Сварка порошковой проволокой: достоинства и недостатки
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».
Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево.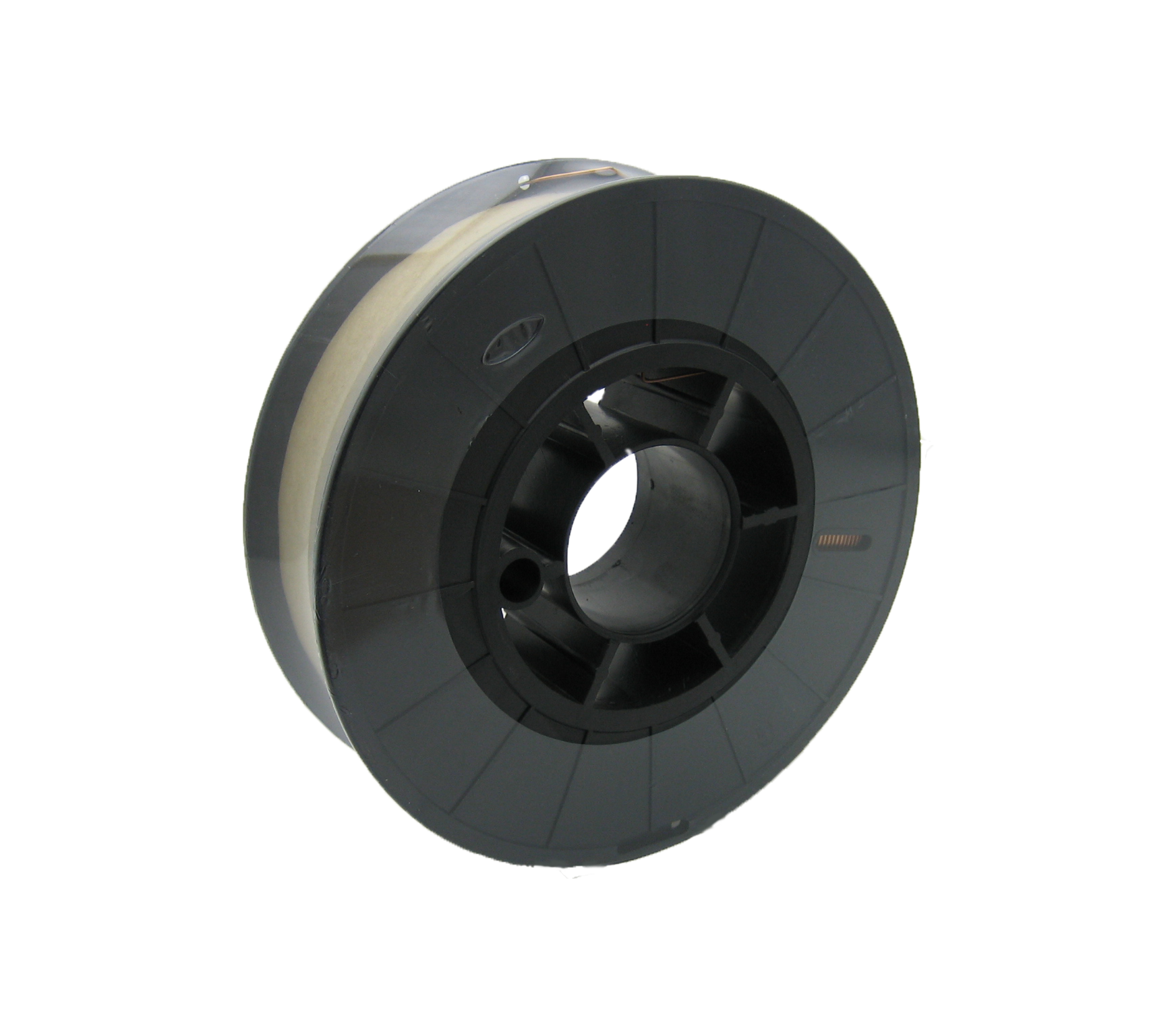 Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.
Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.
Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.
Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего: 6 Средний: 3/5]флюсовая проволока для аппарата без газа и алюминиевая для сварки, другие виды, механизм ее подачи
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.
Обзор видов
На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.
К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.


Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
 При этом шов имеет низкий показатель пористости.
При этом шов имеет низкий показатель пористости.- Из нержавеющей стали.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.

Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные

В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
 Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Маркировка
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
 Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.
Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.

