Сталь – один из популярнейших материалов
В ООО «Лидер-М» можно заказать трубы из стали разных марок для технологических и магистральных трубопроводов разного назначения. Изделия из таких сплавов отличаются высокой прочностью и устойчивостью к коррозии. Благодаря своей пластичности, вязкости, твёрдости и иным практичным свойствам, сталь — один из самых востребованных металлов в строительно-промышленной сфере. В этой статье наши специалисты рассказали подробнее о том, как обозначаются виды этого материала и какими характеристиками они обладают.
Маркировка и классификация сталей
В качестве примера разберём 12ХН3А. Маркировка представляет собой группу символов, записанных в строгой последовательности.
- Предшествующее буквенному обозначению двузначное число, указывающее на среднее содержание углерода в сотых долях процента. В данном случае — 0,12%.
- Буквы русского алфавита, указывающие на наличие легирующих добавок. Каждому такому элементу соответствует своя буква:
- Х — для хрома;
- Н — для никеля;
- Г — для марганца;
- М — для молибдена;
- В — для вольфрама;
- Ю — для алюминия;
- Ф — для ванадия;
- Д — для меди;
- С — для кремния;
- П — для фосфора;
- Т — для титана;
- Б — для ниобия.
- Следующие за буквами цифры, указывающие на концентрацию легирующих элементов. Если их содержание составляет 1% и менее, то цифра отсутствует. 1,5% добавок соответствует цифра «1», 2% — цифра «2» и др.
- Литера «А» в конце, свидетельствующая о пониженном содержании фосфора и серы и о высоком качестве стали.
Таким образом, 12ХН3А — это информативное обозначение, из которого следует, что сплав состоит из 0,12% углерода, 3% никеля и 1% хрома.
Стали подразделяются и по степени окисления. В зависимости от этого они бывают кипящими (Кп), полуспокойными (Пс) и спокойными (Сп).
В зависимости от этого они бывают кипящими (Кп), полуспокойными (Пс) и спокойными (Сп).
Ещё одно основание для классификации, которое отображается в маркировке, — методы выплавки. Для каждого из них предусмотрено своё буквенное обозначение:
- ВД — для вакуумно-дугового;
- ВИ — для вакуумно-индукционного;
- ПВ — для метода прямого восстановления;
- ЭШП — для электронно-шлакового переплава;
- ШД — для вакуумно-дуговой обработки после шлакового переплава;
- ЭЛП — для электронно-лучевого переплава;
- ПДП — для плазменно-дугового переплава;
- ИШ — для вакуумно-индукционного метода в сочетании с электрошлаковым переплавом;
- ИП — для вакуумно-индукционного метода и плазменно-дугового переплава.
Эксплуатационные свойства сталей разных марок
Углеродистые стали, в которых нет легирующих добавок, подразделяются на несколько категорий:
- стали обыкновенного качества, из которых изготавливают крепёжные детали, листовой прокат, заклёпки, сварные трубы и металлоконструкции;
- углеродистые стали, которые лучше всего подходят для наиболее ответственных узлов, подверженных наибольшим нагрузкам, ударам и трению. К таковым относятся зубчатые колёса, оси, шпиндели, подшипники, шатуны, коленчатые валы, бесшовные и сварные трубы.
Отдельная группа — легированные стали с содержанием вольфрама, молибдена, никеля, хрома, кремния или марганца. Их отличает повышенная твёрдость, прочность и сопротивляемость изнашиванию. При этом такие сплавы достаточно пластичны, чтобы обеспечить удобство механической обработки.
Для работы в тяжёлых условиях существуют жаропрочные, коррозионностойкие и высоколегированные стали. Примеры таких марок — 25Х13Н2, 08Х22Н6Т, 03Х18Н12 и др. В их числе — хладостойкие и жаростойкие сплавы, выдерживающие температуру до –80 ˚С и до +850 ˚С соответственно.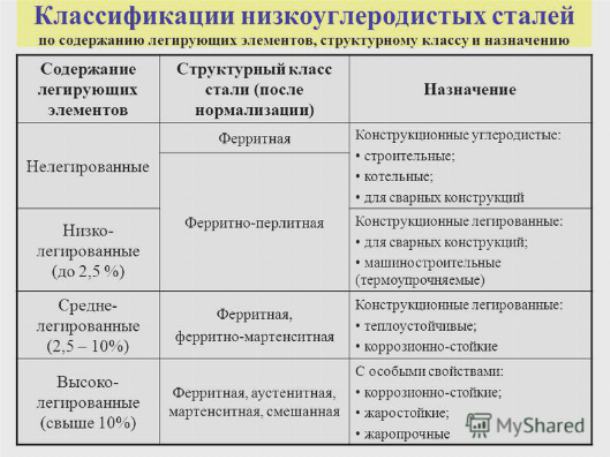
В каталоге «Металлоцентра Лидер-М» представлен широкий выбор труб из разных сталей. Можно подобрать изделия под любые проектно-технические требования. Для консультации по маркировке и выбору сплавов вы всегда можете обратиться к нашим специалистам.
Виды и маркировка сталей | Компания Металл СтройКомплект
Наличие широкой номенклатуры стали и сплавов, создаваемых в разных государствах, приводит к необходимости их классификации и идентификации. Однако на сегодняшний день не утверждено единого для всего мира принципа маркировки сталей.
Что указывается в маркировке стали в России?
Для тех, кому интересно, какие основные виды и марки стали бывают по ГОСТ, будет полезно узнать, что в России и странах СНГ принято определять тип изделия на основании цифр и букв в маркировке. Данная система обозначения была разработана в СССР, однако остается актуальной и по сей день. Остается лишь разобраться с тем, что включает маркировка сталей. А ответ на этот вопрос достаточно прост:
- буквами условно обозначено название элементов, а также способ выплавки;
- с помощью цифр указываются данные, касающиеся содержания элементов.
Если обобщенно рассматривать сталь, то она подразделяется на легированную и углеродистую. При этом к углеродистой относится конструкционная и инструментальная, а к легированной – конструкционная, инструментальная и сталь с особыми химическими свойствами.
В маркировке легированных сталей используются русские буквы, которые обозначают наличие определенных элементов, а в частности:
- Х – хром;
- Н – никель;
- М – молибден;
- Ц – цирконий;
- Р – бор;
- Г – марганец;
- и т. д.
Если в середине марки содержится буква «А», то это значит, что в стали присутствует такой элемент, как азот, а в том случае, если буква расположена в конце названия, то это свидетельство того, что сталь является высококачественной.
В маркировке углеродистых сталей в начале обозначения по правилам ставится цифра. Именно она указывает на содержание углерода, выраженное в десятых долях процента. Если содержание углерода примерно равно 1% и более, то начальную цифру не пишут.
В маркировке нержавеющей стали, с использованием которой традиционно создают стальной шестигранник, в конце названия могут стоять дополнительные обозначения в буквенной форме. Например:
- ПП – т. е. сталь пониженной прокаливаемости;
- К – сталь, используемая для котлов;
- и т. д.
Система маркировки сталей по Евронормам
Система маркировки сталей по Евронормам.
Европейская система обозначений сталей подробно приводится в стандарте EN 10027, состоящем из двух частей: часть 1 определяет порядок наименований сталей (присвоения им буквенно-цифровых обозначений), а часть 2 — порядок присвоения сталям порядковых номеров.
1. Наименования сталей.
Согласно EN 10027 Часть 1 стали по порядку присвоения им наименований делятся на две группы. В первую группу включены стали, наименования которых определяются их назначением и механическими или физическими свойствами. Вторую группу составляют стали, наименования которых определяются их химическим составом.
Группа 1. Наименования сталей, включенных в первую группу (см. таблицу 1), состоят из одной или более букв, связанных с назначением стали, за которыми следуют цифры, определяющие ее свойства. За цифрами могут следовать дополнительные символы, определяющие состояние поставки стали и ее назначение.
Таблица 1. Наименования сталей группы 1 по EN 10027
| Начальная буква | Назначение стали Свойство, определяемое цифрами |
|||||
| Группа 1 | Группа 2 | |||||
| S = G = стальное литье Ставится впереди, если необходимо | Конструкционные стали Например: S355J0 ранее: Fe 510C Свойство: минимальный предел текучести (Re) в Н/мм2 | Работа разрушения при ударе | Температура | С = с повышенной пластичностью в холодном состоянии D = для нанесения покрытий в горячем состоянии E = для эмалирования F = для ковки и штамповки L = для работы при низких температурах M = термомеханически упрочненная N = нормализованная O = для шельфовых конструкций Q = термообработанная S = для судостроения T = для труб W = стойкая к атмосферной коррозии | ||
| 27 Дж | 40 Дж | 60 Дж | °C | |||
| JR | KR | LR | +20 | |||
| J0 | K0 | L0 | 0 | |||
| J2 | K2 | L2 | -20 | |||
| J3 | K3 | L3 | -30 | |||
| J4 | K4 | L4 | -40 | |||
| J5 | K5 | L5 | -50 | |||
| J6 | K6 | L6 | -60 | |||
| M = термомеханически упрочненная N = нормализованная Q = после закалки и отпуска G = другие качества, если необходимо с 1 или 2 цифрами | ||||||
| P = G = стальное литье Ставится впереди, если необходимо | Стали для котлов и сосудов высокого давления Например : P265B ранее: FeE265KR Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | M = термомеханически упрочненная N = нормализованная Q = термообработанная B = баллоны со сжатым газом S = обычные сосуды под давлением G = другие качества, если необходимо с 1 или 2 цифрами | H = высокая температура L = низкая температура R = комнатная температура X = высокая или низкая температура | |||
| L = | Стали для трубопроводов Например: L360Q ранее: 360QT Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | M = термомеханически упрочненная N = нормализованная Q = термообработанная G = другие качества, если необходимо с 1 или 2 цифрами | Буква и цифра, если необходимо | |||
| E = | Стали для машиностроения Например: E295 ранее: Fe490-2 Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| B = | Арматурные стали Например: B500N Свойство: предел текучести (Re) в Н/мм2 (три цифры) | N = нормальной вытяжки H = высокой вытяжкиG = другие качества, если необходимо с 1 или 2 цифрами | ||||
| Y = | Стали для предварительно-напряженных конструкций Например: Y1770C ранее: Fe1770 Свойство: Минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры) | C = холоднотянутая проволока H = горячекатаные или предварительно- напряженные прутки Q = термообработанная проволока S = тонкий трос G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| R = | Рельсовые стали Например: R0880Mn ранее: 3B Свойство: минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры, возможен ноль впереди) | Mn = высокое содержание марганца Cr = легированная хромом G = другие качества, если необходимо с 1 или 2 цифрами | Q = термообработанная проволока | |||
| H = если установлен предел текучести HT = если установлено временное сопротивление | Холоднокатаный листовой прокат из высокопрочных сталей для холодной штамповки Например: h520M ранее: FeE420HF Свойства: минимальный предел текучести (Re) в Н/мм2 (три цифры) минимальное временное сопротивление (Rm) в Н/мм2 (три цифры и HT впереди) | M = термомеханически упрочненный или холоднокатаная B = закаленная в печи P = легированная фосфором X = двухфазная Y = с малым содержанием элементов внедрения (C и N) G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| D = | Листовой прокат для холодной штамповки Например: DC12EK ранее: FeK4 Свойства: C = холоднокатаный D = горячекатаный X = состояние проката (две буквы или цифры) | D = для нанесения покрытий в горячем состоянии EK = для эмалирования DK = для безгрунтового эмалирования G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| T = если установлен предел текучести TH = если установлена твердость | Упаковочные листы и ленты Например: T660 ранее: DR660 Свойство: заданный п2редел текучести (Re) в Н/мм для двойного обжатия (три цифры) Например: TH52 ранее: F52 Свойство: средняя твердость (TH и две цифры) | Дополнительные символы не предусмотрены | Дополнительные символы не предусмотрены | |||
| M = | Электротехни ческие стали Например: M400-50A ранее: FeV400-50HA Свойство: предельно допустимые потери на перемагничивание в Вт/кг, умноженные на сто (три цифры) | Для магнитной индукции от 1. 5 Тесла (при 50 Гц) A = с неориентированным зерном D = нелегированные без заключительного отжига E = легированные, без заключительного отжига N = с нормальными потерями на перемагничивание Для магнитной индукции от 1.7 Тесла (при 50Гц) S = ориентированное зерно с ограниченными потерями на перемагничивание P = ориентированное зерно с низкими потерями на перемагничивание 5 Тесла (при 50 Гц) A = с неориентированным зерном D = нелегированные без заключительного отжига E = легированные, без заключительного отжига N = с нормальными потерями на перемагничивание Для магнитной индукции от 1.7 Тесла (при 50Гц) S = ориентированное зерно с ограниченными потерями на перемагничивание P = ориентированное зерно с низкими потерями на перемагничивание |
Дополнительные символы не предусмотрены | |||
Рассмотрим, как расшифровываются приведенные в таблице 3 примеры.
- S355J0 — конструкционная сталь с минимальным пределом текучести 355 Н/мм2 и работой разрушения при ударе 27 Дж, измеренной при температуре 0°C.
- P265B — сталь для баллонов со сжатым газом с минимальным пределом текучести
- 265 Н/мм2.
- L360QB — термообработанная сталь для магистральных трубопроводов с минимальным пределом текучести 360 Н/мм2.
- E295 — машиностроительная сталь с минимальным пределом текучести 295 Н/мм2.
- B500N — арматурная сталь с пределом текучести 500 Н/мм2 нормальной вытяжки.
- Y1770C — холоднотянутая проволока из стали для предварительно-напряженных конструкций с минимальным временным сопротивлением 1770 Н/мм2.
- R0880Mn — рельсовая сталь с высоким содержанием марганца с минимальным временным сопротивлением 880 Н/мм2.
- h520M — термомеханически упрочненная листовая высокопрочная сталь для холодной штамповки с минимальным пределом текучести 420 Н/мм2.
- DC12EK — холоднокатаная листовая сталь для холодной штамповки для эмалирования. T660 — упаковочный лист (лента) с заданным пределом текучести для двойного обжатия
- 660 Н/мм2.
- TH52 — упаковочный лист (лента) с твердостью 52.
- M400-50A — электротехническая сталь с предельно допустимыми потерями на перемагничивание 4 Вт/кг для магнитной индукции от 1.5 Тесла при частоте 50 Гц с неориентированным зерном
Группа 2.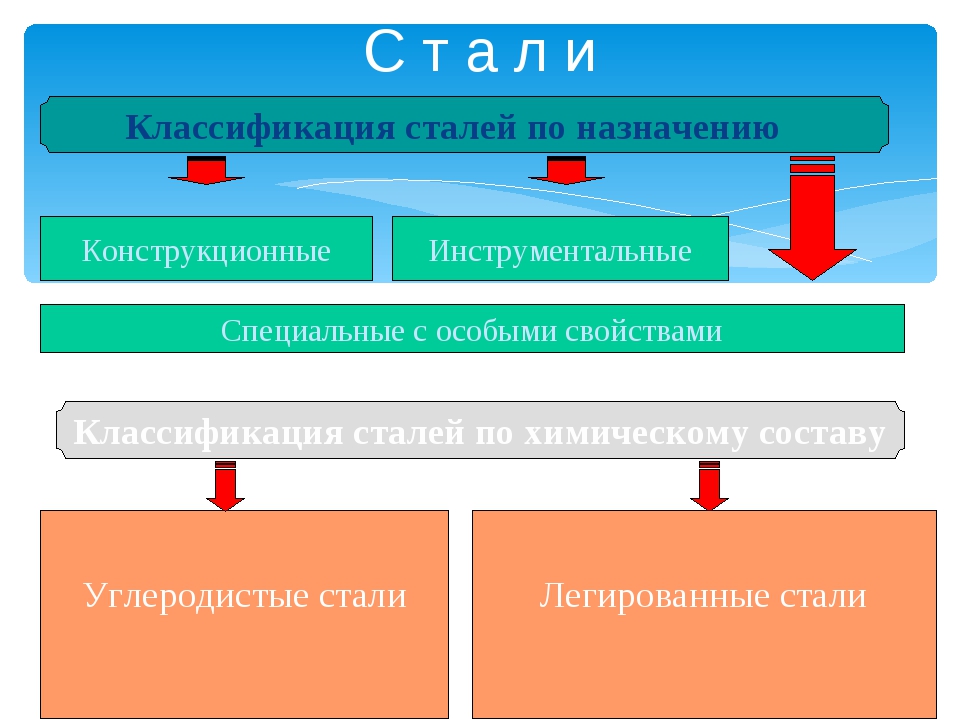 В группу 2 включены стали, наименования которых определяются их химическим составом. Группа 2 разделена на четыре подгруппы в зависимости от назначения и содержания легирующих элементов (см. таблицу 2).
В группу 2 включены стали, наименования которых определяются их химическим составом. Группа 2 разделена на четыре подгруппы в зависимости от назначения и содержания легирующих элементов (см. таблицу 2).
Таблица 2. Наименования сталей группы 2 по EN 10027
| Начальная буква | Назначение стали Свойство, определяемое цифрами |
Дополнительные символы | ||
| Группа 1 | Группа 2 | |||
| С = G = стальное литье Ставится впереди, если необходимо | Нелегированные стали со средним содержанием Mn < 1% (кроме автоматных) Например: C35E ранее: 2C35 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | E = заданное максимальное содержание серы R = заданный интервал содержания серы D = для тянутой проволоки C = с повышенной пластичностью в холодном состоянии S = пружинная T = инструментальная W = для сварочной проволоки G = другие качества, если необходимо с 1 или 2 цифрами После букв E и R может следовать цифра, определяющая содержание серы, умноженное на 100 | ||
| Без буквы G = стальное литье Ставится впереди, если необходимо | Нелегированные стали с содержанием Mn > 1%, нелегированные автоматные стали, легированные стали (кроме быстрорежущих) с содержанием каждого легирующего элемента до 5% Например: 28Mn6 ранее: 28 Mn 6 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | Легирующие элементы: Буквы: символы химических элементов Цифры: отделены тире, соответствуют среднему содержанию элемента, умноженному на нижеследующие коэффициенты | Дополнительные символы не предусмотрены | |
| Элемент | Коэффициент | |||
| Cr, Co, Mn, Ni, Si, W | 4 | |||
| Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr | 10 | |||
| Ce, N, P, S | 100 | |||
| B | 1000 | |||
| X= G = стальное литье Ставится впереди, если необходимо | Легированные стали (кроме быстрорежущих) со средним содержанием по меньшей мере одного легирующего элемента более 5% Например: X5CrNi18-10 ранее: X 5 CrNi 18 10 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | Легирующие элементы: Буквы: символы химических элементов, выстроенные по убыванию содержания элементов (при одинаковом содержании — в алфавитном порядке) Цифры: отделены тире, соответствуют среднему содержанию элемента | ||
| HS= | Быстрорежущие стали Например: HS2-9-1-8 ранее: HS 2-9-1-8 Числа, отделенные тире: содержания легирующих элементов в следующем порядке: W-Mo-V-Co | Дополнительные символы не предусмотрены | Дополнительные символы не предусмотрены | |
Рассмотрим приведенные в таблице, а также дополнительные примеры.
- C35E — нелегированная сталь со средним содержанием углерода 0.35%, с содержанием марганца менее 1% и заданным максимальным содержанием серы.
- 28Mn6 — нелегированная сталь со средним содержанием углерода 0.28% и марганца 1.5% (6, деленное на коэффициент 4).
- 13CrMo4-5 — нелегированная сталь со средним содержанием: углерода — 0.13%, хрома -1%, молибдена — 0.5% и содержанием марганца более 1%.
- X5CrNi18-10 — легированная сталь со средним содержанием: углерода — 0.05%, хрома -18.0%, никеля — 10.0%.
2. Порядковые номера.
Порядок присвоения сталям порядковых номеров определяется Европейским стандартом EN 10027 Часть 2. Порядковый номер стали представляется в виде 1.XXXX, где 1. определяет, что данный материал относится к сталям. В дальнейшем при расширении принятой системы нумерации предполагается использовать последующие цифры для обозначения других материалов (в немецкой системе нумерации материалов, являющейся прообразом Европейской, символ 0. Используется, например, для обозначения чугунов, 2. -для обозначения жаропрочных сплавов на основе никеля и кобальта, 3. — для обозначения цветных металлов и сплавов). Следующие две цифры после 1. определяют номер группы сталей, а две последние — порядковый номер стали в группе.
По номеру группы можно однозначно определить к какому типу относится та или иная сталь. В таблице 3 приведены интервалы номеров, используемых для различных типов сталей. Более подробную классификацию можно найти непосредственно в стандарте EN 10027 Часть 2.
Таблица 3. Нумерация сталей по EN 10027
| Группа сталей | Порядковые номера | |
| Нелегированные стали | Стали обыкновенного качества | 1.00ХХ |
| Качественные стали | 1.01 ХХ — 1.09ХХ | |
| Высококачественные стали | 1. 10ХХ — 1.13ХХ 10ХХ — 1.13ХХ |
|
| Инструментальные нелегированные стали | 1.15ХХ — 1.18ХХ | |
| Легированные стали | Инструментальные легированные стали | 1.20ХХ — 1.28ХХ |
| Быстрорежущие стали | 1.32ХХ — 1.33ХХ | |
| Износостойкие стали | 1.34ХХ | |
| Подшипниковые стали | 1.35ХХ | |
| Материалы со специальными свойствами | 1.36ХХ — 1.39ХХ | |
| Нержавеющие стали | 1.40ХХ — 1.45ХХ | |
| Жаропрочные и жаростойкие стали | 1.46ХХ — 1.49ХХ | |
| Высококачественные легированные конструкционные стали | 1.50ХХ — 1.85ХХ | |
| Свариваемые высококачественные стали | 1.87ХХ — 1.89ХХ |
Урок на тему «Классификация сталей и их маркировка»
Государственное автономное профессиональное образовательное учреждение Пензенской области
«Пензенский колледж информационных и промышленных технологий
(ИТ — колледж)»
Открытый урок
по материаловедению
на тему:
Обобщение полученных знаний по теме:
классификация сталей и их маркировка.
Разработал преподаватель
Романовская Н.Б.
Пенза 2016г.
Тема урока: Обобщение полученных знаний по теме:
классификация сталей и их маркировка.
Цели урока:
Образовательные:
Закрепить полученные знания по теме: Классификация сталей.
Формировать представление учащихся о маркировке различных видов сталей.

Обучить определению примерного химического состава по марке стали.
Систематизировать и обобщить полученные знания.

Развивающие:
Развивать познавательное и аналитическое мышление учащихся.
Развивать профессиональную самостоятельность и творческий поиск в ходе выполнения самостоятельных заданий.
Воспитательные:
Воспитывать ответственность за качество знаний для выполнения самостоятельных заданий и написания письменных работ.
Воспитывать информационную культуру учащихся:
внимательность, аккуратность, дисциплинированность.
Методические цели:
Активизация деятельности учащихся на уроке посредством использования нетрадиционных форм проведения урока и внедрения инновационных технологий в учебном процессе.
Тип урока: Урок контроля, оценки и коррекции знаний
( зачет).
Вид урока: традиционный.
Средства обучения:
Персональный компьютер;
Интерактивная аудиторная доска прямой проекции;
Мультимедийный проектор SANYO PLC – XW60;
Экран демонстрационный;
Лазерная указка.
Бланки-задания для контроля полученных знаний.
Методические приемы:
Индивидуальные и коллективные задания учащимся;
работа с таблицами;
умение классифицировать предлагаемый материал;
определение на слух марок сталей;
проведение технического диктанта;
взаимопроверка полученных знаний.
План урока:
Организационный момент;
Актуализация знаний;
Практическая часть;
Технический диктант;
Домашнее задание;
Итог урока.
Ход урока.
1.Организационный момент.
Приветствие, проверка присутствующих, определение готовности учащихся к уроку – наличие тетрадей, письменных принадлежностей.
Вступительное слово преподавателя:
Мы сегодня с вами подводим итог под одной из наиболее важных тем по материаловедению. Сталь до сих пор является наиболее широко применяемым материалом в машиностроении. Вам как будущим специалистам в области обработки материалов необходимо знать технологические свойства стали, уметь определять примерный химический состав заданной марки. Для наиболее эффективной проверки полученных знаний вам будет предложено выполнить ряд заданий, после которых как будет проведен технический диктант. У каждого из вас на столе есть бланк с таблицами, которые вы заполните в течение урока. Проверьте, у всех они есть на столе?
2. Актуализация знаний учащихся.
Вопросы:
3. Практическая часть.
Задание №1.
Вам предлагается заполнить таблицу.
Распределить предложенные марки стали на группы по признаку: низкоуглеродистые, среднеуглеродистые и высокоуглеродистые.
Один учащийся работает у доски, а остальным предлагается выполнить данное задание и затем проверить полученный результат.
Предлагаемы марки стали: Сталь 20, сталь А12, сталь 40,
сталь 18К, сталь55, стальА36, сталь 75,
сталь У13А, сталь 35.
Среднеуглеродистые
Высокоуглеродистые
Учащемуся, вышедшему к доске предлагается вспомнить, по каким признакам делятся, стали на данные группы.
Ответ учащегося содержит следующие данные.
Низкоуглеродистые стали содержат углерода до 0,25%;
Среднеуглеродистые стали содержат углерода от 0,25 до 0,6%;
Высокоуглеродистые стали содержат углерода от 0,6 до 2,14%.
Если отвечающий не справляется или делает ошибки в ответе, то исправить или помочь предлагается группе.
После выполнения задания подводится итог, проверяется правильность выполнения задания, учащиеся сверяют свою таблицу с данными на доске.
Кроме углеродистых сталей, в машиностроении широко применяются — легированные стали.
Вопрос к учащимся: Как по марке, мы можем определить к какой группе относится сталь к легированной или углеродистой?
Ответив на данный вопрос, приступаем к выполнению задания №2.
Задание №2.
Вам предлагается внести в таблицу обозначение легированных элементов в маркировке стали. Какой буквой обозначаются заданные элементы.
Марганец
Никель
Алюминий
Ванадий
Медь
Хром
кремний
К доске для выполнения задания вызывается учащийся.
С помощью интерактивной доски, он выполняет данное задание.
После выполнения задания, учащиеся проверяют правильность выполнения.
Мы с вами вспомнили, что по химическому составу стали, делятся на углеродистые и легированные. Еще одним из важных показателей классификации является — качество стали.
Вопрос к группе:
Задание №3.
Вам предлагается заполнить таблицу.
Распределить предложенные марки стали на группы по признаку:
низкокачественные, качественные и высококачественные.
Предлагаемые марки стали:
Ст3Гпс; сталь 45; У11А; сталь 5ХВ;
Ст0; сталь ХВГ; сталь 12Х2Н4А;
сталь А20; сталь18К
Низкокачественныекачественные
высококачественные
К доске для выполнения задания вызывается учащийся.
Если вызванный к доске учащийся не справляется или делает ошибки в ответе, то исправить или помочь предлагается группе.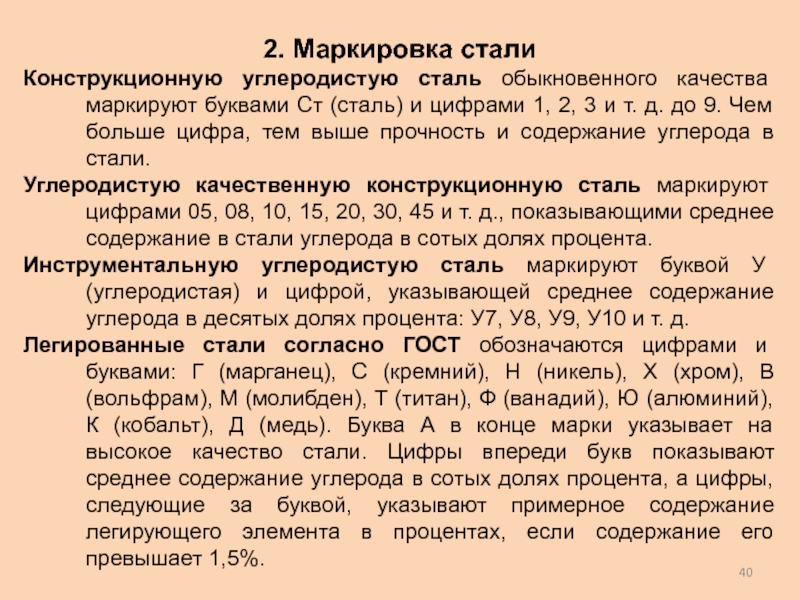
После выполнения задания подводится итог, проверяется правильность выполнения задания, учащиеся сверяют свою таблицу с данными на доске.
Кроме этих показателей, обязательно стали рассматриваются по назначению.
Вопрос группе:
Задание № 4 .
Вам предлагается заполнить таблицу.
Распределить предложенные марки стали на группы по назначению: конструкционные, инструментальные.
Предлагаемые марки стали:
Ст3Гпс; сталь 45; У11А; сталь 5ХВ;
Ст0; сталь ХВГ; сталь 12Х2Н4А;
сталь А20; сталь18К, Р6М5, У8.
Инструментальные
Один из учащихся выполняет у доски задание, остальные заполняют таблицу на рабочих местах, сверяя полученные данные.
Подводим итог выполненных заданий.
Слово преподавателя:
Мы с вами повторили тему классификация сталей. Рассмотрели классификации сталей по химическому составу, по качеству и по назначению. Мы вспомнили, как обозначаются легирующие элементы в марках стали. Для закрепления полученных знаний вам предлагается выполнить следующее задание, которое отличается от предыдущих.
Вам предлагается написать технический диктант.
Задание № 5
Технический диктант:
Внимательно выслушайте задание. Вам предлагается записать марку стали по следующим данным:
Сталь углеродистая, конструкционная, обыкновенного качества. Группы В, условный номер марки 3, спокойная.
Сталь конструкционная, автоматная, с содержанием углерода 0,2%
Сталь углеродистая, инструментальная, высококачественная, с содержанием углерода 0,9%.
Сталь углеродистая, конструкционная, качественная, с содержанием углерода 0,45%.
Сталь легированная, инструментальная, качественная, с содержанием углерода 0,5%, хрома и вольфрама до 1%
Ответы на технический диктант:
1 – ВСт3сп;
2 – А20;
3 – У9А;
4 – Сталь 45;
5 – 5ХВ.
Для проверки данного задания, учащимся предлагается обменяться работами и сверить с правильным ответом. Проводим взаимопроверку.
4. Домашнее задание.
Для закрепления полученных знаний, предлагается самостоятельно, дома выполнить задание №6.
Задание №6.
Заполните таблицу по следующим показателям.
Предложенную группу сталей, распределите по заданным показателям.
Предлагаемые марки сталейСталь25, Ст5, У8, Р18, ХГС, 30Х, А40, ВСт0, У10А, Р6М5, Х12Ф1, 40ХГТР, 12К, БСт2Гкп, У12А, 4Х3ВМФ, 60С2ХФА.
Углеродистые
Легированные
Обыкновенного
качества
Качественные
Высококачественные
Конструкционные
Инструментальные
Итог урока.
Подводится итог урока, оценивается работа учащихся у доски и с места. Анализируется работа всей группы в целом.
Справочник металлопроката
Определение: Сталь это сплав железа с углеродом (до 2 % С). По химическому составу сталь разделяют на: углеродистую и легированную. По качеству на: сталь обыкновенного качества, сталь качественную, сталь повышенного качества и высококачественную. Сталь углеродистую обыкновенного качества подразделяют на три группы: А — поставляемую по механ… Маркировка стали производится несмываемой краской независимо от группы стали и степени её раскислення. По соглашению заказчика и производителя маркировка краской может не производится. Буквенные и цифровые обозначения стали: Марки углеродистой стали обыкновенного качества обозначаются буквами Ст и номером (СтО, Ст1, Ст5 и т.д.). Качественные уг… Элемент Символ ЧМ ЦМ Плотность, г/куб.см Азот N A . 1,25 Алюминий Al Ю A 2,69808 Барий Ba . Бр
3,61
Бериллий
Be
Л
.
1,86
Бор
В
Р
.
2,33
Ванадий
V
Ф
Вам
6,12
Висмут
Bi
Ви
Ви
9,79
Вольфрам
W
В
.
19,27
Гадолиний
Gg
.
Гм
7,886
Галлий
Ga
Гл
Гл
5,91 …
Таблицы соответствия отечественных марок сталей зарубежным аналогам (EN, DIN, AISI).
Быстрорежущие стали:
Марка стали
Аналоги в стандартах США
Страны СНГ ГОСТ
Евронормы
Р0М2 СФ10-МП
—
—
А11
Р2М9-МП
S2-9-2
1.3348
М7
Р2М10 К8-МП
S2-10-1-8
1.3247
М42
Р6М5-МП
S6-5-2
1.3343
М2
Р6М5 К5-МП
S6-5-2-5…
Характеристики видов поверхностей зарубежных листов согласно международным обозначениям.
Обозначение
Отделка
Состояние поверхности
Примечание
1U
горячекатаные, без термообработки, без удаления окалины
с окалиной
для изделий с дальнейшей обработкой; напр, полоса для дрессировки
1С
горячекатаные, с термообработкой, без…
Расчёт веса металлопроката: круг, квадрат, шестигранник, лист.
Круг
Вес 1 п/метра, кг
08-12Х18Н10Т
20-40Х13
14Х17Н2
25Х1МФ
8
0,399
0,387
0,392
0,394
10
0,624
0,604
0,612
0,616
12
0,899
0,870
0,882
0,887
14
1,223
1,185
1,200
1,208
16
1,598
1,547
1,567
1,578
18
2,022
1,958
1,984…
Справочно-информационная система РАСЧЕТ ЖД ТАРИФА предназначена для расчета стоимости перевозки грузов (нефтепродуктов, строительных материалов, химической продукции, металла) железнодорожным транспортом по России в соответствии с тарифами Прейскуранта 10-01.
Программа расчета ЖД тарифа регулярно поддерживается разработчиком, все необходимые измен…
Свариваемость конструкционных сталей
Сталь углеродистая обыкновенного качества ГОСТ 380-88
Сталь подшипниковая ГОСТ 801-78
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Сталь конструкционная ГОСТ 1414-75
Сталь инструментальная нелегированная ГОСТ 1435-90
Сталь конструкционная легированная хромистая ГОСТ 4543-71
…
Сплав
Содержание основных компонентов в смеси порошков, %
Физико-механические свойства
Карбид вольфрама WC
Карбид титана TiC
Карбид тантала TaC
Кобальт Co
Предел прочности при изгибе, МПА, не менее
Плотность þ×103кг/м3
Твердость HRA не менее
ВК3
.
Бр
3,61
Бериллий
Be
Л
.
1,86
Бор
В
Р
.
2,33
Ванадий
V
Ф
Вам
6,12
Висмут
Bi
Ви
Ви
9,79
Вольфрам
W
В
.
19,27
Гадолиний
Gg
.
Гм
7,886
Галлий
Ga
Гл
Гл
5,91 …
Таблицы соответствия отечественных марок сталей зарубежным аналогам (EN, DIN, AISI).
Быстрорежущие стали:
Марка стали
Аналоги в стандартах США
Страны СНГ ГОСТ
Евронормы
Р0М2 СФ10-МП
—
—
А11
Р2М9-МП
S2-9-2
1.3348
М7
Р2М10 К8-МП
S2-10-1-8
1.3247
М42
Р6М5-МП
S6-5-2
1.3343
М2
Р6М5 К5-МП
S6-5-2-5…
Характеристики видов поверхностей зарубежных листов согласно международным обозначениям.
Обозначение
Отделка
Состояние поверхности
Примечание
1U
горячекатаные, без термообработки, без удаления окалины
с окалиной
для изделий с дальнейшей обработкой; напр, полоса для дрессировки
1С
горячекатаные, с термообработкой, без…
Расчёт веса металлопроката: круг, квадрат, шестигранник, лист.
Круг
Вес 1 п/метра, кг
08-12Х18Н10Т
20-40Х13
14Х17Н2
25Х1МФ
8
0,399
0,387
0,392
0,394
10
0,624
0,604
0,612
0,616
12
0,899
0,870
0,882
0,887
14
1,223
1,185
1,200
1,208
16
1,598
1,547
1,567
1,578
18
2,022
1,958
1,984…
Справочно-информационная система РАСЧЕТ ЖД ТАРИФА предназначена для расчета стоимости перевозки грузов (нефтепродуктов, строительных материалов, химической продукции, металла) железнодорожным транспортом по России в соответствии с тарифами Прейскуранта 10-01.
Программа расчета ЖД тарифа регулярно поддерживается разработчиком, все необходимые измен…
Свариваемость конструкционных сталей
Сталь углеродистая обыкновенного качества ГОСТ 380-88
Сталь подшипниковая ГОСТ 801-78
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Сталь конструкционная ГОСТ 1414-75
Сталь инструментальная нелегированная ГОСТ 1435-90
Сталь конструкционная легированная хромистая ГОСТ 4543-71
…
Сплав
Содержание основных компонентов в смеси порошков, %
Физико-механические свойства
Карбид вольфрама WC
Карбид титана TiC
Карбид тантала TaC
Кобальт Co
Предел прочности при изгибе, МПА, не менее
Плотность þ×103кг/м3
Твердость HRA не менее
ВК3
. ..
..Маркировка сталей и сплавов
Наличие широкого сортамента выпускаемых сталей и сплавов, изготавливаемых в различных странах, обусловило необходимость их идентификации, однако до настоящего времени не существует единой системы маркировки сталей и сплавов, что создает определенные трудности для металлоторговли.
Так в России и в странах СНГ (Украина, Казахстан, Белоруссия и др.) принята разработанная раннее в СССР буквенно-цифровая система обозначения марок сталей и сплавов, где согласно ГОСТу, буквами условно обозначаются названия элементов и способов выплавки стали, а цифрами — содержание элементов.
Европейская система обозначений стали, регламентирована стандартом EN 100 27. Первая часть этого стандарта определяет порядок наименования сталей, а вторая часть регламентирует присвоение сталям порядковых номеров.
В Японии наименование марок стали, как правило, состоит из нескольких букв и цифр. Буквенное обозначение определяют группу, к которой относится данная сталь, а цифры – ее порядковый номер в группе и свойство. В США существует несколько систем обозначения металлов и их сплавов. Это объясняется наличием нескольких организаций по стандартизации, к ним относятся АMS, ASME, ASTM, AWS, SAE, ACJ, ANSI, AJS. Вполне понятно, что такая маркировка требует дополнительного разъяснения и знания при торговле металлом, оформлении заказов и т. п.
До настоящего времени международные организации по стандартизации не выработали единую систему маркировки сталей. В связи с этим существуют разночтения, приводящие к ошибкам в заказах и как следствие нарушения качества изделий.
Мы хотим сообщить читателям нашей информации краткие сведения о маркировке сталей в наиболее промышленно-развитых странах поставщиках металла на мировой рынок.
Информацию даем по сериям:
Россия и страны СНГ
В России и странах СНГ принята буквенно-цифровая система, согласно которой цифрами обозначается содержание элементов стали, а буквами — наименование элементов. Буквенные обозначения применяются также для указания способа раскисления стали «КП — кипящая сталь, С – полуспокойная сталь, П – спокойная сталь».
Буквенные обозначения применяются также для указания способа раскисления стали «КП — кипящая сталь, С – полуспокойная сталь, П – спокойная сталь».
Существуют определенные особенности обозначения для разных групп сталей конструкционных, строительных, инструментальных, нержавеющих и др.
Общими для всех обозначениями являются буквенные обозначения легирующих элементов:
Н — никель, Х- хром, К — кобальт, М- молибден, В -вольфрам , Т-титан, Д — медь, Г- марганец, С- кремний.
- Конструкционные стали обыкновенного качества нелегированные (ГОСТ 380-94) обозначают буквами СТ., например СТ. 3. Цифра стоящая после букв, условно обозначают, процентное содержание углерода стали (КП, ПС, СП, причем буквы СП обычно не проставляют).
- Конструкционные нелегированные качественные стали (ГОСТ 1050-88) обозначают двузначным числом, указывающим на среднее содержание углерода в стали (например, СТ. 10).
- Качественные стали для производства котлов и сосудов высокого давления согласно (ГОСТ 5520-79) обозначают как конструкционные нелегированные стали, но с добавлением буквы К (например, 20К).
- Конструкционные легированные стали согласно (ГОСТ 4543-71) обозначают буквами и цифрами. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится. Качественные дополнительные показатели пониженное содержание примесей типа серы и фосфата обозначаются буквой — А или Ш, в конце обозначения, например (12 Х НЗА, 18ХГ-Ш) и т. п.
- Литейные конструкционные стали согласно (ГОСТ 977-88) обозначаются как качественные и легированные, но в конце наименования ставят букву Л.
- Стали строительные согласно (ГОСТ 27772-88) обозначают буквой С и цифрами, соответствующими минимальному пределу текучести стали. Дополнительно применяют обозначения: Т – термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.
 Дополнительно применяют обозначения: Т – термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.
Дополнительно применяют обозначения: Т – термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.- Стали подшипниковые, согласно (ГОСТ 801-78), обозначаются также как и легированные, но с буквой Ш в конце наименования. Следует заметить, что для сталей электрошлакового переплава буква Ш обозначается через тире, (например, ШХ 15, ШХ4-Ш).
- Стали инструментальные нелегированные согласно (ГОСТ 1435-90) делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (например, У7, У8, У10) и высококачественные, обозначаемые дополнительной буквой А в конце наименования (например, У8А) или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (например, У8ГА).
- Стали инструментальные легированные, согласно (ГОСТ 5950-73), обозначаются также как и конструкционные легированные (например, 4Х2В5МФ и т. п.).
- Стали быстрорежущие в своем обозначении имеют букву Р, (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама, а затем буквы и цифры , определяющие массовое содержание элементов. Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).
- Стали нержавеющие стандартные согласно (ГОСТ 5632-72), маркируют буквами и цифрами по принципу, принятому для конструкционных легированных сталей, (например, 08Х18Н10Т или 16Х18Н12С4ТЮЛ). Стали нержавеющие, нестандартные опытных партий обозначают буквами- индексами завода производителя и порядковыми номерами. Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», ДИ- сталям выплавки завода «Днепроспецсталь», например, ЭИ-435, ЧС- 43 и др. Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами, (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
 Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами, (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами, (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Стали легированные и специальные сплавы — марки и их характеристики
Сталь легированная – это сложный многокомпонентный сплав на основе железа (Fe) и углерода (C), в котором массовая доля C составляет не более 2,14% и присутствуют специально введенные легирующие примеси в количестве 2,5 и более процентов. Добавление легирующих компонентов позволяет формировать необходимые характеристики и добиваться улучшенной чистоты и однородности их металла. Производятся такие стали качественными, высококачественными и особовысококачественными.
Классификация по степени легирования
Из-за разнообразия химических, механических и технологических свойств на легированные стали классификация и маркировка очень обширна. С учетом количественного содержания легирующих примесей их разделяют на низко-, средне- и высоколегированные.
Первая группа, имеющая низколегированный состав, существенно отличается не только по химическим, но и по физико-механическим и технологическим свойствам, поэтому ее рассматривают как отдельную категорию.
Среднелегированные
Стали, содержащие легирующие примеси от 2,5 до 10 процентов, являются среднелегированными. Большинство из них мартенситные, а некоторые (малоуглеродистые) неплохо свариваются. Но в целом такая легированная сталь свойства прочности и износостойкости формирует в зависимости от характера термической обработки. Поэтому из-за вероятности образования закалочных структур сразу после сварки толстостенные металлоизделия из среднелегированных марок должны подвергаться термической обработке. Многие высокопрочные среднелегированные стали после отпуска около 300°С обнаруживают провал прочности при испытании на надрезанных образцах. Снижение ударной вязкости на этих же сталях обнаруживается при более высокой температуре отпуска.
Среднелегированные высокопрочные марки обладают пониженной вибрационной прочностью в условиях действия коррозионной среды. При работе с постоянными напряжениями у них также проявляется склонность к коррозии, а при насыщении поверхностного слоя азотом их металл может становиться хрупким.
Высоколегированные
Стали, в составе которых на массовую долю легирующих примесей приходится более 10 процентов, относят к высоколегированным. Их отличает однородная структура и повышенная прочность металла, особые или уникальные механические и технологические свойства.
Чем выше степень легирования, тем выше температура рекристаллизации не только α-, но и ƴ-фазы, следовательно, тем труднее измельчить зерно. Поэтому в результате длительного нагружения они могут проявлять склонность к деформационному старению.
Легированные стали – их классификация по назначению
В наши дни легированная сталь применение находит практически во всех сферах человеческой деятельности: от машиностроения и энергетики до космических и телекоммуникационных технологий. Согласно принятой классификации по назначению она может причисляться к одной из групп:
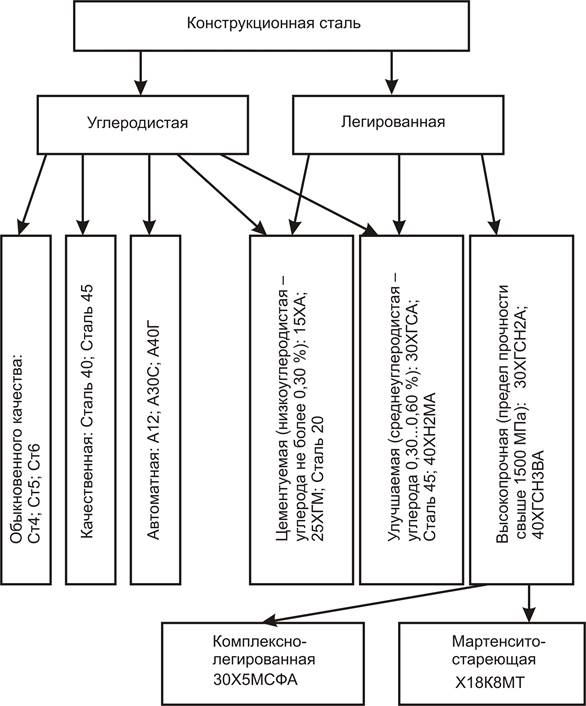
- конструкционные марки. К этой категории принято относить стали, использующиеся для производства ответственных деталей механизмов, устройств и конструкций. Большинство из них отлично работают в высокотемпературных средах, а многие характеризуются очень малой чувствительностью к концентрации напряжений;
- инструментальные марки. К этой категории относят в основном высокопрочные среднелегированные стали с повышенным содержанием хрома, марганца, кремния, вольфрама и молибдена. Для них также свойственна улучшенная прокаливаемость и низкое сопротивление ударной нагрузке. В качестве быстрорежущей стали для производства сверл, фрез и метчиков, как правило, принято использовать высоколегированные марки, характеризующиеся очень высокой твердостью и красностойкостью до 600°С. Другие легированные инструментальные марки стали чаще используются для лабораторного, измерительного и режущего инструмента, а также ударно-штамповой оснастки;
- стали с особыми физическими и химическими свойствами. В эту категорию входят материалы специализированного назначения. Из них производят изделия и детали для узкой сферы применения, к эксплуатационным качествам которых предъявляют особые требования.
Состав легированных марок сталей
Все элементы, входящие в легированные марки стали, взаимодействуют между собой, а те, что растворяются в железе, существенно влияют на температурный интервал полиморфного превращения и растворимость углерода в Fe. Соответственно их химический состав разрабатывается с учетом конкретных условий дальнейшей службы и эксплуатации.
Исходя из того, что такое легированная сталь и каково значение этого материала для промышленности, крайне важно использовать при выплавке доступные и недефицитные химические элементы. Подбор комплектующих осуществляется с учетом требуемых механических и технологических свойств и исходя из экономической целесообразности. Поэтому для легирования в первую очередь используется марганец, кремний, хром. При этом стали с таким составом могут в небольших количествах дополнительно легировать титаном, ванадием, ниобием, бором и молибденом.
Основные легирующие примеси для производства легированных марок сталей
|
Химический элемент (символ) |
Свойства |
|
Хром (Cr) |
Обеспечивает комплексный эффект: повышая параметры твердости и прочности практически не влияет на пластические свойства металла. Существенно улучшает антикоррозионные свойства, а при большой концентрации способен сделать стали нержавеющими |
|
Кремний (Si) |
Один из основных компонентов. Раскисляет сталь, увеличивает упругость, кислото- и окалиностойкость. В количестве 1,0…1,5% повышает прочность без изменения параметров вязкости. При большей концентрации увеличивает электрическое сопротивление и магнитную проницаемость. Повышает активность серы и тем минимизирует содержание неметаллических включений |
|
Никель (Ni) |
Способствует дегазации и увеличению плотности. Улучшает жаропрочность и пластичность. Увеличивает сопротивление динамическим нагрузкам |
|
Марганец (Mn) |
Основной раскислитель и легирующий элемент, увеличивающий твердость, износостойкость, стойкость к ударным нагрузкам и почти не снижает пластичность |
|
Вольфрам (W) |
Снижает растворимость водорода и образует высокопрочные карбиды, что обуславливает увеличение твердости. При нагреве нивелирует рост зерна и снижает склонность к отпускной хрупкости |
|
Ванадий (V) |
Способствует формированию мелкого зерна. Значительно увеличивает твердость и прочность. Также положительно влияет на прокаливаемость и жаростойкость |
|
Кобальт (Co) |
Повышает антиокислительные свойства при высоких температурах. Увеличивает магнитную проницаемость и сопротивление ударным нагрузкам |
|
Молибден (Mo) |
Увеличивает растворимость водорода. Повышает красностойкость, упругость, предел текучести, антикоррозийную стойкость при повышенных температурах |
|
Титан (Ti) |
Способствует формированию мелкозернистой структуры и полноценному раскислению. Улучшает обрабатываемость с одновременным повышением параметров прочности. Увеличивает плотность |
|
Ниобий (Nb) |
Сильно карбидообразующий элемент. Способствует образованию термически стойких карбидов, повышает стойкость металла к межкристаллической коррозии. Повышает прочность и твердость |
|
Алюминий (Al) |
Улучшает окалиностойкость и сопротивление деформационной усталости. Снижает температуру перехода в хрупкое состояние |
|
Медь (Cu) |
Положительно влияет на коррозионную стойкость. Улучшает прокаливаемость, увеличивает предел текучести и пластичность |
|
Церий (Ce) |
Снижает содержание кислорода и количество устойчивых оксидных включений. Повышает прочность и улучшает механические свойства |
|
Цирконий (Zr) |
Измельчает зерно и образует с азотом нитриды, обладающие стойкостью при довольно высоких температурах. Увеличивает предел выносливости на воздухе и в коррозионной среде. Улучшает свариваемость |
|
Лантан (La) |
Отличный десульфатор. Улучшает процесс раскисления, снижает пористость и содержание неметаллических включений. Улучшает свойства теплопроводности и свариваемости |
|
Неодим (Nd) |
Способствует сокращению количества серы и улучшает магнитные свойства и качество поверхности |
Перечисленные химические элементы по-разному влияют на различные технологические и механические свойства сталей. Но по степени вызываемого упрочнения их можно расположить в возрастающий ряд:
Cr – Co – V – Mo – W – Ni – Cu – Al – Mn – Ti – Si — P
Новые марки отличаются многокомпонентным легированием. Процесс их производства более сложный и дорогостоящий, но зато такие стали, хоть и имеют специализированное применение, максимально соответствуют жестким требованиям современного инжиниринга и отличаются долговечностью и надежностью.
Обозначение и маркировка
В отечественной практике на инструментальные и конструкционные легированные стали маркировка составляется на основе системы, предполагающей использование буквенно-цифрового обозначения. Две первые цифры обозначают среднюю массовую долю углерода, выраженную в сотых долях процента. Далее маркировка составляется с учетом качественных и количественных особенностей наиболее значимых легирующих примесей. Вначале принято указывать буквенный символ соответствующего компонента. И если количество химического элемента лежит в пределах 1%, цифра не прописывается, а если больше, то пишут число, выражающее его количественную массу в процентах.
Для акцента на высоком качестве металла в конце маркировки принято прописывать букву «А» (не путать с обозначением азота, который указывается в середине маркировки). Наличие буквы «Ш» в конце обозначения указывает, что марка является особовысококачественной, но пишется она через тире.
Такой принцип маркировки применим к большинству легированных сталей. Но для марок спецназначения предусмотрено использование в начале обозначения дополнительных буквенных символов:
- Р – быстрорежущие;
- Ш – шарикоподшипниковые;
- Э – электротехнические.
Обозначение легирующих элементов
Согласно традиционной системе при маркировке средне- и высоколегированных марок для легирующих элементов принято использовать стандартные обозначения на кириллице.
Пример расшифровки марки легированной стали
|
13Н5А |
|
Конструкционная сталь никелевая, в которой содержание углерода лежит в пределах 0,10…0,17%, а на долю никеля приходится 4,50…5,0%. Буква «А» относит ее к высококачественным |
|
40ХС |
|
Конструкционная сталь хромокремнистая, содержащая углерод около 0,4%. Легирована хромом (Cr ̴ 1,4%) и кремнием (Si ̴ 1,3%) |
Специальные сплавы и стали
Стремительное развитие техники обусловило необходимость создания специальных сплавов, в том числе и сталей. Сегодня они выступают одним из основных материалов для ядерных реакторов, спецтехники, космических аппаратов, приборов и различной инструментальной оснастки. Для них характерен сложный многокомпонентный состав и заданные физико-механические свойства. Практически все специальные стали и сплавы относятся к группе высоколегированных конструкционных материалов и требуют применения специальной технологии выплавки и термообработки.
Прецизионные сплавы содержат практически те же элементы, что и стали, но отличаются их процентным содержанием. Например, массовая доля ванадия может доходить в них до 11%, кобальта – до 40%, в то время как на углерод может приходиться всего 0,05%.
Большинство специальных сплавов являются результатом новейших технических разработок и довольно дорогие в производстве. По основным свойствам их разделяют на 7 групп, среди них сверхпроводящие, магнитно-мягкие и магнито-твердые сплавы и термобиметаллы.
Классификация сталей специального назначения
Также, как углеродистые и легированные марки, специальные стали имеют многоуровневую классификацию по нескольким признаками. Рассмотрим основные из них.
По роду примесей
На основе комплекса наиболее значимых легирующих примесей специальные марки классифицируют более, чем на 10 групп. Среди них:
- хромованадиевые и хромокремнистые;
- хромомарганцовые и хромомолибденовые;
- никельмолибденовые и хромокремнемарганцовые;
- хромомолибденованадиевые и хромокремнемарганцовоникелевые;
- хромомарганцовоникелевые и хромомарганцовоникелевые с титаном и бором;
- хромоникельмолибденовые, хромоникельмолибденованадиевые и хромоникельванадиевые;
- хромоалюминиевые и хромоалюминиевые с молибденом;
- хромомарганцовоникелевые с молибденом и титаном;
- хромоникелевые и хромоникелевые с бором.
По назначению
В зависимости от целевого назначения и основных свойств стали специального назначения также делятся на несколько групп: хладостойкие, радиационностойкие, рессорно-пружинные, шарикоподшипниковые, жаропрочные, износостойкие, коррозионностойкие (нержавеющие), окалиностойкие и так далее. Причем из-за наличия нескольких легирующих компонентов они могут проявлять и другие физико-механические и технологические свойства. Например, теплостойкая легированная сталь марки 12Х1МФ характеризуется повышенной пластичностью, а 09Х15Н8Ю, 07Х16Н, 08Х17Н5М3 отлично зарекомендовали себя в условиях соляных сред.
На сегодняшний день для применения в сварных металлических конструкциях наиболее перспективными считаются термически упрочненные марки специальных сталей высокой прочности и имеющие предел текучести более 600 МПа.
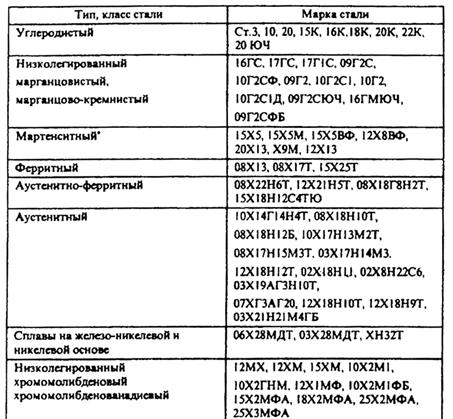
По структуре
В легированной стали образуются все типы соединений (твердые растворы, химические соединения, механические примеси), но наибольшее практическое значение имеют твердые растворы, так как с железом их образуют почти все легирующие примеси. Основная масса многих сложнолегированных сплавов – тройные, четверные и более сложные твердые растворы железа и различных элементов и в зависимости от микроструктуры они могут быть разделены на несколько групп.
После нормализации выделяют два основных класса средне- и высоколегированных сталей: аустенитный и мартенситный. По равновесной структуре их разделяют на доэвтектоидные, заэвтектоидные и ледебуритные. Перлитная и эвтектоидная структура характерна для низколегированных марок.
Пример специальных сталей, имеющих разную структуру металла
|
Класс |
Легированная сталь маркировка |
|
мартенситный |
40Х13, 09Х16Н4Б |
|
ферритный |
15Х28, 8Х17Т, 15Х25Т |
|
аустенитный |
12Х18Н9, 17Х18Н9, 08Х10Н20Т2 |
|
аустенитно-мартенситный |
09Х15Н8Ю, 09Х17Н7Ю, 08Х17Н5М3 |
|
мартенситно-ферритный |
12Х13 |
|
аустенитно-ферритный |
08Х22Н6Т, 08Х21Н6М2Т, 10Х25Н5М2 |
|
бейнитный |
12Г2СМФ, 12ХГ2СМФ |
Пример расшифровки марки специальной стали
Марка спецсталей имеет такое же обозначение, так и другие конструкционные стали.
|
ШХ15СГ |
|
Сталь шарикоподшипниковая, легированная хром (Cr ̴ 1,5%), кремнием (Si ̴ 1%) и марганцем (Mn ̴ 1%) |
|
70С2ХА |
|
Сталь пружинная, содержащая до 0,75% углерода и легированная кремнием (Si ̴ 2%), хромом (Cr ̴ 1%). Буква А относит ее к высококачественным. |
В этом разделе вы сможете более детально ознакомиться с химическим составом и физико-механическими свойствами отдельных среднелегированных, высоколегированных сталей и специальных сплавов.
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) v.Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца.Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона. Информированные граждане — это фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
нержавеющая сталь | Определение, состав, типы и факты
Нержавеющая сталь , любая из семейства легированных сталей, обычно содержащих от 10 до 30 процентов хрома.В сочетании с низким содержанием углерода хром придает замечательную стойкость к коррозии и нагреванию. Другие элементы, такие как никель, молибден, титан, алюминий, ниобий, медь, азот, сера, фосфор или селен, могут быть добавлены для повышения коррозионной стойкости в определенных средах, повышения стойкости к окислению и придания особых характеристик.
Британская викторина
Тест по химии
От элементов периодической таблицы до процессов, создающих предметы повседневного обихода — это лишь некоторые из вещей, которым наука химия может научить нас.Можете ли вы фильтровать свой путь через нашу викторину по химии?
Большинство нержавеющих сталей сначала плавят в электродуговых печах или печах с кислородным кислородом, а затем рафинируют в другой сталеплавильной печи, главным образом для снижения содержания углерода. В процессе обезуглероживания аргоном и кислородом смесь кислорода и газообразного аргона вводится в жидкую сталь. Изменяя соотношение кислорода и аргона, можно удалить углерод до контролируемого уровня путем его окисления до монооксида углерода без окисления и потери дорогостоящего хрома.Таким образом, более дешевое сырье, такое как высокоуглеродистый феррохром, можно использовать в начальной операции плавления.
Существует более 100 марок нержавеющей стали. Большинство из них подразделяются на пять основных групп в семействе нержавеющих сталей: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие. Аустенитные стали, содержащие от 16 до 26 процентов хрома и до 35 процентов никеля, обычно обладают самой высокой коррозионной стойкостью. Они не закаливаются при термической обработке и немагнитны.Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения — самолет, молочная и пищевая промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никель; из-за низкого содержания углерода (менее 0,2 процента) они не подвергаются закалке при термообработке и имеют менее критическое применение для защиты от коррозии, например, в архитектуре и в отделке автомобилей. Мартенситные стали обычно содержат 11.От 5 до 18 процентов хрома и до 1,2 процента углерода с добавлением иногда никеля. Они упрочняются термической обработкой, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой сочетание аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена. Дуплексные нержавеющие стали прочнее и устойчивее к коррозии, чем аустенитные и ферритные нержавеющие стали, что делает их полезными для строительства резервуаров для хранения, химической обработки и контейнеров для транспортировки химикатов.Нержавеющая сталь с дисперсионным упрочнением характеризуется своей прочностью, которая обусловлена добавлением к сплаву алюминия, меди и ниобия в количестве менее 0,5% от общей массы сплава. По коррозионной стойкости она сопоставима с аустенитной нержавеющей сталью и содержит от 15 до 17,5 процентов хрома, от 3 до 5 процентов никеля и от 3 до 5 процентов меди. Для изготовления длинных валов используется нержавеющая сталь с дисперсионным упрочнением.
нержавеющая стальСодержание никеля и хрома в различных типах нержавеющей стали.
Encyclopædia Britannica, Inc.Среднеуглеродистые стали — обзор
Правка валов из углеродистой стали
Для валов из среднеуглеродистой стали (содержание углерода 0,30–0,50%) доступны три основных метода правки вала. Валы из высоколегированной или нержавеющей стали не следует править, за исключением специальных инструкций, которые могут быть даны только для отдельных случаев.
Метод упрочнения . Он заключается в зачистке вогнутой стороны изгиба на месте изгиба.Этот метод обычно наиболее эффективен для валов небольшого диаметра, например, диаметром 4 дюйма или меньше. Это также предпочтительный и во многих случаях единственный метод правки валов, которые изгибаются в месте резкого изменения сечения вала на галтелях, концах шпоночных пазов и т. Д. При использовании инструмента с круглым концом, отшлифованного примерно до такой же Радиус, как скругление и молоток машиниста весом 2½ фунта, валы, изогнутые в галтелях, можно выпрямить без каких-либо следов на валу.Упрочнение приводит к холодной обработке металла, удлинению волокон, окружающих упрочненное пятно, и созданию сжимающих напряжений, которые уравновешивают напряжения на противоположной стороне вала, тем самым выпрямляя вал. Метод упрочнения является предпочтительным методом правки валов, изогнутых из-за сильных усадочных напряжений, которые иногда возникают при затяжке колес турбин на валу. Чистка вала легким (½ фунта) ударным молотком возле колеса часто снимает напряжения усадки, вызывающие изгиб, без создания уравновешивающих напряжений.
Способ нагрева . Это заключается в приложении тепла к выпуклой стороне изгиба. Применение тепла обычно является наиболее удовлетворительной стратегией для валов большого диаметра, скажем, 4,5 дюйма (~ 110 мм) или более. Это также предпочтительный метод правки валов, когда изгиб происходит в части вала с постоянным диаметром, например, между колесами. Обычно это неприменимо для валов небольшого диаметра или если изгиб происходит в области быстро меняющегося сечения вала.Поскольку в этом методе частично используются сжимающие напряжения, создаваемые весом ротора, его применение ограничено, и необходимо позаботиться о надлежащей опоре вала.
Изгиб вала должен быть нанесен на карту и вал размещен горизонтально, выпуклая сторона изгиба должна быть сверху. Вал должен поддерживаться таким образом, чтобы выпуклая сторона изгиба имела максимально возможное напряжение сжатия, доступное за счет веса ротора. По этой причине валы, изгибы которых выходят за пределы шейки, должны поддерживаться в центрах токарных станков.Валы с изгибами между шейками обычно могут поддерживаться в шейках; однако, если конец находится близко к шейке, предпочтительно поддерживать вал по центрам, чтобы получить максимально возможное напряжение сжатия на выпуклой стороне изгиба. Вал ни в коем случае не должен поддерживаться горизонтально с высокой точкой наверху и опорой непосредственно под изгибом, так как это создаст растягивающие напряжения в точке, которая должна быть нагрета, и нагрев, как правило, постоянно увеличивает изгиб.Валы можно выпрямить, не используя сжимающее напряжение из-за веса ротора, но этот метод будет описан позже.
Чтобы выпрямить валы из углеродистой стали методом нагрева, вал следует размещать, как указано, а индикаторы размещать с каждой стороны нагреваемой точки. Необходимо быстро подать тепло к месту диаметром примерно 2–3 дюйма (~ 50–75 мм) с помощью сварочного наконечника ацетиленовой горелки. Тепло следует применять равномерно и равномерно. За индикаторами следует внимательно следить, пока изгиб вала не увеличится примерно в три раза по сравнению с предыдущим значением.Для этого может потребоваться всего 3–30 секунд, поэтому действительно очень важно наблюдать за индикаторами. Затем вал должен быть равномерно охлажден и обозначен. Если изгиб уменьшился, повторяйте процедуру, пока вал не будет выпрямлен. Если, однако, не было достигнуто никакого прогресса, увеличивайте тепловой изгиб, как это определяется индикаторами, с шагом примерно 0,010–0,020 дюйма (0,25–0,5 мм) или до тех пор, пока пятно нагрева не станет вишнево-красным. Если при использовании тепла результаты не получены с третьей или четвертой попытки, следует попробовать другой метод.
Тепло, применяемое для выпрямления валов, приводит к тому, что волокна, окружающие пятно нагрева, сжимаются под весом ротора. Это сжатие усиливается расширением на противоположной по диагонали стороне и сопротивлением других волокон стержня. По мере нагрева металла его прочность на сжатие уменьшается, так что в конечном итоге металл в пятне нагрева получает остаточную остаточную деформацию при сжатии. Это делает волокна на этой стороне короче, и за счет натяжения они уравновешивают напряжения растяжения на противоположной стороне вала, тем самым выпрямляя его.
Способ нагрева и охлаждения . Это особенно применимо к большим валам, которые не могут иметь опоры, чтобы получить значительные сжимающие напряжения в точке изгиба. Этот метод заключается в приложении сильного холода — с использованием сухого льда — к выпуклой стороне изгиба и последующем быстром нагревании вогнутой стороны изгиба. Этот метод лучше всего использовать для правки концов валов за шейками или для больших вертикальных валов, которые изогнуты в любом месте.
Действие заключается в том, что сторона вала, имеющая длинные волокна, искусственно сокращается под воздействием холода.Затем это создает растягивающее напряжение в волокнах на противоположной стороне, которые при нагревании теряют свою прочность и удлиняются в нагретой точке. Теперь это создает сжимающие напряжения на вогнутой стороне, которые уравновешивают сжимающие напряжения на противоположной стороне. Индикаторы также следует использовать для этого метода выпрямления вала — сначала изгиб вала в направлении, противоположном первоначальному изгибу, примерно в два раза больше первоначального изгиба, используя сухой лед на выпуклой стороне, а затем быстро нагревая кислородно-ацетиленовую горелку до небольшого пятна на вогнутой стороне.
Валы турбин и турбогенераторов успешно выпрямлены различными методами. В их число входят несколько турбогенераторов мощностью 5000 кВт, одна установка мощностью 6000 кВт и множество небольших установок. Производители турбин и другого оборудования уже давно используют эти процедуры правки, которые также использовались ВМС США и другими. При достаточной осторожности вал можно выпрямить до отклонения от средней линии 0,0005 дюйма или меньше. Это будет отображаться как общее показание индикатора (TIR), равное 0.001 дюйм (чуть более 0,02 мм) или меньше. За очень редкими исключениями такая величина биения в целом является удовлетворительной.
ПРИМЕЧАНИЕ ЛЕКЦИИ ESDEP [WG2]
ПРИМЕЧАНИЕ ЛЕКЦИИ ESDEP [WG2]Предыдущая | Далее | Содержание
ESDEP WG 2
ПРИКЛАДНАЯ МЕТАЛЛУРГИЯ
ЦЕЛЬ / ОБЛАСТЬ ПРИМЕНЕНИЯ
Презентация современных классов конструкционных сталей.
ЛЕКЦИИ ПО ТЕМЕ
Лекция 2.1: Характеристики железоуглеродистых сплавов
Лекция 2.3.1: Введение в технические свойства стали
РЕЗЮМЕ
В лекции рассматривается классификация материалов по химическому составу, механическим и технологическим свойствам, а также определяются основные характеристики, применимые к различным классам конструкционных сталей.
Благодаря своей высокой прочности, хорошей обрабатываемости и высокой экономической эффективности сталь является одним из важнейших строительных материалов. Изменяя химический состав и условия производства, можно изменять свойства стали в широком диапазоне, и производитель стали может адаптировать свойства к конкретным требованиям пользователей (Приложение 1) [1].
Наряду с химическими и механическими свойствами, внутренняя прочность, качество поверхности, форма и геометрические размеры могут быть важными критериями для пользователей стальной продукции.
Стали, используемые в конструкциях, в основном горячекатаные в виде профилей, листов, полос, широких полос, прутков и полых профилей. Такие изделия могут быть подвергнуты холодной штамповке после горячей прокатки. Также иногда используется литой и кованый материал.
Для облегчения производства, заказа и использования стальных изделий в стандартах качества и спецификациях указаны марки и качества стали с указанием химического состава, механических и технологических свойств.
Эта лекция посвящена классификации марок стали и дает обзор основных марок, используемых для изготовления стальных конструкций.
Согласно европейскому стандарту EN 10 020 [2], сталь представляет собой материал, который содержит по массе больше железа, чем любой другой отдельный элемент, имеет содержание углерода обычно менее 2% и содержит другие элементы (Рисунок 1). Ограниченное количество хромистых сталей может содержать более 2% углерода, но 2% — это обычная граница между сталью и чугуном.
Европейский стандарт EN 10020 [2] классифицирует марки стали на:
- Стали нелегированные и легированные по химическому составу
- классов качества, определяемых основным свойством или характеристиками применения для нелегированных и легированных сталей.
3.1 Классификация по химическому составу
Классификация основана на анализе ковша, указанном в стандарте или спецификации продукта, и определяется минимальными значениями, указанными для каждого элемента.
Нелегированные стали — это марки сталей, для которых не достигается ни одно из предельных значений, указанных в Приложении 2.
Легированные стали — это марки стали, для которых достигается хотя бы одно из предельных значений, указанных в Приложении 2.
3.2 Классификация по основным классам качества
Марки сталиможно разделить на следующие классы качества:
- Классы нелегированных сталей
Базовая нелегированная сталь
Стали нелегированные качественные
Нелегированные специальные стали
Легированные качественные стали
Легированные специальные стали
Для этой классификации необходимо учитывать следующие моменты:
- Химический состав
- Механические свойства
- Термическая обработка
- Чистота по неметаллическим включениям
- Особые требования к качеству, e.грамм. пригодность для холодной штамповки, холодного волочения и т.д.
- Физические свойства
- Приложение
Подробности этой классификации приведены в стандарте EN 10020 [2].
4.1 Общие положения
В этом разделе описывается форма стандарта качества на конструкционные стали и анализируются основные положения.
Обычно содержание такого стандарта следующее:
- Объект и область применения.
- Классификация и обозначение качеств.
- Процесс производства стали.
- Условия поставки.
- Химический состав.
- Механические свойства.
- Технологические свойства.
- Обработка поверхности.
- Осмотр и испытания.
- Маркировка продукции.
4.2 Основные моменты
4.2.1 Процесс производства стали
Процесс производства стали (кислородная печь, электропечь и т. Д.)) — это, как правило, выбор производителя.
Для метода раскисления возможны следующие варианты:
- Дополнительно: метод по усмотрению производителя.
- Обрезная сталь (без добавок раскислителей). Этот тип стали используется только для сталей с низким пределом текучести и без особых требований к вязкости.
- Сталь для окантовки не разрешена: производитель может поставлять сталь с полубитой или закаленной кромкой.
- Полностью обезвоженная сталь, содержащая азотсвязывающие элементы в количествах, достаточных для связывания доступного азота, e.грамм. минимум 0,020% Al.
4.2.2 Условия поставки
Допускается несколько условий поставки:
- Поставка по выбору производителя.
- Горячекатаный, т.е.
- Термомеханическая обработка: нормализующая формовка (N),
Термомеханическая формовка (TM).
Следует отметить, что в этой лекции не рассматриваются закаленные и отпущенные стали.
Определения термомеханической обработки сталей приведены в Приложении 3.
Условия поставки продукта очень важны в отношении применения стали. Следовательно, это условие должно быть четко указано в заказе. Особое внимание следует уделять нормализованным (N) или нормализованным формованным (N) изделиям и сталям, полученным термомеханической формовкой (TM). Термомеханически сформированный материал, в отличие от N-материала, не подходит для последующей термообработки (кроме снятия напряжений) или горячей деформации (1100 ° C). Обработка ТМ-сталей при высоких температурах приводит к снижению прочности.
Следует отметить, что материал, обработанный ТМ, имеет следующие преимущества по сравнению с N-сталью той же марки:
- Низкое содержание легирующих элементов.
- Лучшая свариваемость за счет более низкого углеродного эквивалента.
- Более низкая стоимость.
- Экономия времени за счет проточной обработки.
- Нет ограничений по длине продукта.
4.2.3 Химический состав
Требования основаны на анализе ковша, а не на анализе продукта.Если указан анализ продукта, необходимо учитывать допустимые отклонения анализа продукта от указанных пределов анализа ковша.
4.2.4 Механические свойства
Стандарты качества обычно определяют свойства прочности на разрыв и ударную вязкость.
4.2.4.1 Свойства при растяжении
Предел текучести ReH | минимальное значение |
Предел прочности на разрыв Rm | минимальные и максимальные значения |
Удлинение | минимальное значение |
Требуемые значения зависят от толщины материала.Предел текучести и предел прочности при растяжении снижаются с увеличением толщины, что можно объяснить тем, что для более толстого материала измельчение зерна при прокатке меньше.
4.2.4.2 Свойства ударной вязкости (испытание на удар)
Указаны температура испытания и минимальная поглощенная энергия.
4.2.4.3 Направление отбора пробы
Механические свойства могут быть указаны для продольного и / или поперечного направления.Продольный означает, что параллельно направлению прокатки; поперечное перпендикулярно основному направлению прокатки. Во время горячей прокатки сортового проката деформация происходит в основном в одном направлении, создавая анизотропию, которая приводит к различным механическим свойствам в продольном и поперечном направлениях. Разница наиболее заметна в пластичности (удлинении, ударной вязкости).
4.2.5 Технологические свойства
Технологические свойства включают свариваемость и формуемость.
4.2.5.1 Свариваемость
Свариваемость, которая является очень важным свойством конструкционных сталей, оценивается на основе:
а. склонность к холодному растрескиванию
г. вязкость зоны термического влияния
Свариваемость зависит от химического состава и металлографической структуры стали. При увеличении содержания легирующих элементов свариваемость снижается. Улучшение свариваемости достигается за счет измельчения зерна.
Свариваемость обычно снижается с увеличением прочности на разрыв, что связано с более высоким содержанием легирующих элементов в более прочных сталях.
На рис. 2 показано влияние состава на свариваемость. Скорость охлаждения увеличивает склонность к образованию холодных трещин и контролируется общей толщиной тепловых путей от сварного шва (вертикальная ось на графике). Энергия дуги (горизонтальная ось графика) также влияет на скорость охлаждения; чем выше тепловложение, тем больше времени потребуется для охлаждения.График показывает, как уменьшение углеродного эквивалента увеличивает диапазон условий, при которых можно производить сварку с определенным предварительным нагревом, в данном случае 100 ° C, и конкретным процессом сварки, в данном случае MAG с обычными проволочными электродами.
4.2.5.2 Формуемость
Конструкционные стали подходят для горячей и холодной штамповки. Следует отметить, что стали, подвергнутые термомеханической обработке, не следует использовать для горячей штамповки (см. Также Условия поставки в Разделе 4.2.2).
Формование в холодном состоянии включает в себя отбортовку, профилирование и волочение стержней. Формование в холодном состоянии оценивается испытаниями на изгиб. Указанный внутренний радиус изгиба увеличивается с увеличением толщины материала и прочности на разрыв. Образцы для испытаний на изгиб можно брать в продольном или поперечном направлении.
4.2.6 Обработка поверхности
Стальное изделие не должно иметь таких дефектов, которые препятствовали бы его использованию по назначению.
4.2.7 Контроль и испытания
В стандартах качества указано:
- Тип испытания (растяжение, удар, изгиб, химический анализ и т. Д.).
- Дозирование: проверка механических свойств может выполняться партиями (например, одно испытание на каждые 20, 40 или 60 продуктов) или плавлением.
- Инспекционные единицы: количество тестов на партию.
- Расположение тестовых образцов: согласно Euronorm 18 [3] (см. Рисунок 3).
- Выбор и подготовка образцов для испытаний.
4.2.8 Маркировка
Стальная продукция маркируется покраской, тиснением или прочными самоклеящимися этикетками со следующей информацией:
- Марка стали.
- Номер плавки.
- Название или товарный знак производителя.
В этом разделе описаны следующие марки конструкционной стали:
- Горячекатаный прокат из нелегированных сталей общего назначения в соответствии с EN 10 025 [4].
- Горячекатаный прокат из свариваемых мелкозернистых конструкционных сталей по EN10113 [5].
- Конструкционные стали для морского применения.
- Погодостойкие стали по Евронорм 155 [6].
- Марки стали антипластинчатые.
- Марки стали для горячего цинкования.
5.1 Горячекатаный прокат из нелегированных сталей для общего применения в конструкциях согласно EN 10025 [4]
5.1.1 Общее описание
Этот стандарт устанавливает требования к сортовому прокату (например, профили и пруток) и плоскому прокату (например, лист, лист и полоса) из горячекатаной нелегированной стали общего назначения (основной) и качественной стали.Эти стали предназначены для использования в сварных, болтовых и клепаных конструкциях, работающих при температуре окружающей среды.
5.1.2 Обозначение сталей
Обозначение состоит из:
- Номер европейского стандарта (EN 10025).
- Обозначение FS.
- Указание минимального указанного предела текучести для толщины 16 мм, выраженное в Н / мм 2 .
- Обозначение качества в отношении свариваемости и сопротивления хрупкому разрушению JR, J0, J2 и K2.
- Если применимо, указание метода раскисления (G1 или G2).
- Если применимо, буква, обозначающая пригодность для холодной отбортовки отбортовкой, холодной прокатки или холодного волочения.
- Если применимо, индикация + N, когда продукты имеют нормализационную прокатку.
Пример: Сталь с заданным минимальным пределом прочности на растяжение при температуре окружающей среды 510 Н / мм 2 , класс качества J0, без требований к раскислению и пригодная для холодной отбортовки (обозначение C):
Сталь EN 10 025 | S355 | JO | С |
Оценка | Удар при 0 C | Подходит для холодной штамповки |
5.1.3 Стали марки
Конструкционная сталь бывает трех стандартных марок.
Они приведены в следующей таблице:
Марка стали | Предел текучести мин. [Н / мм 2 ] 1) | Качество | Температура испытания на удар (C) | Тип раскисления 2) |
S235 | 235 | JR | +20 | опционально FU, FN |
J0 | 0 | ФН | ||
J2 | -20 | ФФ | ||
S275 | 275 | JR | +20 | ФН |
J0 | 0 | ФН | ||
J2 | -20 | ФФ | ||
S355 | 355 | JR | +20 | ФН |
J0 | 0 | ФН | ||
J2 | -20 | ФФ | ||
К2 | -20 | ФФ |
1) исходя из толщины материала 16 мм
2) FU = кромочная сталь
FN = кромочная сталь не допускается
FF = полностью убит
Все эти марки стали C-Mn, которые могут поставляться в состоянии после прокатки, после термомеханической обработки или в нормализованном состоянии.Сталь марки S355 имеет самое высокое содержание марганца и также может быть микролегированной.
5.2 Горячекатаный прокат из свариваемых мелкозернистых конструкционных сталей согласно EN 10 113 [5]
5.2.1 Общее описание
Настоящий стандарт распространяется на горячекатаные свариваемые конструкционные стали особого качества, которые поставляются в виде плоского и сортового проката.
Стали используются в высоконагруженных частях сварных конструкций, таких как мосты, резервуары для хранения и т. Д.
Минимальный предел текучести этих марок сталей составляет от 275 до 460 Н / мм 2 , а химический состав выбран таким образом, чтобы гарантировать хорошую свариваемость. Стали полностью обезврежены и содержат азотсвязывающие элементы в количествах, достаточных для связывания доступного азота. Стали имеют мелкозернистую структуру.
5.2.2 Условия поставки
Условия поставки для всех продуктов являются нормализованными или нормализованными формованными (N) или термомеханически формованными (M), как определено в Приложении 3.
5.2.3 Классификация качеств
Все марки могут поставляться в следующих качествах:
КГ: для качеств с указанными минимальными значениями энергии удара при температурах не ниже -20 ° C.
KT: сверхнизкая температура с указанными минимальными значениями энергии удара при сверхнизких температурах не ниже -50 ° C.
5.2.4 Обозначение
Обозначение сталей состоит из следующего:
- Номер стандарта EN 10113.
- Условное обозначение С.
- Указание минимального указанного предела текучести для толщины 16 мм, выраженное в Н / мм 2 , перед которым стоит S.
- Состояние поставки N или M.
- Заглавная буква, обозначающая качество с указанием минимальных значений энергии удара при температуре не ниже -50С.
Пример: Сталь с заданным минимальным пределом текучести при температуре окружающей среды 355 Н / мм 2 , термомеханическая формовка, подходящая для применения при -50 ° C:
EN 10113-3 | S355 | м | л |
Стандартный | Марка | Состояние поставки | Испытание на удар при -50C |
5.2.5 Марки и качества стали
Марки стали и качества, указанные в настоящем стандарте, кратко описаны следующим образом:
Марка стали | Качество | Минимальный предел текучести [Н / мм 2 ] 1) | Температура испытания на удар [C] |
S275 | M или N | 275 | -20 |
ML или NL | -50 | ||
S355 | M или N | 355 | -20 |
ML или NL | -50 | ||
S420 | M или N | 420 | -20 |
ML или NL | -50 | ||
S460 | M или N | 460 | -20 |
ML или NL | -50 |
1) для толщины 16 мм
Следует отметить, что для испытания на удар значения указаны для продольного и поперечного направления, тогда как для EN 10 025 [4] требуются только значения в продольном направлении.Минимальные значения также указаны для более высоких температур испытаний, но, если они не указаны во время запроса и заказа, величина удара должна быть проверена с помощью образцов для продольных испытаний, испытанных при -20 ° C или -50 ° C в зависимости от качества.
5.3 Конструкционные стали для морского применения
За последние десять лет спецификации марок стали для морской индустрии были разработаны в основном для применения в Северном море, где спецификации стали в настоящее время являются самыми строгими в мире.Улучшения качества требовались при выполнении более сложных операций, например бурение и добыча в более глубоких водах и арктических районах или в результате более строгих принципов безопасности.
Конструкционные стали должны были быть разработаны, чтобы гарантировать следующие свойства:
- Высокий предел текучести (355 Н / мм 2 ).
- Хорошая стойкость к хрупкому разрушению как в продольном, так и в поперечном направлениях.
- Отличная свариваемость.
- Свойства не изменились после снятия напряжений и правки пламенем.
- Устойчивость к разрыву пластин
- Хорошая внутренняя прочность.
Чтобы получить сочетание всех этих свойств, необходимо было добиться значительного прогресса в сталеплавильном и прокатном производстве.
В настоящее время не существует европейского стандарта для марок стали для шельфовых месторождений. Эти марки указаны в спецификациях материалов, устанавливаемых в основном нефтяными компаниями.Поскольку каждая нефтяная компания имеет свои собственные спецификации, требования к конкретной марке стали на шельфе могут отличаться от одной компании к другой.
Требования к стали для морских платформ намного более жесткие, чем для всех других конструкций. Чтобы продемонстрировать этот момент, в Приложении 4 сравниваются требования к химическому составу и вязкости следующих четырех марок конструкционной стали с минимальным пределом текучести 355 Н / мм 2 в Приложении 4:
- S355 K2 G3 согласно EN 10 025 [4]
- S355 N согласно EN 10 113-2 [5]
- S355 M согласно EN 10 113-3 [5]
- Уровень 355 для морских работ (типичный для Северного моря).
В Приложении 4 можно увидеть, что с повышением требований к вязкости максимальное содержание углерода снижается и становится очень низким (максимум 0,12%) для марки стали для морских платформ. Обратите внимание, что потеря прочности из-за пониженного содержания углерода в основном уравновешивается использованием микроплавов и / или термомеханической прокаткой.
Кроме того, технические требования к стали для морских платформ требуют очень низкого содержания фосфора и серы.
Поскольку свариваемость является одним из наиболее важных свойств марки стали для морских платформ, для этих сталей указан максимальный углеродный эквивалент (как и для большинства конструкционных сталей).
Чтобы гарантировать высокую стойкость к хрупкому разрушению, требования к вязкости для марок стали для шельфовых месторождений чрезвычайно высоки. Для этого типа стали требования к поперечному направлению даже выше, чем к продольному направлению для других марок конструкционной стали, см. Рисунок 4.
5.4 Антипластинчатые марки стали
5.4.1 Общее описание
Марки стали с антипластинчатым покрытием — это конструкционные стали, обладающие высокой стойкостью к пластинчатому разрыву, который представляет собой явление растрескивания, особенно возникающее под сварными соединениями (рис. 5).
Три фактора способствуют возникновению разрывов пластинок:
(a) Плохая пластичность в направлении толщины, т.е. перпендикулярно поверхности.
(b) Структурная сдержанность.
(c) Совместное проектирование.
Поскольку (b) и (c) не связаны с качеством стали, они не обсуждаются в этом разделе.
В целом, прокатанные стали обладают пластичностью по толщине (в направлении Z), которая уступает свойствам в направлении прокатки.Основной причиной низкой пластичности по толщине являются неметаллические включения, в основном сульфида марганца и силиката марганца, которые имеют удлиненную форму в направлении прокатки.
Высокий уровень пластичности по всей толщине достигается за счет специальной обработки в ковше во время выплавки стали, которая обеспечивает очень низкое содержание серы и контролируемую форму неметаллических включений.
5.4.2 Антипластинчатые свойства
Сопротивление ламеллярному разрыву выражается в сокращении площади испытаний на растяжение через толщину.
Согласно EN 10 164 [7], можно заказать три уровня качества антипластинчатого материала:
Качество | Уменьшение площади в направлении толщины (%) |
Z15 | 15 (минимум) |
Z25 | 25 (минимум) |
Z35 | 35 (минимум) |
Рекомендации по применению:
Z15: для сварных соединений, подверженных умеренным напряжениям
Z25: для сварных соединений, подвергающихся сильным нагрузкам
Z35: для сварных швов, подвергающихся высоким нагрузкам, и значительных ограничений.
5.5 Атмосферостойкая сталь по EN 10 155 [6]
5.5.1 Общее описание
Недостатком нелегированных конструкционных сталей является их склонность к коррозии в атмосферных условиях. Обычно их необходимо покрывать или красить, чтобы защитить поверхность от влаги, кислорода и агрессивных химикатов. Чтобы уменьшить образование ржавчины и, таким образом, избежать окраски, были разработаны погодоустойчивые стали.
Погодоустойчивые стали относятся к семейству низколегированных сталей, устойчивых к атмосферной коррозии, предназначенных для применений, требующих длительного срока службы и низких затрат на техническое обслуживание.
Эти стали производятся путем добавления небольших количеств легирующих элементов, особенно меди, к обычной стали. Содержание меди 0,2 — 0,3% улучшает коррозионную стойкость до 50% по сравнению со сталью, не содержащей меди. Фосфор усиливает действие меди. Дальнейшее улучшение коррозионной стойкости медьсодержащих сталей может быть достигнуто за счет небольших добавок хрома и никеля. Эти два элемента очень эффективны в промышленной атмосфере, загрязненной диоксидом серы.
Погодостойкая стальможет использоваться в неокрашенном состоянии. Из-за естественных погодных условий стальная поверхность постепенно покрывается защитным слоем красно-коричневого цвета, что приводит к снижению скорости коррозии.
Погодостойкая сталь используется для архитектурных, декоративных и промышленных применений. Основное промышленное использование — в приложениях, требующих минимального обслуживания, таких как залы, мосты и опоры электропередач.
5.5.2 Коррозионная стойкость
В ранний период атмосферного воздействия на стойкой к атмосферным воздействиям стали образуется ржавчина, как и на обычной стали. По мере роста слоя ржавчины он становится плотной защитной оксидной пленкой или патиной, которая плотно прилегает к основному металлу. Эта патина образует защитный барьер между сталью и атмосферой, препятствуя дальнейшей коррозии.
Образование патины сильно зависит от местных экологических и климатических условий.Чтобы получить плотное защитное оксидное покрытие, стальная поверхность должна быть попеременно сухой и влажной. Стальная поверхность ни в коем случае не должна быть постоянно влажной.
В морской атмосфере защита, обеспечиваемая патиной, менее эффективна. Однако потеря веса атмосферостойкой стали остается на более низком уровне, чем у обычной стали, рис. 6. В таких условиях дополнительная защита может быть получена путем окраски. Это лакокрасочное покрытие будет намного более долговечным на погодостойких сталях, чем на обычных сталях.
В промышленной атмосфере, содержащей значительное количество диоксида серы, быстро образуется патина и скорость коррозии стали снижается, рис. 6.
Места, где погодное покрытие неэффективно:
- теплые и влажные участки
- на железнодорожном пути
- в воде
- мест, регулярно подверженных проточной воде
- мест, где защитный слой снимается при физическом контакте.
5.5.3 Марки стали
Основными марками стали EN 10 155 [6] являются:
Марка стали 2) | Легирование | Минимальный предел текучести Н / мм 2 1) | Температура испытания на удар (C) |
S 235J0W | Cu-Cr | 235 | 0 |
S 235J2W | -20 | ||
S 355J0WP | Cu-Cr-P- (Ni) | 355 | 0 |
S 355J2WP | -20 | ||
S 355J0W | Cu-Cr- (Ni) — (Mo) — (Zr) | 355 | 0 |
S 355J2W | -20 |
1) для толщины 16 мм
2) W — обозначение погодостойкой стали
3) P — для класса с повышенным содержанием фосфора (только для марки S355)
Химический состав, механические и технологические свойства приведены в приложениях 7 и 8.
Погодостойкие сталимогут поставляться в виде профилей, прутков и полос в состоянии после прокатки. Возможны другие условия доставки.
5.5.4 Сварка
Атмосферостойкую стальможно сваривать как вручную, так и автоматически, при условии соблюдения общих правил сварки.
Металл сварного шва должен соответствовать механическим свойствам основного металла. Стойкость металла сварного шва к атмосферной коррозии должна быть равна или лучше, чем у стали.
Цвет поверхности сварного шва при атмосферной коррозии зависит от химического состава металла шва. Однако хорошего сочетания цветов можно добиться, используя металл сварного шва примерно того же состава, что и сталь.
5.6 Марки стали для горячего цинкования
Для определенных структурных применений требуется защита от коррозии путем горячего цинкования, что требует использования стали соответствующей марки.
Как правило, все обычные конструкционные стали могут быть оцинкованы погружением при условии, что содержание кремния в стали находится на нужном уровне.Кремний оказывает сильное влияние на реакцию железа и цинка во время цинкования, Рисунок 7. Стали с низким содержанием кремния (0,03%) или с содержанием кремния от 0,13 до 0,30% могут быть хорошо оцинкованы. Для сталей с содержанием кремния от 0,04 до 0,13% или выше 0,30% слой цинка может быть чрезмерно толстым и представлять риск хрупкости или отсутствия сцепления.
Недавние исследования показали, что действию кремния способствует фосфор.
Эти аспекты должны приниматься во внимание потребителями стали и гальванизаторами при выборе химического состава материала, заказанного для цинкования.
- Для применения в конструкциях доступен широкий ассортимент сталей. Этот диапазон позволяет проектировщикам и строителям оптимизировать стальные конструкции с точки зрения экономии затрат, снижения веса, безопасности, обрабатываемости и, следовательно, общей экономической эффективности.
- Жесткая конкуренция между производителями стали и производителями альтернативных материалов ускорила разработку передовых технологий для дальнейшего общего улучшения как качества, так и экономики стали.
- За последнее десятилетие в сталеплавильном производстве и особенно в термомеханической прокатке произошел значительный технический прогресс.
- Разработки привели к экономичному производству нового поколения высокопрочных низколегированных сталей, сочетающих свойства, которые ранее считались несовместимыми, то есть высокую прочность, отличную свариваемость и хорошее сопротивление хрупкому разрушению.
- Для пользователей эти разработки предоставили новые возможности для экономии средств и упрощения производства, и, таким образом, способствовали значительному повышению конкурентоспособности стальных конструкций.
[1] Stahlsorten und ihre Eigenschaften J. Degenkolbe
Stähle für den Stahlbau, Eigenschaften, Verarbeitung und Anwendung
Berichtsband Stahl Eisen
Herausgeber: Verein Deutscher Eisenhüttenleute (VDEh)
[2] EN 10 020 Определение и классификация марок стали, ноябрь 1988 г.
[3] Euronorm 18-79 Отбор и подготовка проб для металлопродукции.
[4] EN 10 025 Горячекатаный прокат из нелегированных сталей общего назначения, март 1990 г. (+ A1, август 1993 г.).
[5] EN 10 113 Горячекатаный прокат из свариваемых мелкозернистых конструкционных сталей, март 1993 г.
[6] EN 10 155 Устойчивые к атмосферным воздействиям стали, июнь 1993 г.
[7] EN 10 164 Стальные изделия с улучшенными деформационными свойствами перпендикулярно поверхности изделия, июнь 1993 г.
ПРИЛОЖЕНИЕ 1: ТРЕБОВАНИЯ К КОНСТРУКЦИОННОЙ СТАЛИ
Прочность
- Сопротивление деформации
- Сопротивление усталости
Прочность
- Пластичность
- Устойчивость к хрупкому разрушению
Свариваемость
- Стойкость к холодному растрескиванию
- Хорошая вязкость в зоне термического влияния (HAZ)
Коррозионная стойкость
- Минимальное образование ржавчины
- Стойкость к водородному растрескиванию
Однородность
ПРИЛОЖЕНИЕ 2: ОПРЕДЕЛЕНИЕ И КЛАССИФИКАЦИЯ МАРК СТАЛИ ПО EN 10 020
Граница между нелегированными и легированными сталями
Указанный элемент | Предельное значение (% по весу) | |
Al | Алюминий | 0,10 |
| B | Бор | 0,0008 |
| Би | Висмут | 0,10 |
| Co | Кобальт | 0,10 |
| Cr | Хром (1) | 0,30 |
| Cu | Медь (1) | 0,40 |
| La | Лантаноиды (каждый) | 0,05 |
| Mn | Марганец | 1,65 (3) |
| Пн | Молибден | 0,08 |
| Nb | Ниобий (2) | 0,06 |
| Ni | Никель (1) | 0,30 |
| Pb | Свинец | 0,40 |
| SE | Селен | 0,10 |
| Si | Кремний | 0,50 |
| Te | Теллур | 0,10 |
| Ti | Титан (2) | 0,05 |
| V | Ванадий (2) | 0,10 |
| W | Вольфрам | 0,10 |
| Zr | Цирконий (2) | 0,05 |
| Прочие (кроме углерода, фосфора, серы, азота) (каждый) | 0,05 | |
(1) Если элементы указаны в комбинации из двух, трех или четырех и имеют индивидуальное содержание сплава меньше, чем указано в таблице, предельное значение, применяемое для классификации, состоит в том, что сумма их общего содержания должна быть меньше 70 % от суммы индивидуальных предельных значений. (2) К этой группе элементов применяется правило (1) выше. (3) Если марганец указан только как максимум, предельное значение составляет 1,80%, а правило 70% не применяется. | ||
ПРИЛОЖЕНИЕ 3: ОПРЕДЕЛЕНИЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термомеханическая обработка — это процедура горячей штамповки, при которой контролируется изменение во времени как температуры, так и деформации для достижения определенного состояния материала и, следовательно, определенных свойств материала.
Термомеханическая обработка подразделяется на следующие процедуры:
Нормализационная формовка
Нормализационное формование (1) — это термомеханическая обработка, при которой окончательная деформация выполняется в таком температурном диапазоне, чтобы аустенит полностью рекристаллизовался, приводя к состоянию материала, эквивалентному состоянию, полученному после нормализации.
Обозначение данного условия поставки — N.
Термомеханическое формование
Термомеханическое формование (1) — это термомеханическая обработка, при которой окончательная деформация осуществляется в температурном диапазоне, который допускает небольшую рекристаллизацию аустенита, если она вообще возможна.Окончательное формование происходит при температуре выше A r3 или между A r1 и A r3 . Термомеханическое формование приводит к состоянию материала с определенными свойствами материала. Это состояние материала невозможно достичь или повторить с помощью одной лишь термической обработки.
Обозначение этого условия поставки — TM.
ПРИМЕЧАНИЕ 1: Термомеханическую формовку можно комбинировать с ускоренным охлаждением — интенсивным охлаждением, прямой закалкой — и / или с отпуском после формовки.Опять же, конечное состояние материала не может быть достигнуто или воспроизведено только термообработкой.
ПРИМЕЧАНИЕ 2: Нормализационное формование может также сопровождаться ускоренным охлаждением, с закалкой или без нее, или с закалкой и автоматическим отпуском, или с закалкой и отпуском. Хотя эта процедура ближе к контролируемому нормализующему формованию, чем к термомеханическому формованию, она приводит к состоянию материала, которое невозможно воспроизвести с помощью одной лишь термической обработки. Поэтому обозначение этого условия поставки также: TM.
(1)
Для обоих терминов «Нормализация формовки» и «Термомеханическая формовка» общий термин «контролируемая прокатка». Ввиду использования различных марок стали необходимо различать условия поставки по особым условиям.ПРИЛОЖЕНИЕ 4: СРАВНЕНИЕ ХИМИЧЕСКОГО СОСТАВА (АНАЛИЗ ПЛАСТИН) МАРК КОНСТРУКЦИОННОЙ СТАЛИ, ОБЕСПЕЧИВАЮЩИЕ МИНИМАЛЬНЫЙ Предел текучести 355 Н / мм 2
Элемент (%) | S 355K2G3 согласно EN10025 [4] | S 355N согласно EN 10113-2 [5] | S 355M согласно EN 10113-3 [5] | Offshore Grade 355 |
C макс. Mn макс. Si макс P макс. S макс. Cu макс Ni макс. Cr макс. Пн макс. В макс. Nb макс. Ti макс. Al Н макс. Сб макс Пб макс Sn макс B макс. Ca макс. CEV 1) макс. | 0,20 1,60 0,55 0,035 0,035 | 0,20 1,65 0,50 0,035 0,030 0,35 0,50 0,30 0,10 0,12 0,060 0,03 0,20 мин. 0,020 0,43 | 0,14 1,60 0,50 0,030 0,025 0,30 0,20 0,10 0,050 0,050 0,020 мин. 0,020 0,39 | 0,12 1,60 0,50 0,015 0,008 0,30 0,40 0,20 0,08 0,08 0,04 0,05 0,06 макс 0,009 0,010 0,003 0,020 0,002 0,39 |
1) Углеродный эквивалент =
Предыдущая | Далее | Содержание
Важные факторы обработки углеродистой стали
Существует много различных типов углеродистых сталей, каждая с разной степенью обрабатываемости.
Стали — это металлы на основе железа, к которым были добавлены другие химические элементы. Добавление этих элементов может создавать новые компоненты в металле, влияя на его механические свойства (твердость, предел текучести и растяжения, пластичность) и обрабатываемость. Стали считаются углеродистой сталью, если не указано минимальное содержание химических элементов, включая алюминий, хром, кобальт, колумбий, молибден, никель, титан, вольфрам или ванадий для эффекта легирования; когда указанный минимум для меди равен 0.40 или меньше; и когда не превышаются лимиты по следующим элементам: марганец — 1,65 процента; кремний — 0,60%; и медь — 0,60 процента.
Углеродистые стали
Если обозначение марки стали начинается с «1», велика вероятность, что это углеродистая сталь. Стали серии 10ХХ (где ХХ или последние две цифры обозначают среднее или среднее содержание углерода в данной марке) представляют собой простые марки углерода. Стали 11ХХ — это стали с ресульфурами, не требующие механической обработки.Стали 12ХХ, повторно сульфированные и повторно фосфорированные, являются «лучшими» сплавами для механической обработки. Стали серии 15ХХ содержат более 1,00 процента марганца; серия 13ХХ имеет еще более высокое содержание марганца и является единственным исключением из правила «1, поскольку первая цифра означает углеродистую сталь». Стали 13ХХ (содержание марганца более 1,60%) считаются сплавами.
Тот факт, что система наименования сталей основана на химическом составе, показывает важность химических факторов для свойств, включая обрабатываемость этих сталей.Включение среднего содержания углерода в качестве последних двух цифр обозначения марки показывает важность углерода как основного фактора, определяющего свойства марки стали.
Марки 1008 (среднее значение углерода 0,08), 1018 (среднее значение углерода 0,18) и 1045 (среднее значение углерода 0,45) — все углеродистые стали, но они имеют существенно разные свойства. Марка 1008 обладает высокой пластичностью из-за низкого содержания углерода и лучше подходит для холодной высадки и формовки, чем для механической обработки. Марка 1018 — это обычная марка, используемая для многих общих применений, включая сварку, и часто выбирается на основе ее низкой стоимости.Марка 1045 часто выбирается из-за ее более высоких прочностных и механических свойств. Хотя содержание углерода в нем затрудняет сварку без специальных методов, 1045 широко используется в валопроводах и других деталях трансмиссии. (Прочтите «Влияние материалов на свариваемость углеродистой стали».)
И твердость, и обрабатываемость простых марок углеродистой стали повышаются для этих марок до определенного значения, после чего обрабатываемость снижается по мере того, как твердость продолжает расти.
Под микроскопом можно увидеть структуру, образовавшуюся в результате увеличения количества углерода.Углерод образует более темную и твердую фазу, называемую перлитом, которая состоит из феррита с вкраплениями слоев карбида железа, очень твердого компонента. Увеличение количества этой перлитной фазы за счет содержания углерода объясняет повышение механических свойств стали, особенно ее твердости. Содержание углерода выше 0,60 в простых углеродистых сталях термическая обработка, называемая отжигом, используется для изменения микроструктуры и снижения твердости стали.
Углерод играет ведущую роль в обрабатываемости гладких углеродистых сталей, в первую очередь благодаря его влиянию на объемные механические свойства, такие как твердость, растяжение, предел текучести и пластичность.
Роль серы
Обычные углеродистые стали «достигают пика» при содержании углерода от 0,18 до 0,22 процента до того, как обрабатываемость начинает снижаться из-за более высокой твердости в результате более высокого содержания углерода. Сталь с оптимальной обрабатываемостью — достаточно мягкая, чтобы легко образовывать стружку, и в то же время достаточно хрупкая, чтобы позволить стружке сломаться и отделиться — обеспечивает более длительный срок службы инструмента и превосходную чистоту поверхности. В сталях 11ХХ, называемых вторично сернистыми сталями, используются добавки серы и марганца, чтобы попытаться создать этот мягкий, но хрупкий материал заготовки.
Сера соединяется с марганцем с образованием твердого, но неметаллического вещества включения, называемого сульфидом марганца. Сульфиды марганца действуют как неоднородности в стали, обеспечивая места зародышеобразования для разрушения стружки. Стали серии 11ХХ содержат больше серы и марганца, чем марки 10ХХ. Его легче обрабатывать из-за сульфидов марганца, возникающих в результате увеличения содержания марганца и серы. (Марганец добавляется для связывания серы и предотвращения ее реакции с железом в стали с образованием сульфидов или пирита железа, которые становятся хрупкими при температурах прокатки стали.)
Эти включения сульфида марганца видны под микроскопом, обычно они имеют удлиненную форму и распределены по стали. Дополнительное преимущество, обеспечиваемое этими сульфидами, заключается в том, что они удерживают наросты на кромке инструмента, на которые влияют антисварные свойства сульфида марганца.
Эффект холодной работы
Эффект холодной работы
| Рис. 1. На этой диаграмме показано влияние холодной обработки на механические свойства. | |||||
| Марка | Предел прочности на разрыв (psi) | Предел текучести (фунт / кв. Дюйм) | % удлинение | % Уменьшение площади | Твердость по Бринеллю |
| 1008 HR | 44 000 | 24 500 | 30 | 55 | 86 |
| 1008 CD | 49 000 | 41 500 | 20 | 45 | 95 |
| % Изменение | 11.4 | 69,4 | -33,3 | -18,2 | 10,5 |
| 1018 HR | 58 000 | 32 000 | 25 | 50 | 116 |
| 1018 CD | 64 000 | 54 000 | 15 | 40 | 126 |
| % Изменение | 10,3 | 68,8 | -40.0 | -20,0 | 8,6 |
| 1045 HR | 82 000 | 45 000 | 16 | 40 | 163 |
| 1045 CD | 91 000 | 77 000 | 12 | 35 | 179 |
| % Изменение | 11,0 | 71,1 | -25,0 | -12,5 | 9.8 |
| Деформация при холодной обработке увеличивает прочность на растяжение, текучесть и твердость при одновременном снижении пластичности, что измеряется уменьшением удлинения в% и уменьшением площади на%. | |||||
В горячекатаном состоянии после прокатки простые углеродистые стали обычно имеют механические свойства, указанные в графе HR для трех марок, показанных на рис. 1. Большинство прутков для механической обработки подвергаются холодной вытяжке, что увеличивает предел прочности и текучести. твердость и снижает пластичность, измеренную по процентному удлинению и процентному уменьшению площади.Свойства холоднотянутого материала показаны в строке с надписью CD для каждой из трех марок. Линия процентного изменения показывает процентное влияние холодной обработки на механические свойства стали.
Холодное волочение — это многоступенчатый процесс, при котором прутки сначала очищаются абразивно-дробеструйной очисткой для удаления окалины твердого абразивного оксида, а затем восстанавливаются в холодном состоянии путем протягивания через твердосплавный штамп, размер которого меньше начального диаметра прутков, в результате чего получается равномерное количество стержням передают холодную обработку.(Это называется «холодным волочением», потому что в процессе не происходит преднамеренного добавления тепла.) После волочения прутки выпрямляются и разрезаются по длине пилой или ножницами перед упаковкой для отправки.
Представляем классы 12XX
Мы видели, что простые углеродистые стали достигают оптимальной обрабатываемости (около 35 процентов от производственного показателя 1212 хода инструмента в минуту) и твердости в диапазоне от 125 до 140 BHN. Мы видели, как добавление серы (и марганца) может улучшить обрабатываемость стали.На рис. 1 показано, как холодная обработка путем холодного волочения может улучшить механические свойства стали и за счет повышения прочности устранить липкость. В сталях серии 12ХХ все эти подходы объединяются для создания продукта, оптимизированного для обработки:
- Низкоуглеродистый — 12L14 обычно плавится до максимального содержания углерода 0,15; 1215 обычно плавится до максимальной концентрации 0,09, чтобы не допустить превышения желаемой твердости после холодного волочения.
- Элементы для холодной обработки — марганец, фосфор и иногда азот добавляются для улучшения реакции этих марок на деформацию холодной обработки при холодном волочении.Эти упрочняющие элементы позволяют использовать более тяжелые корма, что увеличивает производительность в цехе.
- Добавление серы — значительное количество серы добавляется для создания полезных сульфидов марганца, которые способствуют обрабатываемости, действуя как неоднородности в материале и контролируя наросты на кромке инструмента.
На рис. 2 показаны производственные характеристики и данные твердости для 1215 и 12L14.
Рейтинг и твердость для 1215 и 12L14
| Рис.2. Ниже приведены производственные показатели и твердость для 1215 и 12L14. | ||||||
| Марка | Твердость по Бринеллю | Скорость (SFM) | Подача (IPR) | об / мин | Дюймов линейного перемещения инструмента в минуту | Ход инструмента в% от 1018 |
| 1215 | 167 | 225 | 0.003 | 860 | 2,58 | 273 |
| 12L14 | 167 | 280 | 0,0035 | 1070 | 3,745 | 397 |
| При производстве 1215 и 12L14 различаются только содержанием свинца, причем обе марки плавятся, как правило, до максимального содержания углерода 0,09. Удерживая низкий уровень углерода при добавлении фосфора и марганца для улучшения деформационного упрочнения (а также марганца и серы для образования сульфидов марганца), эти марки обеспечивают перемещение инструмента примерно на 300% или более за единицу времени, чем 1018. | ||||||
Этилированный или неэтилированный
Для получения максимальной производительности на автоматах обычно используются добавки свинца, висмута, селена и теллура. Консолидация мировой сталелитейной промышленности сделала свинец и висмут наиболее доступными сегодня. Однако другая «неэтилированная» сталь, называемая 12T14, доступна от Laurel Steel (Онтарио, Канада). В этой стали используется олово в качестве добавки для улучшения обрабатываемости.
Добавление свинца в сталь, когда он еще остается жидким, приводит к осаждению свинца в виде частиц чистого металлического свинца на головках и хвостах сульфидов марганца, распределенных по стали.Чистый свинец мягче стали и имеет коэффициент трения, сопоставимый с коэффициентом трения графитовой смазки. Благодаря своей роли внутренней смазки, свинец позволяет обрабатывать сталь на более высоких скоростях, чем его неэтилированный аналог.
Широко известно, что свинец способствует обрабатываемости, но относительный вклад свинца по сравнению с серой известен мало. Например, сорт 1117 практически идентичен сорт 1018, за исключением марганца и серы. Тем не менее, увеличение производительности (измеряемое в дюймах хода инструмента в минуту) составляет 33 процента, что связано с увеличением содержания серы.Добавление свинца к 1018 для получения 10L18 увеличивает производительность на 27 процентов, в то время как добавление свинца к 1117 приводит к увеличению производительности на 65 процентов, чем 1018. Эти различия в производительности показывают, что задействованы два разных механизма. Добавление серы контролирует наросты на кромке инструмента, так что максимальная температура во время резки приходится на наросты, а не на инструмент, что способствует увеличению срока службы инструмента, а также более высоких скоростей и подач. Кроме того, внимательное изучение стружки покажет, что она становится тоньше в повторно сульфированных сталях, демонстрируя уменьшение деформационного упрочнения инструментом.По мнению некоторых экспертов, на деформационное упрочнение приходится до 75 процентов тепла, выделяемого при резке.
Свинец, с другой стороны, действует как внутренняя смазка, уменьшая трение, что приводит к гораздо менее значительному улучшению производства механической обработки. Поскольку были разработаны другие технологические средства для отвода тепла во время обработки (например, подача СОЖ под высоким давлением и с высокой скоростью), важность свинца уже не так критична, как раньше.
Считается, что в стали 12Т14 добавка олова улучшает обрабатываемость за счет его сегрегации на границах зерен стали.Это позволяет отделить зерна с меньшими усилиями и меньшей энергией, чем в аналогичных сталях, не обработанных оловом, во время обработки. Хотя скорости и подача для 12T14 не всегда равны таковым для 12L14, многие тысячи тонн были проданы для приложений, в которых не указывается свинец и производительность выше, чем у 1215.
ELV, RoHS и WEEE
Многие механические мастерские в Северной Америке начинают получать запросы от своих клиентов на сертификацию их деталей, изготовленных из стали, в соответствии с требованиями Европейского Союза для автомобилей с истекшим сроком службы (ELV), Ограничением использования опасных веществ (RoHS) и Отходами электрического и электронного оборудования. Директивы по оборудованию (WEEE).Каждая из этих директив имеет целью запретить свинец, но каждая фактически разрешает содержание свинца в качестве «легирующего элемента» в сталях до 0,35 процента, согласно заявлениям об исключениях и приложениям. Если сертификация материалов показывает содержание свинца от 0,15 до 0,35 процента, стальные детали соответствуют этим директивам.
Общая обрабатываемость
Обрабатываемость углеродистой стали определяется рядом факторов. Микроструктура, холодная обработка и содержание углерода, серы, марганца, фосфора, азота и свинца — все это играет важную роль в повышении производительности обработки.Как правило, более высокое содержание серы способствует более высокой подаче за счет уменьшения деформационного упрочнения стружки и сохранения однородной наростов кромки инструмента. Добавление свинца позволяет увеличить скорость, поскольку его смазывающее действие снижает трение и, следовательно, тепло. Оба механизма продлевают срок службы инструмента. Для приложений, не требующих свинца, может подойти 1215 или фирменный сплав серии 12XX с добавлением олова (12T14). Когда машинист задается вопросом, почему так много различий между разными партиями или марками стали, вариации, которые могут возникнуть в любом из вышеупомянутых факторов, должны дать им отправную точку для понимания.
Коэффициенты твердости
| Марка | Твердость по Бринеллю | Скорость (SFM) | Подача (IPR) | об / мин | Дюймы линейного перемещения инструмента в минуту | Ход инструмента в% от 1212 |
| 1212 | 225 | 0,0031 | 860 | 2.666 | 100 | |
| 1008 | 95 | 110 | 0,0016 | 420 | 0,672 | 25 |
| 1015 | 111 | 120 | 0,0018 | 458 | 0,8244 | 31 |
| 1018 | 126 | 130 | 0,0019 | 497 | 0,9443 | 35 |
| 1022 | 137 | 130 | 0.0019 | 497 | 0,9443 | 35 |
| 1025 | 126 | 120 | 0,0018 | 458 | 0,8244 | 31 |
| 1030 | 149 | 115 | 0,0017 | 438 | 0,7446 | 28 |
| 1040 | 170 | 105 | 0,0015 | 382 | 0.573 | 21 |
| 1045 | 179 | 95 | 0,0014 | 360 | 0,504 | 19 |
| 1050 | 197 | 90 | 0,0014 | 344 | 0,4816 | 18 |
| 1060 | 183 | 85 | 0,0013 | 324 | 0,4212 | 16 |
| По мере увеличения количества углерода твердость увеличивается, как и обрабатываемость — до определенного предела.За пределами 0,22 углерода дополнительная твердость препятствует механической обработке. Использование таких добавок, как сера, свинец и низший углерод, улучшает обрабатываемость стали марок 11ХХ и 12ХХ. | ||||||
Влияние серы и свинца на обрабатываемость
| Рис. 3. На этой диаграмме показан вклад серы в обрабатываемость. | ||||||
| Марка | Твердость по Бринеллю | Скорость (SFM) | Подача (IPR) | об / мин | Дюймов линейного перемещения инструмента в минуту | Ход инструмента в% от 1018 |
| 1018 | 126 | 130 | 0.0019 | 497 | 0,9443 | 100 |
| 10L18 | 126 | 150 | 0,0021 | 573 | 1,2033 | 127 |
| 1117 | 137 | 150 | 0,0022 | 573 | 1,2606 | 133 |
| 11L17 | 137 | 172 | 0.0024 | 649 | 1,5576 | 165 |
| Единственная разница между 1018 и 1117 заключается в сере и марганце. Добавление серы в 1117 обеспечивает на 33% больше перемещения инструмента в минуту. Свинец в 10L18 улучшает ход инструмента всего на 27%, несмотря на то, что он почти в 3 раза больше свинца, чем добавленная сера в 1117. (Максимум свинца 0,35 в 10L18 и максимум 0,13 серы в 1117.) | ||||||
Металлический состав: анализ и испытания
Перед сваркой необходимо знать состав металла, чтобы сварка прошла успешно.
Сварщики и слесари должны уметь идентифицировать различные металлические изделия, чтобы можно было применять надлежащие методы работы.
Любой технический чертеж должен быть изучен, чтобы определить используемый металл и его термообработку, если это необходимо.
После некоторой практики сварщик узнает, что одни части машин или оборудования всегда из чугуна, другие части обычно из поковки и так далее.
Сводка испытаний металлического состава и идентификации
Испытания металлического состава
Есть семь тестов, которые могут быть выполнены в магазине для идентификации металлов.
Шесть различных тестов сведены в таблицу. Их следует дополнить таблицами 7-1 и 7-2, в которых представлены физические и механические свойства металла, и таблицей 7-3, в которой представлены данные о твердости.
Это следующие тесты:
Проверка внешнего вида
Проверка внешнего вида металлического состава включает такие параметры, как цвет и внешний вид обработанных и необработанных поверхностей. Форма и форма дают четкие подсказки относительно идентичности металла.Форма может быть описательной; например, форма включает такие элементы, как литые блоки цилиндров, автомобильные бамперы, арматурные стержни, двутавровые балки или уголки, трубы и фитинги. Следует учитывать форму, которая может показать, как деталь была подвергнута деформации, например, отливка с ее очевидным внешним видом и линиями формы разъема, или горячекатаный деформируемый материал, экструдированный или холоднокатаный с гладкой поверхностью.
Например, труба может быть литой, в этом случае это будет чугун, или ковкой, которая обычно будет стальной.Цвет является очень важным ключом к идентификации металла. Он может различать многие металлы, такие как медь, латунь, алюминий, магний и драгоценные металлы. Если металлы окислены, их можно соскрести, чтобы определить цвет неокисленного металла. Это помогает идентифицировать свинец, магний и даже медь. Окисление стали или ржавчина обычно является ключом к разгадке, который можно использовать для отделения простых углеродистых сталей от коррозионно-стойких сталей.
Испытание на излом
Некоторый металл можно быстро идентифицировать, посмотрев на поверхность сломанной детали или изучив стружку, оставленную молотком и зубилом.Поверхность будет цвета основного металла без окисления. Это будет верно для меди, свинца и магния. В других случаях шероховатость или шероховатость сломанной поверхности свидетельствует о ее структуре. Легкость разрушения детали также указывает на ее пластичность или недостаточную пластичность. Если деталь легко сгибается, не ломаясь, это один из самых пластичных металлов. Если он легко ломается при небольшом изгибе или без него, это один из хрупких металлов.
Искровой тест
Испытание состава искрового металла — это метод классификации сталей и чугуна в соответствии с их составом путем наблюдения за искрами, образующимися, когда металл прижимается к высокоскоростному шлифовальному кругу.Этот тест не заменяет химический анализ, но представляет собой очень удобный и быстрый метод сортировки смешанных сталей с известными искровыми характеристиками. При легком прикосновении к шлифовальному кругу различные виды железа и стали образуют искры, которые различаются по длине, форме и цвету. Шлифовальный круг должен работать так, чтобы скорость на поверхности составляла не менее 5000 футов (1525 м) в минуту, чтобы получить хороший искровой поток. Шлифовальные круги должны быть достаточно твердыми, чтобы их можно было изнашивать в течение разумного периода времени, и в то же время достаточно мягкими, чтобы лезвие оставалось свободным.Испытание искры следует проводить при приглушенном свете, так как цвет искры важен. Во всех случаях лучше всего использовать стандартные образцы металла для сравнения их искр с искрами испытуемого образца.
Ограничения
Испытание состава искрового металла не очень полезно для цветных металлов, таких как медь, алюминий и сплавы на основе никеля, так как они не показывают каких-либо значимых искровых потоков. Однако это один из способов разделения черных и цветных металлов.
Результаты искрового теста
Искровые испытания не очень полезны для цветных металлов, таких как медь, алюминий и сплавы на основе никеля, так как они не показывают каких-либо значительных искровых потоков. Однако это один из способов разделения черных и цветных металлов.
Искра, возникающая в результате испытания состава металла, должна быть направлена вниз и изучена.
Цвет, форма, длина и активность искр зависят от характеристик испытуемого материала.
Искровой поток имеет определенные элементы, которые можно идентифицировать:
- Прямые линии называются несущими.
- Они обычно бывают сплошными и непрерывными.
- В конце несущей линии они могут делиться на три короткие линии или ответвления.
- Если искровой поток разделяется на несколько линий в конце, это называется веточкой.
Веточки также встречаются в разных местах по несущей линии. Это называется либо звездным, либо веерным всплеском.В некоторых случаях несущая линия будет немного увеличиваться на очень короткую длину, продолжаться и, возможно, снова увеличиваться на короткой длине.
Когда эти более тяжелые части встречаются в конце несущей линии, они называются наконечниками копий или зачатками. Высокое содержание серы создает эти более толстые пятна на несущих линиях и наконечниках копий.
Чугун имеет чрезвычайно короткие потоки, тогда как низкоуглеродистые стали и большинство легированных сталей имеют относительно длинные потоки.
Стали обычно имеют искры от белого до желтого цвета, а чугун от красноватого до соломенно-желтого.
У углеродистой стали с 0,15% -ной долей видны искры в виде длинных полос с некоторой тенденцией к взрыву с эффектом искр; углеродистая инструментальная сталь имеет выраженный разрыв; а сталь с 1,00% углерода показывает блестящие и мельчайшие взрывы или бенгальские огни. По мере увеличения содержания углерода интенсивность взрыва увеличивается.
Сводка по искровому тесту — таблицы 7-5, изображения a-c ниже:
Преимущества
Одним из больших преимуществ этого испытания состава металла является то, что его можно применять к металлу на всех этапах, прутку в стойках, обработанным поковкам или готовым деталям.
Испытание на искру лучше всего проводить, удерживая сталь неподвижно и касаясь образца высокоскоростной портативной шлифовальной машиной с давлением, достаточным для выброса горизонтальной искровой струи длиной около 12,00 дюймов (30,48 см) под прямым углом к линии обзора.
Давление колеса на работу важно, потому что увеличение давления приведет к повышению температуры искрового потока и появлению более высокого содержания углерода. Следует наблюдать искры около колеса и вокруг него, середину искрового потока и реакцию раскаленных частиц в конце искрового потока.
Искры, образованные различными металлами, показаны на рис. 7-4.
Характеристики искр, возникающих при шлифовании металлов — Рисунок 7-4Внимание! Испытание состава металла горелки следует проводить осторожно, так как это может повредить испытываемую деталь. Кроме того, магний может воспламениться при нагревании на открытом воздухе.
Тест горелки
С помощью кислородно-ацетиленовой горелки сварщик может идентифицировать различные металлы, изучая скорость плавления металла и внешний вид лужи расплавленного металла и шлака, а также изменение цвета во время нагрева.
Когда острый угол белой металлической детали нагревается, скорость плавления может указывать на ее идентичность.
- Если материал — алюминий : он не расплавится, пока не будет использовано достаточное количество тепла, из-за его высокой проводимости.
- Если деталь из цинка : острый угол быстро расплавится, так как цинк не является хорошим проводником.
- В случае меди : если острый уголок плавится, это обычно деокисленная медь.
Если он не плавится, пока не будет приложено много тепла, это электролитическая медь.
Медные сплавы, если они состоят из свинца, будут кипеть. - Чтобы отличить алюминий от магния, приложите горелку к опилкам.
- Если магний : он будет гореть искрящимся белым пламенем. Перед плавлением сталь будет иметь характерный цвет.
Магнитный тест
Тест магнитного состава металла можно быстро выполнить с помощью небольшого карманного магнита. Имея опыт, можно судить о сильно магнитном материале от слегка магнитного материала.Немагнитные материалы легко узнать. Сильно магнитные материалы включают углеродистые и низколегированные стали, сплавы железа, чистый никель и мартенситные нержавеющие стали.
Слабая магнитная реакция получается из монеля и сплавов с высоким содержанием никеля и нержавеющей стали типа 18 хром 8 никель при холодной обработке, например, в бесшовной трубе.
Немагнитные материалы включают:
- Сплавы на основе меди
- Сплавы на основе алюминия
- Сплавы на основе цинка
- Отожженный 18 хром 8 никель нержавеющая
- Магний
- Драгоценные металлы
Испытание на долото
Испытание на стружку или испытание состава металла долотом также может использоваться для идентификации металлов.Единственные необходимые инструменты — это баннер и зубило.
Используйте стамеску для холодного удара по краю или углу исследуемого материала. Легкость изготовления стружки является показателем твердости металла. Если стружка сплошная, это указывает на пластичный металл, а если стружка распадается, это указывает на хрупкость материала.
На таких материалах, как алюминий, низкоуглеродистая сталь и ковкий чугун, стружка является непрерывной. Они легко раскалываются, и стружка не склонна ломаться.
Стружка для серого чугуна настолько хрупкая, что превращается в мелкие сломанные осколки.
На высокоуглеродистой стали стружку получить трудно из-за твердости материала, но она может быть сплошной.
Испытание на твердость
В таблице 7-3 приведены значения твердости различных металлов, а также приведенная выше информация о трех обычно используемых испытаниях на твердость.
Менее точный тест на твердость — это тест напильника. Сводная информация о реакции на опилку, приблизительная твердость по Бринеллю и возможный тип стали показаны в таблице 7-6.Необходимо использовать острый напильник. Предполагается, что деталь сделана из стали, и проверка файла поможет определить тип стали.
Приблизительная твердость стали по тесту напильника — таблица 7-6Химический тест
Существует множество тестов на химический состав металла, которые можно провести в магазине для идентификации некоторых материалов.
Монель можно отличить от инконеля по одной капле азотной кислоты, нанесенной на поверхность. На Монеле он станет сине-зеленым, но на Инконель реакции не будет.Несколько капель 45-процентной фосфорной кислоты будут пузыриться на нержавеющих сталях с низким содержанием хрома.
Магний можно отличить от алюминия с помощью нитрата серебра, который оставляет черный налет на магнии, но не на алюминии. Эти тесты могут быть сложными, и по этой причине здесь не подробно описываются.
Цветовой код для маркировки стальных прутков
Система классификации и классификации металлов SAE
Бюро стандартов Министерства торговли США разработало цветовую маркировку для изготовления стальных стержней.
Цветная маркировка, предусмотренная в кодексе, может быть нанесена путем закрашивания концов полос. Сплошные цвета обычно обозначают углеродистую сталь, а двойные цвета обозначают легированную и автоматную сталь.
Марки стали для производства труб
В соответствии со стандартом EN 10020 сталь определяется как материал, в котором процентное содержание железа выше, чем у любого другого элемента, а содержание углерода (C) составляет менее 2%, что является обычной границей между сталью и литьем. железо.
Система маркировки стальных труб согласно EN
| EN 10027 — 1 | система сокращенной маркировки, основные символы. |
| EN ECISS IC10 | дополнительные символы. |
| EN 10027-2 | система цифровой маркировки. |
В соответствии со стандартом EN 10027-1 маркировка стали делится на две основные группы:
Группа 1 — стали с маркировкой использования и ее механических свойств
| S | стали для конструкций общего назначения | ||
| P | стали для работы под давлением | ||
| L | стали для трубопроводов | ||
| E | стали прочность в Н / мм2) | ||
| B | стали для армирования бетона | ||
| Y | стали для напряженного армирования в бетоне | ||
| R | стали для рельсов | холодные | проката |
| D | плоский прокат из низкоуглеродистой стали для c старая формовка | ||
| T | листы и полосы | ||
| M | листы и полосы для электротехники |
S — стали для строительства общего назначения
(e.грамм. S235JRH, S355J2H, S420NLH)— 235 — минимальный предел текучести в Н / мм2
для общего применения
Дж — значение ударной вязкости (27 Дж)
R — температура окружающей среды, 0 — температура 0 ° C, 2 — температура -20 ° C
H — полый профиль ( Полый профиль)
для мелкозернистых сталей — базовая серия
N — нормализованная структура
H — полый профиль
для мелкозернистых сталей — низкотемпературная серия
N — нормализованная структура
L — низкотемпературная серия (низкая)
H — полый профиль
P — Сталь для работы под давлением
(e.грамм. P235TR1, P265GH)235 — минимальный предел текучести в Н / мм2
T — сталь для труб (T — трубка)
R — температура окружающей среды (R — комнатная температура)
H — высокая температура
L — низкая температура
N — нормализованная или формованная
1, 2 — группа качества
TR1 — сталь для труб для транспортировки средств массовой информации
TR2 — сталь для труб для оборудования под давлением и трубопроводов (PED, AD 2000 Merkblatt)
G — общие характеристики, уведомления для второго символа
L — сталь для труб трубопроводов
(e.грамм. L210GA, L245NB)210 — минимальный предел текучести в Н / мм2
G — Общие, общие характеристики, буква для обозначения следующего значения во втором знаке
A — требования к марке трубопровода
N — сталь нормализованная или формованная
Q — термообработанная сталь
M — сталь термомеханически прокатанная
B — требования к маркам трубопроводных труб (напр. L210GA, L245NB)
E — стали для деталей машин
Стали для труб для механической обработки — E355 + AR, E 355 + N:— 355 — минимальный предел текучести
+ AR — термообработка не требуется
+ N — нормализованная (отожженная) или катаная
Сталь, например, с маркировкой по химическому составу.20MnV6
— гарантированное среднее содержание C 0,20%, гарантированное содержание Mn и V
+ AR — термообработка не требуется
+ N — нормализованная (отожженная) или катаная
Стали для механической обработки без последующей термообработки
нелегированная сталь E235, E275, E315, E355, состояние + AR или + N
Стали с заданными характеристиками ударной вязкости (мелкое зерно) E275K2, E355K2
— K2 — гарантированное значение ударной вязкости 40 Дж (К) при температуре -20 ° C
Стали для термическая и химико-термическая обработка деталей после механической обработки
— стали типа С22Е (С — сталь с содержанием углерода 0.22%, E — обозначает максимально контролируемое содержание S и P)
— сталь 38Mn6 (гарантированное среднее содержание C и гарантированное содержание Mn)
Группа 2 — стали с маркировкой по химическому составу (4 подгруппы)
Сталь нелегированная
(за исключением автоматной стали)буква C и цифра, соответствующая 100-кратному среднему значению диапазона, указанному для содержания углерода (C22)
Нелегированная сталь
с содержанием Mn> 1% и легированная сталь Содержание отдельных легирующих элементов ниже 5%а) число, соответствующее 100-кратному содержанию углерода
б) химические обозначения легирующих элементов в порядке уменьшения содержания элементов
в) числа установлены по содержанию легирующих элементов ( 25CrMo4 )
Легированные стали с содержанием мин.одного элемента более 5%
a) характеристическая буква X (X11CrMo9-1)б) число — 100-кратное среднее содержание углерода
в) химические обозначения легирующих элементов
г) числа, которые устанавливаются в соответствии с содержанием легирующих элементов
Сталь быстрорежущая — маркировка
а) характерные буквы HS (HS 6-5-2)б) числа, которые устанавливаются содержанием легирующих элементов
. Стандарт EN ECISS IC10 предусматривает дополнительные символы для сталей (группы 1 и 2). Эти символы помещаются в конце марки стали (S 275 J0).
Кроме того, на стальные изделия добавляются символы. Они отделены от предыдущих символов знаком плюс (S 275 J0 + A).
Условные обозначения для стальных труб
G — другие характеристики (в зависимости от потребности 1 или 2 цифры)
H — полый профиль, если необходимо, сталь для более высоких температур в соответствии с типом стали (S, P)
L — сталь для низких температур
R — сталь для стандартной температуры (температуры окружающей среды)
M — термомеханическая прокатка
N — нормализованная или нормализованная прокатка
Q — термообработанная
T — сталь для труб
EN 10027-2 содержит систему цифровой маркировки.
Первая цифра — 1 — сталь, за ней следуют двухзначная группа стали и порядковый номер стали.
Углеродный эквивалент
На основании соглашения может быть установлено максимальное значение углеродного эквивалента (CEV) как показатель свариваемости стали по формуле:
CEQ = C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15