Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Навыки профессиональной металлообработки пользуются высоким спросом. Электросварке стоит отдать первенство по востребованности – ни одна металлоконструкция, от стальных опор ЛЭП до забора на даче, не создается без активного участия сварщика.
Чтобы постоянно не обращаться к специалистам или для поиска новой работы, многие приобретают оборудование и варят самостоятельно. ВСЕ КУРСЫ ОНЛАЙН предлагают обучиться основам сварочного дела по бесплатным видео урокам.
Выбор аппарата
Освоение любого дела начинается с приобретения оборудования. Юрий Корешков, в рамках проекта «220 Вольт» поговорит на тему выбора сварочного аппарата. Он приведет их разновидности, технические характеристики, различия, достоинства, недостатки, конструктивные особенности, назначение, рассмотрит органы управления. Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Введение
Автор этого видеоурока дает теоритическую информацию. Ее знание необходимо перед началом практики. Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок. Далее дается материал начального уровня – как зажечь дугу, выбрать электрод, закрепить и работать с ним, какие действия предпринять в случае прилипания, что такое стиль мастера, как подобрать напряжение, избежать недостаточно глубокого проплавления.
Первые шаги
Прежде чем приступать к освоению различных методов, следует научиться зажигать, правильно держать и управлять электродом, вести простую «ниточную» линию. Автор видеоурока подробно расскажет о первых шагах, которые необходимо предпринять, чтобы потренироваться и набить руку для дальнейшего усовершенствования мастерства.
Как подобрать напряжение
Сила тока – важнейший параметр, от которого зависит качество и производительность. В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы. Начинающим трудно ориентироваться во всех тонкостях, поэтому ведущий ролика решил поделиться советами о выставлении напряжения, взяв для примера тонкий профиль и трубу. Наглядная демонстрация с подробными разъяснениями поможет обучающимся понять принцип настройки и потренироваться, имея теоритическую базу за спиной.
Внахлест
Вариант с накладыванием металлических элементов краями друг на друга носит название внахлест (условно называемое Н). Такое закрепление отличается высокой прочностью и надежностью, создается быстро и без особых усилий.
Важные нюансы
Видео построено по принципу учитель – ученик. Сереге предстоит простая задача: заварить трубу. После его учитель проделывает то же самое. С внешней стороны оба шва выглядят одинаково, но что внутри? После вырезания сегментов, становится видно: шов Сергея неоднородный, имеет пустоты, что негативно скажется на прочности металлоконструкции, предназначенной выдерживать определенные нагрузки. Мастер объяснит причину недоработки, продемонстрирует принцип схематически.
Как работать в углах
Начинающие сталкиваются с большим количеством проблем; для их решения недостаточно первичных навыков – требуется знать тонкости и секреты, приобретаемые путем проб и ошибок. Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Тавровое соединение
Тавровое соединение называют Т-образным, за счет схожести с буквой Т. Применяется, если нужно перпендикулярно соединить две детали – торец одной приставляется к боковой части другой и заваривается с обеих сторон. Такой вариант один из самых распространенных за счет своей прочности. Используется в различных областях промышленности, позволяет создавать элементы сложной формы. Угловая конфигурация увеличивает жесткость изделия. Основные проблемы: кратеры, непровары. Освоить технику и избежать появления дефектов поможет мастер-класс Владислава, где он разъяснит последовательность и тонкости создания Т-конструкции.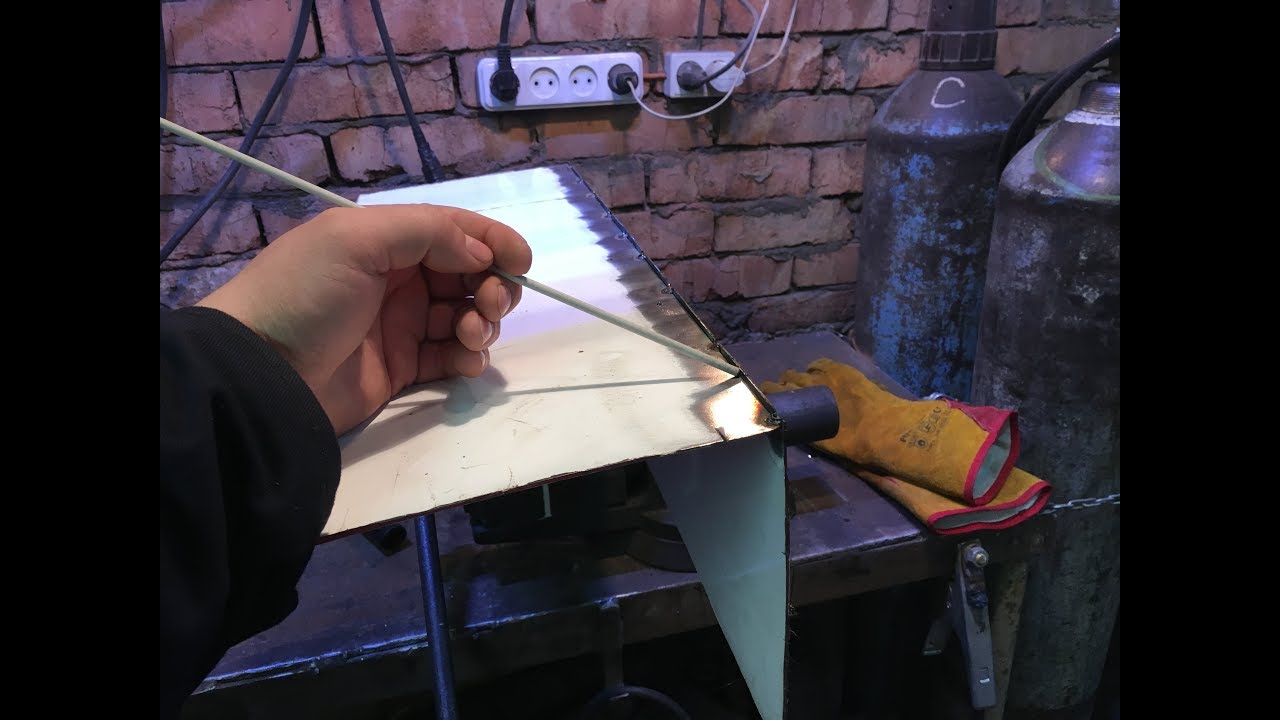
Стив Блайл
Обучающий фильм, где ведущим выступает американский сварщик Стив Блайл. Фильм содержит максимум информации, необходимой для изучения. Представляет собой видеоуче
как правильно варить, обучение для начинающих
Для изготовления металлоконструкций и надежного соединения деталей из металла самым эффективным и простым способом. Сравнительно недавно на рынке появилось оборудование, которое приобрело огромную популярность как среди профессиональных, так и среди начинающих сварщиков — инверторные аппараты.
Сварка инвертором позволяет создавать прочные и долговечные соединения не только в производственных, но также в домашних условиях. Довольно часто в быту возникает потребность в сварочных работах. Инверторный сварочный аппарат для таких задач будет прекрасным выбором. Техника сваривания таким оборудованием достаточно проста и работать с ним могут даже начинающие мастера.
Что такое сварочный инвертор
Уже с момента появления в продаже инверторных аппаратов сварщики, в том числе и начинающие получили возможность существенно упростить сварочный процесс.
Сварка металла инвертором — это прогрессивный скачок в электросварке. Если представить выпускавшиеся раньше тяжеловесные сварочные трансформаторы и неподъемные выпрямители, то вес и габариты инвертора существенно меньше. Это не только делает аппарат удобным в применении, но еще в разы повышает производительность работ.
В настоящее время сварочный инвертор считается самым современным и уверенно вытесняет на вторые позиции традиционные выпрямители, генераторы и трансформаторы. Если даже ранее вы никогда не работали с подобным оборудованием, достаточно пройти уроки по сварке инвертором для начинающих и без особых затруднений овладеть технологией сваривания.
Конструктивные особенности
Существуют разные модели инверторов, представленные разными производителями.
