Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Трансформатор R-core 30Ватт 2 x 6V 9V 12V 15V 18V 24V 30V
Паяльная станция 80W SUGON T26, жала и ручки JBC!
Отличная прочная сумочка для инструмента и мелочей
Хороший кабель Display Port для монитора, DP1. 4
4
Конденсаторы WIMA MKP2 полипропилен
Трансформатор-тор 30 Ватт, 12V 15V 18V 24V 28V 30V 36V
SN-390 Держатель для удобной пайки печатных плат
Панельки для электронных ламп 8 пин, керамика
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы.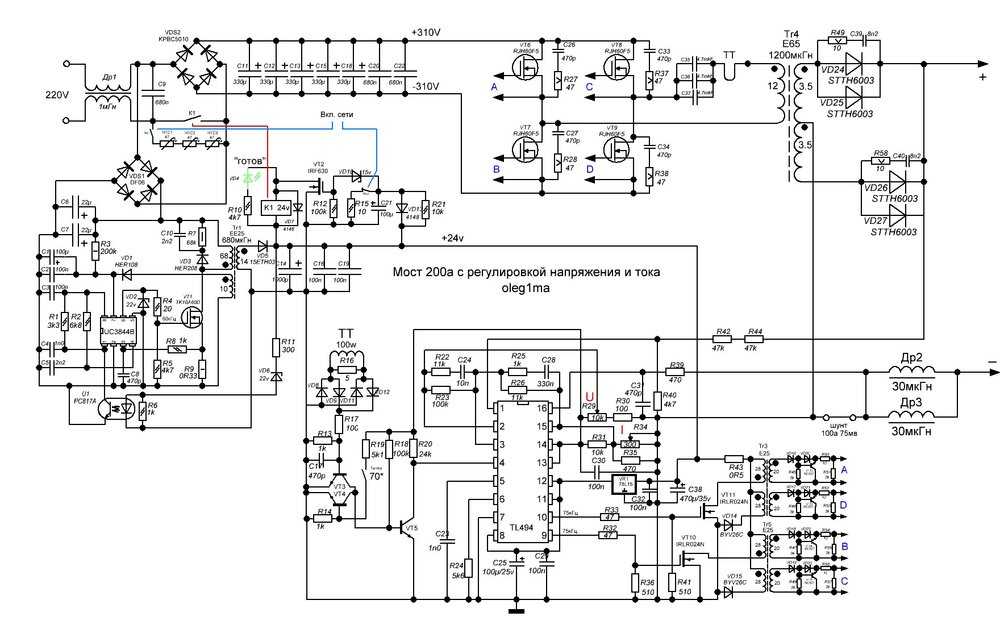 На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.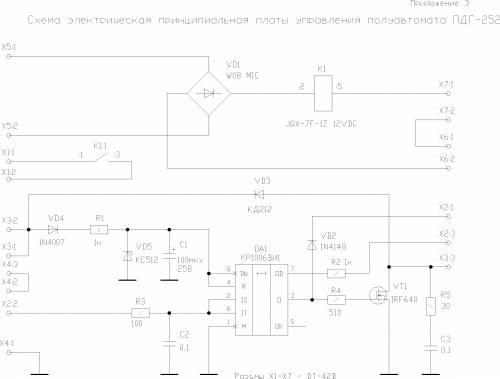
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.

Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый).
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
🎁Чертежи корпуса и механики сварочного полуавтомата
32.44 Kb ⇣ 246
Инверторный сварочный полуавтомат своими руками схемы
Главная » Статьи » Инверторный сварочный полуавтомат своими руками схемы
Как сделать инверторный сварочный полуавтомат своими руками
- Дата: 18-08-2015
- Просмотров: 598
- Рейтинг: 14
- Составные элементы
- Настройка устройства
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Схема устройства сварочного инвертора.
{reklama1}
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
{reklama2}
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся.
 Скачки напряжения при включении агрегата в сеть 220 В снизятся.
Скачки напряжения при включении агрегата в сеть 220 В снизятся. - Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
 Скачки напряжения при включении агрегата в сеть 220 В снизятся.
