Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.

- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.

Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
 Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Как варить алюминий полуавтоматом: особенности процесса
Главная › Новости
Опубликовано: 23.02.2019
Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSEСварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Сварка алюминия в среде аргона
Схема полуавтомата для сварки алюминия.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.
TIG-сварка или Сварка аргоном для новичка.С чего начать?
Таблица характеристик электродов для сварки.
Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
ОЗАНА-1 И ОЗАНА-2; ОК 96. 10, ОК 96.20 И ОК 96.50;
неплавящиеся электроды.
10, ОК 96.20 И ОК 96.50;
неплавящиеся электроды.Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Особенности сварки
Схема процесса сварки алюминия полуавтоматом.
Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Перед сваркой необходимо почистить обрабатываемую деталь при помощи металлической щетки, чтобы разбить оксидный слой было проще.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Сварка алюминия полуавтоматом: особенности и технология
На чтение 5 мин. Опубликовано
Сварку алюминия полуавтоматом выполняют под защитой инертного газа, в качестве которого чаще всего применяют аргон. Мастеру при работе нужно учитывать склонность металла к линейной усадке, которая в 2 раза превышает наблюдаемую у сплавов стали. Кроме того, в процессе придется соблюдать осторожность, чтобы избежать прожогов материала.
Характеристики аппарата для сварки алюминия
Если вы выбираете сварочный полуавтомат для автосервиса, отдавайте предпочтение устройствам с функцией TIG. Такие приборы вырабатывают импульсный ток высокой частоты.
Такие приборы вырабатывают импульсный ток высокой частоты.
При использовании подобного оборудования снижается вероятность прожогов, поддерживается стабильная короткая дуга. При выборе инвертора TIG без импульсного блока процесс замедлится примерно в 3 раза, но качество соединения не ухудшится.
Чтобы работать в домашних условиях, выбирайте аппараты с функциями МИГ или МАГ. Они рассчитаны на небольшие токи. Используйте оборудование только в бытовых целях.
Откажитесь от дорогой аппаратуры с дополнительными функциями. Многие опции при сварке дома не нужны, а при поломке придется понести большие расходы на ремонт.
Для профессиональных работ подойдут 3-фазные полуавтоматы по алюминию мощностью 380 В. Для бытовых целей покупайте устройства с 2 входами, которые подключаются к сети 220 В.
Длина шланга для подачи присадочной проволоки должна быть не более 3 м. Чтобы минимизировать действие силы трения, стандартный канал заменяют тефлоновым. Лучше брать 4-роликовый механизм подачи с U-образными канавками. Такой блок надежнее варианта с 2 роликами.
Такой блок надежнее варианта с 2 роликами.
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
Возможна ли сварка без использования газа
Для получения шва высокого качества нужен инертный газ, который будет защищать прогретую металлическую поверхность от взаимодействия с кислородом.
Материал вступит в реакцию с углекислотой.
Некоторые мастера предпочитают работать без газа. Качество формирования шва в такой ситуации снижается.
Чтобы избежать нежелательных последствий, потребуется флюс. Сварщику придется воспользоваться порошковой проволокой.
Настройка сварочного аппарата
Универсальных настроек полуавтомата для сварки алюминия не существует. Мастера учитывают толщину заготовки. Для 2 мм потребуется рабочее напряжение 15 В. Силу тока выставляют между 100 и 150 А в зависимости от присутствующих легирующих добавок. MIG-сварку алюминия проводят при обратной полярности.
На подающий мундштук выводится клемма со знаком плюс, на заготовку — со знаком минус.
Условия сварки в домашних условиях
Перед тем как заварить детали, убедитесь, что были соблюдены условия проведения работ:
- С элементов убирают окисную пленку. Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.
- Следят за стабильностью длины дуги. Допустимыми значениями параметра считают 1,2-1,5 см.
- Не работают со слишком высокой скоростью. При нарушении этого условия качество проварки элементов ухудшится.
 Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.
Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.Пошаговое руководство
В домашних условиях соблюдайте алгоритм действий:
- Подберите наконечник, который будет больше проволоки на несколько миллиметров. Материал расширяется при нагревании, поэтому мастер должен учитывать изменение объемов. С помощью шлифовальной машины либо щетки из металла зачистите заготовку до блеска. Наденьте специальную одежду, закройте лицо маской. Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
- Оградите рабочее пространство от ветра. Сквозняк будет сдувать аргоновое облако.
- Выберите подходящий режим для полуавтоматической сварки алюминия. Разрешается применить настроечные таблицы.
- За 5-10 секунд до розжига дуги начинайте подавать аргон. В процессе должно возникнуть защитное газовое облако. Разожгите дугу. При этом зазор между насадкой и ванной расплава должен составить 1-1,5 см.
- В процессе регулируйте скорость подачи. Не устанавливайте максимальную на начальных этапах работы. Следите, чтобы алюминий хорошо проварился.
- Ровно ведите дугу, чтобы наплавочный валик формировался равномерно.