- блока питания, оснащенного фильтром и выпрямительным устройством;
- инверторного блока, который постоянный ток преобразовывает в переменный высокочастотный;
- трансформатора, понижающего напряжение тока;
- силового выпрямителя, отвечающего за получение на выходе из аппарата постоянного тока;
- электронного блока, обеспечивающего управление агрегатом.
Реализованные в конструкции оборудования инновационные решения позволяют создавать качественные соединительные швы с отменными прочностными показателями. Небольшой вес (5-15 кг) и компактность позволяют с легкостью перемещать аппараты из одного места в другое.
При покупке оборудования в комплекте всегда присутствует инструкция, по которой несложно научиться как правильно варить сварочным инвертором, как подключать агрегат, какие электроды использовать в зависимости от типа свариваемого металла и другие нюансы.
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.

На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Как работает инверторный аппарат
Принцип работы инверторного оборудования выгодно отличается от схемы классических трансформаторных агрегатов. Функционирование устройств построено на принципе фазового сдвига напряжения, увеличивающем по каскадному типу частоту и силу сварочного тока.
Хоть сам по себе инвертор является довольно сложным электронным устройством, но научиться варить инверторной сваркой при желании можно достаточно быстро.
Основы сварки инвертором состоят в следующем:
- из обычной электросети на вход инвертора поступает переменный ток. В переменный его преобразовывает выпрямитель, функционирующий на основе диодного моста;
- выходящий из выпрямителя постоянный ток поступает вы выполняющий роль генератора высокочастотных электроимпульсов инверторный блок. Закрывающиеся и открывающиеся с высокой частотой силовые транзисторы, объединенные в отдельный блок, превращают постоянный в переменный ток, частота которого существенно выше в сравнении с тем, который подается из электрической сети;
- полученный переменный ток поступает на трансформатор, в котором сила его увеличивается, а напряжение уменьшается. Благодаря регулированию параметров тока трансформатором устройство обладает небольшими размерами, что в разы уменьшает массу всего агрегата;
- преобразованный к нужным параметрам трансформатором переменный ток поступает в выпрямитель. Там он в очередной раз превращается в постоянный, необходимый для проведения сваривания.
 Закрывающиеся и открывающиеся с высокой частотой силовые транзисторы, объединенные в отдельный блок, превращают постоянный в переменный ток, частота которого существенно выше в сравнении с тем, который подается из электрической сети;
Закрывающиеся и открывающиеся с высокой частотой силовые транзисторы, объединенные в отдельный блок, превращают постоянный в переменный ток, частота которого существенно выше в сравнении с тем, который подается из электрической сети;Полезно знать! При силе 160А инверторная сварка работает с трансформатором, вес которого составляет всего 0,25 килограмма при том как используемые ранее устройства весят до 18 кг и больше.
Хоть с первого взгляда принцип работы кажется сложным, но все процессы в нем происходят автоматически. Поэтому никаких затруднений в рабочем процессе не возникает. К тому же в интернете в открытом доступе есть множество материала, по которому можно научиться как правильно варить инверторной сваркой для начинающих мастеров.
Поэтому никаких затруднений в рабочем процессе не возникает. К тому же в интернете в открытом доступе есть множество материала, по которому можно научиться как правильно варить инверторной сваркой для начинающих мастеров.
Подготовка аппарата к работе
Перед тем как варить металл инверторной сваркой необходимо подготовить рабочее место, расходные материалы и сам аппарат. Подготовительные работы подразумевают не только организацию рабочего места, но также настройку оборудования и выбор подходящих для конкретного случая электродов.
Средства защиты
Задаваясь целью как научиться сваривать металл инвертором ни в коем случае нельзя забывать о технике безопасности. Чтобы избежать травматизма следует подготовить:
- перчатки. Они должны быть из толстой ткани, но никак не резиновые;
- сварочную маску. Здесь важно обратить внимание на то, что маски бывают разные в зависимости от сварочного тока. Если ее подобрать неправильно, то невозможно будет контролировать образование шва. Оптимальным вариантом считается маска «Хамелеон», самостоятельно подстраивающаяся под интенсивность дуги;
- одежда. Она должна быть огнеустойчивой, в противность случае может произойти возгорание от исходящих искр. Касается это и обуви.
 Оптимальным вариантом считается маска «Хамелеон», самостоятельно подстраивающаяся под интенсивность дуги;
Оптимальным вариантом считается маска «Хамелеон», самостоятельно подстраивающаяся под интенсивность дуги;Только при наличии всех этих атрибутов можно приступать к работе. Убеждать в необходимости защитных средств профессиональных сварщиков будет лишним, а для новичков подготовительный этап не менее важен, как и сам процесс сваривания.
Подготовка рабочего места
Чтобы научиться как правильно производить сварку металла инвертором важно уметь обустроить удобную рабочую площадку. Профессиональные мастера используют в качестве рабочего места специальный сварной столик, на котором можно не только разместить все подлежащие свариванию детали, но также прочно их зафиксировать в случае необходимости. Для тех, кто хочет пройти обучение сварке инвертором на первое время подойдет любой металлический стол. Также следует грамотно организовать освещение.
Поскольку в процессе сварки образуются искры, то в окружающем пространстве и в частности на столе не должно быть легковоспламеняющихся материалов и жидкостей.
Сварщик в процессе сваривания не должен стоять на земле, поскольку это повышает риски поражения током. Для безопасности следует подготовить деревянный настил.
Особенности выбора электродов
Для получения прочных и долговечных соединений недостаточно только знать, как пользоваться сварочным инвертором. Прочностные параметры швов и конструкции в целом напрямую зависят от того, какие электроды применяются для состыковки деталей.
Основными критериями выбора электродов являются тип и толщина свариваемого металла. Есть также ряд других факторов, например, глубина провара, пространственное положение, но для начинающих специалистов достаточно будет первых двух.
Определенный тип электрода есть для каждого вида металла. Например, одной и той же маркой нельзя варить обычную сталь и чугун. Кроме того, значение имеет толщина электрода, которая подбирается с учетом размеров материала.
Новичкам следует обратить внимание на совет профессионалов как научиться правильно варить сварочным инвертором — в качестве образца взять стальные детали и попробовать соединить их, используя электроды УОНИ 13/55 или АНО-21 с сечением 3-5 миллиметров.
Подключение инвертора: схема и полярность
Овладевая техникой как работать сварочным инвертором первым делом нужно уметь правильно подключить агрегат. Общая схема примерно такая: сетевой шнур с вилкой → сварочный аппарат → кабель массы → кабель с электродом. Важным нюансом здесь выступает подключение провода оборудования.
От аппарата идут два кабеля:
- первый — масса, в конце которого имеется клипса или прищепка;
- второй с виду напоминает ручку и оснащен зажимом для фиксации электрода.
Первый кабель подсоединяется к металлическому столу или непосредственно к свариваемому элементу. Электрод вставляется в другой провод и прочно крепится зажимом.
Вариантов подключения рукоятки и массы также есть два:
- прямой: масса со значком + и с минусом рукоять;
- обратный: здесь с плюсом рукоять и с минусом масса.

Прямое подключение целесообразно при необходимости соединить толстые детали. Количество воздействующего на металл тепла понижается и за счет этого более глубоким получается провар.
Если предстоит сварка инвертором для начинающих тонкого металла, то следует применять обратное подключение. Здесь полярность на самом изделии концентрирует тепло, за счет этого при меньшем проваре шов получается более широким и риски прожога минимальные.
