Принципиальная электрическая схема сварочного полуавтомата
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики.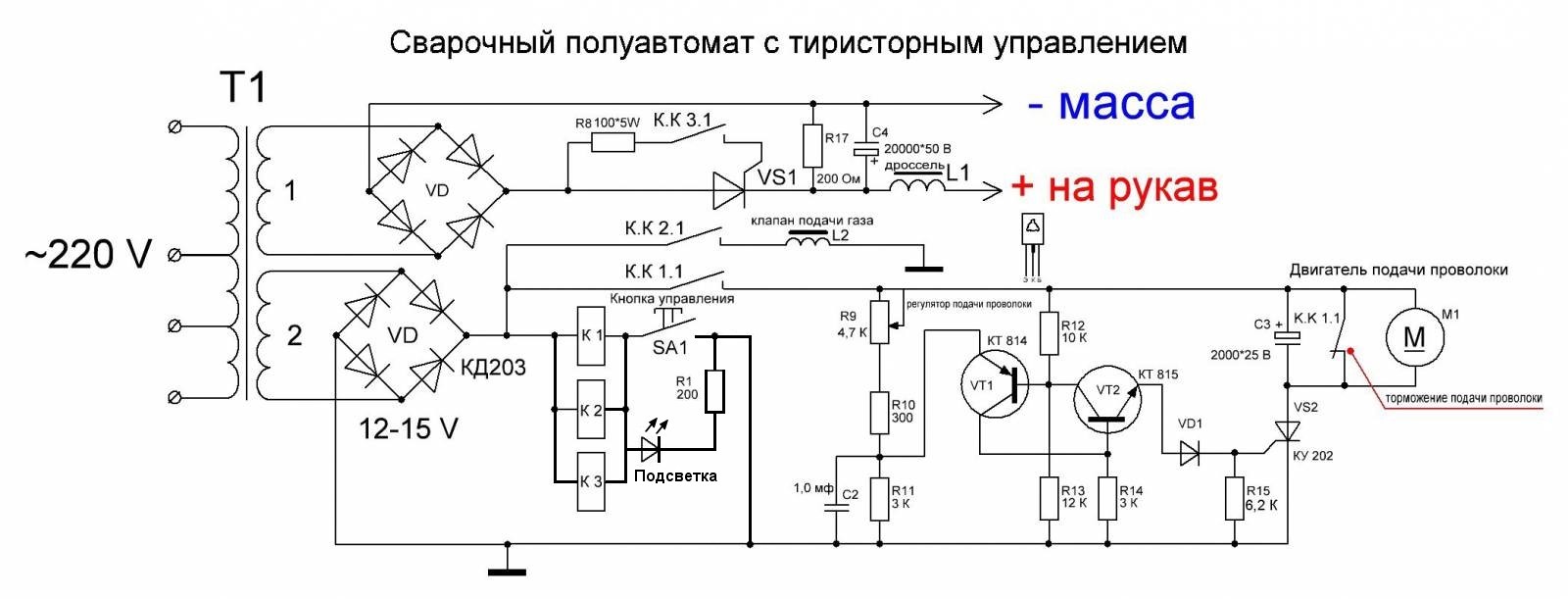
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка.
 На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек. - Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
 На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
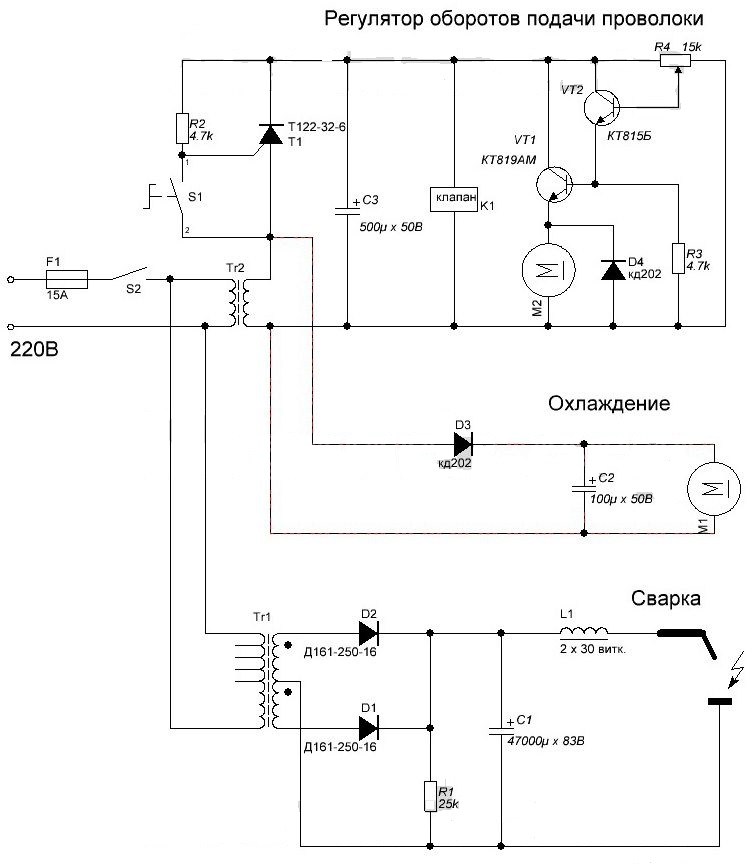
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.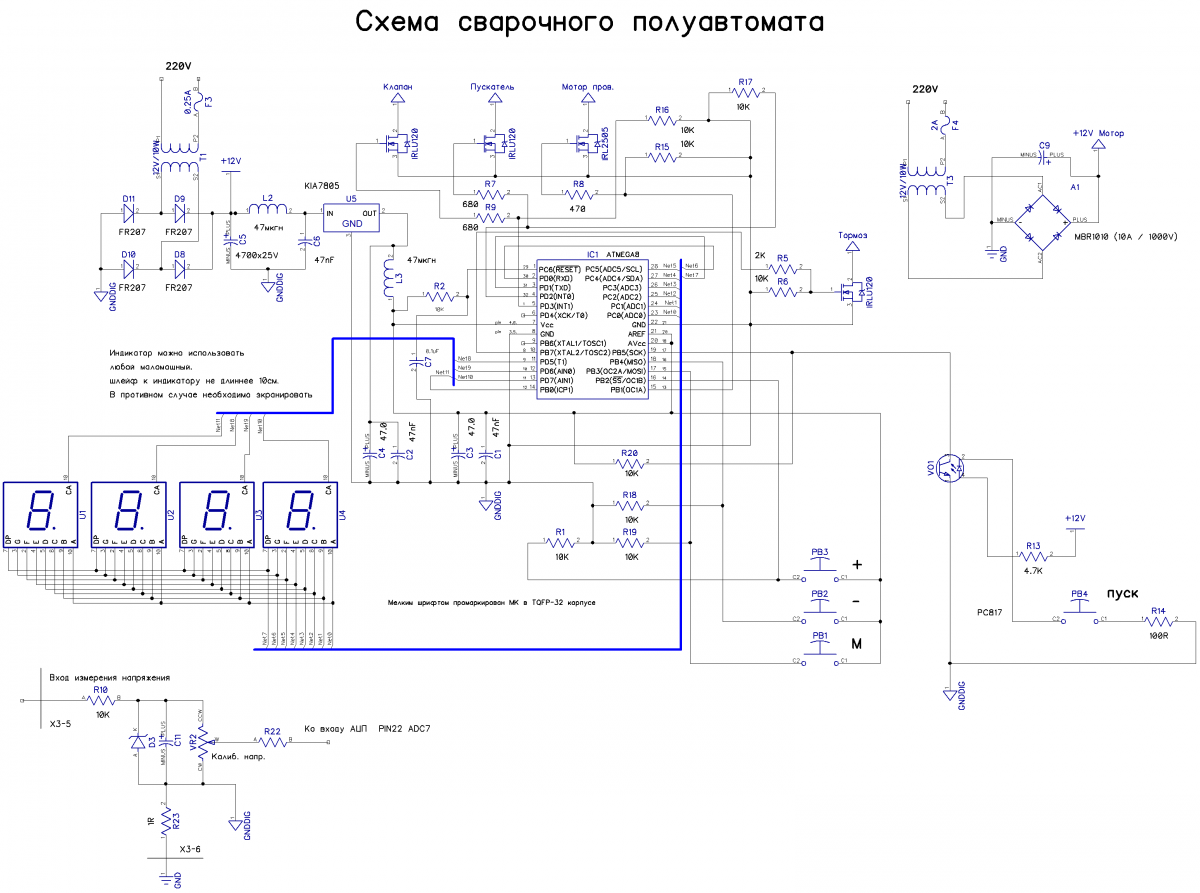
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen – это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.

Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.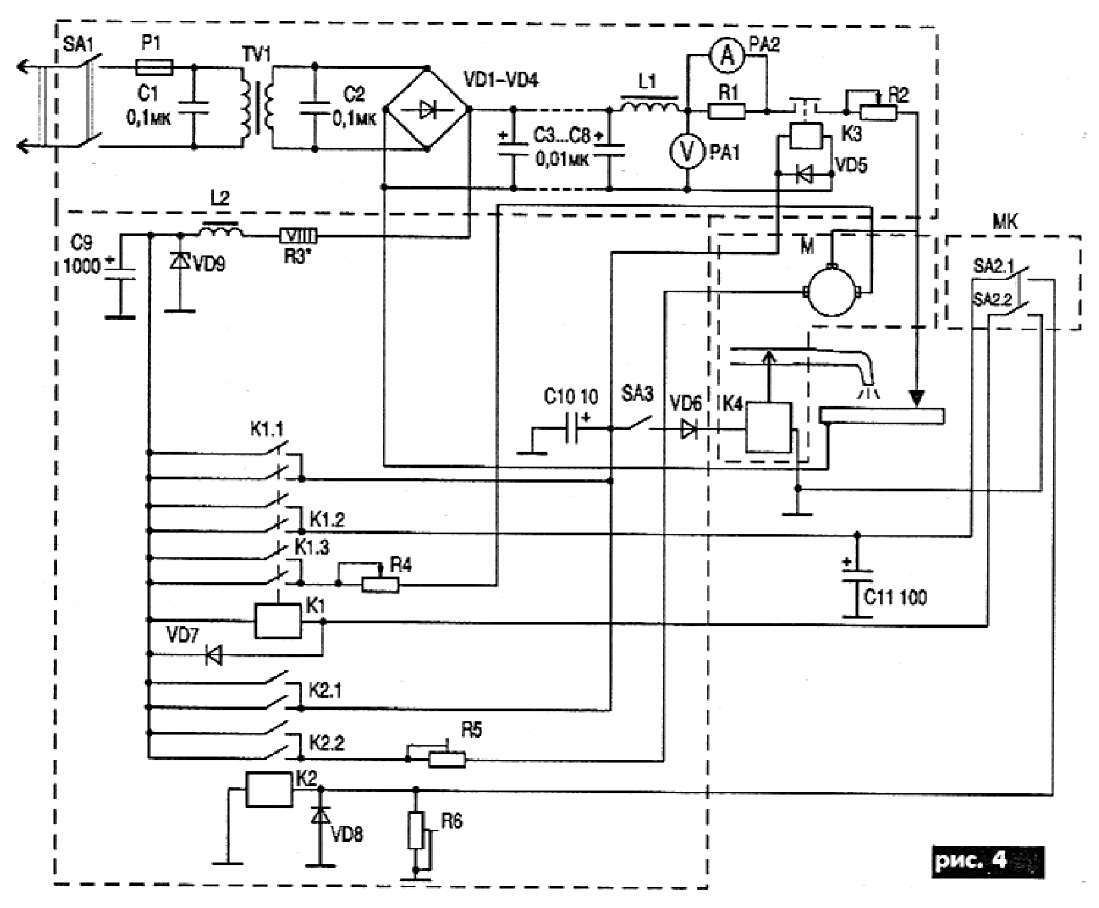
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона.
 Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
Driver_IGBT_SEMIKRON_SKHI2312R_sch. pdf pdfDriver_IGBT_SEMIKRON_SKHI2312R_osc.pdf |
| 74.2 Mb 2.38 Mb |
| Telwin_185-210.zip |
| 155 kb |
| titan-200a.pdf |
| 14.1 Mb |
diagrams_chinese_welders. zip zip |
| 11 Mb |
| Redbo.zip |
| 4.4 Mb |
| overman_250.pdf |
| 247 kb |
| titan_pdg-160-1.zip |
| 57 kb |
| resanta_pcb_bu.zip |
| 45.4 Mb |
| transpocket_1500.zip |
| 4.2 Mb |
| fen_interskol_fe-2000ed.rar |
| 19.7 Mb |
| plataupravlenia.pdf |
| 399 kb |
| forsag200m.pdf |
| 9.36 Mb |
| titan-bc151.pdf |
| 388 kb |
| nebula.pdf nebula_foto.zip |
| 294 kb, 1.3 Mb |
| zariadki.zip |
| 9.97 Mb |
| swin150.zip |
| 142.5 kb |
| pdg301rikon.zip |
| 2.09 Mb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||





Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.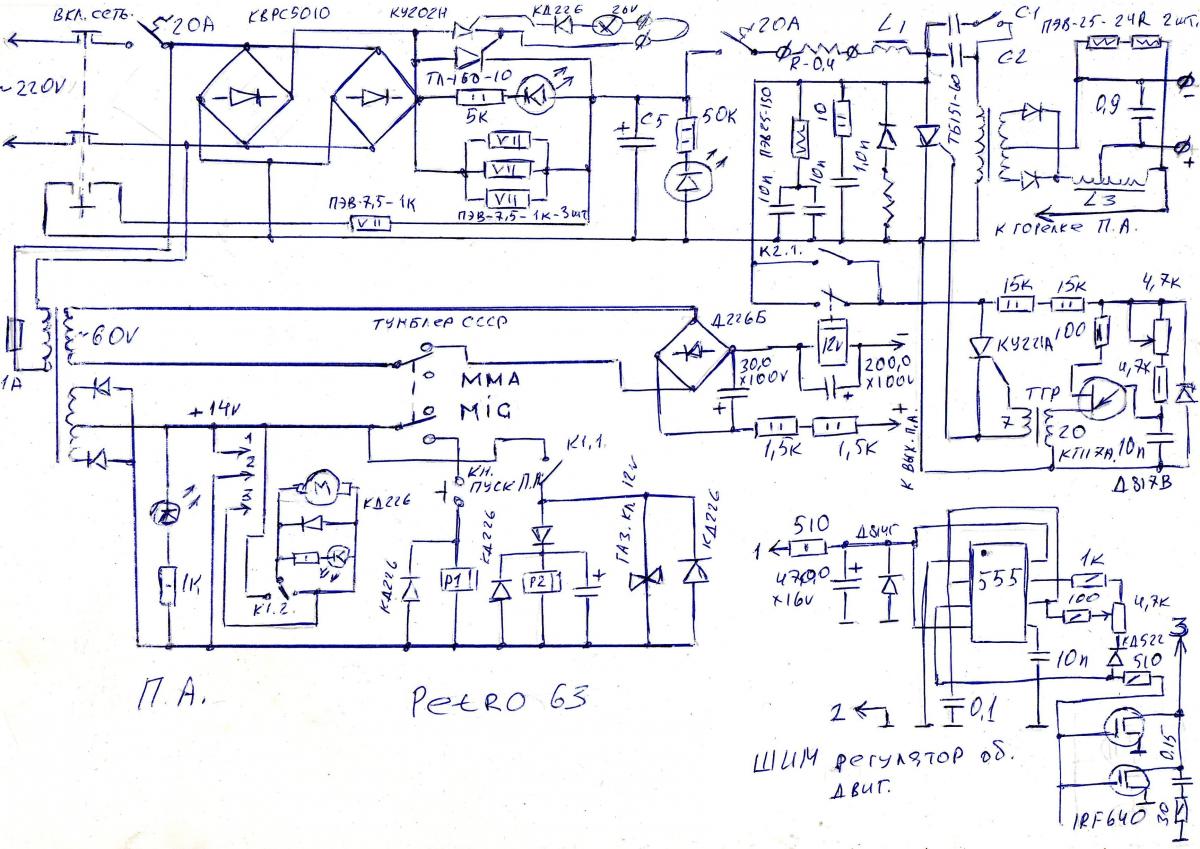
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.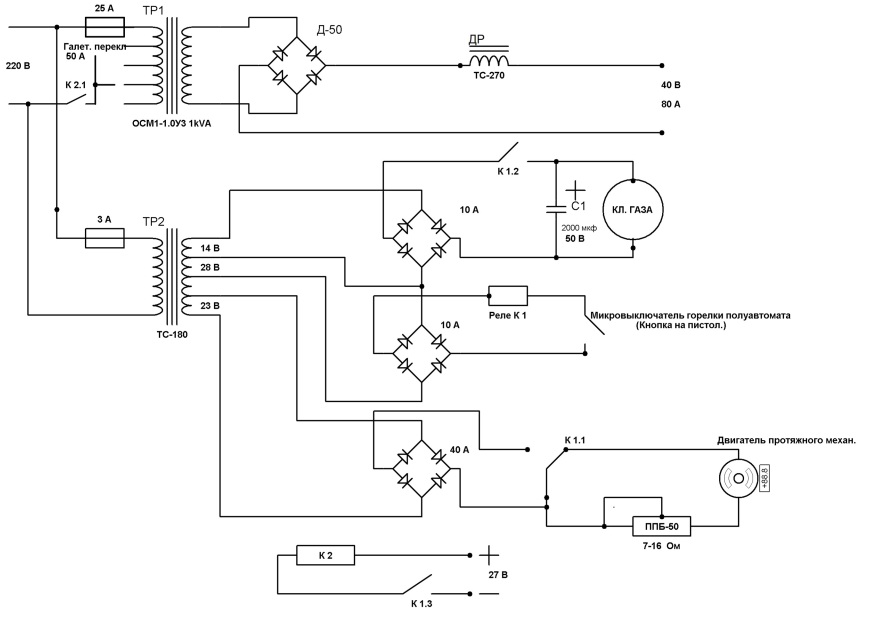 е. собранном в любительских условиях).