Скачки напряжения при включении агрегата в сеть 220 В снизятся.https://moyasvarka.ru/youtu.be/LvIyLUOzS64
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka. ru
ru
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току. Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Печатная плата блока управления в формате .lay
Задающий генератор
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Datasheet BS170 Datasheet IRF520 Datasheet LM358N Datasheet UC2845 Документация на малогабаритные сердечники EE, EI и другие
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода). Документация на управляемый стабилитрон KA431 Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч), где Uпит = 320B – максимальное напряжение питания; tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2; Вдоп = 0,25 – допустимая индукция для материала сердечника; Sсеч = 1400 – сечение сердечника. N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков..gif.01078c7174c4b1f0c104dd0a8ee3a2c3.gif)
Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
proelectrika.com
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.

Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах.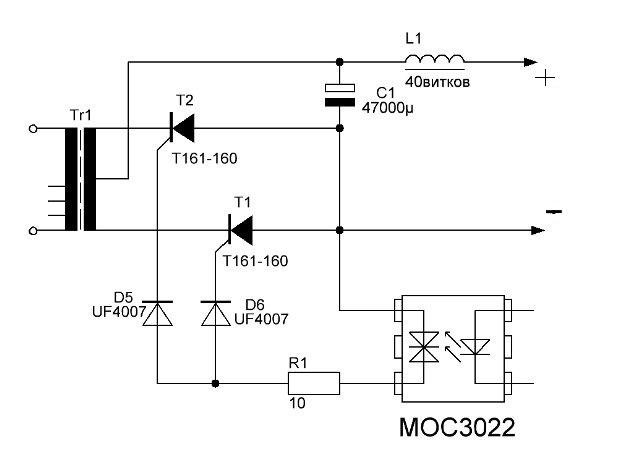 Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия.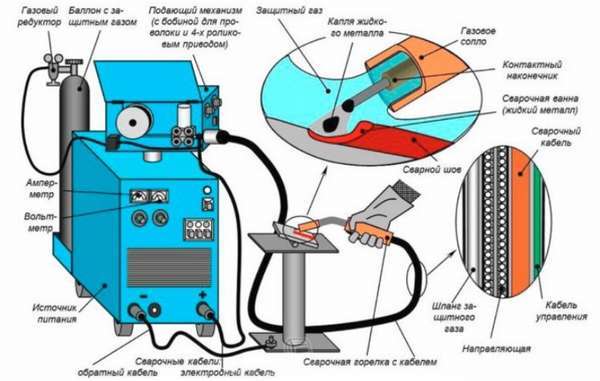 При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com
Полуавтомат из «инвертора», своими руками, возможно ли это? | Сайт для тех, кто любит автомобили и не боится гаечных ключей
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной.![]() И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».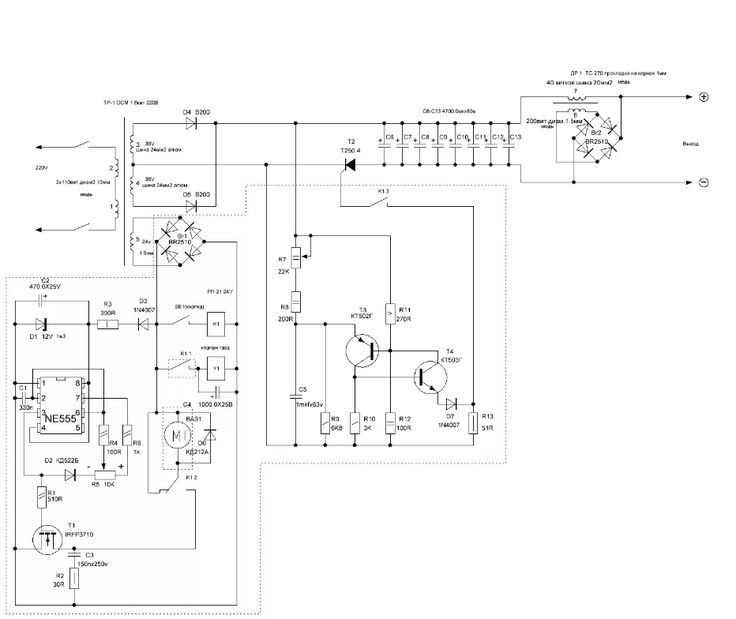
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.

Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.

avtomastersam.ru
4 Основные пневматические схемы | Power & Motion
Содержание обновлено 13 октября 2021 г.
Следующие четыре пневматических контура могут использоваться для подготовки воздуха, цилиндров двойного действия, непрерывного цикла и ручного управления. Они также могут быть подсистемами в более крупных схемах.
Подготовка воздуха
Перед использованием сжатого воздуха в пневматическом устройстве его необходимо надлежащим образом подготовить, чтобы он не повреждал компоненты. Вот схема (ниже) пневматического устройства, подготавливающего сжатый воздух, поступающий из одного источника.
Вот схема (ниже) пневматического устройства, подготавливающего сжатый воздух, поступающий из одного источника.
Установка ручного запорного клапана или пневматического запорного/блокировочного клапана в первую очередь облегчает техническое обслуживание FRL и защищает оборудование, расположенное ниже по потоку, при сбросе давления в системе для технического обслуживания. В целях безопасности операторы должны иметь возможность заблокировать клапан в закрытом положении. Если необходимо, чтобы через клапан проходил чистый и сухой воздух, клапан можно установить после FRL.
На схеме фильтр (FIL01) расположен сразу после запорного клапана (VLV01) для удаления твердых частиц и влаги. Треугольник в нижней части символа указывает на то, что этот фильтр имеет слив жидкости, который может быть ручным, полуавтоматическим или автоматическим. Хотя регулятор (REG01) находится после фильтра, они могут быть единым блоком, обозначенным пунктирной линией вокруг фильтра и регулятора. Хотя это и не показано на этой диаграмме, рекомендуется отметить рабочее и максимальное давление машины. Бирка с этой информацией часто находится рядом с регулятором.
Бирка с этой информацией часто находится рядом с регулятором.
Манометр (GAU01) всегда должен прилагаться к регулятору, независимо от того, встроен ли он в порт давления регулятора или ввинчен в него. Хотя это и не показано на этой схеме, реле давления может быть установлено сразу после регулятора для контроля давления. Выход этого переключателя обычно направляется на программируемый логический контроллер или какой-либо другой контроллер машины.
Регулятор может обеспечивать разгрузку, уменьшая выходной воздух, когда либо регулятор настроен на более низкое давление, либо сбрасывает давление на выходе, когда выходит воздух на входе. Треугольники в верхнем левом углу символов регулятора (REG01 и REG02) показывают, что они относятся к разгрузочному типу. Регулятор выходящего воздуха (REG01) подает чистый, сухой и отфильтрованный воздух, который можно разделить через Т-образный фитинг или пневматический распределительный блок.
Затем одна линия обеспечивает подачу смазанного воздуха, а другая подает несмазанный воздух.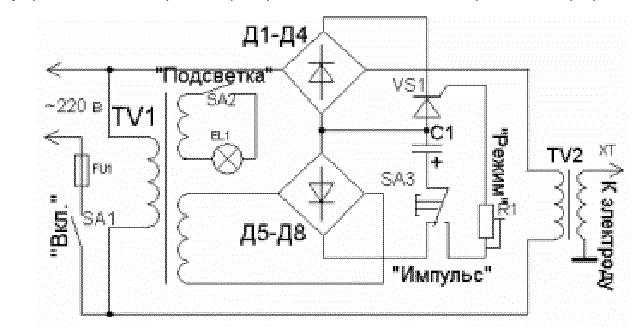 Линия без смазки питает второй регулятор, который питает электрический клапан плавного пуска/сброса (VLV02). Этот клапан обычно действует как предохранительное устройство, сбрасывая давление из пневматических устройств, вызывающих движение, таких как цилиндры и приводы, при нажатии кнопки аварийного останова.
Линия без смазки питает второй регулятор, который питает электрический клапан плавного пуска/сброса (VLV02). Этот клапан обычно действует как предохранительное устройство, сбрасывая давление из пневматических устройств, вызывающих движение, таких как цилиндры и приводы, при нажатии кнопки аварийного останова.