- Когда работа будет завершена, не отключайте ток сразу. Сначала отведите в сторону дугу. Защитный газ подавайте еще 10-20 секунд. За это время поверхность шва остынет. Если подача будет прекращена раньше, материал может вступить в реакцию с кислородом.

Преимущества и недостатки алюминия
Достоинствами металла являются:
- небольшая удельная масса;
- стабильная прочность;
- невысокая стоимость;
- устойчивость к коррозии, появлению ржавчины.

Недостаток — невозможность проведения работ без газа. Также могут возникать затруднения при подборе проволоки из-за отсутствия информации о составе материала. Сваривать детали сможет лишь человек с хорошей реакцией, новичкам бывает сложно освоить процесс.
Как осуществляется сварка алюминия полуавтоматом, особенности процесса.
Your browser does not support the video tag.При выполнении сварки алюминия полуавтоматом нужно не только иметь нужные навыки, но и знать особенности этого металла. Он сложно поддается сварке. Дело в том, что поверхность алюминия постоянно покрыта оксидной пленкой. Она тугоплавкая, поэтому перед работой ее следует удалять.
Особенности сварки, подготовка поверхностей
Трудность сварки этого металла полуавтоматом заключается также в том, что материал обладает высокой теплопроводностью и низкой температурой плавления. Поэтому велика вероятность порчи алюминиевой заготовки — ее можно прожечь либо деформировать.
Условие успешной сварки — предварительная качественная чистка алюминия. Для чистки можно использовать щетки из нержавейки либо средства для травления. При этом нужно обращать внимание на:
- Не надо сильно давить на щетку — окислы могут проникнуть внутрь детали.
- Чистить следует в одном направлении.
- Если применяются травящие средства, перед сваркой следует их с поверхности удалить.
Чтобы не допустить растрескивания сварного шва, желательно выполнить предварительный подогрев деталей. Это делается в печах либо с применением газовой горелки.
Технология сварки
Сваривание алюминиевых заготовок производится с помощью алюминиевых электродов, имеющих форму проволоки. Так как она достаточно гибкая, в процессе работы появляются проблемы — образование петель. Их причина — залипание в токосъеме.
Защитным газом обычно является аргон. Если в алюминиевых сплавах много магния, лучше применять смесь аргона с гелием, так как она сможет предотвратить образование оксидов магния. Углекислый газ не используется, так как он вступает в реакцию с алюминием и прочного шва ждать не приходится.
Углекислый газ не используется, так как он вступает в реакцию с алюминием и прочного шва ждать не приходится.
Можно варить алюминий без газа при применении порошковой проволоки. Сварную зону обязательно нужно защищать, иначе на поверхности заготовок быстро появится оксидная пленка.
Хотя алюминию необходимо создавать особые условия при сварке и эта работа считается достаточно сложной процедурой, при выполнении всех требований можно добиться высокого качества сварного шва.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
Сварка аргоном алюминия | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Сварка аргоном алюминия | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео | ОтзывыЗавод алюминиевых конструкций СГР
Россия
Санкт-Петербург
Санкт-Петербург, ул. Громова, д. 4
Громова, д. 4
+7 (812) 502 11 92
Почему сварка аргоном настолько востребована?
Газ защищает шов от воздействия окружающей среды, поэтому соединение получается надёжным — без дефектов.