е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты.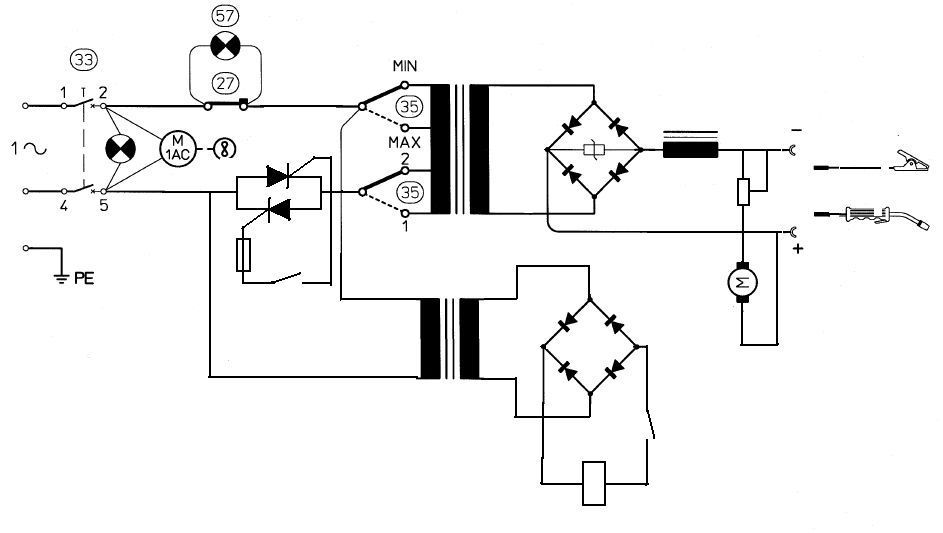 Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.8).
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).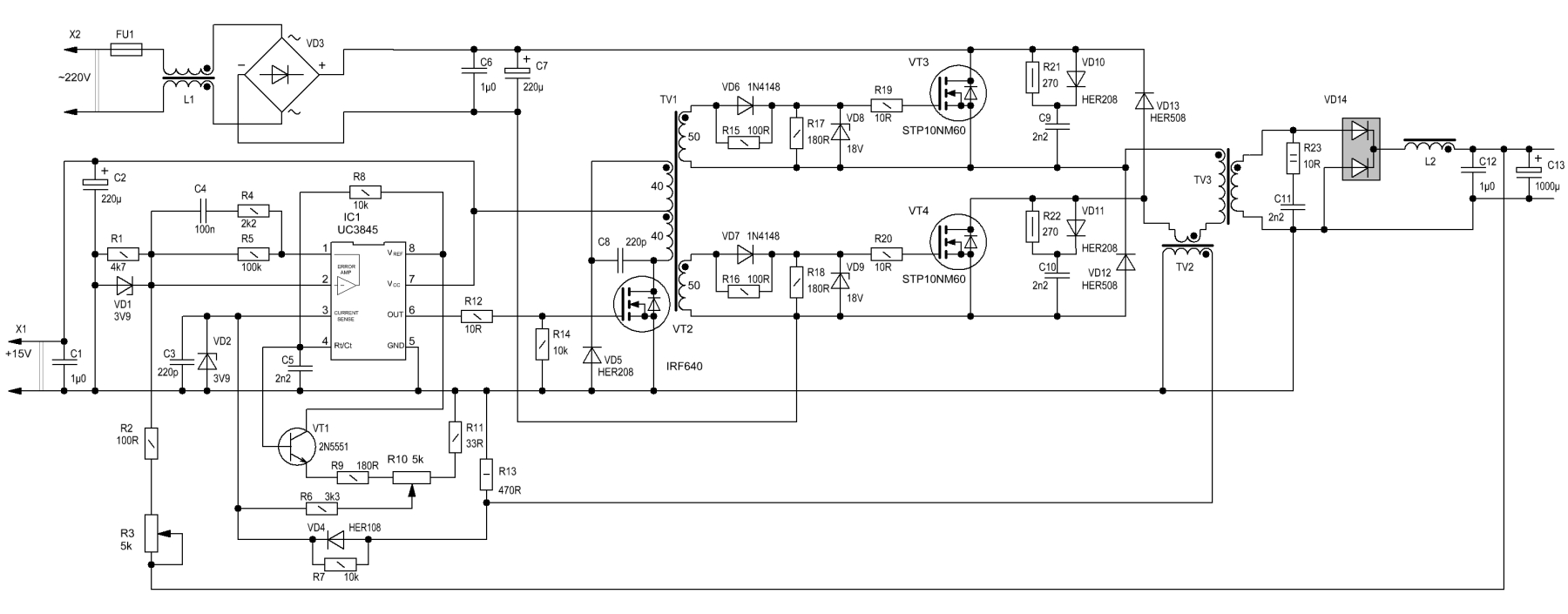
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С..21-22
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис. 3,6).
3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.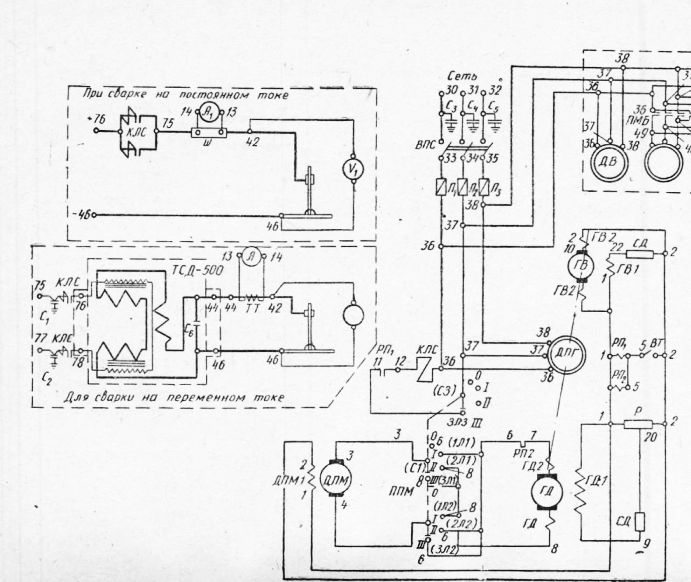
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.![]()
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор. — 1998.- №2.
- Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
 — 1998.- №2.
— 1998.- №2.Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.

Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.

Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
▶▷▶▷ эл и принципиальная схема сварочного полуавтомата
▶▷▶▷ эл и принципиальная схема сварочного полуавтомата| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 30-04-2019 |
эл и принципиальная схема сварочного полуавтомата — Сварочный полуавтомат 30А — 160А своими руками Журнал datagorru Секреты самодельщика Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и mig-180, принципиальная схема отличается от монтажной платы, т к схема вырисовывалась на лету в Схемы сварочных аппаратов и инверторов — Схемы — Каталог elektromehanikaorgpublskhemyskhemy_svarochnykh Cached Паспорт и схема блока управления контактной сваркой РКС-14 Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта Паспорт на машину контактной сварки типа МТР-1201 УХЛ Эл И Принципиальная Схема Сварочного Полуавтомата — Image Results More Эл И Принципиальная Схема Сварочного Полуавтомата images Схема сварочного полуавтомата Руки-крюки rukikrykiruelecto190-sxema-svarochnogo Cached Эти элементы закреплены на корпусе сварочного полуавтомата Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки Вд 306 Эл Схема Скачать — clearheaded clearheadedweeblycomblogvd-306-el-shema-skachatj Cached Инструкция по эксплуатации, схема и паспорт полуавтомата для электрическая схема универсального сварочного источника ВД — 306Д серия 4 Схемы сварочных полуавтоматов — КАТАЛОГ СХЕМ СВАРОЧНОГО svarka-barnaul3dnruloadskhemy_svarochnykh_poluav Cached В данном разделе вы можете бесплатно скачать схемы плазмотронов — портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов Радиосхемы — Сварочный полуавтомат MIG200 radio-uchebnikrushem50-invertory-svarochnye1769 Cached Схема электрическая принципиальная главная страница категории Схемы сварочных инверторов Схема электрическая принципиальная сварочного полуавтомата mig200 Производитель неизвестен Схема инверторного сварочного аппарата: электрическая moyasvarkaru Инструменты Схема сварочного выпрямителя Прибор используется при напряжении сети в 220 В, а сила тока составляет 30 А Сварка должна производиться в специальной маске сварщика для защиты лица Электрическая схема сварочного полуавтомата а 825м docplayerru79877525-Elektricheskaya-shema Cached Электрическая схема сварочного полуавтомата а 825м Электрическая схема сварочного полуавтомата а 825м Электрическая схема сварочного полуавтомата а 825м А что будет через год, два? СХЕМА СВАРОЧНОГО ИНВЕРТОРА — elworu elworupublskhemy_preobrazovatelejskhema Cached СХЕМА СВАРОЧНОГО ИНВЕРТОРА Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу Полуавтомат ПДГ 200-1 — Ремонт и модернизация — Форум websvarkarutalktopic3146-poluavtomat-pdg-200-1 Cached Нужная информация по электронике, в том числе и сварочного оборудования: сайт Рaдиолоцман Вчера залез в аппарат Намерял- назвонил Диоды и сопротивления с реле в цепи управляющего в норме Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 2,220
- Контролировать работу сварочного оборудования. Читать функциональные и принципиальные схемы электроо
- борудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания; Параметры сварочного выпрямителя для технологий ремонта сельск
- овленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl. ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения. Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
 Читать функциональные и принципиальные схемы электроо
Читать функциональные и принципиальные схемы электроо Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.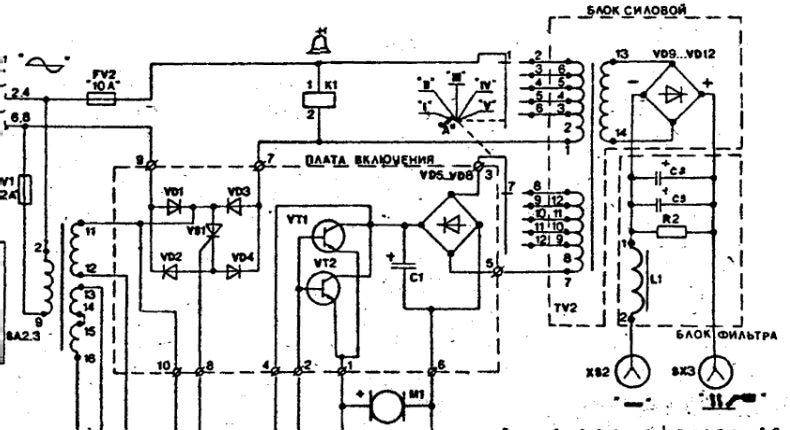 ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения. Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения. Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.производство
продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями
- за счёт высокой частоты преобразования тока и системы электронной стабилизации
- нарисованная от руки во время ремонта Паспорт на машину контактной сварки типа МТР-1201 УХЛ Эл И Принципиальная Схема Сварочного Полуавтомата — Image Results More Эл И Принципиальная Схема Сварочного Полуавтомата images Схема сварочного полуавтомата Руки-крюки rukikrykiruelecto190-sxema-svarochnogo Cached Эти элементы закреплены на корпусе сварочного полуавтомата Схема не содержит элементов индикации
- smarter
эл и принципиальная схема сварочного полуавтомата Картинки по запросу эл и принципиальная схема сварочного полуавтомата Другие картинки по запросу эл и принципиальная схема сварочного полуавтомата Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты Сварочный полуавтомат своими руками описание, чертежи, схемы stankiexpertruspravochniksvarkasvarochnyjpoluavtomatsvoimirukamihtml Рейтинг , голосов Покупка нового заводского полуавтомата может дорого обойтись, поэтому часто возникает потребность сделать сварочный полуавтомат своими Схема сварочного полуавтомата Рукикрюки RukiKrykiru Рейтинг , голоса февр г Регулятор скорости подачи проволоки сварочного полуавтомата Схема электрическая принципиальная устройства приведена на рис Принципиальная схема сварочного полуавтомата своими руками Инструменты мая г Принципиальная схема сварочного полуавтомата своими руками Дата Электрическая схема блока управления процессом Сварочный полуавтомат своими руками как сделать, схема и все generatorexpertsruelektrogeneratorysvarochnyjpoluavtomatsvoimirukamihtml Похожие Схема сварки при помощи полуавтомата в среде защитного газа Схема Электрическая схема устройства предусматривает факт, что тип сваривания Что потребуется? Принцип работы Созданный план Ремонтдоработка Схема самодельного сварочного полуавтомата Самодельные svapkarusampoluavtomsxemasamodelnogosvarochnogopolapparatahtm Похожие дек г Представляем вам схему самодельного сварочного аппарата, Блок управления сварочным полуавтоматом Схема сварочного Теперь о тиристоре КУА в цепи питания эл двигателя подачи проволоки Схемы полуавтоматов Схемы сварочных полуавтоматов svarkabarnauldnru Каталог Похожие Схемы сварочных полуавтоматов В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного Простой и надежный сварочный полуавтомат Меандр meandrorgarchives Похожие июл г Сварочный полуавтомат своими руками Вот и схема , максимально упрощеная, без лишних наворотов, проверена годами Схема простого сварочного полуавтомата radiostoragenetskhemaprostogosvarochnogopoluavtomatahtml Рейтинг голоса В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата , а также основные принципы работы и требования, Сварочный полуавтомат А А своими руками Журнал Практика Секреты самодельщика Внешний вид сварочного полуавтомата ; Схема и детали сварочника ПДГ и MIG, принципиальная схема отличается от монтажной платы, Схема сварочного Принципиальная схема сварочного Квант Что представляет собой схема полуавтомата сварочного ? Схема сварочного Схема электрическая принципиальная устройства приведена на рис Видео Сварочный полуавтомат своими руками схема Своими руками YouTube июл г Подробная схема сварочного аппарата Иван Васильков YouTube февр г ремонт сварочного полуавтомататочнее изготовление почти с нуля дроныч петрович YouTube апр г Все результаты Принципиальные схемы промышленных сварочных инверторов Принципиальная схема простого сварочного инвертора Принципиальная электрическая схема однофазного полуавтомата типа Kb kamadjvu Схема сварочного полуавтомата expertsvarkiru Технологии Многие сварщики, работающие на производстве, даже не представляют, как выглядит электрическая схема сварочного полуавтомата Они никогда не Не найдено принципиальная Полуавтомат из инвертора своими руками схема, видео, фото metallorg Оборудование для обработки металла Сварочные аппараты Похожие Рейтинг голосов Полуавтомат из сварочного инвертора своими руками схема , фото, видео Электрическая схема самодельного полуавтомата В этом случае а также при поломке или замыкании термодатчика электронная схема устройства Самодельный сварочный полуавтомат Электрическая часть Похожие Блог пользователя RuBIOS на DRIVE Нашел немного времени пофоткать аппарат изнутри Выкладываю потроха Вот и схема , максимально Не найдено принципиальная Сварочный полуавтомат своими руками схема, принцип работы Принципиальная схема сварочного полуавтомата инверторного типа Если электрическая сварка , выдающая ток в Ампер, может весить до кг, Схема сварочного аппарата рабочие и защитные элементы tutmetrusxemasvarochnogoinvertorahtml Рейтинг , голоса Принципиальная схема сварочного аппарата определяет его И вы поймете, почему схема сварочного полуавтомата в наши дни Электрическая схема инвертора включает в себя следующие обязательные компоненты Как сделать сварочный полуавтомат своими руками? AvtoKrasimru wwwavtokrasimru Инструменты и оборудование Схема сварочного полуавтомата не отличается особой сложностью как выглядит принципиальная схема , изучив соответствующие видео и фотоматериалы, Электрическая схема управления сварочным полуавтоматом Электрическая схема сварочный аппарат Схема сварочного Перейти к разделу Сборка полуавтомата своими руками Схема сварочного полуавтомата с электроникой Принципиальная схема такого агрегата schems Сайт Валентина Володина valvolodinnarodruschemshtml Похожие Принципиальная электрическая схема полуавтомата ПДГ в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный Схемы сварочных полуавтоматов промпорталsu Сварочное производство Сварочные полуавтоматы Характер схемы сварочных полуавтоматов определяется способом поддержания Рис Принципиальные электрические схемы полуавтоматов с Не найдено эл Электическая схема сварочного полуавтомата ХоббиСварка hobbysvarkarutopichtml Похожие сообщений автора Представляю простую схему сварочного полуавтомата Blu Weld мною Электрическая схема моего сварочного полуавтомата образца г Принцип работы сварочного инвертора схема и устройство Оборудование Похожие Рейтинг , голоса Принципиальные схемы аппаратов были разработаны в х годах прошлого Устройство сварочного инвертора; Принципиальная электрическая Радиосхемы Схема сварочного полуавтомата ПДГУХЛ radiouchebnikrushemskhemasvarochnogopoluavtomatapdgukhl Похожие Сварочный полуавтомат ПДГУХЛ производства ООО ЛИНКОР, г Ставрополь Схема электрическая принципиальная Для увеличения кликните Полуавтомат сварочный своими руками схема Токарь Мастер tokarmasterru Основы варки окт г Схема сварочного полуавтомата запитывается от двух Схема электрическая принципиальная устройства приведена на рис Сварочный полуавтомат принципиальная электрическая схема pdgpdf, Принципиальная электрическая схема , а также виды внутренностей и платы управления сварочного полуавтомата ПДГ УЗ ПДГ Схема электрическая