Подготовка металла
Подлежащие соединению детали перед тем как варить инверторной сваркой следует тщательн
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Содержание статьи
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов.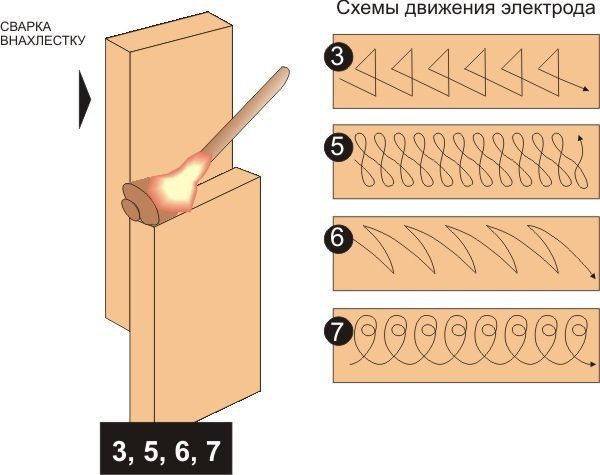 Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
[Всего: 9 Средний: 4. 4/5]
4/5]Уроки сварки инвертором для начинающих
Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
При работе с любым сварочным аппаратом существуют различные тонкости и нюансы, поэтому, прежде чем приступить к делу, рекомендуется получить некоторые дополнительные знания и уроки сварки инвертором.
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.
Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Помимо диаметра электрода, необходимо выбрать и его тип. Самыми распространенными являются электроды с рутиловым типом покрытия марок МР, ОЗС, АНО, ОК и подобные аналоги. Они имеют цифровое обозначение 46, подходят для сварки обычных черных металлов, не требуют основательной зачистки кромок, легко поджигаются, в том числе и многократно.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.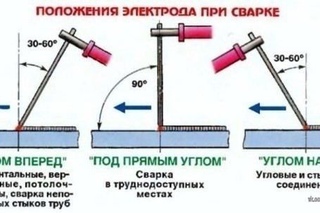
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.
Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.
Для поддержания сварочной дуги необходимо удерживать зазор в пределах 3-5 миллиметров между предполагаемым швом и кончиком электрода. Если расстояние будет больше или меньше, то получится или пережог, или непроплавление сварочной ванны.
Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата. Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают. Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности.
Окончание сварки, обрыв сварочной дуги
Быстрый отрыв или отвод электрода от свариваемого изделия не рекомендуется во избежание появления возможных дефектов шва. Вернитесь на верхний край сварочной ванны, а затем, совершив «запятую», отведите электрод от кратера. Если вы еще не окончательно завершили шов, а электрод закончился, продолжайте сварку с небольшим заходом на уже наплавленный металл.
Безопасность при сварочных работах
Приступая к сварочным работам, уделите достаточное внимание защите рук, глаз и органам дыхания. Сварка инвертором для начинающих: видео-показ демонстрирует, что удлиненные краги — самый популярный вариант для защиты кистей рук, чтобы не получить ожоги от фейерверка сварочных брызг при ручной дуговой сварке.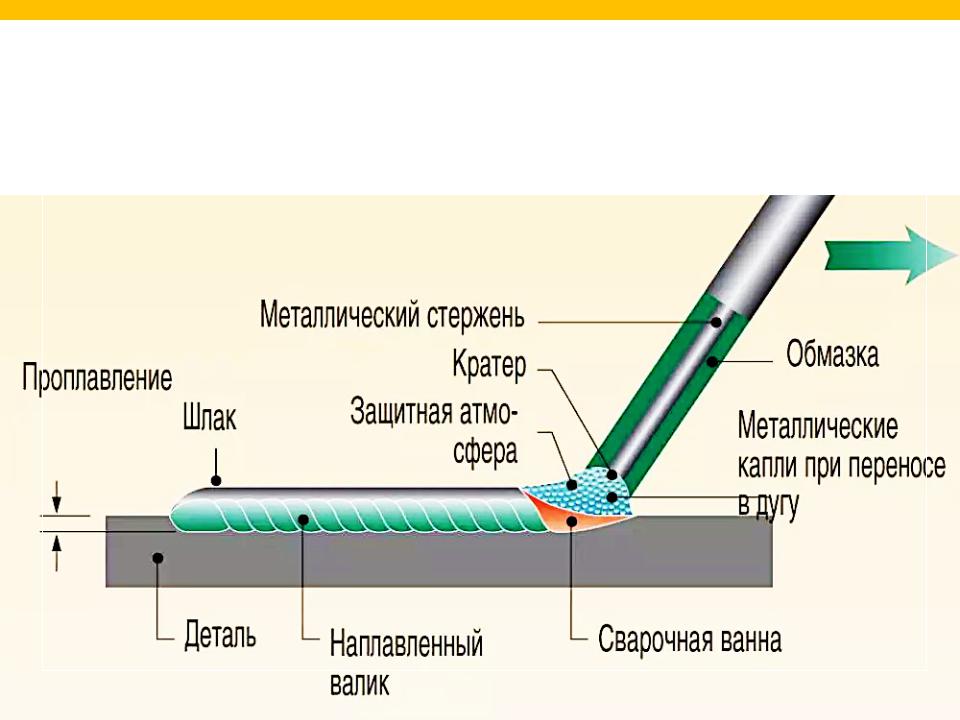 Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Таким образом, вооружившись полученными знаниями и переняв опыт других пользователей сварочных инверторов, вы можете смело приступать к работе и начинать приобретать практические навыки управления этим прибором.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; защитная маска; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.
Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Поджог дуги
Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для образования сварочной дуги. После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Дуговой промежуток
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.
Формирование шва
Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка шва
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.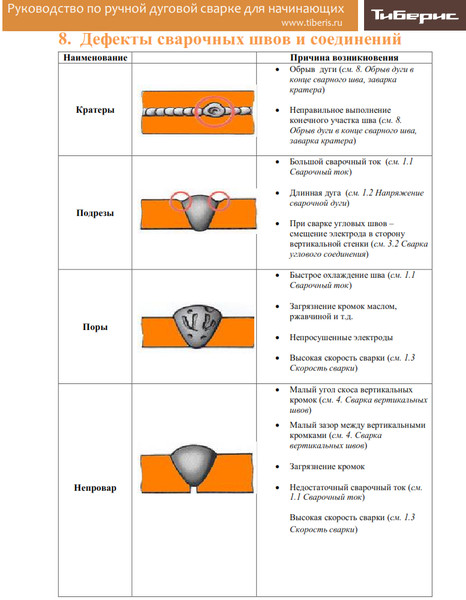
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка инвертором для начинающих в домашних условиях
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.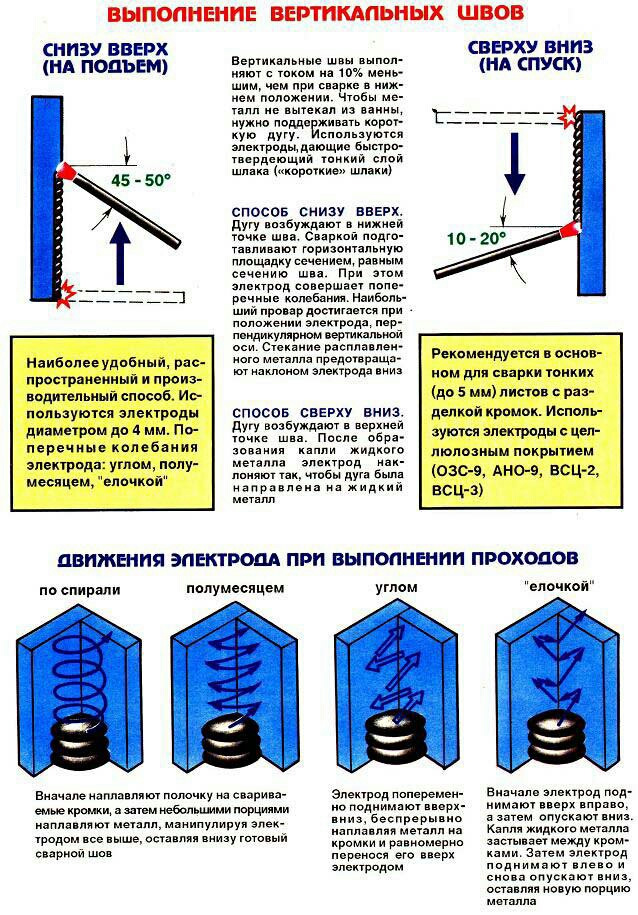
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.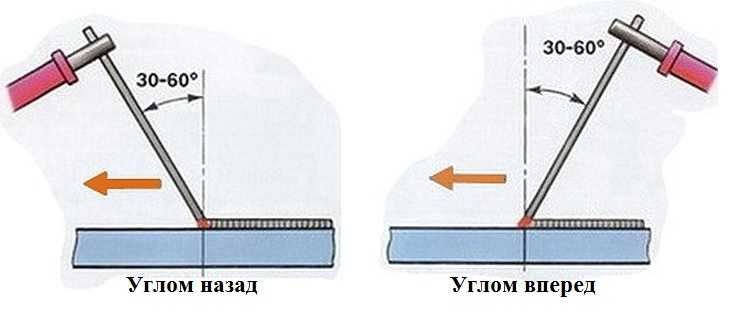
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места
Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками.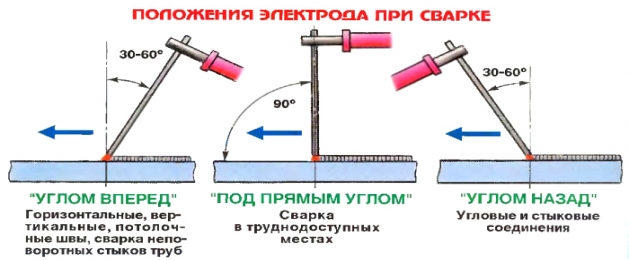 Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов
Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
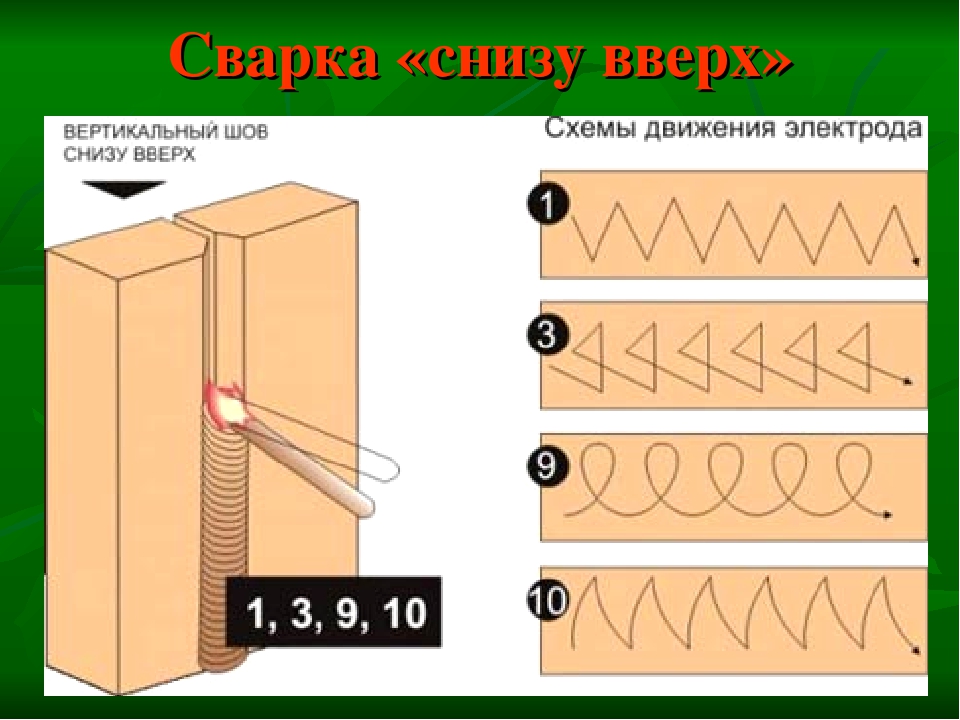
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла
Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Сварка для начинающих. Инверторная сварка для начинающих
Не секрет, что многие научились свариться самостоятельно. Таких людей много, и многие из них могут эффективно применять свои практические навыки в домашних условиях. Тем не менее, иногда лучше сначала получить теоретические знания, прежде чем переходить к делу. Давайте поговорим о том, что такое сварка для новичков, чем она есть, и почему новичкам лучше всего подойдет инвертор.
Коротко о сварочных инверторах
