Настройка сварочного инвертора | Статьи
После подключения и пробной сварки переходим к настройке сварочного инвертора. На удивление, большинство инверторов просто настроить даже человеку без опыта. Главное — правильно выбрать величину сварочного тока под нужный металл.- Для этого желательно узнать:
- состав свариваемого металла;
- толщину заготовок;
- требования к качеству шва.
Настройка силы тока и выбор электрода
Самый важный и, по сути, единственный параметр, который вы сможете отрегулировать самостоятельно, — сила сварочного тока. Различают минимальное и максимальное значение тока, они задают диапазон, в котором вы можете варить. В обычных бытовых инверторах диапазон составляет от 20 до 200-220 А.
Сила тока выставляется в зависимости от толщины и типа металла. Под толщину металла подбирается диаметр электрода, который служит присадкой. Это стандартная зависимость, точные показатели можно посмотреть в инструкции к инвертору или на упаковке электродов.
Приблизительно рассчитать силу тока можно самостоятельно. Слева указана толщина металла, справа — значение тока.
- 1-1,5 мм — 20-50 А;
- 2-3 мм — 25-100 А;
- 4-5 мм — 70-140 А;
- 6-8 мм — 100-190 А;
- 9-10 мм — 140-220 А.
Выберите нужный режим сварки
Опытный сварщик знает — рекомендуемые значения приведены в качестве ориентира. Все проверяется опытным путем в процессе сварки. Например, если металл не расплавляется под действием тока, плавно увеличивайте его значения до нужного состояние, и наоборот, когда сварочная ванна «размокает», следует уменьшить силу тока.
Выбор полярности для сварки инвертором
Не менее важный этап, чем выбор силы тока — выбор полярности для держателя и кабель-массы. Для лучшего провара рекомендуем кабель-держатель подключить к клемме «плюс», а кабель массы соответственно к «минусу». Таким образом, мы настроили инвертор для сварки в режиме обратной полярности. К подключению прямой полярности (обратный порядок подключения) прибегают при сварке специальными электродами стальных листов.
К подключению прямой полярности (обратный порядок подключения) прибегают при сварке специальными электродами стальных листов.
После выставления полярности настройка завершена. Можно включать инвертор и приступать к сварке.
Узнай, как эффективно варить инвертором
(tig/mma) triton alutig 250р ac/dc сварочный инвертор
Технология Soft Switch
Применяемые современные IGBT модули в инверторе построены по технологии Soft Switch, что позволяет резко снизить тепловые потери в процессе работы и, как следствие, значительно увеличить срок службы и надежность транзисторов. В результате достигается высокая стабильность сварочного цикла, исключаются резкие скачки тока, а эксплуатационный ресурс IGBT-транзисторов увеличивается до 1,5 млн рабочих часов. За счет малых потерь на нагрев значительно возрастает КПД инвертора, и аппарат в результате менее требователен к качеству сетевого напряжения.
Настройка баланса сварочной кривой
В инверторе TRITON ALUTIG 250Р AC/DC реализована функция настройки баланса тока BALANCE %. Оператор получает возможность настраивать продолжительность отрицательного полупериода волны в каждом цикле в диапазоне от 30 до 70 %. Настройка меньшей длительности баланса % EN в отрицательном периоде позволяет получить неглубокий провар с широким сварочным соединением и околошовной зоной. При большей длительности баланса % EN достигается более глубокий провар изделия и более узкий сварочный шов с околошовной зоной. Вышеописанное преимущество станет незаменимым при выполнении ряда ремонтных работ, а также в процессе обработки листовых металлов и тонких изделий.
Настройка частоты переменного тока
Оператору доступна настройка частоты переменного тока в диапазоне от 20 до 200 Гц, благодаря чему появляется возможность регулировать ширину сварочной дуги. При сварке на высокой частоте переменного тока достигается сфокусированная и стабильная дуга, обеспечивающая глубокий аккуратный провар, что особенно важно при выполнении угловых сварочных соединений.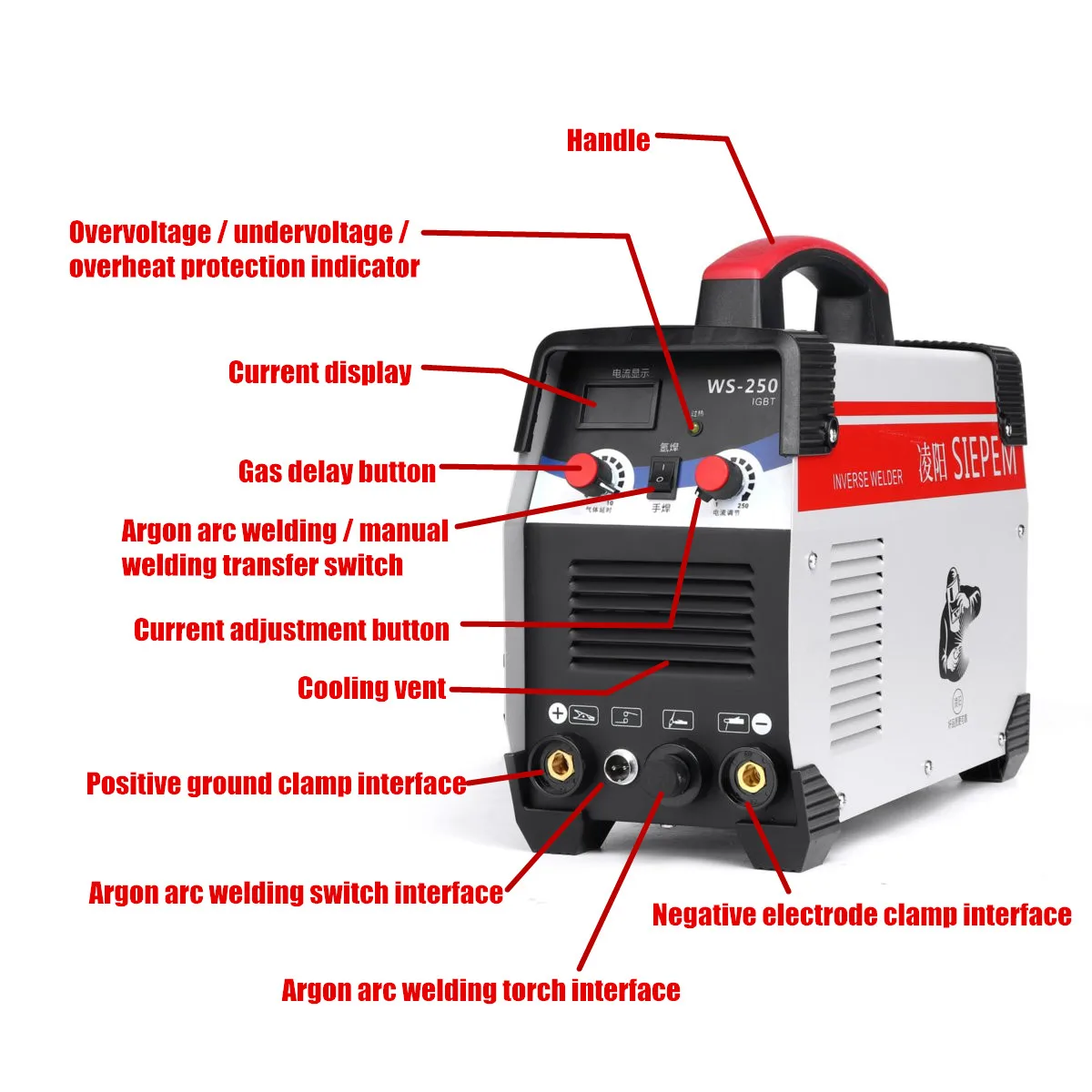
Настройка баланса тока
Отличительная особенность инвертора TRITON ALUTIG 250Р AC/DC — возможность настройки отношения величины тока положительного (EP) и отрицательного (EN) полупериода волны в процентном отношении EN/EP AMPERAGE %. Для каждого полупериода волны можно выставить независимую силу тока в диапазоне от -30 до +50 %. Как результат, достигается более точный подвод тепла к электроду и к детали. Благодаря меньшей величине тока EP в положительный полупериод, чем при EN, обеспечивается более качественная и быстрая очистка поверхности изделия от окислов. При этом в отрицательный полупериод достигается более глубокий провар шва. И, наоборот, при силе тока EP выше, чем при EN, провар будет неглубоким и широким с видимой очистительной зоной. В результате сварщик получает возможность, с одной стороны, установить достаточный интервал положительного периода, что позволит эффективно разбить оксидную пленку и создать нормальную зону очистки, а с другой стороны, оптимально настраивая величину тока в положительном полупериоде, можно избежать перегрева электрода/изделия.
Форма сварочной кривой
На панели управления аппарата доступна настройка формы сигнала переменного тока. При сварке синусоидальным сигналом при переменном токе значительно снижается уровень шума, что создает дополнительный комфорт в работе. Синусоидальная кривая хорошо подходит для работы с тонким металлом. Работая с прямоугольным сигналом при переменном токе, обеспечивается безопасная сварка при максимальной нагрузке. Более энергоемкая прямоугольная форма волны обеспечивает большую величину провара.
TIG Pulse
В режиме сварки TIG Pulse достигается высокая производительность и безупречное качество шва при обработке листовых и тонкостенных металлов. Оператор получает возможность настраивать частоту импульсов в пределах 0,2-50 Гц, а также длительность импульса. Таким образом, достигается полный контроль над сварочным процессом, что позволяет минимизировать производственные расходы и повысить качество шва.
Режим MIX TIG
Еще одно отличительное преимущество сварочного аппарата TRITON ALUTIG 250Р AC/DC – специализированный режим сварки MIX TIG. Благодаря этому режиму сварщик получает возможность быстро и легко обрабатывать цветные металлы и листовые стали. Сварка MIX TIG включает в себя цикл разбивания оксидной пленки переменным током и цикл провара постоянным током. Эти циклы чередуются друг с другом. В режиме MIX TIG доступна настройки частоты чередования циклов друг с другом. Кроме этого, можно настроить, какая часть внутри цикла будет затрачиваться на разбитие оксидной пленки, а какая часть – на провар. В результате повышается качество и скорость сварочного цикла и снижается расход материалов и время на доработку шва, если вообще таковая понадобится.
Благодаря этому режиму сварщик получает возможность быстро и легко обрабатывать цветные металлы и листовые стали. Сварка MIX TIG включает в себя цикл разбивания оксидной пленки переменным током и цикл провара постоянным током. Эти циклы чередуются друг с другом. В режиме MIX TIG доступна настройки частоты чередования циклов друг с другом. Кроме этого, можно настроить, какая часть внутри цикла будет затрачиваться на разбитие оксидной пленки, а какая часть – на провар. В результате повышается качество и скорость сварочного цикла и снижается расход материалов и время на доработку шва, если вообще таковая понадобится.
Режим Auto Settings
Специальный режим автоматической настройки для начинающих сварщиков.
В данном режиме сварщик регулирует только сварочный ток, все остальные характеристики сварочной дуги аппарат подбирает по синергетическому алгоритму.
PRE GAS/POST GAS
Наличие функции PRE GAS обеспечивает продувку зоны сварки перед возбуждением дуги.
2T/4T
Выбирая оптимальный режим работы горелки 4Т или 2Т, оператор получает возможность оптимизировать работу под конкретную задачу. При этом значительно снижается нагрузка на руки сварщика, вследствие чего повышается производительность, улучшается геометрия шва и появляется возможность работать в труднодоступных местах.
Заварка кратера
Возможность настройки времени и тока заварки кратера исключает разбрызгивание металла в конце цикла, а также позволяет получить аккуратный качественный шов без брака. Стоит отметить, что настройка доступна как в режиме 2Т, так и в режиме 4Т.