Для таких применений, как пневматические инструменты и двигатели, которые необходимо смазывать, эта смазка должна состоять из легкого масла, чтобы предотвратить засорение этих устройств.
Установку таких цепей можно упростить, используя устройство, содержащее все компоненты и элементы управления для подготовки воздуха (см. ниже). Он также включает в себя индикатор засорения фильтра, регулируемое реле давления со светодиодными индикаторами и размеры портов, которые регулируются в соответствии с требуемой скоростью потока.
Цилиндр двустороннего действия
На приведенной ниже схеме показано обычное применение автоматизации: использование 4-ходового электромагнитного клапана (SOL01) для выдвижения и втягивания цилиндра двустороннего действия (CYL01). Треугольники с каждой стороны символа указывают на то, что это управляемый клапан с одним соленоидом и возвратной пружиной.
Треугольники с каждой стороны символа указывают на то, что это управляемый клапан с одним соленоидом и возвратной пружиной.
Отфильтрованный воздух питает электромагнитный клапан, на который обычно подается напряжение 24 В пост. тока на выходе ПЛК. Это активирует клапан и позволяет воздуху выходить через порт B и свободно течь через регулятор потока, выдвигая шток цилиндра и плунжер влево. Воздух с левой стороны цилиндра вытесняется через регулятор потока к отверстию A клапана, а затем направляется к отверстию R и выходит через глушитель для снижения шума выхлопа.
Пилотным клапанам требуется лишь небольшое количество воздуха для эффективного перемещения большого золотника клапана. Однако клапаны требуют минимального рабочего давления, обычно около 20 фунтов на квадратный дюйм, для перемещения золотника. Пружина с левой стороны толкает золотник клапана вправо, чтобы поддерживать его нормальное выключенное состояние или состояние покоя. Когда клапан закрыт, воздух выходит из порта А и свободно проходит через регулируемый регулятор потока к левой стороне цилиндра (CYL01), заставляя его втягиваться.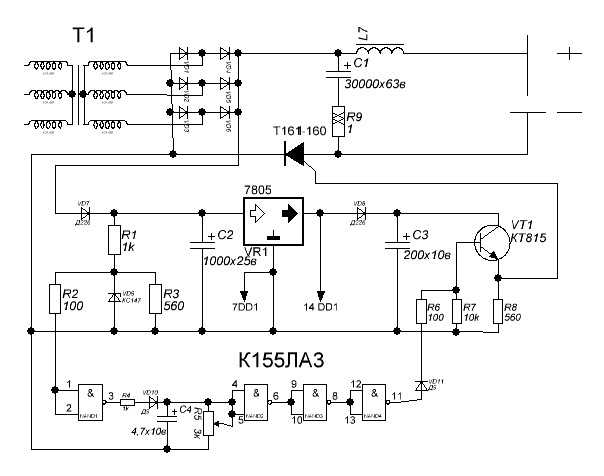
Когда цилиндр втягивается, воздух с правой стороны выходит через регулируемое устройство управления потоком. Когда обратный клапан устройства закрывается, воздух в проточной части можно отрегулировать, чтобы дросселировать втягивание цилиндра. Затем регулируемый поток воздуха проходит через порт B клапана и выходит через порт S через глушитель.
Цилиндр непрерывного цикла
Пневматические компоненты могут быть объединены для автоматического цикла без внешнего управления (см. схему ниже). На нем показан сжатый воздух, регулируемый тремя клапанами (VLV05, VLV07 и VLV08). И когда на соленоид (SOL06) подается питание, а цилиндр (CYL03) втягивается, система начинает циклически выдвигать и втягивать цилиндр.
Приточный воздух, проходящий через клапаны VLV08 и SOL06, подает управляющий воздух к гидрораспределителю (VLV05). Воздух, подаваемый через этот клапан, заставляет цилиндр выдвигаться и втягиваться (цикл) аналогично цилиндру двойного действия в схеме выше. Для управления скоростью цикла клапаны управления потоком регулируют поток воздуха из цилиндра.