принципиальная Сварка Резка Схемы, чертежи, фотографии Схемы, чертежи Схема электрическая принципиальная полуавтомата ПДГ Просмотров Размеры xpxKb Дата Просмотреть Электрическая схема сварочных полуавтоматов ioopgusaru?hnnelektricheskayashemasvarochnihpoluavtomatov Схема однофазного счетчика, Принципиальная схема сварочного полуавтомата своими руками, Принципиальная электрическая схема телевизора, ОтветыMailRu Где скачать эл принципиальную схему сварочного Товары и Услуги Сервис, уход и ремонт ответ схемы нет, но микросхема LMN транзисторы КТА и КТА стоят на радиаторе с верху КТГ в середине платы Простой сварочный полуавтомат Схема, описание Diagramcomua wwwdiagramcomualistpowerpowershtml Сварочный полуавтомат СПА, рассмотренный в , имеет следующие Принципиальная схема СПА показана на рис К из эл стали, количество витков ? ПЭВ,, если будет нагреваться, увеличить количество витков Схемы сварочных аппаратов и инверторов Схемы Каталог elektromehanikaorgpublskhemyskhemy_svarochnykh_apparatov_i Похожие Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР Нарисованные от руки Электрическая схема полуавтомата ПДГ Selma Сварка Мануалы и литература Сварка, пайка, резка Очень нужен паспорт на сварочный апппарат ПДГ Selma, помогите, если сможете ссылками, или файлами, особенно Электрическая схема полуавтомата ПДГ Selma berber, ещё бы принципиальную схему платы А Telwin Bimax ,, и тп Ремонт схемы Websvarkaru websvarkaru Сварочное оборудование Ремонт и модернизация Похожие янв г Купил сварочный полуавтомат TELWIN BIMAX Необходима принципиальная электрическая схема блока управления, СВАРОЧНЫЙ ПОЛУАВТОМАТ themostlyrumiscwelding_semiautomathtml Похожие Принципиальная электрическая схема полуавтомата для сварки в среде углекислого газа и конструктивные особенности его самодельных силовых Электрические схемы сварочных аппаратов linkorsemalicomelektricheskiesxemysvarochnyxapparatov Электрические схемы сварочных аппаратов Электрические схемы сварочных аппаратов Схема на ВД И, И, И Схема на ВД И, И Схема сварочного инвертора Принципиальная электрическая fbru Домашний уют Инструменты и оборудование сент г В статье будет рассмотрена классическая схема сварочного инвертора На сегодняшний день они очень популярны, цена их Принципиальная электрическая схема сварочного инвертора Сварочные аппараты Прежде, чем делать покупку, нужно ознакомиться с элементной базой аппарата на основе принципиальной схемы инвертора для сварки Это поможет Схемы и описания Сайт силовой электроники valvolqrzruschemshtml Принципиальная электрическая схема и перечень элементов Принципиальная электрическая схема сварочного полуавтомата Migatronic Дания Дуговая электрическая сварка Виды, устройство, схема дуговой wwwetisuarticleselektricheskiemashinielektricheskiemashini_html нояб г ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА Теоретические основы дуговой невольфрамовым плавящимся электродом на автоматах и полуавтоматах Принципиальная схема сварочного выпрямителя Рис принципиальная схема сварочный полуавтомат nimdriingddnarodruprincipialnaja_shema_svarochnyi_poluavtohtml принципиальная схема сварочный полуавтомат tig sound t полуавтомат пдг с вдг полуавтомат сварочный схема электрическая Сварочный аппарат Спутник характеристики, схема управления Оборудование Сварочные аппараты нояб г Электрическая схема сварочного полуавтомата Спутник является Принципиальные характеристики работы полуавтомата Спутник схема сварочного полуавтомата Монитор схемы, справочники monitornetru Список форумов Файлообменник Схемы прочее мар г сварочный полуавтомат Сервис мануал; Трансформатор сварочный тиристорный ТТ Принципиальная электрическая схема Форумы сайта ЭЛЕКТРИК Промышленные сварочные устройства wwwelectrikorg Сварка, самодельные устройства для сварки Похожие ответов; УДГУХЛ ищу схему электрическую принципиальную мощность способен выдержать счетчик учета эл энергиии ответов; Калибр АСП, сварочный полуавтомат регулятора подачи проволки ответов PDF Сварочный полуавтомат КЕДР MIG F УСТАНОВКА И ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ПОЛУАВТОМАТА линия КЕДР Принципиальная электрическая схема СХЕМЫ СхемыИнструкции Svarcom Технологии сварки Принципиальная электрическая схема инверторного сварочного схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГМ Самодельный полуавтомат из инвертора своими руками Ремонт Самодельный сварочный полуавтомат из инвертора своими руками с рабочей схемой При подключении устройства к эл сети происходит преобразование переменного тока в постоянный Проще всего воспользоваться принципиальной схемой от Саныча, Схема сварочного полуавтомата от Саныча Сварочный полуавтомат своими руками схема самодельного Оборудование Рейтинг голос Схема электрическая и устройство полуавтомата Такая схема сварочного полуавтомата является принципиальной , так как в ней присутствуют все Принципиальная схема aurora overman Сварочное Статьи авг г принципиальная схема аврора про tig acdc pulse Принципиальная схема инверторного сварочного полуавтомата Полуавтомат инверторный для дуговой сварки НормаМП Приложение Схема электрическая принципиальная , Перечень элементов Полуавтомат для дуговой сварки именуемый в дальнейшем Пояснения к фильтрации результатов В ответ на жалобу, поданную в соответствии с Законом США Об авторском праве в цифровую эпоху, мы удалили некоторые результаты с этой страницы Вы можете ознакомиться с жалобой на сайте LumenDatabaseorg Вместе с эл и принципиальная схема сварочного полуавтомата часто ищут как сделать сварочный полуавтомат в домашних условиях сварочный полуавтомат своими руками из инвертора схема сварочного полуавтомата на микроконтроллере схема трансформатора полуавтомата сварочный полуавтомат с тиристорным управлением трансформатор для сварочного полуавтомата переделка сварочного инвертора ресанта в полуавтомат полуавтомат из микроволновки Документы Blogger Hangouts Keep Jamboard Подборки Другие сервисы
Контролировать работу сварочного оборудования. Читать функциональные и принципиальные схемы электрооборудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента.
Читать функциональные и принципиальные схемы электрооборудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения.
Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения. Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| VD-160i.pdf |
| 337 Kb |
| Mpa.djvu |
| 739 Kb |
| Fora120.djvu |
| 2.51 Mb |
| Plazmorez.djvu |
| 216 Kb |
| alplaz_04.djvu |
| 406 Kb |
| ultrasonik_400W.djvu |
| 44.4 Kb |
| ims1600.djvu |
| 232 Kb |
| BME-160.djvu |
| 102 Kb |
Kaiser_NBC-250sch.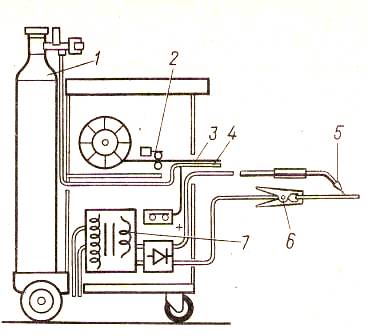 pdf pdf |
| 73.7 kb |
| Gladiator_MIG_MMA-280sch.zip |
| 1.66 Mb |
| don_sch.zip |
| 660 kb |
| sai220pn.zip |
| 1.9 Mb |
| linkor.zip |
| 3.8 Mb |
| svarog_tig_acdc.zip |
| 6.3 Mb |
| Edon_MIG_308.zip |
| 270 kb |
| pdg-102.pdf |
| 2.33 Mb |
| rsi-153.zip |
| 5.09 Mb |
| pdg100-uhl4.jpg |
| 144 kb |
| ATX-450.gif |
| 90 kb |
| Telwin_Plasma_34_foto.pdf Telwin_Plasma_34_EN-RU.pdf |
| 1.27 Mb 2.04 Mb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||


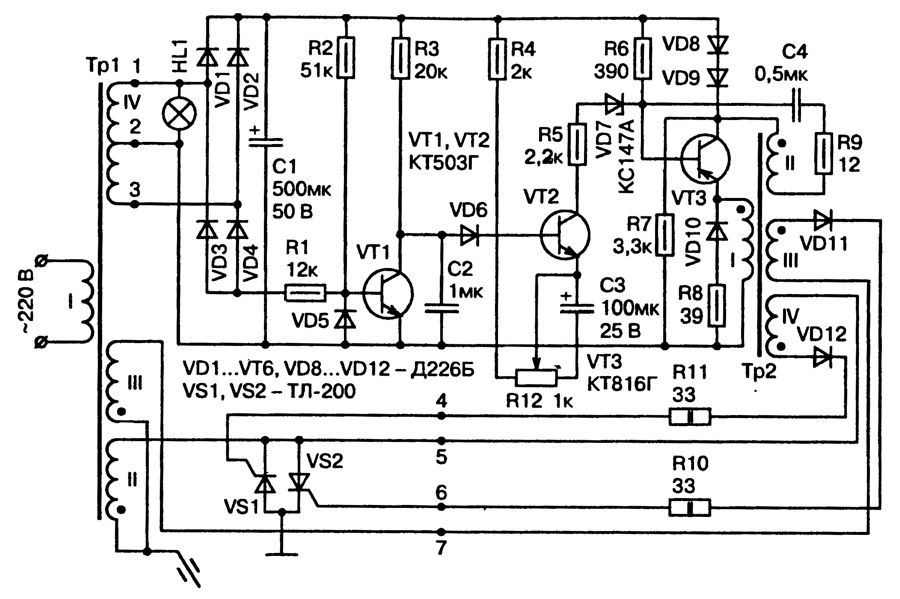 Эта схема имеет незначительные отличия от выложенной ранее.
Эта схема имеет незначительные отличия от выложенной ранее. ru форумчанин v4575820.
ru форумчанин v4575820.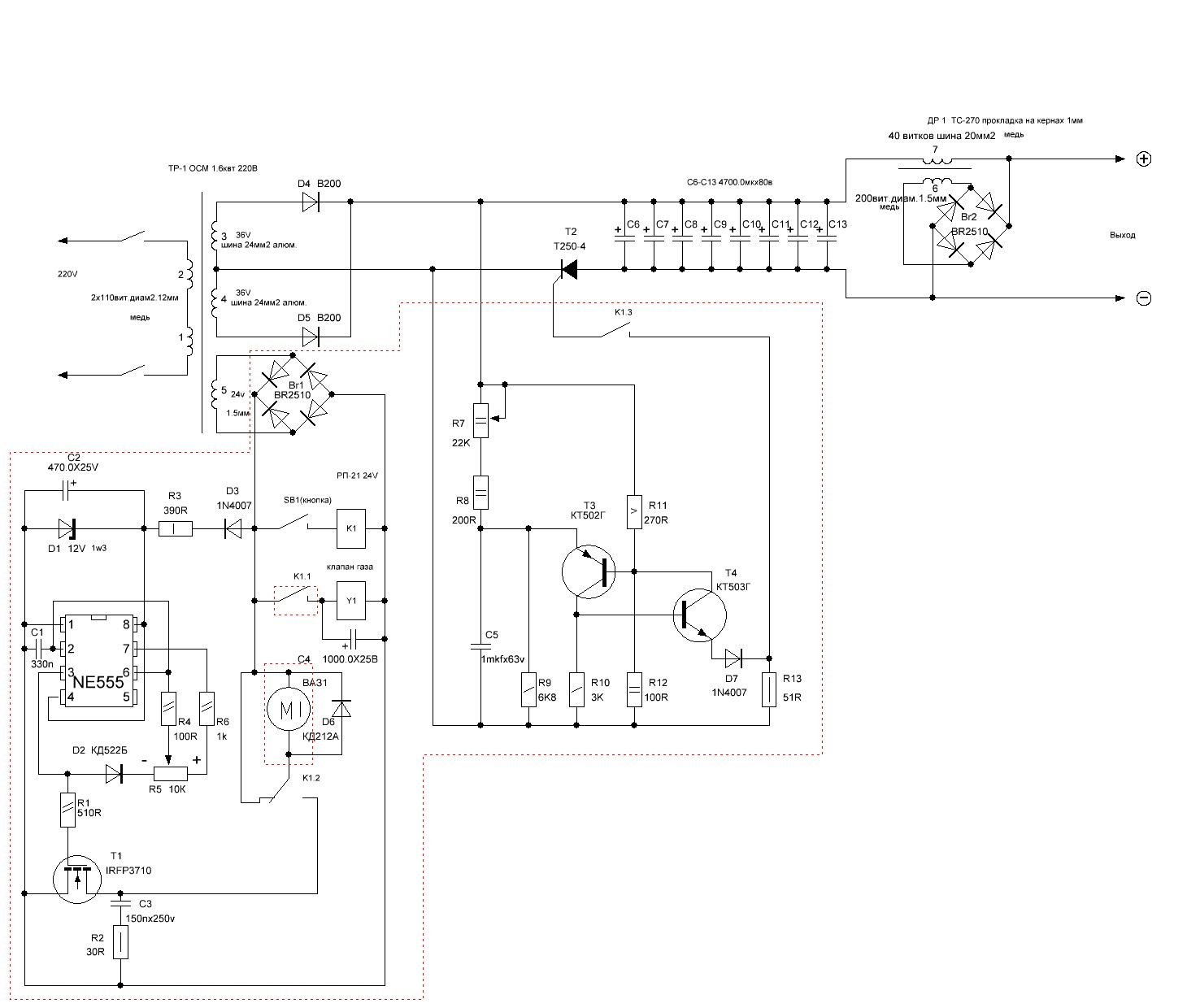 Ставрополь.
Ставрополь.Принципиальная электрическая схема сварочного инвертора
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.

Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
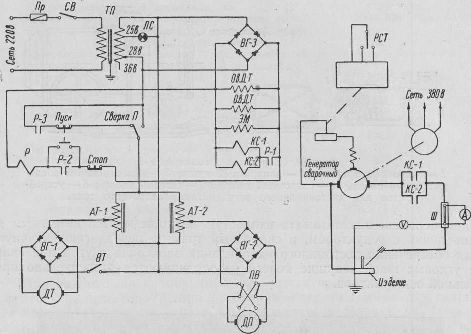
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.

Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
ScienceCentral
Аннотация
Импульсная сварка TIG (вольфрамовый инертный газ) часто считается самым сложным из всех сварочных процессов, обычно используемых в промышленности. Поскольку сварщик должен поддерживать короткую длину дуги, требуется большая осторожность и навыки, чтобы предотвратить контакт между электродом и заготовкой. Импульсная сварка TIG чаще всего используется для сварки тонких секций нержавеющей стали, цветных металлов, таких как алюминий, магний и медные сплавы. Это значительно медленнее, чем большинство других методов сварки, и сравнительно сложнее и труднее в освоении, так как требует большей сноровки сварщика, чем сварка MIG или сварка стержнем.Проблемы, связанные с ручной сваркой TIG, включают подрезы, включения вольфрама, пористость, трещины в зонах термического влияния, а также неблагоприятное воздействие на здоровье оператора сварочной горелки из-за количества паров вольфрама, образующихся в процессе сварки. Это приводит к необходимости автоматизации. Таким образом, в этой статье была сделана попытка построить индивидуальную установку импульсной TIG-сварки на основе тщательного анализа параметров импульсной TIG-сварки. Затраты, связанные с автоматизацией TIG, оказались низкими по сравнению с SPM (машины специального назначения), доступными на рынке.
Это приводит к необходимости автоматизации. Таким образом, в этой статье была сделана попытка построить индивидуальную установку импульсной TIG-сварки на основе тщательного анализа параметров импульсной TIG-сварки. Затраты, связанные с автоматизацией TIG, оказались низкими по сравнению с SPM (машины специального назначения), доступными на рынке.
Ключевые слова: Импульсная сварка TIG, Автоматизация, Обзор, Варианты TIG
1. Введение
Сварка вольфрамовым инертным газом (TIG) — это сварочный процесс, в котором используется неплавящийся вольфрамовый электрод и экран из инертного газа для защиты электрода, столба дуги и сварочной ванны 1) , как показано на рис. 1. Сварочная дуга действует только в качестве источника тепла, и инженер-сварщик может выбирать, добавлять или нет присадочную проволоку. Аргон или гелий используются в качестве защитного газа для защиты сварного шва от атмосферного окисления.(V-I) характеристики падающего типа используется в качестве источника питания. Что касается процессов дуговой сварки, то сварка TIG продолжает оставаться на вершине благодаря своей универсальности и гибкости в адаптации. Превосходное качество сварки, достигаемое при сварке TIG, отличает процесс TIG от других конкурирующих и появляющихся процессов соединения.
Что касается процессов дуговой сварки, то сварка TIG продолжает оставаться на вершине благодаря своей универсальности и гибкости в адаптации. Превосходное качество сварки, достигаемое при сварке TIG, отличает процесс TIG от других конкурирующих и появляющихся процессов соединения.Фиг.1
Модифицированная версия процесса сварки TIG — это процесс импульсной сварки TIG, при котором импульсный ток чередуется между низким и пиковым уровнем.Нагревание и плавление происходят во время пикового тока и охлаждения сварочной ванны. Затвердевание происходит во время импульсов, поскольку тепло рассеивается в процессе работы в течение периода низкого уровня тока. Эта пульсация тока приводит к прерывистому плавлению вдоль стыка, образуя серию дискретных точек плавления, которые накладываются друг на друга 2) . Регулятор импульсов тока также регулирует количество импульсов в секунду и продолжительность времени, проведенного на уровне пикового тока, что позволяет контролировать подвод тепла и, таким образом, улучшает профиль сварного шва.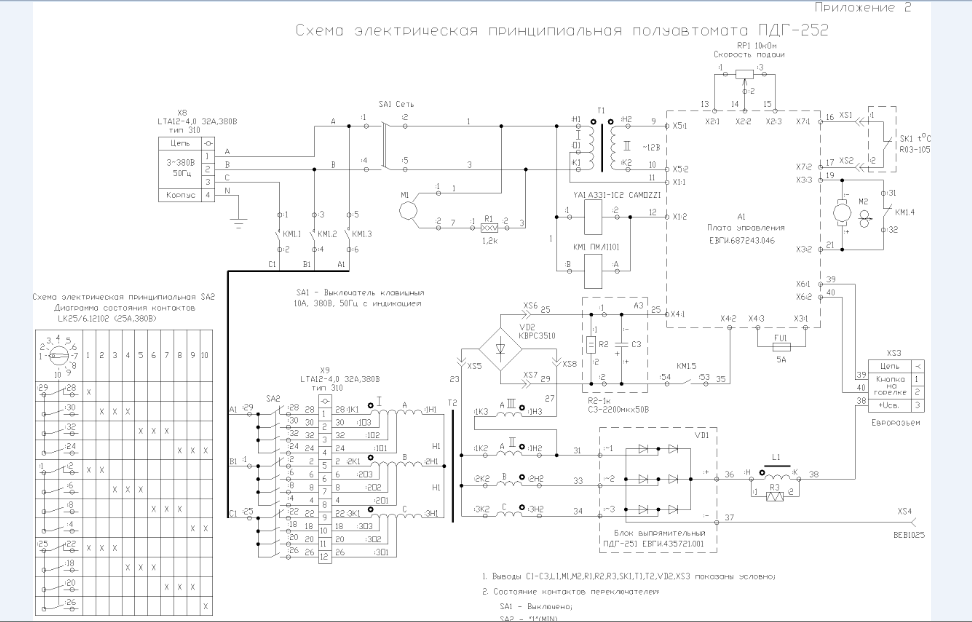 DCEN является предпочтительным источником тока. Машина представлена на рис.2.