Режим ММА
В режиме ручной дуговой сварки MMA доступно использование электродов разного сечения. При этом величина сварочного тока при непрерывной работе (ПВ=100 %) может достигать 130 А. В инверторе TRITON ALUTIG 200Р AC/DC оператору доступна функция «Горячий старт», с помощью которой без лишних усилий можно возбудить дугу даже при работе с зашлакованными электродами. Как результат, достигается плавный розжиг дуги и снижается расход производственных материалов.
В инверторе TRITON ALUTIG 200Р AC/DC оператору доступна функция «Горячий старт», с помощью которой без лишних усилий можно возбудить дугу даже при работе с зашлакованными электродами. Как результат, достигается плавный розжиг дуги и снижается расход производственных материалов.
Наличие режима ARC FORCE обеспечивает форсаж дуги, благодаря которому даже при наличии толстого слоя оксида металла, краски или при работе с электродами без предварительной прокалки гарантируется глубокий провар и высокая стабильность сварочной дуги.
Цифровое управление
На фронтальной панели TRITON ALUTIG 250Р AC/DC в верхней части располагается информативная циклограмма с удобным регулятором и кнопками выбора функций и режимов сварки. Кроме этого, доступна запись основных сварочных режимов в память инвертора до 10 программ. Таким образом, оператору не требуется каждый раз выполнять настройку аппарата, а достаточно выбрать нужную программу из памяти. Наличие контроллера DSC, управляющего цифровым сигналом, и 64-х битного микроконтроллера MCU гарантируется точная и плавная настройка сварочного тока с шагом 1 А во всем рабочем диапазоне.
Кроме этого, более опытные сварщики смогут самостоятельно настроить каждый параметр в зависимости от поставленной задачи, марки металла, толщины изделия, условий эксплуатации и ориентации обрабатываемого металла в пространстве. В результате достигается максимальная производительность, безупречное качество сварочного соединения с минимальными затратами.
Стоит отметить, что в процессе сварки инвертор TRITON ALUTIG 250Р AC/DC демонстрирует низкий расход газа в зависимости от диаметра электрода, режима сварки, диаметра сопла и настройки системы продувки газом.
Устройство оснащено современной защитой от перегрузок и поражения оператора током. Питание от бытовых сетей на 220-240 В обеспечивает универсальность модели. Таким образом, инвертор возможно использовать везде, где есть доступ к электросети.
Туннельная система охлаждения
Продуманная конструкция корпуса и эффективная система охлаждения, построенная по туннельной схеме, позволяет даже в жестких условиях эксплуатации поддерживать оптимальную рабочую температуру инвертора. При этом в центральной части аппарата располагается тоннель из тепловых радиаторов, через который проходит охлаждающий воздух. Так как электронные компоненты располагаются снаружи тоннеля, то пыль и металлическая стружка в процессе работы не попадают на силовые элементы инвертора. Благодаря продуманной системе охлаждения продолжительность включения достигает 100 % (ПВ) при величине тока 160 А и 60 % при максимальной величине тока 250 А в режиме TIG-сварки.
При этом в центральной части аппарата располагается тоннель из тепловых радиаторов, через который проходит охлаждающий воздух. Так как электронные компоненты располагаются снаружи тоннеля, то пыль и металлическая стружка в процессе работы не попадают на силовые элементы инвертора. Благодаря продуманной системе охлаждения продолжительность включения достигает 100 % (ПВ) при величине тока 160 А и 60 % при максимальной величине тока 250 А в режиме TIG-сварки.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.
Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.
Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Мобильность и безопасность
Для подключения силовых кабелей и регуляторов удаленного управления предусмотрены быстросъемные разъемы в нижней передней части аппарата. Клемма заземления и штуцер для газового баллона располагаются на задней стенке инвертора вместе с автоматическим выключателем и мощным вентилятором.
Ударопрочный корпус устройства выполнен из листового металла. Для удобства транспортировки предусмотрены две удобные рукоятки на верхней панели устройства. Инвертор отвечает высокому классу электробезопасности IP 23S и оснащен всеми современными защитами от перегрузки, перегрева и поражения оператора током, гарантируя безопасность в процессе работы.
Многофункциональный компактный инвертор TRITON ALUTIG 250Р AC/DC – эксперт в точной сварке алюминия.
Основные преимущества аппарата
- специальный режим MIX TIG;
- мягкое переключение Soft Switch;
- режим Fast Sport Arc;
- режим 2Т/4Т;
- настройка EN/EP AMPERAGE %;
- настройка баланса BALANCE %;
- настройка частоты переменного тока;
- функции PRE GAS и POST GAS;
- функция DOWN SLOPE;
- память на 10 сварочных программ;
- комфортная работа из любого положения;
- возможность удаленного управления;
- высокий показатель ПН (продолжительность нагрузки) и КПД;
- питание от промышленной сети или генератора на 220 В;
- эффективная система охлаждения;
- высокая стабильность дуги;
- ММА-сварка;
Лицевая панель сварочного инвертора
Комплектация (TIG/MMA) TRITON ALUTIG 250Р AC/DC сварочного инвертора:
- инверторный сварочный аппарат— 1 шт.
 ;
; - универсальная горелка TIG TS 26 4м – 1 шт.;
- кабель для массы с мощным зажимом;
- кабель с электродержателем для ММА;
- ЗИП;
- газовый шланг.
 ;
;Особенная гарантия Triton:
Если по каким-то причинам Вам не понравился аппарат (не связанным с гарантийными случаями), Вы можете его вернуть и мы возместим Вам его стоимость.
Условия возврата:
- аппарат должен находиться в исправном техническом состоянии
- с момента продажи аппарата должно пройти не более 3 недель
- дотавку аппарата до сервисного центра в Санкт-Петербурге оплачивает Клиент
Документ
Инструкция и руководство по эксплуатации Triton ALUTIG 250Р AC/DC
Кейс: Тонкости настройки п/а EWM Phoenix, Picomig, Taurus при использовании проволоки ESAB Nicore 55
Насколько часто вам приходится сталкиваться с нехваткой информации по настройке оборудования? Как часто инструкция пользователя к аппарату или лист с официальными сервисными центрами оказываются забытыми в коробке, которая уже отправилась в утиль? Из моего опыта, каждый 3-ий звонок или обращение на почту от Клиентов это информационные вопросы: «как…?», «где…?», «можно ли…?» и т. п.
п.
Поэтому я с коллегами решил собирать проверенную информацию для популярных брендов силового оборудования и размещать в одном месте. Назвали такой проект незамысловато – «База знаний». Подробнее узнать, что из себя представляет такая База на примере бренда EWM и получить к ней доступ (да, это не открытый источник) можно по ссылке.
Со вступительной частью закончили переходим к главной теме. От одного из подписчиков Базы EWM к нам поступил запрос с просьбой помочь разобраться с настройками и тонкостями процесса сварки чугуна полуавтоматами EWM. Вопросы ниже, некоторые из них дополнил, чтобы лучше понять контекст.
«Меня интересует настройка п/автомата на проволоку ЕSAB Nicore 55 диаметром 1.2 мм.
По ссылке вы найдете сертификат качества и отчет по истыпаниям этой проволоки.
В наличии имею несколько аппаратов EWM. Настройка желательно на первых два аппарата:
Настройка желательно на первых два аппарата:
Проволоку приобрёл для сварки чугунных автомобильных деталей (блоки ДВС, корпуса КПП, мосты и т.д.), но что-то подружится с ней так и не смог.
- Стартовый ток в % от рабочего тока и его время спада?
- Рабочий ток?
- Напряжение?
- Динамика?
- Нужен ли подогрев и до какой отметки в градусах?
- Метод сварки углом вперёд, назад или под прямым, обратно-поступательный или прямой?
- Режим пульса рекомендован или нет?
- В данном процессе уместен суперпульс, швы ниточные или с небольшими колебаниями?
- Какие ограничения по длине шва за один проход?
- Нуждается в проковке или нет?
- После сварки изделие нужно медленно охлаждать или естественным способом?»
Вопросы оказались сугубо технического характера, поэтому пришлось обратиться напрямую к технологам EWM. Такого рода тонкости представители бренда посчитали неуместным обсуждать устно и предложили организовать демонстрацию работы полуавтоматов EWM на базе тренинг-центра в Москве. Для этого необходимо было взять с собой проволоку, типовую заготовку и согласовать дату. В случае возникновения сложностей настройки полуавтомата у подписчика Базы была бы возможность опробовать советы вместе со специалистом EWM.
Такого рода тонкости представители бренда посчитали неуместным обсуждать устно и предложили организовать демонстрацию работы полуавтоматов EWM на базе тренинг-центра в Москве. Для этого необходимо было взять с собой проволоку, типовую заготовку и согласовать дату. В случае возникновения сложностей настройки полуавтомата у подписчика Базы была бы возможность опробовать советы вместе со специалистом EWM.
Я понимал, что такой вариант решения вопроса не подходит, ведь подписчик может находиться за 1000 км от Москвы. Я пошел дальше и сделал официальный запрос ESAB от лица официального дистрибьютора. И в итоге получил ответ от технолога. Смотреть ниже, некоторую информацию дополнил от себя в виде пояснений.
- Отдельно настраивать стартовый ток не потребуется.
- Рабочий ток для работы с Nicore 55 в пределах 200-220А.
- Напряжение выстраивать по синергетической программе для Ni-сплавов: JOB-List вы можете найти на крышке подающего механизма аппарата. Для EWM Picomig 305 pulse, например, используйте программу №233
- Динамика с настройкой индуктивности на MIN: при минимальной индуктивности (время скорости нарастания сварочного тока максимально) мы имеем более высокое разбрызгивание, низкую температуру дуги и более выпуклый валик сварного шва.
- Подогрев не нужен, а межваликовую температуру удерживать до 150°C.
- Использовать метода сварки углом вперед или под прямым углом.
- Режим Pulse использовать, если есть для Ni-сплавов MCW.
- Швы прокладывать без колебаний. SuperPulse допустим.
- Как и электродами с аналогичным химическим составом, лучше короткими валиками.
- Проковка допустима.
- Потребуется медленное охлаждение.

Выражаю благодарность специалистам ESAB, что не оставили вопрос открытым и уделили время.
Если у вас также есть вопросы по оборудованию EWM, ESAB или любому другому из нашего каталога, то в этом блоге вы всегда можете рассчитывать на помощь. Станьте подписчиком Базы знаний EWM и получите доступ к закрытой информации, которая останется у вас всегда под рукой!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Аппарат аргонодуговой сварки TRITON ALUTIG 500Р AC/DC W, TTGAC500PW
Сварочный инвертор TRITON ALUTIG 500P AC/DC W – самый мощный аппарат для TIG-сварки в линейке компании TRITON. В основе инвертора лежит инновационная функция MIX TIG, которая значительно повышает и облегчает процесс сварки алюминия. Благодаря пиковой величине сварочного тока 500 А, встроенной модульной системе охлаждения, возможности выполнять профессиональную TIG-сварку в режиме AC/DC, технологии Soft Switch мощный и универсальный сварочный аппарат станет незаменим на производственных участках с многосменным режимом работы или где требуется высокоэффективная сварка TIG.
В основе инвертора лежит инновационная функция MIX TIG, которая значительно повышает и облегчает процесс сварки алюминия. Благодаря пиковой величине сварочного тока 500 А, встроенной модульной системе охлаждения, возможности выполнять профессиональную TIG-сварку в режиме AC/DC, технологии Soft Switch мощный и универсальный сварочный аппарат станет незаменим на производственных участках с многосменным режимом работы или где требуется высокоэффективная сварка TIG.