Для управления скоростью цикла клапаны управления потоком регулируют поток воздуха из цилиндра.
Когда цилиндр выдвигается, он приводит в действие 3-ходовой 2-позиционный клапан с пружинным возвратом (VLV07). который подает пилотный воздух на VLV05. Пилотный воздух изменяет положение золотника клапана, который меняет направление цилиндра и втягивает его. Когда цилиндр втянут, VLV08 приводится в действие, подавая пилотный воздух на другую сторону VLV05 и заставляя цилиндр двигаться в обратном направлении и выдвигаться. Цикл повторяется до тех пор, пока соленоид не будет обесточен, что завершает цикл, когда цилиндр втягивается.
4-ходовой распределитель с пневматическим управлением (VLV05) и два 3-ходовых клапана с роликовым приводом (VLV07 и VLV08) являются ключевыми компонентами пневматической логики этой схемы. В отличие от электрических соленоидов, они используют воздух для управления положением золотника 4-ходового клапана и сконфигурированы как концевые выключатели с механическим рычагом. Клапаны приводятся в действие кулачками или флажками на цилиндре, и, когда они не активируются, клапаны пружинно возвращаются в свое нормальное положение.
Клапаны приводятся в действие кулачками или флажками на цилиндре, и, когда они не активируются, клапаны пружинно возвращаются в свое нормальное положение.
Двуручное управление
Схема для двуручной системы управления безопасностью для пресса (схема ниже) включает две пневматические кнопки (VLV01 и VLV02), сконфигурированные как 3-ходовые клапаны. Они подают пилотный воздух к 4-ходовому клапану (VLV03). Обе кнопки должны быть нажаты одновременно, чтобы направить управляющий воздух к этому клапану, где он переключает золотник клапана и выдвигает цилиндр пресса двойного действия (CYL01). Когда любая кнопка отпущена, функция возвратной пружины 4-ходового клапана возвращает золотник в нормальное положение, подавая воздух для втягивания цилиндра пресса.
В целях безопасности необходимо отпускать обе кнопки после каждого цикла и одновременно нажимать обе кнопки перед подачей управляющего воздуха на направляющий клапан. Цилиндр пресса втягивается, когда отпускается только одна кнопка, но нажатие одной кнопки может привести к его выдвижению, если другая зажата или зажата в закрытом положении.
Как и в предыдущей схеме, одноходовой клапан управления потоком регулирует скорость движения цилиндра, дросселируя выходящий из него воздух. В этой схеме контролируется только скорость выдвижения. Добавление второго клапана может контролировать скорость втягивания. Чтобы исключить возможность быстрого цикла, если аварийная остановка или утечка воздуха на холостом ходу израсходуют весь доступный воздух, вместо этого можно было бы контролировать поток воздуха в цилиндр.
В эту схему также могут быть добавлены другие усовершенствования, такие как регулятор давления для управления давлением (силой) выдвижения цилиндра или реле давления для обнаружения и подачи сигнала на ПЛК при достижении минимального давления прессования.
Обратите внимание, что схема с двумя руками, описанная и показанная здесь, представляет собой базовый функциональный пример и не предназначена для изображения схемы безопасности оборудования. Как и в случае всех конструкций оборудования, связанного с безопасностью, разработчики таких систем должны изучить и соблюдать применимые требования, опубликованные OSHA, ISO и другими организациями.
Пэт Филлипс (Pat Phillips) — менеджер по продукции подразделения Fluid Power компании AutomationDirect.
Самодельный аккумуляторный аппарат для точечной сварки, самодельный аппарат для точечной сварки с автоматической схемой
Содержание В моей предыдущей статье я построил электрический скутер Trike, используя двигатели Hoverboard BLDC, контроллеры двигателей мощностью 500 Вт и 4 свинцово-кислотных аккумулятора. Я соединил четыре 12-вольтовые батареи последовательно, чтобы получить 48 вольт. Аккумулятор был слишком тяжелым и я также меньше контролировал его управление, к тому же свинцово-кислотные аккумуляторы не долговечны и плюс вам придется регулярно проверять уровень раствора электролита, т.к. у свинцово-кислотных аккумуляторов при высыхании элементы короткое замыкание, и это повредит всю электронику.