Нюансы использования
Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Современные полуавтоматы имеют специальный механизм подачи электрода в виде роликов, благодаря чему не возникает деформация и другие дефекты. В конструкции сварочных полуавтоматах универсального типа установлены качественные и прочные детали, позволяющие производить множественные сварочные операции. При запуске универсального агрегата необходимо заправить проволоку, затем включается электродвигатель, далее срабатывают ролики подачи и редуктор.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.

О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
для работ с флюсом, для полуавтоматов и не только, самозащитная и газозащитная, область применения, маркировка, марки и бренды
Главная страница » порошковые сварочные проволоки
В данном разделе рассматривается порошковые сварочные проволоки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.
Сварочная проволока порошковая (0.8 мм; 1 кг) Elitech. Фото ВсеИнструменты.ру
Прогресс в развитии сварочных технологий выражается в появлении новых видов расходных материалов. На этом рынке в конкуренции успешно участвует порошковая сварочная проволока.
Область применения, назначение
Порошковая (флюсовая) сварочная проволока используется для соединения углеродистых сталей, сталей с отличающимся уровнем легирования (больше о легированных проволоках здесь) и чугунов. Кроме этого она применяется для получения специальных свойств поверхностей с помощью наплавки.
Основным преимуществом является возможность получения качественного сварного шва без применения защитной газовой среды. Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Сварку можно производить в самых труднодоступных местах, сварочная технология с порошковой проволокой устойчива к различным нестандартным обстоятельствам открытой местности.
Видео
Обозначения и маркировки
Наименование флюсовых проволок выполняется согласно ГОСТ 26271-84. Для примера разберем следующее: ПП-АН3-2,5-ПС-49-В2ВП ГОСТ 26271-84.
- ПП-АН3 – марка (порошковая проволока, разработка связана с академией наук, серия номер 3).
- 2,5 – диаметр 2,5 мм.
- ПС – проволока самозащитная (может стоять обозначение ПГ – проволока газозащитная).
- 49 – значение предела текучести шовного материала (не более 490 МПа).
- В – соответствует химическому составу по содержанию углерода, фосфора и серы в наплавленном металле ( допускается А, С).
- 2 – значение ударной вязкости ( может иметь символы Р, К, от 0 до 6).
- ВП – определяет допустимые пространственные положения при проведении сварочных работ, в данном случае вертикальное с принудительным формированием сварочного шва. Может иметь место следующая символика:
- Н – нижнее;
- Г – нижнее и горизонтальное;
- В – нижнее, горизонтальное и вертикальное;
- ГП – горизонтальное с принудительным формированием шва;
- УП – все положения с принудительным формированием шва.
 Может иметь место следующая символика:
Может иметь место следующая символика:Проволока флюсовая сварочная STURM! WW1001F. Фото 220Вольт
Название сварочной порошковой проволоки для наплавки регламентируется ГОСТ 26101-84. Разберем на примере: ПП-Нп-18Х1Г1М-С- 2,2-1 ГОСТ 26101-84.
- ПП-Нп-18Х1Г1М – порошковая проволока для наплавки, материал 18Х1Г1М.
- С – наплавка производится без газовой или другой защиты, самозащитная ( может иметь метку Ф – наплавка под флюсом, Г – наплавка в защитных газах, У – универсальная проволока, применяется во всех случаях).
- 2,2 – диаметр 2,2 мм.
- 1 – класс точности предельных отклонений диаметра, есть еще 2 класс точности.

Виды
Флюсовая проволока производится двух видов: газозащитная и самозащитная.
Газозащитная проволока DEKA E71T-1С 1,2 мм. в упаковке 15 кг. Фото DEKA
Газозащитная в основном употребляется в работе с полуавтоматами или автоматами в среде инертных газов. С целью улучшения качества сварки поверхность покрывается медью.
Порошковая (самозащитная) сварочная проволока DEKA E71TGS. Фото DEKA
Самозащитная проволока необходимые компоненты получения качественного шва содержит в составе порошка. Поэтому для сварки понадобится только легкий шланговый полуавтомат, где размещается катушка с проволокой. Каким образом осуществляется заправка проволоки, нормы расхода материала, механизм подачи и другая информация собрана в отдельной статье.
Популярные марки
Данный ролик покажет разницу в работе этих двух видов.
Популярные марки
На российском рынке предлагается флюсовая проволока WESTER FW08100. Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.
Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.
Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
Американский бренд «Линкольн Электрик» предлагает самозащитную NR-208-XP. Сварка выполняется без внешней защиты. Рекомендации к применению: труднодоступные места, в частности на большой высоте и в условиях открытой местности (неустойчивая ветровая обстановка, повышенная влажность). Для работы используется полуавтомат в режиме работы «NO GAZ». Необходимо только установить нужную полярность. Так как проволока имеет полую структуру, протяжные ролики затягивать нужно весьма аккуратно.