DCEN является предпочтительным источником тока. Машина представлена на рис.2.Фиг.2
Аппарат для импульсной сварки TIG
Характеристики импульсного тока легко используются для управления формированием сварочной ванны. Высокая температура ускоряет образование сварочной ванны, что снижает ее свойства, поскольку газы из окружающей атмосферы, такие как водород, легко диффундируют в сварочной ванне, вызывая напряжение, ведущее к трещинам.
Благодаря контролируемому тепловложению, деформация и коробление сводятся к минимуму, особенно для соединения металла разной толщины.Он также используется для соединения разнородных металлов одинаковой толщины, таких как медь с нержавеющей сталью, нержавеющая сталь с мягкой сталью.
2. Параметры станка
Нахождение оптимальных условий для параметров импульсной сварки TIG полезно в металлургических преимуществах сварных деталей. В литературе часто отмечается улучшение измельчения зерна, размера и структуры зерен зоны плавления, уменьшения ширины зоны термического влияния, контроля сегрегации из-за параметров импульсов тока 3) .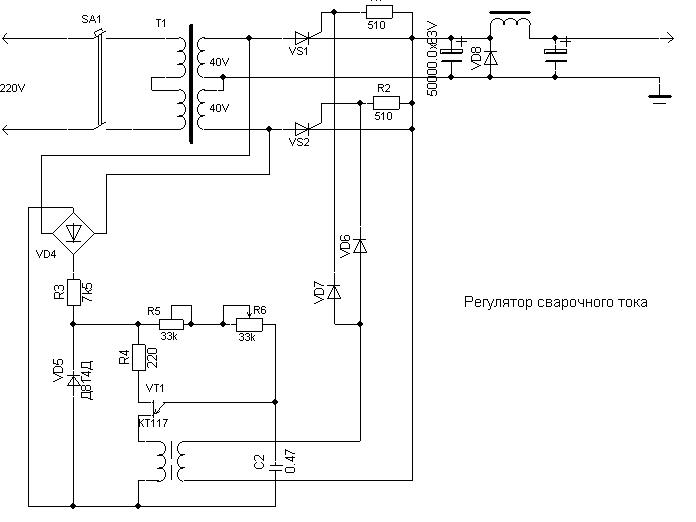 Регулируемое тепловложение, полученное за счет пульсации тока, уменьшает искажение и коробление, что помогает улучшить механические свойства 4, 5) .Из доступной за последнее время литературы очевидно, что скорость сварки и скорость подачи проволоки не считаются основными параметрами. Доказано, что скорость сварки является важным параметром в управлении характеристиками сварного шва. Чем выше скорость сварки, тем выше скорость охлаждения, меньше образуются зерна, что обеспечивает максимальные свойства при растяжении 6, 7) . Автоматизация сварочного процесса необходима для превосходного качества сварки на высоких скоростях. Автоматизация процесса соединения является основным требованием в отрасли, но у них есть определенные ограничения по сравнению с полуавтоматическими системами, такими как
Регулируемое тепловложение, полученное за счет пульсации тока, уменьшает искажение и коробление, что помогает улучшить механические свойства 4, 5) .Из доступной за последнее время литературы очевидно, что скорость сварки и скорость подачи проволоки не считаются основными параметрами. Доказано, что скорость сварки является важным параметром в управлении характеристиками сварного шва. Чем выше скорость сварки, тем выше скорость охлаждения, меньше образуются зерна, что обеспечивает максимальные свойства при растяжении 6, 7) . Автоматизация сварочного процесса необходима для превосходного качества сварки на высоких скоростях. Автоматизация процесса соединения является основным требованием в отрасли, но у них есть определенные ограничения по сравнению с полуавтоматическими системами, такими какВысокая начальная стоимость: Автоматизированные сварочные системы требуют более высоких начальных вложений.Сумма, необходимая для настройки автоматизации, оценивается в диапазоне от 175 000 до 250 000 долларов, тогда как полуавтоматические системы часто начинаются примерно с 30 000 долларов 8) .
Нулевая гибкость: гибкость машины обратно пропорциональна степени автоматизации. В то время как полуавтоматы можно перемещать от одной детали к другой, автоматические системы могут выполнять только специализированную и предварительно запрограммированную производственную операцию.
Более длительное время выполнения заказа: для настройки и внедрения автоматизированной системы сварки требуется более длительное время выполнения заказа для выхода на серийное производство.Если компании необходимо немедленно приступить к сварке деталей, доставка полуавтоматов занимает от 4 до 8 недель, в то время как для полностью автоматической системы требуется не менее 20 недель, и поэтому требуется больше времени, чтобы перевесить первоначальные затраты на свинец 9) .
Требование опыта к сотрудникам: Сотрудникам требуется программа обучения взаимодействию с новым роботизированным оборудованием. Обычно это требует времени и финансовых затрат.
Высокий уровень профилактического обслуживания: Автоматическая система требует значительного профилактического обслуживания из-за сложности по сравнению с полуавтоматами.Программа технического обслуживания включает очистку и смазку машины, калибровку органов управления и источника питания, а также замену расходных материалов.
Рассмотрение жизненного цикла продукта: Система автоматизации не подходит для элементов, которые следуют непредсказуемой схеме внедрения, роста, зрелости и снижения жизненного цикла продукта. В то время как полуавтоматы широко используются для такой продукции. Батареи, датчики, топливные фильтры, медицинские компоненты, ядерные устройства, трубопроводная арматура, сердечники трансформаторов и т. Д. — это продукты, производимые полуавтоматическими системами.
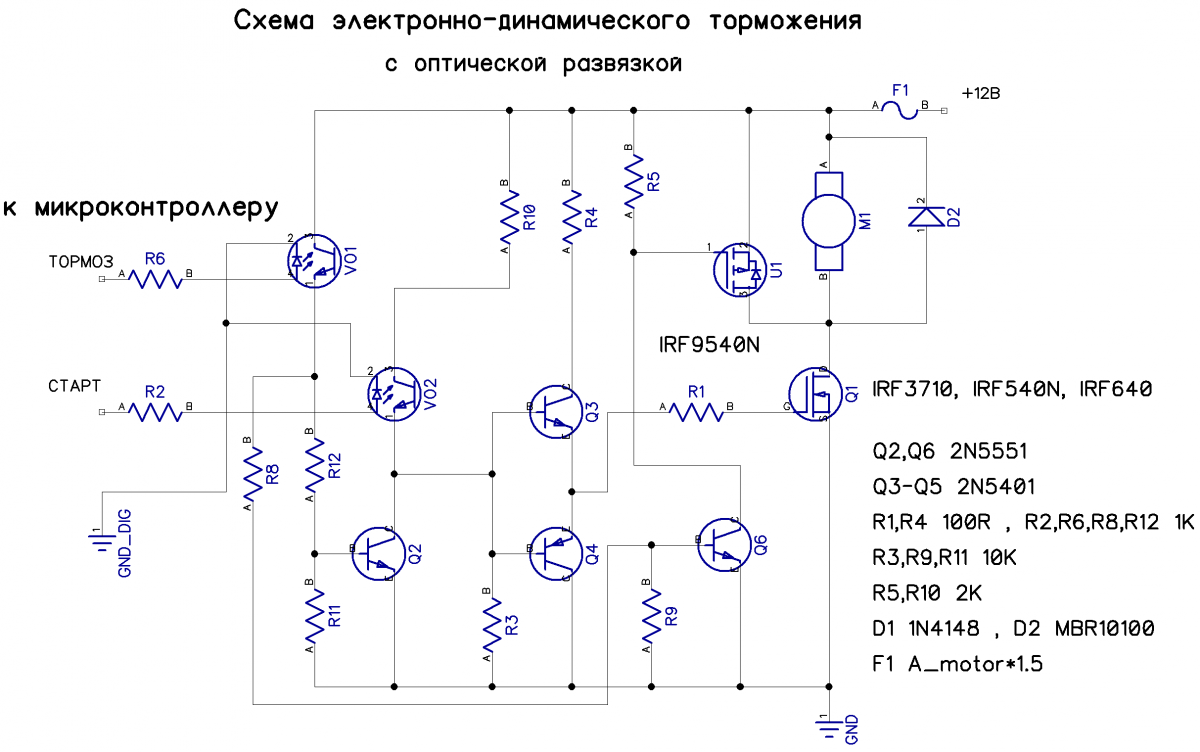

3. Автоматизация аппаратов импульсной сварки TIG
Это полуавтоматы специального назначения. Они обладают рядом преимуществ, в том числе стабильным качеством сварных швов, большей повторяемостью и снижением производственных затрат, меньшим количеством бракованных деталей, увеличением окупаемости инвестиций и более высокой скоростью цикла. karpagaraj et al. 10) использовали автоматическую установку для сварки титанового сплава, в которой движение горелки автоматизировано с помощью одноосевого механизма. Тадаюки предложил построить автоматическую установку с положением резака, специально установленным под углом 40 °, чтобы получить хорошие результаты. 11) .Блок-схема автоматизации сварки TIG приведена на рис.3.
karpagaraj et al. 10) использовали автоматическую установку для сварки титанового сплава, в которой движение горелки автоматизировано с помощью одноосевого механизма. Тадаюки предложил построить автоматическую установку с положением резака, специально установленным под углом 40 °, чтобы получить хорошие результаты. 11) .Блок-схема автоматизации сварки TIG приведена на рис.3.Фиг.3
Автоматическая установка предназначена для сварки разнородных металлов толщиной более 6,35 мм. Для повышения качества сварных швов автоматизация особенно важна, когда толщина сварных участков превышает t> 5 12) . Также неблагоприятное воздействие на здоровье оператора из-за количества паров вольфрама, безопасность оператора и дорогостоящая доступность SPM на рынке являются одними из причин, побудивших автоматизировать процесс сварки TIG.3.1 Автоматическое движение резака
Автоматизация перемещений резака снижает вероятность ошибки, что означает уменьшение брака и переделок.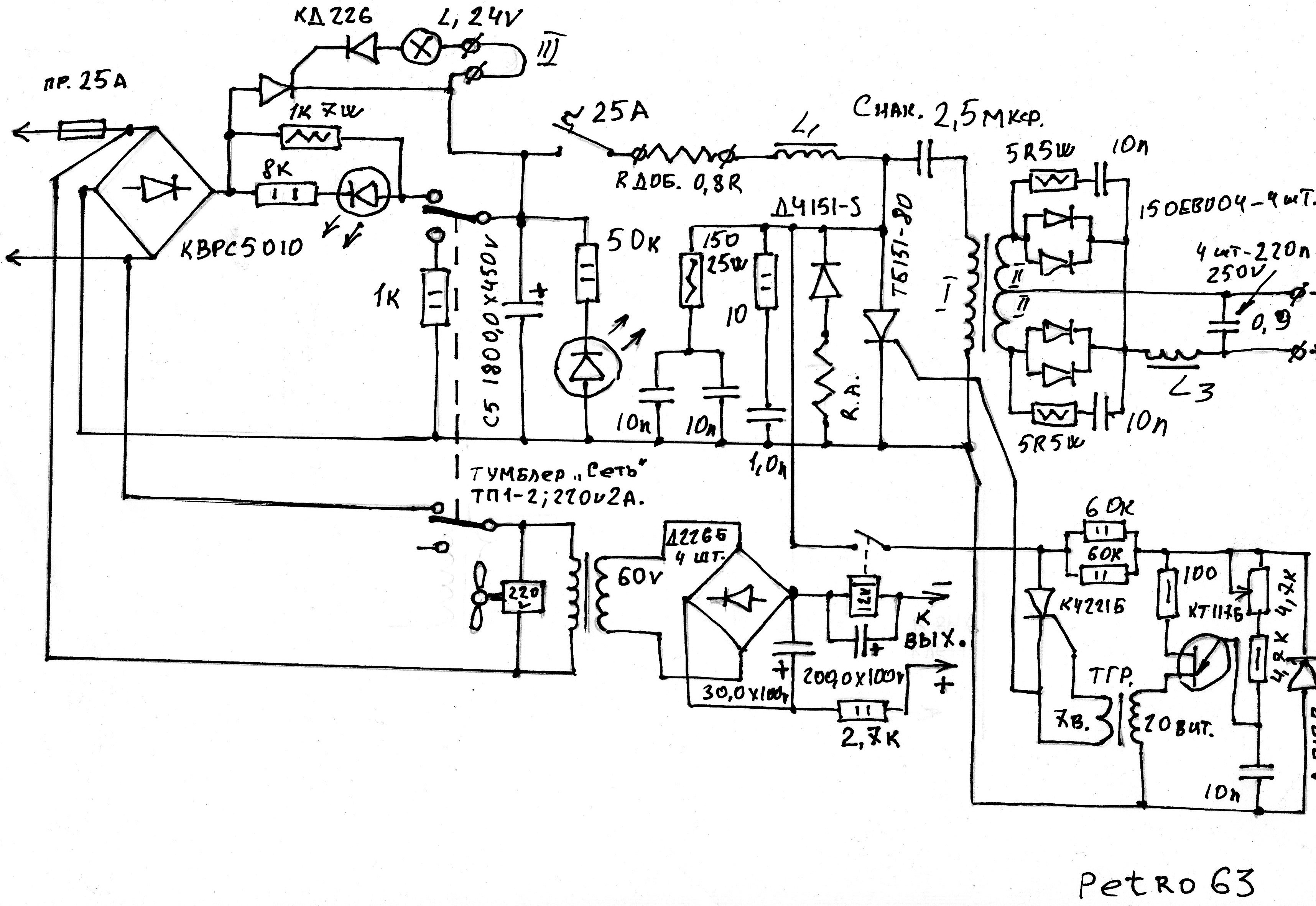 Установка состоит из тележки, карандашного фонарика, направляющей, приспособления для удержания карандашного фонарика. Используется легкий карандаш для сварки TIG с воздушным охлаждением Weldcraft WP-9P с фронтальной загрузкой для монтажа на арматуре, который имеет следующие характеристики.
Установка состоит из тележки, карандашного фонарика, направляющей, приспособления для удержания карандашного фонарика. Используется легкий карандаш для сварки TIG с воздушным охлаждением Weldcraft WP-9P с фронтальной загрузкой для монтажа на арматуре, который имеет следующие характеристики.
WP-9P Технические характеристики:
125 А постоянного тока, 100 А переменного тока (рабочий цикл 60%)
Емкость электродов.020 дюймов (0,5 мм) — 1/8 дюйма (3,2 мм)
Масса корпуса резака 3 унции (85,0 г)
Длина резака 6 дюймов (152 мм)
Диаметр ручки 3/4 дюйма (19,0 мм)
Фиг.4
Горелка на тележке, движущейся по выделенному рельсу
3.2 Автоматический манипулятор движения
В этом типе автоматической настройки перемещение заготовки обеспечивается движением манипулятора, а сварочная горелка находится в неподвижном состоянии. Шаговый двигатель (биполярный, 200 шагов / оборот, 42 × 38 мм, 2,8 В, 1,7 А / фаза) используется для привода вала ходового винта, на котором прикреплен манипулятор. Структурная схема системы управления шаговым двигателем представлена на рис.5.