Вот почему я решил сделать свой собственный аккумуляторный блок на 48 вольт, используя литий-ионные аккумуляторные элементы. Как вы знаете, каждый ионно-литиевый элемент имеет напряжение 3,7 вольта, а это означает, что вам нужно будет соединить много элементов последовательно, чтобы получить 48 вольт, а для увеличения тока вам также необходимо будет соединить элементы ионно-литиевой батареи параллельно. Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
- Пайка
- Точечная сварка
Если вы выберете пайку, вы потратите много времени, а в процессе пайки вы можете повредить элементы, потому что никелевую полосу и батарею сложно спаять, так как для этого требуется больше тепла. Так вот, если долго прикасаться к паяльнику, высоки шансы повредить аккумулятор и тем более при пайке у вас никогда не получится аккуратных и чистых соединений, если вы не профи.
Если вы выберете вариант 2 nd , то есть точечную сварку, вы сможете легко выполнять последовательные и параллельные соединения, не прилагая больших усилий и не повреждая батареи. С помощью аппарата для точечной сварки вы получите аккуратные и чистые соединения.
Прежде я объясню другие вещи, сначала несколько слов о спонсоре этого аппарата для точечной сварки проекта за помощь в приобретении необходимых компонентов и инструментов.
Altium Designer — самая надежная в мире система проектирования печатных плат. Altium Designer позволяет инженерам легко подключаться ко всем аспектам процесса проектирования электроники. Более 35 лет инноваций и разработок, направленных на действительно унифицированную среду проектирования, сделали ее наиболее широко используемым решением для проектирования печатных плат. С Altium Designer вы можете создавать проекты печатных плат с помощью интуитивно понятного и мощного интерфейса, который соединяет вас со всеми аспектами процесса проектирования электроники. Направляйте его по-своему под любым углом, настраивайте задержку, толкайте, скользите и обходите быстрее, чем когда-либо. Взаимодействовать и сотрудничайте с конструкторами механики, как никогда раньше, в фотореалистичной среде трехмерного проектирования. Если вы хотите начать работу с дизайнером Altium, вы можете нажать кнопку «Начать».
В этой статье вы узнаете, как сделать этот полуавтоматический аппарат для точечной сварки, используя трансформатор ручной микроволновой печи 2 nd . При изготовлении этого аппарата для точечной сварки я столкнулся с некоторыми проблемами, которые исправил, и я на 100% уверен, что вы столкнетесь с теми же проблемами.
Во время моего первого теста я мог видеть только искры, они могут приваривать или не приваривать никелевую полосу к аккумулятору. Я был довольно сбит с толку и понятия не имел, как долго мне придется подключать электроды. Сварные швы были не в лучшем виде. Итак, в этот момент я решил добавить какую-то схему управления к моей машине для точечной сварки.
Я добавил схему управления и тогда все проблемы просто исчезли. Мой тест 2 и прошел успешно, так как я устранил все проблемы, я разработал собственную схему управления полуавтоматическим трансформатором для управления включением/выключением и длительностью времени. Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
В этой статье я также объяснил, почему не использовать стальные или паяльные наконечники в качестве электродов для точечной сварки. Итак, вот мой аппарат для точечной сварки, и теперь я собираюсь объяснить, как сделать и как исправить все проблемы. Без дальнейших промедлений, давайте начнем!!!
Ссылки на Amazon:Трансформатор для микроволновой печи
Медные электроды для аппарата точечной сварки
Проволока 16 мм
Никелированная лента для литий-ионных аккумуляторов
Mop Spot Walding Machines
Другие инструменты и компоненты:
Верхние датчики Arduino:
Super Starter Kit для начинающих
цифровые осциллографы
. сверлильные станки
сверлильные станки
*Обратите внимание: это партнерские ссылки. Я могу получить комиссию, если вы купите компоненты по этим ссылкам. Я был бы признателен за вашу поддержку на этом пути!