Quattro Elementi 770-377 – сварочная проволока порошкового типа. Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.
Сварочная порошковая проволока QUATTRO ELEMENTI 770-377. Фото ВсеИнструменты.ру
Фото ВсеИнструменты.ру
G70 – газозащитная сварочная проволока от компании «Линкольн Электрик». Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Справка. На рынке сварочных материалов присутствуют популярные марки проволоки других типов: титановая проволока ВТ1-00Св, проволока для чугуна ПАНЧ-11, омедненная ER70S-6.Характеристики
К характерным признакам относятся конструктивные особенности проволоки. Первоначальные варианты производились сворачиванием тонкого листа в трубку, на ней оставалась четкая линия разъема. Это оказывало влияние на свойства наполнителя из-за возможности взаимодействия с внешней средой.
В дальнейшем была разработана технология получения сплошных трубочек и обеспечения их плотного заполнения порошком. Тем самым улучшились не только сохранность порошка, но и механические характеристики сварочной проволоки. Этот показатель важен при протягивании через подающие ролики на полуавтоматах.
Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Составы порошков определяют возможность применения проволоки в той или иной сварочной технологии:
- рутиловые и рутил-флюоритные используют газовую защиту;
- рутил-органические являются самозащитными;
- карбонатно-флюоритные работают с газовой защитой, улучшают пластичность шва;
- флюоритные обладают свойствами перечисленных, и могут работать без газовой защиты.
Преимущества сварочной порошковой проволоки проявляются при выполнении наплавочных технологических операций. Высокий коэффициент наплавки дает возможность выполнить наплавку в широких диапазонах необходимых параметров. В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
Как видим для каждой отдельно сварочной технологии следует подбирать определенные характеристики сварочной проволоки.
Предъявляемые требования
К флюсовой проволоке предъявляются следующие требования:
- легкая возбудимость дуги и стабильность ее функционирования;
- проволока должна планомерно расходоваться при плавлении с минимумом фактора разбрызгивания;
- шлак должен покрывать весь шов, чтобы после сварки свободно отделиться после остывания;
- порошок должен без пустот заполнять внутреннюю полость, чтобы сварочный шов получался без пористых участков и других подобных дефектов.
Порошковая сварочная проволока Кедр. Фото 220Вольт
Сертификация, ГОСТ
В отсутствии обязательной сертификации сварочной проволоки, производитель стремится получить сертификат добровольно. Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Рекомендации по использованию
Если соединение относится к разряду ответственных, то применять самозащитную сварку флюсовой проволокой не рекомендуется. Сварочный шов будет иметь прочностные характеристики при испытаниях ниже, чем, например, при сварке обычной Св-08Г2С. Флюсовая проволока не дает возможности получить сварочный шов без отсутствия пор.
Сортамент
Диаметры проволоки и их отклонения от номинальных размеров регламентируются ГОСТ 26271-84, для наплавочной порошковой – ГОСТ 26101-84.
Проволока сварочная с флюсом (0.8 мм; 3.0 кг) BlueWeld. Фото ВсеИнструменты. ру
ру
Форма выпуска, расфасовка, упаковка
Сварочная порошковая проволока поставляется в мотках (катушках) с этикеткой. На ней указывается номер партии, обозначение проволоки, время изготовления и свидетельство о приемки ОТК предприятия-изготовителя. Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Производители
Пионером в применении для сварочных технологий порошковой проволоки является американская компания «Линкольн Электрик». Поэтому на сегодняшний день это несомненный лидер в производстве данной продукции. Самозащитная проволока NR-208-XP и газозащитная G70, упомянутые в статье, это детище этого производителя.
Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14. 01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Где купить
Продажей сварочной порошковой проволоки занимаются различные компании: производители, официальные дилеры и представители, поставщики. Предприятия, предлагающие качественные расходные материалы от ведущих заводов-изготовителей, представлены в отдельном разделе.
