют внешних дефектов на обеих поверхностях. Если изделия подлежат дальнейшей сварке, то массовая доля серы в материале нормативно ограничивается 0,02%.
Кривизна готовых горячедеформированных изделий устанавливается нормативно.Это значение указывается относительно толщины стенки на 1 м трубы и составляет:
.- со стенкой 10 мм или менее: 1,5 мм;
- со стенкой 10-20 мм: 2 мм;
- со стенкой более 20 мм: 4 мм.
Требования стандарта по прохождению гидравлических испытаний, испытаний на растяжение и др. Аналогичны испытаниям, установленным для изделий, изготовленных методом холодной деформации.
Технология горячекатаной стали
В отличие от метода холодной прокатки, который предусматривает термическую обработку заготовок и изделий на отдельных этапах, метод горячей прокатки полностью осуществляется по чугуну.Для этого используются специальные печи с так называемым шагающим подом, в которых создается избыточное давление до 29,4 Па.
- фреза обжимная;
- прошивной стан, в котором заготовка превращается в трубу со стенками;
- прокатка на непрерывном стане;
- индукционный нагревательно-восстановительный стан.
После обжатия готовые трубы охлаждают и разрезают на необходимую длину.
Размеры бесшовных труб ГОСТ 9940-81 — таблица
ГОСТ
ввел дополнительные ограничения на диаметр изделий для некоторых марок стали:
- 108 мм — 08Х20Н14С2, 08Х22Н6Т, 08Х18Н12Б.
- 140 мм — 08Х17х25М3Т.
- 168 мм — 10Х23х28.
- 219 мм — 10Х17х23М2Т, 15Х28, 08Х17Т, 12Х17.
Основные марки нержавеющей стали для бесшовных труб
ГОСТ 9940 и 9941 содержат 20 марок сплавов, которые могут быть использованы для изготовления нержавеющих бесшовных труб. Наиболее часто используемые из них представлены ниже.
Сталь 12х18н10т
Стальобладает прекрасными антикоррозионными свойствами, устойчива к окислению при температуре до 900 градусов С, обладает высокой жаростойкостью.
Свойства труб из стали 12х18н10т методом холодной / горячей прокатки:
- сопротивление, кгс / кв.мм: 56/54;
- относительное удлинение,%: 35/40;
- плотность, г / см: 7,95 / 7,9.
Трубчатые изделия из этой стали используются для транспортировки окислительных сред, органических растворителей и некоторых видов органических кислот, в криогенных технологиях при температуре, близкой к абсолютному нулю.
Марка стали 08х18н10т
Нержавеющая сталь этой марки характеризуется даже лучшими свойствами для транспортировки агрессивных сред, чем предыдущий тип.Он находит свое применение в химической промышленности, так как демонстрирует высокие параметры устойчивости к межкристаллитной коррозии.
Механические свойства трубных изделий из стали 08х18н10т методом холодной / горячей прокатки:
- сопротивление, кгс / кв.мм: 54/52;
- относительное удлинение,%: 37/40;
- плотность, г / см: 7.9.
Трубы из данной стали могут эксплуатироваться при любом давлении и температуре до 600 градусов С.
Сталь 10х17х23М2Т
Эта сталь содержит 3% молибдена, что придает ей дополнительные свойства, отсутствующие у стали 12х18 и 08х18.Трубы из 10х17х23М2Т устойчивы к воздействию хлора. В кислых средах, в зависимости от типа кислоты, ее концентрации и температуры, годовая скорость коррозии не превышает 0,1 мм. Механические свойства изделий из 10х17х23М2Т методом холодной и горячей прокатки одинаковы и составляют:
- сопротивление, кгс / кв.мм: 54;
- относительное удлинение,%: 35;
- плотность, г / куб.см: 8
Марка стали 06хН28МДТ
Нержавеющая сталь содержит молибден (до 3%), повышенное количество никеля (до 29%) и хрома (до 25%).Он используется в промышленных установках, требующих транспортировки кислот и других агрессивных сред. В соответствии со стандартом эта марка стали используется при производстве труб методом холодной прокатки. Механические свойства изделий следующие:
- сопротивление, кгс / кв.мм: 50;
- относительное удлинение,%: 30;
- плотность, г / см: 7,96
Для холоднокатаных труб из 06хН28МДТ установлены специальные допускаемые отклонения по диаметру и стенке (таблица 8).
