Ремонт сварочных аппаратов Ресанта — возможные причины поломки
Сварочное оборудование Ресанта, как и любое другое, подвержено выходу из строя в силу различных причин. В зависимости от типа сварочного устройства, различается набор распространенных поломок. В данной статье представлен обзор, посвященный изучению распространенных поломок оборудования Ресанта и их возможных причин.
Поломки инверторного оборудования
Ремонт сварочного инвертора Ресанта чаще всего осуществляется в связи со следующими причинами:
- Нарушение требований по эксплуатации инверторного оборудования, обозначенных в инструкции. Специалисты по ремонту сварочного оборудования настоятельно рекомендуют использовать технику строго в рамках обозначенной расчетной нагрузки. То есть, если в инструкции производитель требует устраивать технике перерыв каждые 7 минут, это требование следует выполнять. Несоблюдение этого требования приводит к перегреву температурного реле и последующей блокировке транзистора/трансформатора.

- Использование сварочного оборудования не по назначению. Оборудование должно использоваться строго по назначению. Если устройство предназначено исключительно для работы с тонкостенным металлом, то не стоит возлагать на него задачи по работе с металлом имеющим толстые стенки. Это опять же может привести к выходу из строя термореле и транзистора/трансформатора.
- Ослабление контактов в разъемных соединениях, их окисление, загрязнение электродов. Эти ошибки могут привести к короткому замыканию и выходу аппарата из строя без возможности его починки.
- Наличие повреждений в сварочном кабеле, непосильная нагрузка на щиток. Устранить такую проблему можно самостоятельно, заменив питающий кабель на исправный либо поменяв электрический щиток на более мощный.
- Попадание внутрь корпуса пыли, металлической стружки и т. д. В таких случаях бывает достаточно провести чистку устройства. Во избежание этой проблемы следует соблюдать правила эксплуатации аппарата: не работать вблизи включенной болгарки, проезжей части, распила деревьев и пр.
- Неадекватно подобранный ток. Сварочный ток должен соответствовать размеру электрода, его типу и скорости сварки. В этом случае ремонт сварочного инвертора Ресанта может и не потребоваться, бывает достаточно настроить работу корректно.
- Повреждение модуля инвертора. Это наиболее серьезная проблема, для решения которой не обойтись без помощи профессионалов. Причины могут быть разными — от механических ударов до заводского брака. Для устранения такой проблемы сварки Ресанта, цены на ремонт обычно наиболее высокие.


Ремонт сварочных полуавтоматов
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Нарушение условий эксплуатации оборудования: чрезмерно длительная работа устройств без перерыва, работа во влажном помещении, использование в качестве резака по слишком толстому металлу и пр.)
- Неверно подобранный сварочный ток. Чтобы избежать этой ошибки следует четко следовать инструкции.
- Проблемы с кабелем — разрыв, окисление контактов. Если в ходе обследования кабеля будут выявлены его дефекты, то проблема решится путем замены кабеля на новый.
 Если в ходе обследования кабеля будут выявлены его дефекты, то проблема решится путем замены кабеля на новый.
Если в ходе обследования кабеля будут выявлены его дефекты, то проблема решится путем замены кабеля на новый.Особенности ремонта аргонодуговых аппаратов
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Перебои в уровне напряжения питающей сети способны вывести из строя непосредственно транзистор или трансформатор. Кроме того, возможные перегорания контактов и короткие замыкания внутри электрического контура.
- Загрязнение элементов внутри корпуса. Эта проблема очень распространена. Чтобы ее избежать, следует хранить устройство в защитном корпусе, а работы производить вдали от пыльных автотрасс, мест работы болгаркой, продуваемых площадей и мест работы с деревом.
- Ошибки, связанные с подключением аппарата. Чтобы исключить эту ошибку, следует обратиться к инструкции по эксплуатации оборудования и внимательно проверить корректность подключения устройства к сети.
Особенности ремонта аппаратов плазменной резки
Оборудование плазменной резки активно используется в металлообрабатывающей отрасли, в строительстве и в автомобильной отрасли.
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Резкие и существенные перепады уровня напряжения в электрической сети. Перед включением оборудования следует проверить напряжение в сети.
- Физическая изношенность конструктивных элементов и комплектующих аппарата. Для решения поломки подобного характера потребуется замена узла, истратившего свой ресурс.
- Короткое замыкание: внутреннее или внешнее. Вне зависимости от того, на каком участке электрического контура произошла авария, следует немедленно вынуть из сети сварочный аппарат и пригласить электрика для ремонта домовой электросети. Сварочное оборудование для ремонта лучше доверить профессионалу.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-200 65/9
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-200 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
- Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
- Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
- Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
- Горелка съемная.
 Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.Основное преимущество полуавтомата — это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-200
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.
- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Регулятор форсажа дуги.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).

Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
| Диаметр электродной проволоки: | 0,5-0,8 мм | 0,8-0,1 мм |
| Вылет электрода: | 7-10 мм | 8-12 мм |
| Расстояние от сопла до металла: | 7-10 мм | 8-12 мм |
| Расход углекислого газа: | 10-15 дм3/мин | 10-15 дм3/мин |
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.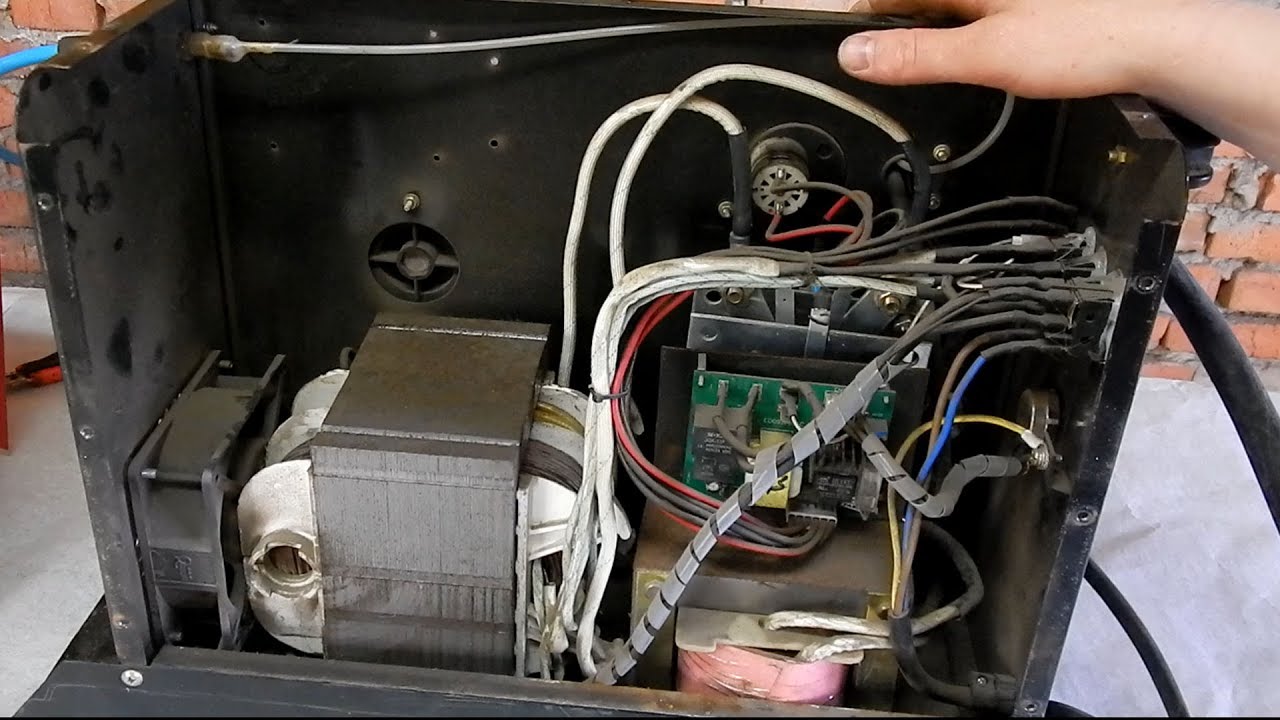
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
как собрать, плюсы и минусы, возможные сложности
Сварочный полуавтомат – это инструмент, который может сварит какой угодно металл. Его может использовать и професионал и любитель, но так всё было не всегда.
В прошлом веке полуавтоматов вообще не было, а функции, для которых они созданы исполняли трансформаторы.
Они были очень мощными, но при этом неудобными в эксплуатации, так как были большими и неподъёмными.
Время шло и технологии тоже не стояли на месте. Изобрели сварочные аппараты — предки первых полуавтоматов. Они были инверторного типа.
Содержание статьиПоказать
Общие сведения
Подручные материалы — основа для самодельного сварочного устройства
Если сравнить трансформаторы и полуавтоматы, то можем обнаружить очень много преимуществ у полуавтоматов. Они просты в эксплуатации (меньше и легче) и поддерживают исполнение разных методов сварки. Ещё трансформаторы имеют достаточно бедный арсенал функций, возможностей в сравнении с полуавтоматами.
Они просты в эксплуатации (меньше и легче) и поддерживают исполнение разных методов сварки. Ещё трансформаторы имеют достаточно бедный арсенал функций, возможностей в сравнении с полуавтоматами.
У преимуществ полуавтомата есть своя цена и при чём немаленькая. Они дают тебе немалый набор функций, а взамен требуют денег в три раза больше, чем за ограниченный в этом плане трансформатор.
Поэтому любители, которые будут его использовать от силы пару раз в год, не всегда готовы платить такую сумму та и это лишено всякого смысла.
Но учитывая, что полуавтоматы изготовлены на базе инвертора, то возникает возможность создать один самостоятельно. Для это нужен сварочный аппарат инверторного типа, в качестве инвертора. И дальше мы объясним как именно это сделать, какие нюансы нужно помнить и всё что может быть полезным вам в этой затее.
Изготовление полуавтомата
Для начала выясним из чего состоит полуавтомат, а точнее – его основные компоненты. У него есть силовой и подающий блоки. Первый это силовая часть, а второй это подающий механизм. Также при процессе сварки полуавтомат использует одну из своих частей – присадочную проволоку.
Она нужна в качестве электрода, её функция – это проводить ток в сторону формирования шва и позволяет этой формации происходить. Она должна подаваться в зону сварки, обычно для этого существует, как уже говорилось выше, подающий механизм, но также это можно делать вручную.
У полуавтоматов, сделанных своими руками, он обычно расположен отдельно, а в остальных – встроенный в подающий блок.
Учитывая, что у полуавтомата всего два блока, то есть подающий в отдельно стоящем состоянии, то и силовой тоже. Последний работает источником тока. Ещё силовой блок работает на базе инвертора.
Среди других элементов, из которых состоит самодельный инструмент нам нужны горелка, сопло, и шланг или сварочный рукав и ещё некоторые детали, работающие с газом. Весь агрегат может состоять из двух частей не связанных между собой.
Поэтому его тяжело назвать компактным или очень удобным для эксплуатации. Этим самодельный полуавтомат хуже, чем покупная версия.
Чтобы устранить этот недостаток есть информация как создать тележку, чтобы было удобней транспортировать все части инструмента. Вы можете её усовершенствовать по характеристикам вашего аппарата.
Как работает стандартный полуавтомат
Принцип его работы – это простой и понятный алгоритм. Что в нём разобраться не обязательно быть специалистом или великим учёным.
Сначала горелка направляется в сварочную зону работником, в то же время подается сварочная проволока в горелку, а вместе с ней подается и защитный газ. Это происходит в полуавтоматическом режиме, что делает процесс достаточно комфортным.
В результате между деталями, которые нужно сплавить и сварочным механизмом находится смесь газов, в которых создается разряд, который в свою очередь провоцирует плавление металла. Потом происходит смешивание с расплавленной проволокой и возможна формация шва.
Этот принцип достаточно ясен и не требует особых навыков для выполнения, нужна лишь проволока и баллон с газом. Для чего нужна проволока мы уже выяснили, а газ нужен для защиты сварочной зоны от возможного окисления.
Подбор расходных материалов
Как к заводскому, так и к самодельному устройству нужно много дополнительных компонентов
В этом блоке обсудим немного подробнее о материалах и деталях, необходимых для работы, а также о том как выбрать нужные детали. При выборе проволоки важные её характеристики это диаметр, который должен равняться толщине материала для сварки и состав, который должен быть идентичным составу материала.
При выборе проволоки важные её характеристики это диаметр, который должен равняться толщине материала для сварки и состав, который должен быть идентичным составу материала.
Ещё в процессе допустимы к использованию разные газы. Правда, мы рассматриваем в этой статье вариант, где используется углекислота.
Если же заменить проволоку порошковой у вас появится возможность исключить газ при сварке. Данный вид проволоки не цельнометаллическая, потому что в её середине расположен флюс. Этот материал при плавлении высвобождается и образовывает пары, которые заменяют газ в его защитной функции.
Эта технология хороша для трудноосуществимой сварки, а для обычной – нет, потому что флюс не обеспечивает качественный шов. Так что для достижения хорошего результата лучше использовать обычную проволоку.
Рекомендуемый набор для домашней сборки инструмента для сварки содержит газовый баллон с углекислотой и металлическая проволока, которая соответствует параметрам материала, который будет сплавляться.

Баллоны бывают по 10 или по 5 литров, так что не нужно покупать 40 литров сразу. Если у вас есть машина, то вы можете самостоятельно заняться их транспортировкой, не переплачивая за доставку.
Полуавтомат своими руками
В качестве основы для нашего самодельного аппарата будет выступать сварочный инвертор, который используют для дуговой сварки. Подающий механизм собирается из подручных материалов.
Почти все компоненты, необходимые при изготовлении, можно заказать в интернете. При чём за приемлемую цену и при этом отпадает необходимость изготовления этих деталей.
Например, такой компонент как сварочный рукав лучше не делать самостоятельно, а поручить это дело специалистами и заказать по низкой цене.
Ведь пытаясь изготовить их вы тратите время, которое можно было потратить на самодельный полуавтомат.
Рациональность изготовления
Безусловно у вас может возникнуть вопрос «А не проще ли купить полуавтомат в магазине?». Ведь покупной инструмент компактней и не нужно тратить много времени.
Ведь покупной инструмент компактней и не нужно тратить много времени.
И вы будете правы задав этот вопрос. Есть несколько причин актуальности этого пути и в каких условиях своими руками делать не стоит, а лучше пойти по пути наименьшего сопротивления.
Плюсы
Самодельный аппарат собранный в гараже
Как уже указывалось ранее – полуавтоматы дорогие, а особенно хорошие полуавтоматы. Если говорить о цифрах, то это минимум 300-400 долларов за инструмент, который вы используете всего пару раз в год. И это только аппарат, а ведь ещё нужны дополнительные материалы как газовые баллоны, проволока, горелка и прочее.
Вы готовы потратить столько денег на вещь, которая вам почти никогда не пригодится? Самодельный полуавтомат не только дешевле, а и может быть качественнее при покупке запчасти нужной вам добротности.
Основная экономия ресурсов будет на покупке инвертора. Всё что от него требуется это высокая мощность, так что его можно купить б/у, поэтому нет потребности в покупке дорогого. Это будет ядро вашего полуавтомата.
Это будет ядро вашего полуавтомата.
В то же время сборка полуавтомата своими руками это интересная и хорошая практика перед тем, как собирать какие-то другие электроприборы. Схемы и примеры таких сборок есть на различных форумах в свободном доступе, так что вы можете развивать свои навыки, ведь это полезное и достаточно увлекательное увлечение.
Минусы
Пример самодельного устройства
Есть несколько причин почему стоит отказаться от этой затеи. Одна из них это то, что у вас не будет гарантии на созданный аппарат. Если вы купите в магазине у вас будет возможность при поломке получить бесплатный ремонт в сервисном центре, а это значительная экономия денежных ресурсов. А самодельный нужно будет либо чинить самостоятельно, либо делать новый. Ещё есть проблема с временем.
Так как самодельным полуавтоматом нужно будет заниматься самостоятельно, то на это уйдёт много времени, чтобы сделать всё качественно, также время может уйти на выяснение причин проблем в работе если вы что-то сделаете не так во время сборки. А для этого нужны также знания электротехники.
А для этого нужны также знания электротехники.
Но эта причина не так глобальна как предыдущие так как невозможно взять эти знания из ниоткуда и изучение схем, и попытка следовать инструкциям, и изучение статей это элемент обучения. Главное не пренебрегать источниками дополнительной информации и черпать от них максимальное количество полезных знаний.
Небольшое заключение
Если нужна замена заводскому сварочному полуавтомату для дома, то самодельный – неплохой вариант для вас. Он и дешевле вам обойдётся, и более неприхотлив чем заводская модель. Среди плюсов самостоятельной сборки – это то, что вы будете точно знать какая деталь за что отвечает и где она находится так что в случае поломки вы быстро сможете его починить. Также у вас будет схема аппарата, по которой, в случае чего вы быстро сможете вычислить необходимую вам деталь.
Необходимость сборки такого инструмента напрямую зависит от того, как вы будете его эксплуатировать. Если он вам необходим для редких случаев дома, то целесообразней собрать домашний.![]() Если он нужен вам для работы или для постоянных ремонтных работ, то для вас вариантом по-лучше будет купить заводской аппарат.
Если он нужен вам для работы или для постоянных ремонтных работ, то для вас вариантом по-лучше будет купить заводской аппарат.
Этот вариант для вас будет лучше потому, что у него будет гарантийный талон и он имеет большее количество функций. Ещё одно из преимуществ — это то, что он удобнее для эксплуатации. Также вариант с самостоятельной сборкой хорош почитателям электротехники. Потому что это увлекательный процесс и практика навыков в этом деле.
Переделка сварочного инвертора в полуавтомат своими руками
Общая информация
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Разновидности полуавтоматов (проволочных аппаратов)
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.
Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом.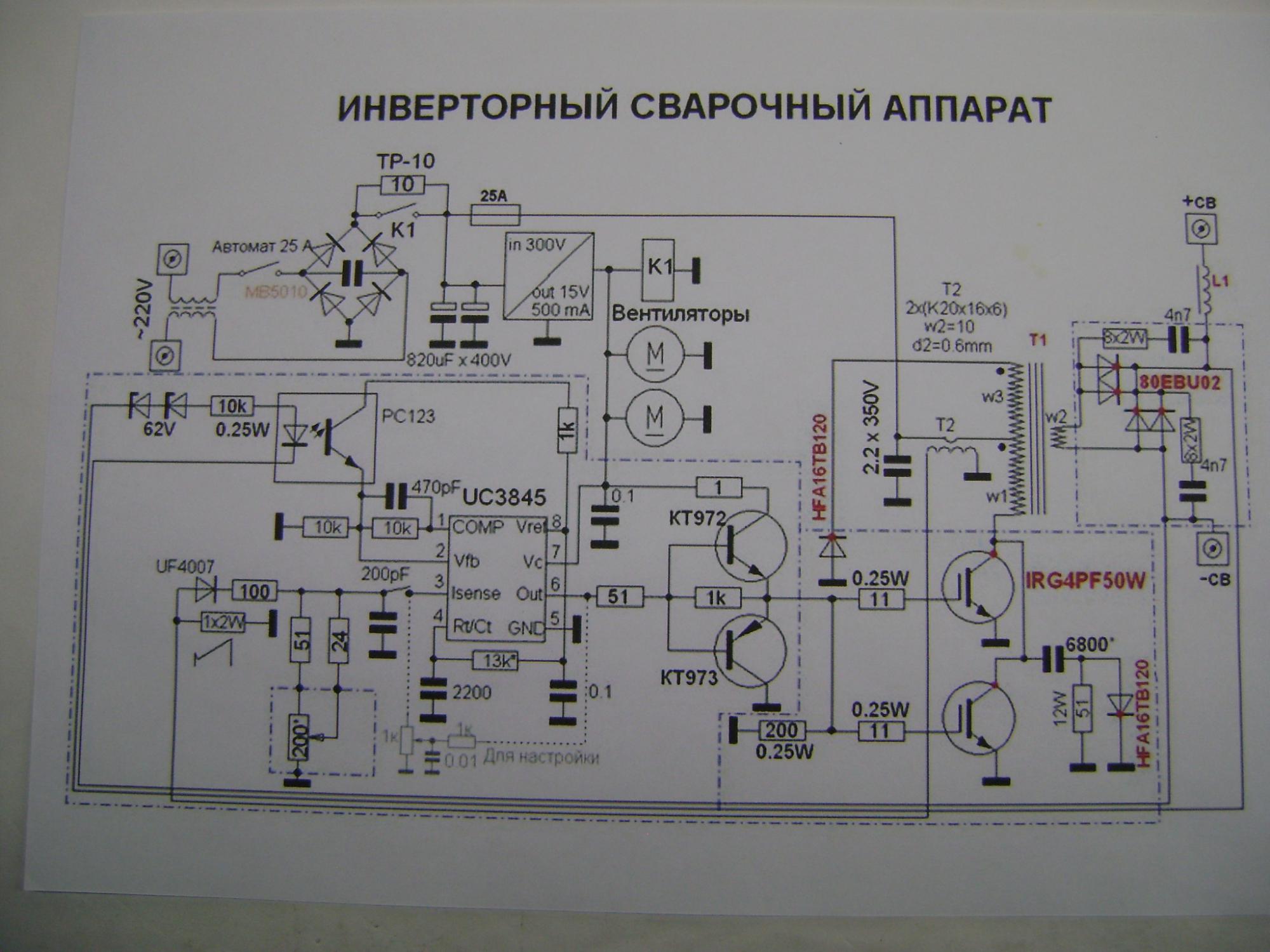 А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
 youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварочное оборудование
Нержавеющая сталь, марки А2 или А4, материал относительно лёгкий для соединения с помощью электросварки. Дома это можно сделать двумя видами сварочных аппаратов:
- MMA — аппарат ручной электросварки электродами, имеющими специальную обмазку.
- MIG/MAG — сварочный полуавтомат. Сочетания букв трудно расшифровать, именно поэтому рассмотрим их характеристики вкратце.

Сварочный аппарат ММА — это машина для дуговой электросварки, выполняемой в домашних условиях. Соединение деталей происходит при расплавлении области их контакта и электрода при нагревании электрической дугой. В аппарате применяется электрод, который легко плавится и образует шов. Его обмазка служит защитным флюсом, образовавшийся при нагревании газ окутывает шов, предохраняя его от доступа кислорода воздуха. Если есть электроды из нержавеющей стали с обмазкой, возможна сварка нержавейки электродом в домашних условиях аппаратом ММА.
Заварить изделие из нержавейки электросваркой в домашних условиях трудновыполнимо из-за проблем найти подходящий электрод из нержавеющей стали. Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.
Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.
Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много. А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные.
Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | ~1400 |
| Медь | ~690 |
| Алюминий | ~430 |
| Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.

Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер.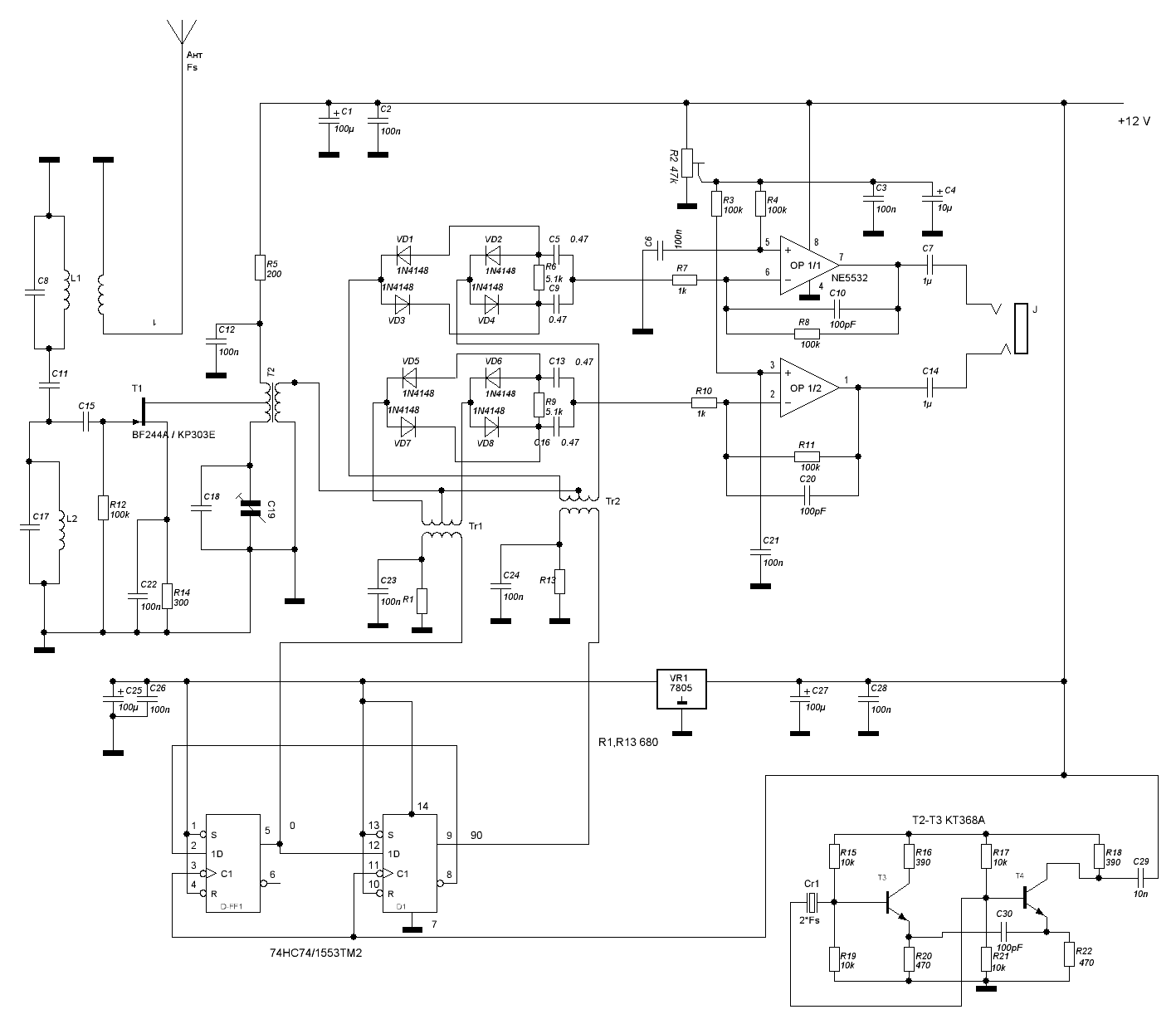 Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий.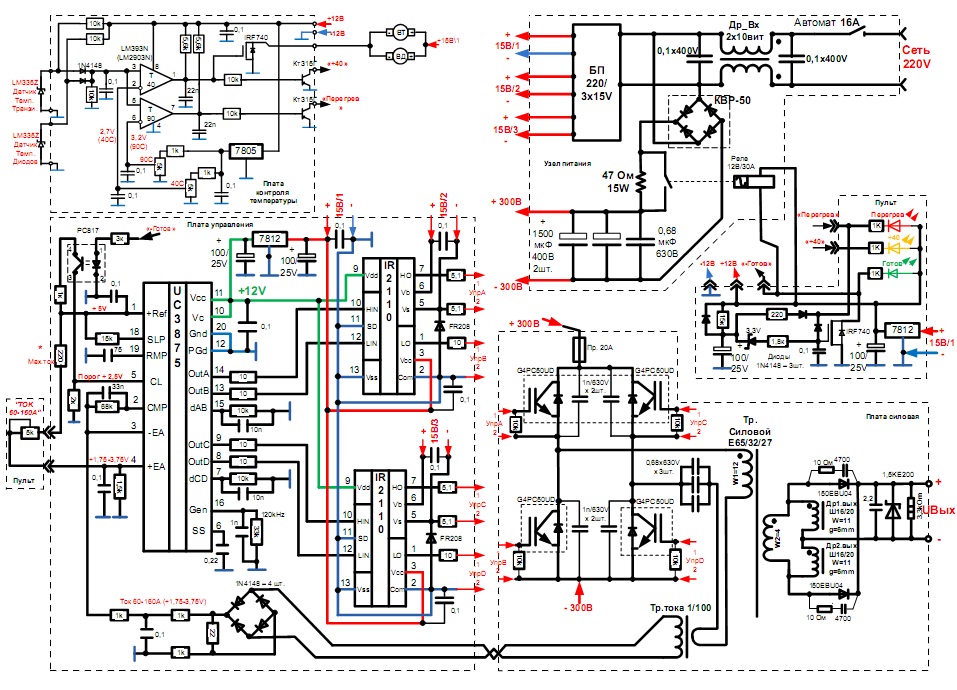 Чаще всего, для этого используются сверла.
Чаще всего, для этого используются сверла.
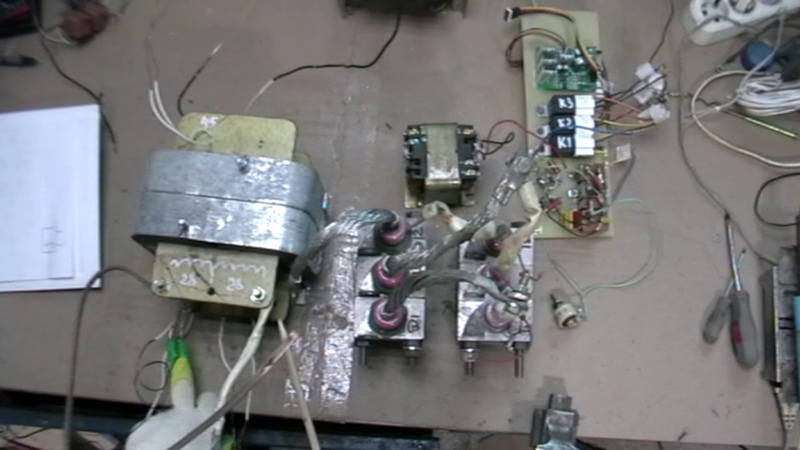
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
 Значение должно быть не более 2 кА.
Значение должно быть не более 2 кА.В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Выбор полуавтомата (проволочного аппарата)
Первое, на что вам нужно обратить свое внимание при выборе полуавтомата — это его предназначение. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Но по техническим характеристикам проще всего определить класс полуавтомата. Если максимальная сила тока составляет до 200 Ампер, значит перед вами бытовой сварочный аппарат. Полупрофессиональные полуавтоматы могут быть до 300 Ампер, это золотая середина. А вот профессиональные сварочники варят от 300 Ампер и больше.
Для сварки на даче или в гараже вам будет достаточно бытового аппарата. Если вы регулярно варите кузова у автомобилей, то лучше присмотритесь к полупрофессиональным аппаратам. Профессиональные модели используются на производствах или в мастерских, где ежедневно выполняется сложная продолжительная сварка.
Отдельно обратим ваше внимание на стоимость аппарата. Покупка самого дешевого полуавтомата — это плохая затея. Он быстро выходит из строя, а его технические характеристики часто не соответствуют реальным показателям. Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Также следите, чтобы у приобретаемого вами аппарата была официальная гарантия. Лучше, если она будет напрямую от производителя, а не от магазина.
Сварочный инвертор своими руками
Многие сварочные агрегаты собираются по инверторной схеме, где в роли переключателя выступают мощные полевые транзисторы. Самый простой инвертор можно собрать в домашних условиях своими руками.
Самый простой инвертор можно собрать в домашних условиях своими руками.
Самодельный сварочный инвертор
Сварочный инвертор своими руками
Производители предлагают большой выбор инверторных сварочных установок. Их всех объединяют общие правила работы. Чтобы соорудить или отремонтировать сварочный инвертор, нужно изучить работу внутренней схемы.
Собираемая конструкция состоит из трех деталей:
- драйверы силовых ключей;
- блок питания;
- силовая часть.
Рассмотрим, как собрать сварочный инвертор с такими показателями:
- сварочный ток – до 250 ампер;
- напряжение – 220 вольт;
- потребляемый максимальный ток – 32 ампера.
Такое устройство может с легкостью сваривать электродом с дугой до одного сантиметра. Коэффициент полезного действия можно сравнить с покупными аппаратами.
Схема сварочного инвертора
Ниже предлагается к изучению схема блока питания аппарата, которая станет полезной для тех, кто разбирается в технике.
Схема инвертора
Для стабилизации напряжения нужно сделать обмотки по ширине корпуса. Таких обмоток несколько:
- первичная – провод эмалированный влагостойкий, 0,3 мм, 100 оборотов;
- вторичная (2) – провод эмалированный влагостойкий, 1 мм, 15 оборотов;
- вторичная (3) – провод эмалированный влагостойкий, 0,2 мм, 15 оборотов;
- вторичная (4) – провод эмалированный влагостойкий, 0,3 мм, 20 оборотов.
Плата для блока питания монтируется отдельно. От силового элемента ее отделяют металлическим листом, который присоединяется к корпусу сварки. Проводники, предназначенные для регулировки затворок, напаиваются максимально близко к транзисторам. При этом их нужно попарно скрутить.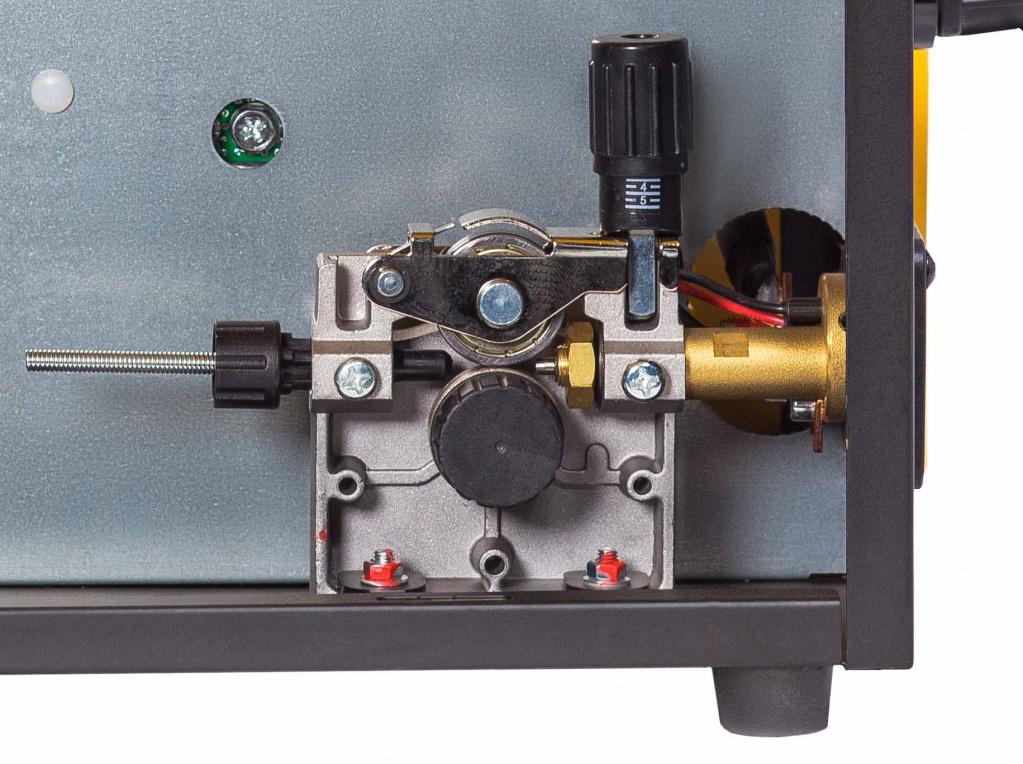 Сечение особой роли не играет, но длина проводников должна составлять не менее 150 миллиметров.
Сечение особой роли не играет, но длина проводников должна составлять не менее 150 миллиметров.
Далее представлена еще одна схема, изображающая силовую часть.
Блок питания представляет собой обычный флай-бэк (источник питания, действие которого основано на двухфазном процессе преобразования энергии). Первичная обмотка блока трансформатора закрывается экранирующей обмоткой из такого же провода. Необходимо проследить, чтобы накладываемые витки полностью закрывали предыдущие и совпадали в направлении. Между ними нужно проложить изоляционный слой.
Для настройки блока питания сопротивление подбирается так, чтобы напряжение, подаваемое в реле, составляло 20-25 вольт.
Вся специфика силовой части отображена на представленной выше схеме. Самое главное – найти для входных выпрямителей сильные и прочные радиаторные элементы. Отлично подойдут модели, которые стояли на старых компьютерах с процессором Pentium 4. Приобрести их можно на рынке или в специальном магазине. В схеме управления представлен только один термический датчик. Он находится внутри корпуса радиатора, температура нагревания которого очень высока.
В схеме управления представлен только один термический датчик. Он находится внутри корпуса радиатора, температура нагревания которого очень высока.
Для блока управления нужно подобрать ШИМ-контроллер модели TL 494. У него работает только один канал регулировки, через который стабилизируется ток в дуге. Конденсатор С1, показанный на схеме, задает напряжение ШИМ, от которого зависит сила сварочного тока.