Трансформатор для микроволновой печи для аппарата точечной сварки:Недавно я купил этот ручной трансформатор для микроволновой печи 2 и примерно за 15 долларов. Трансформатор для микроволновой печи — лучший выбор для сборки самодельного аппарата точечной сварки. Этот трансформатор рассчитан на 220 В переменного тока и 50 Гц. При покупке трансформатора для микроволновой печи 2 nd убедитесь, что первичная обмотка не повреждена. Вы можете использовать цифровой мультиметр для проверки обмотки; если вы слышите звуковой сигнал, это означает, что первичная обмотка исправна.
Так же есть еще один комплект обмотки, это вторичная обмотка и мне эта обмотка не нужна. При разрезании вторичной обмотки будьте очень осторожны и не разрезайте первичную обмотку, иначе ваш трансформатор будет просто бесполезен.
Затем я начал снимать вторичную обмотку, серьезно это была единственная трудная работа, так как я должен был быть очень осторожным. Я использовал зубчатую пилу и болгарку. Вы можете использовать любые инструменты, но вы должны быть осторожны, вы не можете перерезать первичную обмотку. В любом случае, как-то я удалил вторичную обмотку. Затем я использовал 16-миллиметровый провод длиной 6 футов, вы можете сделать его 7 футов, если хотите провода немного длиннее, я использовал этот провод в качестве вторичной обмотки. Я также подключил эти провода синего цвета к первичной обмотке трансформатора для подачи 220 В переменного тока. Ваш трансформер должен выглядеть примерно так.
Вы видите два поворота на этой стороне и 3 поворота на другой стороне. Итак, базовая настройка нашего трансформатора почти завершена, провода 220Vac подключены, вторичная обмотка готова, теперь нам нужно подключить электроды. Но прежде чем я подключу электроды, я сначала проверю эту установку. Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Когда вы закончите эту базовую настройку, следующим шагом будет выбор электродов, я знаю, что медные электроды лучше всего, но я видел, как парни спрашивали о битах для паяльника. Итак, я начну с этих насадок для паяльника, и вы на практике увидите, почему эти насадки не годятся для точечной сварки аккумуляторов. Биты паяльника подключены, и 220 В переменного тока на первичной стороне трансформатора подключены. Проблема с этими битами заключается в том, что сами биты привариваются к никелевой полосе. Для практической демонстрации посмотрите видеоурок, приведенный в конце этой статьи.
Таким образом, паяльники или стальные биты не должны использоваться для точечной сварки аккумулятора. Но вы можете использовать эти стальные биты для сварки металлических деталей.
Эти насадки для паяльника я заменил самодельными медными электродами.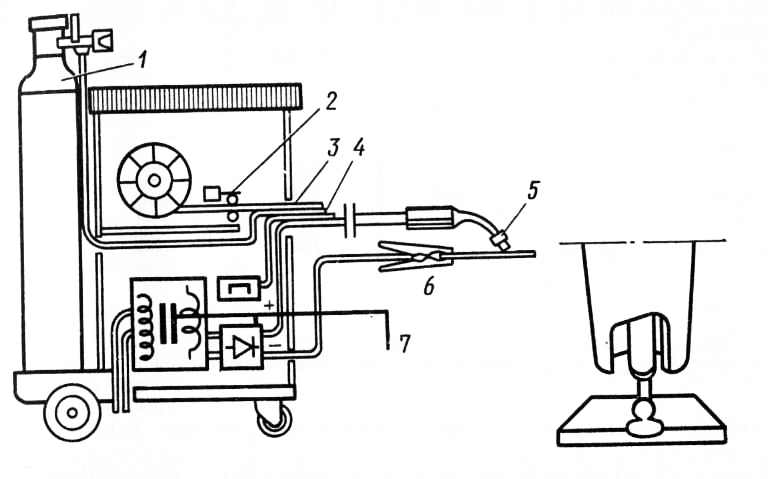 Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Для тестирования аппарата для точечной сварки я собираюсь подключить две ионно-литиевые батареи параллельно. С этой базовой настройкой, не имеющей схемы автоматического отключения трансформатора, вам нужно быть очень осторожным и очень быстрым, потому что, если вы коснетесь электродов даже на 2 секунды, вы можете легко повредить литий-ионные батареи, а это то, чего вы действительно не делаете. хочу.