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием.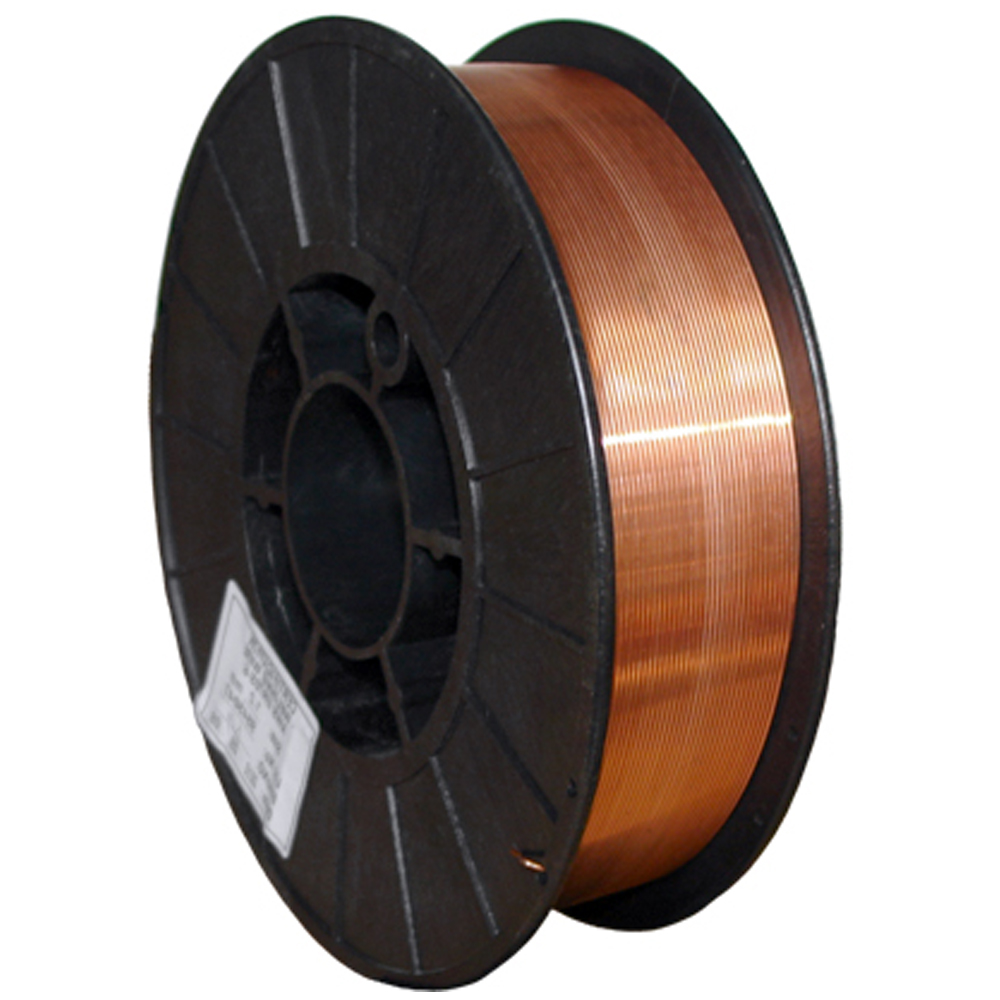 Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения
Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения
Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный…
Торговая марка «ДЕКА» представлена на рынке товарами имеющими отношение к сварочной технологии. Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов – сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что…
Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов – сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что…
Сварочная проволока для полуавтоматов. Советы по выбору
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Порошковая проволока для полуавтомата — свойства, выбор и правильное применение + Видео
Порошковая проволока для полуавтомата представляет собой трубочку, заполненную флюсом и металлическим порошком (пыльцой). Изготавливается она из металлической ленты, методом холодного формования. Трубка, заполненная порошковым составом и флюсом, растягивается до необходимого размера.
1 Основные требования
Порошковая наплавочная проволока, применяемая в газовой среде, используется в качестве флюса.
Важно: при проведении сварочных работ с помощью полуавтомата, следует тщательно выбирать присадочную проволоку. По составу она должна отвечать характеристикам соединяемых материалов. Важно правильно выбирать диаметр проволоки, так как в соответствии с ним выбирается режим сварки.
Сварочные работы с помощью полуавтомата
Порошковая проволока должна соответствовать основным требованиям:
- стабильность нагрева и легкость возбуждения дуги;
- равномерность плавления и минимальное разбрызгивание;
- равномерное шлаковое покрытие швов;
- легкость отделения шлака от охлажденного шва;
- аккуратный и бездефектный сварочный шов.
Порошковый материал классифицируется по таким параметрам:
- назначение;
- само- или вспомогательная защита;
- возможность сварки в любых пространственных местоположениях;
- обеспечение требуемого комплекса механических свойств.
2 Технология сварки порошковым расходным материалом
Сваривание порошковыми электродами — механизированный способ соединения деталей, включающий защиту и легирование выполняемых швов порошком, помещенным внутрь электродной трубки.
Сварка порошковой проволокой имеет функциональную схожесть с флюсовой сваркой и со сваркой штучными электродами. В первом (химикатном) способе шов покрывается слоем шлака, а сам процесс механизирован. Сварку проводят автоматом или полуавтоматом.