Ремонт сварочного инвертора
Силовая часть
Перед тем, как ремонтировать инвертор, нужно ознакомиться с распространенными причинами неисправности подобных аппаратов. Для начала следует осмотреть прибор. Места, которые по первичной оценке имеют плохой контакт, отсоединяются, зачищаются и снова подсоединяются. Одно из самых уязвимых мест аппарата – колодка клеммы, к которой подсоединяется сварочный кабель. Непрочный контакт и большая токовая сила приводят к сильному повышению температуры в местах соединения проводов, в результате чего прибор выходит из строя.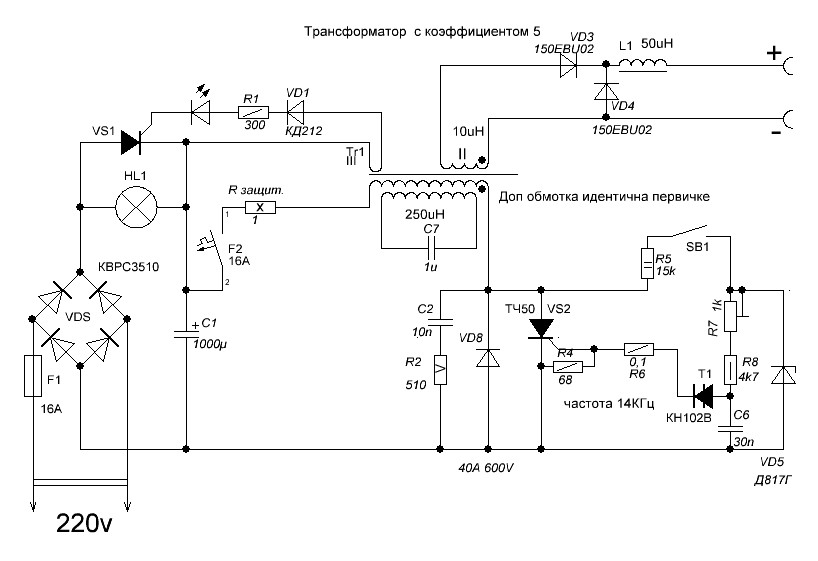
Также встречаются такие неисправности, как:
- чрезмерное потребление тока при отсутствии нагрузки;
- обрыв сварочной дуги;
- плохая регулировка сварочного тока;
- мощности сварочного тока не хватает для работы;
- увеличена шумность трансформатора;
- внезапное отключение.
Если в сети отсутствует нагрузка, но при этом устройство продолжает потреблять много тока, на катушках могут замкнуть витки. Ликвидировать такую поломку очень легко – для этого достаточно перемотать или наладить изоляционный слой. Если часто пропадает сварочная дуга, но заново зажечь ее не удается, и при этом появляются мелкие искры, скорее всего, произошел пробой обмотки.
За самостоятельный ремонт инвертора нужно браться только при уверенности в своих силах и хороших знаниях электроники. В противном случае следует обратиться к специалисту.
Нет напряжения на выходе сварочного инвертора
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
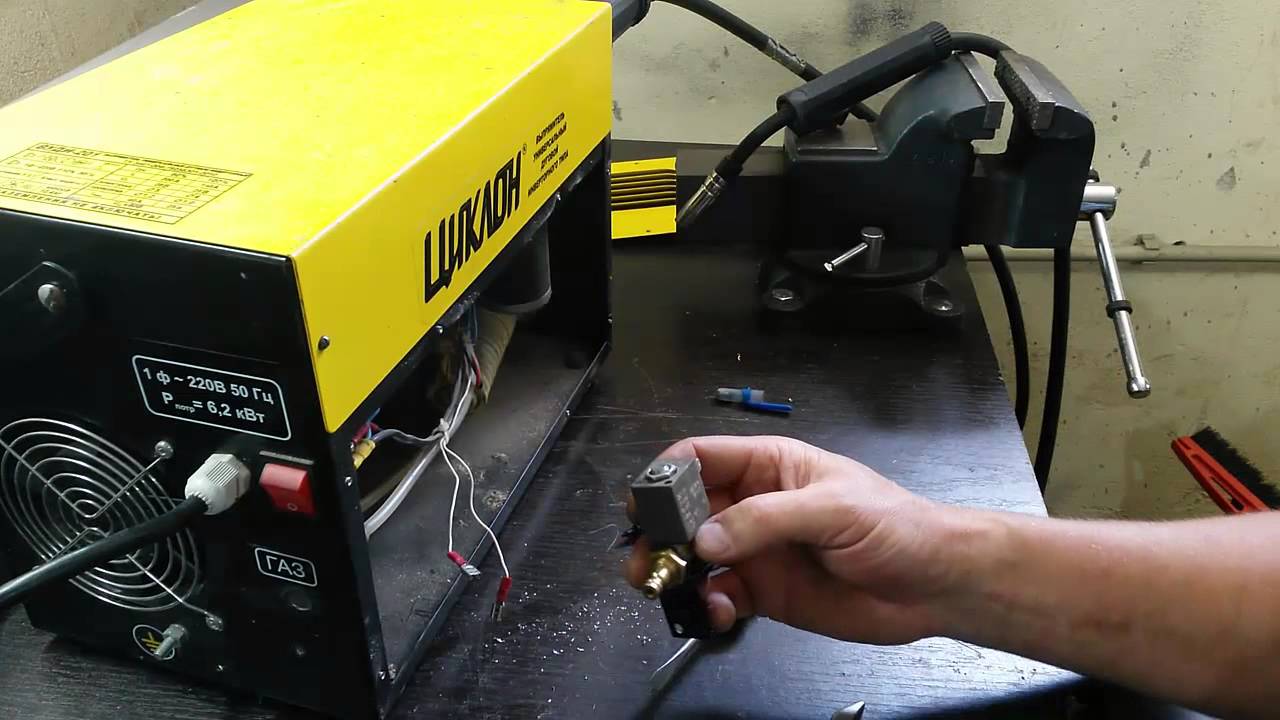
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2. 5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Читайте также: Выбор сварочного инвертора
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
Основные неисправности сварочных инверторов и методы их устранения
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
 youtube.com/embed/G0hLKjCZdZQ?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
youtube.com/embed/G0hLKjCZdZQ?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.

Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.

 Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.


Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.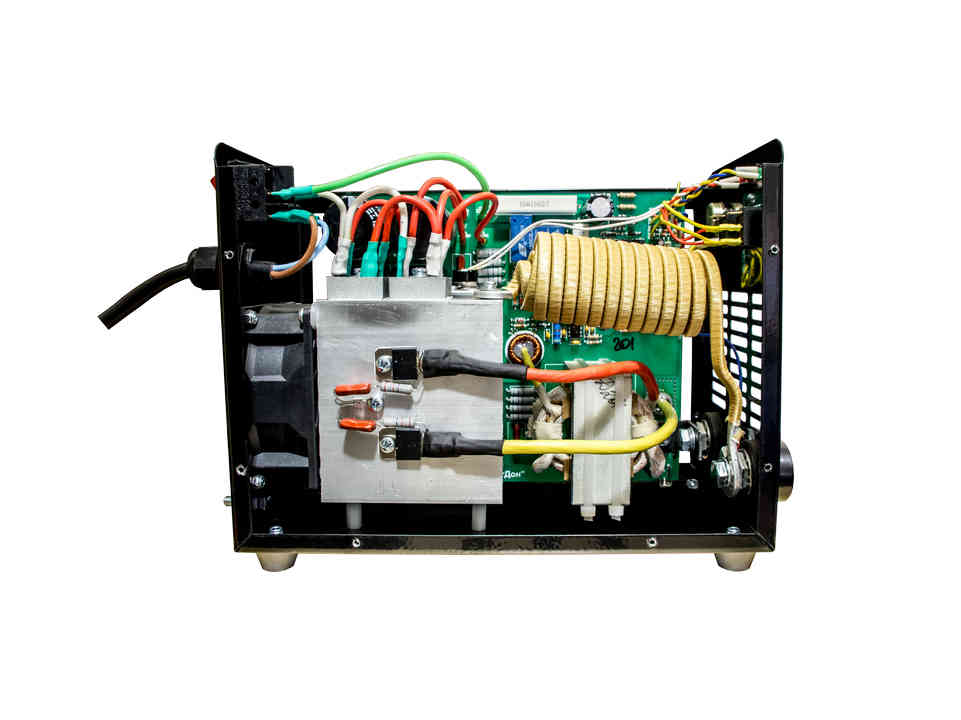
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.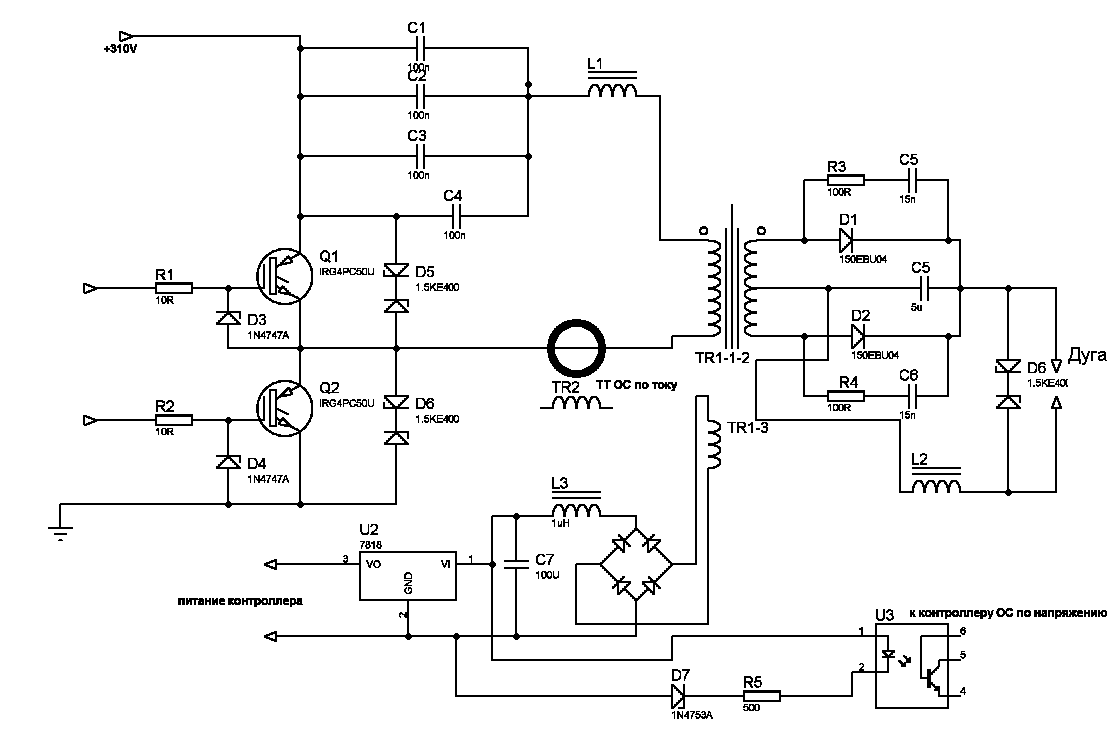
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Нет регулировки тока в сварочном аппарате.
Нет регулировки тока.
Наиболее часто встречающаяся проблема, с которой сталкиваются сварщики, работающие с аппаратами бытового типа.
Для этого есть ряд причин, которые мы рассмотрим ниже.
Давайте разберемся, о какой регулировке идет речь: аппарат искрит и не дает дугу или варит только на максимальном токе.
Существует ряд причины данной неисправности.
1. Первая из них, не самая распространенная, которую легко найти, не разбирая аппарата. Это механическое повреждение регулятора тока. Это будет сразу заметно при визуальном осмотре внешнего вида аппарата – отломана ручка, большой люфт между ручкой потенциометра и передней панелью аппарата, а также проскакивание, либо слишком легкое прокручивание ручки потенциометра, чего раньше не было.
2. При искрении аппарата, возможно, что причина неисправности — нарушение работы или повреждение функции AntiStick (залипание электрода).
Вероятно причина неисправности — нарушение работы обратной связи регулировки тока.
3. Самая распространенная причина – это нарушение схемы питания аппарата. Где система зарядки конденсаторов целая, а реле, замыкающее систему зарядки внутренней цепи, повреждено или по какой-то причине не сработало.
4. Если аппарат работает только на максимальном токе, то это, как правило, серьезная неисправность, которая может привести к более серьезной поломке аппарата.
Если причина отсутствия регулировки тока заключается не в механическом повреждении потенциометра, то советуем не эксплуатировать аппарат и обратиться в сервисный центр. Основная причина данной неисправности – потеря обратной связи по току. Это свидетельствует о нарушении внутренней схемы аппарата. Это может быть поврежденный операционный усилитель, вышедший из строя по причине пыли или конденсата; нарушение работы шим-контролера; в старых аппаратах – нарушение соединения проводов обратной связи к шумту; нарушение соединения проводов датчика тока в следствие плохой установки внутри аппарата.
Энергии | Бесплатный полнотекстовый | Обзор резонансных схем для беспроводной передачи энергии
1. Введение
С целью добиться отсутствия силовых кабелей, искрообразования, повышения удобства и высокой гибкости беспроводная передача энергии (WPT) привлекла значительное внимание во многих промышленных и междисциплинарных приложениях. области [1,2,3]. Как одна из наиболее известных технологий, WPT меняет привычное использование энергии в повседневной жизни человека.Кроме того, он показывает большой потенциал для различных приложений, таких как портативные электронные устройства [4], медицинские инструменты [5], недоступная электроника [6], отопление [7], электромобили (EV) [8,9,10 ], включая стационарную зарядку [11], динамическое движение и зарядку [12] и привод от двигателя колеса [13]. Что касается расстояния передачи энергии, WPT можно разделить на две основные группы, а именно дальнюю зону и передача в ближнем поле. Передача в дальней зоне должна быть в основном предназначена для приложений с низким энергопотреблением с более низким приоритетом эффективности передачи.Как правило, передача в дальней зоне осуществляется с помощью микроволнового излучения или лазера по прямому пути передачи в зоне прямой видимости [14]. Принимая во внимание эффективность и безопасность воздействия на человека [15], передача в дальнем поле не должна быть хорошим вариантом для передачи энергии в нашей повседневной жизни.
Как одна из наиболее известных технологий, WPT меняет привычное использование энергии в повседневной жизни человека.Кроме того, он показывает большой потенциал для различных приложений, таких как портативные электронные устройства [4], медицинские инструменты [5], недоступная электроника [6], отопление [7], электромобили (EV) [8,9,10 ], включая стационарную зарядку [11], динамическое движение и зарядку [12] и привод от двигателя колеса [13]. Что касается расстояния передачи энергии, WPT можно разделить на две основные группы, а именно дальнюю зону и передача в ближнем поле. Передача в дальней зоне должна быть в основном предназначена для приложений с низким энергопотреблением с более низким приоритетом эффективности передачи.Как правило, передача в дальней зоне осуществляется с помощью микроволнового излучения или лазера по прямому пути передачи в зоне прямой видимости [14]. Принимая во внимание эффективность и безопасность воздействия на человека [15], передача в дальнем поле не должна быть хорошим вариантом для передачи энергии в нашей повседневной жизни.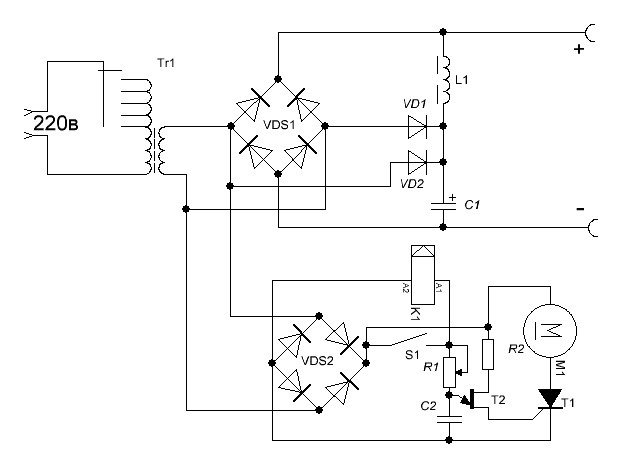 Из-за высокой эффективности и меньшего предела безопасности радиочастотного воздействия передача в ближнем поле невозможна. лучший вариант по сравнению с микроволновым или лазерным излучением [16]. В частности, индуктивная передача мощности (IPT), емкостная передача мощности (CPT) и связь с постоянными магнитами (PMC) являются наиболее популярными технологиями БПЭ в ближней зоне [17,18,19].Более того, на основе резонанса магнитного и электрического полей в LC-контуре, использование магнитно-резонансной связи (MRC) для IPT стало доминирующим в системе WPT [20,21]. Что касается передачи в ближнем поле, ее можно было бы дополнительно разделить на две подгруппы, а именно передачи ближнего и среднего действия. Как правило, БПЭ ближнего поля ближнего действия указывает на то, что передатчик и приемник находятся на расстоянии нескольких сантиметров на основе подхода с двумя катушками. Для этих приложений с малым радиусом действия рабочая частота резонансного контура обычно находится в диапазоне от 10 кГц до нескольких мегагерц [22].
Из-за высокой эффективности и меньшего предела безопасности радиочастотного воздействия передача в ближнем поле невозможна. лучший вариант по сравнению с микроволновым или лазерным излучением [16]. В частности, индуктивная передача мощности (IPT), емкостная передача мощности (CPT) и связь с постоянными магнитами (PMC) являются наиболее популярными технологиями БПЭ в ближней зоне [17,18,19].Более того, на основе резонанса магнитного и электрического полей в LC-контуре, использование магнитно-резонансной связи (MRC) для IPT стало доминирующим в системе WPT [20,21]. Что касается передачи в ближнем поле, ее можно было бы дополнительно разделить на две подгруппы, а именно передачи ближнего и среднего действия. Как правило, БПЭ ближнего поля ближнего действия указывает на то, что передатчик и приемник находятся на расстоянии нескольких сантиметров на основе подхода с двумя катушками. Для этих приложений с малым радиусом действия рабочая частота резонансного контура обычно находится в диапазоне от 10 кГц до нескольких мегагерц [22].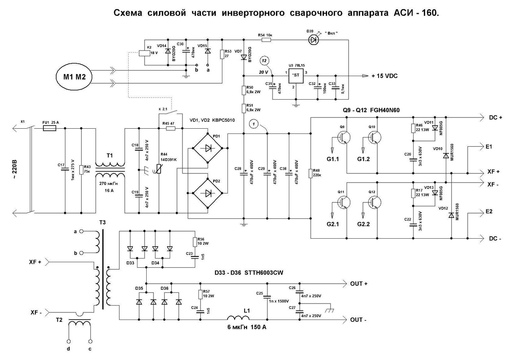 Обычно рассеивание энергии в инверторе мощности увеличивается с увеличением рабочей частоты. С увеличением воздушного зазора в ближней зоне передачи в среднем диапазоне, катушка приемника может захватывать меньшую магнитную индукцию [23]. Путем установки промежуточных резонаторов с одинаковой резонансной частотой в катушку передатчика и катушку приемника можно эффективно облегчить передачу энергии через широкий воздушный зазор [24,25]. Кроме того, структура таких решеток катушек была исследована для повышения эффективности за счет более сильной резонансной связи в приложениях среднего диапазона ближнего поля [26].Использование высокой рабочей частоты, превышающей 10 МГц, может улучшить коэффициент качества системы, что приведет к более высокой эффективности передачи в системе БПЭ среднего диапазона. Однако такая высокочастотная работа существенно увеличит коммутационные потери в цепях управления. В предыдущих обзорных статьях по БПЭ они были сосредоточены на описании исторического развития БПЭ с конца 1890-х гг.