Еще одна проблема с этой базовой настройкой заключается в том, что вам понадобится помощь другого человека, чтобы прижать никелевую полоску, чтобы получить хороший поверхностный контакт между батареей и никелевой полоской. Вы также можете сделать это в одиночку, но это определенно потратит много вашего времени.
В любом случае, вы можете видеть, что я могу выполнить сварку, никелевая полоса приварена к аккумулятору, но выглядит очень грязной, и это потому, что я не успеваю прижать другой электрод, и начинается ток течет. Когда я нажимаю на первый электрод, никелевая полоска плотно прилегает к поверхности батареи, теперь это идеальный момент, и когда я нажимаю на электрод 2 и , у меня не хватает времени, чтобы прижать никелевую полоску к батарее. поверхность. Как только я коснусь 2 -й электрод есть искры, но нет сильных сварных швов.
Для идеального сварного шва вам необходимо прижать оба электрода так, чтобы между свариваемыми поверхностями был прочный контакт. Это именно то, что я хочу. Но это невозможно без полностью автоматической или полуавтоматической системы управления.
Итак, для идеальной точечной сварки мне нужны две вещи.
- Я хочу включить трансформатор при нажатии на оба электрода. Для этого я могу использовать кнопку.
- Я хочу, чтобы мой трансформатор включался на несколько миллисекунд, а затем мог сам выключаться.
Я разработал это моделирование для вас, ребята, чтобы вы могли легко понять, как на самом деле работает эта схема. Вы также увидите это в действии после того, как я объясню, как на самом деле работает эта схема. Я разработал это, используя программное обеспечение для моделирования Proteus, которое довольно популярно.
Загрузить Моделирование: моделирование точечной сварки в proteus
Позвольте мне воспроизвести симуляцию, чтобы вы могли легко понять, как на самом деле работает эта схема. Когда вся система включена, это означает, что провода 220 В переменного тока подключены, а источник питания 12 В постоянного тока подключен. Теперь, в этот момент, даже если вы коснетесь двух электродов, сварка не будет выполнена, поскольку один из входных проводов переменного тока трансформатора отключен с помощью реле 2. Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Реле 1 также выключено. Когда реле 1 находится в выключенном состоянии, оно заряжает конденсатор через этот источник питания 12 В. Ради этого моделирования я выбрал значение конденсатора 1000 мкФ, в то время как фактическое значение составляет 100 мкФ. Я практически проверил конденсатор на 100 мкФ, и он у меня сработал. Если вы используете провод другого калибра и другое количество витков, вам придется использовать конденсатор с другим номиналом. Вы можете начать с конденсатора на 50 мкФ; продолжайте увеличивать значение, пока не получите желаемый результат.
Этот конденсатор управляет временем включения реле 2. Как видите, положительная ветвь конденсатора соединена с общей ветвью реле 1, а другая ветвь конденсатора соединена с землей 12-вольтового источника питания. GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
При нажатии кнопки реле 1 включается, и конденсатор начинает разряжаться, поскольку он использует свой заряд для питания реле 2. Когда конденсатор полностью разряжается, реле 2 выключается, и таким образом трансформатор может включиться только на несколько миллисекунд. Неважно, если кнопка будет нажата долго, сварки не будет. Вам нужно будет отпустить кнопку, чтобы зарядить конденсатор, и снова нажать кнопку, чтобы включить реле2. Я уверен, что вы полностью поняли, как работает эта схема.
Аппарат для точечной сварки Практическая демонстрация:
Я выполнил всю пайку. Это «нижнее» реле 1, к которому подключены кнопка и конденсатор. Это реле 2, «то, что слева», которое подключает и отключает 220 В переменного тока. Поскольку этот аппарат для точечной сварки работает с высокими напряжениями и токами, никогда не прикасайтесь к этим цепям и первичной обмотке трансформатора, так как это может быть очень опасно.