Инвертор — это электронный сварочный аппарат.Точно, экономично и просто в использовании. Основная нагрузка при работе ложится на сварочную сеть. Плюсы инвертора, особенно для новичков, в том, что в них есть накопительные конденсаторы. Они необходимы для установки определенного количества электрического заряда, обеспечивающего бесперебойную работу. Многие наверняка заметили, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко скакать. В таких условиях может загореться любой бытовой прибор. Итак, при инверторной сварке такого недостатка нет.Кроме того, обеспечивается плавный запуск дуги, что необходимо для обеспечения качества сварного шва.
Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыто от глаз человека, другие — явные. Таким образом, сам процесс сварки условно можно разделить на несколько простых этапов. При этом образуется первая дуга, что свидетельствует о замыкании электрода и металла. На втором этапе создается высокая температура (до 7 тысяч градусов), позволяющая плавить любой металл.В результате оплавления электрода и кромок металлических изделий производится соединение — изготовление сварного шва. На этом процесс завершен. Электрод играет важную роль. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для формирования сварочной ванны без кислорода.
Инверторная сварка для новичков: пошаговая инструкция
Перед тем, как приступить к работе, вам понадобится минимум боеприпасов.Таким образом, не рекомендуется выполнять работу без специальной защитной каски и грубых перчаток. Ну и к тому же желательно иметь старую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо отрегулировать сварочный ток и выбрать подходящий электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины заготовки и материала. Чтобы избежать прилипания, электрод плавно подводят к обрабатываемой поверхности.Затем вы можете подключить клемму заземления к детали.
Процесс сварки начинается с зажигания дуги. Электрод подводится под небольшим углом по отношению к поверхности. Для его активации нужно несколько раз прикоснуться к свариваемой поверхности. При этой же работе электрод следует держать на расстоянии своего диаметра от поверхности. В принципе, инверторная сварка для новичков довольно проста. А теперь пойдем дальше.
Проверка зазора
Большое значение при выполнении сварочных работ имеет дуговой разрядник.Этот зазор — это расстояние между электродом и металлом, который образуется во время сварки. При недостаточном расстоянии шов получится выпуклым, так как металл в месте стыка не успеет прогреться. Если зазор будет слишком большим, это приведет к нестабильной дуге, что в свою очередь чревато некачественной сваркой. В частности, связь получается кривыми.
Для хорошего приготовления и качественного шва необходимо выбрать оптимальный зазор. Можно с уверенностью сказать, что научиться держать правильную дистанцию - самый сложный навык.Но если вы научитесь этому, скоро дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте, что в процессе электрод постепенно плавится, поэтому, если его не двигать, зазор будет увеличиваться. Имейте это в виду, и все будет хорошо.
Формование правильного шва
Хочу отметить, что сварочный полуавтомат для начинающих — это не только соблюдение необходимого зазора. Необходимо соблюдать несколько важных требований:
- скорость и траектория движения электрода;
- сила тока;
- угол наклона электрода.
При работе с разными материалами меняется техника сварки. Поэтому в одних случаях электрод быстрый, в других, наоборот, медленный. В этом случае толщина склеиваемого металла влияет на силу тока. Чем толще изделие, тем больший ток необходимо подавать на электрод. А толщина шва и усвояемость зависит от угла наклона электрода. Все это необходимо учитывать при выполнении работ.В принципе, ручная сварка для начинающих простых деталей под силу каждому. Опыт придет только в том случае, если вы будете постоянно практиковаться и практиковаться, создавая все более сложные швы.
О полярности при сварке
Надо понимать, что бывает прямая и обратная полярность. Если мы имеем дело с первым, то подвод тепла в металлическое изделие увеличивается. Следовательно, образуется узкая, но достаточно глубокая зона плавления. Эта технология используется для точной обработки достаточно толстых листов.
Если вы хотите создать качественный шов на тонком листе, используйте обратную полярность.
Руководство для начинающих по началу работы в сварке
Сварка может обеспечить основу для солидной зарплаты и хорошей жизни. Это также может быть необходимым навыком для домашнего ремонта и других проектов DIY. Это, безусловно, тонкая форма производственного искусства, но она также может дать вам холст, необходимый для того, чтобы заниматься чем-то, чем вы увлечены в жизни.