Сталь 10х23х28
Относится к группе жаропрочных сплавов. Может использоваться для работы в агрессивных средах с температурой до 1000 градусов С. При более высоких температурах воздуха подвержен интенсивному окислению.
Свойства труб, изготовленных из стали 08х18н10т методом холодной / горячей прокатки:
- сопротивление, кгс / кв.мм: 54/50;
- относительное удлинение,%: 35/37;
- плотность, г / см: 7,95.
Транспортировка сред под высоким давлением при температуре до 1000 градусов С приводит к сокращению срока службы изделий до 1-10 тысяч часов.
Сфера применения стальных бесшовных труб
Бесшовная технология — один из основных способов изготовления тонкостенных и толстостенных нержавеющих труб с точным внутренним каналом. Они обращаются:
- в установках высокого давления;
- в электростанциях;
- в машиностроении и авиастроении;
- в химической и пищевой промышленности;
- в газонефтепроводах.
Сфера их применения широка и охватывает узкоспециализированные виды производства и промышленности.
Трубы нержавеющие электросварные
Второй способ изготовления трубных изделий из нержавеющей стали — это более простой и экономичный способ электросварки.
Способы изготовления сварных труб
Основное отличие сварного метода от бесшовного заключается в том, что он предполагает изготовление трубы не из готовой детали путем многочисленных деформаций, термической и химической обработки, а сварку стального листа, согнутого в трубу.Далее проводится водяное охлаждение, калибровка, резка, контрольные мероприятия. При необходимости выполняйте становую тягу.
Значительное удешевление производства нержавеющих изделий методом сварки позволило использовать их в быту: для трубопроводов, в декоративных и строительных целях.
Петриченко Юлия, эксперт
Нормативные документы на трубы из нержавеющей стали сварные
Технические условия на электросварные изделия из коррозионно-стойкой стали изложены в ГОСТ 11068-81.Технические характеристики труб квадратной и прямоугольной формы содержатся в ГОСТ 8639-82 и ГОСТ 8645-68 соответственно.
Сварные трубы из нержавеющей сталиРазмеры
| Наружный диаметр мм | Толщина стенки мм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 | 2,5 | (2,8) | 3,0 | (3,2) | 3,5 | 4,0 | |
| 8 | х | х | х | — | — | — | — | — | — | — | — | — | — | — |
| 9 | х | х | х | — | — | — | — | — | — | — | — | — | — | — |
| 10 | х | х | х | — | — | — | — | — | — | — | — | — | — | — |
| 11 | — | х | х | х | х | х | — | — | — | — | — | — | — | — |
| 12 | х | х | х | х | х | х | х | — | — | — | — | — | — | — |
| 14 | х | х | х | х | х | х | — | — | — | — | — | — | — | — |
| 15 | — | х | х | х | х | х | — | — | — | — | — | — | — | — |
| 16 | х | х | х | х | х | х | х | х | — | — | — | — | — | — |
| (17) | — | х | х | х | х | х | х | х | — | — | — | — | — | — |
| 18 | — | х | х | х | х | х | х | х | — | — | — | — | — | — |
| (19) | — | х | х | х | х | х | х | х | — | — | — | — | — | — |
| 20 | — | х | х | х | х | х | х | х | — | — | — | — | — | — |
| 22 | — | х | х | х | х | х | х | х | — | — | — | — | — | — |
| 25 | — | х | х | х | х | х | х | х | х | — | — | — | — | — |
| 28 | — | — | х | х | х | х | х | х | х | — | — | — | — | — |
| 30 | — | — | х | х | х | х | х | х | х | — | — | — | — | — |
| 32 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 33 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 34 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 35 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 36 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 38 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 40 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 42 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 43 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 45 | — | — | х | х | х | х | х | х | х | х | х | х | — | — |
| 48 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 50 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 51 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 53 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 55 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 56 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 57 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 60 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 63 | — | — | — | х | х | х | х | х | х | х | х | х | — | — |
| 65 | — | — | — | х | х | х | х | х | х | х | х | х | х | х |
| 70 | — | — | — | х | х | х | х | х | х | х | х | х | х | х |
| 76 | — | — | — | х | х | х | х | х | х | х | х | х | х | х |
| 83 | — | — | — | — | — | х | х | х | х | х | х | х | х | х |
| 89 | — | — | — | — | — | х | х | х | х | х | х | х | х | х |
| 102 | — | — | — | — | — | х | х | х | х | х | х | х | х | х |
Немерная длина электросварных трубных изделий может составлять от 1.От 5 до 9 мес. Измеренная длина должна быть в пределах 5-9 м.