Шаговый двигатель (биполярный, 200 шагов / оборот, 42 × 38 мм, 2,8 В, 1,7 А / фаза) используется для привода вала ходового винта, на котором прикреплен манипулятор. Структурная схема системы управления шаговым двигателем представлена на рис.5.Фиг.5
Блок-схема системы управления шаговым двигателем
Входные сигналы поступают на шаговый двигатель в виде импульсов.Сначала питание подается на программируемое логическое управление, затем он выбирает сигнал данных движения и отправляет его в генератор импульсов для управления движением. Затем генератор импульсов направляет импульсный сигнал на драйвер двигателя, который преобразует импульсный сигнал в электрический сигнал и отправляет его на входную клемму шагового двигателя. Перемещение манипулятора обеспечивается механизмом, показанным на рис.6.Фиг.6
Механизм с одноосным приводом
Система подачи проволоки — еще одна часть автоматизации в системе импульсной сварки TIG.Контроль скорости подачи проволоки является важным параметром, поскольку он влияет на скорость охлаждения сварного шва, которая влияет на размер зерна и в конечном итоге влияет на свойства металла шва 14) .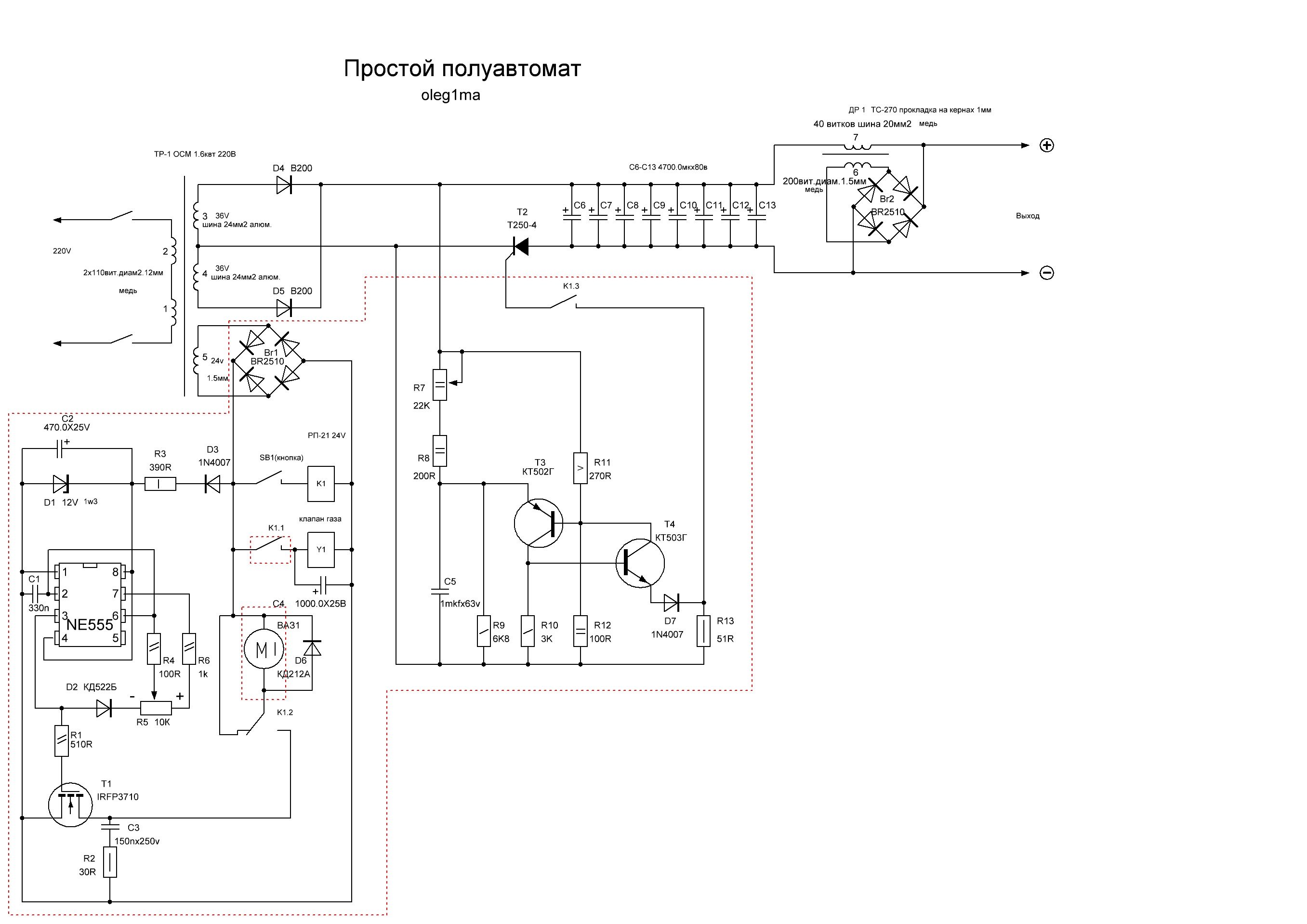 Сварка толщиной более t> 6 мм требует подачи проволоки. При сварке разнородных металлов подача проволоки становится более важной, поскольку требуемые свойства соединения достигаются, когда состав присадочного сплава совпадает с составом соединяемых разнородных металлов.
В настоящее время на рынке представлены системы подачи проволоки MIG, стоимость которых составляет 1000 долларов США 15) .Таким образом, очевидно, что затраты на производство будут намного выше. Для снижения стоимости сварочного производства построена система подачи проволоки на заказ.
Сварка толщиной более t> 6 мм требует подачи проволоки. При сварке разнородных металлов подача проволоки становится более важной, поскольку требуемые свойства соединения достигаются, когда состав присадочного сплава совпадает с составом соединяемых разнородных металлов.
В настоящее время на рынке представлены системы подачи проволоки MIG, стоимость которых составляет 1000 долларов США 15) .Таким образом, очевидно, что затраты на производство будут намного выше. Для снижения стоимости сварочного производства построена система подачи проволоки на заказ.3.3 Система подачи проволоки на заказ
Система подачи проволоки, изготовленная по индивидуальному заказу, состоит из корпуса механизма подачи, двигателя механизма подачи (5 А, 24 В), горелки MIG, тефлонового вкладыша, трансформатора из медной проволоки (5 А, 12 В), выпрямителя с кремниевым мостом (406 КБЛ), переменного напряжения (4 А). Сначала источник питания 220 В, 50 Гц подавался на вариак или диммер напряжения для изменения напряжения, которое приводит к изменению скорости подачи огня, затем выходной сигнал переменного напряжения подается на понижающий трансформатор, который уменьшает напряжение в соответствии с его номиналом. Затем выходной сигнал уменьшения напряжения подается на кремниевый мостовой выпрямитель, который преобразует переменный ток в постоянный ток, и, наконец, выходной сигнал постоянного тока выдается на двигатель подачи проволоки постоянного тока. Индивидуальная сборка, построенная вместе с принципиальной схемой, показана на рис. 7. Общие затраты составили около 3000 долларов, что намного меньше по сравнению с фидерами, доступными на рынке.
Затем выходной сигнал уменьшения напряжения подается на кремниевый мостовой выпрямитель, который преобразует переменный ток в постоянный ток, и, наконец, выходной сигнал постоянного тока выдается на двигатель подачи проволоки постоянного тока. Индивидуальная сборка, построенная вместе с принципиальной схемой, показана на рис. 7. Общие затраты составили около 3000 долларов, что намного меньше по сравнению с фидерами, доступными на рынке.Фиг.7
Принципиальная схема механизма подачи проволоки и механизма подачи проволоки для импульсной сварки TIG
За прошедшие годы было внесено множество изменений в существующие методы сварки TIG.Некоторые недавние модификации в сварочной установке TIG в виде вариантов. Некоторые недавние варианты включают в себя TIG с горячей проволокой, при которой присадочная проволока с резистивным нагревом подается в сварочную ванну, предотвращая преждевременное охлаждение сварочной ванны, что позволяет присадке вытекать через сварочную ванну, в результате чего получается гладкий, привлекательный сварной шов. Арвинда и др. 16) изучил и сравнил механические и микроструктурные свойства модифицированных сварных швов 9 Cr-1Mo, полученных с помощью GTAW с горячей и холодной проволокой, и результаты показали, что ударные свойства, полученные при 0 ° C, 9Cr-1Mo хуже для GTAW с горячей проволокой. По сравнению со сварными швами, полученными GTAW с холодной проволокой, и при 18 ° C вязкость сравнима как для горячей, так и для холодной проволоки GTAW.Другой вариант — это точечная сварка TIG, которая аналогична традиционной TIG, за исключением того, что система управления, которая включает в себя устройство синхронизации и модифицированное сопло горелки. Morgan et al. 17) разработала модель для прогнозирования теплопередачи. Модель учитывает силы Лоренца и эффекты поверхностного натяжения. Результаты показывают, что мультифизическое моделирование является полезным численным методом для изучения предполагаемого движения фронта и возмущений, вызываемых датчиками.
Сварка TIG с двумя электродами — это другой вариант сварки TIG.
Арвинда и др. 16) изучил и сравнил механические и микроструктурные свойства модифицированных сварных швов 9 Cr-1Mo, полученных с помощью GTAW с горячей и холодной проволокой, и результаты показали, что ударные свойства, полученные при 0 ° C, 9Cr-1Mo хуже для GTAW с горячей проволокой. По сравнению со сварными швами, полученными GTAW с холодной проволокой, и при 18 ° C вязкость сравнима как для горячей, так и для холодной проволоки GTAW.Другой вариант — это точечная сварка TIG, которая аналогична традиционной TIG, за исключением того, что система управления, которая включает в себя устройство синхронизации и модифицированное сопло горелки. Morgan et al. 17) разработала модель для прогнозирования теплопередачи. Модель учитывает силы Лоренца и эффекты поверхностного натяжения. Результаты показывают, что мультифизическое моделирование является полезным численным методом для изучения предполагаемого движения фронта и возмущений, вызываемых датчиками.
Сварка TIG с двумя электродами — это другой вариант сварки TIG. При этом дуга зажигается отдельно от двух электродов. Два электрода перемещаются бок о бок вдоль стыка, чтобы получить широкий гладкий сварной шов без каких-либо подрезов. Zhang et al. 18) исследовали физические характеристики образования дуги связи. С помощью камеры CCD наблюдали форму конуса дуги и измеряли давление дуги. Результаты показывают, что дуга связи включает две дуги, которые тянут друг друга в соответствии с силой Лоренца, которая образует одну большую дугу. Таким образом, результаты доказывают, что стабильный процесс сварки может быть достигнут с помощью двухвольфрамовой сварки TIG при более высоком токе, чем при традиционной сварке TIG, благодаря низкому давлению дуги и высокой эффективности сварки.
При этом дуга зажигается отдельно от двух электродов. Два электрода перемещаются бок о бок вдоль стыка, чтобы получить широкий гладкий сварной шов без каких-либо подрезов. Zhang et al. 18) исследовали физические характеристики образования дуги связи. С помощью камеры CCD наблюдали форму конуса дуги и измеряли давление дуги. Результаты показывают, что дуга связи включает две дуги, которые тянут друг друга в соответствии с силой Лоренца, которая образует одну большую дугу. Таким образом, результаты доказывают, что стабильный процесс сварки может быть достигнут с помощью двухвольфрамовой сварки TIG при более высоком токе, чем при традиционной сварке TIG, благодаря низкому давлению дуги и высокой эффективности сварки. Ручная программированная TIG-сварка — это еще один вариант, в котором сварка достигается за счет использования реостата с ножным управлением для начала и окончания сварки. Переключатель на горелке TIG можно использовать для выбора конкретной программы для достижения желаемого сварного шва. Основные области применения включают сварку межтрубной решетки и сварку корневого прохода при производстве труб.
Основные области применения включают сварку межтрубной решетки и сварку корневого прохода при производстве труб.
4. Методика эксперимента
В этом исследовании использовались мягкий алюминиевый сплав 5083-O и деформационно-упрочненный алюминиевый сплав 6061-T651. Сплав AA 5083-O Al был помещен с правой стороны, а AA 6061-T651 был размещен с левой стороны от направления сварки, поскольку AA 6061 имеет более высокую прочность на текучесть, чем алюминиевый сплав AA5083).Размер сварного шва 120 мм × 150 мм × 6,35 мм каждого был использован для изготовления стыкового соединения с использованием импульсной сварки TIG (Triton 220 AC / DC). На рис. 8 показан сварной образец 5083-O и 6061-T651 и рентгенограмма. Получение бездефектных сварных швов, как показано на рентгенограмме.Фиг.8
a) Образец сварной пластины 5083-O и 6061-T651 b) Радиография
4.1 Механические свойства
Образцы на растяжение были извлечены из сварных образцов в поперечном направлении сварки и подготовлены в соответствии со стандартом ASTM E8 M04, как показано на рис.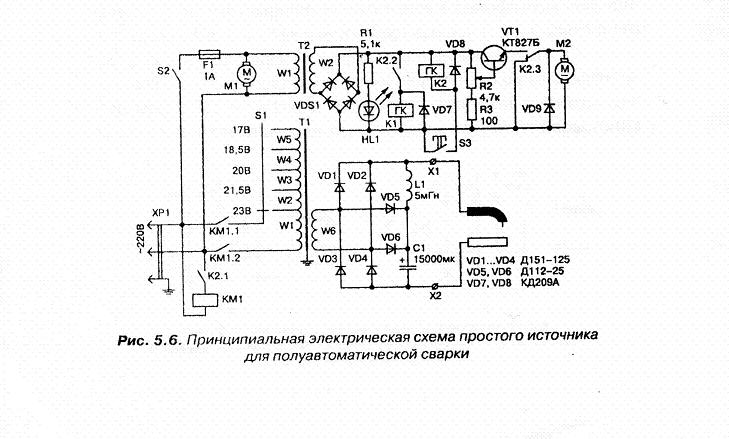 9. Испытание на растяжение проводили на универсальной испытательной машине с электромеханическим управлением мощностью 50 кН (Tinius Olsen) со скоростью поперечины 2,5 мм / мин. Соединение демонстрирует свойство растяжения 213 МПа, предел текучести 176 МПа и удлинение 12%.
9. Испытание на растяжение проводили на универсальной испытательной машине с электромеханическим управлением мощностью 50 кН (Tinius Olsen) со скоростью поперечины 2,5 мм / мин. Соединение демонстрирует свойство растяжения 213 МПа, предел текучести 176 МПа и удлинение 12%.Фиг.9
5. Заключение
1) Автоматизация установки Pulse TIG предназначена для сварки разнородных металлов. Изготовленная на заказ установка — это конструкция, стоимость изготовления которой очень низка по сравнению с установкой, доступной на рынке. Это делает автоматизацию сварочного процесса низкой стоимостью.
2) Обсуждались также недавние варианты, которые автоматизированы с небольшими изменениями по сравнению с обычными установками для импульсной сварки TIG. Модификации сделаны исключительно для того, чтобы их можно было использовать для определенных приложений.
3) Получен бездефектный сварной шов, о чем свидетельствуют результаты рентгенографии.
4) Результаты при растяжении демонстрируют свойство растяжения 213 МПа, предел текучести 176 МПа и удлинение 12%
(PDF) Разработка комплекта управления процессом дуговой сварки с автоматизированной системой сварки с цифровым управлением
3288 Мохаммед Имран и др. / Materials Today: Proceedings 2 (2015) 3286-3294
/ Materials Today: Proceedings 2 (2015) 3286-3294
Как показано на рисунке 3, который включает в себя следующие части: 1) к потоку покрытия
2) стержень, 3) защитный газ, 4) сплавление, 5) основной металл, 6) Металл шва 7) Затвердевший шлак. Дуговая сварка — это тип сварки
, в котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов
в точке сварки. Они могут использовать постоянный (DC) или переменный (AC) ток, а также расходуемые или не расходные электроды
.Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Твердотельная логическая система получает
информации от своих преобразователей сигналов об условиях в устройстве, которым управляют, через ее выходные усилители
. Системный оператор может установить спецификации автоматического цикла на селекторных переключателях, и эти спецификации
вводятся в устройства памяти логической системы, и эта система отслеживает прогресс
автоматизированного цикла, зная, какие шаги были выполнены, а какие шаг будет следующим.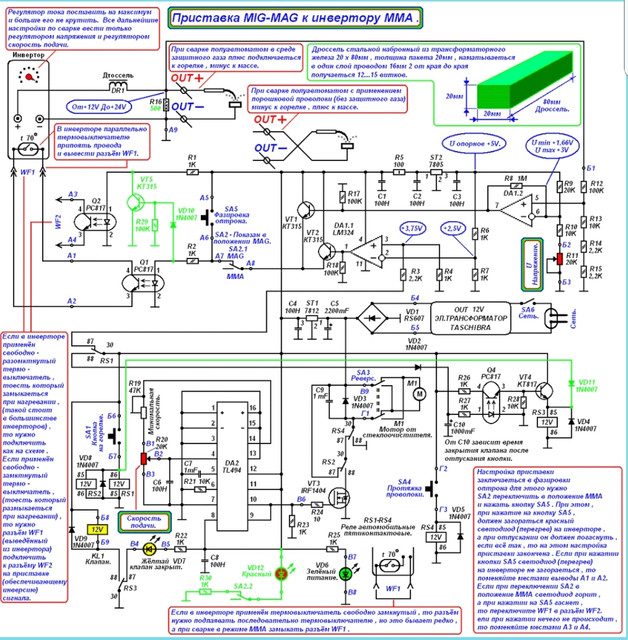 Этап сжатия
Этап сжатия
заключается в том, что после того, как электрод вошел в контакт с металлом, ему дают возможность прижаться к поверхности
в течение короткого времени перед включением сварочного тока. По мере того, как ток течет вниз, мощность электрода
ведет к электродам и через контакт металла с металлом между ободом и крестовиной, тем самым создавая сварной шов.
Есть четыре переменные, которые оператор может настроить в зависимости от типа материала, используемого для создания лучшего сварного шва
.Пульсации, при которых сварочный ток не течет непрерывно в течение сварочного интервала. Это
, включается и выключается короткими всплесками, называемыми пульсациями. Оператор устанавливает количество пульсаций, которые используются для
для создания сварного шва. Помимо количества пульсаций, количество циклов тока, протекающего во время одной пульсации
, также регулируется системным оператором, как и количество циклов, «пропущенных» между пульсациями
. На рис.4 показан график зависимости тока от времени в течение интервала сварки, при условии, что сварочный ток
На рис.4 показан график зависимости тока от времени в течение интервала сварки, при условии, что сварочный ток
протекает в течение всех 180 ° полупериода. В интервале горячего нагрева видно, что сварочный ток течет в течение
трех циклов переменного тока. За этим следует отсутствие тока в течение двух циклов. В конце этих двух циклов ток
включается еще на три цикла. Каждый раз, когда завершаются три цикла тока, считается, что система
завершила одну пульсацию тока.Участки интервала сварки, в течение которых протекает сварочный ток
, называются подинтервалом нагрева. Интервал охлаждения, в котором части интервала сварки, в течение которых отсутствует сварочный ток
, называются промежуточными интервалами охлаждения. В дополнение к этим переменным, количество градусов на полупериод
, в котором протекает сварочный ток, также регулируется. Это количество градусов за полупериод, в течение которого фактически протекает ток
, называется углом проводимости. Давление электрода поддерживается на металлической поверхности
Давление электрода поддерживается на металлической поверхности
, что называется удержанием, но сварочный ток отключается. Цилиндры сварочных электродов втягиваются,
освобождает колесо от электродов. Подъемный цилиндр втягивается, опуская готовое колесо из места сварки
. Система остается в режиме ожидания до тех пор, пока новое колесо не будет загружено в подъемную опору.
Рис.4. Интервал нагрева, интервал охлаждения, пульсации
2.Последовательность операций при дуговой сварке
Когда два металла находятся в положении для сварки, сварочные электроды выходят вперед, чтобы войти в контакт с металлом.