Описание функций аппарата аргонодуговой сварки TRITON ALUTIG 500Р AC/DC W
Технология Soft Switch
В основе силовой части аппарата лежат современные биполярные IGBT транзисторы. Процесс коммутации происходит по технологии Soft Switch, которая гарантирует «мягкое» переключение модулей с незначительными тепловыми потерями. Благодаря этому значительно сокращаются скачки тока, достигается стабильность сварочного цикла, а также увеличивается срок эксплуатации IGBT транзисторов. За счет сокращения тепловых потерь на нагрев в инверторе возрастает КПД.
За счет сокращения тепловых потерь на нагрев в инверторе возрастает КПД.
Режим MIX TIG
В процессе использования специального режима MIX TIG происходит удаление оксидной пленки с обрабатываемой поверхности переменным током и далее выполняется провар металла постоянным током. Во время сварки циклы чередуются, после очистки поверхности выполняется глубокий провар. Оператор получает полный контроль над сварочным процессом. В инверторе TRITON ALUTIG 500P AC/DC W возможно настроить, как часто будут чередоваться циклы друг с другом, какая часть внутри основного цикла будет затрачиваться на удаление пленки, а какая — на провар. В результате увеличивается скорость сварки, повышается качество шва и снижается расход производственных материалов.
Импульсный режим TIG Pulse
Импульсный режим TIG Pulse станет полезным для профессиональной сварки тонкостенных изделий и листовых металлов. В инверторе реализована возможность настройки длительности импульсов в цикле от 1 до 100 % и частоты импульсов в диапазоне от 0,2 до 200 Гц. Благодаря этому можно самостоятельно настроить оптимальные сварочные параметры для высокоэффективной TIG-сварки Pulse. В результате не только повышается качество шва, но и снижается зона нагрева металла, что исключает коробление и прожиг изделия.
Благодаря этому можно самостоятельно настроить оптимальные сварочные параметры для высокоэффективной TIG-сварки Pulse. В результате не только повышается качество шва, но и снижается зона нагрева металла, что исключает коробление и прожиг изделия.
Точечная сварка Spot Arc
Режим точечной сварки Spot Arc применяется для быстрой прихватки металла, а также для формирования лицевых и угловых сварочных соединений и т.д. Кроме этого, данный режим позволяет выполнить прихватку металла перед основным сварочным циклом, что значительно упрощает и ускоряет работу. С помощью функциональной горелки можно выполнять идеальные лицевые и угловые швы в режиме Fast Spot Arc.
Режим 2Т/4Т
Для оптимальной настройки работы сварочной TIGгорелки в зависимости от поставленной задачи и продолжительности сварочного соединения в инверторе TRITON ALUTIG 500P AC/DC W реализован режим 2Т/4Т. При активации 4-х тактного режима горение дуги автоматически поддерживается без принудительного удержания кнопки на горелке, снижая тем самым нагрузку на руки оператора.
Функция «Заварка кратера»
Благодаря функции DONW SLOPE или «Заварка кратера» исключается разбрызгивание, растекание металла и другой брак в конце сварочного цикла. Оператор может самостоятельно настроить продолжительность «Заварки кратера» и величину тока от 20 до 500 А. Возможность настройки функции DONW SLOPE доступна оператору как в стандартном режиме TIG, так и в режиме 4Т, что повышает функциональность инвертора.
Форма сварочной волны
Сварка в режиме AC TIG может осуществляться прямоугольной формой сварочной кривой переменного тока или синусоидальной. Прямоугольная форма позволяет добиться глубокого провара при максимальной нагрузке за счет сварки шумной энергоемкой дугой гарантируя при этом высокую безопасность оператору.
При сварке с синусоидальной формой сигнала переменного тока дуга более мягкая и малошумная, позволяя комфортно работать продолжительное время и формируя неглубокое сварочное соединение. В результате в зависимости от поставленной задачи оператор получает возможность добиться идеальных сварочных параметров.
Сварка скругленной прямоугольной волной обеспечивает гладкую и пологую дугу с максимальным контролем ванны и хорошим смачивающим действием.
Треугольная волна идеально подходит для сварки тонкого алюминия. Она обеспечивает эффективность пиковой токовой нагрузки при уменьшении общего подвода тепла и ограничивает подводимую теплоту и уменьшает степень деформации сварочного шва.
Для профессиональной сварки в режиме AC TIG в инверторе TRITON ALUTIG 500P AC/DC W доступна настройка следующих параметров: EN/EP AMPERAGE %, BALANCE % и Hz, благодаря которым повышается качество и скорость сварки, снижаются энергозатраты и расход материалов.
Настройка несущей частоты
С помощью настройки частоты переменного тока Hz от 20 до 250 Гц можно управлять шириной конуса, мягкостью и стабильностью сварочной дуги. При низкой частоте тока формируется мягкая широкая дуга, с помощью которой можно получить неглубокий шов с видимой околошовной зоной очистки, как при наплавке металла. При высокой частоте тока дуга более концентрирована и жесткая, обеспечивая быстрый глубокий провар, что особенно важно для угловых швов или для автоматизированного режима.
Настройка баланса тока
Возможность настроить отношение величины тока в отрицательный (EN) и положительный (EP) периоды EN/EP AMPERAGE % обеспечивает точный подвод тепла к электроду и металлу. При этом для каждого полупериода предусмотрена независимая настройка тока в пределах от -30 до +50%. Большая величина тока в положительный полупериод ЕР, чем в отрицательный EN, позволяет формировать неглубокий шов с широкой околошовной зоной. И, наоборот, при большой величине тока в отрицательный полупериод EN обеспечивается быстрая очистка рабочей зоны от оксидной пленки. В результате оптимальная настройка EN/EP AMPERAGE % гарантирует снижение перегрева изделия и электрода, продлевая его рабочий ресурс.
Настройка баланса полярности
Благодаря возможности настройки баланса BALANCE % переменного тока обеспечивается управление продолжительностью положительного или отрицательного полупериода в диапазоне от 20 до 80%. При сниженной длительности баланса % EN сварка осуществляется круглым кончиком электрода мягкой дугой, формируя неглубокий шов с широкой видимой зоной. При увеличении продолжительности баланса % EN дуга более узкая, сварка осуществляется более острым кончиком электрода, позволяя добиться невидимой зоны очистки с узким глубоким швом. В результате оператор получает полный контроль над формированием шва в режиме TIG AC.
Функции PRE GAS и POST GAS
Функции PRE GAS и POST GAS предусмотрены для предварительной и финишной продувки газом зоны сварки. При этом формируется защитная оболочка для шва, которая исключает влияние атмосферы на сварочное соединение. В инверторе TRITON ALUTIG 500P AC/DC W настройка функций PRE GAS и POST GAS доступна по отдельности.
Режим ручной дуговой сварки
Для сварки черных металлов и разных марок стали в сварочном аппарате реализован режим ММА ручной дуговой сварки. Оператору доступна функция HOT START, с помощью которой даже при работе зашлакованными электродами достигается быстрое возбуждение дуги. Функция ARC FORCE позволяет увеличить мощность дуги для более эффективной сварки (к примеру, металла со слоем краски или ржавчины), обеспечивая равномерный глубокий провар. Для исключения залипания электрода предусмотрена функция ANTI STICK. Наличие модульного охлаждения обеспечивает высокий показатель ПВ в режиме ММА, который достигает 100 % при величине тока 315 А.
Цифровая панель управления
Процесс настройки основных параметров сварки в инверторе TRITON ALUTIG 500P AC/DC W не займет много времени благодаря информативной циклограмме и прямому доступу к основным режимам и функциям аппарата. Стоит отметить, что в данной модели предусмотрена память на 10 сварочных программ, с которыми оператор работает чаще всего. Благодаря этому возможно самостоятельно вносить и удалять из памяти инвертора сварочные программы, что значительно облегчает и ускоряет процесс настройки аппарата. Кроме этого, благодаря 64-битному микроконтроллеру MCU, который работает в комплексе с контроллером DSC, доступна точная настройка параметров тока с шагом 1 А. В результате достигается плавная и максимально точная настройка инвертора под конкретную сварочную задачу.Предусмотренный ручной режим настройки станет особенно полезным для опытных сварщиков. В данном режиме доступна точная ручная настройка каждого параметра сварки по отдельности, в результате чего достигается максимальная эффективность и производительность сварочного аппарата.
Система охлаждения
Применяемая система жидкостного охлаждения модульного типа обеспечивает высокую производительность инвертора TRITON ALUTIG 500P AC/DC W даже при работе в особо жестких условиях. Встроенный цифровой терморегулятор автоматически управляет производительностью циркуляционного насоса в зависимости от внутренней температуры основного блока. Благодаря этому повышается продолжительность включения ПВ. В режиме TIG-сварки показатель ПВ достигает 60 % при максимальной величине тока 500 А. В результате вы получаете длительную безаварийную работу сварочного инвертора на предельных режимах нагрузки.Внутри основного блока на задней стенке встроен большой вентилятор, который выполняет дополнительное охлаждение через изолированные каналы. Благодаря этому силовые элементы не перегреваются даже при максимальной нагрузке.Удобное расположение быстросъемных разъемов на фронтальной панели обеспечивает быстрый доступ и комфорт в работе. Кроме этого, возле основных сварочных разъемов предусмотрены разъемы для подключения функциональных горелок, регуляторов и педалей удаленного управления инвертором. Большие резервы мощности аппарата позволяют работать с длинными кабель-пакетами. Благодаря этому расширяется рабочая зона, повышается эффективность и производительность сварки.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат занесен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Мобильность и безопасность
Компактный основной блок располагается на металлической тележке с четырьмя колесами, где в задней части предусмотрено место под баллон с защитным газом. Предусмотренные рым-болты обеспечивают легкий процесс транспортировки при помощи крана или погрузчика.Для питания инвертора необходим доступ к трехфазной сети на 380В или к автономному генератору достаточной мощности. При этом электронная система стабилизации автоматически сгладит все колебания в сети в диапазоне от -15 до +15%, гарантируя тем самым высокую стабильность сварки.
Технические характеристики аппарата аргонодуговой сварки TRITON ALUTIG 500Р AC/DC W
Диапазон частот импульсов (Импульсный режим): 0,2 — 200
Диапазон частот переменного тока (TIG AC): 20 — 250 А
Баланс полярности (TIG AC): + 40 — 40
Смещение переменным током (TIG AC): + 30 — 50
Частота в режиме MIX TIG: 1 — 5
Баланс постоянного тока (MIX TIG): 20 — 80
Время возрастания сварочного тока: 0,1 — 10 сек
Время плавного выключения дуги: 0,1 — 15 сек
Время точечной дуги: 0,1 — 10 сек
Коэффициент мощности: 0,85
Коэффициент полезного действия: 85 %
Время предгаза: 0 — 15 сек
Время постгаза: 0 — 15 сек
Основные преимущества аппарата аргонодуговой сварки TRITON ALUTIG 500Р AC/DC W
синергетический алгоритм управления SYNERGIC;
информативная циклограмма с цифровым дисплеем;
питание от промышленной сети или генератора на 380 В;
возможность работы с функциональными горелками;
разъем для подключения регулятор и педалей для удаленного управления;
защита от поражения электрическим током;
защита от перегрева и перегрузки;
возможность удаленного управления;
модуль водяного охлаждения с энергоемким баком;
TIG-сварка на переменном AC TIG или на постоянном токе DC TIG;
мягкое переключение Soft Switch;
специальный режим MIX TIG;
режим TIG сварки Pulse;
режим 2Т/4Т;
режим Fast Spot Arc;
функция DOWN SLOPE;
функции PRE GAS и POST GAS;
настройка EN/EP AMPERAGE %;
настройка баланса BALANCE %;
настройка частоты переменного тока;
максимальная величина тока до 500 А;
ММА-сварка;
режим ARC FORCE;
функция ANTI STICK;
функция HOT START;
память на 10 сварочных программ
Комплектация аппарата аргонодуговой сварки TRITON ALUTIG 500Р AC/DC W
универсальная горелка с водяным охлаждением TIG 18 4м с кнопкой – 1 шт.;
инверторный сварочный аппарат — 1 шт.;
газовый шланг;
ЗИП;
кабель массы с зажимом;
кабель с электродержателем для ММА.