Трубы нержавеющие бесшовные— это надежная продукция, которая получила широкое распространение. Стоимость их выше, чем у сварных аналогов, которые больше подходят для бытового использования.
Вам когда-нибудь приходилось иметь дело с бесшовными трубами? Как вы думаете, какие марки стали наиболее востребованы? Делитесь своим мнением в комментариях.
Труба из нержавеющей стали, все требования к которой предусмотрены ГОСТом, — лучший выбор для прокладки трубопроводов, транспортирующих жидкие и газообразные среды с высокой химической агрессивностью.Такие трубопроводы востребованы во многих отраслях промышленности — химической и нефтехимической, в общем и атомном машиностроении, теплоэнергетике, оборудовании водных судов и др.
ГОСТ 9941-81 требования
Ознакомиться с требованиями ГОСТ к холоднодеформированным и термически деформированным трубам из нержавеющей стали можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические характеристики
ГОСТ 9941-81 устанавливает требования к трубам круглого сечения общего назначения.В сферу действия данного документа входят бесшовные трубы, изготовленные с использованием технологии холодной и горячей деформации. В ГОСТ 9941-81 указано, что трубы из нержавеющей стали данного типа могут изготавливаться в диапазоне наружных диаметров 5–273 мм и с толщиной стенки в диапазоне 0,2–22 мм.
Требования ГОСТа и определены длины нержавеющих труб данной категории, которые могут быть мерными, находящимися в диапазоне 5-7 метров, а также немерными и многократно измеренными. По желанию покупателей и по согласованию с производителем допускается изготовление таких изделий в более широком диапазоне длины — 0.5–16 метров.
ГОСТ допускает наличие в общей партии труб немерной длины продукции, длина которой находится в следующих диапазонах:
Следует учитывать, что количество труб с заданными параметрами не может превышать 6% от общей партии, в которой они присутствуют.
В зависимости от степени соответствия геометрических параметров коррозионно-стойких труб значениям, указанным в ГОСТе, такую продукцию можно отнести к одной из трех категорий: обыкновенные, повышенной и повышенной точности.Для каждой из этих категорий в стандарте указаны предельные отклонения толщины стенки. Так, для разных категорий трубопроката ГОСТ устанавливает следующие допуски:
По размеру наружного диаметра круглых труб из нержавеющих сталей в ГОСТе также указываются следующие отклонения:
Для труб диаметром более 30 мм из нержавеющей стали 06Хх38МДТ максимальное отклонение наружного диаметра составляет 1,2%.
Параметры холоднодеформированных и жародеформированных труб
Концы труб из нержавеющей стали, изготовленных по технологии холодной или горячей деформации, обрезаются под углом 90 °, при этом с обрезанных концов необходимо удалить заусенцы.ГОСТ допускает, что при удалении заусенцев на обрезанных концах труб могут образовываться скосы. Более того, на стальных трубах, толщина стенки которых превышает 5 мм, часто делают фаски специально по желанию заказчика, что позволяет более эффективно и качественно выполнять монтаж сваркой.
В условиях ГОСТа на трубу, прокатанную из нержавеющей стали, также предусмотрен такой параметр, как кривизна поверхности, измеряемая на отрезке длины, не превышающем 100 см. В зависимости от толщины стенки трубы и ее наружного диаметра этот параметр не должен превышать следующих значений:
Следует учитывать, что ГОСТ не устанавливает предельного значения кривизны поверхности труб из нержавеющей стали, если наружный диаметр таких изделий менее полутора сантиметров, а толщина стенки не превышает полмиллиметра. .Важно, чтобы поверхность таких труб не имела резких изгибов, а их овальность при их наличии не приводила к тому, что наружный диаметр изделия превышал допускаемые ГОСТом отклонения.
Наиболее распространенные марки сталей, из которых производится прокат этой категории:
- 08Хх38МДТ;
- 12Х18х20;
- 12Х18х20Т;
- 12Х18х22Т;
- 08Х19х20Т;
- 10Х23х28;
- 10Х17х23М2Т;
- 04Х18х20;
- 12X17;
- 08X13;
- 08Х22Н6Т;
- 15X25T;
- 12X13;
- и другие марки стали, относящиеся к категории высоколегированных.
также предусматривает следующие параметры материала для производства трубной продукции:
- плотность — 7,7–7,96 г / см 3;
- относительное удлинение 17–45%;
- временное сопротивление — 38-588 кгс / мм 2.
Если говорить о химическом составе сталей, используемых для производства труб данной категории, то он может содержать небольшое количество материалов, относящихся к группе редкоземельных элементов, а наличие такой вредной примеси, как сера, должно не превышает двух сотых процента.
Таблица 5. Содержание легирующих элементов и соответствие стандартам нержавеющей стали (нажмите, чтобы увеличить)
В стандартном исполнении нержавеющие трубы данной категории подвергаются термообработке, но ГОСТ предполагает, что по согласованию с заказчиком такая обработка может быть исключена. В случаях, когда термическая обработка труб данной категории не проводится, степень их допустимой кривизны и механические характеристики также оговариваются в отдельном порядке.
ГОСТ также регламентирует состояние внешней и внутренней поверхностей труб из. Согласно этим требованиям, на таких поверхностях не должно быть дефектов — пленов, трещин и неровностей. Если эти дефекты присутствуют, то допускается их исправление, которое не должно приводить к уменьшению допустимых размеров трубы, таких как толщина стенки и наружный диаметр. При этом исправить обнаруженные дефекты можно следующими способами обработки:
- шлифовка, которой могут подвергаться отдельные участки, а также вся поверхность трубы;
- токарный;
- скучный;
- механическая чистка проблемных зон.
Хотя ГОСТ гласит, что поверхность труб из нержавеющих сталей должна отличаться ярким металлическим блеском, на ней допускается наличие матовых участков серого цвета. К дефектам нержавеющих труб, которые предусмотрены положениями нормативного документа, также не относится окраска отдельных участков в цвета обесцвечивания. Такое предположение допустимо, если травление в вакууме или в защитной среде не использовалось в качестве финишной обработки.
ГОСТ 9940-81 положения
Ознакомиться с требованиями ГОСТ к горячедеформированным трубам из нержавеющей стали можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические характеристики
ГОСТ 9940-81 содержит требования к бесшовным трубам из нержавеющей стали, изготавливаемым по технологии горячей деформации. ГОСТ 9940-81 регламентирует не только характеристики трубной продукции, но и ее ассортимент, в соответствии с которым они могут изготавливаться в диапазоне наружных диаметров 57–325 мм и с толщиной стенки в диапазоне 3.5–32 мм. Трубы, соответствующие требованиям указанного стандарта, изготавливаются из тех же марок стали, что и трубная продукция, описанная выше.
Два вышеуказанных ГОСТа практически идентичны по большинству требований к трубным изделиям из нержавеющей стали, поэтому рассматривать ГОСТ 9940 по отдельности нецелесообразно.