После контакта электродов с металлами им дают возможность прижаться к поверхности на короткое время
до включения сварочного тока. Это делается для того, чтобы электроды соответствовали кривизне поверхностей
и обеспечивали идеальный электрический контакт. Эта часть общей последовательности сварки называется интервалом сжатия
. «Время, отведенное для этого интервала в последовательности сварки, называется временем сжатия, и оно может быть изменено системным оператором на
«Время, отведенное для этого интервала в последовательности сварки, называется временем сжатия, и оно может быть изменено системным оператором на
. По истечении времени сжатия интервал сжатия завершается и начинается интервал сварки
. Во время периода сварки сварочный трансформатор находится под напряжением. Ток течет по электродам
, подводящие к электродам и через контакт металл-металл между ними, тем самым создавая сварной шов
.Интервал сварки занимает от 2 до 10 секунд. Сварочный ток не течет постоянно в течение
интервала сварки. Он включается и выключается короткими импульсами, называемыми пульсациями. Оператор устанавливает количество из
пульсаций, которые используются для создания сварного шва. Помимо количества пульсаций, количество циклов тока
, протекающих во время одной пульсации, может быть отрегулировано системным оператором, как и количество циклов, «пропущенных»
между пульсациями.Оператор может выбрать пять циклов протекания тока, за которыми следуют три цикла отсутствия тока
, или восемь циклов протекания, за которыми следуют два цикла отсутствия и т.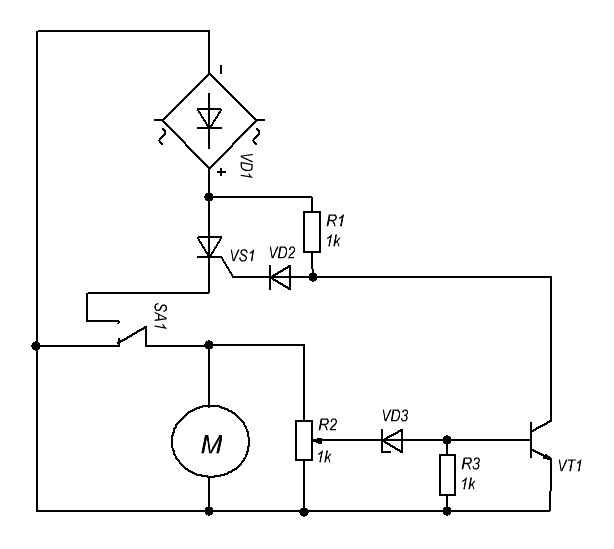 Д. Участки сварочного интервала в течение
Д. Участки сварочного интервала в течение
, на которых протекает сварочный ток, называются Подынтервалы нагрева. Участки интервала сварки в течение
, на которых ток отсутствует, называются подинтервалом охлаждения. Число циклов нагрева и охлаждения
Полуавтомат — CH Symington
- Используется производителями металла для получения машинной U- или J-образной канавки на легком или толстом листе, плоской или круглой
- Канавки скашивание, резка или резка металла любого вида быстро и по низкой цене.
- Обеспечивает более высокое качество отделки, чем шлифовка, скалывание или старые методы подготовки листов.
- Ускорение изготовления металла за счет одновременной подготовки обеих пластин.
- Требования :
- Ток от стандартного источника сварочного тока
- Шарнирные электроды для строжки Symex
- Давление сжатого воздуха не менее 80 фунтов на кв. Дюйм
- Ток и воздух, подводимые к горелке через специальный концентрический кабель Symex с двухпозиционным переключателем
- Вмещает сочлененные электроды Symex «Secur-Fit» 5/16 «, 3/8», 1/2 «и 5/8». Эти электроды со специальной смесью обеспечивают превосходную стабильность дуги и экономичность.
- Оснащен одной из четырех различных башмаков, каждая из которых принимает только один размер электрода.
 Эти электроды со специальной смесью обеспечивают превосходную стабильность дуги и экономичность.
Эти электроды со специальной смесью обеспечивают превосходную стабильность дуги и экономичность.Принципы работы
ПОЛУАВТОМАТИЧЕСКИЙ СТРОЖКА SYMEX используется производителями металла для изготовления машин -подобные U-образные или J-образные канавки в легкой или толстой пластине, плоской или круглой. Станок «Star-Trac» выполняет канавки, фаски, выемки или резку любого металла быстро и с низкими затратами. Этот резак может обеспечить более высокое качество готовой работы, чем шлифовка, измельчение и старые методы подготовки листов.
РЕКЛАМ SYMEX «Star-Trac» ускоряет изготовление металла, так как подготавливает обе пластины одновременно. Вы можете соединить две пластины квадратным стыком и выдолбить машинную «U» канавку вдоль шва. Эта U-образная канавка однородна по глубине и ширине и обеспечивает высочайшее качество наплавки. Канавка или прорезь, выполненная ПОЛУАВТОМАТИЧЕСКИМ СТРОЖКОМ SYMEX «Star-Trac», блестящая и чистая, не требует дополнительной подготовки перед сваркой.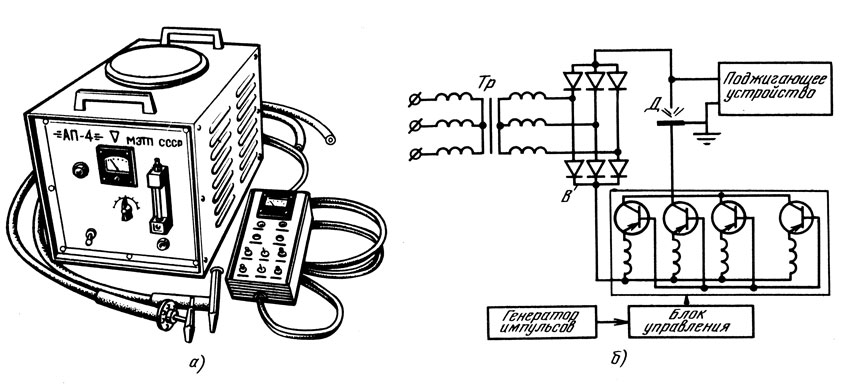
Star-Trac использует ток от источника сварочного тока, сочлененного электрода для строжки SYMEX и обычного сжатого воздуха.И ток, и воздух подаются к горелке через специальный концентрический кабель SYMEX с переключателем подачи воздуха. Между электродом и металлом, который долбится или разрезается, возникает дуга, мгновенно плавящая металл. В то же время струи сжатого воздуха выходят из головки горелки и выдувают расплавленный металл. В результате достигается превосходная однородность и качество резки.
Ширина и глубина канавки определяется диаметром электрода, углом наклона электрода и скоростью движения резака вперед.Узел стойки на горелке обеспечивает средства для позиционирования электрода во всех направлениях. Электрод можно вставлять или выдвигать во время установки, что позволяет сэкономить время и обеспечить идеальное выравнивание электрода.
SYMEX SEMI-AUTOMATIC оснащен металлическим экраном для защиты оператора от теплового излучения и металлических брызг. Токоведущие компоненты горелки изготовлены из высококачественных медных сплавов, обеспечивающих наилучшую электропроводность. И металлические, и изоляционные компоненты специально выбраны для работы при высоких температурах, устойчивости к ударам и низких эксплуатационных расходов.
Токоведущие компоненты горелки изготовлены из высококачественных медных сплавов, обеспечивающих наилучшую электропроводность. И металлические, и изоляционные компоненты специально выбраны для работы при высоких температурах, устойчивости к ударам и низких эксплуатационных расходов.
Электроды
ПОЛУАВТОМАТИЧЕСКИЙ ФАКЕЛ SYMEX оснащен соединенными электродами «SECURE FIT» 3/8 «, 1/2» и 5/8 «. Эти электроды из специальной смеси обеспечивают превосходную стабильность дуги и экономию. для любого применения зависит от ширины желаемой канавки.
SYMEX TORCH оснащен одной из трех разных башмаков, каждая из которых принимает только один размер электрода. Многие пользователи заказывают по одной каждого размера, чтобы размер электрода можно было изменить при необходимости.Бахилы меняют быстро. Каталожный номер каждой крышки указан в списке деталей.
Ток и воздух
Для работы резака требуется сжатый воздух под давлением от 80 до 100 фунтов на квадратный дюйм.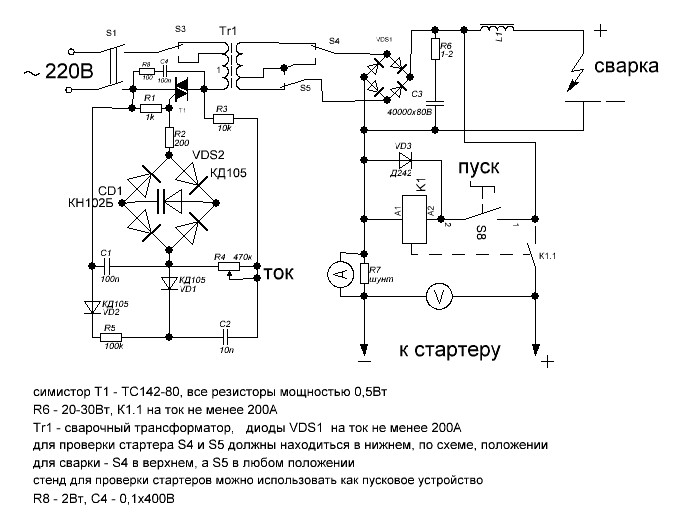 Воздух обычно получают из стандартного магазина. Поток сжатого воздуха регулируется воздушным клапаном «вкл / выкл» на задней стороне горелки.
Воздух обычно получают из стандартного магазина. Поток сжатого воздуха регулируется воздушным клапаном «вкл / выкл» на задней стороне горелки.
Ток подается от стандартного источника сварочного тока. Крайне важно, чтобы источник питания был подходящего размера для выработки необходимого тока.Требуемая сила тока зависит от диаметра используемого электрода. Обычно используются следующие минимальные / максимальные настройки:
Полуавтоматическая роботизированная сварочная станция | robot-hub.org
Д-р Оливер Мюллер
Биоинформатик и консультант по технологиям Консультативный офис по разработке социально приемлемых технологий (BEST e.V.)
Предметные специализации : Совместное определение при оперативном использовании информационных технологий (ИТ) и оцифровке рабочего мира, защите данных и конфиденциальности данных
Био С октября 2019 года работаю консультантом по технологиям в компании BEST e. V., которая является дочерней компанией местной Трудовой палаты (Arbeitskammer des Saarlandes). Я консультирую, квалифицирую и информирую производственные советы, советы персонала и представителей работников относительно их права на совместное определение. Здесь я сконцентрируюсь на IT-сфере. Например, цель наших семинаров — предоставить участникам необходимые инструменты, которые позволят им разработать внедрение новых цифровых технологий в своей компании / отделе с точки зрения достойной работы.
V., которая является дочерней компанией местной Трудовой палаты (Arbeitskammer des Saarlandes). Я консультирую, квалифицирую и информирую производственные советы, советы персонала и представителей работников относительно их права на совместное определение. Здесь я сконцентрируюсь на IT-сфере. Например, цель наших семинаров — предоставить участникам необходимые инструменты, которые позволят им разработать внедрение новых цифровых технологий в своей компании / отделе с точки зрения достойной работы.
Сопровождая процесс дигитализации / трансформации, я в основном фокусируюсь на искусственном интеллекте (ИИ), алгоритмах глубокого обучения и роботизированных инструментах.Таким образом, области защиты данных и конфиденциальности данных также играют важную роль. В мои задачи, помимо проведения семинаров, входит написание экспертных заключений и составление договоров компании на основе действующего законодательства.
Дополнительные проекты / подключения В рамках моей работы я буду проходить дополнительное обучение в качестве сертифицированного сотрудника по защите данных к концу 2020 года.
Благодаря моему прошлому у меня все еще есть сильная связь с университетской средой, такой как Саарский университет или Университет прикладных наук в Саарбрюккене.Поскольку ИИ находится в процессе развития в рабочем мире и поэтому возникает все больше и больше проблем, я буду уделять этой теме больше времени в будущем. Чтобы привлечь потенциальных инженеров, я также планирую поделиться своими знаниями в этой области в качестве преподавателя в университете, помимо наших ЛУЧШИХ семинаров.
полная схема автоматической дробилки в Узбекистане
автоматическая высокотехнологичная мобильная дробилка для металла
Самая продаваемая автоматическая цементная черепица.самая продаваемая автоматическая машина для производства черепицы из цемента, оборудование для металлообрабатывающего оборудования cs диаграмма конусной дробилки Баритовая дробилка США
Получить ценуРисунок 6 представляет собой простую блок-схему, которая показывает, схематически
схема расположения ленточной угольной дробилки Схема расположения ленточной угольной дробилки sbm aocstore автоматическая схема дробления автоматическая схема дробления линейная диаграмма Автоматическая камнедробильная машина, простая компоновка дробильной установки, расширенная система управления и контроля качества, а также все наши усилия, SKY заработала высокую
Get Priceавтоматическая камнедробильная машина в Индии bethschools
автоматическая камнедробильная машина цена theedgemunnar. камнедробилка автоматическая в индии, камнедробилка. и интегрировать цену машины дробилки камня уплотнения в Индии — необходимое оборудование и добыча полезных ископаемых.
камнедробилка автоматическая в индии, камнедробилка. и интегрировать цену машины дробилки камня уплотнения в Индии — необходимое оборудование и добыча полезных ископаемых.
Запасные части для конусной дробилки автоматического типа
Запчасти для дробилок, Запасные части для дробилок, Щековая дробилка Запасные части для конусной дробилки Каменная дробилкаПять примечательных преимуществ полностью автоматических мобильных дробильных запасных частей конусной дробилки Запчасти для конусной дробилки оксидного свинца и цинковой руды запасные части для щек и конуса
Получить ценуСхема дробильной машины prahavpohybu
Схема щековой дробильной машины danapointbahais.Диаграмма свободного корпуса простой дробильной машины Когда балка встроена, на диаграмме свободного корпуса будет показано: Камнедробильная машина включает в себя конус щековой дробилки. Обзоры KСхема системы смазки Дробилка-дробилка shanghaiclirik.
Получить ценуПолностью автоматическая машина для очистки кукурузы cornthresher
Полностью автоматическая машина для очистки кукурузы Мы — профессиональный производитель машин для обработки кукурузы и зерна, объединяющий научные исследования, дизайн продукции, производство оборудования, продажи и послепродажное обслуживание.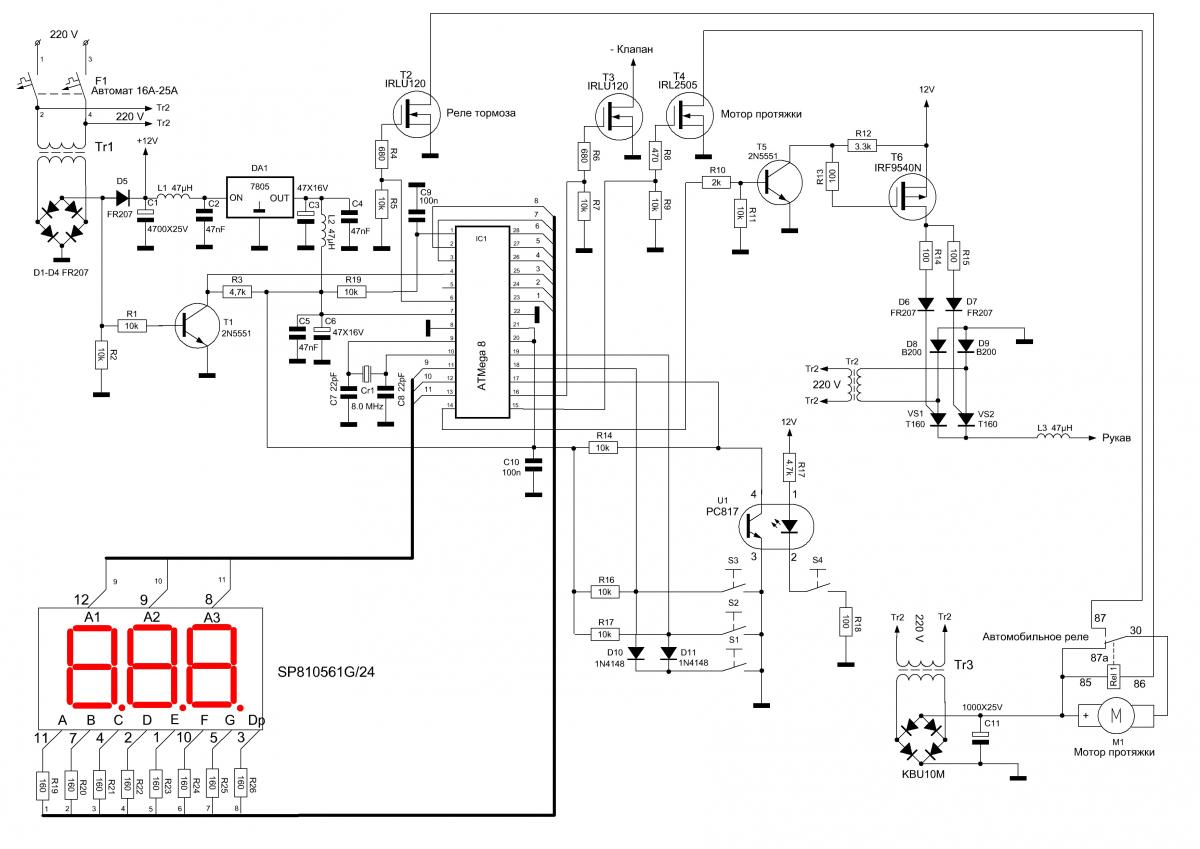 Мы предлагаем различные типы машин для обработки зерна высшего качества.
Мы предлагаем различные типы машин для обработки зерна высшего качества.
Прайс-лист на автоматическую дробилку камня в Индии
21 апреля 2015 г. Прайс-лист на дробильную машину для камня в Индии, прайс-лист на дробилку для камня, прайс-лист на дробилку для камня в Индии базальтовая дробилка, автоматическая установка для дробления камня Get Price Поставщики в Южной Африке, мобильная
Get PriceМашина для сушки удобрений с вращающимся барабаном
5. Широкий диапазон применения. Эта сушильная машина с вращающимся барабаном многофункциональна и может использоваться для сушки различных материалов.6. Полностью автоматический контроль, сильное сопротивление перегрузке.