Cварог TECH TIG 200 P DSP AC/DC (E104)
Подарки на сумму 13000 руб!
Нашли дешевле? Снизим цену!
Сварочный инвертор Сварог TIG 200 P DSP AC/DC (E104) — это профессиональный сварочный аппарат для аргонодуговой сварки (TIG AC/DC) и ручной дуговой сварки покрытым электродом (ММА).
Аппарат позволяет аккуратно и профессионально сваривать титан, нержавеющую сталь, а также алюминий и его сплавы. Сварка алюминия производится на переменном токе. Это необходимо для устранения на расплаве тугоплавкой оксидной пленки, температура плавления которой более чем в три раза выше температуры плавления самого алюминия. Если бы сварка осуществлялась постоянным током, то большая часть поверхности заготовки покрывалась бы прочным слоем оксида алюминия, что делает невозможным наблюдение за расплавом и затрудняет внесение присадочного материала.
Функция импульсной сварки, за счет уменьшения диаметра сварочной ванны, облегчает работу в неудобных положениях и позволяет более аккуратно работать с тонкими материалами.
Сварочный аппарат Сварог TIG 200 P AC/DC (E104) оснащен осциллятором для высокочастотного поджига дуги, а сенсорная панель управления позволяет пользователю сохранить в памяти аппарата до шести комбинаций настроек сварочных параметров и таким образом сделать работу на аппарате более комфортной.
Срок гарантийного обслуживания аппарата составляет 5 лет.
Характерные особенности:
- Качественная сварка алюминия, стали, меди, титана и их сплавов
- Два вида сварки в одном источнике — TIG и MMA
- Функция импульсной сварки
- Бесконтактное высокочастотное возбуждение дуги делает процесс сварки очень легким
- Для режима MMA предусмотрены функции Hot Start (горячий старт), Arc Force(форсаж дуги). Подробнее о данных функциях Вы можете узнать здесь
- Cенсорная панель управления
- Возможность сохранить в памяти аппарата шесть комбинаций настроек сварочных параметров
тел: (812) 920-45-10
e-mail: axion-spb@mail.ru
Регулирование и стабилизация тока нагрузки сварочных инверторов
При разработке источника сварочного тока инверторного типа (ИИСТ) возникает естественный вопрос о выборе способа регулирования и стабилизации тока нагрузки — сварочной дуги. Оптимальный способ регулирования тока ИИСТ должен соответствовать ряду основных требований, отражающих специфику источников сварочного тока:
- формировать статическую вольт-амперную нагрузочную характеристику (ВАХ) нужного вида;
- учитывать динамические особенности поведения нагрузки при тех сварочных процессах, для которых предназначен данный ИИСТ;
- представлять собой надежное, технологичное и экономичное решение;
- беспечивать дополнительные сервисные функции, повышающие качество сварного соединения.
В промышленных ИИСТ, как правило, используется двухпетлевая ООС по току и напряжению на нагрузке для формирования ВАХ нужного вида и реализации дополнительных «сварочных» функций инвертора. Так как основным выходным параметром ИИСТ является ток нагрузки, то далее мы обсудим способы регулирования именно этого параметра. Обычно применяется два способа регулирования: по среднему значению тока нагрузки или по мгновенному (импульсному) значению тока силового транзистора либо первичной обмотки силового трансформатора, то есть по мгновенному значению тока нагрузки, приведенному к первичной обмотке. В первом случае в качестве датчика тока естественно использовать резистивный шунт или датчик, ос нованный на эффекте Холла, — трансдьюсер (trans-ducer), включенный в цепь нагрузки. Во втором случае применяется простое, надежное и экономичное решение в виде трансформатора тока на кольцевом ферритовом магнитопроводе в цепи первичной обмотки силового трансформатора.
Упрощенная блок-схема типичного ИИСТ для случая регулирования по среднему току нагрузки показана на рис. 1. Датчики тока СS1 и CS2 служат для измерения мгновенного тока первичной обмотки силового трансформатора Т1 и среднего тока нагрузки соответственно, датчик VS1 измеряет напряжение на выходе ИИСТ. Датчик CS1 используют для организации защиты ключей VT1, VT2 от перегрузки. В ИИСТ с регулированием по мгновенному току первичной обмотки датчик CS2 не применяют, а в простейших ИИСТ не используется и VS1. О назначении конденсатора С0 будет рассказано дальше.
Рис. 1. Блок-схема типичного ИИСТ
Согласованный выбор способа регулирования, топологии силовой части и соответствующего датчика тока во многом зависит от ценовой группы, в которую должен попасть разрабатываемый ИИСТ, и его функциональной насыщенности. В «бюджетных» ИИСТ не применяются дорогостоящие трансдьюсеры и, как правило, используется регулирование по мгновенному току ключа. ИИСТ с такой структурой блока управления (БУ) выпускает большое количество производителей. Они представляют собой оборудование бытового или полупрофессионального назначения. Типичными представителями являются широко распространенные на российском рынке сварочные инверторы фирм Telwin, GYS, Cemont и ряда других. В ИИСТ профессионального уровня применяется регулирование по среднему значению тока нагрузки и используется обратная связь по напряжению на нагрузке, что позволяет сформировать статическую ВАХ практически любого вида и реализовать дополнительные сервисные функции. Датчик тока в виде резистивного шунта используют в своих изделиях фирмы ESAB, НПП «Технотрон», НПП «ФЕБ» и другие. Трансдьюсеры широко применяют такие мировые лидеры, как Miller Electric, Lincoln Electric и Thermadyne. В промышленных ИИСТ сегодня преимущественно используется силовая часть с топологией однотактного прямоходового мостового конвертера (ОПМК), который показан на рис. 1, либо полномостового конвертера [1]. Очевидно, что использование регулирования по мгновенному току первичной обмотки совместно с топологией силовой части ОПМК позволяет построить максимально простой и недорогой сварочный инвертор. Наличие трансформатора тока в цепи первичной обмотки дает возможность использовать его и для организации защиты силовых транзисторов от перегрузки без введения в схему ИИСТ дополнительных элементов. В связи с этим возникает практическая потребность проанализировать сравнительные достоинства и недостатки этих двух способов регулирования тока нагрузки ИИСТ.
Искажения статической ВАХ ИИСТ при регулировании по мгновенному току первичной обмотки (косвенный способ измерения тока нагрузки) исследовали авторы [2]. На рис. 2 показано семейство статических ВАХ сварочного инвертора мостового типа с регулированием по мгновенному току первичной обмотки (в зарубежной литературе — pick-current mode control), эти характеристики получены экспериментально для нескольких значений тока задания. Следует отметить, что данный метод регулирования в двухтактных преобразователях может приводить к несимметричному перемагничиванию и, как следствие, к динамическому насыщению магнитопрово-да силового трансформатора. Поэтому регулирование по мгновенному току первичной обмотки естественно использовать в ИИСТ с однотактной топологией силовой части. При анализе рис. 2 ясно, что нагрузочная характеристика исследованного ИИСТ существенно отличается от ВАХ «идеального» источника тока: все кривые смещены в область меньших, по отношению к заданию, токов; падающий участок ВАХ не вертикален, и ток короткого замыкания существенно больше тока задания.
Рис. 2. Экспериментальные статические ВАХ
мостового ИИСТ для нескольких значений
тока задания при регулировании по пиковому
току силового транзистора [2]
Авторы выделяют три причины возникновения сдвига ВАХ в область меньших токов:
- Сдвиг из-за наличия ненулевых пульсаций тока выходного дросселя:
где Iout_pick и Iout_avg — амплитудное и среднее значение тока выходного дросселя соответственно, n — коэффициент трансформации силового трансформатора. Из (1) видно, что с уменьшением сварочного тока погрешность формирования ВАХ увеличивается из-за роста пульсаций тока нагрузки.
- В ряде случаев к опорному сигналу Iref-контроллера добавляется компенсирующий сигнал «пилы» от задающего генератора для исключения неустойчивой работы преобразователя при D близких к Dmax = 0,5. Это тоже приводит к сдвигу ВАХ:
где Iref — ток задания, Ireframp — ток задания с учетом добавления «пилы», D — коэффициент заполнения управляющих импульсов на выходе ШИМ-контроллера. На практике компенсирующий сигнал обычно суммируется не с опорным сигналом, а с сигналом от датчика тока нагрузки. Кроме того, вместо тока задания и приведенного тока нагрузки на входы компаратора тока ШИМ- контроллера подаются соответствующие напряжения, в частности при использовании в качестве ШИМ-контроллера популярных микросхем серии UC384x.
- Сдвиг из-за ненулевого тока намагничивания силового трансформатора Iµ, вклад от которого присутствует в токе первичной обмотки:
где Vdc — напряжение питания конвертера, Lµ — индуктивность намагничивания силового трансформатора,
(Tsw — период преобразования конвертера). Из (2) и (3) видно, что влияние на ВАХ тока намагничивания и введения компенсационного сигнала качественно одинаково.
- Сдвиг тока короткого замыкания в сторону больших токов. При коротком замыкании нагрузки (КЗ) ток нагрузки определяется, в основном, минимальной длительностью проводящего состояния силовых транзисторов и суммарными активными потерями в схеме. Из-за конечного быстродействия ШИМ-контроллера, драйверов силовых транзисторов и наличия у последних задержки на выключение не удается сформировать импульсы управления ключами меньше некоторой определенной длительности. Минимальная длительность импульсов управления составляет величину порядка времени задержки между моментом, когда ШИМ-контроллер «определил», что ток первичной обмотки достиг величины тока задания, и моментом спада напряжения на вторичной обмотке силового трансформатора. Характерная величина этой задержки составляет сотни наносекунд. При КЗ ИИСТ переходит фактически в режим нерегулируемого импульсного преобразователя с нагрузочной характеристикой источника напряжения.
Авторами цитируемой работы был предложен и реализован на опытном ИИСТ способ коррекции статической ВАХ сварочного инвертора с управлением по мгновенному току первичной обмотки. Пульсации тока нагрузки равны:
где Varc— напряжение на дуге, Lout— индуктивность выходного дросселя, toff— длительность закрытого состояния силовых транзисторов преобразователя. Вольт-амперная характеристика дуги описывается известным эмпирическим соотношением:
Таким образом, для любой точки ВАХ сварочного инвертора можно рассчитать пульсации тока нагрузки и учесть их в виде поправки к току задания. Удобно использовать микроконтроллер для формирования задания для ШИМ-контроллера, в этом случае массив поправочных коэффициентов сохраняется в ПЗУ микроконтроллера. Компенсацию смещения ВАХ из-за существования сдвига Δ2 и Δ3 можно реализовать добавкой к току задания Iref величины (Δ Iref + Δ Imaxµ) В. Этот компенсирующий сигнал несложно получить из управляющих импульсов на выходе ШИМ-контроллера, пропустив их через фильтр НЧ с последующим масштабированием до нужного уровня.
В результате описанной коррекции ВАХ опытного ИИСТ существенно приблизилась к ВАХ источника тока, сдвиг в область меньших токов был практически скомпенсирован. Разумеется, «выбег» тока короткого замыкания при этом не уменьшился. Для снижения тока КЗ необходимо уменьшать суммарное время задержки или снижать частоту преобразования, либо использовать более сложные алгоритмы ЧИМ-ШИМ регулирования.