Сварка в аргоне полуавтоматом наиболее популярна, потому что она способствует оптимизации технологического процесса. Это происходит за счёт того, что сварочную проволоку подаёт аппарат, а не сварщик — в результате скорость работы увеличивается.
Услуги сварки алюминия аргоном в СГР
Аргонодуговая сварка алюминия — специализация сотрудников нашего завода.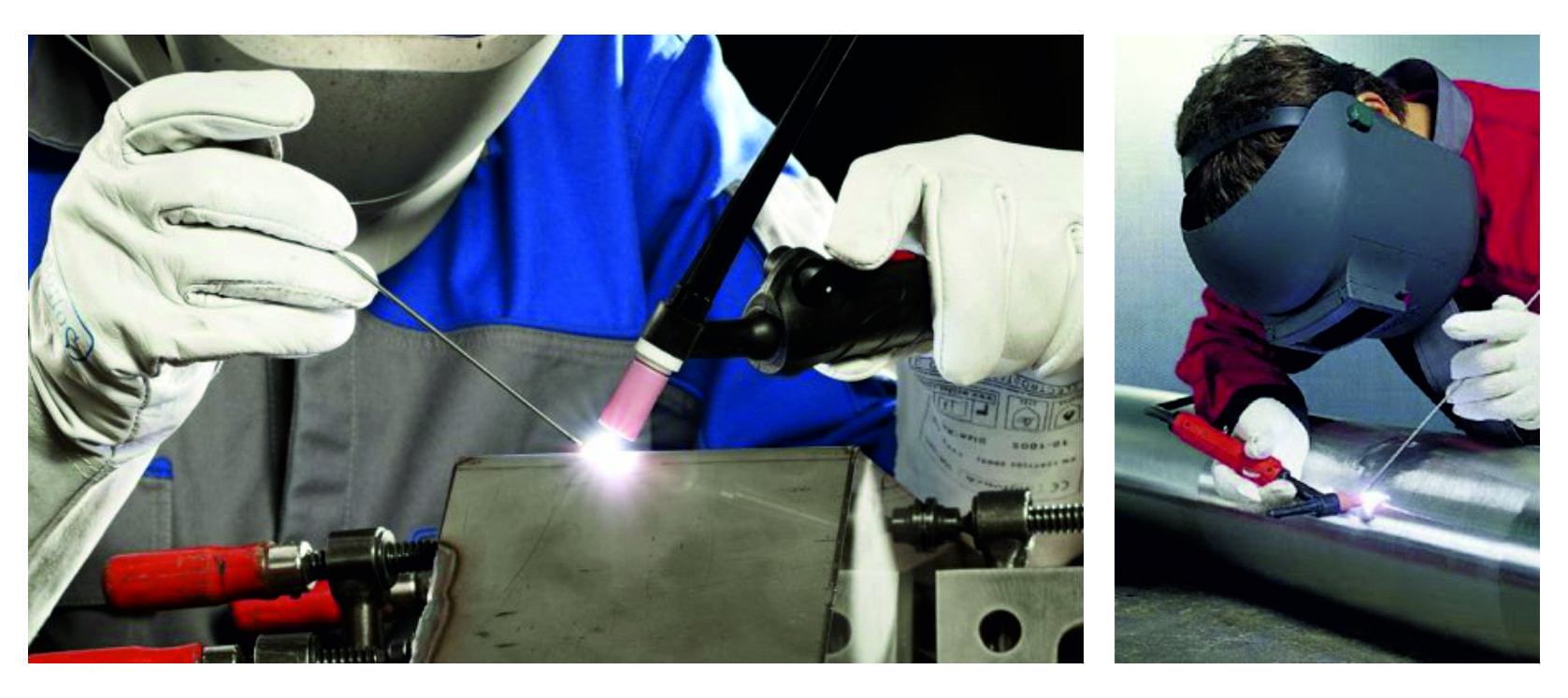
Чаще всего сварка алюминия аргоном производится переменным током. Вариант с постоянным током возможен только при условии применения обратной полярности.
Сварка алюминия аргоном (с поддувом) осуществляется в следующей последовательности:
- сначала зона сварки очищается;
- потом подаётся аргон для создания защитного слоя и производится розжиг дуги;
- затем выполняется сварной шов.
Как мы уже говорили, аргонная сварка хороша тем, что этот газ хорошо выполняет свою защитную функцию — шов не испытывает воздействие окружающей среды, потому получается ровным и аккуратным.
Также, благодаря точечному воздействию на конструкцию, сварка аргоном позволяет производить ремонт металлических изделий сложной формы.
Сварка аргоном подходит и для алюминиевых труб — даже в том случае, если качество швов будет проверяться рентгеном.
Требуется аргоновая сварка алюминия? Обращайтесь к нам!
Мы осуществляем сварку аргоном алюминия и различных изделий из него:
Аргонодуговая сварка отлично подходит для алюминиевого проката, а также для изделий из других «сложных» металлов. Например — нержавейки.
Например — нержавейки.
Сварка аргоном листового алюминия
Сварка алюминиевых листов — сложный технологический процесс. В первую очередь из-за того, что они легко деформируются. Обычно, если материал тонкий, его сваривают вручную. Если толстый — полуавтоматом. Но на самом деле и тонкий металл можно варить полуавтоматом — при условии, что применяется современное оборудование с возможностью точной регулировки параметров.
Сварка аргоном алюминиевого профиля
Если соединяются элементы одинаковой толщины, можно использовать и ручную, и полуавтоматическую сварку неплавящимся электродом. Единственное — при выполнении сварочных работ полуавтоматом нужно в каждом конкретном случае правильно выставлять скорость подачи проволоки.
Единственное — при выполнении сварочных работ полуавтоматом нужно в каждом конкретном случае правильно выставлять скорость подачи проволоки.
Сварка аргоном алюминиевых труб
Аргонодуговая сварка позволяет создавать прочные, аккуратные швы, даже если трубы располагаются под углом друг к другу.
Обязательно нужно подготовить трубы к сварочным работам — убедиться в отсутствии дефектов, удалить загрязнения, очистить кромки. После завершения работ нужно произвести операционный и визуальный контроль качества сварных швов, провести механические испытания.
Сварка алюминия аргоном в СГР
В среде аргона можно производить разные виды сварочных работ — в любом случае высокое качество швов гарантировано. Процесс сварки включает в себя следующие этапы.
Расчёт сварки алюминия аргоном
Чтобы грамотно провести сварочные работы по алюминию, понадобится предварительный расчёт. Прочность сварных швов можно определить двумя методами: по предельным состояниям и по допускаемым напряжениям.
Прочность сварных швов можно определить двумя методами: по предельным состояниям и по допускаемым напряжениям.
В первом случае выясняется, какой силы потребуется воздействие, чтобы изделие перестало соответствовать эксплуатационным требованиям.