Сварка полуавтоматом
Схожесть с электродным методом сваривания состоит в возможности добавки в состав к металлическим порошкам элементов, входящих в обмазку электродов, что позволяет выполнять легирование расплавленного металла шва и осуществлять его защиту. Эти процессы практически невыполнимы при работе под флюсом и в газовой среде.
Улучшение легирующих свойств проволоки получают добавкой в порошковый состав ферросплавов, например, никеля. Проволоки с измененным содержанием шихты требуется в ходе сваривания дополнительно защищать специальными химикатами или СО₂.
Полуавтоматическая сварка порошковыми проволоками может заменить ручную дуговую сварку.
Полуавтоматическое сваривание порошковой проволокой
Сварка порошковой проволокой характеризуется простотой ведения процесса, так как нет необходимости в специальном механизме для подачи флюса. Сваривание можно вести в допускаемых пространственных положениях и при любых погодных условиях. Этот метод сварки отличается высокой производительностью.
Сваривание можно вести в допускаемых пространственных положениях и при любых погодных условиях. Этот метод сварки отличается высокой производительностью.
Сварка проволокой обладает рядом недостатков, отрицательно сказывающихся на применении ее в заводских условиях. К ним относятся:
- необходимость в обеспечении жестких условий напряжения, силы тока, вылета электрода;
- потребность в дополнительной защите;
- повышенный уровень выделяемых вредных веществ.
3 Виды проволоки и расходного материала
В работе с полуавтоматами применяют проволоку 2 видов.
- Электродная проволока с применением в качестве защиты углекислого газа.
- Самозащитная электродная проволока без газа.
К достоинствам первого вида проволоки относят:
- сваривание угловых деталей и соединение внахлест и встык одним проходом;
- низкая степень разбрызгивания;
- легкость отделения слоя шлаков;
- низкая склонность к пористости и наличию шлаковых включений;
- стабильность характера переноса электродного металла.

Электродная проволока для работы в защитных газах
Газозащитная наплавная проволока производится следующих типов:
- с наполнителем из флюса, характеризующаяся высокой степенью наплавки, для малоуглеродистой стали;
- с флюсовым наполнителем для сваривания низкоуглеродистого металла в любом пространственном местоположении;
- с наполнителем из флюса, для низколегированной стали;
- с наполнителем из металлической шихты, для низколегированного металла;
- с наполнителем из металлической шихты, для низкоуглеродистого металла.
Самозащитный расходный материал бывает для сварки в стандартных условиях и специального назначения.
Порошковый материал специального назначения:
- для принудительного создания шва;
- для сваривания под водой;
- для сварки арматуры;
- для автоматической сварки.
4 Как вести сварочный процесс сварочным полуавтоматом?
Ответ на вопрос как варить сварочным полуавтоматом, может дать специалист, обладающий достаточным уровнем знаний в данной сфере и имеющий навыки ведения сварочного процесса. Сварщику необходимо:
Сварщику необходимо:
- знать основы выполнения сварочных процессов;
- иметь навыки подготовки металла и свариваемых деталей;
- правильно подбирать режимы сварки;
- уметь устанавливать на полуавтомате выбранные режимы;
- иметь навыки ведения пробного сваривания;
- уметь правильно оценить результат работы;
- знать конструкцию полуавтомата и его технологические особенности;
- знать все достоинства аппаратуры и особенно ее недостатки;
- применять имеющиеся знания на практике.
5 Техника сваривания электродной проволокой
Порошковые электроды используют в шланговых полуавтоматах. Это позволяет сварщику иметь постоянно перед глазами сварочный шов, легко вести сваривание стыков и углов.
Так как порошковые электроды имеют невысокую прочность, то для их автоматической подачи необходимо применять механизм с ограничителем усилия сжатия на подающих роликах.
Порошковые электроды диаметром 2,6 мм используются только в нижнем положении, так как для непрерывного горения необходимо применять дугу с повышенным током. Образования пор в сварочном шве и вкраплений шлака можно избежать, применяя при сварке углекислый газ в качестве защиты.
Образования пор в сварочном шве и вкраплений шлака можно избежать, применяя при сварке углекислый газ в качестве защиты.
Введение в порошковую проволоку
Ниже приведены шесть важных вопросов, которые следует задать, прежде чем вы решите, подходит ли вам порошковая проволока.
1. В каких областях применения порошковая проволока выигрывает?
Хорошие кандидаты:
- Однопроходные сварные швы сплошной проволокой длиной более 3 дюймов.
- Сплошная проволока в плоском и горизонтальном положениях, где используется распылительный перенос.