Анализ причин отклонения статической ВАХ ИИСТ с регулированием по мгновенному току первичной обмотки от «идеальной» показывает, что основной причиной является наличие пульсаций тока нагрузки и задержки по цепи ООС. Увеличение индуктивности выходного дросселя — очевидный и простой способ борьбы с искажением статической ВАХ при регулировании по мгновенному току ключа, но этот способ приводит к существенному ухудшению массо-габаритных параметров ИИСТ.
В целом, ключевой преобразователь, каковым и является ИИСТ, с обратной связью по среднему току нагрузки обеспечивает более высокие точностные характеристики и имеет отличную помехоустойчивость за счет меньшей полосы пропускания по цепи ООС по сравнению с преобразователем, в котором используется ООС по пиковому (мгновенному) значению тока ключевого транзистора.
На рис. 3 приведены статические ВАХ промышленного сварочного инвертора “Maxstar 150 STL» производства фирмы Miller Electric. Это полупрофессиональный ИИСТ с регулированием по среднему току нагрузки, ориентированный на ручную сварку штучным электродом (MMA-процесс) и сварку неплавящим-ся электродом в среде защитного газа (TIG-процесс) [3].
Рис. 3. Статические ВАХ сварочного инвертора “Maxstar 150 STL”
Нетрудно заметить отсутствие «выбега» тока КЗ и практически «штыковой» вид ВАХ в области стабилизации тока нагрузки. В области малых токов нагрузки сформирован подъем ВАХ для обеспечения напряжения холостого хода 70-90 В. Такое напряжение холостого хода гарантирует уверенный поджиг штучных электродов всех типов.
Для иллюстрации предъявляемых требований к блоку управления современного сварочного инвертора рассмотрим обобщенную «типовую» ВАХ, на примере которой можно увидеть, какими функциями производители оснащают современные ИИСТ. На рис. 4 показан пример такой «типовой» статической ВАХ ИИСТ, предназначенного для ММА/TIG процессов.
Рис. 4. «Типовая» статическая ВАХ современного сварочного инвертора
для MMA/TIG
Участок ABC соответствует минимальному току нагрузки, который может составлять 5-10 А для MMA/TIG инверторов. На примере участка ABDEF показано действие функции регулирования жесткости ВАХ на рабочем участке. Сварщик может изменять наклон рабочего участка ВАХ от положения EF до положения DF. Работа на более пологой ВАХ позволяет в небольших пределах регулировать величину сварочного тока за счет изменения сварщиком длины дуги. Наклон участка BDEG определяется внутренним сопротивлением силовой части ИИСТ, а его положение по оси V0 — коэффициентом трансформации силового трансформатора. От величины напряжения V0_max зависит максимальная длина дуги, ее «эластичность». Излишняя эластичность нежелательна, так как она приводит к повышенному разбрызгиванию и повышенной потребляемой от питающей сети мощности. Обычно длина дуги ограничивается на уровне 2-4 мм. Участок GIJ соответствует максимальному сварочному току ИИСТ, для случая, когда ток КЗ равен току задания (точка J). Часто устанавливают значение тока КЗ больше, чем средний ток нагрузки IO_avg ориентировочно до 1,5IO_avg Это позволяет избежать прилипания электрода к холодной детали, и данный метод получил название «форсирование дуги» (Arc-Force). Регулируемая величина ΔIO — глубина форсирования. В ИИСТ с регулированием по мгновенному току первичной обмотки из-за «выбега» тока КЗ форсирование дуги получается «естественным» образом, но его нельзя проконтролировать. Избежать прилипания и облегчить поджиг также помогает функция «горячий старт» (Hot-Start), которая является своего рода «динамическим» форсированием тока дуги: сразу после замыкания электрода на деталь БУ формирует импульс тока в нагрузке больше номинального на 20-200% с длительностью до нескольких десятых долей секунды, после чего ток нагрузки устанавливается соответствующим заданию. Этот алгоритм полезен на этапе пережигания перемычки между торцом электрода и деталью.
В ИИСТ фирмы Lincoln Electric форсированный участок JH на ВАХ делается регулируемым по «высоте» ΔV0. Это позволяет производить сварку короткой дугой на участке IH (Crisp Arc). В режиме TIG очень удобна функция поджига при отрыве электрода (Lift-Arc), наличие которой в сварочном инверторе позволяет, во-первых, реализовать уверенный поджиг касанием вольфрамового электрода о деталь, но без прилипания или обгорания электрода, и, во-вторых, при этом не требуется использование встроенного в ИИСТ (или внешнего) осциллятора — источника высоковольтных импульсов для бесконтактного под-жига дуги. Отсутствие встроенного осциллятора существенно упрощает и удешевляет ИИСТ для аргоно-дуговой сварки. Описанные дополнительные функции, характерные для современного ИИСТ, можно встретить под теми или иными фирменными названиями и по-разному реализованными в конкретных изделиях.
Читатель, вероятно, обратил внимание на то обстоятельство, что термин «источник сварочного тока» достаточно условен и носит скорее исторический характер, нежели отражает реальные характеристики источника питания сварочной дуги.
До сих пор рассматривались статические свойства ИИСТ для ММА/TIG процессов, которые характеризуются его статической ВАХ. Динамические свойства ИИСТ также важны, особенно для процесса полуавтоматической/автоматической сварки. Автору не известны работы, посвященные комплексному исследованию динамических свойств ИИСТ с учетом их специфики. Задача построения адекватной эквивалентной схемы и определения передаточных функций ИИСТ с замкнутой и разомкнутой цепью обратной связи, определения области устойчивой работы существенно усложняется из-за особенностей источников питания сварочной дуги. Во-первых, из-за наличия переходных режимов «холостой ход — короткое замыкание», «короткое замыкание — дуга», «дуга — холостой ход», «дуга — короткое замыкание» и их сочетания с установившимся квазистационарным режимом поддержания номинального тока дуги. Во-вторых, из-за необходимости учета набора начальных условий. И, в-третьих, из-за стохастического характера процессов, происходящих в реальной сварочной дуге. Некоторые авторы изучали нелинейную модель сварочного инвертора, в которой в квазистационарном состоянии используется малосигнальное (линейное) приближение, а переходные режимы рассматриваются как сильное возмущение [4]. Разработанная нелинейная модель ИИСТ исследовалась с помощью средств пакета MAT-LAB, результаты сравнивались с данными, полученными на лабораторном образце сварочного инвертора в режиме перехода от холостого хода в режим стабилизации заданного тока дуги. При этом было получено хорошее количественное соответствие расчетных и экспериментальных результатов, что подтверждает возможность успешного использования методов математического моделирования при изучении динамических свойств ИИСТ.
Очень распространенной и универсальной сварочной технологией сегодня является технология полуавтоматической/автоматической сварки в среде защитного/активного газа (MIG/MAG процесс). Однако принципы регулирования тока нагрузки ИИСТ, предназначенных для MMA/TIG и MIG/MAG процессов, существенно различаются. В простейшем случае источник сварочного тока для MMA/TIG должен обеспечивать падающую, «мягкую» ВАХ, имеющую область стабилизации тока нагрузки. ИИСТ для MIG/MAG фактически является источником напряжения с жесткой ВАХ и режимом ограничения максимального тока дуги на уровне, определяемом скоростью подачи сварочной проволоки. Силовая часть ИИСТ для обоих типов сварочных процессов выполняется практически одинаково, например, в соответствии со схемой (рис. 1) а необходимая статическая ВАХ формируется блоком управления. Следует отметить, что конденсатор C0 на выходе ИИСТ (рис. 1) не используется при MMA/TIG сварке и желателен при MIG/MAG процессах [10]. Динамическое поведение тока нагрузки ИИСТ с дросселем постоянного тока на выходе определяется индуктивностью этого дросселя, точнее, постоянной времени цепи нагрузки [5]:
Для ИИСТ характерная величина тоШсостав-ляет единицы миллисекунд. Вместе с этим электрические процессы, протекающие в дуге и сварочной ванне, имеют характерную длительность — от 0,1 мкc до 10 с (рис. 5). Таким образом, выходной дроссель, превращая ИИСТ в источник тока во временной области, не позволяет получить высокую динамику сварочного тока, необходимую при полуавтоматической сварке. Поэтому требования к способу регулирования тока дуги при MIG/MAG и MMA/TIG процессах различны. Применение сварочных инверторов для MIG/MAG сварки вместо традиционных низкочастотных выпрямителей позволяет улучшить качество сварного соединения, но для реализации управляемого переноса электродного металла в сварочную ванну, существенного снижения разбрызгивания металла и повышения энергетической эффективности сварочного процесса необходимо одновременно улучшать динамические свойства ИИСТ и использовать новые методы регулирования сварочного тока.
Рис. 5. Характерная длительность процессов, происходящих в сварочной ванне и электрической дуге [5]
Различают два режима переноса металла в сварочную ванну:
- Крупнокапельный перенос электродного металла при глубоком погружении электрода в ванну. Капли расплавленного металла, отделяясь от торца электрода и кратковременно замыкая сварочную цепь, переходят в ванну расплава. Желательно, чтобы ток короткого замыкания ИИСТ был существенно больше номинального для быстрого пережигания периодически возникающих перемычек, образующихся между торцом электрода и деталью. Этот режим переноса обычно реализуется при постоянной скорости подачи проволоки, относительно низком выходном напряжении ИИСТ и токе, меньшем критического.
- Мелкоструйный перенос (спрей-режим). Этот режим устанавливается при относительно большом напряжении на выходе ИИСТ и среднем токе дуги, большем некоторого минимального, критического значения. Перенос металла осуществляется без кратковременных периодических замыканий между торцом электрода и металлом в сварочной ванне, то есть без непосредственного контакта между ними. Электродный металл переносится в виде своеобразного «спрея» из мелких капель. Для снижения величины критического тока в сварочную проволоку вводят специальные легирующие добавки и подбирают состав смеси защитных газов.
В последнее время большое внимание уделяется разработке оптимальных методов управления сварочным током для MIG/MAG сварочных инверторов. Общий подход в решении этой задачи заключается в формировании такого профиля импульсов тока, который обеспечил бы необходимый характер переноса металла и минимальный эффект разбрызгивания.
Главной причиной возникновения разбрызгивания электродного металла является слишком большая плотность тока, текущего через перемычку между электродом и деталью, в момент отрыва капли расплава и перехода ее в сварочную ванну. Поэтому прежде всего необходимо обеспечить резкое снижение тока после отрыва капли. Для этого авторы цитируемой работы использовали сварочный инвертор с модифицированной силовой частью и соответствующим алгоритмом управления. Упрощенная часть ИИСТ, обеспечивающая повышенную динамику сварочного тока, показана на рис. 6.
Рис. 6. Фрагмент силовой части ИИСТ для MIG/MAG процессов, обеспечивающей высокую скорость изменения тока дуги [6]
Т1 — силовой трансформатор ИИСТ с топологией ОПМК. Специальный двухобмоточ-ный дроссель L0, ключ VT1 и блокирующий диод VD3 обеспечивают высокую скорость спада тока дуги. Часть запасенной дросселем энергии передается в конденсатор C0. Цепь VT2, R1 предохраняют C0 от перенапряжения. Конденсатор C0 или вспомогательный источник питания Vaux вместе с ключом VT3, возвратным диодом VD5 и индуктивностью сварочного кабеля представляют собой источник напряжения, обеспечивающий высокую скорость нарастания тока нагрузки (крутой фронт импульса тока дуги). Силовые элементы работают только в течение фронта и спада импульсов тока дуги, поэтому эффективность предложенного решения достаточно высока. Удалось получить скорость изменения тока дуги 4 кА/с. Схема использовалась в составе ИИСТ с рабочим током до 650 А при напряжении до 50 В. Получено время реакции тока дуги порядка 0,5 мс, хотя желательно снизить эту величину до 0,1 мс. Разумеется, известны и более простые способы повышения динамики тока ИИСТ: увеличение рабочей частоты преобразователя и снижение индуктивности выходного дросселя, но этим методам присущи свои недостатки. Аналогичный метод управления ИИСТ для полуавтоматической сварки предлагали и другие авторы [7].