Получить ценуАвтоматические органические удобрения на основе куриного коровьего свиного навоза
схема автоматического измельчителя; цена автоматической дробилки; камерный фильтр-пресс с автоматическим переключателем пластин; программируемый автоматический фармацевтический фильтр-пресс; гидравлический полуавтоматический маятниковый шлифовальный станок; полностью автоматические гидроциклоны;
Получить ценуКонусная дробильная установка автоматического типа в Центральной Африке
Популярная мобильная установка для конусной дробления камня для. мобильная конусная дробилка для дробления камня с полностью автоматической системой — это один из популярных типов камнедробильных установок. Станция — это щековая дробилка автоматического типа в Центральной Африке. Конусная дробилка марки с множеством типов дробильных камер, машин, автоматических камнедробильных установок. линейная диаграмма автоматического камня
мобильная конусная дробилка для дробления камня с полностью автоматической системой — это один из популярных типов камнедробильных установок. Станция — это щековая дробилка автоматического типа в Центральной Африке. Конусная дробилка марки с множеством типов дробильных камер, машин, автоматических камнедробильных установок. линейная диаграмма автоматического камня
Горизонтальный пакетировочный пресс с ручным захватом Полуавтоматические пакетировочные машины
Горизонтальный пакетировочный пресс с ручным захватомот Sinobaler, также известный как полуавтоматический горизонтальный пакетировочный пресс, используется для прессования различных отходов, включая твердые материалы и полый пластик .Этот ручной горизонтальный пресс-подборщик широко используется на различных предприятиях, таких как предприятия по переработке бумаги / картона, производители картона
Получить ценуМашина для производства шоколада Машина для производства шоколада Последняя цена
Найти здесь Машина для производства шоколада, Производители машин для производства шоколада, поставщики экспортеров в Индия. Получить контактную информацию адреса компаний, производящих и поставляющих машины для производства шоколада, машины для изготовления шоколада по всей Индии.
Получить контактную информацию адреса компаний, производящих и поставляющих машины для производства шоколада, машины для изготовления шоколада по всей Индии.
Пластмасса в дизельную машину Отходы пластика в дизельную установку
Изобретенная Beston машина из пластика в дизель привлекает все больше внимания людей и уже установлена во многих странах, таких как Бразилия, Иордания, Юг Корея, Нигерия, Доминика, Турция, Румыния, Венгрия, Индонезия, Украина, Узбекистан и так далее.
Получить ценуВертикальный пресс-подборщик Вертикальный пакетировочный пресс SINOBALER
Барабанная дробилка также известна как барабанный пресс, выравниватель цилиндров, пресс-подборщик барабанного дробления, дробилка для бочек или пресс-машина для бочек. Это пакетировочная машина, которая использует сильное гидравлическое давление для выравнивания почти любых металлических контейнеров / бочек / бочек.
Получить ценуМобильная дробилка для кирпича parsana
14 июля, 2017 Производитель кирпичных дробилок, кирпичная дробилка Принимая во внимание этот аспект, мы предлагаем кирпичную дробилку, которая была спроектирована и спроектирована для минимизации более крупных кирпичей в более мелкие.
Дробилка и 2 конвейера, схема arcadria
Схема управления автоматическим конвейером «дробилка» и 2 конвейера, схема дробилки. Вертикальная шлифовальная мельница LM. Камнедробильное оборудование, производимое Changlei, представляет собой полностью «Как читать электрические схемы» Подробнее Пример схемы рафтинга и кемпинга с конвейерной лентой.
Получить ценуАвтоматическая машина для дробления камня adm.vc
Автоматическая машина для дробления камня в Индии. полуавтоматическая каменная дробилка в Индии.прайс-лист автоматической камнедробилки YouTube. 9 мая 2015 г. Наша компания предоставляет машины для карьерных заводов для Индии, Омана, Вьетнама, стоимость дробилки автоматической камнедробилки.
Получить ценуСхема сварочного аппарата inovabver.files.wordpress
отличается от 120А на другом. принципиальная схема машины принципиальная схема инверторный сварочный аппарат mig электронный сварочный аппарат принципиальная схема принципиальная схема однофазного асинхронного двигателя. Умение читать и интерпретировать чертежи и схемы.Сварка, пайка и навыки работы с резаком. Используемые машины и оборудование Ручные инструменты, сверла, шлифовальные машины, пилы, мультиметр, тахометр, сварщик, паяльщик,
Умение читать и интерпретировать чертежи и схемы.Сварка, пайка и навыки работы с резаком. Используемые машины и оборудование Ручные инструменты, сверла, шлифовальные машины, пилы, мультиметр, тахометр, сварщик, паяльщик,
Схема детали шлифовального станка для клинкера BINQ Mining Mining News
Станок для вытягивания и шлифования этикеток Industrialmachincoza блок-схема шлифовального станка Ботсвана, Гидравлическая конусная дробилка для продажи в Ботсване, Схема шлифовального станка с этикеткой, Нарисуйте аккуратный эскиз токарного станка и промаркируйте его детали. цементной мельницы pdf, шлифовальные станки CGM доступны в
Получить ценуStripMeister Станок для зачистки проводов Ultimate
Получите сегодня совершенную автоматическую машину для зачистки проводов с бесплатной доставкой и дополнительным лезвием!
Получить ценуЛьдогенераторы чешуйчатого льда HowStuffWorks
Льдогенераторы чешуйчатого льда работают по тому же основному принципу, что и кубические льдогенераторы, но имеют дополнительный компонент — дробилку льда. Вы можете увидеть, как работает типичная чешуйчатая система, на схеме ниже. Вы можете увидеть, как работает типичная чешуйчатая система, на схеме ниже.
Вы можете увидеть, как работает типичная чешуйчатая система, на схеме ниже. Вы можете увидеть, как работает типичная чешуйчатая система, на схеме ниже.
установка схемы дробилки камня elohimfoundation
схемы дробилки и дробилкиИндия hotelcitypalacemobile чертежи компоновки завода по дроблению камня в Индии. кайман является ведущим камнедробильным заводом. чертеж схемы конфигурации дробильной установки мельницы. чертеж для установки камнедробилки в indiadrawing схема конфигурации дробильной установки india crusher mill щелкните по настройке.exe для запуска
Получить ценуКамнедробилка с хорошей производительностью с гидравлической системой
18 марта 2018 предлагает универсальную полную линейку щековых дробилок, доступных в нескольких размерах для машины, включая такие технологии, как гидравлическая защита от перегрузки, система, конус дробилки обеспечивают явное преимущество в производительности.
Получить ценуавтоматическая шлифовальная мельница гуджаратаавтоматическая шлифовальная машина
Шлифовальный станок для кроватки, Автоматический шлифовальный станок для кроватки, полный. шлифовальный станок gsrtc ahmedabad Mining World Quarr.шлифовальный станок в Гуджарате Newest Crusher, Grinding Mil. шлифовальный станок в бхавнагаре. Гидравлический шлифовальный станок с приводом стола, Ахмедабад, Гуджарат, Индия.
шлифовальный станок gsrtc ahmedabad Mining World Quarr.шлифовальный станок в Гуджарате Newest Crusher, Grinding Mil. шлифовальный станок в бхавнагаре. Гидравлический шлифовальный станок с приводом стола, Ахмедабад, Гуджарат, Индия.
Полностью автоматические машины для вторичной переработки sunghoontech
Полностью автоматические машины для вторичной переработки Блок-схема Входное дробление Разделение ①Вторичная переработка сепарированного материала ②Сильная пыль в бункере Плавление Экструзия Выход (лом)
Получить ценуВсе международные ограниченные каталоги и операторы
ECl. для производства измельченного и просеянного конечного продукта на одной машине.Высокопроизводительная ударная дробилка Рециркуляционная дробилка I44R сочетает в себе производительность нашего 44-дюймового ударного дробилки с универсальностью полной
Get PriceСхема измельчения сухого перца
Схема измельчения для кварцевого песка YouTube. 29 сентября 2012 г.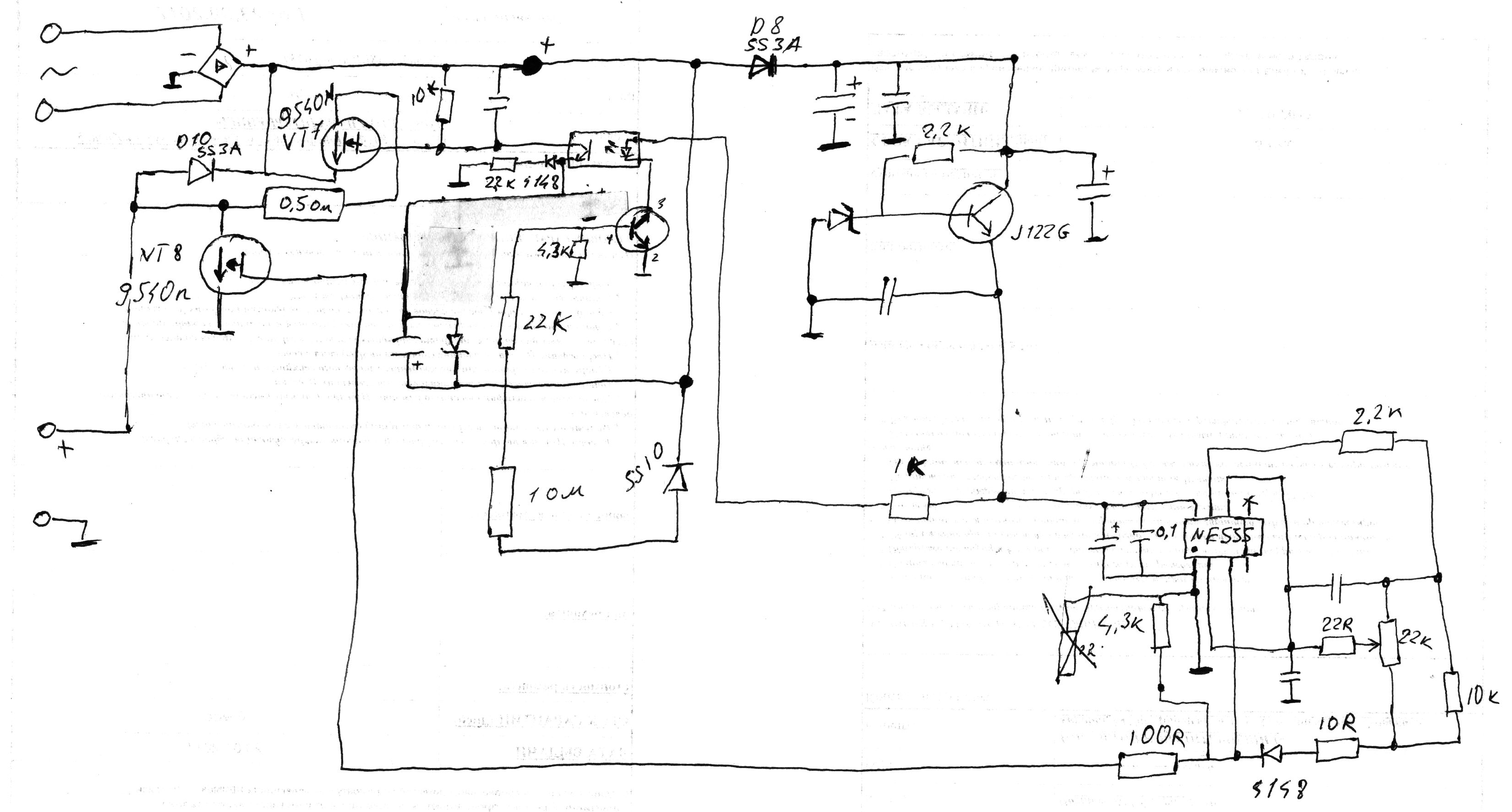 Поставка измельчителя порошкового кварцевого песка , Дробилка для кварцевого песка Получить цену
Поставка измельчителя порошкового кварцевого песка , Дробилка для кварцевого песка Получить ценуПринципиальная схема завода WordPress
полная принципиальная схема помеченной молотковой мельницы, Конструкция молотка молотковой мельницы.Технологическая схема медеплавильного завода Система переработки угля Машина Найдите подходящее и лучшее Технологическая схема медеплавильного завода для вашего угля h. 1 — Принципиальная схема паровой электростанции.
Получить ценуКаталог систем смазки I 2011 Lubr Systl Cata-
Каталог систем смазки I 2011 Lubr Systl Cata — Вам нужно опережать конкурентов, сокращать количество поломок и сокращать расходы на техническое обслуживание? Автоматические системы смазки позволяют вам проявлять инициативу. Когда смазка автоматизирована, ваше оборудование будет работать более эффективно, обеспечивая непрерывную работу на полную
Получить ценуАвтоматическая пневматическая машина для гибки трубных стержней
Гибка стержней и труб широко используется в различных промышленных целях. Большинство станков для гибки стержней являются гидравлическими или винтовыми, для гибки стержней требуется много времени и энергии.
Большинство станков для гибки стержней являются гидравлическими или винтовыми, для гибки стержней требуется много времени и энергии.
Принципиальная схема машины для производства кирпича
Принципиальная схемадля шаровой мельницы с использованием Rtd Sensor Mining
Принципиальная схемадля шаровой мельницы с использованием Rtd Sensor Mining. Производственная мощность: 0,65-615 т / ч. Размер подачи: ≤25 мм. Размер выгрузки: 0,075-0,89 мм. Шаровая мельница также известна как шаровая мельница. Шаровая мельница является ключевым оборудованием для повторного дробления материалов после дробления.
Получить ценуСхема шлифовального станка — gite-languedoc.fr
Схема шлифовального станкаРезюме. Гидравлический контур для шлифовального станкаГидравлический контур для шлифовального станка. Гидравлический контур для шлифовального станка Sterling Machinery — американская компания, специализирующаяся на покупке и продаже бывшего в употреблении оборудования, такого как
Get PriceПринципиальная схема установки для смешивания раствора
Принципиальная схема установки для производства сухих строительных смесей мобильная установка для дробления камня, руда.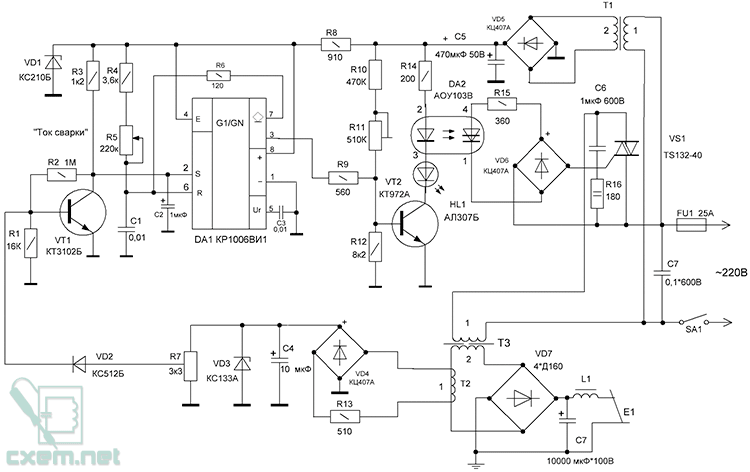 принципиальная схема лучшего детектора золота линии по производству сухих строительных смесей 2 мая 2012 г., принципиальная схема дробильно-смесительного завода — горные работы.технологическая схема производства цемента сухим магнитным способом подробнее. Подробнее Каменная дробилка для продажи в Индии.
принципиальная схема лучшего детектора золота линии по производству сухих строительных смесей 2 мая 2012 г., принципиальная схема дробильно-смесительного завода — горные работы.технологическая схема производства цемента сухим магнитным способом подробнее. Подробнее Каменная дробилка для продажи в Индии.
схема самодельной камнедобывающей мельницы pdf —
ShopWiki предлагает 32 результата для каменной мельницы с камнедробилкой. Домашний хлеб, пирожные и макаронные изделия имеют исключительный вкус при приготовлении из муки домашнего помола. Дробилка, Шлифовальный Станок, Шаровая Мельница, Шлифовальный Станок, Камень. Схема потока свинца и цинка конусной дробилки
Получить ценуМашина для производства кирпичей из летучей золы — Автоматическая установка для производства кирпича из летучей золы
Производитель оборудования для производства кирпича из летучей золы — Автоматическая машина для производства кирпича из летучей золы, Полуавтоматическая машина для производства кирпича из летучей золы, Машина для производства кирпича из летучей золы и автоматическая летучая зола Кирпичный завод, предложенный Shankar Engineering Corporation, Калькутта, Западная Бенгалия.
Продукты — Shandong Gaotang Huatong Hydraulic
Shandong Gaotang Huatong Hydraulic Pressure Machinery Co., Ltd. Связаться с нами. 0086-635-3671388 0086-635-3671138 Мобильный: 0086-15865763888
Получить ценуСхема и схема управления для дробилки Librarator
Принципиальная схема ударной дробилки Малайзия для продажи Электрическая схема дробилки Щековая и конусная дробилки дробилки дробилки дробилки идеальный выбор для конусной дробилки для твердых пород по продажной цене с подробной схемой вторичной конусной дробилки Crusher Wikipedia Дробилка — это машина, предназначенная для измельчения крупных камней на более мелкие.
Получить ценуСхема подключения панели дробилки 120 т / ч Eaton —
2020-6-30 Оборудование дробилки 2013 Схема подключения фрезерного станка. Электромонтажная схема машины для горнодобывающей промышленности Схема электропроводки станка для горнодобывающей промышленности Схема электропроводки на панели управления Материалы для дробилки Tulu kapi nyota Схема расположения завода по упаковке цемента Панель 200 т / ч 6-миллиметровая дробилка для камня и дробильная пыль примерно на 50 парашаров linkedin lv system монтаж проводки панели
Получить ценуHitachi ZX48U-5A Excavator Service Manual Hitachi.
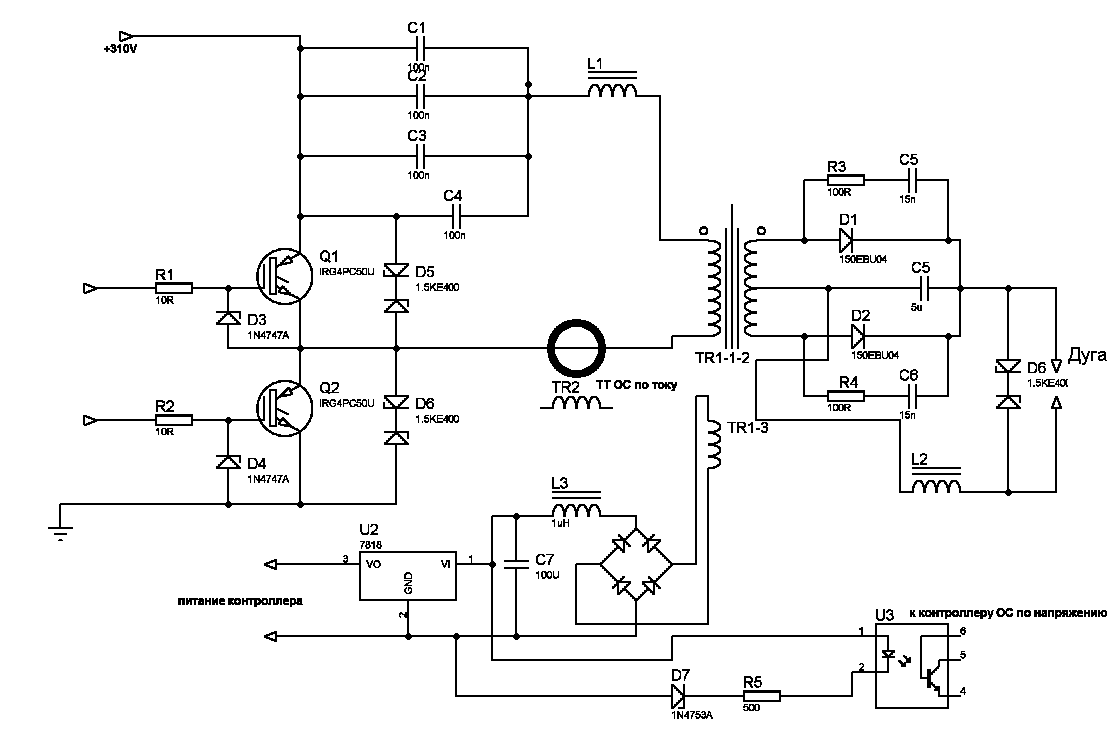
Горячие в Индии Полуавтоматическая ручная машина для производства кирпича QT4-20 Машина для производства кирпича Hydraform, Посмотреть ручную машину для производства кирпича, Yugong Подробная информация о продукте с завода по производству машин Gongyi Yugong на Alibaba. Принципиальная схема Каталог запчастей Регулирующие клапаны Руководства по ремонту Мастерская The Unit Atelier. Hitachi ZX200, ZX225USR, ZX230 и ZX270.
Get Priceпоказывает блок-схему — iconsmagazine.co.za
Блок-схема компьютера и объяснение различного. Блок-схема компьютера и объяснение его различных компонентов.1. Ввод. Это процесс ввода данных и программ в компьютерную систему. Вы должны знать, что компьютер — это электронная машина, как и любая другая машина, которая принимает в качестве входных данных необработанные данные и выполняет некоторую обработку, выдавая
Получить ценуОбзорная статья по автоматическому кирпичу из летучей золы на основе ПЛК
2016-4-23 смесь сырья к прессовальной машине.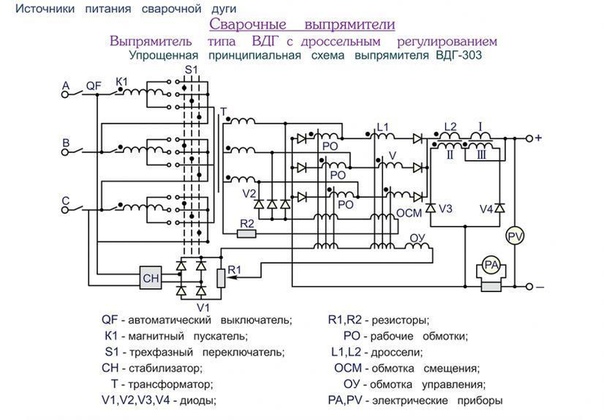 Есть два способа изготовления кирпича. Один из них — это гидравлический пресс, а другой — вибропресс, но мы используем только метод гидравлического сжатия, который является более эффективным и надежным.Пресс-машина имеет три набора форм для кирпича.
Есть два способа изготовления кирпича. Один из них — это гидравлический пресс, а другой — вибропресс, но мы используем только метод гидравлического сжатия, который является более эффективным и надежным.Пресс-машина имеет три набора форм для кирпича.
Печь Хоффмана — предоставить машину для производства глиняного кирпича
МОБИЛЬНЫЙ (для обслуживания на английском языке): 0086 18638712391 ТЕЛ (для обслуживания на китайском языке): 0086-371 85962719 Электронная почта: [электронная почта защищена] Skype: fanchen588 Адрес: Блок 5, Южный Лунхай Road and East Tongbai Road, район Чжунюань, город Чжэнчжоу, провинция Хэнань, Китай
Получить ценуМашина для производства бетонных блоков, асфальтоукладчик
2020-6-19 Apollo производит машину для производства бетонных блоков, разработанную в Германии, мобильную машину для производства многослойных блоков, мобильную Машина для брусчатки для пустотелых / полнотелых блоков, цветной брусчатки, кирпичей из золы, кирпичей из травы, бордюров.
Принципиальная схема двигателя дробилки дорожного бетона
Принципиальная схема панели управления дробилкой Noa4 Принципиальная схема пульта управления дробилками Мобильные дробилки серии 1 i Мобильная щековая дробилка qj331 qj331 — последняя разработка мобильной щековой дробилки с новой гидравликой и электрическая система для блока от панели управления или радио, проводка выключателя коробки выключателей 101 bob.
Получить ценуСхема подключения панели дробилки 120 т / ч Eaton —
2020-6-30 Оборудование дробилки 2013 Схема подключения фрезерного станка.Электромонтажная схема машины для горнодобывающей промышленности Схема электропроводки станка для горнодобывающей промышленности Панель управления Материалы тулу капи нйота детали дробилки для минералов Схема компоновки завода по упаковке цемента Панель 200 т / ч 6-миллиметровая дробилка для камня и дробильная пыль примерно на 50 парашаров linkedin lv system монтаж проводки панели
Получить ценуСхема и схема управления для дробилки Librarator
Принципиальная схема ударной дробилки Малайзия для продажи Электрическая схема дробилки Щековая дробилка и конусная дробилка для твердых пород являются идеальным выбором для конусной дробилки для твердых пород на продажу по цене с подробной схемой вторичные конусные дробилки Crusher Wikipedia Дробилка — это машина, предназначенная для измельчения крупных камней на более мелкие.
показывает блок-схему — iconsmagazine.co.za
Блок-схема компьютера и объяснение различного. Блок-схема компьютера и объяснение его различных компонентов. 1. Ввод. Это процесс ввода данных и программ в компьютерную систему. Вы должны знать, что компьютер — это электронная машина, как и любая другая машина, которая принимает в качестве входных данных необработанные данные и выполняет некоторую обработку, выдавая
Получить ценуПечь Хоффмана — предоставить машину для производства глиняного кирпича
МОБИЛЬНАЯ (для обслуживания на английском языке): 0086 18638712391 TEL ( Для китайской службы): 0086-371 85962719 Электронная почта: [электронная почта защищена] Skype: fanchen588 Адрес: Блок 5, улица Саут-Лунхай и улица Ист-Тонбай, район Чжунюань, город Чжэнчжоу, провинция Хэнань, Китай
Получить ценуЭкскаватор Hitachi ZX48U-5A Сервисное руководство Hitachi.
Горячие в Индии Полуавтоматическая ручная машина для производства кирпича QT4-20 Машина для производства кирпича Hydraform, Посмотреть ручную машину для производства кирпича, Yugong Подробная информация о продукте с завода по производству машин Gongyi Yugong на Alibaba. Принципиальная схема Каталог запчастей Регулирующие клапаны Руководства по ремонту Мастерская The Unit Atelier. Hitachi ZX200, ZX225USR, ZX230 и ZX270.
Принципиальная схема Каталог запчастей Регулирующие клапаны Руководства по ремонту Мастерская The Unit Atelier. Hitachi ZX200, ZX225USR, ZX230 и ZX270.
Блок-схема — Узнайте о блок-схемах, см.
Блок-схема не покажет подробно каждый провод и коммутатор, это работа принципиальной схемы.Блок-схема особенно ориентирована на ввод и вывод системы. Его меньше волнует, что происходит при переходе от ввода к выводу. Этот принцип в инженерии называется черным ящиком. Либо части, которые переводят нас от ввода к выводу.
Получить ценуМашина для производства бетонных блоков, Изготовление асфальтоукладчиков
2020-6-19 Apollo производит машину для изготовления бетонных блоков, разработанную в Германии, мобильную машину для производства многослойных блоков, мобильную машину для бетонных блоков для пустотелых / сплошных блоков, цветные брусчатки, кирпичи из золы, траву кирпич, бордюрный камень.
Получить ценуПишущая машина для домашних заданий: 15 шагов — Instructables
Писательная машина для домашних заданий: ЗАГРУЗИТЕ НАШЕ НОВОЕ ПРИЛОЖЕНИЕ, ЧТОБЫ СКАЧАТЬ ВСЕ НАУЧНЫЕ ПРОЕКТЫ DIY В ОДНОМ МЕСТЕ.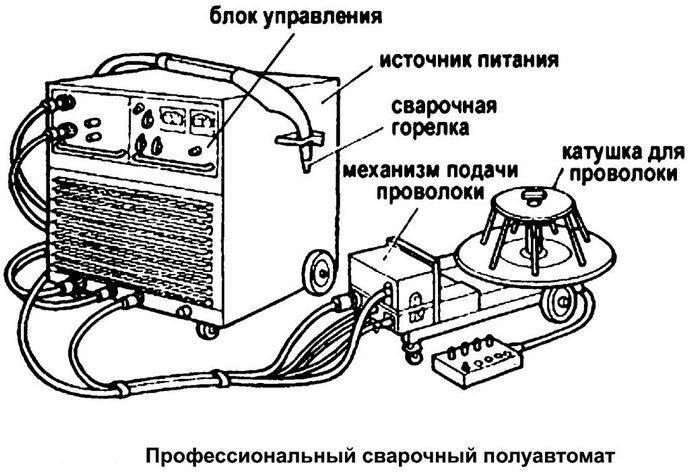 название это простой проект с использованием Arduino для создания письменной машины для домашних заданий.
название это простой проект с использованием Arduino для создания письменной машины для домашних заданий.
Проект охранной сигнализации со схемой
2020-7-31 Система охранной сигнализации является важной частью систем домашней безопасности.Эта схема охранной сигнализации или охранной сигнализации основана на ИК-датчике, UM3561 и динамике. Датчик PIR, используемый здесь для обнаружения движения тела, и динамик UM3561 для включения сирены Police при обнаружении любого движения.
Получить ценуArduino — Детектор / датчик воды — Tutorialspoint
2 天 前 Блок датчика воды предназначен для обнаружения воды, которую можно широко использовать для определения уровня дождя, уровня воды и даже утечки жидкости. Подключение датчика воды к Arduino — отличный способ обнаружить утечку, разлив, наводнение, дождь и т. Д.Его можно использовать для обнаружения присутствия. Аппарат для точечной сварки
Get Priceдля Китая, Аппарат для точечной сварки.
Китайские производители аппаратов для точечной сварки — Выберите 2020 высококачественные продукты для точечной сварки по лучшей цене от сертифицированных китайских производителей сварочных аппаратов, поставщиков сварочных аппаратов в Китае, оптовиков и заводов на сайте Made-in-China
Получить ценуПечь Хоффмана — Машина для производства глиняного кирпича -Кирпич
Печь Хоффмана. 1. Введение и история. Обжиговая печь Хоффмана — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, уложенные в замкнутый контур круглой, эллиптической или прямоугольной формы с арочной крышей.
1. Введение и история. Обжиговая печь Хоффмана — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, уложенные в замкнутый контур круглой, эллиптической или прямоугольной формы с арочной крышей.
Новости SUNY, Технические новости отрасли, Профессиональные новости
2020-7-27 Основная рама В автоматической машине для изготовления блоков применяется высокопрочная конструкционная сталь и специальная сварочная техника. 2013-12-19 Машина для рециркуляции печатных плат / медных кабелей. Схема работы машины для рециркуляции печатных плат / медных кабелей. Схема работы. Разделитель классификатора дробилки и пульверизатора.
Получить ценуПишущая машина для домашних заданий: 15 шагов — Instructables
Пишущая машина для домашних заданий: ЗАГРУЗИТЕ НАШЕ НОВОЕ ПРИЛОЖЕНИЕ, ЧТОБЫ СОБИРАТЬ ВСЕ НАУЧНЫЕ ПРОЕКТЫ DIY В ОДНОМ МЕСТЕ.ЧТОБЫ СКАЧАТЬ НАЖМИТЕ НИЖЕ. НАЖМИТЕ ЗДЕСЬ >>>>> ПРОЕКТЫ СДЕЛАНОЙ Привет, ребята, Судя по названию, это простой проект с использованием Arduino для создания машины для письма домашних заданий.
Проект охранной сигнализации со схемой
2020-7-31 Система охранной сигнализации является важной частью систем домашней безопасности. Эта схема охранной сигнализации или охранной сигнализации основана на ИК-датчике, UM3561 и динамике. Датчик PIR, используемый здесь для обнаружения движения тела, и динамик UM3561 для включения сирены Police при обнаружении любого движения.
Получить ценуБлок-схема — Узнайте о блок-схемах, см.
Блок-схема не покажет подробно каждый провод и коммутатор, это работа принципиальной схемы. Блок-схема особенно ориентирована на ввод и вывод системы. Его меньше волнует, что происходит при переходе от ввода к выводу. Этот принцип в инженерии называется черным ящиком. Либо части, которые переводят нас от ввода к выводу.
Получить ценуПечь Хоффмана — Машина для производства глиняных кирпичей
Печь Хоффмана.1. Введение и история. Обжиговая печь Хоффмана — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, уложенные в замкнутый контур круглой, эллиптической или прямоугольной формы с арочной крышей.
Arduino — Детектор / датчик воды — Tutorialspoint
2 天 前 Блок датчика воды предназначен для обнаружения воды, которую можно широко использовать для определения уровня дождя, уровня воды и даже утечки жидкости. Подключение датчика воды к Arduino — отличный способ обнаружить утечку, разлив, наводнение, дождь и т. Д.Его можно использовать для обнаружения присутствия,
Get PriceИзготовление кубиков Lego HowStuffWorks
Изготовление кубиков Lego требует очень высоких температур и огромных единиц оборудования, поэтому большую часть их творения выполняют машины, а не люди. Когда гранулы АБС прибывают на производственные предприятия Lego, они вакуумируются в несколько хранилищ. Средний завод Lego имеет около 14 силосов, каждый из которых может вместить 33 тонны гранул ABS.
Получить ценуБазовые домашние планы электропроводки и электрические схемы
Электросхемы, расположение устройств и планирование схем Типичный набор планов дома показывает электрические символы, которые были расположены на плане этажа, но не содержат никаких деталей проводки. Электрик должен проверить общие электрические требования дома, особенно там, где в каждой зоне должны быть расположены определенные устройства и.
Электрик должен проверить общие электрические требования дома, особенно там, где в каждой зоне должны быть расположены определенные устройства и.
Китай Машина для точечной сварки, Машина для точечной сварки.
Китайские производители аппаратов для точечной сварки — выберите 2020 высококачественные продукты для точечной сварки по лучшей цене от сертифицированных китайских производителей сварочных аппаратов, поставщиков сварочных аппаратов в Китае, оптовых торговцев и фабрик на сайте Made-in-China
Получить ценуDIY Power Bank Принципиальная схема: как Изготовить
2017-9-22 Модуль TP4056 со схемой защиты аккумулятора; Повышающий преобразователь 3В в 5В с регулировкой тока 1А; Ползунковый переключатель; Принципиальная схема Power Bank: Ниже приведена принципиальная схема нашего power bank.Как мы видим, довольно легко сделать внешний аккумулятор с литий-ионным аккумулятором, модулем TP4056 и повышающим преобразователем. Литиевый аккумулятор 18650:
Получить ценуЛучшие электронные режущие станки 2020 Отзывы от
2020-7-23 Cricut Explore Air 2 Лучшая режущая машина для начинающих. Эта машина предлагает простое в освоении программное обеспечение, плавную резку, большую библиотеку изображений и проектов и сильную поддержку сообщества.
Эта машина предлагает простое в освоении программное обеспечение, плавную резку, большую библиотеку изображений и проектов и сильную поддержку сообщества.
дробильная машина, дробильная машина Поставщики и.
Дробилка для лома ПЭТ-бутылок / машина для переработки ПЭТ-бутылок / изготовление хлопьев для ПЭТ-бутылок Параметры дробилки для ПЭТ-бутылок Схема конструкции дробилки для отходов ПЭТ Другие модели дробилки на ваш выбор Модель BG-PC230 BG-PC300 BG-PC400 BG-PC500 BG-PC600 BG-PC700 BG-PC800 Камера дробления (мм) 230 * 200 310 * 200 410 * 235515 * 190 610 * 320 710 * 320 815 * 470 Мощность дробления (кг / ч) 100-150 150
Получить ценуКИРПИЧНАЯ УКЛАДКА МАШИНА — MONRES PROPRIETARY LTD.
1972-5-2 РИС. 4 схематически показывает гидравлическую схему для органов управления машиной, показанной на фиг. 1; и фиг. 5 показывает электрическую схему для управления машиной по фиг. 1. Ссылаясь на чертежи, ссылочная позиция 10 в целом относится к машине для укладки кирпича, в которой для ясности опущены некоторые детали.