Укладка идеального сварного шва — это не то, что обычно происходит в одночасье.Стоимость современного сварочного оборудования, особенно если вы посмотрите на самые дорогие изделия, может показаться пугающей и огромной. Хорошие новости: лучшее на сегодняшний день сварочное оборудование для многих домашних проектов или коммерческих нужд начального уровня стоит всего несколько сотен долларов.
Некоторые из лучших сварочных шлемов на заказ стоят дороже, чем некоторые сварочные аппараты, которые вы можете купить прямо сейчас. Лучшее оборудование с более длительными рабочими циклами обойдется вам дороже. Однако для большинства проектов DIY или коммерческих нужд начального уровня всего этого будет слишком много.
Вы можете рассчитывать заплатить около 500 долларов за полную установку, включая оборудование для обеспечения безопасности, которое позволит вам сваривать низкоуглеродистую сталь толщиной до дюйма. Затем вы готовы заняться некоторыми сварочными проектами, которые помогут вам развить свои навыки, например, тележкой или полкой, которые понадобятся вам для вашего нового сварочного оборудования.
Если вы готовы приступить к сварке, то вот что вам нужно сделать.
Шаг № 1: Выберите предпочтительный метод сварки
Существуют разные методы или дисциплины сварки, поскольку один процесс сварки не годится для всех возможных применений.Это означает, что вам нужно будет учесть факторы проекта, прежде чем приступить к сварке, чтобы вы могли выбрать наилучший метод сварки, соответствующий вашим потребностям.
Какие факторы необходимо учитывать?
- Толщина, тип и размер металла, который необходимо сварить.
- Насколько велики фактические сварочные работы.
- Будет ли сварка производиться на открытом воздухе или в помещении.
- Как должен выглядеть сварной шов после завершения работы.
Самым распространенным видом сварки в США является электродуговая сварка. В этой дисциплине используется сварочная проволока или какой-либо другой электрод для частичного плавления основных металлов, которые необходимо сплавить вместе. Когда металлы остынут, два предмета сольются вместе.
Сварка MIG является обычным выбором в этой области, потому что сварка с подачей проволоки проста в освоении и часто может быть самостоятельной. Просто нажмите на курок сварочного пистолета, и проволока будет выкручиваться из непрерывной подачи.В то же время защитный газ защитит металл от загрязнений окружающей среды, стабильно создавая чистый валик.
Существует множество дисциплин, и некоторые из них требуют обширной подготовки. Все зависит от ваших потребностей. Поэтому выберите предпочитаемый метод сварки, и вы готовы приступить к работе.
Вот совет от профессионала: Может быть полезно записаться на занятия в вашем местном общественном классе или технической школе. Многие занятия по сварке проводятся по ночам, 1-3 ночи в неделю, и они познакомят вас с более тонкими навыками сварки без ущерба для вашего бюджета.Даже если вы предпочитаете во всем разбираться самостоятельно, легче быть сварщиком-самоучкой с некоторыми базовыми навыками в заднем кармане.
Шаг № 2: Выберите сварщика
Если вы только начинаете заниматься сваркой, то самые большие расходы, скорее всего, будут связаны с самим сварщиком. Дешевых сварщиков сегодня можно найти менее чем за 100 долларов, но они также могут затруднить освоение новых навыков. Хорошим компромиссом является поиск сварочного аппарата MIG с катушкой с проволокой с приводом от двигателя.Это позволит вам создать валик, соприкасаясь проволокой с металлом благодаря возникающей дуге.
Сварщика, который может работать от стандартного бытового тока, часто бывает достаточно для большинства домашних проектов DIY.
Вы сможете найти сварщика, отвечающего этим требованиям, за 300-750 долларов. Если вам нужен сварщик, который может поддержать ваши растущие навыки, подумайте о многофункциональном сварщике, а не о сварщике для конкретной дисциплины. Это позволит вам выполнять MIG-сварку, TIG-сварку и ручную сварку, хотя получение этого типа сварочного аппарата может стоить более 1000 долларов.
С другой стороны, многофункциональный сварочный аппарат — это то же самое, что покупать сразу трех сварщиков, поэтому он действительно обеспечивает некоторую долгосрочную экономию средств. Некоторые многофункциональные сварочные аппараты даже включают плазменный резак в качестве одной из основных функций.
Вот совет профессионала: Следите за тем, чтобы рабочий кабель был чистым, прежде чем приступить к сварке. Это электрический кабель с зажимом на конце. Он прикрепится к основному металлу, замыкая электрическую цепь, которую необходимо сформировать, чтобы можно было создать дугу.Если между зажимом и металлическим контактом есть краска, ржавчина или грязь, то это ухудшит качество сварки.
Шаг № 3: Возьмите сварочные принадлежности
Для большинства начинающих сварщиков важно иметь под рукой хороший запас сварочной проволоки, чтобы можно было практиковаться. Для достижения наилучших результатов используется тонкая сварочная проволока на тонком листе металла, а затем диаметр сварочной проволоки увеличивается по мере увеличения толщины металла. У вас должно быть как минимум два разных диаметра проволоки.
Если вы не знаете, какой диаметр сварочной проволоки вам нужен, сварщик подскажет, что для этого нужно. Найдите на сварочном аппарате откидную панель или ознакомьтесь с описанием оборудования в руководстве пользователя, чтобы убедиться, что вы делаете правильную покупку.
Вам также потребуется подходящий защитный газ для сварщика. Многоразовые газовые баллоны можно приобрести у местного поставщика сварочных материалов. Вы также можете получить этот сварочный резервуар прямо сейчас, если у вас нет местного поставщика: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Если вы покупаете газовый баллон для сварки в Интернете, вам все равно нужно будет найти местного поставщика, чтобы заполнить, а затем снова заправить баллон. Некоторые национальные розничные торговцы предлагают эту услугу, в том числе Tractor Supply Company.
PSI важно учитывать при выборе типа резака, который вы будете использовать. Для большинства проектов DIY требуется PSI 15-25. Смеси газов также могут быть разными, но чистые сварные швы получаются из смеси диоксида углерода и аргона 75/25.
Вам также понадобится сварочная тележка, особенно если вы используете сварочный аппарат с механизмом подачи проволоки.Если вы не хотите делать свою тележку, эта тележка для дуговой сварки с резервуаром для хранения — надежный и доступный вариант, который стоит рассмотреть: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Твердосплавный резец или шило можно использовать для обозначения линий разреза на материалах, которые вы будете соединять. Этот карманный писец — вариант с высокими оценками по очень конкурентоспособной цене: нажмите здесь, чтобы узнать цену на Amazon и получить лучшее предложение.
Вы также можете приобрести угловую шлифовальную машину.Этот инструмент поможет вам сгладить сварные швы, подготовить поверхности и даст вам возможность снять фаску или шлифование для завершения следующего проекта. Эта модель от DeWalt отличается превосходной универсальностью: нажмите здесь, чтобы узнать цену на Amazon и получить лучшее предложение.
Часто бывает необходимо закрепить соединения при сварке. Это означает, что полезно иметь рядом либо угловой зажим, либо магнитный квадрат. Этот набор плоскогубцев / зажимов — хорошая покупка, которую стоит рассмотреть: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
При сварке часто образуются шлак и брызги. Это происходит с территорией, когда вы работаете с раскаленными металлами. Как только этот горячий металл остынет, очистка после сварки может стать крайне неприятным занятием. Владение отбойным молотком может помочь ускорить работу: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Если помимо необходимой сварочной проволоки вы можете приобрести только один аксессуар, то это должны быть сварочные клещи. Эти плоскогубцы помогут обрезать сварочную проволоку и удалить брызги на сопле. Этот вариант от Hobart доступен по цене и предоставляет пользователям поддержку с 12 функциями: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Шаг № 4: Возьмите хороший сварочный шлем
Вы можете найти базовый флип-шлем для сварки, доступный сегодня в Интернете примерно за 15 долларов. Несмотря на то, что это дешевое оборудование дает все необходимое и может защитить ваше лицо и глаза от процесса сварки, это не лучшая защита, которая есть на рынке сегодня.