Во втором — допускаемые напряжения рассчитываются на основании характеристик используемых материалов.
Проектирование изделий для дальнейших сварочных работ по алюминию в среде аргона
Проект производства сварочных работ по алюминию в среде аргона очень важен.
От того, насколько он будет продуманным, зависит успех всего мероприятия по созданию металлоконструкции.
Проектирование включа
Особенности сварки алюминия полуавтоматом: требования к оборудованию и порядок работ
Главная > Статьи > Особенности сварки алюминия полуавтоматом: требования к оборудованию и порядок работВторник, 15 Октябрь, 2019
Сварка алюминиевых заготовок — трудоемкое и ответственное дело, которое требует определенных знаний, навыков и применения современного оборудования. Процесс выполняется различными методами, но основным расходным материалом, который образует шов, является алюминиевая проволока для полуавтомата.
На сложность процесса влияют два фактора.
- На поверхности активного алюминия мгновенно образуется тугоплавкая пленка из его оксида, без удаления которой полученный шов становится непрочным.
- Материал отличается высокой теплопроводностью при низкой температуре плавления, поэтому сварка алюминия полуавтоматом может привести к изменению геометрии деталей.
Перед проведением работ заготовки необходимо подготовить особым образом.
- Пленку с поверхности металла можно удалить механическим и химическим способом, используя напильник, шлифовальную машинку или флюсы. Обработке подвергается поверхность в районе соединения.
- Полуавтоматическая сварка алюминия предполагает наличие высоких температур в рабочей зоне, поэтому для предотвращения деформации от местного перегрева детали предварительно нагревают до оптимальных температур. Нагрев можно проводить в специальных печах или при помощи горелки.
Автоматическая сварка алюминия – особенности оборудования
Процесс неразъемного соединения деталей можно проводить с использованием различного оборудования в среде защитных газов или порошковой проволокой, наполненной флюсом. Используются инверторные устройства с неплавящимся электродом (TIG), импульсные аппараты с подачей в рабочую зону плавящейся проволоки (MIG сварка алюминия). Во втором случае производительность труда возрастает.
При выборе оборудования необходимо учитывать особенности материала, иначе полученный шов не будет отвечать требованиям.
- Диаметр проволоки должен быть несколько меньше отверстия пропускного наконечника горелки, поскольку при нагреве алюминий сильно расширяется.
- Длина шланг-пакета сварочной горелки не должна превышать 3 метра, поскольку материал очень мягкий и может деформироваться в процессе перемещения. Не допускаются перегибы и скручивания шланга.
- Ролики подающего механизма должны быть гладкими, без насечек, используется 4-х роликовый механизм подачи. Таким образом, минимизируется деформация.
- Проволока для сварки алюминия должна обладать специфическими свойствами, которые достигаются легированием. Оксидная пленка очень тугоплавка, а основной материал начинает менять агрегатное состояние при температуре 500 0С, поэтому велика вероятность местного перегрева деталей.
Варить алюминий полуавтоматом по MIG технологии эффективней и производительней. Оборудование применяется для больших объемов работ. Если вы иногда свариваете отдельные детали с высокими требованиями к качеству шва, то вполне подойдет инверторный аппарат с использованием TIG технологии.
Оборудование применяется для больших объемов работ. Если вы иногда свариваете отдельные детали с высокими требованиями к качеству шва, то вполне подойдет инверторный аппарат с использованием TIG технологии.
Технология сварки алюминия полуавтоматом довольно сложная. Для получения качественного шва необходимо:
- правильно настроить параметры силовой установки;
- выбрать расходный материал;
- тщательно зачистить сопрягаемые поверхности;
- держать горелку под оптимальным углом к поверхностям.
Правильно выбранное оборудование и расходные материалы значительно облегчат применение этого технологического процесса.
Сварка MIG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MIG с рассмотрением типов сварки MIG, отличий от сварки MAG, а также характеристик сварочных аппаратов и методов сварки. На этой странице также описывается метод низкочастотной импульсной сварки суперпозицией, используемый в производстве автомобилей и мотоциклов.
Сварка MIG (металл в инертном газе) — еще один метод дуговой сварки. Как и при сварке TIG, в качестве защитного газа используется инертный газ, но сварка MIG представляет собой тип сварки плавящимся электродом, при котором используется разрядный электрод, плавящийся во время сварки.
Этот процесс обычно используется для соединения деталей из нержавеющей стали или алюминиевого сплава. В зависимости от свариваемого металла необходимо использовать соответствующий тип защитного газа.
В качестве электрода используется спиральная сварочная проволока.Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически подается к наконечнику горелки с помощью подающего ролика, который приводится в действие электродвигателем. На проволоку подается напряжение, когда она проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
На проволоку подается напряжение, когда она проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
- газ Ar или
Ar + 2% O 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MIG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Конфигурация почти такая же, как у сварочного аппарата MAG, за исключением некоторых улучшений, добавленных в блок подачи проволоки.Поскольку сварка MIG часто используется для сварки алюминия, необходимо усовершенствовать механизм подачи проволоки, чтобы обеспечить стабильную подачу мягкой алюминиевой проволоки (четырехвалковая система).