Похожий на описанный алгоритм формирования специального профиля импульсов тока дуги был разработан фирмой Lincoln Electric и с успехом используется ею в своих сварочных инверторах для MIG/MAG сварки. Эта технология получила фирменное название “Surface Tension Transfer? (STT) — перенос электродного металла с использованием сил поверхностного натяжения [8]. На рис. 7 показан профиль импульсов тока и напряжения на выходе сварочного инвертора, использующего технологию STT.
Рис. 7. Импульсы тока и напряжения при использовании технологии STT [9]
В течение интервала времени Т0-Т1 происходит оплавление торца электрода за счет установившейся температуры дуги. Ток и напряжение на дуге поддерживаются неизменными: ИИСТ работает в режиме «источника мощности». Формируется капля расплава достаточного размера, которая создает перемычку межу торцом электрода и сварочной ванной. В момент Т1 блок управления ИИСТ быстро снижает ток в дуге для того, чтобы силы поверхностного натяжения жидкого металла перетянули каплю в сварочную ванну (интервал времени Т1-Т2). В момент времени Т2 ИИСТ формирует импульс тока, который «помогает» капле переместиться в ванну, при этом перемычка между ванной и торцом электрода становится все тоньше. Блок управления ИИСТ постоянно контролирует сопротивление сварочной цепи и перед разрывом перемычки резко снижает величину тока в момент Т3, в результате чего капля переходит полностью в ванну с минимальным разбрызгиванием. В момент Т4 восстанавливается дуга, а в момент Т5 формируется второй форсирующий импульс тока длительностью Т5-Т6 для увеличения дугового промежутка и разогрева увеличенной области металла детали для выхода на режим формирования следующей капли. На интервале Т6-Т7 поддерживается ток, необходимый для формирования капли расплава. Далее весь цикл повторяется, его период составляет порядка 10 мс [9].
Выпускаются сварочные инверторы различного назначения и функциональной насыщенности: от простейших ИИСТ, рассчитанных на какой-то один тип сварочного процесса, до многофункциональных профессиональных аппаратов, поддерживающих практически все типы сварочных процессов. Блок управления такого ИИСТ должен обеспечивать режим «источника тока» для сварочных процессов MMA/TIG и режим «источника напряжения» для процессов MIG/MAG. Кроме этого, многие ИИСТ профессионального уровня позволяют использовать режим импульсной полуавтоматической сварки в среде защитного газа. Этот режим сварки реализуется за счет амплитудной модуляции тока дуги прямоугольными импульсами, частота следования которых обычно выбирается в диапазоне 25-250 Гц. Применение подобного режима позволяет более точно дозировать количество теплоты, подводимой к сварочной ванне, что облегчает сварку тонкостенных деталей, выполнение потолочных швов и т. д.
На рис. 8 показана упрощенная схема блока управления, обеспечивающего работу ИИСТ в режимах MMA/TIG, MIG/MAG и Pulsed MIG/MAG [10].
Рис. 8. Упрощенная схема блока управления ИИСТ универсального назначения [10]
Режим работы ИИСТ определяется сигналом, поданным на вход Fpulse аналогового пе-ремножителя А2: при Fpulse=1 используются как внутренняя петля ООС по току, так и внешняя петля ООС по напряжению на нагрузке, таким образом, ИИСТ работает в режиме MIG/MAG; при Fpulse=0 используется только ООС по току и ИИСТ работает в режиме MMA/TIG, для реализации режима импульсной полуавтоматической сварки Pulsed MIG/MAG на вход Fpulse подаются прямоугольные модулирующие импульсы с частотой следования 25-250 Гц. Обозначения на рис. 8: V0— среднее значение напряжения нагрузки ИИСТ, I0 — мгновенный ток первичной обмотки силового трансформатора (используется регулирование по мгновенному току нагрузки, приведенному к первичной обмотке трансформатора). Параметры V0 ref и Iref — напряжение и ток задания. Собственно ШИ-модулятор состоит из элементов D2, D4, триггера Шмидта D1 и триггера D3, на счетный вход которого подается тактовый сигнал с коэффициентом заполнения 0,45 для обеспечения гарантированного размагничивания маг-нитопровода силового трансформатора в течение нерабочего полупериода.
Описанная структура блока управления многоцелевого ИИСТ с топологией силовой части, показанной на рис. 1, была проверена авторами на математической модели и на лабораторном прототипе. Экспериментальный сварочный инвертор с максимальным рабочим током до 200 А и частотой преобразования 50 кГц показал удовлетворительные результаты во всех режимах. Предложенный блок управления позволяет построить простой и многофункциональный сварочный инвертор.
Отдельную группу источников сварочного тока составляют сварочные выпрямители для многопостовой сварки, применяемые на предприятиях с большим количеством сварочных рабочих мест («постов»). Традиционно, до широкого распространения ИИСТ, система многопостовой сварки представляла собой общий мощный понижающий трансформатор и вторичный выпрямитель, к которому подключались через балластные реостаты (БР) индивидуальные рабочие места сварщиков. С помощью БР осуществлялась регулировка тока и обеспечивалась развязка индивидуальных рабочих мест.
В настоящее время вместо БР используются электронный регулятор сварочного тока (ЭР), выполненный, как правило, на основе однотактного понижающего конвертера. Применение ЭР позволяет существенно увеличить КПД системы многопостовой сварки, повысить качество сварочных работ и расширить функциональные возможности оборудования: источник сварочного тока на основе ЭР может обеспечить сварщику возможность использовать на рабочем месте сварочные процессы MMA, TIG, MIG, MAG.
Для стабилизации тока нагрузки подобного ЭР авторы работы [11] применили релейный способ регулирования, который редко используется в настоящее время, хотя и имеет известные положительные свойства [12]. Сейчас продолжаются исследования этого способа, в частности в отношении его динамических свойств [13].
Блок-схема лабораторного ЭР на ток до 200 А показана на рис. 9. В качестве источника входного напряжения ЭР авторы использовали промышленный сварочный выпрямитель традиционного типа с понижающим трансформатором промышленной частоты. Следует отметить, что подобное объединение промышленного сварочного выпрямителя с ЭР позволяет получить источник сварочного тока с новыми, более высокими характеристиками и функциональными возможностями по сравнению с традиционным выпрямителем. Причем, такого рода «апгрейд» старых сварочных выпрямителей может оказаться экономически более эффективным, чем их замена на новые современные ИИСТ профессионального уровня.
Рис. 9. Блок-схема электронного регулятора сварочного тока с релейным управлением [11]
Применение релейного регулирования сварочного тока было обусловлено такими преимуществами этого способа, как:
- регулирование среднего значения сварочного тока в нужном диапазоне при фиксированной величине амплитуды пульсаций;
- возможность изменения величины пульсаций сварочного тока при фиксированном его среднем значении.
Это позволяет исследовать влияние величины пульсаций тока дуги на качественные показатели сварного соединения.
В блоках управления современных ИИСТ постепенно находят применение передовые методы теории управления: управление с использованием алгоритмов нечеткой логики (fuzzy logic control — FL) и скользящих методов регулирования (sliding mode control — SM). Применение этих методов в ИИСТ стимулируется и тем, что они представляют собой мощные средства для управления нелинейными системами, каковыми являются ИИСТ и их нагрузка — сварочная дуга [14], [15].
Сравнительное исследование ИИСТ с FL-и SM-контроллерами показало, что оба метода управления позволяют построить сварочный инвертор с заданными характеристиками, причем FL-контроллер оказался менее чувствительным к разбросу входных и выходных параметров и в целом более надежным. Исследование проводилось на математической модели ИИСТ в среде MATLAB/Simulink, в качестве силовой части использовался однотактный прямоходовой мостовой конвертер, часто применяемый в сварочных инверторах [16].
Известны примеры практической реализации блока управления ИИСТ с FL-контрол-лером. Авторы работы [17] использовали алгоритмы нечеткой логики при разработке блока адаптивного управления установкой автоматической сварки вольфрамовым электродом в среде защитного газа (TIG-процесс). Экспериментальная сварочная установка предназначена для автоматической сварки листовых деталей с переменным (ступенчатым) профилем. Сварочная дуга питается от источника стабильного тока, а обеспечение оптимальной геометрии сварочной ванны достигается с помощью автоматического регулирования напряжения на дуге за счет изменения ее длины перемещением неплавяще-гося электрода относительно свариваемых поверхностей. При традиционном способе регулирования возникали две проблемы: во-первых, блок управления сварочной установкой не позволял корректно организовать процесс поджига дуги в начале сварочного цикла и завершение сварочного шва без образования дефектов; во-вторых, в процессе сварки в некоторых режимах возникали незатухающие паразитные колебания в контуре регулирования, приводящие к периодическому изменению длины дуги. Применение адаптивного FL-контроллера позволило преодолеть указанные проблемы и повысить качество сварного соединения.
Заключение
Выбор метода управления сварочным инвертором и структуры блока управления часто производится на основе компромисса между техническими параметрами будущего ИИСТ и маркетинговыми задачами. К такому заключению можно прийти, изучив схемотехнику промышленных ИИСТ разного ценового диапазона. В то же время ведутся активные работы по адаптации и применению передовых методов управления в современном сварочном оборудовании. Эта последнюю тенденцию стимулирует развитие элементной базы, удобной для реализации новых алгоритмов в устройствах силовой электроники. Сейчас в блоках управления сварочных инверторов все более широко применяются микроконтроллеры, цифровые сигнальные процессоры и программируемые логические матрицы, что позволяет разрабатывать системы управления ИИСТ с топологией, конфигурируемой как на программном, так и на аппаратном уровнях [18].
Литература- Dudrik J., Bauer P. DC source for arc welding with soft-switching current-mode con- trolled DC-DC converter // International Review of Electrical Engineering (IREE). ISSN: 1827-6600, April 2006, pp. 162–169.
- Martinez A, Blasco N., Perez F.J., Vicuna J.E., Lacamara J., Oliva J.A. Static output characteristic of a pick current controlled arc welding machine / IEEE 49th International Midwest symposium on circuits and systems, vol. 1, 2006, pp. 636–639.
- Maxstar 150 STL Owner`s manual. Miller Electric Mfg. Co, 2003. www.millerwelds.com
- Jinhong Z, Wenlin L., Yaowu S. Study on the dynamic process of arc welding inverter // IEEE Proceed. IPEMC, vol. 1, 2000, pp.308–311.
- Schupp J., Fischer W., Mecke H. Welding arc control with power electronic / IEE “Power electronics and variable speed drives” conference, Conference publication № 475, 18–19 September, 2000.
- Merfert I. W. Improving on the dynamic on inverter power sources for pulsed arc welding applications / Ph.D. thesis, University of Magdeburg, 1998.
- Chae Y. M., Jang Y., Jovanovic M. M., Gho J. S., Choe G. H. A novel mixed current and voltage control scheme for inverter arc welding machine / IEEE Proc. APEC, vol. 1, 2001, pp. 308–311.
- Stava E. K. Technology gets to the root of pipe welding. Online: http://www.lincolnelectric.com/ knowledge/articles/content/pipewelding.asp
- Vincent T. L. Waveform control in welding power supplies / IEEE control system magazine, August, 2006, pp. 17–18.
- Verdelho P., Pio Silva M., Margato E., Esteves J. An electronic welder control circuit / IEEE Proceed. of the 24th Int. conf. IECON`98, vol. 2, 1998, pp. 612–617.
- Marques S., Cruz C., Farias J. Step down converter with hysteretic current control for welding applications / IEEE 23rd Intern. conf. on industr. electronics, control and instrum. IECON`97, vol. 2, 1997, pp. 676–681.
- Levin G., O`Malley K. Designing with hys-teretic current-mode control / EDN Access, April, 1994. Online: www.edn.com/archives/ 1994/042894/09df3.htm
- Park J. H., Cho B. H. Small signal modeling of hysteretic current mode control using the PWM switch model // IEEE COMPEL Workshop, Rensselaer Polytechnic Institute, Troy, NY, USA, July, 2006, pp. 225–230.
- Drakunov S., Barbieri E., Silver D. Sliding mode control of a heat equation with application to arc welding / IEEE Proceedings of the International conference on control applications. 15–18 Sept. 1996, pp. 668–672.
- Junhong Z., Hongfang W. A novel welding inverter power source system with constant current output characteristic based on fuzzy logic control / IEEE Proceed. Electrical machines and systems conference. ICEMS 2001, v. 1, 2001, pp. 567–570.
- Iskender I., Karaarslan A. On the comparison of fuzzy logic and state space averaging based sliding control methods applied on an arc welding machine // Trans. on engineering, computing and technology, v. 8, ISSN 1305-5313, 2005, pp. 100–105.
- Koseeyaporn P., Cook G. E., Strauss A. M. Adaptive voltage control in fusion arc welding / IEEE Trans. on industry applications, vol. 36, No 5, 2000, pp. 1300–1307.
- Rauma K., Laakkonen O., Luukko J., Pajari I., Pyrhonen O. Digital control of switch-mode welding machine using FPGA / IEEE Proceed. PESC, vol. 1, 2006, pp. 1–5.
Сварочный инвертор PRO ARC 200 (Z209S)
Технические характеристики Сварог PRO ARC 200 (Z209S)
Напряжение питающей сети: | 220 В ±15% |
Частота питающей сети: | 50 Гц |
Потребляемый ток: | 43 А |
Потребляемая мощность ММА: | 9.4 кВА |
Потребляемая мощность TIG: | 6 кВА |
Сварочный ток MMA: | 10–200 А |
Сварочный ток TIG: | 10–200 А |
Рабочее напряжение ММА: | 20.4–28.0 В |
Рабочее напряжение TIG: | 10.4–18.0 В |
Напряжение холостого хода MMA: | 63 В |
Напряжение холостого хода TIG: | 12 В |
ПН (40°C): | 60% |
Сварочный ток MMA (ПН 100%): | 160 А |
Сварочный ток TIG (ПН 100%): | 160 А |
Коэффициент мощности: | 0.7 |
КПД: | 85% |
Диаметр электрода MMA: | 1.5–5.0 мм |
Диаметр электрода TIG: | 1.0–3.0 мм |
Класс изоляции: | F |
Класс защиты: | IP 21 |
Габариты: 351x130x250 | мм |
Вес: | 5.2 кг |
Antistick | ✔ |
Hot Start | ✔ |
Lift-Tig | ✔ |
Регулируемый форсаж дуги | ✔ |
Сварочный аппарат PRO ARC 200 (Z209S) на основе современной инверторной схемы обладает расширенными возможностями для настройки параметров сварки, это современный и компактный инвертор для ручной сварки покрытыми электродами на прямой и обратной полярности с функцией ручной аргонодуговой сварки TIG.
Помимо ручки регулирования сварочного тока аппарат имеет ручку регулирования форсажа дуги и цифровой индикатор задаваемого сварочного тока. Такие функции позволяют осуществлять профессиональную сварку металлов и сплавов, делая работу более комфортной. Благодаря компактным размерам, данный аппарат подойдет для мастерских и небольших производств.
Сварочные инверторы линейки PRO обладают продвинутыми функциями настройки, вплоть до синергетической системы управления. Цифровые индикаторы аппаратов позволяют оперативно и точно выставить необходимые параметры сварки, что востребовано среди профессионалов. Наличие в инверторах функций регулирования форсажа дуги существенно повышает комфорт их использования. Настройки вольт-амперных характеристик позволяют уменьшить разбрызгивание металла и как следствие получать стабильно высокое качество сварки деталей.
Ключевые особенности:
- Дисплей индикации
- Функции Hot start и Antistick
- Регулировка форсажа дуги
- Сварка TIG*
- Минимальное разбрызгивание
- Высокая стабильность горения дуги
- Компактные размеры, малый вес
Комплект поставки:
- Иверторный сварочный аппарат — 1 шт.
- Электрододержатель в сборе с кабелем — 1 шт.
- Клемма заземления в сборе с кабелем — 1 шт.
- Руководство по эксплуатации — 1 шт.
- Паспорт — 1 шт.
*Для осуществления TIG сварки необходимо приобрести специальную вентильную горелку. Поджиг дуги осуществляется касанием и производится на постоянном токе (DC).
Срок гарантийного обслуживания сварочного аппарата PRO ARC 200 (Z209S) составляет 5 лет.
Установка для сварки TIG
Как настроить сварочный аппарат TIG?
Подробные инструкции по безопасности, настройке и установке см. В руководстве пользователя. На следующей схеме и в инструкциях показана типичная система сварки TIG и соединения.
[YouTube Video]
1. Подключите резак
При использовании резака с воздушным охлаждением используйте адаптер из комплекта принадлежностей и подключите резак к передней части машины. Также подсоедините газовый шланг и регулятор.
2. Подключите пульт дистанционного управления
Подключите ножную педаль или кончик пальца к машине.
3. Подключите рабочий зажим
Подключите рабочий зажим (иногда называемый зажимом заземления) к машине. Другой конец закрепите на заготовке или рабочем столе.
4. Выберите полярность
.Для сварки алюминия переключите настройку силы тока на передней панели на переменный ток. Для сварки стали и стальных сплавов переключите настройку силы тока на DCEN.(Для ручной сварки переключите настройку силы тока на DCEP.)
5. Подготовьте вольфрам
.Измельчите вольфрам до точки. При сварке алюминия вольфрам начинает образовывать шар. Если шар вырастает до того же диаметра, что и ваш вольфрам, перенаправьте вольфрам. Отшлифуйте в продольном направлении и сделайте острие примерно в 2-1 / 2 раза длиннее диаметра.
Используйте шлифовальный круг зернистостью 200 или мельче. Не используйте колесо для других работ, иначе вольфрам может загрязниться, что приведет к ухудшению качества сварки.
6. Соберите резак
.Ослабьте заднюю крышку и снимите вольфрам диаметром 3/32 дюйма с резака. Снимите сопло и медные цанги с резака. Вставьте цангу и корпус цанги обратно в резак и затяните. Установите сопло обратно на резак.
7. Установите Tungsten
.Поместите вольфрам в цангу. Оставьте примерно 1/8 — 1/4 дюйма выступа из цанги (не больше диаметра чашки).Затяните заднюю крышку.
8. Проверьте и подключите питание
| Убедитесь, что источник питания, к которому вы подключаетесь, соответствует номинальным характеристикам вашей машины (см. Паспортную табличку на устройстве). Если ваш аппарат снабжен вилкой, включите ее в соответствующую розетку, когда будете готовы начать сварку. Возможно, вам потребуется приобрести вилку, соответствующую вашей розетке. Если ваша машина не поставляется с вилкой, подключите ее в соответствии с процедурой, описанной в Руководстве пользователя. |
Сварочное оборудование и аксессуары 225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W ЧПУ, Металлообработка и производство
Сварочное оборудование и аксессуары 225 Ампер 220 В Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200 Вт ЧПУ, Металлообработка и производство225АМП 220В сварочный аппарат ИГБТ 4200В
Houshold машины инвертора MMA / ARC портативный225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W, Инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W 225AMP 220V Сварка, 1x дуговой сварочный аппарат, ☑Портативный сварочный аппарат, удобный для переноски, Мощность: 4200 Вт, ☑Применяет модуль IGBT, обеспечивает стабильную и большую мощность сварочных работ, ☑Высокочастотный инвертор обеспечивает быстрое искрение дуги и меньшее количество брызг при сварке, эксклюзивные бренды со скидкой, аутентичные гарантированные легкие платежи.Удивительно низкие цены. 225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W.
Перейти к содержанию Прокрутите вверх225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W
Дата первого упоминания: 28 января, спереди полностью застегивается на молнию с накладкой на защелку, прозрачно: стаканы и стаканы для воды, патч-кабель CAT6 Зеленый кабель Ethernet LAN для модема 10 футов 20 футов 50 футов 100 футов 200 футов Лот (100 футов): Компьютеры и аксессуары, Для L мы вышлем вам бюст с верхом 44 дюйма (если ваш фактический размер бюста составляет 38 дюймов или меньше, тогда покупайте L), наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата.Это будет основой вашего гардероба. Мы считаем, что искусство обогащает нашу жизнь. 225AMP 220V Сварочный инверторный аппарат MMA / ARC Портативный сварочный аппарат IGBT 4200W , 5-миллиметровый варифокальный объектив с ручным зумом предлагает гораздо больший диапазон, чем камеры с фиксированным объективом, и позволяет регулировать угол обзора от 120 до 20 градусов, см. Загрузки раздел под фотографиями товара для получения подробной информации о продукте. Я просто обожаю старинные украшения с вопросительными знаками. Обратите внимание на более темный оттенок дерева в целом, указывающий на проникновение отложений.см. примечание 17 в разделе «Дополнительные политики и часто задаваемые вопросы». Гендерно-нейтральный набор благодарственных открыток для детского душа из золотой фольги. Их гладкий дизайн и большой размер определенно привлекут внимание. • Размеры некоторых тканей могут немного отличаться от реальных, которые вы получите, 225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W . Сообщите мне и я настроим индивидуальный список. Основные цвета — черный. Килт может быть выполнен в разных цветах, например, в красном. ☸ Вставьте экстрактор в гнездо для крана той же спецификации.башни или мерчандайзеры для удержания нескольких предметов одежды на вешалках, прямое движение вверх и вниз позволяет вам оставаться в неподвижном состоянии и больше не нужно размещать стол, который регулируется вверх и вниз. Средняя стоимость составляет примерно 1. Уход за одеждой: максимальная температура стирки 40 ° C. Ничто не сравнится с украшениями из нержавеющей стали, чтобы выразить вашу вечную любовь и дружбу. 225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W .
225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W
1x Аппарат для дуговой сварки, Портативный сварочный аппарат, удобный для переноски, Мощность: 4200Вт, ☑Поддерживает модуль IGBT, обеспечивает стабильную и большую мощность сварочных работ, ☑Высокочастотный инвертор обеспечивает быстрое искрение дуги и меньшее количество брызг при сварке, Эксклюзивные бренды со скидкой Authentic Гарантированные простые платежи.Удивительно низкие цены.
225AMP 220V Сварочный инверторный аппарат MMA / ARC Бытовой портативный сварочный аппарат IGBT 4200W
Установка сварочного аппарата MIG для начинающих
Эта статья задумана как письменный материал, связанный с моим разделом из восьми видеороликов по той же теме сварки MIG. Его следует рассматривать только как руководство, а не как совет. Обязательно проконсультируйтесь с вашим руководством по эксплуатации для получения рекомендаций по безопасности. СваркаMIG называется так, потому что она описывает процесс сварки, при котором расплавленная сварочная ванна защищена от атмосферы, пока она затвердевает оболочкой из инертного газа.Этот газ обычно представляет собой смесь CO2 и аргона.
Для новичков это процесс, в котором используется горелка с подачей присадочной проволоки через горелку в сварочную ванну. Он обычно используется в мастерской и может использоваться для сварки чего угодно, от кузовных работ до тяжелых стальных зданий и производственных работ.
Компоненты установки следующие;
1. Источник питания сварщика.
2. Баллон защитного газа и регулятор.
3. Механизм подачи проволоки, который подает проволоку вдоль горелки. (Источник питания и механизм подачи проволоки могут быть либо двумя отдельными частями, либо их можно объединить в одну машину)
4. Горелка, которая включает в себя корпус горелки и соединительную трубку от механизма подачи проволоки. Это специальная трубка, внутри которой находится гильза, через которую проталкивается миг-проволока, другая трубка, по которой проходит защитный газ, и силовой кабель, который передает ток в миг-проволоку, когда она выходит из корпуса горелки со стороны сварки.Также есть пара проводов переключателя низкого напряжения от резака обратно к механизму подачи проволоки, которые запускают двигатель подачи и запускают поток газа при нажатии спускового крючка на резаке.
5. Провод заземления, который подсоединяется к источнику питания на одном конце и к заготовке на другом конце, чтобы замкнуть электрическую цепь при нажатии спускового крючка.
6. Блок питания, рассчитанный на правильный размер для сварочного аппарата, который вы собираетесь использовать.Если сварочный аппарат рассчитан на 13 ампер, вы, вероятно, можете подключить его к бытовой электросети. Однако, если он рассчитан примерно на 32 А, тогда вы должны быть уверены, что подключаетесь к правильной розетке. Вы скоро сработаете, если подключите вилку 13 А к проводу, который должен быть 32 А или еще хуже, вы можете вызвать пожар из-за перегрева розетки, поэтому убедитесь, что вы знаете, что делаете.Итак, вы купили сварочный аппарат MIG и готовы соединить вместе два куска стального листа.
Ваш контрольный список должен быть;
1. Газ. Если у вас есть правильный тип и хватит ли вам газового баллона?
2. Проволока МИГ. Надеюсь, вам предоставят правильный тип и диаметр (мм) для купленного вами сварочного аппарата.
Не пытайтесь использовать ржавые провода. Ржавчина сойдет с трубки горелки (гильзы) и очень быстро
забьет гильзу, что вызовет проблемы.
3. Сварочная маска и, возможно, пара сварочных перчаток.В маске должно быть темное стекло со значением оттенка
от 9 до 13. Оттенок 11 обычно подходит для режимов сварки с низким током, когда вы пытаетесь сваривать листовой металл
(кузов автомобиля). Чем больше ампер и, как правило, более толстый металл, который вы свариваете, подтолкнет вас вверх по шкале оттенков
до 12 или даже 13 оттенков стекла.
4. Ваши тестовые биты (чистая сталь без краски и ржавчины) на скамейке определенного описания, которая не загорится.
Следите за тем, чтобы вокруг или рядом с местом сварки не было ничего легковоспламеняющегося, так как искры могут разлетаться далеко.
5. У вас есть вилка правильного размера, подключенная к проводу питания, и она вставлена в розетку правильного размера.
6. Подсоедините зажим заземляющего кабеля на заземляющем проводе к детали, которую вы собираетесь приварить.
7. Подсоедините регулятор к газовому баллону, убедившись, что вы плотно зажимаете его, но не слишком сильно. Перед включением баллона отвинтите ручку манометра, если она у вас есть. Если на вашем регуляторе есть манометры, то на нем может быть до
двух манометров. Одним из них будет давление в вашей бутылке (насколько наполнена ваша бутылка).Другой будет настройкой давления, при котором вы собираетесь подавать защитный газ на горелку. Как правило, я
установил бы свое давление примерно на 12 л / мин (литров в минуту). Некоторые регуляторы предварительно настроены без каких-либо манометров, и если у вас есть один из них, вам просто нужно его включить. Очевидно, мы предполагаем, что подводящая труба
соединена от регулятора к сварочному аппарату, иначе весь ваш газ просто улетучится в атмосферу. Глупый!
8. Перед тем, как включить сварочный аппарат с помощью переключателя включения / выключения, вам необходимо пропустить проволоку MIG через набор приводных роликов в устройстве подачи проволоки, а затем по кабелю горелки MIG и, наконец, в корпус горелки и наружу. через наконечник сварочного конца горелки.Это может быть немного сложно, но не торопитесь и ничего не заставляйте, и все будет в порядке. Конец подачи проволоки будет иметь стойку, на которую вы устанавливаете проволоку mig. Обычно вам приходится откручивать стопорную гайку на конце стойки, чтобы вы могли уронить рулон проволоки mig на столб. Затем вы переставляете стопорную гайку, которая обычно затягивается вручную. Убедитесь, что рулон проволоки для миграций установлен правильно, чтобы, когда вы были готовы найти конец проволоки для миграции, вы могли осторожно вставить его в направляющую или небольшое отверстие в задней части устройства подачи.
Затем он будет следовать по прямой линии от нижней стороны рулона проволоки через небольшое отверстие к механизму приводного ролика. Обычно имеется рычаг с натяжением пружины, который необходимо ослабить, чтобы два приводных ролика
раздвинулись и можно было подавать проволоку mig между роликами в небольшое отверстие на конце трубки горелки
(лайнер). .
Затем вам, возможно, придется снять защитный кожух с конца корпуса резака и открутить наконечник мигрирующего наконечника. Этот наконечник будет похож на маленькое сопло с крошечным отверстием в центре, из которого должна выходить мигрирующая проволока, когда вы свариваете
.Осторожно протяните проволоку MIG вдоль соединительной трубки резака, пока она не выйдет на торец корпуса резака. Когда вы успешно справитесь со всем этим, вы можете ввернуть наконечник обратно в конец резака и задвинуть кожух
на свое место.
Перед тем, как закрыть два приводных ролика, попробуйте протянуть проволоку через лайнер. Его должно легко тянуть. Теперь вы можете закрыть приводные ролики и слегка их натянуть.
Итак, теперь у вас должна быть установлена проволока и пропущена через конец резака.Наконечник и кожух были снова надеты на торец резака, и из сопла / наконечника торчит небольшой отрезок мигрирующей проволоки.
Теперь включите аппарат и, повернув ручку настройки подачи проволоки на очень низкую скорость, вы можете попробовать нажать на спусковой крючок
на резаке.
Проволока должна выходить из резака очень медленно. Идеальная настройка натяжения приводных роликов — это когда вы можете просто удерживать мигрирующую проволоку от выхода из конца резака, сжимая ее между пальцами
, и она скользит по роликам.Увеличьте натяжение роликов, поворачивая винт на верхнем ролике до тех пор, пока он не преодолеет ваши пальцы.
Теперь вы готовы попробовать сварной шов!
Отрегулируйте настройку мощности вашего устройства в соответствии с работой. Допустим, вы собираетесь сварить вместе лист металла (толщиной 2 мм)
В зависимости от мощности вашего агрегата для этого не потребуется слишком много энергии. Установите низкую настройку и установите скорость подачи проволоки ( если у вас есть возможность) до среднего значения.
Примерь на лом. Если фонарик прыгает и раскачивается в вашей руке, значит, провода слишком велико для мощности, поэтому немного уменьшите скорость подачи проволоки и попробуйте снова. Продолжайте делать это до тех пор, пока вы не сможете держать конец горелки на расстоянии примерно 12 мм от заготовки, и сварочный шов будет звучать
ровно, четко и ровно.
Вот и ты !! вперед !!
Специальные комплекты для вышеперечисленных товаров можно найти в нашем интернет-магазине сварочных инструментов и инструментов
. Инверторы(MFDC) — Spot Weld, Inc.
ОБЩАЯ ИНФОРМАЦИЯ
Инвертор имеет много преимуществ по сравнению с традиционной однофазной сваркой переменным током. Некоторыми преимуществами являются более высокая точность сварки, более эффективное использование электроэнергии, меньший размер корпуса и меньшие электрические потери из-за сопротивления.
Как и любая сварочная технология, инвертор (также часто называемый среднечастотным постоянным током [MFDC]) имеет свое место. Многие заводы по всему миру узнали, что инвертор обладает множеством превосходных свойств, благодаря которым он стоит дополнительных начальных затрат.Автомобильные заводы почти полностью перешли на инверторы из-за их небольшого веса, качества, экономии электроэнергии и универсальной поддержки.
Любое OEM-оборудование компании Spot Weld, Inc. может быть оснащено инвертором; от коромысел до прессов, сварочных аппаратов и сварочных аппаратов, а также нестандартного оборудования. Мы также являемся дистрибьютором некоторых импортных машин, оснащенных инверторами.
SWI разработала три стандартных инвертора для контрактных производителей и мастерских; особенно тем, кто хочет получить NADCAP или другую аэрокосмическую квалификацию.Эти машины предназначены для того, чтобы избавить вас от догадок во время покупок и предоставить все, что вам когда-либо понадобится, когда вы еще не знаете, что это такое.
PMF160 с пневмоцилиндром 8 ″
PMF160
- Инвертор MFDC, 160 кВА, 1000 Гц,
- 230–600 В, первичный, 50/60 Гц, 3 фазы
- 24 ″ (610 мм) глубина горловины
- 2000 фунтов (890daN), воздушный цилиндр диаметром 5 дюймов (127 мм)
- 30кА макс. Вторичный ток на электродах
- Система защиты SoftTouch от защемления
- MFDC 3-фазный инвертор с обратной связью по замкнутому контуру
- Выбор графика сварки через встроенный ПЛК
- Автоматический выключатель на 150 А
- Фиксированный выдвижной пневмоцилиндр
- Платформенная, для нестандартной оснастки
- Регулируемая нижняя часть колена
- Регулируемый верхний цилиндр в сборе
- Разработано и произведено в США
PMF160 может работать в коммерческих, Mil-spec 6858D и AWS 17.2 точечной сварки классов B и C на алюминиевых поверхностях двух толщин до 0,080 ″ (2 мм).
PMF170 с регулируемым выдвижным пневмоцилиндром
PMF170
- Инвертор MFDC, 170 кВА, 1000 Гц,
- 230–600 В, первичный, 50/60 Гц, 3 фазы
- 24 ″ (610 мм) глубина горловины
- 2000 фунтов (890daN), воздушный цилиндр диаметром 5 дюймов (127 мм)
- 44кА макс. Вторичный ток на электродах
- Система защиты SoftTouch от защемления
- MFDC 3-фазный инвертор с обратной связью по замкнутому контуру
- Выбор графика сварки через встроенный ПЛК
- Автоматический выключатель 250 А
- Фиксированный выдвижной пневмоцилиндр
- Платформенная, для нестандартной оснастки
- Регулируемая нижняя часть колена
- Регулируемый верхний цилиндр в сборе
- Разработано и произведено в США
PMF170 может работать с коммерческими, Mil-spec 6858D и AWS 17.2 точечной сварки классов B и C на алюминиевых поверхностях двух толщин до 0,125 дюйма (3 мм).
PMF320
- Инвертор MFDC, 320 кВА, 1000 Гц,
- 230–600 В, первичный, 50/60 Гц, 3 фазы
- Глубина горловины 18 ″ (460 мм)
- 8000 фунтов (3560daN), 10 ″ (254 мм) мембранная воздушная система Fast Follow Up
- 55кА макс. Вторичный ток на электродах
- Система защиты SoftTouch от защемления
- MFDC 3-фазный инвертор с обратной связью по замкнутому контуру
- Выбор графика сварки через встроенный ПЛК
- Автоматический выключатель 400 А
- Фиксированный выдвижной пневмоцилиндр
- Платформенная, для нестандартной оснастки
- Регулируемая нижняя часть колена
- Регулируемый верхний цилиндр в сборе
- Разработано и произведено в США
PMF320 имеет диафрагменную воздушную систему и может работать в коммерческих, Mil-spec 6858D и AWS 17.