Посмотрим правде в глаза: свет от дуговой сварки очень яркий. Продолжительное воздействие этого света увеличит риск повреждения зрения. Можно даже обжечь глаза сваркой без должного уровня защиты от потемнения от каски.
Вот почему одна из лучших сварочных шлемов с автозатемнением — это инвестиция, которую следует учитывать. Новые технологии позволяют этим шлемам защищать ваши глаза от вредного излучения света, которое может излучать сварка, путем автоматического затемнения прозрачной линзы до соответствующего защитного оттенка за миллисекунды.
Это связано с технологией ЖКД, встроенной в смотровое стекло. Ищите шлемы с автоматическим затемнением, которые позволят вам персонализировать ваши настройки, чтобы вы могли получить наилучший опыт и защиту в этой области.
Шаг № 5: Подготовьте сварной шов
Когда вы готовитесь к сварке, вам не нужно просто соединить пару кусков металла и приступить к работе. Вам нужно подготовить свои металлы, чтобы они были готовы к процессу сварки.
Различные сварочные дисциплины имеют разную степень готовности металла, прежде чем вы сможете приступить к работе. В целом, однако, вам нужно удалить масло или грязь, которые могут быть на металле, чтобы ваша бусина была как можно более чистой. Вы можете сделать это, используя ацетон с металлической щеткой.
Затем добавьте любые линии реза, которые могут вам понадобиться, с помощью твердосплавной палочки. Завершите резку плазменным резаком, отрезным кругом или ножовкой по металлу.
Вам также может потребоваться очистить края ваших металлов, которые будут соединяться вместе. Отшлифуйте только те кромки, которые собираетесь соединить. По возможности рекомендуется создать угол 45 градусов на краях, так как это даст вам место для любых материалов-наполнителей, которые могут потребоваться для придания вашему стыку и бортику более прочной структурной целостности.
Затем расположите металлы так, чтобы они находились в одной плоскости при сварке. Здесь очень поможет зажим для митры или магнитный угольник.
Шаг № 6: Подготовьтесь к работе
После того, как вы собрали все свои предметы на свои места, пора еще раз проверить себя, чтобы вы были готовы начать процесс сварки.При сварке расплавленный металл может стать причиной возгорания. Убедитесь, что у вас есть одна из лучших сварочных рубашек или, по крайней мере, сварочный фартук. Кожаные сварочные перчатки — еще один важный предмет, который вам захочется иметь при себе.
Не забудьте надеть шлем перед тем, как приступить к работе. Хотя это может показаться здравым смыслом, это один из наиболее часто забываемых элементов оборудования для обеспечения безопасности сварки.
Если вы хотите сэкономить, рабочая рубашка из 100% хлопка с длинными рукавами может заменить куртку сварщика.Carhartt предлагает несколько подходящих вариантов.
Вам также понадобятся сварочные или рабочие ботинки на ногах. Большинство кроссовок не обеспечивают должной защиты в случае контакта расплавленного металла с вашими ногами во время работы. Также необходимо снять украшения с шеи или запястий. Если у вас есть обручальное кольцо, вы можете снять его, если сможете.
Для шлифовки также необходимы защитные очки или маска, закрывающая все лицо, если вы не хотите носить сварочный шлем.Эти защитные очки NoCry обеспечивают защиту от царапин и запотевания, а также защиту от ультрафиолета UV400, поэтому шлифовку можно безопасно проводить в помещении или на улице.
Шаг № 7: Нанесите слой сварного шва
Когда вы начинаете сварку, важно начать его наслаивать. Думайте о сварке, как об игре в гольф. Лучшие качели для гольфа минимизируют движения, но обеспечивают плавность движений. Затем вы можете создать мышечную память, которая необходима для повторения этих плавных движений снова и снова.
Если по возможности держать сварочный пистолет двумя руками, это дает дополнительную стабильность при выполнении прохода. Также неплохо провести пробный пуск сварочного оборудования, чтобы убедиться, что вам удобно в текущем положении.
Если у вас устойчивые руки, сварка станет лучше.
Затем сначала прихватите детали. Вам нужно ровно столько, чтобы соединить основные материалы в месте стыка. После того, как закрепка будет размещена, вы можете укладывать последнюю бусину. Держите пистолет под углом 75 градусов к основанию и медленно двигайте его в направлении, обратном доминирующей руке.
- Если вы левша, то вам нужно класть бусину справа налево.
- Если вы правша, то вам нужно будет класть бусину слева направо.
Фокус на бус. Новички склонны сосредотачиваться на яркости дуги, и это создает плохой финальный валик. Полезно смотреть, как бусинка образует край лужи. Затем, когда вы дойдете до конца сварного шва, вытащите проволоку из металла и дайте работе остыть.
Шаг № 8: Отшлифуйте сварной шов
Бывают случаи, когда вам все равно, как выглядит ваш сварной шов. В таком случае вы можете пропустить этот последний шаг.
Если вы хотите улучшить внешний вид сварного шва после того, как он остынет, вы можете при желании отшлифовать его заподлицо. Диск с зернистостью 36 на вашей угловой шлифовальной машине легко справится с этой задачей. Медленно пройдитесь по сварному шву легкими проходами. Если затереть слишком сильно, сварной шов может закончиться и вы заставите себя начать все сначала.
Вы можете определить, правильно ли вы шлифуете, по цвету искр, которые вы видите на сварном шве.
- Оранжевые искры указывают на то, что вы нажимаете на угловую шлифовальную машину с правильным усилием.
- Синие искры указывают на то, что вы слишком сильно надавливаете и вам нужно немного расслабиться.
- Белые искры указывают на то, что при шлифовке вы выделяете больше тепла, что может изменить структуру сварного шва. Вам нужно будет остановиться и внимательно посмотреть на свою работу, чтобы убедиться, что она не повреждена.
Когда вы закончите шлифование, вы можете придать ему форму и закончить так, как вам удобно.
Заключение
Сварка может показаться сложным и сложным навыком для освоения, но довольно легко самостоятельно обучить себя многим необходимым навыкам, которые требуются для хорошего, чистого валика. При наличии подходящего оборудования и средств защиты вы сможете приступить к сварке в кратчайшие сроки.
Помните об этих шагах, когда начнете осваивать новые навыки сварки.Независимо от того, пытаетесь ли вы создать новую карьеру для себя или у вас дома есть несколько проектов, которые вы хотите завершить, вы сможете достаточно эффективно поддержать свою сварку.
5 советов по сварке TIG для начинающих
Размещено: 5 декабря 2011 г. Автор: MattMВ большей степени, чем сварка MIG и дуговая сварка, сварка TIG требует гораздо большего опыта. Существует гораздо больше способов контролировать дугу, лужу и окончательный результат сварки, чем с помощью сварочного аппарата MIG. Вот 5 советов, которые необходимо помнить при изучении основ сварки TIG.
1. Чистота. Сварка TIG, в отличие от других видов сварки, требует очень чистой поверхности для получения чистой дуги и хороших сварных швов. Перед сваркой убедитесь, что вы очень хорошо очищаете рабочую поверхность. Для алюминия и нержавеющей стали нам нравится использовать специальную щетку для нержавеющей стали для каждого типа металла, с которым мы свариваем. НЕ используйте ту же проволочную щетку, которую вы используете для очистки корпуса от ржавчины и накипи! Чем больше времени вы потратите на очистку рабочей зоны перед сваркой, тем лучше будут ваши конечные результаты.
2. Выберите правильный вольфрам. В зависимости от поверхности, с которой вы работаете, вам может потребоваться заменить вольфрам. Традиционно зеленый вольфрам используется для алюминия, а красный — для стали, но некоторые люди предпочитают вольфрам E3 с фиолетовой полосой повсеместно. Мы предлагаем попробовать «традиционное» использование каждого из них, прежде чем принимать решение. Вы не поверите, но можно использовать слишком маленький или слишком большой вольфрам для материала, который вы свариваете. При использовании слишком большого размера вольфрама вам придется слишком сильно увеличить нагрев, чтобы зажглась дуга, что может привести к деформации или прожиганию заготовки.С другой стороны, использование слишком маленького количества вольфрама может вызвать повреждение вольфрама из-за перегрева. Ниже вы можете увидеть перегретый 1/16 вольфрама.