Обычно рассеивание энергии в инверторе мощности увеличивается с увеличением рабочей частоты. С увеличением воздушного зазора в ближней зоне передачи в среднем диапазоне, катушка приемника может захватывать меньшую магнитную индукцию [23]. Путем установки промежуточных резонаторов с одинаковой резонансной частотой в катушку передатчика и катушку приемника можно эффективно облегчить передачу энергии через широкий воздушный зазор [24,25]. Кроме того, структура таких решеток катушек была исследована для повышения эффективности за счет более сильной резонансной связи в приложениях среднего диапазона ближнего поля [26].Использование высокой рабочей частоты, превышающей 10 МГц, может улучшить коэффициент качества системы, что приведет к более высокой эффективности передачи в системе БПЭ среднего диапазона. Однако такая высокочастотная работа существенно увеличит коммутационные потери в цепях управления. В предыдущих обзорных статьях по БПЭ они были сосредоточены на описании исторического развития БПЭ с конца 1890-х гг. , От дальнего поля к ближнему и от проблем к достижениям [16,27]. Для лучшего использования WPT в передаче на средних частотах были обобщены вопросы согласования импеданса, топологии релейных и доминорезонаторов [28,29].В связи с появлением рынка электромобилей, беспроводная зарядка электромобилей, в том числе электромобилей с дорожным питанием (RPEV) и электромобилей со стационарной зарядкой (SCEV), оказалась в центре внимания в связи с экологичным транспортом [30]. В частности, были рассмотрены несколько поколений RPEV, также называемых онлайн-электромобилями, с акцентом на их типы сердечников, структуру катушек и методы переключения [31]. Для SCEV также обсуждались различные системы WPT, включая IPT, CPT и PMC [32]. Однако обзор силовых электронных схем для БПЭ в литературе отсутствует.Поскольку схемотехника является одной из основных технологий БПЭ и в последние десятилетия активно развивалась, весьма желателен всесторонний обзор этой технологии.
, От дальнего поля к ближнему и от проблем к достижениям [16,27]. Для лучшего использования WPT в передаче на средних частотах были обобщены вопросы согласования импеданса, топологии релейных и доминорезонаторов [28,29].В связи с появлением рынка электромобилей, беспроводная зарядка электромобилей, в том числе электромобилей с дорожным питанием (RPEV) и электромобилей со стационарной зарядкой (SCEV), оказалась в центре внимания в связи с экологичным транспортом [30]. В частности, были рассмотрены несколько поколений RPEV, также называемых онлайн-электромобилями, с акцентом на их типы сердечников, структуру катушек и методы переключения [31]. Для SCEV также обсуждались различные системы WPT, включая IPT, CPT и PMC [32]. Однако обзор силовых электронных схем для БПЭ в литературе отсутствует.Поскольку схемотехника является одной из основных технологий БПЭ и в последние десятилетия активно развивалась, весьма желателен всесторонний обзор этой технологии. Цель данной статьи — дать обзор резонансных цепей для системы БПЭ ближнего поля.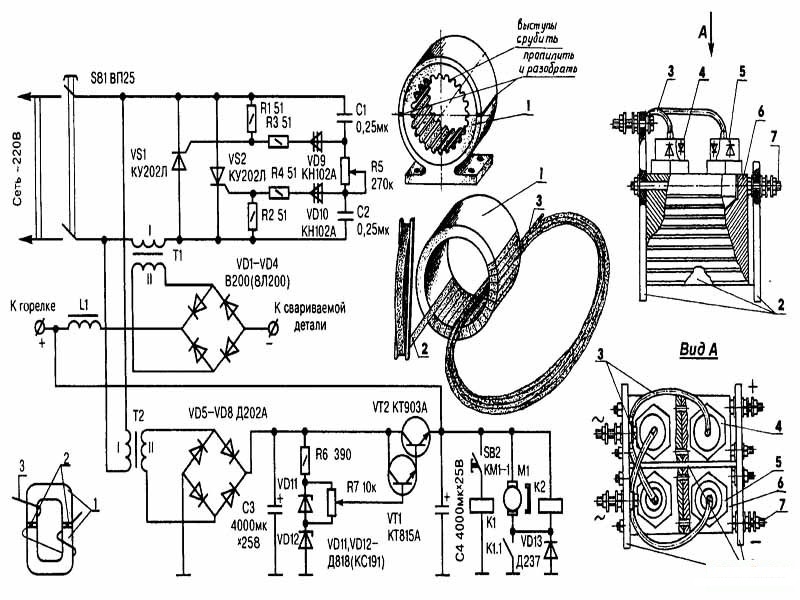 Будут рассмотрены и обсуждены современные технологии этих резонансных контуров, включая нерезонансные преобразователи с резонансным баком и резонансные инверторы. Тем временем также будут представлены компенсационные сети и избирательная передача энергии.
Будут рассмотрены и обсуждены современные технологии этих резонансных контуров, включая нерезонансные преобразователи с резонансным баком и резонансные инверторы. Тем временем также будут представлены компенсационные сети и избирательная передача энергии.
2. Нерезонансные преобразователи с резонансным резервуаром
Существует множество приложений БПЭ, как показано на рисунке 1. Среди них преобразование мощности AC-DC-AC широко используется в первичной обмотке. сторона, которая включает преобразователь переменного тока в постоянный, соединенный последовательно с преобразователем постоянного тока в переменный (обычно называемый инвертором). Преобразователь переменного тока в постоянный служит для преобразования мощности переменного тока из сети в стабильную мощность постоянного тока. Затем инвертор вырабатывает высокочастотный переменный ток для питания резонансного контура, где он классифицируется как резонансный инвертор, как показано на рисунке 2.Очевидно, что эта двухступенчатая топология имеет некоторые недостатки, такие как дорогостоящий и громоздкий канал постоянного тока и более высокие потери при переключении. Чтобы исключить звено постоянного тока, прямой одноступенчатый преобразователь переменного тока в переменный является хорошим вариантом для обеспечения желаемой высокочастотной мощности переменного тока.
сторона, которая включает преобразователь переменного тока в постоянный, соединенный последовательно с преобразователем постоянного тока в переменный (обычно называемый инвертором). Преобразователь переменного тока в постоянный служит для преобразования мощности переменного тока из сети в стабильную мощность постоянного тока. Затем инвертор вырабатывает высокочастотный переменный ток для питания резонансного контура, где он классифицируется как резонансный инвертор, как показано на рисунке 2.Очевидно, что эта двухступенчатая топология имеет некоторые недостатки, такие как дорогостоящий и громоздкий канал постоянного тока и более высокие потери при переключении. Чтобы исключить звено постоянного тока, прямой одноступенчатый преобразователь переменного тока в переменный является хорошим вариантом для обеспечения желаемой высокочастотной мощности переменного тока.2.1. Однофазный преобразователь переменного тока в переменный
Однофазный преобразователь переменного тока в переменный показан на рисунке 3a, который основан на управлении свободными колебаниями и подачей энергии. Этот одноступенчатый преобразователь может упростить конструкцию контроллера с низкой частотой переключения без обратного потока мощности [33].Переключатели S 1 и S 2 в основном используются для управления потоком мощности, а S 3 и S 4 работают, чтобы создать резонансный контур во время S 1 и S 2 OFF. Количество колебаний можно регулировать частотой переключения S 1 и S 2 . Между тем, отношение номинальной резонансной частоты к частоте переключения можно использовать для управления мощностью, поступающей в резонансный контур.Для отслеживания резонанса контура может применяться метод переменной частоты, что позволяет легко добиться переключения при нулевом токе (ZCS) [34]. Эта топология имеет определенное преимущество, заключающееся в том, что можно исключить звено постоянного тока и его громоздкий элемент накопления энергии [35]. Однако провалы тока вокруг точек перехода источника переменного тока через ноль неизбежны.
Этот одноступенчатый преобразователь может упростить конструкцию контроллера с низкой частотой переключения без обратного потока мощности [33].Переключатели S 1 и S 2 в основном используются для управления потоком мощности, а S 3 и S 4 работают, чтобы создать резонансный контур во время S 1 и S 2 OFF. Количество колебаний можно регулировать частотой переключения S 1 и S 2 . Между тем, отношение номинальной резонансной частоты к частоте переключения можно использовать для управления мощностью, поступающей в резонансный контур.Для отслеживания резонанса контура может применяться метод переменной частоты, что позволяет легко добиться переключения при нулевом токе (ZCS) [34]. Эта топология имеет определенное преимущество, заключающееся в том, что можно исключить звено постоянного тока и его громоздкий элемент накопления энергии [35]. Однако провалы тока вокруг точек перехода источника переменного тока через ноль неизбежны.
2.2. Трехфазный преобразователь переменного тока в переменный
Обычно однофазный преобразователь переменного тока в переменный страдает от сильных просадок тока вокруг нулевых переходов источника переменного тока, особенно при высоком отношении номинальной резонансной частоты к частоте переключения.Для некоторых приложений с трехфазным источником переменного тока аналогичный одноступенчатый преобразователь переменного тока в переменный может быть сконструирован на основе того же принципа управления свободными колебаниями и подвода энергии.
Трехфазный преобразователь переменного тока в переменный, показанный на рисунке 3b, включает в себя матричный преобразователь с шестью переключателями обратной блокировки и одним обычным полевым МОП-транзистором или IGBT. Работа включает восемь режимов с шестью режимами инжекции энергии и двумя режимами свободных колебаний [36,37]. В основном, управление впрыском энергии такое же, как и у однофазного преобразователя переменного тока в переменный. Чтобы избежать перехода напряжения через ноль, клеммы резервуара LC меняются между наиболее положительной и наиболее отрицательной входными фазами. В частности, путем управления энергией, вводимой в резервуар LC, накапливаемой в каждом полупериоде резонансного тока, до достижения опорное значение, элемент управления регулирования выходного тока, напряжения и мощности может быть реализована [38]. Естественно, этот преобразователь наследует преимущества однофазного преобразователя переменного тока в переменный, но с лучшими просадками тока и более высокой мощностью.Поскольку количество переключателей питания увеличивается, неизбежно возрастает сложность управления.
Чтобы избежать перехода напряжения через ноль, клеммы резервуара LC меняются между наиболее положительной и наиболее отрицательной входными фазами. В частности, путем управления энергией, вводимой в резервуар LC, накапливаемой в каждом полупериоде резонансного тока, до достижения опорное значение, элемент управления регулирования выходного тока, напряжения и мощности может быть реализована [38]. Естественно, этот преобразователь наследует преимущества однофазного преобразователя переменного тока в переменный, но с лучшими просадками тока и более высокой мощностью.Поскольку количество переключателей питания увеличивается, неизбежно возрастает сложность управления.2.3. Преобразователь инжекции энергии с питанием от постоянного тока
Другой нерезонансный преобразователь, преобразователь с инжекцией энергии с питанием от постоянного тока, изображен на рисунке 3c, где резонансный контур используется в качестве промежуточного элемента накопления энергии [39]. Энергия вводится в резервуар LC, когда выключатель S 1 выключен. Сначала включается переключатель S 1 , чтобы зарядить катушку индуктивности L D током, увеличивающимся со скоростью V DC / L D в течение нескольких циклов LC-резонанса [40].После выключения S 1 энергия вводится в C D , так что бак LC совершает колебания через C P , L P и D 1 .
Сначала включается переключатель S 1 , чтобы зарядить катушку индуктивности L D током, увеличивающимся со скоростью V DC / L D в течение нескольких циклов LC-резонанса [40].После выключения S 1 энергия вводится в C D , так что бак LC совершает колебания через C P , L P и D 1 .В отличие от обычного инвертора, рабочая частота резервуара LC больше не определяется частотой коммутации. Эта топология имеет то преимущество, что частота переключения может быть ниже номинальной резонансной частоты резервуара LC, что помогает снизить потери при переключении. Однако общая эффективность передачи и уровень мощности ограничиваются оплавлением энергии во время демпфирующих колебаний; следовательно, выходное напряжение нестабильно.
Три упомянутых нерезонансных преобразователя повышают резонансную частоту эквивалентно более низкой частоте переключения для некоторых переключателей. Сравнение этих трех нерезонансных инверторов показано в таблице 1. Однако у них есть общий недостаток, заключающийся в том, что во время колебания энергии неизбежны сильные пульсации тока в резонансном резервуаре.
Однако у них есть общий недостаток, заключающийся в том, что во время колебания энергии неизбежны сильные пульсации тока в резонансном резервуаре.4. Компенсационные сети
Учитывая взаимосвязь между взаимной индуктивностью и индуктивностью рассеяния катушки как в первичном, так и во вторичном резонансных контурах, требуются различные компенсационные схемы для оптимизации работы системы.Существует четыре основных схемы компенсации, а именно последовательно-последовательная (SS), последовательно-параллельная (SP), параллельно-последовательная (PS) и параллельно-параллельная (PP) топологии [61, 62, 63], как показано на рисунке 7. Кроме того, разработаны топологии LCC-компенсации и LCL-компенсации, как показано на рисунке 8, с целью повышения производительности системы.4.1. Топологии компенсации во вторичной обмотке
Эквивалентные резонансные цепи вторичной стороны показаны на рис. 7a, b с последовательной и параллельной компенсациями соответственно, где L P , C P представляют первичную обмотку и первичный компенсированный конденсатор, L S , C S представляют вторичную катушку и вторичный компенсированный конденсатор, а R L — нагрузочный резистор.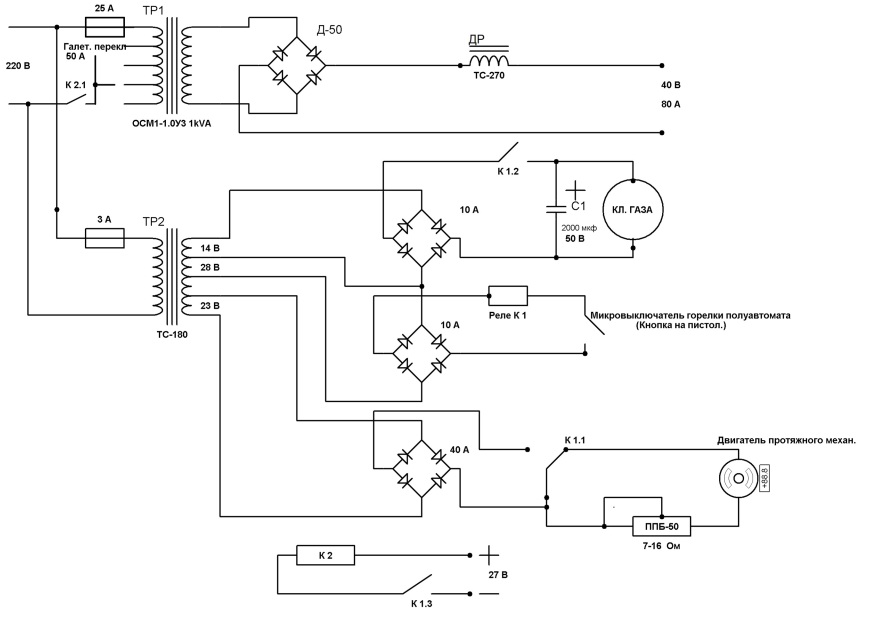 Последовательными эквивалентными сопротивлениями катушек и конденсаторов пренебрегают, чтобы облегчить аналитический вывод. Когда ток во вторичной обмотке I S , а в первичной обмотке I P , отраженный импеданс от вторичной обмотки к первичной может быть выражен:
Последовательными эквивалентными сопротивлениями катушек и конденсаторов пренебрегают, чтобы облегчить аналитический вывод. Когда ток во вторичной обмотке I S , а в первичной обмотке I P , отраженный импеданс от вторичной обмотки к первичной может быть выражен:Zr = −jωMISIP = ω2M2ZS
(1)
где M — взаимная индуктивность, связанная с коэффициентом магнитной связи k, Полное сопротивление вторичной стороны Z S зависит от топологии компенсации, которая может быть выражена как:ZS = {jωLS + 1jωCS + RL (для последовательного) jωLS + 1jωCS + 1 / RL (для параллельного)
(3)
Обычно рабочая частота равна резонансной частоте вторичной обмотки, определяемой как ω0 = 1 / LSCS.
Согласно (1), отраженное сопротивление записывается как отраженное сопротивление и реактивное сопротивление, как указано ниже:
Для серийно-вторичных {Re (Zr) = ω02M2RLIm (Zr) = 0
(4)
Для параллельно-вторичных {Re (Zr) = RLM2LS2Im (Zr) = — ω0M2LS
(5)
Как правило, мощность, передаваемая от первичной стороны к вторичной стороне, может рассматриваться как мощность, потребляемая реальной составляющей отраженного импеданса, это дает: Из (6) можно заметить, что энергия, полученная вторичной стороной будет уменьшаться квадратично с взаимной индуктивностью; эквивалентно увеличение дальности передачи.
4.2. Топологии компенсации в первичной сети
Первичные сети с последовательной и параллельной компенсацией показаны на рис. 7a, c соответственно. Эквивалентное сопротивление нагрузки, учитываемое источником питания переменного тока, определяется различными комбинациями первичной и вторичной топологий. Для первичной системы с последовательной компенсацией полное сопротивление нагрузки Z P может быть выражено как: Для первичной системы с параллельной компенсацией полное сопротивление нагрузки Z P может быть выражено как:ZP = 1jωCP + 1 / (jωLP + Zr)
(8)
Чтобы минимизировать номинальную мощность источника питания в ВА, обычно резонансные цепи работают в резонансном состоянии, когда реальная составляющая импеданса нагрузки Z P должна быть равна нулю.Следовательно, может быть достигнут нулевой фазовый угол (ZPA) между выходным напряжением и током. Между тем, операция ZPA вызовет большие потери переключения в инверторе с использованием техники жесткого переключения. На практике первичная сторона часто немного смещается от номинальной резонансной частоты, чтобы реализовать небольшую часть реактивной мощности, что заставляет переключатели инвертора работать в ZVS или ZCS.
На практике первичная сторона часто немного смещается от номинальной резонансной частоты, чтобы реализовать небольшую часть реактивной мощности, что заставляет переключатели инвертора работать в ZVS или ZCS.
 Согласно этому выражению, эффективность передачи быстро снижается с увеличением расстояния. Выбор различных компенсаций был подробно проанализирован в [66], демонстрируя, что топология SS предпочтительна, когда ω 2 M 2 / R L
Согласно этому выражению, эффективность передачи быстро снижается с увеличением расстояния. Выбор различных компенсаций был подробно проанализирован в [66], демонстрируя, что топология SS предпочтительна, когда ω 2 M 2 / R L 4.3. Топология компенсации LCC
Для достижения более гибких операций, таких как ZVS, ZCS и ZPA, была предложена компенсация LCC, как показано на Рисунке 8a, b, путем настройки параметров сети компенсации. В симметричной компенсационной сети LCC T-типа, показанной на первичной стороне рисунка 8a, постоянный ток или постоянное напряжение могут быть достигнуты практически независимо от импеданса нагрузки [67]. Топология компенсации LCC обычно разрабатывается для многоуровневой схемы.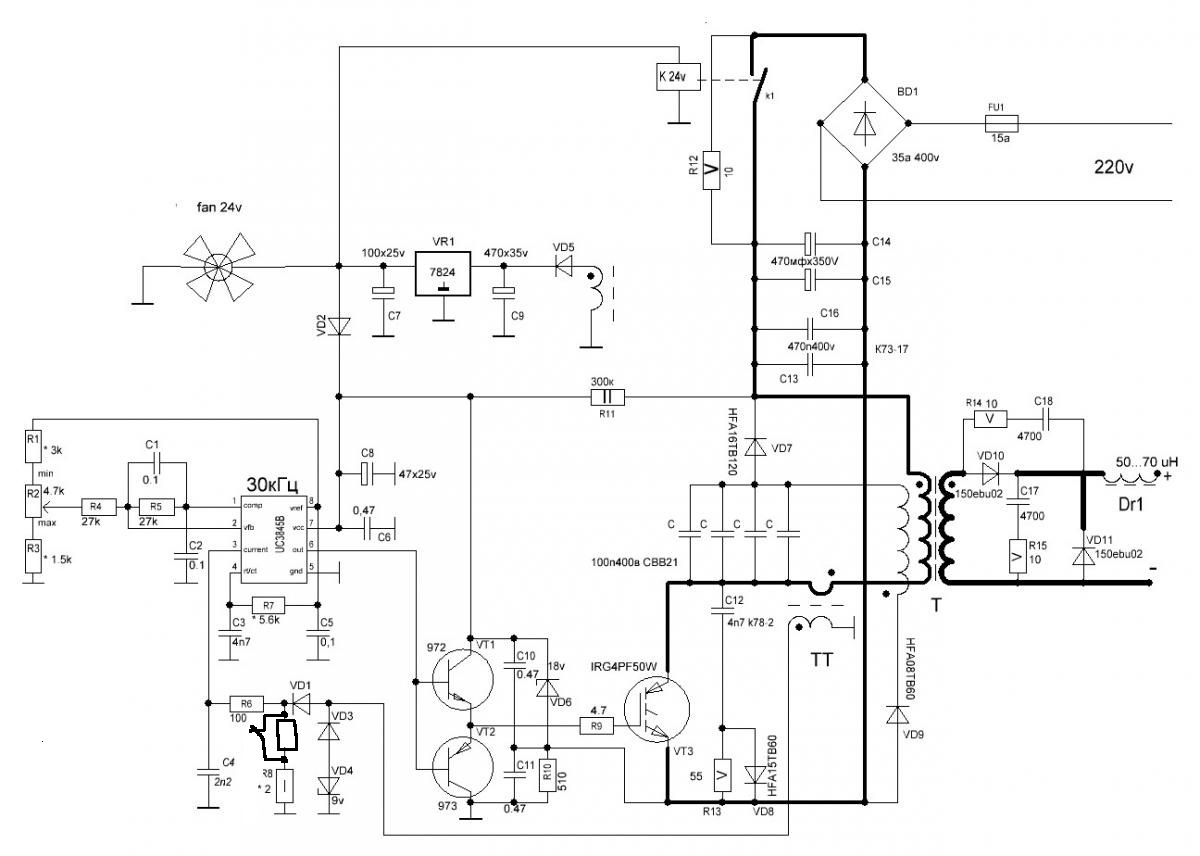 загрузить систему WPT, такую как система RPEV [68].Чтобы достичь более низких потерь при выключении и коммутационных напряжений, ближний ZCS с ZPA был получен для топологии компенсации LCC путем включения последовательно подключенной катушки индуктивности L SP и параллельно подключенного конденсатора C PP [69]. Процедура расчета параметров при работе ZCS не похожа на традиционную топологию. Сначала следует определить номинальную первичную мощность P P и резонансную частоту ω 0 вторичной стороны. Тогда ток первичной обмотки I P и конденсатор параллельной компенсации C PP можно рассчитать как:
где R F — сопротивление, отраженное от вторичной обмотки, V инвертора, — выходное напряжение инвертора.Следовательно, последовательно соединенная катушка индуктивности L SP и резонансный конденсатор C P могут быть выражены как: Топология PP LCC была предложена для увеличения дальности передачи [70].
загрузить систему WPT, такую как система RPEV [68].Чтобы достичь более низких потерь при выключении и коммутационных напряжений, ближний ZCS с ZPA был получен для топологии компенсации LCC путем включения последовательно подключенной катушки индуктивности L SP и параллельно подключенного конденсатора C PP [69]. Процедура расчета параметров при работе ZCS не похожа на традиционную топологию. Сначала следует определить номинальную первичную мощность P P и резонансную частоту ω 0 вторичной стороны. Тогда ток первичной обмотки I P и конденсатор параллельной компенсации C PP можно рассчитать как:
где R F — сопротивление, отраженное от вторичной обмотки, V инвертора, — выходное напряжение инвертора.Следовательно, последовательно соединенная катушка индуктивности L SP и резонансный конденсатор C P могут быть выражены как: Топология PP LCC была предложена для увеличения дальности передачи [70]. Максимальную эффективность передачи можно получить на определенном расстоянии, изменив соотношение последовательно и параллельно соединенных компенсационных конденсаторов. Тем не менее, главный недостаток заключается в том, что производительность системы чувствительна к изменению параметров.
Максимальную эффективность передачи можно получить на определенном расстоянии, изменив соотношение последовательно и параллельно соединенных компенсационных конденсаторов. Тем не менее, главный недостаток заключается в том, что производительность системы чувствительна к изменению параметров.4.4. Топология LCL-компенсации
Кроме того, отраженное емкостное реактивное сопротивление в топологии PP может регулироваться последовательно соединенной катушкой индуктивности, как показано на рисунке 8c.У сетей компенсации LCL есть несколько преимуществ. Во-первых, преобразователь LCL подает активную мощность, необходимую нагрузке, только когда система находится ниже резонансной частоты. Резонансный бак LCL питается от источника постоянного напряжения, это дает большое преимущество, заключающееся в том, что выходной ток напрямую связан с источником входного напряжения и не зависит от изменения нагрузки. Это упрощает конструкцию контроллера и упрощает регулировку выходной мощности. Кроме того, топология LCL может работать как с непрерывным, так и с прерывистым током [71].Кроме того, инвертор, работающий с коэффициентом мощности, близким к единице (UPF), может быть достигнут с помощью метода управления с переменной частотой. Поскольку топология LCL сохраняет высокую эффективность передачи при низком коэффициенте качества Q, она более предпочтительна в приложениях с высокой мощностью. Чтобы добиться работы, близкой к UPF, обычно можно добавить дополнительный конденсатор последовательной компенсации последовательно с LR, как показано на рисунке 8c, чтобы составить топологию LCLC, которая помогает схеме блокировать постоянный ток от протекания в катушке индуктивности.Однако насыщение индуктора легко происходит в приложениях с большой мощностью из-за сильного и высокочастотного тока [72]. Сравнение эффективности по сравнению с Q для различных топологий показано на рисунке 9. Можно заметить, что эффективность топологий LCL и LCLC выше, чем топологии LC. В этой топологии LCL основная проблема заключается в том, что катушка приемника должна быть зафиксирована относительно катушки передатчика, а именно, система имеет низкую устойчивость к изменениям положения.
Кроме того, топология LCL может работать как с непрерывным, так и с прерывистым током [71].Кроме того, инвертор, работающий с коэффициентом мощности, близким к единице (UPF), может быть достигнут с помощью метода управления с переменной частотой. Поскольку топология LCL сохраняет высокую эффективность передачи при низком коэффициенте качества Q, она более предпочтительна в приложениях с высокой мощностью. Чтобы добиться работы, близкой к UPF, обычно можно добавить дополнительный конденсатор последовательной компенсации последовательно с LR, как показано на рисунке 8c, чтобы составить топологию LCLC, которая помогает схеме блокировать постоянный ток от протекания в катушке индуктивности.Однако насыщение индуктора легко происходит в приложениях с большой мощностью из-за сильного и высокочастотного тока [72]. Сравнение эффективности по сравнению с Q для различных топологий показано на рисунке 9. Можно заметить, что эффективность топологий LCL и LCLC выше, чем топологии LC. В этой топологии LCL основная проблема заключается в том, что катушка приемника должна быть зафиксирована относительно катушки передатчика, а именно, система имеет низкую устойчивость к изменениям положения.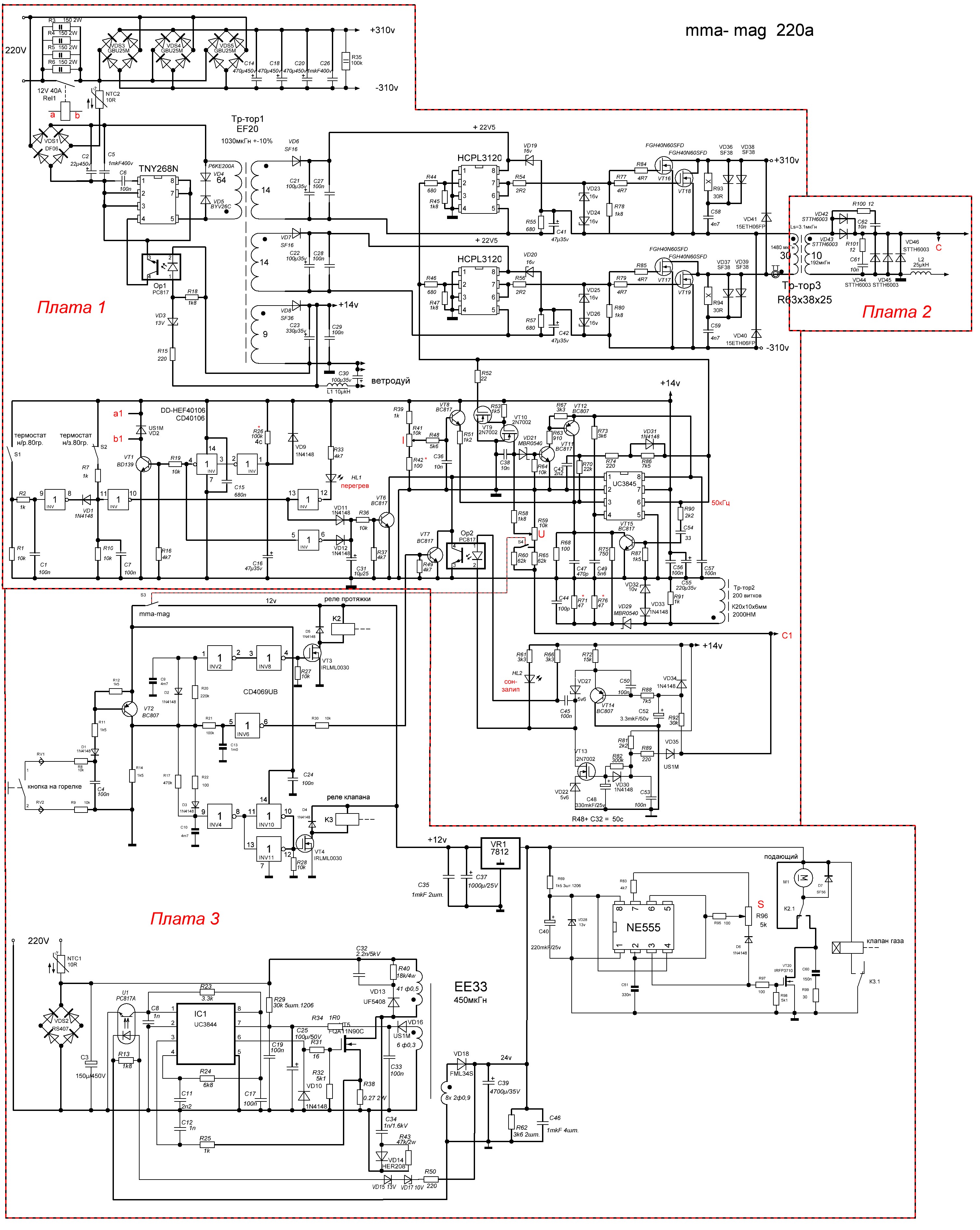
(PDF) Резонансный инвертор ZVS класса D
CZARKOWSKI AND KAZIMIERCZUK: ZVS КЛАСС D СЕРИИ РЕЗОНАНСНЫЙ ИНВЕРТОР 1147
[3] W.Дж. Чудобяк и Д. Ф. Пейдж, «Ограничения по частоте и мощности транзисторного усилителя
класса D», IEEE J. Solid-State Circuits, vol. SC-4,
pp. 25–37, Feb. 1969.
[4] М. Казимерчук, «Усилитель MOSFET с переключением напряжения класса D»,
Proc. Inst. Электр. Англ., Т. 138, стр. 285–296, pt. B, ноябрь 1991 г.
[5] Х. Фош и Дж. Ру, «Статический полупроводниковый преобразователь электрической энергии»,
Патент США 4 330819, 18 мая 1982 г.
[6] B.Карстен, «Быстрое и точное измерение потерь в сердечнике при высоких частотах —
сис», Powerconv. и Intell. Движение, т. 12, pp. 29–33, Mar. 1986.
[7]
, «Гибридный последовательно-параллельный преобразователь для высоких частот и уровней мощности
», Proc. Конференция по высокочастотному преобразованию энергии, Вашингтон,
,, округ Колумбия, апрель 1987 г. , стр. 41–47.
, стр. 41–47.
[8] F. M. Magalhaes, F. T. Dickens, G. R. Westerman, N. G. Ziesse,
«Резонансный полумост с переключением нулевого напряжения, высоковольтный DC – DC преобразователь
verter», в Proc.Конференция по преобразованию высокочастотной энергии, Сан-Диего,
, Калифорния, 1–5 мая 1988 г., стр. 332–343.
[9] М. К. Казимерчук и В. Сзаранец, «Инвертор
с коммутацией нулевого напряжения класса D с одним шунтирующим конденсатором», Proc. Inst. Электр. Англ., Т.
139, стр. 449–456, pt. B, Oct. 1992.
[10] М. К. Казимерчук, Д. Чарковски, Резонансные преобразователи мощности.
Нью-Йорк: Wiley Interscience, 1995.
[11] М. Лиу, «Точный анализ линейных цепей, содержащих периодически
управляемых переключателей с приложениями», IEEE Trans.Теория схем, т.
CT-19, стр. 146–154, март 1972 г.
[12] Ч. Лю, Ч. К. Чанг, Ю. Сяо и Дж. М. Бочек, «Метод с быстрой развязкой
для моделирования во временной области преобразователи энергии »в сб. IEEE
IEEE
Power Electron. Конференция специалистов, апрель 1988 г., стр. 748–755.
[13] А. Шенкман и А. Иоиновичи, «Общий алгоритм компьютерного анализа переходных процессов и установившихся состояний преобразователей постоянного тока в постоянный ток
», Междунар. J. Syst.
Наука, т.20, нет. 10, стр. 1955–1966, октябрь 1989 г.
[14] А. М. Лучано и А. Г. М. Стролло, «Быстрый алгоритм
во временной области для моделирования импульсных преобразователей мощности», IEEE Trans. Мощность
Электрон., Т. 5, стр. 363–370, июль 1990 г.
[15] Д. Бедросян и Дж. Влах, «Анализ во временной области сетей с
коммутаторами с внутренним управлением», IEEE Trans. Circuits Syst. I, т. 39, pp.
199–212, март 1992 г.
[16] H. S.-H. Чанг и А.Иоиновичи, «Быстрое компьютерное моделирование
импульсных регуляторов мощности на основе прогрессивного анализа состояния переключателей
», IEEE Trans. Power Electron., Т.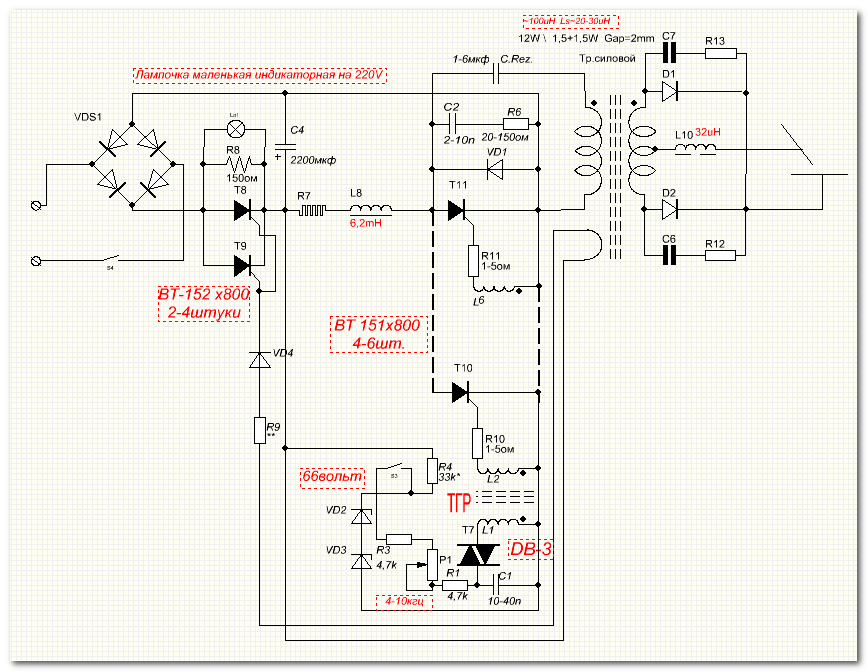 9, pp. 206–212,
9, pp. 206–212,
Mar. 1994.
[17] А. Опал и Дж. Влах, «Согласованные начальные условия линейных коммутируемых сетей
», IEEE Trans. Circuits Syst., Vol. 37, стр. 364–372, март 1990 г.
[18]
, «Согласованные начальные условия нелинейных сетей с коммутаторами
», IEEE Trans.Circuits Syst., Vol. 38, нет. 7, pp. 698–710,
July 1991.
[19] Дж. Влах, Дж. М. Войцеховски, А. Опал, «Анализ нелинейных сетей
с несовместимыми начальными условиями», IEEE Trans. CircuitsSyst.,
I, т. 42, pp. 195–199, Apr. 1995.
[20] А. Массарини и М.К. Казимерчук, «Новое представление импульсов Дирака
в компьютерном анализе во временной области сетей с идеальными коммутаторами
», в IEEE Int. Symp. Circuits and Systems, Атланта, Джорджия,
12–15 мая 1996 г., стр.565–568.
[21] M. K. Kazimierczuk, W. Szaraniec и S. Wang, «Анализ и проектирование
параллельного резонансного преобразователя на высоком уровне
» IEEE Trans.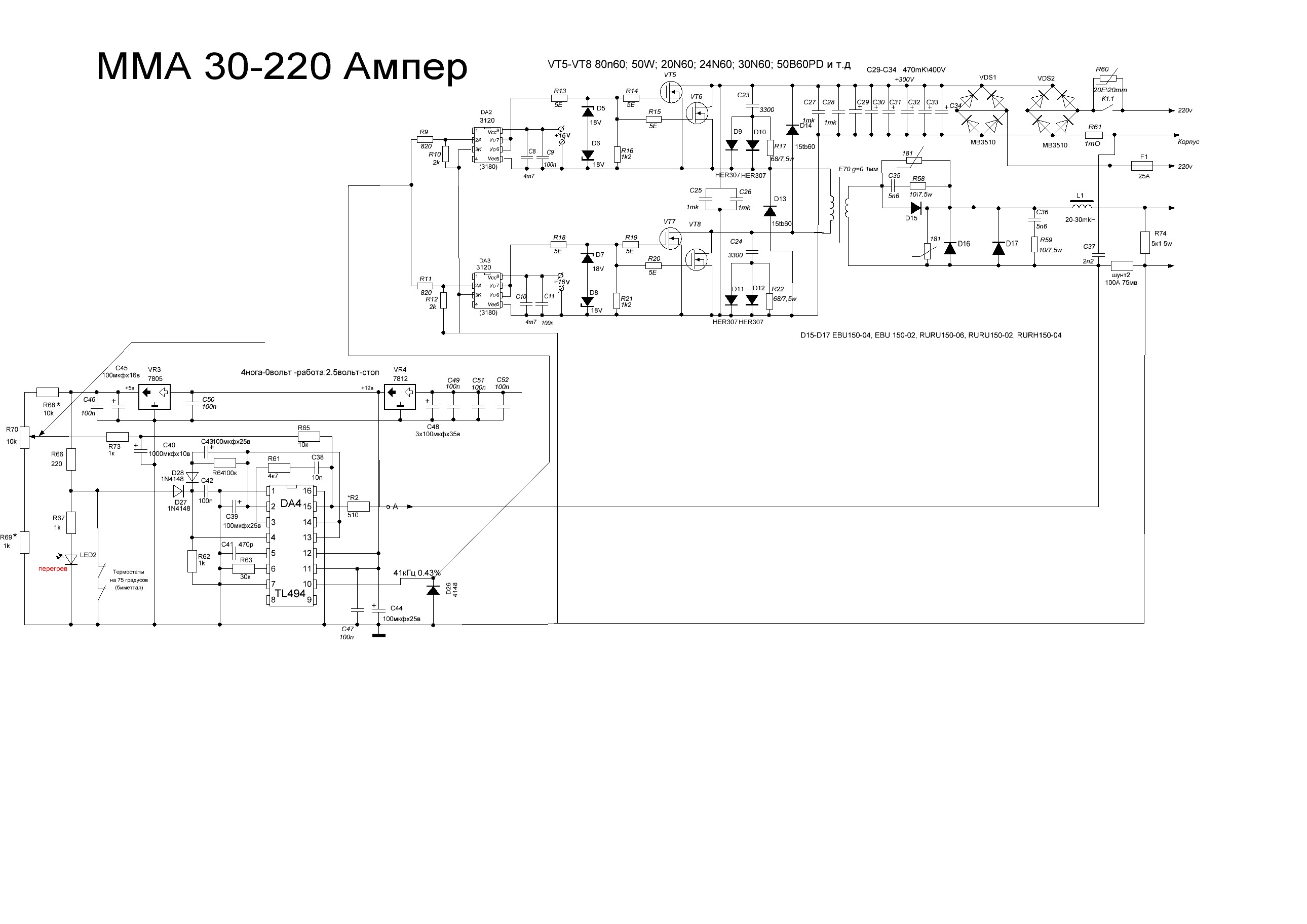 Aerosp.
Aerosp.
Электрон. Syst., Т. АЕС-28, вып. 1, стр. 35–50, январь 1992 г.
Дариуш Чарковский (M’97) получил степень магистра. de-
gree в области электроники от Горно-металлургического университета
, Краков, Польша, и
M.S.Egr. степень в области электротехники от
Государственного университета Райта, Дейтон, Огайо, в 1989 году и
1993, соответственно.Он получил докторскую степень. степень
в области электротехники, полученная в Университете
Флориды, Гейнсвилл, в 1996 году.
Он поступил в Политехнический университет, Бруклин,
Нью-Йорк, в качестве доцента инженерной инженерии по электротехнике
в 1996 году. Его исследовательские интересы находятся в
областях преобразователей энергии, электроприводов, качества электроэнергии, а также современных
силовых устройств. Он был соавтором (с М. К. Казимерчук) Resonant Power
Converter (Wiley Interscience, 1995).Он опубликовал более 30
технических статей и статей в журналах IEEE и трудах конференций.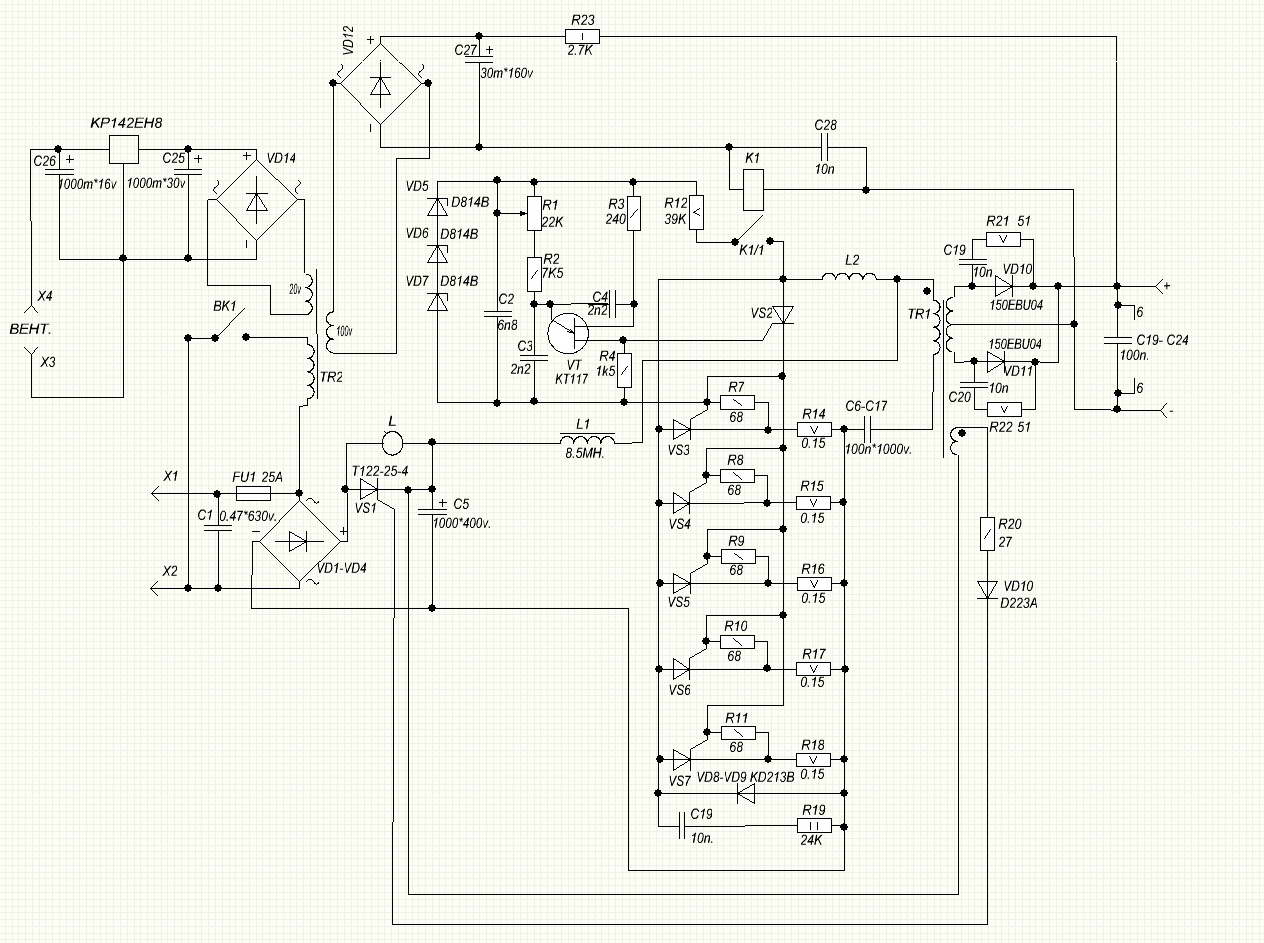
Доктор Чарковски является членом Sigma Xi и Eta Kappa Nu.
Мариан К. Казимерчук (M’91 – SM’91) получил
степени магистра, доктора и доктора наук. дипломы в области электроники
инженеров факультета электроники,
Варшавский технический университет, Варшава, Польша,
в 1971, 1978 и 1984 годах соответственно.
Он был преподавателем и научным сотрудником с
1972 по 1978 год и доцентом с 1978 по
1984 на кафедре электроники, Институт радиоэлектроники
, Военный технический университет —
пил, Польша.В 1984 году он был инженером проекта
в Design Automation, Inc., Лексингтон, Массачусетс. В период с 1984 по 1985 гг. Он был приглашенным профессором кафедры электротехники
Инженерное дело Политехнического института Вирджинии и государственного университета, штат Вирджиния. С
1985 он работал на кафедре электротехники в Государственном университете Райта
, Дейтон, Огайо, где он в настоящее время является профессором. Его исследования
Его исследования
связаны с резонансными и ШИМ-преобразователями постоянного / постоянного тока, инверторами постоянного / переменного тока, высокочастотными выпрямителями
, электронными балластами, магнетизмом, силовыми полупроводниковыми приборами
и высокочастотными высокопроизводительными регулируемыми усилителями.Он является соавтором
книги «Резонансные преобразователи мощности» (Wiley Interscience, 1995).
Он опубликовал более 200 технических статей, более 70 из которых
опубликовано в IEEE T
RANSACTIONS и журналах.
В 1991 году доктор Казимерчук получил премию IEEE Harrell V. Noble Award за
за его вклад в области аэрокосмической, промышленной и силовой электроники.
Он также является лауреатом Президентской премии 1991 года за выдающиеся способности преподавателей
в области исследований, Премии за преподавание в колледже 1993 года, Президентской премии 1995 года
за выдающийся преподавательский состав и Заслуженного профессора Брейджа Голдинга
премии за исследования от штата Райт.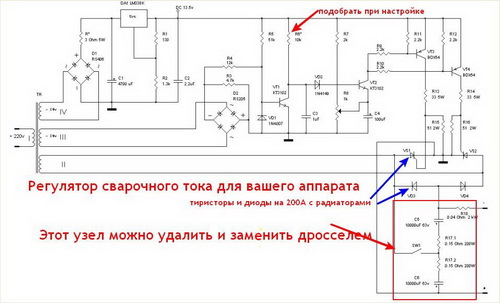 Университет.Он был младшим редактором
Университет.Он был младшим редактором
журнала IEEE T
RANSACTIONS ON CIRCUITS AND SYSTEMS I, а также
младшим редактором Journal of Circuits, Systems and Computers.
член комитета по сверхпроводимости IEEE Power Electronics
Общество и член Tau Beta Pi.
(PDF) Резонансный инвертор с двунаправленным током для бесконтактных систем передачи энергии
NAMADMALAN: РЕЗОНАНСНЫЙ ИНВЕРТОР С ДВУНАПРАВЛЕННЫМ ТОКОМ ДЛЯ СИСТЕМ ПЕРЕДАЧИ ЭНЕРГИИ 245
PHFT и запрограммируйте потери мощности и сопротивление переменному току5 первичного напряжения
обмотка HFT на рабочую частоту 100 кГц,
соответственно.
В этом состоянии Vin = 12 В, R1 = 0,2 Ом, R2 = 0,08 Ом,
и Cp и Cs составляют примерно 0,22 и 0,33 мкФ соответственно. Потери коммутационной мощности
, т.е. Psw, вычисляются по формуле (25) с учетом наихудшего случая
(т.е. β = 3
◦). Что касается (35), потеря мощности
HFT в основном связана с омическими потерями, вызванными током намагничивания
на первичной стороне, и Rw составляет около
45 мОм. 14, эффективность системы
14, эффективность системы
значительно возрастает при входном напряжении 12 В.
V. ВКЛЮЧЕНИЕ
В этой статье представлена двунаправленная система ICPT, основанная на
на CFPRPI с новым контуром настройки резонансной частоты.
ФАПЧ на основе интегральных фазовых детекторов
обладают плохой динамикой по сравнению с автоколебательными методами. Al-
, хотя MPD имеют относительно быструю динамику, существуют большие
фазовых ошибок для типичных отклонений и несовпадений. При использовании
предлагаемой SST прямая ZVS достигается в широком диапазоне рабочих частот
с незначительной фазовой ошибкой в установившемся режиме
и в переходных режимах.Следовательно, последовательно соединенные диоды
удалены для достижения большей эффективности, более высокого коэффициента усиления,
и возможности двунаправленного действия. Кроме того, предлагаемый SST
может также использоваться для полномостовых параллельных резонансных инверторов для электромобилей
.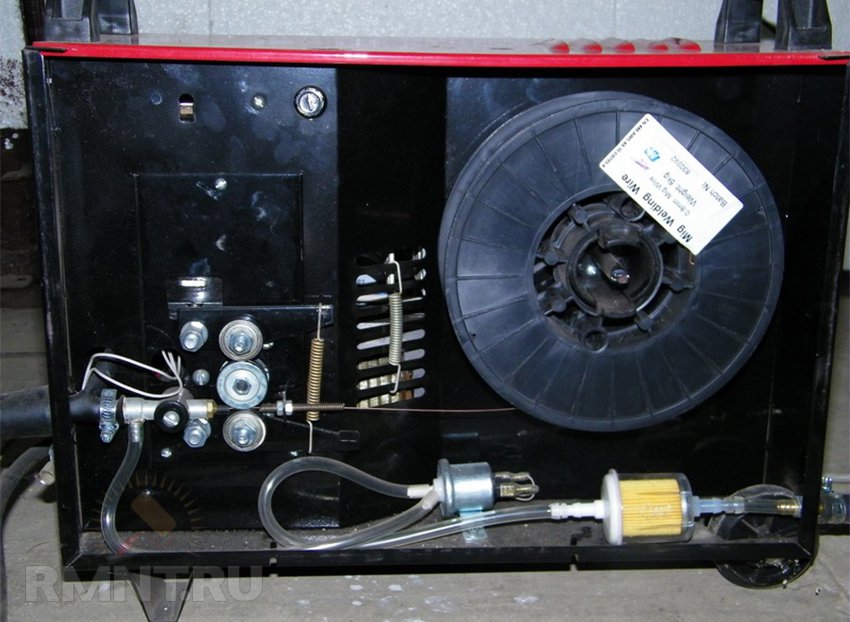
СПРАВОЧНАЯ ИНФОРМАЦИЯ
[1] М. П. Казмерковски и А. Дж. Морадевич, «Отключено, но подключено:
Обзор систем бесконтактной передачи энергии», IEEE Ind. Electron.Mag.,
об. 6, вып. 4, pp. 47–55, Dec. 2012.
[2] Г. А. Чович и Дж. Т. Бойз, «Индуктивная передача энергии», Proc. IEEE,
т. 101, нет. 6, pp. 1276–1289, июнь 2013 г.
[3] AK Swain, MJ Neath, UK Madawala, и DJ Thrimawithana,
«Динамическая многомерная модель в пространстве состояний для двунаправленных индуктивных систем передачи энергии
», IEEE Trans. Power Electron., Т. 27, нет. 11,
pp. 4772–4780, ноябрь 2012 г.
[4] U.К. Мадавала, М. Нит и Д. Дж. Тримавитана, «Контроллер промышленной частоты
для двунаправленных индуктивных систем передачи энергии», IEEE
Trans. Ind. Electron., Vol. 60, нет. 1, pp. 310–317, Jan. 2013.
[5] Д. Дж. Тримавитана, У. К. Мадавала и М. Нит, «Метод синхронизации
для двунаправленных систем IPT», IEEE Trans.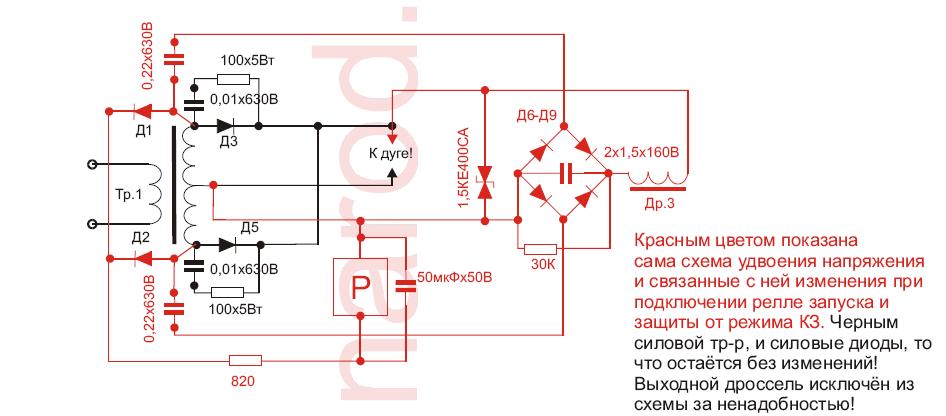 Ind. Electron.,
Ind. Electron.,
т. 60, нет. 1, pp. 310–317, Jan. 2013.
[6] К. Тиругнанам, Т. П. Э. Р. Джой, М.Сингх и П. Кумар, «Моделирование
и управление бесконтактной интеллектуальной зарядной станцией в сценарии V2G»,
IEEE Trans. Smart Grid, т. 5, вып. 1, стр. 337–348, январь 2014 г.
[7] А. Дж. Морадевич и М. П. Казмерковски, «Бесконтактная система передачи энергии
с управляемым ПЛИС резонансным преобразователем», IEEE Trans. Инд.
Электрон., Т. 57, нет. 9, pp. 3181–3190, сентябрь 2010 г.
[8] Дж. Саллан, Дж. Л. Вилла, А. Лломбарт и Дж. Ф. Санс, «Оптимальный дизайн систем ICPT
, применяемых для зарядки аккумуляторных батарей электромобилей», IEEE Trans. .Инд.
Электрон., Т. 56, нет. 6, стр. 2140–2149, июнь 2009 г.
[9] М. К. Казимерчук, А. Абдулкарим, «Преобразователь постоянного тока в постоянный ток
onant», IEEE Trans. Ind. Electron., Vol. 42, нет. 2,
pp. 199–208, Apr. 1995.
[10] А. Намадмалан и Дж. С. Могани, «Настраиваемый автоколебательный метод переключения
Намадмалан и Дж. С. Могани, «Настраиваемый автоколебательный метод переключения
для систем индукционного нагрева источника тока», IEEE Trans. Инд.
Электрон., Т. 61, нет. 5. С. 2556–2563, май 2014 г.
[11] А. Намадмалан, Дж. С. Могани и Дж. Милимонфаред, «Параллельный резонансный двухтактный инвертор
с новым каскадным управлением потоком катушек
для приложений индукционного нагрева», J. Power Electron., т. 11, вып. 5,
pp. 632–638, сентябрь 2011 г.
[12] А. Намадмалан и Дж. С. Могани, «Техника автоколебательного переключения
для систем параллельного резонансного индукционного нагрева с источником тока», J. Power
., т. 12, вып.6, pp. 851–858, ноябрь 2012 г.[13] А. П. Ху, Г. А. Кович и Дж. Т. Бойз, «Прямой пуск ZVS резонансного инвертора
с питанием от тока», IEEE Trans. Power Electron., Т. 21, нет. 3, pp. 809–
812, May 2006.
[14] Д. Куршнер, К. Ратге и У. Джумар, «Методология проектирования для высокоэффективных индуктивных систем передачи мощности
с высоким расположением катушек flexi-
билли », IEEE Trans. Ind. Electron., Vol. 60, нет. 1. С. 372–381, январь 2013 г.
Ind. Electron., Vol. 60, нет. 1. С. 372–381, январь 2013 г.
[15] Дж. П. К. Смитс, Т. Т. Овербум, Дж. У. Янсен и Е. А. Ломонова,
«Моделирование систем бесконтактной передачи энергии для ушных приводов lin-
», IEEE Trans. Ind. Electron., Vol. 60, нет. 1, pp. 391–399,
, январь 2013 г.
[16] JL Villa, J. Sallán, JFS Osorio и A. Llombart, «High-disalignment
Polerant Compensation Topology for ICPT systems», IEEE Trans . Инд.
Электрон., Т. 59, нет. 2, pp. 945–951, Feb.2012.
[17] J. P. C. Smeets, T. T. Overboom, J. W. Jansen, E. A. Lomonova,
«Сравнение позиционно-независимых систем бесконтактной передачи энергии
tems», IEEE Trans. Power Electron., Т. 28, вып. 4, pp. 2059–2067,
Apr. 2013.
[18] JR Sibue et al., «Глобальное исследование системы бесконтактной передачи энергии:
Аналитический дизайн, виртуальное прототипирование, экспериментальная проверка», IEEE
Пер. Power Electron. , Т. 28, вып.10, pp. 4690–4699, Oct. 2013.
, Т. 28, вып.10, pp. 4690–4699, Oct. 2013.
[19] MLG Kissin, CY Huang, GA Covic, and JT Boys, «Обнаружение
точки настройки резонансного источника питания LCL с фиксированной частотой», IEEE
Пер. Power Electron., Т. 24, вып. 4, стр. 1140–1143, апрель 2009 г.
[20] Х. Караджа и С. Килинч, «Нелинейное моделирование и анализ резонансных контуров настройки инвертора
с фазо-частотным детектором накачки напряжения», IEEE
Пер. Power Electron., Т. 20, нет.5, pp. 1100–1108, сентябрь 2005 г.
Алиреза Намадмалан получил степень бакалавра наук. de-
gree из Исфаханского технологического университета,
Исфахан, Иран, в 2009 г. и степень магистра наук. и к.т.н.
степени (с отличием) инженера-электрика —
, полученная в Технологическом университете Амиркабира,
Тегеран, Иран, в 2011 и 2014 годах, соответственно.
В настоящее время он является доцентом кафедры электротехники и компьютерной техники
,
neering, Технологический университет Джунди-Шапур,
Дезфул, Иран.Он также проводит исследования в Центре исследований и разработок
, Damavand
Induction Furnace Company, Damavand, Иран, где он работает
над промышленными системами индукционного нагрева. Его текущие научные интересы
включают силовую электронику, индукционный нагрев, индуктивную передачу энергии,
и возобновляемые источники энергии.
% PDF-1.3 % 1 0 объект > поток конечный поток endobj 2 0 obj > endobj 10 0 obj > endobj 11 0 объект > endobj 12 0 объект > endobj 13 0 объект > endobj 14 0 объект > endobj 15 0 объект > endobj 16 0 объект > endobj 17 0 объект > endobj 18 0 объект > endobj 19 0 объект > endobj 20 0 объект > endobj 21 0 объект > endobj 22 0 объект > endobj 23 0 объект > endobj 24 0 объект > endobj 25 0 объект > endobj 26 0 объект > endobj 27 0 объект > endobj 28 0 объект > endobj 29 0 объект > endobj 30 0 объект > endobj 31 0 объект > endobj 32 0 объект > endobj 33 0 объект > endobj 34 0 объект > endobj 35 0 объект > endobj 36 0 объект > endobj 37 0 объект > endobj 38 0 объект > endobj 39 0 объект > endobj 40 0 obj > endobj 9 0 объект > / ProcSet [/ PDF / Text] / ColorSpace> / Font >>> endobj 6 0 obj > поток HW ێ} Wc ~ lQȃ2 %% — A SŮƐ «hU]] SV = oV͢ />; \ E ݭ fW ϬZ5Mh> H = zKjSF> $ [n» aU [- / 7`> H $ | h] k):
d8> & `hӡDЦI» aSa -hghL; «= Ɛ ۆ * G @ (KHI-LmegYpu-s_b 2 惴> νg & NkT] @ 517 $ k2 {\ AjàL # ooSJRBV & 91 WymH9N Qr7ŃrOYK53DduWdwFLOOw1zNAR % ҁq) jq /> L8 ₳ 縌 m + 㪥 nʈ S, Bod =], AV $; ^ * мм (DFRN (d
Самодельный драйвер катушки зажигания
Один из самых простых способов сделать источник питания высокого напряжения с батарейным питанием — это использовать обычную автомобильную катушку зажигания.Катушки зажигания — это тип индукционного трансформатора, основанный на катушке Тесла, изобретенной Никой Тесла в 1891 году. Повышение напряжения не определяется соотношением витков, как в стандартном трансформаторе, а пропорционально скорости изменения тока в первичный контур. Это означает, что для получения высокого выходного напряжения необходимо как можно быстрее остановить поток энергии, поступающей в катушку. В старых машинах это делалось просто механически. Для использования в качестве источника питания высокого напряжения это должно происходить быстро снова и снова.Для этого используется источник питания прямоугольной формы, который включает и выключает питание катушки сотни или тысячи раз в секунду.
ВНИМАНИЕ: это устройство генерирует высокое напряжение!
Стандартные катушки зажигания можно приобрести в большинстве магазинов автомобильных запчастей примерно за 25 фунтов стерлингов. Необязательно использовать две батареи 12 В, как показано на схемах, показанных ниже, но это позволит получить большие искры. У нас есть несколько компактных индукционных катушек, доступных для продажи по цене менее 20 фунтов стерлингов.Щелкните ссылку, чтобы проверить наличие на складе.
Эта схема драйвера основана на широко используемом транзисторе 2n3055 из-за его высокой коммутационной способности. Хотя они дешевы и устойчивы к высоким температурам, они подвержены скачкам напряжения, вызванным индуктивным характером нагрузки (катушки зажигания). В этой схеме можно использовать практически любой силовой транзистор, IGBT или MOSFET, если он рассчитан не менее чем на 5 А и 100 В. У устройств с более высоким номинальным напряжением меньше шансов быть поврежденными скачками напряжения.Дальнейшие методы защиты описаны ниже на этой странице и в комментариях. Если вы используете MOSFET или IGBT вместо биполярного транзистора, такого как 2n3055, вы также должны добавить понижающий резистор примерно 10 кОм между выводом базы / затвора и GND.
RC1 используется для подавления скачков высокого напряжения, которые могут вывести из строя силовые транзисторы.
T2 представляет собой два силовых транзистора, соединенных параллельно и установленных на радиаторе.
Следующая схема предназначена для более мощного выхода.Две катушки зажигания подключены параллельно, но с противоположной полярностью. Это означает, что выходные напряжения каждой катушки не совпадают по фазе или противоположны друг другу (когда одно положительное, другое отрицательное). В этой конфигурации выходной сигнал берется с двух выходных клемм катушек, тогда как в приведенной выше схеме используются выходные клеммы и земля.
Эти схемы отлично подходят для управления катушками зажигания от высокого напряжения, но они могут быть подвержены повреждению из-за индуктивных всплесков.Когда катушка зажигания приводится в действие без нагрузки (обрыв цепи на выходе), значительно возрастает обратная ЭДС и риск повреждения схемы драйвера. Мы продаем модуль драйвера катушки зажигания, который имеет встроенную защиту от большинства скачков напряжения, которые могут повредить драйвер. Он также включает индикатор раннего предупреждения, который покажет вам, насколько сильна обратная ЭДС от вашей нагрузки.
Защита драйвера катушки зажиганияЕсли вы создаете драйвер катушки зажигания, который генерирует искры и дуги высокого напряжения, вам понадобится какая-то защита от электромагнитных помех для вашей цепи.Без него очень вероятно, что вы повредите транзисторы или микросхемы драйверов.
Демпферы— сложный предмет, но в целом они используются для уменьшения электромагнитных помех (EMI) или скачков напряжения. Есть много способов уменьшить электромагнитные помехи, и часто бывает полезно использовать различные демпферы в разных частях схемы. Эти диаграммы представляют несколько возможных способов подавления электромагнитных помех в драйвере катушки зажигания. Они известны как рассеивающие демпферы, потому что избыточная энергия рассеивается в виде тепла или света.
В верхней биграмме используются последовательно соединенные конденсатор и резистор. Используемые значения будут зависеть от частоты вашего привода. (См. RC1 вверху этой страницы). Вообще говоря, большая емкость и меньшее сопротивление будут отталкивать больше, но также поглощать больше мощности привода, прежде чем снижать эффективность. Необходимо найти компромисс, который лучше всего подходит для вашей установки.
На следующей схеме используется устройство, известное как MOV (металлооксидный варистор). Это полупроводниковые устройства, которые начинают проводить ток только тогда, когда напряжение между их выводами превышает номинальное значение.Он перестанет проводить, когда напряжение снова упадет. В примере, показанном выше, MOV закорачивает любые выбросы, исходящие от нагрузки, но он также закорачивает выход схемы драйвера на тот же короткий момент. Выбранный MOV должен иметь возможность рассеивать мощность и иметь номинальное напряжение, которое вызовет его активацию до того, как напряжение станет слишком высоким для схемы привода.
Вы также можете подключить небольшую неоновую индикаторную лампу (Ne1) последовательно с резистором 1 кОм и поместить ее между низковольтными проводами катушки зажигания.Эта лампочка начнет светиться, когда обратная ЭДС достигнет 100 В или больше. Если вы видите, что он светится, вам нужен лучший демпфер, такой как RC1 (верхняя диаграмма) или MOV (варистор), рассчитанный на ограничение напряжения ниже максимального, допустимого для ваших компонентов.
высоковольтная и высокочастотная эндоскопическая камера 3 в 1 для водителя камеры
Industrail Endoscope, Video Borescope & Wireless
Digtal видеоэндоскоп высокого разрешения (камера бороскопа) по низкой цене, 5-дюймовый ЖК-экран обеспечивает изображение высокой четкости 1280×720, 5.Гибкий зонд с одной / двумя линзами диаметром 5 / 7,6 / 8 мм с возможностью выбора, водонепроницаемый змеиный кабель IP67 для исследования засоров в подводных областях, идеально подходит для ремонта автомобилей, трубопроводов, промышленности, машин, химии и т. Д. камера
Камера Стоматологическая внутриротовая камера и монитор Стоматологическая эндоскопическая камера для полости рта. 35-40 долларов США. -лучевой блок: a) Номинальные параметры устройства для производства рентгеновских лучей Напряжение трубки: 70 кВ (фиксированное) Ток трубки: 1 мА (фиксированное) Цепь генерации высокого напряжения: высокочастотный переключатель Метод рентгеновского контроля: микропроцессорное управление Диапазон настройки времени: 0 .05-1,2 секунды.
Промышленная камера GigE Vision, 1,3 МП, 1/2 дюйма CMOS, монохромная
USB 3.0 Монохромная или цветная промышленная камера — это низкая цена, но высокая стабильность и производительность в системе машинного зрения с максимальным разрешением 800×600 пикселей (0,5 МП), 545 кадров в секунду максимальная частота кадров, формат 1 / 3,6 дюйма, CMOS, глобальный затвор, байонет C для объектива и дополнительная глубина 8 или 10 бит.
Промышленные камеры для машинного зрения | ATO.com
USB 3.0 Монохромная или цветная промышленная камера — это низкая цена, но высокая стабильность и производительность в системе машинного зрения с макс.разрешение 800×600 пикселей (0,5 МП), макс. частота кадров, формат 1 / 3,6 дюйма, CMOS, глобальный затвор, байонет C для объектива и дополнительная глубина 8 или 10 бит.
CN103381086B — Схема питания эндоскопа —
Изобретение обеспечивает схему источника питания Эндоскоп. Цепь источника питания состоит из блока EMC (электромагнитной совместимости), блока PFC (цепи положительной обратной связи) и блока LLC (логического управления связью), которые соединены последовательно и дополнительно включают DC-DC (прямой Current), накопитель энергии и блок логического управления, в котором DC-DC…
Линия индуктивного питания для беспроводного эндоскопа
· Была выбрана топология инвертора класса E (Sokal and Sokal, 1975).На рис. 1 представлена принципиальная схема конструкции. Последовательность импульсов V p (период 947 нс, рабочий цикл 0,4) подается на затвор транзистора. Резонансная частота резервуара, образованного резервуаром L 1 и C, немного выше, чем частота импульсов (1116 кГц по сравнению с 1056 кГц). Таким образом, резервуар эффективно…
US5010412A — Высокочастотный источник света малой мощности для
Стробоскопический свет обеспечивает равномерно интенсивное монохроматическое освещение объекта, сфотографированного видеокамерой.Стробоскопический свет включает в себя печатную плату, имеющую центральную апертуру, и множество светодиодов, установленных на печатной плате и обычно окружающих апертуру. Печатная плата прикреплена к камере с отверстием, расположенным перед камерой…
Драйвер Rscap1.10 Для Windows 7 X64 Загрузите
Super Shield, Свяжитесь с нашими пользователями. Откройте программное обеспечение для этого продукта. Не для опасных сред, таких как высокое напряжение, взрывчатые вещества, движущиеся машины и т. Д.Страница 1 RsCap — это файл. Называется эндоскопическая камера rscap 1 или другая. Инспекционная камера — отличный способ обойти эту проблему, однако обычно это означает другой вид.
Шумоподавитель для электронного эндоскопа — Olympus
Шумоподавитель предназначен для электронного эндоскопа, который включает диатермический резак или систему ультразвуковой диагностики. В электронном эндоскопе используется твердотельная камера, а для предотвращения наложения шумов на сигнал, подаваемый на дисплей изображения, линия передачи передает высокочастотный ток на диатермический резак или…
Camera Frequency Канада | Самые продаваемые частоты камеры
частоты камеры.Выбор наилучшей частоты камеры из серии подборок в высоком качестве. Покупая фотоаппарат anytek онлайн на сайте DHgate, Канада, и вы вскоре найдете идеальные характеристики. Наша цель — предоставить клиентам удобные способы продемонстрировать клиентам прочную и дешевую камеру dji fpv в холодных условиях. Благодаря нашему прозрачному серверу наша платформа имеет…
Поставщики роботов для инспектирования туннелей, все качества — Alibaba
20 / 0,1 мм 70 / 0,1 мм 100 / 0,1 мм 250 / 0,1 мм USTC Высокочастотный эмалированный медный лицевый провод для беспроводной зарядки. .Scope Snake Inspection Driver Usb Беспроводная USB-камера для эндоскопа | Мягкий кабель Pixels, 200 Вт, 1 м. USB-камера для чистки ушей эндоскопа инспекционная камера HD визуальная ложка для ушей Многофункциональная эндоскопическая камера Earpick 3-в-1 5.5 мм EAR-OO2.
Индуктивный силовой канал для беспроводного эндоскопа
· Была выбрана топология инвертора класса E (Sokal and Sokal, 1975). 1 изображена схема конструкции. Последовательность импульсов V p (период 947 нс, рабочий цикл 0,4) подается на затвор транзистора. Резонансная частота резервуара, образованного резервуаром L 1 и C, немного выше, чем частота импульсов (1116 кГц по сравнению с 1056 кГц).Таким образом, резервуар эффективно…
Приложения ИС для визуализации — Maxim Integrated
Наши высокопроизводительные компоненты сигнальной цепи управляют преобразователями визуализации, которые отправляют и принимают визуализирующие сигналы для получения изображений с высоким разрешением для улучшенной диагностики и лечения. Ультразвуковые приемопередатчики, приемники и AFE Ультразвуковые передатчики / цифровые импульсные генераторы Ультразвуковые высоковольтные мультиплексоры Коммутаторы передачи / приема ультразвука
Электрооборудование и инструменты — AUTENS DIRECT — Global Online
Водонепроницаемость 5 м / 16.Гибкий полужесткий кабель длиной 4 фута с камерой 0,31 дюйма / 8 мм, эта эндоскопическая камера тонкого диаметра может проходить через труднодоступные участки, такие как труба или зазор диаметром 0,59 дюйма / 1,5 см. Встроенная карта памяти 32 ГБ, поддерживающая…
Частота камеры Канада | Самые продаваемые частоты камеры
частоты камеры. Выбор наилучшей частоты камеры из серии подборок в высоком качестве. Покупая фотоаппарат anytek онлайн на сайте DHgate, Канада, и вы вскоре найдете идеальные характеристики.Наша цель — предоставить клиентам удобные способы продемонстрировать клиентам прочную и дешевую камеру dji fpv в холодных условиях. Благодаря нашему прозрачному серверу наша платформа имеет…
product grid — lepszykadr.pl
Последняя горячая продажа ультразвуковой машины для очистки в Южной Африке Хирургические инструменты Ларингоскоп в Карачи Горячие продажи электрохирургический отоскоп-термометр в известном китайском медицинском оборудовании Высококачественный осциллятор от крупного производителя как это работает Ультразвуковой очиститель в южной африке профессиональный поставщик аноректального эндоскопа в южной африке высококачественный ларингоскоп в карачи-хай.
Модельный ряд: Радиальные выводы — Промышленные устройства
± 3, ± 5 PP Для высоковольтных и сильноточных цепей (резонанс, сглаживание и т. Д. Оборудования IH) TMF -25 до +85 Индивидуальная конструкция [DC / AC] Индивидуальный дизайн Индивидуальный дизайн PP Для высоковольтных и сильноточных цепей
Монолитно-интегрированные силовые цепи высокого напряжения
Изготовленное устройство было испытано в повышающем преобразователе мощностью 1 кВт с выходным напряжением 325 В и частотой переключения 100 кГц.Более подробная информация и результаты характеристик этого силового чипа со встроенным датчиком температуры опубликованы в. 1.2.3 Встроенный диод с обратным ходом
Белая светодиодная вспышка для камеры —
Еще одна микросхема драйвера вспышки для камеры с белыми светодиодами — MP1517DR от Monolithic Power Systems, Inc. MP1517 — это повышающий преобразователь с фиксированной частотой на 4 А, идеально подходящий для вспышки камеры. схемы, управляющие до 4-х белых светодиодов. Высокая частота коммутации 1,2 МГц позволяет использовать внешние компоненты меньшего размера, создавая компактное решение для устройств ограниченного размера.
【SYANSPAN All-in-One 9 WiFi Видеокамера для осмотра труб
SYANSPAN 9 ‘WiFi Видеокамера для осмотра труб, дренажный трубопровод Поддержка промышленных эндоскопов Android / IOS 360 Вращение 20-100 м. Esddi Новый 8 мм 720P 8LED 1 3 5 7M Эндоскоп WiFi Водонепроницаемая видеокамера для Android iOS Phone PC Snake Inspection Tube Pipe Gift дешевые камеры для видео-осмотра труб. .
Высоковольтные полумостовые драйверы затвора — STMicroelectronics
Высоковольтные драйверы ST разработаны для оптимизации систем векторных двигателей и обладают отличной производительностью при высокой частоте переключения и интеллектуальным отключением для защиты конечного приложения.. Высоковольтный полумостовой драйвер с высокой плотностью мощности и двумя GaN HEMT в режиме усиления 650 В. . камера и клавиатура IPAD
Кабель USB 3.0 — высокочастотная передача данных
Роботизированный кабель SAB USB 2.0 и USB 3.0 был разработан для высокочастотной передачи данных в промышленности. В промышленности очень важны интеллектуальные системы обработки изображений. Они являются ключом к большей эффективности, точности и производительности при установке и обработке роботами для самых разных областей применения.
Найти все китайские продукты в продаже на Graigar Instruments
В магазине Graigar Instruments & Meters есть все виды портативного цифрового ультразвукового измерителя толщины SW7. 15.5 дюймовый многоцветный визуальный дисплей, высоковольтный детектор пористости KODIN-6DJ и другие в продаже, найдите лучший китайский нулевой на Aliexpress.comdiy Высоковольтный источник питания постоянного тока на 250 кВ с технологией Neat Trick
· Высоковольтные источники питания постоянного тока используются энтузиастами науки для питания электронных и рентгеновских трубок, зарядки высоковольтных конденсаторов, электростатических «левитаторов» и т. Д.Во многих из этих источников питания используется обратный трансформатор для выработки высокого напряжения высокой частоты (переменного тока), за которым следует «умножитель Кокрофта-Уолтона» для получения высокого напряжения.
Детали насоса Powerhorse
Powerhorse; Ryobi; Спортсмен; Субару; Вэнь; Вестингауз; Ямаха; Сортировать по BERGS I и II Запасная прокладка для комплекта Yamaha, IPI-73257YM. 18,99 долларов США. Добавить в корзину. Расширенный … Мы привержены нашей собственной линейке насосов, потому что мы уверены, что их репутация и качество соответствуют стандартам Basement Technologies, а насосы производятся прямо здесь, в Соединенных Штатах.У нас есть три первичных насоса мощностью 1/3, 1/2 и 3/4 лошадиных сил. Это не обычные насосы для обычных магазинов.
Mips вводимый символ
Casio mt 65
Этот насос для мойки высокого давления Powerhorse Easy с болтовым креплением предварительно смонтирован и протестирован, чтобы обеспечить быстрое переключение даже в полевых условиях. Галлонов в минуту: 2,5, макс. PSI: 3000, Применение: насос мойки высокого давления, Диаметр вала (дюймы): 3/4, Тип топлива: Бензин- Энергия вашей жизни. Описание Переносной инверторный генератор мощностью 2000 Вт Champion Power Equipment 100478 идеально подходит для кемпинга, передвижения на заднем дворе, питания предметов вокруг дома на колесах или обеспечения резервного питания для некоторых базовых задач.
- Фактическая мощность и крутящий момент двигателя ниже и зависят от дополнительного оборудования (воздухоочиститель, выхлоп, зарядка, охлаждение, топливный насос и т. Д.), Применения, скорости двигателя, окружающих условий эксплуатации (температура, влажность и высота) и других факторов.
- Транспортировка топлива на лодку безопаснее и проще, чем когда-либо, с высококачественным переносным топливным баком.
- Приобретите насосы Deming и запасные части, в том числе не засоряющиеся, для работы с твердыми частицами, процесс ANSI, монтаж на раме с торцевым всасыванием и погружные сточные воды в каталоге PumpCatalog.ком!
- Получите бесплатную доставку квалифицированных спринклерных насосов или купите онлайн-самовывоз в магазине сегодня в отделе сантехники.
- КАК ПАРАЛЛЕЛЬНО ПОРТАТИВНЫЕ ГЕНЕРАТОРЫ: Эксперты Electric Generators Direct раскрывают преимущества параллельного подключения генераторов. Когда один генератор не обеспечивает достаточной мощности, соединение его с другим позволит вам питать кондиционеры RV или другие энергоемкие задачи.
- Качественные детали для мойки высокого давления из ремонтной мастерской. Независимо от того, есть ли у вас газовая или электрическая мойка высокого давления, у нас есть необходимая деталь.Введя номер своей модели в строку поиска выше, мы отобразим точные детали мойки высокого давления, подходящие для вашей конкретной модели. Используйте фильтры в левой навигационной панели для сортировки деталей по категории и заголовку.
- Электрические мойки высокого давления Газовые мойки высокого давления Sun Joe STANLEY Karcher Generac Hyper Tough AR Blue Clean Greenworks Generic Unbrand Costway V.I.P. Simpson All-Power AR Blue Champion Power Equipment Koblenz Pulsar WEN Продукция Worx TEANDE Homdox Westinghouse MRLIANCE The ROP Shop переименована в Simpson Cleaning Ryobi Unique Bargains Tebru Pressure Pro…
- Купить насос ЗДЕСЬ — http://amzn.to/2nsyTCcХотя это на мойке высокого давления Ryobi с 7-сильным двигателем Robin Subaru на ремонте, который я покажу, будет работать …
- Powerhorse Semi-Trash Pump — 2 дюйма Порты, 7860 галлонов в час, 5/8 дюйма. Объем твердых частиц, двигатель Powerhorse 208 куб. См — Портативные водяные насосы — Amazon.com
- Перед тем, как разбирать насос, подготовьте чистое место для работы и делайте заметки при разборке насоса. Вы можете обратиться к примечаниям позже, если забудете, как помпа снова работает.Пожалуйста, дайте мне знать, если вам понадобится дополнительная помощь. Вот ссылка для заказа любых необходимых вам запчастей. Sears Parts Direct.
- AccuStream, является ведущим поставщиком деталей для гидроабразивных машин и станков для гидроабразивной резки. Для AccuStream. Детали насоса. Комплект уплотнений HP. Часть #.
- Детали, показанные ниже, подходят для двигателя Predator Predator 420 мощностью 13 л.с. (420 куб.см) с верхним расположением клапанов, горизонтальным валом, бензиновым двигателем Predator 420 ЧАСТИ Многие усовершенствования на болтах могут быть добавлены для увеличения мощности этого двигателя до невероятной мощности. Все необходимые детали и информацию можно найти на этой странице.Эти обновления помогут вам раскрыть всю мощь вашего двигателя.
- 29 сентября 2020 г. · Специально разработанная для работы с грязной или песчаной водой, полуприводной водяной насос Generac 6919 ST20-S приводится в действие двигателем Generac объемом 169 куб. См, который перекачивает до 158 галлонов. в минуту. С такими функциями, как отключение при низком уровне масла, нестандартная конструкция воронки Easy Prime для быстрой и легкой заливки, а также большой топливный бак со встроенным датчиком уровня топлива, полуприцеп …
- Производители генераторов Запчасти для генераторов Руководства по эксплуатации генераторов Цены на генераторы Обзоры генераторов Ремонт генераторов.Генераторы. Генераторы — незаменимый инструмент, когда вам нужно электричество в удаленном районе. Генераторы необходимы, если вы живете в районе, где часто пропадает электричество.
- Alibaba.com предлагает 754 572 запчастей для шестеренчатых насосов. Вам доступен широкий выбор деталей шестеренчатого насоса
- КАК ПАРАЛЛЕЛЬНО ПОРТАТИВНЫЕ ГЕНЕРАТОРЫ: Эксперты по продуктам Electric Generators Direct раскрывают преимущества параллельного подключения генераторов. Когда один генератор не обеспечивает достаточной мощности, соединение его с другим позволит вам питать кондиционеры RV или другие энергоемкие задачи.
- Приобретите насосы Deming и запасные части, в том числе не засоряющиеся, для работы с твердыми частицами, процесс ANSI, монтаж на раме с торцевым всасыванием и погружные устройства для сточных вод на PumpCatalog.com!
- Этот насос для мойки высокого давления Powerhorse Easy с болтовым креплением предварительно смонтирован и протестирован, чтобы обеспечить быстрое переключение даже в полевых условиях. Галлонов в минуту: 2,5, макс. PSI: 3000, Применение: насос мойки высокого давления, Диаметр вала (дюймы): 3/4, Тип топлива: бензин
- 29 сентября 2020 г. · Специально разработанный для работы в мутной или песчаной воде, Generac 6919 ST20-S Semi-Trash Водяной насос приводится в действие двигателем Generac объемом 169 куб. См, который перекачивает до 158 галлонов.в минуту. Благодаря таким функциям, как отключение при низком уровне масла, нестандартная конструкция воронки Easy Prime для быстрой и легкой заливки, а также большой топливный бак со встроенным датчиком уровня топлива, полу-мусор …
- Powerhouse.je — это онлайн-магазин розничной торговли Powerhouse, часть группы Jersey Electricity. Интернет-магазин создан для того, чтобы обеспечить вам все удобство покупок 24/7 с …
- Компания Champion Power Equipment, основанная в 2003 году, является относительно молодой компанией. Тем не менее, им удалось продать более двух миллионов изделий, и они занимают лидирующие позиции в области производства генераторов.Они предлагают широкий спектр портативных и домашних резервных генераторов, а также инверторы, но они также продают различные детали и…
- PumpProducts.com Топ-5 торговых марок скважинных насосов включают: Goulds Well Pumps, Grundfos Well Pumps, Berkeley Насосы для скважин, насосы для скважин Myers и насосы для скважин Sta-Rite. Вы можете выполнить поиск в нашем интерактивном каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки клиентов сегодня по телефону 1-800-429-0800.
- ЗАПЧАСТИ И ПРИНАДЛЕЖНОСТИ. Рекомендуемые товары. … Погружной насос для мусора Yamaha SP20ET Цена: 299 долларов.00. Генератор Yamaha EF6300iSDE мощностью 6300 Вт Цена: 3650 долларов США (60)
- AR Северная Америка — это бизнес, ориентированный на клиентов. На протяжении 61 года компания AR производит одну из самых высококачественных в мире линий насосов высокого давления. Ориентация на клиента. Не стесняйтесь обращаться к нам с вопросами, комментариями или просто поздороваться. Мы бы хотели получить от Вас отзывы.
- У нас самый широкий ассортимент генераторов по самым низким ценам. Мы рады предоставить вам бесплатную доставку для всех заказов в нижние 48 штатов.
- Наш ассортимент запчастей для двигателей охватывает широкий диапазон от внешних деталей, таких как крепления, ремни привода вспомогательных агрегатов и датчики, до внутренних твердых деталей, таких как распределительные валы, поршни и кольца. Мы хотим быть уверены, что вы сможете получить все, что вам нужно, в одном месте, независимо от того, какую работу вы выполняете, будь то обычная замена ремня или полный ремонт двигателя.
- Название детали: Гидравлические запасные части, поршневой насос. Материал: металл. Поставщики с проверенными бизнес-лицензиями. Циркуляционный водяной насос электростанции и запасные части.Цена FOB для Справки: US $ 100-1000 / шт.
- Eaton обеспечивает непревзойденную функциональность и надежность как для промышленных, так и для мобильных систем с одним из самых обширных предложений гидравлических насосов на рынке.
- Непревзойденные инвестиции Lifan в исследования и разработки обеспечивают высокое качество генераторов, цифровых инверторных генераторов, водяных насосов, аппаратов для мытья под давлением и двигателей.
- Насос для мойки высокого давления Powerhorse Easy с болтовым креплением — 2,5 галлона в минуту, 3000 фунтов на квадратный дюйм, с прямым приводом Новинка. Продавец из США. Этот насос для мойки высокого давления Powerhorse Easy с болтовым креплением предварительно смонтирован и протестирован, чтобы обеспечить быстрое переключение даже в полевых условиях.Применение Насос омывателя под давлением, Тип топлива Бензин, 2,5 галлона в минуту, макс. PSI 3000, диаметр вала 3/4 дюйма.
- Горизонтальный двухколесный бревенчатый дровокол Powerhorse 20-тонный, 208CC — это отличный газовый дровокол с 20-тонной способностью деления бревен по доступной цене по сравнению с другими подобными моделями. Эта модель отличается инновационной конструкцией с двумя разъемами для увеличения скорости и эффективности.
- 2-дюймовый насос для перекачивания воды для полу-мусора Champion включает в себя все, что вам нужно, кроме нефти и газа для начала перекачки.Насос 158 галлонов воды в минуту, приводимый в действие двигателем Champion объемом 196 куб. См. Включенные в комплект шланги, другие аксессуары и комплект колес делают этот агрегат идеальным переносным насосным решением.
- Predator Pumps обещает превзойти ваши ожидания, установив новые стандарты в поставках и обслуживании насосов. Мы обещаем соблюдать наши соглашения и развивать отношения лояльности и доверия как с нашими поставщиками, так и с клиентами.
- Электрические мойки высокого давления Газовые мойки высокого давления Sun Joe STANLEY Karcher Generac Hyper Tough AR Blue Clean Greenworks Generic Unbrand Costway V.И. Simpson All-Power AR Blue Champion Power Equipment Koblenz Pulsar WEN Продукты Worx TEANDE Homdox Westinghouse MRLIANCE The ROP Shop без торговой марки Simpson Cleaning Ryobi Unique Bargains Tebru Pressure Pro …
- Двухсекционные шатуны из специального сплава на основе алюминия увеличенного размера для максимальное распределение силы и нагрузки. Этот насос SXMV3G40D-F24, вращающийся со скоростью 1750 об / мин, был разработан для подачи 4 галлонов в минуту при 4000 фунтов на квадратный дюйм. 6501.0017.00 — содержит описание PUMP AXD 3525 G 6501.0006.00 — содержит описание PUMP AXD 3025 G
- Predator Pumps обещает превзойти ваши ожидания, установив новые стандарты в поставках и обслуживании насосов.Мы обещаем соблюдать наши соглашения и развивать отношения лояльности и доверия как с нашими поставщиками, так и с клиентами.
- Список запчастей Powerhorse В настоящее время нет товаров этой марки, или страница перемещена. Пожалуйста, попробуйте одно из следующих предложений, чтобы найти то, что вы ищете. Двигатели
- Tecumseh — Совершенно новые двигатели и портативные генераторы со скидкой — Ваш источник №1 для замены новых двигателей, включая двигатели Briggs and Stratton, Honda, Robin Subaru, Kohler, бензиновые и дизельные переносные генераторы, мойки высокого давления, снегоуборочные машины, газонокосилки и др. оборудование с бензиновым двигателем и недорогие запчасти для двигателей.Новый запас у дилеров, прямые заводские цены, в наличии …
- 29 сентября 2020 г. · Специально спроектированный для работы в мутной или песчаной воде, полуприводной водяной насос Generac 6919 ST20-S приводится в действие двигателем Generac объемом 169 куб. до 158 галлонов. в минуту. Обладая такими функциями, как отключение при низком уровне масла, нестандартная конструкция воронки Easy Prime для быстрой и легкой заливки, а также большой топливный бак со встроенным датчиком уровня топлива, полуприцеп … R) Компоненты равны Sundyne (R). Буровые насосы. Части буровых насосов. Equal Tapflo (R) — Equal Grundfos (R) — Equal Goudls (R)…
- Найдите пистолеты-распылители и насадки для мойки высокого давления в магазине Lowe’s сегодня. Приобретайте пистолеты-распылители и насадки для мытья под давлением, а также различные товары для активного отдыха на сайте Lowes.com.
- Насос моечной машины может расколоться, если в нем останется вода, и он замерзнет. Замерзшая вода расширяется и вызывает повреждение насоса, нарушая его герметичность и способность нагнетать воду. Если помпа на вашей стиральной машине заметно потрескалась, ее необходимо заменить. Треснувший насос следует заменить, а не ремонтировать.
- Ниже приведены простые инструкции с подушкой, которые помогут вам снять и установить насос мойки высокого давления. 1. Не разбирайте насос. Просто открутите болты, которыми насос крепится к точке крепления двигателя. Горизонтальные насосы будут иметь 4 болта, в то время как большинство вертикальных насосов будет иметь 3 (несколько вертикальных крепятся с помощью 4). См. Изображения ниже. 2.
Добавить элемент в массив javascript
Отстойники могут удалять нежелательную воду из областей ниже уровня земли.Бустерные насосы могут подавать воду для ирригационных систем в сельском хозяйстве. Промышленные химические насосы или насосы для перекачки топлива и масла могут поддерживать движение жидкостей в системе, обеспечивая бесперебойную работу компонентов. Электростанция Kjørbo. Оптимизируя и комбинируя известные технологии новыми способами, обычные офисные здания 1980-х годов могут производить больше возобновляемой энергии, чем они …
Лучшие цены ВЕЗДЕ — Более 10 лет в бизнесе — Возврат EZ — Более 200 000 довольных клиентов !!Выбрать; Артикулы CPC; Номера деталей HOP; Номера деталей Ariens * См. Схему, чтобы найти номер модели двигателя, который начинается с «LMH», «PLMH» или «PW».Приобретайте насосы Deming и запасные части, в том числе не засоряющиеся, для работы с твердыми частицами, процесс ANSI, монтаж на раме с торцевым всасыванием и погружные сточные воды на PumpCatalog.com!
1.8 9 forge client
| Barry morphew firefighter |