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MIG можно классифицировать по использованию переменного или постоянного тока, импульсного или неимпульсного тока.
| Импульс | Метод сварки | |
|---|---|---|
| Постоянный ток (DC) | Нет | Сварка MIG короткой дугой |
| Сварка MIG распылением | ||
| Сварка MIG на больших токах | ||
| Есть | Импульсная сварка MIG | |
| Низкочастотная сварка MIG с наложением импульсов | ||
| Переменный ток (AC) | Есть | Импульсная сварка MIG на переменном токе |
| Низкочастотная сварка MIG с наложением переменного тока | ||
| постоянного тока + переменного тока | Есть | Составная импульсная сварка MIG переменным и постоянным током |
Сварка MIG короткой дугой — это метод сварки, в котором используется явление передачи короткого замыкания (короткая дуга). Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловыделения основного материала. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в принудительных положениях. В случае сварки MIG такие детали часто сваривают импульсной сваркой MIG.
Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловыделения основного материала. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в принудительных положениях. В случае сварки MIG такие детали часто сваривают импульсной сваркой MIG.
Сварка MIG распылением — это процесс, при котором сварочный ток устанавливается выше критического, чтобы установить более высокое напряжение дуги. Он использует явление распыления, когда расплавленный наполнитель испаряется.Когда алюминиевая заготовка сваривается без разбрызгивания, это может привести к потере плавления или другим дефектам сварки. Чтобы предотвратить эту проблему, необходимо немного снизить напряжение дуги, чтобы обеспечить сварку в режиме малого распыления. Сварка MIG распылением больше не используется, потому что импульсная сварка MIG, которая позволяет обрабатывать детали от низкой до средней толщины, стала обычным явлением.
При сварке MIG на больших токах используется сварочная проволока большого диаметра (примерно от 3,2 до 5,6 мм). Сварочная система включает в себя сварочную горелку с соплом для газа с двойной защитой и источник питания с постоянной характеристикой тока и номинальным выходным током около 1000 А.
Сварочная система включает в себя сварочную горелку с соплом для газа с двойной защитой и источник питания с постоянной характеристикой тока и номинальным выходным током около 1000 А.
MIG с использованием постоянного и импульсного тока также называется обычной импульсной сваркой MIG.
Основной принцип такой же, как и при импульсной сварке MAG.
Этот метод сварки пропускает небольшой базовый ток для поддержания дуги и импульсный ток, превышающий критический ток, поочередно, чтобы позволить каплям брызг переходить от проволоки, даже когда средний ток падает ниже критического. Они обеспечивают эффективную и качественную сварку тонких и толстых листов.
Низкочастотная наложенная импульсная сварка MIG — это метод, разработанный на основе импульсной сварки MIG для достижения высокой добавленной стоимости сварки алюминиевых деталей.Поскольку этот процесс позволяет создавать красивые чешуйчатые валики, он используется для сварки тонких алюминиевых пластин для автомобилей или мотоциклов.
Дом
Подающая алюминиевая проволока MIG: это не должно быть страшно | Сварка
Щелкните изображение, чтобы увеличить Майкл Клее
Обычно, когда вы говорите с кем-нибудь о сварке алюминия, его первая реакция — это немного запаниковать. Считается, что с алюминием трудно работать — от чистоты до теплопроводности, внешнего вида валика и подачи мягкой проволоки при сварке MIG.Все это может показаться немного пугающим, если вам никогда раньше не приходилось с этим сталкиваться. По последнему пункту, если вы просто выполняете полуавтоматическую сварку GMAW с катушкой с алюминиевой проволокой, подавать ее относительно просто. Убедитесь, что ваш контактный наконечник, ведущие ролики и лайнер правильные, используйте пушпульный пистолет хорошего качества, и вы должны быть готовы к гонкам.
Сегодня в автомобильной среде сваривается все больше и больше алюминия, чем когда-либо прежде. Обычно это означает, что для сварки деталей используется роботизированная система дуговой сварки. В этой ситуации катушку с проволокой весом 20 фунтов использовать нецелесообразно. Роботизированные системы должны иметь длительное время безотказной работы, поэтому постоянно останавливаться для замены катушки непродуктивно. Однако, как и сталь, алюминий можно упаковывать оптом, чтобы повысить производительность за счет исключения замены катушек с течением времени.
В этой ситуации катушку с проволокой весом 20 фунтов использовать нецелесообразно. Роботизированные системы должны иметь длительное время безотказной работы, поэтому постоянно останавливаться для замены катушки непродуктивно. Однако, как и сталь, алюминий можно упаковывать оптом, чтобы повысить производительность за счет исключения замены катушек с течением времени.
Но теперь мы представляем еще одну потенциальную проблему. Поскольку алюминий — это мягкая и активная проволока, при подаче питания из крупногабаритной системы могут возникнуть некоторые проблемы. Проволока будет запутываться, что создает довольно большие проблемы с подачей, и у вас останутся простои, которые будут стоить вам денег.
Компания Lincoln Electric создала продукт, помогающий решить эту проблему, — Gem-Pak. В этой системе используются драгоценные камни из стекла, чтобы избежать путаницы при подаче алюминиевой проволоки. Меньшее количество проблем с подачей означает меньшее время простоя и высокую производительность ваших сварочных систем. К ящику прикрепляется мини-поддон, готовый к работе с вилочным погрузчиком, а также ремни для его подъема — полностью мобильная насыпная упаковка с помощью вилочного погрузчика
К ящику прикрепляется мини-поддон, готовый к работе с вилочным погрузчиком, а также ремни для его подъема — полностью мобильная насыпная упаковка с помощью вилочного погрузчика
или крана. Поскольку упаковка сделана из картона, стеклянных драгоценных камней и алюминиевой проволоки, эта система также подлежит 100-процентной переработке, когда вы ее закончите.
Gem-Pak предлагает до 300 фунтов в одной упаковке для достижения максимального времени безотказной работы — примерно 30 минут на замену или 540 минут на полную замену для эквивалентного веса в катушках (около 18,75 катушек на одну Gem-Pak). Это может означать сокращение смены катушек на 94% с течением времени. Это сэкономило много времени на производстве. В зависимости от того, сколько сварочных работ вы делаете, обычно пакет нужно менять один или два раза в месяц.
Практические исследования показали, что Gem-Pak не только помогает сократить время простоя, но и конечные пользователи могут повысить свою производительность за счет увеличения скорости подачи проволоки. Уникальная намотка и упаковка уменьшают тяговое усилие, необходимое для подачи алюминия, что помогает увеличить используемый диапазон скоростей подачи проволоки и увеличивает скорость наплавки.
Уникальная намотка и упаковка уменьшают тяговое усилие, необходимое для подачи алюминия, что помогает увеличить используемый диапазон скоростей подачи проволоки и увеличивает скорость наплавки.
В одном конкретном случае конечный пользователь сообщил, что ранее ему приходилось снижать скорость подачи проволоки с другими крупногабаритными упаковками, чтобы уменьшить путаницу и проблемы с подачей. Перейдя на Gem-Pak, они смогли увеличить скорость подачи проволоки, а также скорость движения. Этот конкретный автомобильный пользователь сообщил о 12.Повышение производительности на 5%, уменьшение объема переделок на 3% и сокращение использования контактных наконечников и гильз на 50%, что дает 722 983,61 доллара США годовой экономии.
Поскольку существует множество различных применений алюминия и множество различных сплавов, Gem-Pak предлагается для диаметров 0,035 — 1/16 дюйма и всех основных сварочных сплавов с присадочными металлами. SMT
Майкл Клее (Michael Klee) — инженер-технолог по сварке в Lincoln Electric.
Сварка алюминия в полуавтоматическом режиме от поставщика Evek GmbH / Evek
.Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по доступной цене в широком ассортименте.Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Технические характеристики
Спрос на алюминиевые изделия в промышленности и быту связан с положительными характеристиками этого металла. Однако его сварка сопряжена с рядом трудностей. Минимальные временные затраты — это метод импульсной электросварки (MIG / MAG) с использованием сварочного полуавтомата. Этот метод позволяет исключить влияние тонкой поверхностной пленки оксида металла и, как следствие, получить надежное соединение.
Сварочная проволока и защитный газ
При сварке алюминиевых сплавов методом MIG / MAG необходимо использовать сварочную проволоку с защитным покрытием поверхности. В этом случае сама сварка, чтобы предотвратить окисление металла, проводится в среде защитного газа. С увеличением плотности такого газа повышается надежность защиты, поэтому на практике используется аргон, а не азот или оксид углерода. Присадочная проволока подается автоматически от специального агрегата, а сварщик вручную перемещает горелку.
С увеличением плотности такого газа повышается надежность защиты, поэтому на практике используется аргон, а не азот или оксид углерода. Присадочная проволока подается автоматически от специального агрегата, а сварщик вручную перемещает горелку.
Срочность аргона
Необходима защитная атмосфера, иначе сварной шов получится пористым и гораздо менее прочным, а образующиеся при сварке шлаки трудно отделить от металла; Кроме того, без защитной атмосферы происходит сильное разбрызгивание алюминия. Поставщик Evek GmbH предлагает купить алюминий отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Актуальность сварочной проволоки
Сварка методом MIG / MAG особенно широко применяется в таких отраслях, как авиастроение и судостроение. Проволока, используемая для этого способа сварки алюминия, имеет следующий состав (основа-алюминий):
| Химический элемент | Кремний | Утюг | Медь | Марганец | Магний | Хром | Цинк | Титан |
| Содержание,% | 0. 08 08 | 0,11 | 0,02 | 0,12 | 4,95 | 0,13 | 0,006 | 0,13 |
Механические характеристики проволоки должны соответствовать следующим требованиям:
- Предел временного сопротивления, МПа — 260… 270;
- Предел текучести, МПа — 120… 125;
- Относительное удлинение,% — 27… 25.
Москва. Поставщик, цена
Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по цене производителя.Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнерскому сотрудничеству.
Помещения №130 и №132 — Технологии сварочного производства
Лебединая пристройка, номера № 130 и № 132
Основные лаборатории: (2) процессы ручной и полуавтоматической сварки
Разработан для курсовой работы 100 уровней для обучения практической сварке. Приложения.Лабораторные помещения содержат следующее оборудование:
Приложения.Лабораторные помещения содержат следующее оборудование:
- 6 077 квадратных футов учебной площади
- Лаборатория №130 — 2757 кв. Футов
- Лаборатория № 132 — 3320 кв. Футов
- Каждая лабораторная зона содержит (24) студенческие рабочие места.
- Комбинированные процессы плазменно-дуговой резки (PAC) и кислородной резки (OFC) с размером 48 дюймов Тележки для горения и нисходящая вентиляция
- Дуговая сварка защищенным металлом (SMAW) / газовая дуговая сварка вольфрамом (GTAW) — переменный / постоянный ток, расширенный Технология формы волны переменного тока
- Газовая дуговая сварка металла (GMAW) / дуговая сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Переносные установки для дуговой сварки алюминия и металла
- Кислородно-ацетиленовая сварка (OAW)
- Переносная кислородно-топливная резка (OFC)
- Ручная плазменная резка (PAC)
- Станция раскроя вентиляции с нижней тягой для ручных OFC и PAC
- Поворотный трубный позиционер с системой PAC и монтажным кронштейном для горелки X-Y
- WATTS Станция для испытаний сварных деталей — Испытания на разрыв углового шва, образцы на изгиб корня / торца, образцы для испытаний на растяжение
- Электрод расходный печной; двухколесная опорная вольфрамовая шлифовальная машина; пьедестал с двумя колесами металличесая щетка
- Лабораторная система вентиляции
- Общие образовательные ресурсы для лабораторий № 130 и № 132:
- Шлифовальная комната (# 130A) — ленточные шлифовальные машины (4) с вентиляцией твердых частиц, (1) вертикальные дисковая шлифовальная машина, шлифовальные столы с нисходящим потоком (2) с тисками
- (2) Учебные системы по дуговой сварке
- (2) Системы обучения виртуальной реальности
Swan Annex Помещения № 130 и № 132 — Основные лаборатории: (2) Ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория тестирования качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
Сварочный комплект 200А MAGNUM MIG 212 PULSE SYNERGY ПОЛУАВТОМАТИЧЕСКАЯ АЛЮМИНИЕВАЯ ПРЕПАРАТ
Номер позиции eBay:
1237613
Продавец принимает на себя всю ответственность за это объявление.
93 wónipsyrK
eikslopołam, ikzsiL 06023
дналоП
Описание товара
| Состояние: | MPN: | Не применяется | |
| Особенности: | инвертор, защитный газ, защита от тепловой перегрузки | Торговая марка: | MAGNUM |
| EAN: | Nicht zutreffend |
Информация о продавце компании
Лучший Матеуш Регула
Kryspinów 39
32060 Liszki, małopolskie
Польша
Политика возврата
После получения товара отмените покупку в течение | Стоимость обратной доставки |
|---|---|
30 дней | Покупатель оплачивает обратную доставку |
Покупатель несет ответственность за возврат почтовых расходов.
Продавец принимает на себя всю ответственность за это объявление.
Почтовая оплата и упаковка
Стоимость пересылки не может быть рассчитана. Пожалуйста, введите действительный почтовый индекс.
Местонахождение товара: Kryspinow 39, Польша
Почтовые отправления:
по всему мируИсключено: Африка, Азия, Центральная Америка и Карибский бассейн, Ближний Восток, Северная Америка, Океания, Юго-Восточная Азия, Южная Америка, Кипр, Гибралтар, Гернси, Исландия, Джерси, Мальта, Норвегия, Шпицберген и Ян-Майен, Швейцария, Ватикан. , Российская Федерация
| Изменить страну:
-Select-АлбанияАндорраАвстрияБеларусьБельгияБосния и ГерцеговинаБолгарияХорватия, Республика ЧехияДанияЭстонияФинляндияФранцияГерманияГрецияВенгрияИрландияИталияЛатвияЛихтенштейнЛитваЛюксембургМакедонияМолдоваМонортанияМакедонияМолдоваМонортания Доступно 3 ед. Выберите допустимую страну. | Почтовый индекс: Пожалуйста, введите действительный почтовый индекс. Пожалуйста, введите до 7 символов в почтовый индекс |
 Введите число, меньшее или равное 3.
Введите число, меньшее или равное 3.Этот товар не отправляется в Российскую Федерацию
Время отправки внутри страны |
|---|
Обычно отправка осуществляется в течение 1 рабочего дня после получения оплаты. |
Роботизированная сварка алюминиевых автоцистерн и полуприцепов
Компания ОМТ производит алюминиевые цистерны для топливовозов в своих производственных цехах. Контейнеры особой конструкции состоят из серии «чашек», каждая из которых состоит из основания и розетки. Эта модульная система ранее была сварена с помощью ручной полуавтоматической операции прихватывания с помощью механической каретки, которая была установлена на профиль. Горелка с заданным колебательным движением выполняла сварку равномерно по окружности.
Горелка с заданным колебательным движением выполняла сварку равномерно по окружности.
В связи с повышенными требованиями к эффективности и точности работы эта система была заменена роботизированной системой igm, чтобы оставаться на вершине рынка в будущем.
Ячейка робота состоит из двух отдельных и независимых рабочих мест, так что робот может работать на одной станции, в то время как персонал может выгружать и загружать другую с помощью цехового или сервисного крана.Это обеспечивает доступное время сварки, равное продолжительности смены, без прерывания движения детали.
Само собой разумеется, что замена полуавтоматического и механизированного процесса сварки роботами igm является значительным вложением средств. Это касается экономических аспектов, инфраструктуры, а также обучения персонала. Однако даже данные, полученные в результате первых тестов, показали, что это выгодное решение:
- Стоимость машинных часов для одного шва снизилась примерно на 50%, что отражается на чистой производительности, а также на гибкости (потенциальные скачки производства легче компенсируются без дополнительных затрат на сверхурочные и сложную организацию).

- Робот гарантирует почти постоянное качество, позволяет статистически значимо уменьшить дефекты и даже исправляет в определенных пределах допуска неровности подготовки.
- Робот обеспечивает стабильную и безопасную продуктивность без переутомления, болезней и перерывов. Он может работать даже восемь обычных часов без присмотра, что обеспечивает до 10 часов времени роботизированной сварки, только за счет перерыва на обед и последнего цикла, который запускается в конце смены.
- Еще один важный аспект: внедрение роботизированной ячейки не привело к потере рабочих мест, но значительно облегчило работу задействованного персонала, поскольку физическая работа теперь ограничивается сборкой и перемещением деталей.
- Равномерность (и негибкость) времени, отсчитываемого роботом, также оказывает положительное влияние на предыдущие и последующие операции, для которых ожидается своего рода «эффект домино» с точки зрения эффективности и производительности на оставшуюся часть сварочные работы.

Статистика текущего этапа приемочных испытаний, во время которого сервисные работы (позиционирование и очистка) выполнялись на 50% от возможной скорости, уже дала очень положительные данные. Продолжительность производственного цикла (без учета времени манипуляции) снизилась с 101:30 до 51:35, что соответствует сокращению примерно на 51%! Это будет означать окупаемость (ROI, возврат инвестиций) роботизированной системы igm в течение 4 лет.
ТАЙВАНЬ POWER P.MIG-270S Цифровой инверторный полуавтоматический сварочный аппарат MIG (свариваемый алюминиевый сплав), PMIG270S — Продукт
Характеристики полуавтоматической сварочной машины TAIWAN POWER MIG
Можно сваривать алюминий. Алюминиевый сплав. Низкоуглеродистая сталь. Высокая углеродистая сталь. Нержавеющая сталь
Источник питания: трехфазный 380 В, максимальный входной ток 30 А, сверхвысокое энергосбережение
Подходящий диапазон толщины: 0,3 мм ~ 15 мм
Рекомендуемый диапазон толщины: 0. 5 мм ~ 8 мм
5 мм ~ 8 мм
Подходит для диапазона диаметров проволоки: 0,6 мм ~ 1,4 мм
Рекомендуемый диапазон диаметров проволоки: 0,9 мм ~ 1,2 мм
1. Дизайн простой, красивый, атмосферный, небольшой по размеру, легкий и удобный для переноски.
2. Высокая адаптивность к напряжению, может использоваться в одно / трехфазном режиме 380 В плюс или минус 10%
3. Принять дизайн трех воздушных экранов для полной защиты электронных устройств.
4. Принять технологию регулировки ширины импульса PWM текущего типа, технологию инвертора IGBT, технологию применения мощных диодов быстрого восстановления и сделать Qingshui P M270 более стабильным!
5.С защитой от понижения напряжения, перегрева, перегрузки по току, обрыва фазы.
6. Стабильная выходная мощность, мониторинг выходной мощности сварки в реальном времени и эффективное управление выходным током.
7. Обладает хорошими динамическими характеристиками и легким зажиганием дуги. Дуга стабильна, и ванну расплава легко контролировать.
8. Регулировка кода редактирования цифровых кнопок, простой интерфейс, унифицированный, 2T / 4T, обнаружение провода и другие функции; загрузка автоматически восстанавливает последний параметр, отрегулируйте сторону.Однокнопочное управление сваркой в среде защитного газа CO2 трех видов сварочной проволоки 0,6, 0,8 и 1,0 можно нормально сваривать, регулируя один параметр, и имеет функцию точной регулировки напряжения.
9. Точная предустановка тока, простота использования, подходит для деталей разной толщины, малый ток для тонких листов, большой ток для толстых листов, обеспечение качества сварки и экономия энергии