3. Прикоснитесь к наконечнику, переточите — это одна из самых неприятных частей обучения сварке TIG, а также одна из самых сложных для выполнения. Если вы случайно коснулись вольфрамовым наконечником лужи даже на долю секунды, значит, вы загрязнили его, и вам НЕОБХОДИМО переточить вольфрам. Вы узнаете, сделали ли вы это, потому что дуга начнет сильно блуждать, а также будет трудно удерживать сфокусированную дугу на металле.Ниже приведено изображение наконечника, которого коснулись только на долю секунды. Обратите внимание, что на остром наконечнике теперь есть «трещины».
4. Повышение производительности. Вы можете сделать несколько вещей, чтобы сварка продолжалась дольше и без перерывов. Отвлекающие факторы и перерывы заставят новичка легко забыть то, что они только что выучили, и усложнят задачу, где они остановились. Можно сделать несколько вещей, чтобы оптимизировать ваше время на обучение TIG. Большой — держать лишнюю землю вольфрама и готовую на случай, если вы ее заразите.Также держите все детали, которые вы планируете сваривать, в чистоте и под рукой. И, наконец, держите побольше запасного наполнителя в непосредственной близости от него (он летит быстро!).
5. Правильно шлифуйте вольфрам. Распространенная ошибка, которую делают новички в первый раз, — это неправильно шлифовать вольфрам. Убедитесь, что вы шлифуете вольфрам по длине и как можно ровнее. Противоположная шлифовка приведет к непредсказуемой дуге, которая имеет тенденцию блуждать по заготовке. Если вы не используете точилку для вольфрама, мы рекомендуем использовать специальную настольную шлифовальную машину только для шлифовки вольфрама, иначе ваши вольфрамовые детали могут быть загрязнены при использовании универсальной шлифовальной машины.
Видеоуроки ESL для начинающих, словарные упражнения, видеоупражнения
Уроки курсов для детей и начинающих — Уроки по курсам
Курс 1 Урок
Unit intro — Ресурсы по алфавиту и фонетике.
Раздел 1 — Приветствую — Здравствуйте
Блок 2 — Как вас зовут?
Блок 3 — Сколько вам лет?
Блок 4 — Числа — Сколько?
Блок 5 A — Цвета — Какого цвета?
Раздел 5 B — Словарь цветов
Блок 5 C — Урок цветов зеленого монстра
Блок 6 — Фрукты — Я люблю яблоки.
Блок 7 — Кузов — Голова есть.
Блок 8 — Действия — Я не могу, не могу.
Курс 2 урока
Блок 1 — Животные — Животные на фермах.
Блок 2 — Члены семьи
Блок 3 — Школьный рюкзак
Блок 4 — Действия — Можно и нельзя
Блок 5 — Формы и размеры
Глава 6 — Указательные местоимения — Это / То / Эти / Те
Блок 7 — Номера — от 10 до 100
Блок 8 — Игрушки — Где это?
Блок 9 — Дни недели и еженедельные мероприятия
Блок 10 — Погода — Какая погода?
Блок 11 — Еда — Что вы хотите съесть
курс 3 урока
Блок 1 — Домашние животные: Почему вы любите собак?
Блок 2а — Время — Который час?
Блок 2b — Время — Который час?
Блок 3 — Месяцы и дни рождения — Когда у вас день рождения?
Раздел 4 — Работа — Чем занимаются люди.
Блок 5 — Действия — Что вы делаете?
Блок 6 — Транспорт — Как вы приходите в школу?
Блок 7 — Одежда — Во что вы сегодня одеты?
Блок 8 — Где это? — Дома
Блок 9а — Овощи — Сколько стоит морковь?
Раздел 9b — Овощи — Урок с дополнительным словарным запасом овощей — Цветная капуста, брокколи и т. Д.
Блок 10 — Погода и одежда — Наденьте солнцезащитные очки.
Блок 11 — Зоопарк — Как выглядит панда?
SMAW: Руководство сварщика — Советы и советы по поиску и устранению неисправностей для начинающих
Чтобы стать профессионалом в SMAW, потребуется практика и знание нескольких полезных советов и методов устранения неполадок.
Экранированная дуговая сварка металлом (SMAW) — наиболее распространенный вид дуговой сварки. Однако создать хороший сварной шов не всегда легко, особенно для новичка. В отличие от газовой дуговой сварки (GMAW), при которой вы в основном наводите и стреляете, SMAW требует более высокого уровня навыков и владения определенными методами.
Следуя нескольким простым советам, даже новички могут научиться определять типичные дефекты сварного шва и исправлять их для создания высококачественного шва.
Советы по началу работы
No.1: Выберите «SMAW-Friendly» Steel
По возможности выбирайте стали AISI-SAE 1015–1025 с максимальным содержанием кремния 0,1% и серы менее 0,035%. Использование этих сталей упростит процесс SMAW, поскольку их можно сваривать на высоких скоростях с минимальной тенденцией к растрескиванию.
При сварке низколегированных сталей и углеродистых сталей с химическим составом выше, чем этот нормальный диапазон, они будут иметь большую тенденцию к растрескиванию, особенно при сварке толстых листов и жестких конструкций.Кроме того, для производственной сварки не рекомендуются стали с высоким содержанием серы и фосфора. Если их необходимо сваривать, используйте электроды малого диаметра с низким содержанием водорода. Низкая скорость перемещения будет способствовать дальнейшему сохранению лужи в расплавленном состоянии, позволяя пузырькам газа выкипеть, создавая более качественный сварной шов.
№ 2: Совместите положение соединения и электрод с металлом
Положение соединения может сильно повлиять на качество готовой сварки. При сварке листовой стали толщиной от 10 до 18 самые высокие скорости движения достигаются при работе под углом от 45 до 75 градусов вниз по склону.Кроме того, не переваривайте и не делайте сварные швы большего размера, чем необходимо, ради прочности соединения — это может привести к прожогу.
При сварке листа из низкоуглеродистой стали толщиной 3/16 дюйма или более лучше всего расположить заготовку ровно, так как это облегчит вам манипулирование электродом. Наконец, лучше всего сваривать листы из высокоуглеродистой и низколегированной стали в горизонтальном положении.
№ 3: Соблюдайте принципы геометрии и подгонки стыков
Размеры стыков выбираются с учетом высокой скорости сварки и хорошего качества сварки.Правильная геометрия соединения основана на нескольких простых принципах. Во-первых, подгонка должна быть одинаковой для всего соединения. Поскольку листовой металл и большинство угловых и нахлесточных соединений плотно зажаты по всей своей длине, зазоры или скосы необходимо точно контролировать по всему стыку. Любые изменения в соединении вынудят вас снизить скорость сварки, чтобы избежать прожога, и манипулировать электродом, чтобы отрегулировать вариацию посадки.
Во-вторых, вам нужен скос, который поможет получить хорошую форму валика и проплавление.Недостаточный скос препятствует попаданию электрода в стык. Например, глубокий узкий борт с недостаточной фаской может не проникать внутрь, что делает его склонным к растрескиванию.
В-третьих, для полного проникновения необходимо корневое отверстие. Корневое отверстие должно соответствовать диаметру используемого электрода. Чрезмерное раскрытие корня приводит к расточительному расходу металла шва и снижению скорости сварки.
И, наконец, для быстрой и качественной сварки требуется нижняя поверхность или подпорная планка.Подготовка кромки кромки требует медленного и дорогостоящего герметизирующего валика. Однако двойные V-образные стыковые соединения без фаски практичны, когда стоимость валика уплотнения компенсируется более простой подготовкой кромки, а отверстие в корне может быть ограничено примерно 3/32 дюйма.