- Для многих областей применения с газовой защитой, порошковой проволокой и некоторых применений с дугой под флюсом.
- Роботизированная и автоматическая сварка в несколько проходов.
- Другие области применения, определяемые расчетами стоимости сварки или проблемами качества сварки (компенсация плохой подгонки, внешнего вида шва, прожога).
2. Почему сварщики используют порошковую проволоку?
Для правильных применений переход на порошковую проволоку может сэкономить от 100 до 200 долларов на каждые 100 фунтов наплавленного металла сварного шва. Типичные преимущества:
- Высокая производительность наплавки и скорость перемещения.
- Без шлака и почти без брызг.
- Незначительная очистка или очистка после сварки между проходами.
- Превосходное проплавление боковых стенок и проникновение корней.
- Способность перекрывать зазоры деталей без прожига.
- Способность сваривать тонкие материалы при большом токе без прожога.
- Возможность использовать электроды следующего большего диаметра.
- Возможность сварки вне положения с импульсным распылением или переносом короткого замыкания.
- Соответствие офшорным стандартам Американского бюро судоходства (ABS), Det Norsk Veritas (DNV), Американского института нефти (API), Регистра судоходства Ллойда (LRS), Американского национального института стандартов (ANSI) и American Welding Общество (AWS D1. 1) стандарты.
 1) стандарты.
1) стандарты.3. Чем порошковая проволока отличается от сплошной?
Сплошная проволока по всему поперечному сечению проходит через сварочный ток, а капли расплава имеют большие размеры. Ток в порошковой проволоке сосредоточен на внешнем листе; металлические порошки внутри имеют меньшую проводимость из-за своей зернистой природы. Сосредоточение тока на внешнем диаметре проволоки создает более широкий конус дуги в форме чаши. Он также может создавать более мелкие капли расплава и менее турбулентную сварочную ванну.
4. Порошковая проволока обеспечивает хорошее плавление?
Распылительная схема переноса порошковой проволоки может перекрывать зазоры и помогает избежать холодного притирки. Даже если оператор не направляет дугу непосредственно на стык или если детали в автоматизированном приложении имеют менее чем оптимальную подгонку, проволока с металлическим сердечником может компенсировать это. Его более широкая и более толерантная дуга все же может зацепиться за край стыка и обеспечить приемлемый сварной шов.
5. Стоит ли беспокоиться о прожоге металлопорошковой проволоки?
Порошковая проволока может сваривать тонкие материалы без прожога, потому что у нее нет «глубокого пальца» проплавления.Кроме того, для переноса распылением требуется меньшая сила тока при использовании порошковой проволоки. На более тонких металлах (1/8 дюйма или меньше) порошковая проволока может позволить вам переключиться с короткого замыкания на перенос распылением, чтобы улучшить скорость перемещения, внешний вид валика и качество валика.
6. Порошковая проволока стоит дороже, чем сплошная, и требует ли дорогих газовых смесей?
Да, но вы также должны смотреть не только на расходные материалы. Присадочные металлы составляют 10 процентов стоимости сварного шва, а газ — 3 процента. На оплату труда приходится 85 процентов затрат на сварку.Любое существенное повышение производительности за счет использования порошковой проволоки может перевесить увеличение стоимости расходных материалов.
Стив Бархорст — менеджер по маркетингу трубчатой проволоки в компании ITW Hobart Brothers Co., 400 Trade Square East, Troy, OH 45373, 800-346-2529, факс 937-332-5808, www.hobartbrothers.com. ITW Hobart Brothers Co. — производитель присадочных материалов для сварки.
Какой провод вам нужен?
Многие производители упускают из виду эффективность, которую они могут получить, изменив провод или процесс.Фактически, когда вы спрашиваете производителей, почему они используют тот или иной электрод, некоторые отвечают: «Так всегда здесь делали», хотя другой способ может привести к значительному улучшению.
Многие электроды в защитном газе — каждый с различными механическими свойствами, характеристиками дуги и предполагаемым применением — доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости вы можете выбрать одну из трех различных проволок для дуговой сварки в защитном газе для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Composite GMAW (с металлической сердцевиной) Проволока
- Проволока для дуговой сварки в среде защитного газа (FCAW)
Сплошная проволока GMAW
Для GMAW требуется сплошной проволочный электрод или композитный электрод с металлической сердцевиной. Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки и, во-вторых, от типа используемого защитного газа (см. , рис. 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Производители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и требует небольшой очистки или не требует ее вообще, что повышает эффективность.
Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки и, во-вторых, от типа используемого защитного газа (см. , рис. 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Производители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и требует небольшой очистки или не требует ее вообще, что повышает эффективность.
| Рисунок 1 |
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая с различным уровнем раскислителя. Сильно раскисленная проволока может переносить поверхностные загрязнения от легких до средних. Для этих приложений ищите провод ER70S-6, который имеет более высокий уровень кремния и марганца, чем ER70S-3. Вы также можете выбрать промежуточный электрод ER70S-4 для приложений, требующих большего количества раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Вы также можете выбрать промежуточный электрод ER70S-4 для приложений, требующих большего количества раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбирать проволоку для GMAW от надежного производителя, чтобы обеспечить постоянный химический состав, диаметр и возможность подачи от партии к партии или от катушки к катушке.Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские провода, обозначенные как ER70S-6, не соответствуют химическому составу ER70S-6, требуемому Американским сварочным обществом (AWS), и поэтому могут не подходить для вашего приложения.
Скорость передвижения. На листе, подвергнутом струйной очистке, хорошо работает сплошная проволока GMAW. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как порошковая проволока или порошковая проволока. Сплошная проволока для GMAW не так быстро раскисляет прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка вне положения. Сплошная проволока для GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкие скорости наплавки. В качестве альтернативы импульсная сварка с распылением с этими электродами может увеличить скорость наплавки, сохраняя при этом возможность работы вне положения.
Механические свойства. Обычно прочность наплавленного металла сплошным электродом GMAW ограничивается прочностью самого электрода.Если у вас высокопрочный низколегированный основной материал, может быть сложно найти прочную стальную проволоку для GMAW, которая будет соответствовать требованиям к основному материалу. Для этих целей может быть более подходящим электрод с металлической или порошковой сердцевиной.
Операции после сварки. Для определенных режимов переноса металла сплошной проволокой GMAW, таких как короткая дуга и шаровидная сварка, могут возникать брызги, которые требуют очистки после сварки. Во время GMAW могут образовываться островки кремния, которые, возможно, потребуется удалить перед окраской или покрытием.Однако GMAW с твердой проволокой обычно представляет собой чистый процесс, требующий минимальных операций после сварки.
Во время GMAW могут образовываться островки кремния, которые, возможно, потребуется удалить перед окраской или покрытием.Однако GMAW с твердой проволокой обычно представляет собой чистый процесс, требующий минимальных операций после сварки.
Порошковая проволока
Порошковая проволока — это трубчатые электроды с металлическими компонентами в сердечнике. Подобно сплошной проволоке для GMAW, порошковая проволока обеспечивает бесшлаковую сварку, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошного провода GMAW. Ранее классифицируемая как порошковая проволока, теперь порошковая проволока классифицируется как композитный электрод GMAW.
Грязная сталь. Порошковая проволока из-за металлических компонентов лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW. Эти компоненты помогают электроду с металлической сердцевиной раскислить окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите подвергать материал струйной очистке перед сваркой.
Депонирование. Из-за трубчатой природы проволоки с металлическим сердечником плотность тока в проволоке с металлическим сердечником выше при заданной силе тока, чем у сплошной проволоки того же диаметра.Это может привести к увеличению скорости осаждения при заданной силе тока. В некоторых автоматизированных приложениях порошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в газовой среде. Однако порошковая проволока большого диаметра может не подходить для полуавтоматической сварки из-за высокого тока и тепла, излучаемого дугой.
Скорость передвижения. Порошковая проволока с металлическим сердечником должна быть вашим первым выбором, если скорость движения является вашей главной заботой. На листе с прокатной окалиной порошковая проволока может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность за счет более низкого уровня разбрызгивания (меньшая очистка после сварки) и более высокой скорости движения.
Сварка вне положения. Несмотря на то, что в режиме короткой дуги можно использовать проволоку с металлическим сердечником в нестандартном положении при низких значениях тока, порошковая проволока обычно не используется для сварки в нестандартном положении, за исключением положения вертикально вниз. Как и в случае сплошной проволоки для GMAW, импульсная сварка может улучшить скорость наплавки в нестандартном положении при использовании порошковой проволоки.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных материалов.В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта возможность добавлять компоненты может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошных проволок сопоставимой прочности.
Операции после сварки. Возможно, вам потребуется выполнить некоторую очистку после сварки, чтобы удалить островки кремния, осевшие на электродах с металлическим сердечником, перед окраской или покрытием основного металла. Однако время очистки может быть сокращено в целом, поскольку порошковая проволока обычно производит небольшое количество брызг.
Однако время очистки может быть сокращено в целом, поскольку порошковая проволока обычно производит небольшое количество брызг.
Проволока FCAW с защитой от газа
Эти трубчатые электроды содержат в сердечнике флюсирующие агенты, а также раскислители, обеспечивающие дополнительную защиту от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки в нерабочем, так и в нерабочем положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки загрязненного основного металла. Поскольку он имеет флюс и используется с защитным газом, он предлагает дополнительный слой защиты от атмосферного воздействия.
Депонирование. Для применений с большим наплавлением проволока FCAW большого диаметра с защитой от газа часто может наплавить больше фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная сварка GMAW, при которой в одной сварочной ванне используются две сплошные проволоки. Тандемная сварка GMAW предлагает преимущества, аналогичные автоматической сварке металлической сердцевиной, часто превышая скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Чтобы получить высокую производительность наплавки при сварке вне положения, выберите малый диаметр — 0.Диаметр от 035 до 116 дюймов — проволока FCAW в газовой среде. Такие провода, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне позиции. Шлак от этих продуктов предназначен для поддержки лужи при сварке вертикально вверх или над головой.
Механические свойства. Поскольку в их сердечники добавлены шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW можно использовать во многих высокопрочных и низколегированных материалах.
Операции после сварки.Проволока FCAW требует наиболее трудоемкой очистки из-за шлака, который она оставляет на сварном шве. Вам нужно будет удалить шлак между проходами при многопроходном применении и перед окраской или покрытием.
Ищите единообразие
Теперь, когда вы знаете все о проволоке, важно помнить, что не все электроды одинаковы. Ищите проволоку с одинаковым химическим составом, диаметром, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и нестабильности сварных швов.
Например, несоответствующий диаметр проволоки может вызвать проблемы с подачей и может потребовать повторяющихся процедурных регулировок внутри катушки или между катушками. Непостоянная подача приводит к вибрации проволоки, сокращению срока службы расходных деталей пистолета, плохому запуску и обратному выгоранию проволоки в контактном наконечнике.
Последовательность имеет решающее значение для повышения производительности производственной линии.
Лиза Байалл — менеджер по продукции GMAW и дуговой дуге, а Дуг Кребс — менеджер по продукции с порошковой проволокой в Lincoln Electric Co., 22801 St. Clair Ave., Кливленд, Огайо 44117, 216-481-8100, факс 216-486-1751, www.lincolnelectric.com.
MikroTik Routers and Wireless — Продукты: Wireless Wire Dish
Wireless Wire Dish — новаторское решение, обеспечивающее скорость оптоволокна и качество на расстояниях до 1500 м за малые деньги!
Этот удивительный комплект обеспечивает безопасную беспроводную связь 60 ГГц с шифрованием AES, которая не зависит от переполненного спектра Wi-Fi, обеспечивая стабильную и быструю связь на расстоянии от 1500 метров и более.Просто наведите включенные устройства друг на друга и включите питание. их, они уже настроены для автоматического подключения и сделают Совокупный канал 2 Гбит / с.
В коробке находятся два устройства LHGG-60ad, которые уже соединены вместе, питание
расходные материалы, инжекторы PoE и монтажные комплекты для обоих устройств.
Технические характеристики
| Детали | |
|---|---|
| Код товара | RBLHGG-60adkit |
| Архитектура | ARM 32 бит |
| ЦП | IPQ-4019 |
| Количество ядер ЦП | 4 |
| Номинальная частота процессора | 716.8 МГц |
| Размеры | Ø 391 x 222 мм |
| Лицензия RouterOS | 3 |
| Операционная система | МаршрутизаторOS |
| Размер RAM | 256 Мб |
| Размер хранилища | 16 МБ |
| Тип склада | ВСПЫШКА |
| Среднее время безотказной работы | Примерно 200 000 часов при 25 ° C |
| Проверенная температура окружающей среды | от -40 ° C до 70 ° C |
| Ориентировочная цена | 298 долларов. 00 00 |
Питание
| Детали | |
|---|---|
| PoE в | 802.3af / в |
| PoE входное напряжение | 12-57 В |
| Количество входов постоянного тока | 1 (PoE-IN) |
| Макс.потребляемая мощность | 5 Вт |
| Кол-во ВЕНТИЛЯТОРОВ | Пассивный |
Ethernet
| Детали | |
|---|---|
| Порты Ethernet 10/100/1000 | 1 |
Сертификация и разрешения
| Детали | |
|---|---|
| Сертификация | CE, FCC, IC, EAC, ROHS |
Детали в комплекте
Руководство по выбору ссылок PtPOpen Руководство по выбору ссылок PtMPOpen Руководство по программному обеспечению RouterOSOpenИзображения с высоким разрешением
На устройстве предустановлена и лицензирована операционная система.