Как правило, приваривайте валики уплотнения на плоской поверхности с помощью 3/16 дюйма E6010 примерно на 150 ампер положительного электрода постоянного тока (DCEP). Для вертикальных, потолочных и горизонтальных стыковых швов используйте 1/8 дюйма при постоянном токе постоянного тока примерно 90 А. Для швов с низким содержанием водорода и уплотнения сваривайте электродом EXX18 при токе приблизительно 170 ампер.
№ 4: Избегайте образования наростов и переваривания
Филе должны иметь равные ножки, а поверхность валика должна быть почти плоской. Наращивание не должно превышать 1/16 дюйма. Дополнительное налипание требует больших затрат материала и времени, мало увеличивает прочность сварного шва и увеличивает деформацию. Например, для увеличения размера галтеля вдвое требуется в четыре раза больше сварочного металла.
№ 5: Очистите стык перед сваркой
Чтобы избежать пористости и достичь идеальной скорости движения сварного шва, важно удалить излишки окалины, ржавчины, влаги, краски, масла и жира с поверхности стыков.Если такие элементы невозможно удалить, используйте электроды E6010 (5P +) или E6011 (35 или 180), чтобы проникнуть внутрь загрязняющих веществ и глубоко в основной металл. Уменьшите скорость перемещения, чтобы пузырьки газа выкипели из расплавленного сварного шва, прежде чем он замерзнет.
№ 6: Выберите правильный размер электрода
Большие электроды предназначены для сварки на высоких токах с высокой скоростью наплавки. Поэтому используйте электрод самого большого размера, который подходит для вашего применения и обеспечивает хорошее качество сварки.Размер электрода иногда может быть ограничен, особенно на листовом металле и корневых проходах, где может произойти прожог. Как правило, 3/16 дюйма — это максимальный размер электрода, подходящий для вертикальной и потолочной сварки, а 5/32 дюйма — максимальный размер для сварки с низким содержанием водорода. Кроме того, размеры стыка иногда ограничивают диаметр электрода, который может поместиться в стык.
Устранение неисправностей дефектов сварных швов
Вот некоторые из наиболее распространенных проблем при сварке штучной сваркой и способы их устранения.
Брызги. Хотя это не влияет на прочность сварного шва, брызги создают плохой внешний вид и увеличивают затраты на очистку. Есть несколько способов контролировать чрезмерное разбрызгивание. Сначала попробуйте уменьшить силу тока. Убедитесь, что он находится в пределах диапазона, соответствующего типу и размеру электрода, которым вы свариваете, и что полярность правильная. Другой способ уменьшить разбрызгивание — использовать дугу меньшей длины. Если расплавленный металл течет перед дугой, измените угол электрода. Наконец, обратите внимание на условия возникновения дуги (обычно называемой блуждающей дугой) и убедитесь, что электрод не влажный.
Подрезка. Подрезы часто возникают только из-за внешнего вида, но могут ухудшить прочность сварного шва, когда сварной шов подвергается напряжению или усталости. Чтобы устранить поднутрение, уменьшите ток и скорость движения или просто уменьшите размер лужи до тех пор, пока не получите размер, с которым вы сможете справиться. Затем измените угол наклона электрода, чтобы сила дуги удерживала металл в углах. Используйте равномерную скорость движения и избегайте чрезмерного переплетения.
Влажные электроды. Если полярность и сила тока находятся в пределах рекомендаций производителя электродов, но действие дуги грубое и неустойчивое, электроды могут содержать чрезмерную влажность.Попробуйте высушить электроды из свежей емкости. Если проблема часто повторяется, храните открытые емкости с электродами в обогреваемом шкафу.
Странствующая Арка. При сварке постоянным током паразитные магнитные поля заставляют дугу отклоняться от курса. Это большая проблема при высоких токах и сложных соединениях. Чтобы контролировать блуждающую дугу, лучше всего перейти на сварку на переменном токе. Если это не сработает, попробуйте использовать меньшие токи и меньшие электроды или уменьшите длину дуги. Кроме того, вы можете изменить электрический путь, переместив рабочее соединение на другой конец заготовки или сделав соединения в нескольких местах.Вы также можете сделать это, приваривая к тяжелым прихваткам или готовым сварным швам, используя выступы биения, добавляя стальные блоки, чтобы изменить путь рабочего тока, или прикрепляя небольшие пластины поперек шва на концах сварного шва.Пористость. Большая часть пористости невидима. Однако, поскольку сильная пористость может ослабить сварной шов, вы должны знать, когда она обычно возникает и как с этим бороться. Начните с удаления окалины, ржавчины, краски, влаги и грязи со стыка. Обязательно держите лужу в расплавленном состоянии дольше, чтобы газы выкипели до того, как она замерзнет.Если сталь имеет низкое содержание углерода или марганца, или высокое содержание серы (легкообрабатываемая сталь) или фосфора, ее следует сваривать электродом с низким содержанием водорода. Иногда содержание серы в легкообрабатываемых сталях может быть достаточно высоким, чтобы предотвратить успешную сварку.
Сведите к минимуму смешение основного металла с металлом сварного шва, используя низкий ток и высокую скорость перемещения для меньшего проплавления. Или попробуйте использовать дугу меньшей длины. Для электродов с низким содержанием водорода рекомендуется метод легкого сопротивления.Для отверстий на поверхности используйте те же методы, что и для определения пористости. Если вы используете электроды AWS E6010 или E6011, убедитесь, что они не слишком сухие.
Плохой синтез. Правильное сплавление означает, что сварной шов прочно сцепляется с обеими стенками стыка и образует сплошной валик на стыке. Недостаток плавления часто виден и должен быть устранен для получения прочного шва. Чтобы исправить плохую сварку, попробуйте более сильный ток и технику бусинок с нитями. Убедитесь, что края стыка чистые, или используйте электрод AWS E6010 или E6011, чтобы выкопать грязь.Если зазор слишком велик, обеспечьте лучшую подгонку или воспользуйтесь техникой плетения, чтобы заполнить зазор.
Мелкое проникновение. Проникновение относится к глубине проникновения сварного шва в основной металл и обычно не видно. Для получения прочных сварных швов ключевым моментом является полное проплавление до дна стыка. Чтобы преодолеть неглубокое проникновение, попробуйте использовать более высокие токи или уменьшить скорость движения. Используйте маленькие электроды, чтобы проникнуть в глубокие узкие бороздки. Не забудьте оставить зазор внизу стыка.
Растрескивание. Растрескивание — сложный вопрос, потому что существует множество различных типов трещин, которые возникают в разных местах сварного шва. Все трещины потенциально серьезны, так как могут привести к полному разрушению сварного шва. В большинстве случаев растрескивание связано с высоким содержанием углерода, сплава или серы в основном металле. Для борьбы с растрескиванием:
- Сварка электродами с низким содержанием водорода.
- Используйте высокую температуру предварительного нагрева для толстых листов и жестких соединений.
- Уменьшите проникновение за счет использования малых токов и малых электродов.Это уменьшает количество сплава, добавляемого к сварному шву из расплавленного основного металла.
- Заполните каждую кратер перед разрывом дуги.
- При многопроходных или угловых сварных швах убедитесь, что первый валик имеет достаточный размер и плоский или достаточно выпуклый, чтобы противостоять растрескиванию, пока не будут добавлены последующие валики для поддержки. Чтобы увеличить размер валика, используйте более низкую скорость перемещения и технику короткой дуги или сваривайте под углом 5 градусов вверх. Всегда продолжайте сварку, пока плита горячая.
- Если возможно, приваривайте к свободному концу, потому что жесткие детали более склонны к растрескиванию.Оставьте 1/32 дюйма. зазор между пластинами для свободного движения усадки при остывании шва. Очистите каждую полоску, пока она еще горячая, чтобы снять напряжение.
Сварочный инвертор по выгодной цене — Выгодные предложения на сварочный инвертор от global сварочный инвертор, вы продавцы
Отличная новость !!! Вы попали в нужное место для сварочного инвертора. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший сварочный инвертор станет одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный инвертор на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном инверторе и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный инвертор you по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации.